
On the Influence of Flame-Retardant Additives on UV-Curable Thermosetting Glass Fiber-Reinforced Composites
 , , ,
, , , 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Formulations
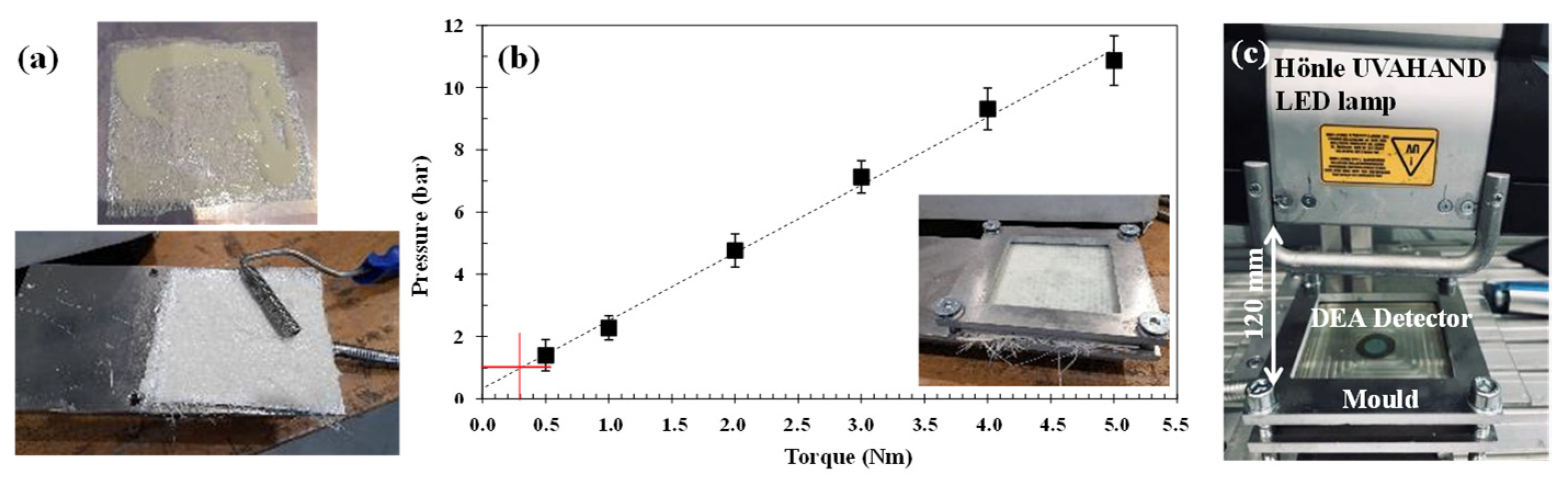
2.3. Fire Retardant Prepregs and Composites Manufacturing Processes
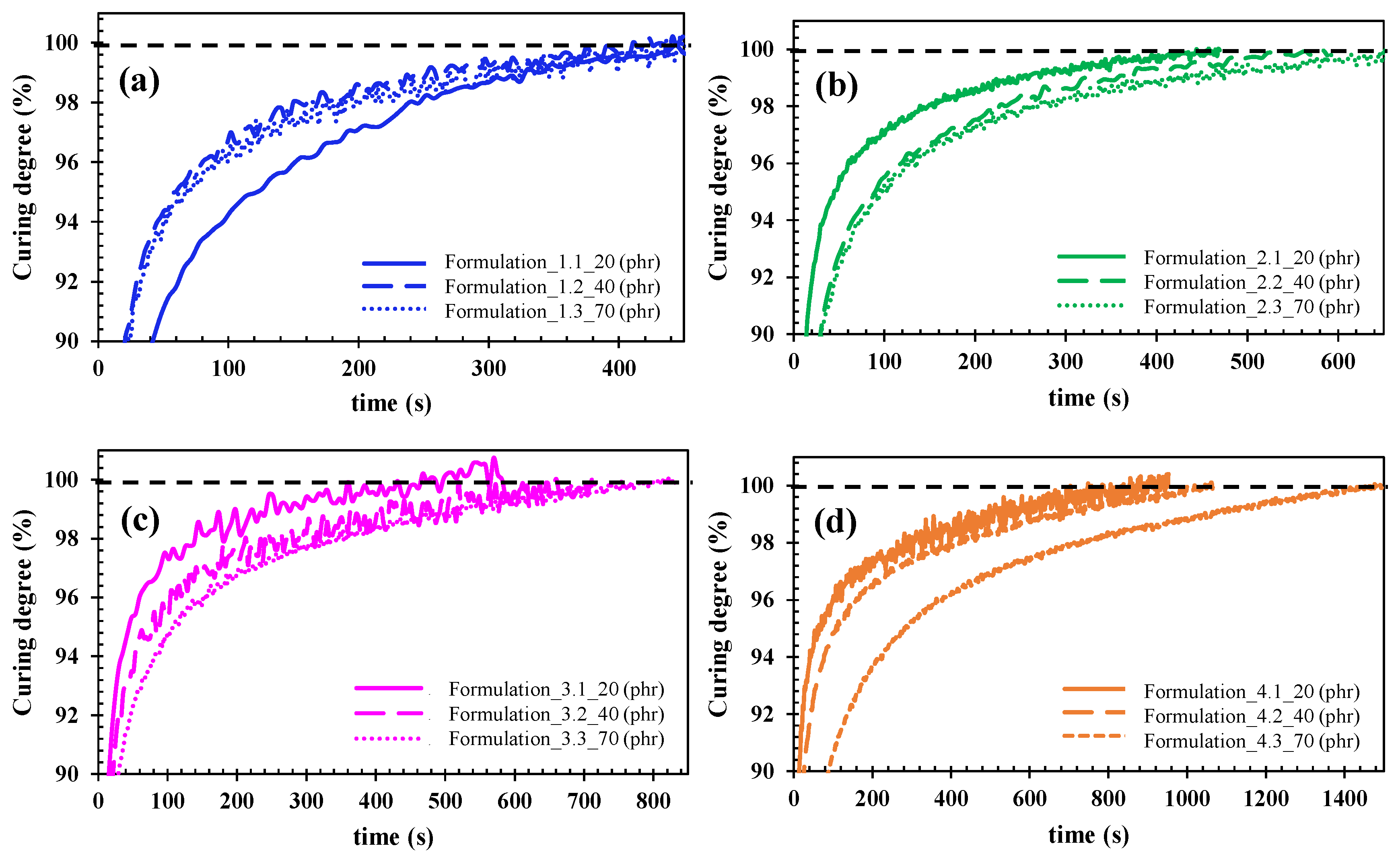
2.4. Curing Degree Analysis
2.5. Composite Fiber Content, Flexural, and Interlaminar Shear Strength (ILSS) Measurements
2.6. Fire Behaviour of Composite Parts Test Methods
- A calorimetric cone was used according to the ISO 5660-1:2015 + A1:2019 standard to determine MARHE (Maximum Average Rate of Heat Emission) parameter.
- A determination of the optical density of smoke according to the ISO 5659-2:2017 standard and the toxicity of gases was performed under the EN 45545-2:2013 + A1:2015, Annex C, Method 1 standard to determine smoke density at the 4th minute, VOF4, the maximum density during the test, and the gas conventional toxicity indexes at the 4th and 8th minute parameters.
- A lateral flame propagation test was performed according to ISO 5658-2:2006 + AMD.1:2011 to determine the CFE (Critical Flux of Extinction) parameter.
2.6.1. Cone Calorimeter
2.6.2. Smoke and Gas Production
2.6.3. Lateral Flame Propagation
3. Results and Discussion
3.1. Curing Degree of Resin/Flame-Retardant Filler Formulations and Composites
3.1.1. Resin/Flame-Retardant Fillers Formulations
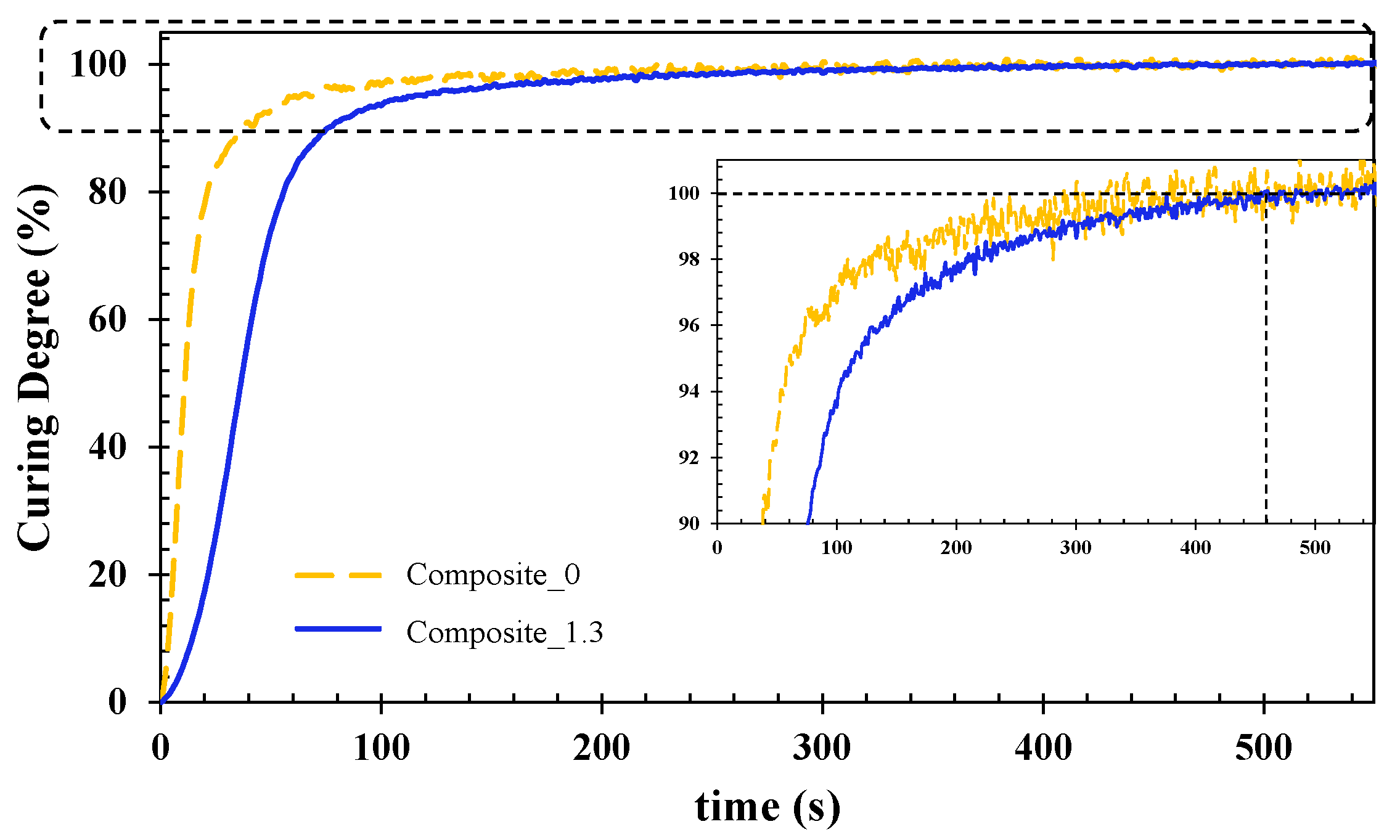
3.1.2. Fire-Retardant Composite Manufacturing Results
3.2. Mechanical Properties of Composite Parts
3.3. Fire Behaviour of Composite Parts Test Methods
3.3.1. Calorimetric Cone
3.3.2. Smoke Density and Gas Toxicity
3.3.3. Lateral Flame Propagation
4. Conclusions
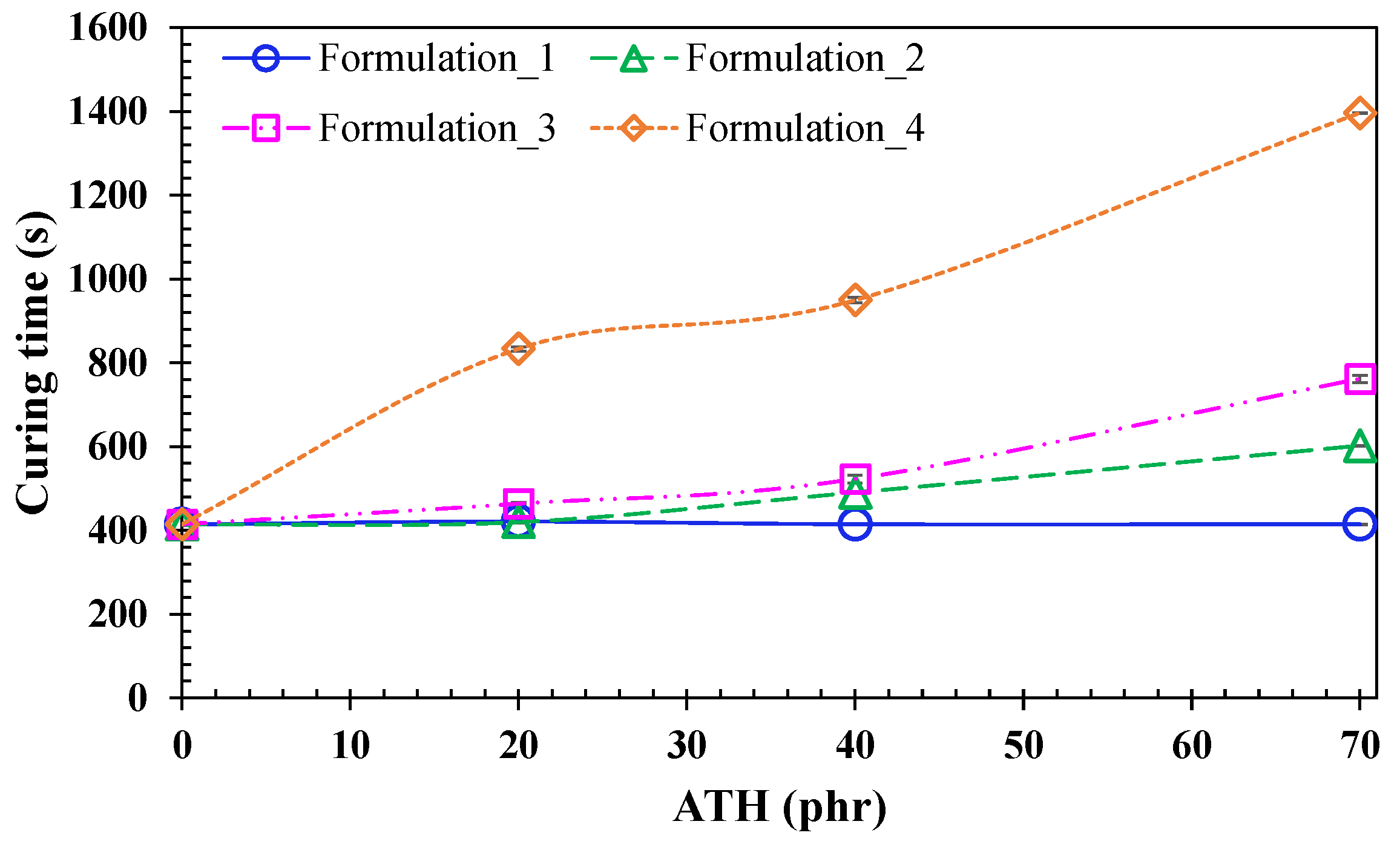
- The UV light transmission during the curing process is moderately affected by the nature of the ATH. As the specific surface area of the ATH becomes higher, longer times are needed for curing the specimens. The ATH flame retardants with the lowest specific surface area (Apyral20X) resulted in an invariant behavior despite the amount of ATH that was used in the resin mixture.
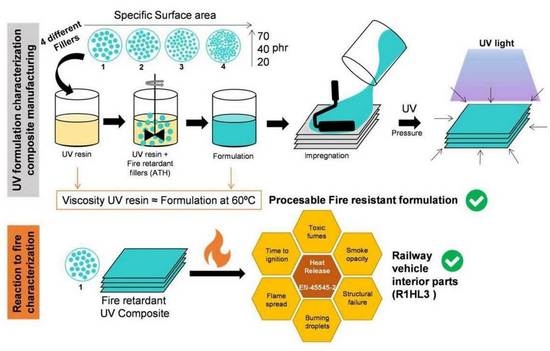
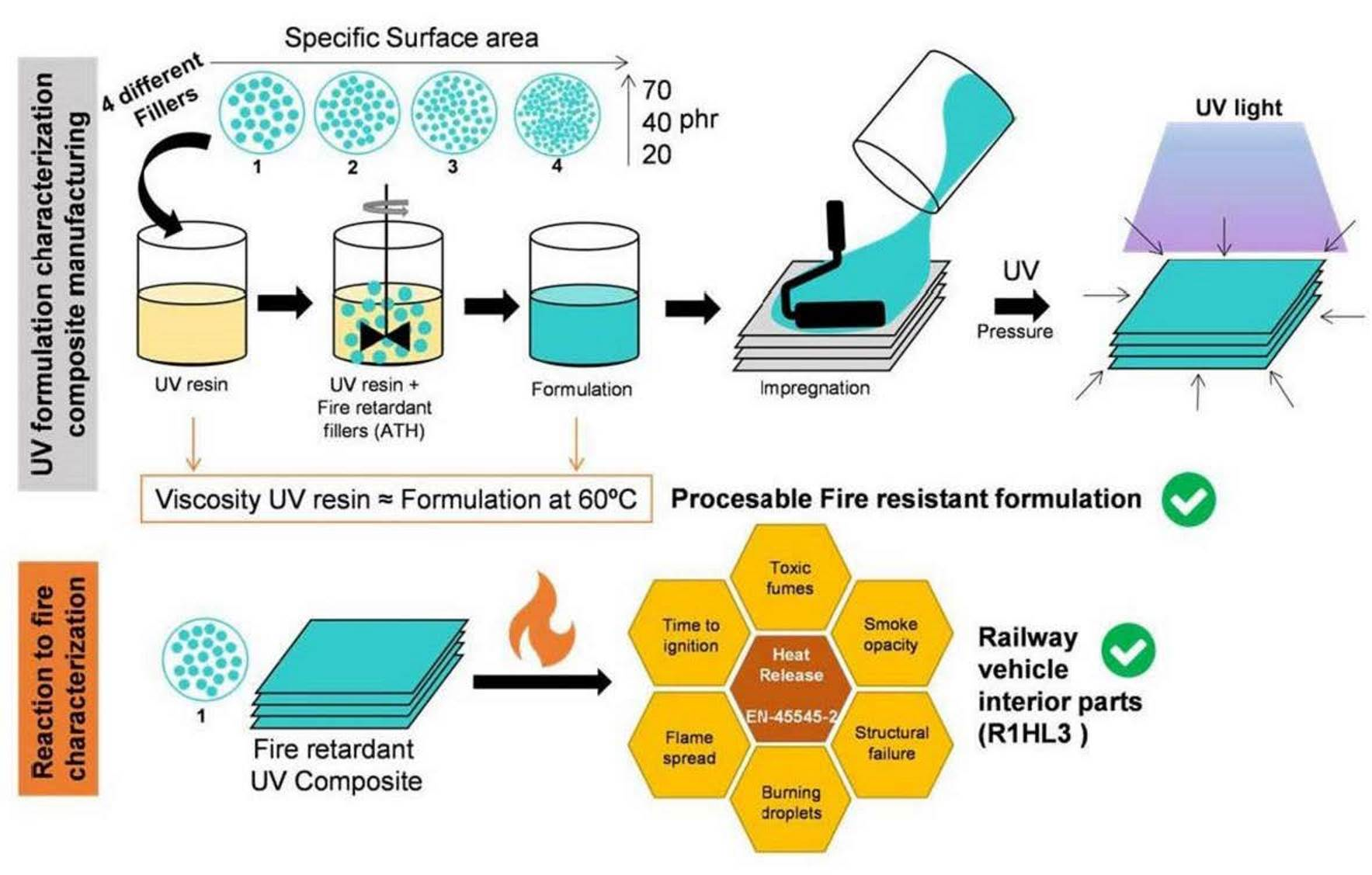
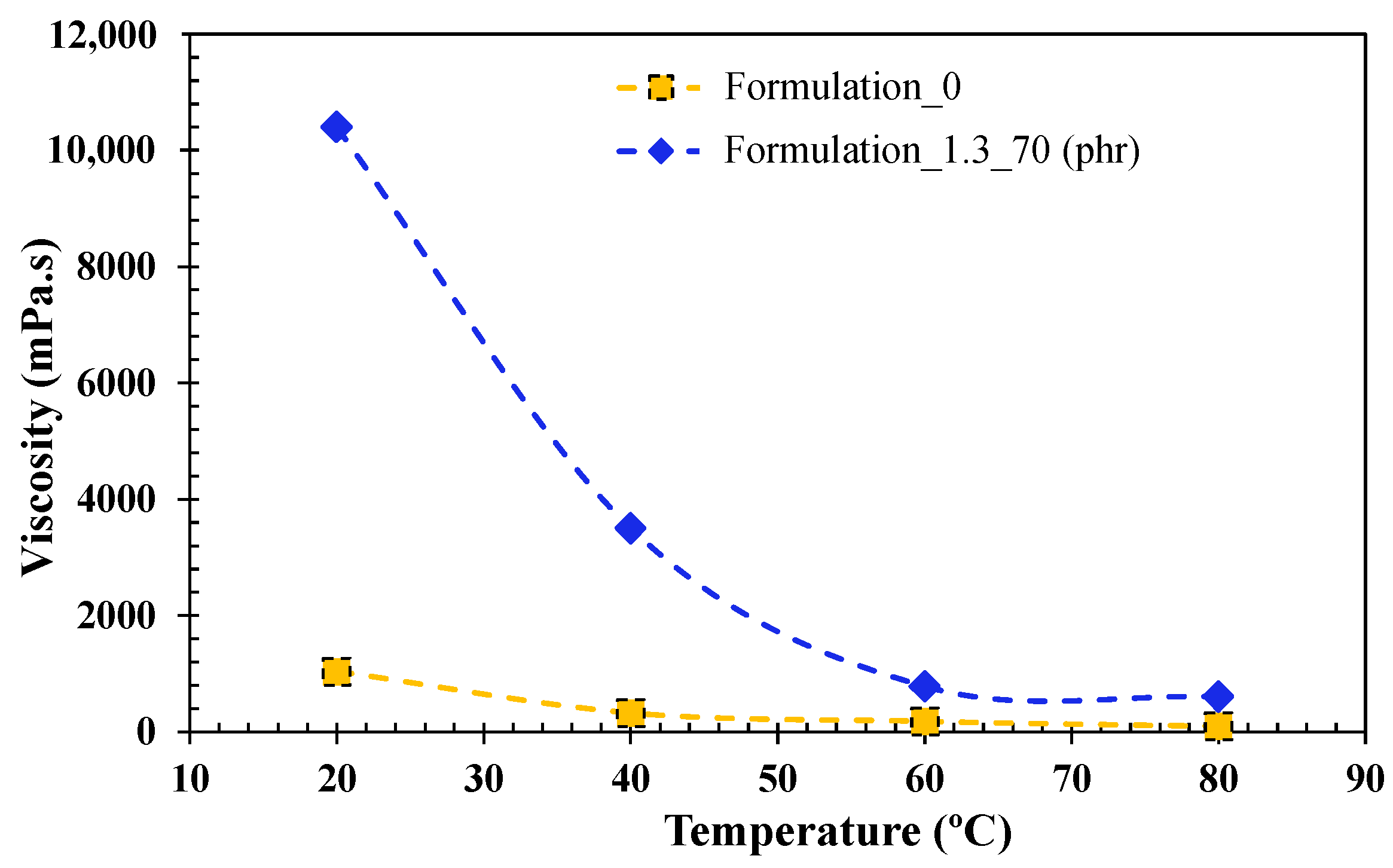
- Several UV flame-retarded resin formulations were developed, and the flame-retarded glass fiber reinforced composites were manufactured by the optimal one containing high amounts of ATH. Consequently, an increase in the viscosity of the formulation is observed. Therefore, to achieve a suitable impregnation of the glass fibers, the resin formulation is to be heated up to 60 °C to obtain a suitable processing technique.
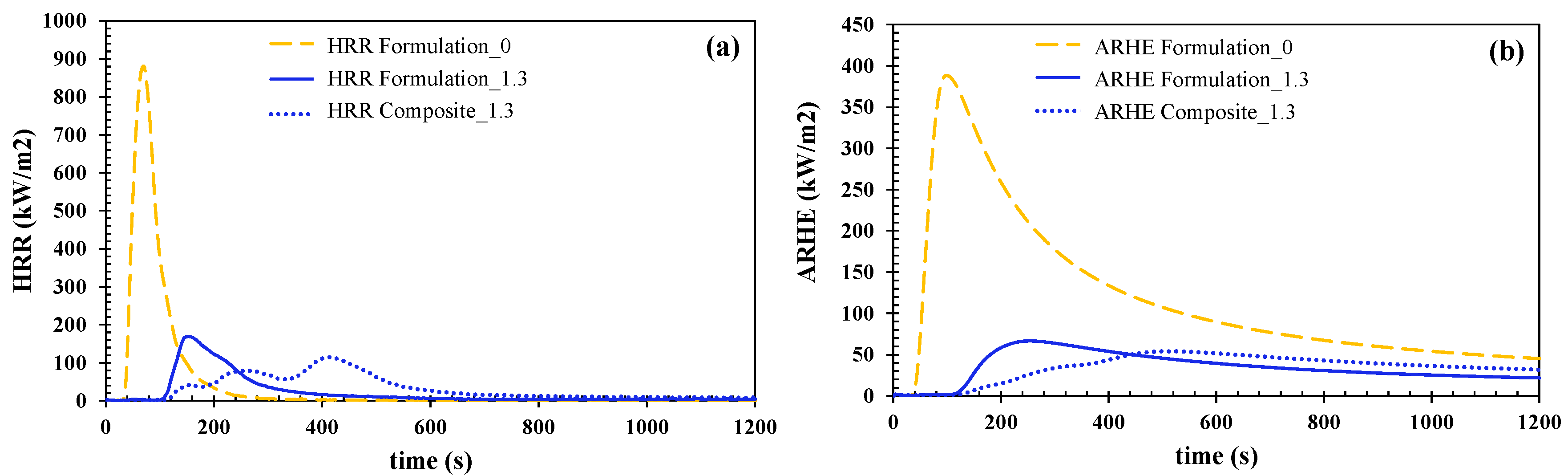
- The composite that was developed shows the following behaviors: a moderate superficial flame spread, it does not generate flaming droplets/particles, the average rate of heat emission is low, and the emission of dense smoke and toxic gases is also quite moderate.
- Considering the results that have been obtained in the three individual tests that were carried out, and in classification terms, it can be concluded that the developed composite reaches the R1HL3 classifications according to the EN 45545-2 standard. This conclusion means that it can be used in large vehicle parts for indoor applications and in any type of railway vehicle.
- In addition, the developed composite also reaches the R7HL3 classifications according to the EN 45545-2 standard. This conclusion means that it can also be used in large vehicle parts for exterior applications and in any type of railway vehicle.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Bellucci, F.; Camino, G. Flammability of Polymer Composites. In Wiley Encyclopedia of Composites; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2012; pp. 1–17. ISBN 978-1-118-09729-8. [Google Scholar]
- Morgan, A.B.; Gilman, J.W. An Overview of Flame Retardancy of Polymeric Materials: Application, Technology, and Future Directions. Fire Mater. 2013, 37, 259–279. [Google Scholar] [CrossRef] [Green Version]
- Green, W.A. Industrial Photoinitiators: A Technical Guide, 1st ed.; CRC Press: Boca Raton, FL, USA, 2010; ISBN 978-1-4398-2745-1. [Google Scholar]
- Troitzsch, J. Plastics Flammability Handbook. In Plastics Flammability Handbook; Jürgen, T., Ed.; Carl Hanser Verlag GmbH & Co. KG: Munich, Germany, 2004; pp. I–XXVI. ISBN 978-3-446-21308-1. [Google Scholar]
- Howell, B.A. Chapter 13—Phenolic-Based Phosphorus Flame Retardants for Polymeric Materials. In Bio-Based Flame-Retardant Technology for Polymeric Materials; Hu, Y., Nabipour, H., Wang, X., Eds.; Elsevier: Amsterdam, The Netherlands, 2022; pp. 329–338. ISBN 978-0-323-90771-2. [Google Scholar]
- Weil, E.D.; Levchik, S.V. Flame Retardants for Plastics and Textiles. In Flame Retardants, 2nd ed.; Weil, E.D., Levchik, S.V., Eds.; Hanser: Munich, Germany, 2016; pp. I–XX. ISBN 978-1-56990-578-4. [Google Scholar]
- Morgan, A.B. The Future of Flame Retardant Polymers—Unmet Needs and Likely New Approaches. Polym. Rev. 2019, 59, 25–54. [Google Scholar] [CrossRef]
- Pérez-de-Eulate, N.G.; Iztueta, A.A.; Gondra, K.; Vallejo, F.J. Influence of the Fibre Content, Exposure Time, and Compaction Pressure on the Mechanical Properties of Ultraviolet-Cured Composites. J. Compos. 2020, 4, 30. [Google Scholar] [CrossRef] [Green Version]
- Runt, J.P.; Fitzgerald, J.J. Dielectric Spectroscopy of Polymeric Materials: Fundamentals and Applications; American Chemical Society: Washington, DC, USA, 1997; ISBN 978-0-8412-3335-5. [Google Scholar]
- Fu, Y.; Li, W.; Xu, M.; Wang, C.; Zhang, L.; Zhang, G. Dielectric Properties and 3D-Printing Feasibility of UV-Curable Resin/Micron Ceramic Filler Composites. Adv. Polym. Technol. 2022, 2022, e9483642. [Google Scholar] [CrossRef]
- Morgan, A.B. Non-Halogenated Flame Retardant Handbook; John Wiley & Sons: Hoboken, NJ, USA, 2021; ISBN 978-1-119-75206-6. [Google Scholar]
- Bian, J.; Zhao, Q.; Hou, Z.; Dong, J.; Yang, Q.; Zhang, G. Effect of Alumina Shapes on Dielectric Properties of UV-Cured Epoxy Acrylic Composite with Alumina. R. Soc. Open Sci. 2019, 6, 181509. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kiran, M.D.; Govindaraju, H.K.; Jayaraju, T.; Kumar, N. Review-Effect of Fillers on Mechanical Properties of Polymer Matrix Composites. Mater. Today Proc. 2018, 5, 22421–22424. [Google Scholar] [CrossRef]
- Mirică, I.-C.; Furtos, G.; Bâldea, B.; Lucaciu, O.; Ilea, A.; Moldovan, M.; Câmpian, R.-S. Influence of Filler Loading on the Mechanical Properties of Flowable Resin Composites. Materials 2020, 13, 1477. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wypych, G. 12-Flammability of filled materials. In Handbook of Fillers, 4th ed.; Wypych, G., Ed.; ChemTec Publishing: Toronto, ON, Canada, 2016; pp. 589–604. ISBN 978-1-895198-91-1. [Google Scholar]
- Chai, G.; Zhu, G.; Gao, S.; Zhou, J.; Gao, Y.; Wang, Y. On Improving Flame Retardant and Smoke Suppression Efficiency of Epoxy Resin Doped with Aluminum Tri-Hydroxide. Adv. Compos. Lett. 2019, 28, 2633366X19894597. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Product | Particle Size D90 (μm) | BET (m2/g) | Oil Absorption (mL/100 g) |
|---|---|---|---|
| Apyral 20X | 80 | 1.2 | 12 |
| Apyral 30X | 45 | 1.5 | 13 |
| Apyral 22 | 40 | 2 | 13 |
| Apyral 33 | 20 | 3 | 15 |
| Product | Reference | ATH (phr) |
|---|---|---|
| UV Resin | Formulation_0 | 0 |
| Apyral20X | Formulation_1.1 | 20 |
| Formulation_1.2 | 40 | |
| Formulation_1.3 | 70 | |
| Apyral30X | Formulation_2.1 | 20 |
| Formulation_2.2 | 40 | |
| Formulation_2.3 | 70 | |
| Apyral22 | Formulation_3.1 | 20 |
| Formulation_3.2 | 40 | |
| Formulation_3.3 | 70 | |
| Apyral 33 | Formulation_4.1 | 20 |
| Formulation_4.2 | 40 | |
| Formulation_4.3 | 70 |
| ATH (phr) | Formulation_1 | Formulation_2 | Formulation_3 | Formulation_4 |
|---|---|---|---|---|
| 0 | 414.27 ± 1.54 | 414.28 ± 1.54 | 414.27 ± 1.54 | 414.27 ± 1.54 |
| 20 | 420.75 ± 5.12 | 419.63 ± 3.94 | 463.50 ± 9.00 | 833.25 ± 6.30 |
| 40 | 414.75 ± 6.18 | 490.50 ± 9.00 | 522.75 ± 8.26 | 949.50 ± 7.84 |
| 70 | 414.75 ± 0.86 | 601.50 ± 8.39 | 761.25 ± 2.87 | 1396.13 ± 12.93 |
| Product | Reinforcement | Matrix | FVF (%) | ATH (Apyral 20X) (phr) |
|---|---|---|---|---|
| Composite 0 | MAT225/300/450/COMBI500 | Formulation_0 | 29.48 ± 0.34 | 0 |
| Composite 1.3 | Formulation_1.3 | 24.45 ± 0.45 | 53.49 ± 0.43 |
| Property | Composite 0 | Composite 1.3 |
|---|---|---|
| Flexural Modulus, (MPa) | 6010.00 ± 197.48 | 8720.33 ± 801.65 |
| Flexural Strength, (MPa) | 175.00 ± 3.92 | 183.95 ± 19.00 |
| Interlaminar Shear Strength (ILSS), (MPa) | 11.23 ± 0.67 | 10.66 ± 0.65 |
| Fiber Volume Fraction, FVF (%) | 29.48 ± 0.34 | 24.45 ± 0.45 |
| Resin content (%) | 70.52 ± 0.48 | 22.93 ± 0.32 |
| ATH (phr) | 0 | 53.49 ± 0.43 |
| Requirement Set (Relevant Product No.) | Test Method Reference | Parameter and Unit | Maximum or Minimum | HL1 | HL2 | HL3 |
|---|---|---|---|---|---|---|
| R1 (IN1A; IN1B; IN1D; IN1E; IN4; IN5; IN6A; IN7; IN8; IN9B; IN11; IN12A; IN12B; IN14; F5) | T02 ISO 5658-2 | CFE, kW/m2 | Minimum | 20 | 20 | 20 |
| T03.01 ISO 5660-1: 50 kW/m2 | MARHE, kW/m2 | Maximum | - | 90 | 60 | |
| T10.01 EN ISO 5659-2: 50 kW/m2 | Ds(4), dimensionless | Maximum | 600 | 300 | 150 | |
| T10.02 EN ISO 5659-2: 50 kW/m2 | VOF4, min | Maximum | 1200 | 600 | 300 | |
| T11. 01 EN ISO 5659-2: 50 kW/m2 | CITG, dimensionless | Maximum | 1.2 | 0.9 | 0.75 |
| Reference | Ignition Time (s) | Extinction Time (s) | Ds Minute 4 | VOF4 (min) | DS max 10 min | CITG 4 min | CITG 8 min |
|---|---|---|---|---|---|---|---|
| Formulation 0 | 43 ± 3 | 561 ± 97 | 1056.0 ± 0.0 | 2289.2 ± 42.8 | 1056.0 ± 0.0 | 0.160± 0.05 | 0.180 ± 0.02 |
| Formulation 1.3 | 133 ± 6 | 506 ± 71 | 175.8 ± 23.5 | 218.7 ± 50.6 | 178.0 ± 22.9 | 0.040 ± 0.01 | 0.070 ± 0.01 |
| Composite 1.3 | - | - | 65.4 ± 6.8 | 70.2 ± 5.7 | 175.7 ± 11.0 | 0.043 ± 0.003 | 0.101 ± 0.007 |
| Composite 1.3 | ||
|---|---|---|
| Ignition time (s) | 142 ± 47 |  |
| Extinction time (s) | 880 ± 185 | |
| CFE (kW/m2) | 30.8 ± 6.4 | |
| Maximum distance traveled (mm) | 300.0 ± 50.0 | |
| Flaming droplets and/or particles | NO | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pérez-de-Eulate, N.G.; Ares Elejoste, P.; Goenaga, G.; Urrutxua, M.; Vallejo, F.J.; Ballestero, J.; Allue, A.; Gómez-Alonso, J.L. On the Influence of Flame-Retardant Additives on UV-Curable Thermosetting Glass Fiber-Reinforced Composites. Polymers 2023, 15, 240. https://doi.org/10.3390/polym15010240
Pérez-de-Eulate NG, Ares Elejoste P, Goenaga G, Urrutxua M, Vallejo FJ, Ballestero J, Allue A, Gómez-Alonso JL. On the Influence of Flame-Retardant Additives on UV-Curable Thermosetting Glass Fiber-Reinforced Composites. Polymers. 2023; 15(1):240. https://doi.org/10.3390/polym15010240
Chicago/Turabian StylePérez-de-Eulate, Natalia Gutiérrez, Patricia Ares Elejoste, Garazi Goenaga, Maitane Urrutxua, Francisco Javier Vallejo, Jesús Ballestero, Alexandra Allue, and José Luis Gómez-Alonso. 2023. "On the Influence of Flame-Retardant Additives on UV-Curable Thermosetting Glass Fiber-Reinforced Composites" Polymers 15, no. 1: 240. https://doi.org/10.3390/polym15010240