
Interpenetration Networked Polyimide–Epoxy Copolymer under Kinetic and Thermodynamic Control for Anticorrosion Coating

Abstract
:1. Introduction
2. Materials & Methods
2.1. Chemicals
2.2. Preparation of Polyimide-EP Copolymer
2.3. Techniques Used in the Investigation of Synthesized Polymeric Materials
3. Results
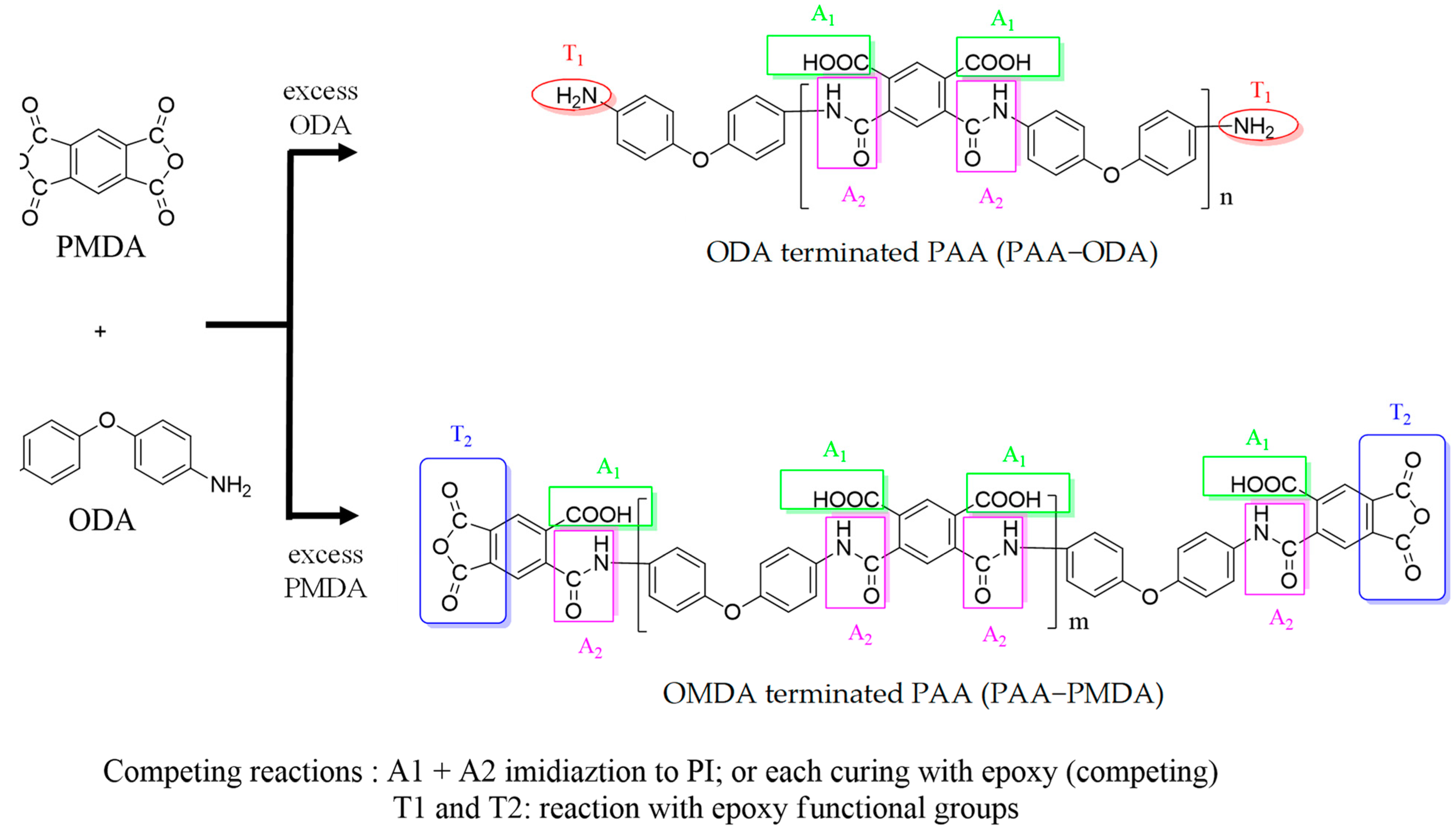
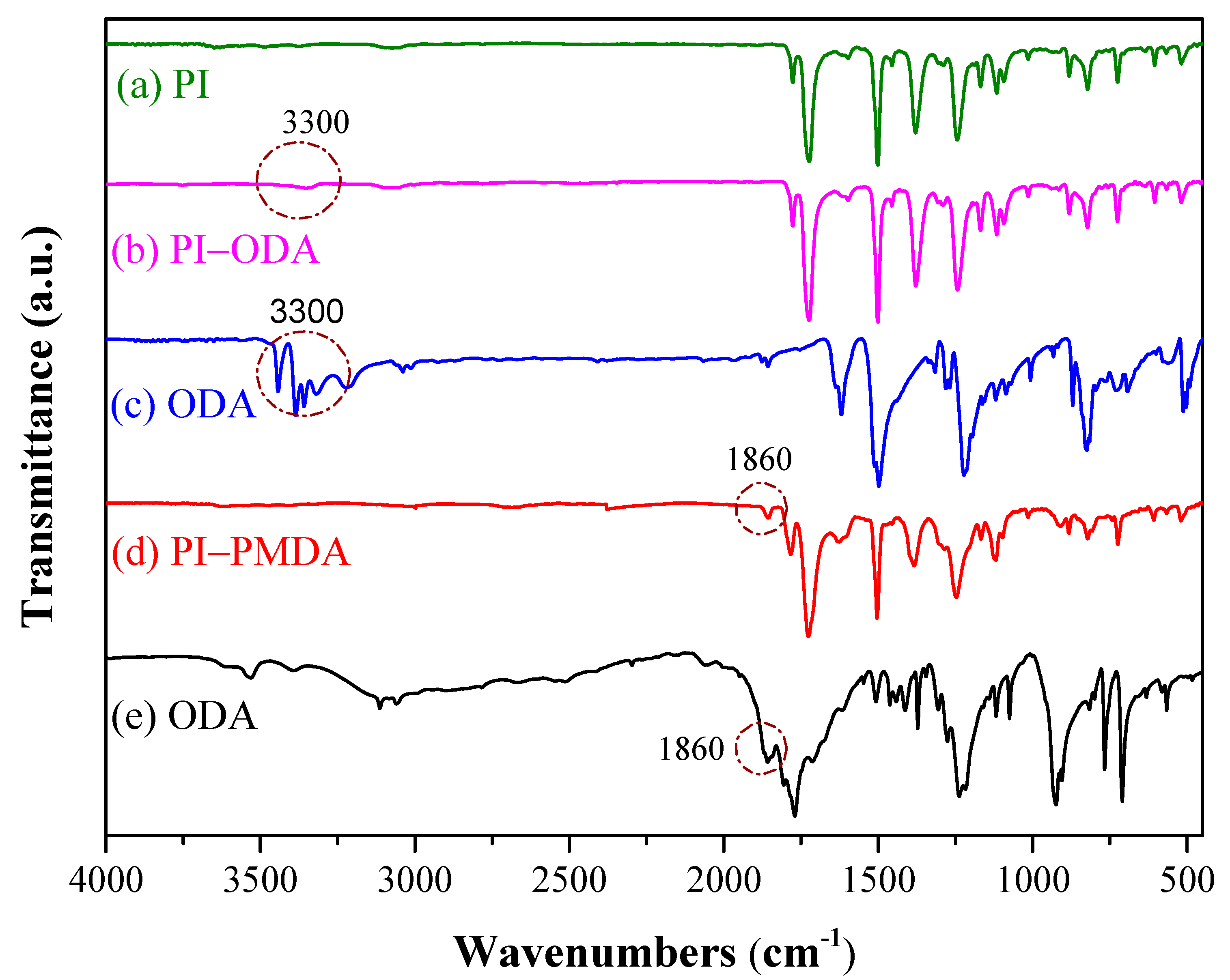
3.1. Chemical Structures
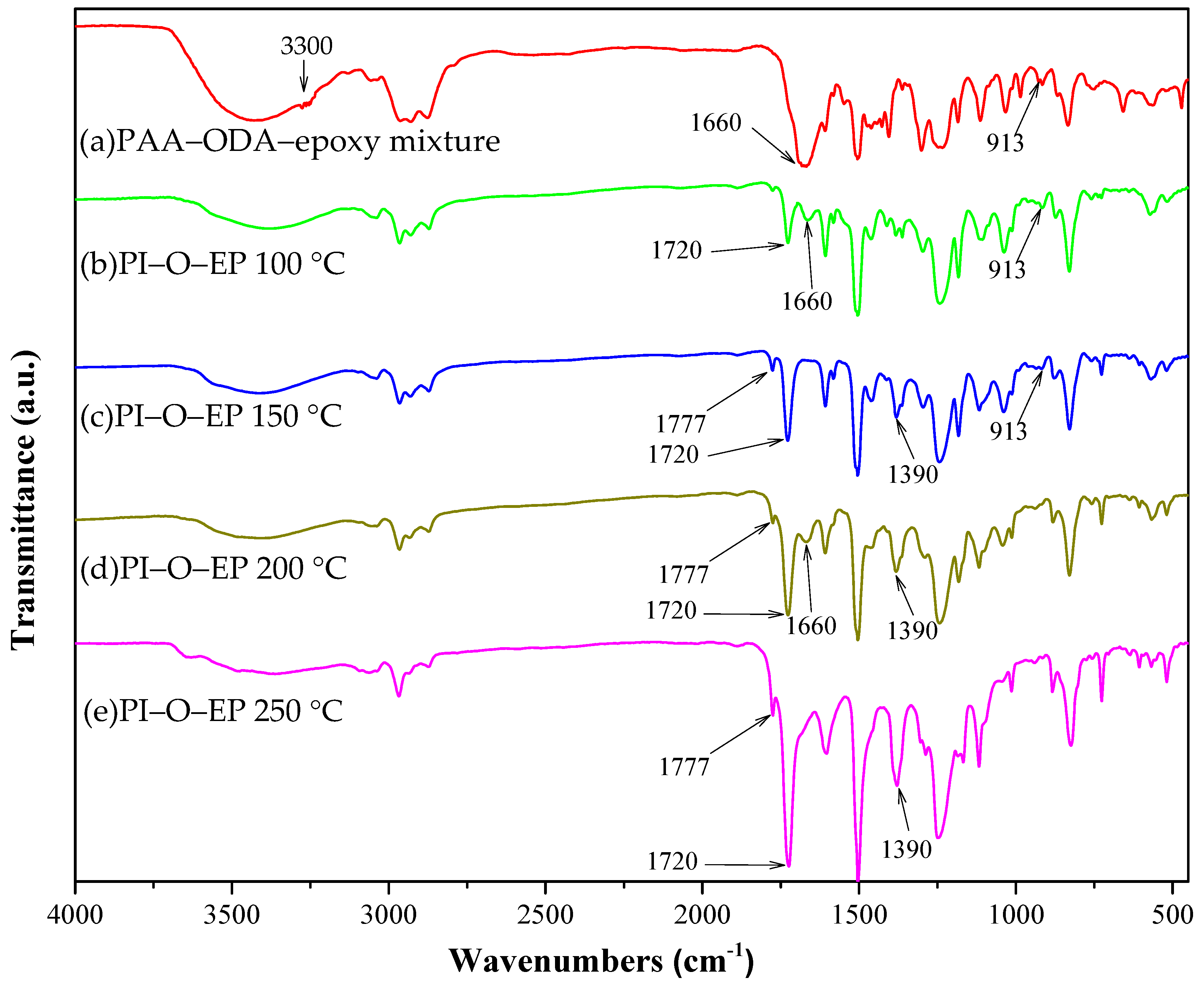
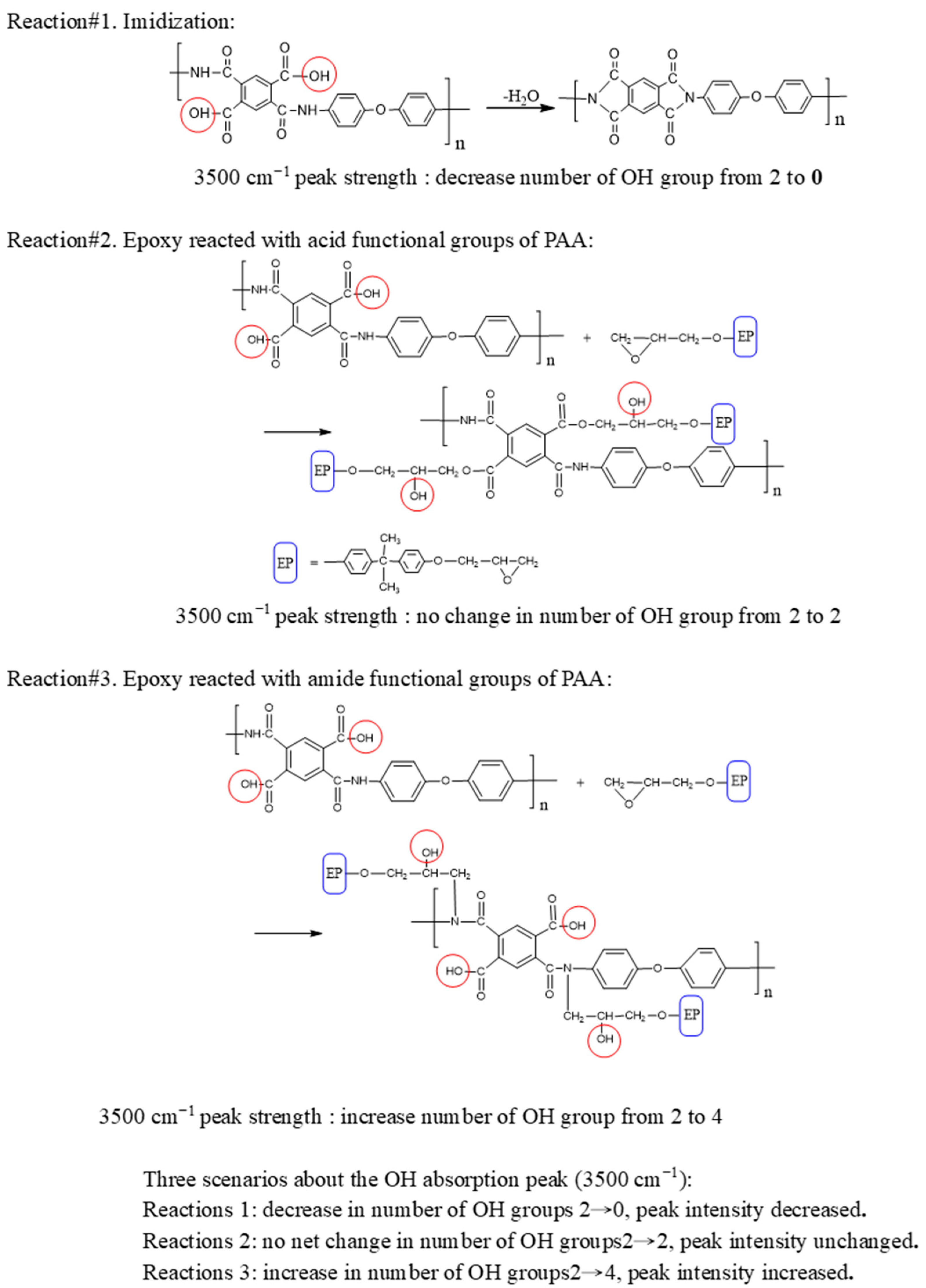
3.2. Reaction of PI-O-EP Formation
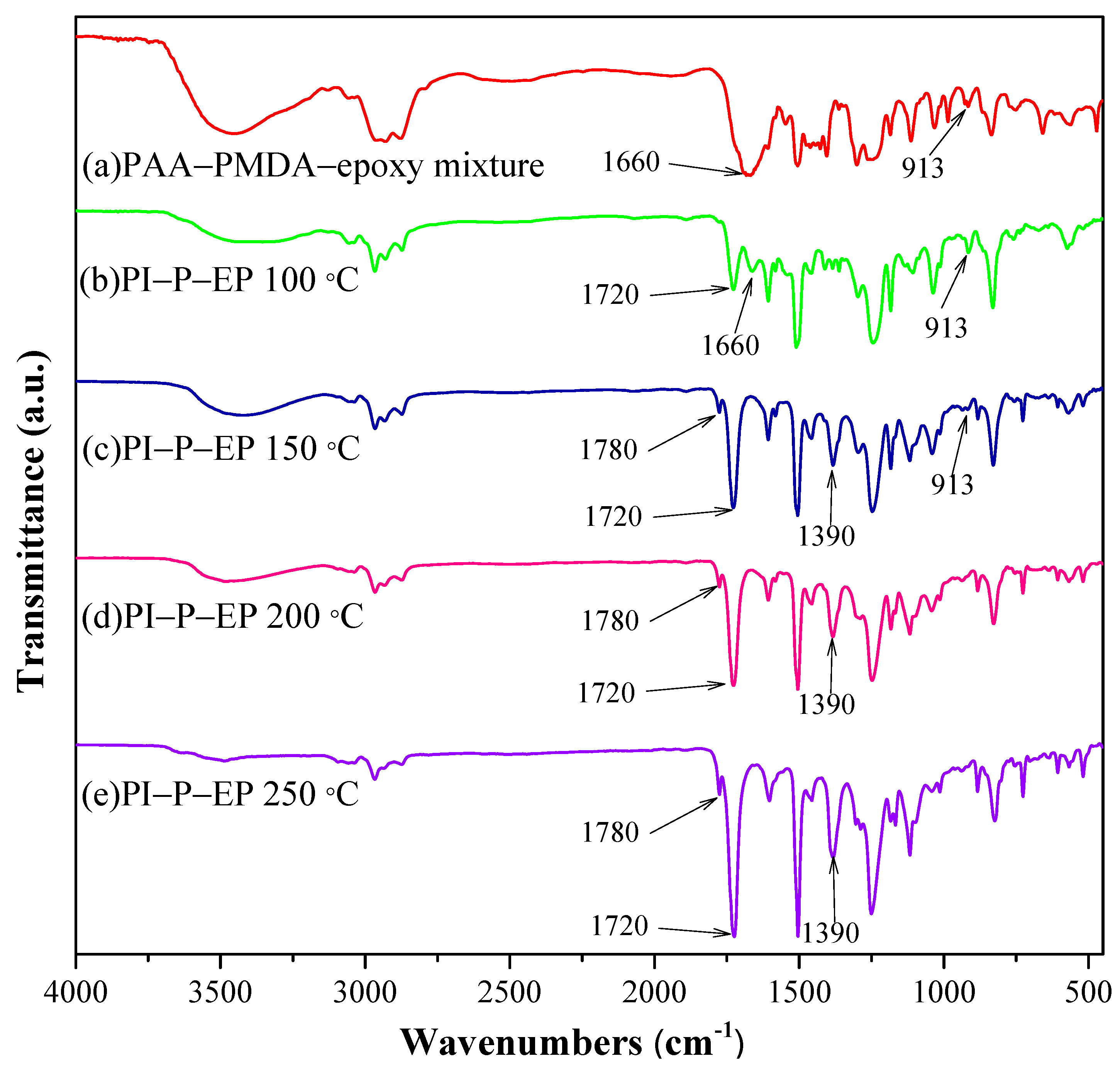
3.3. Reaction of PI-P-EP Formation
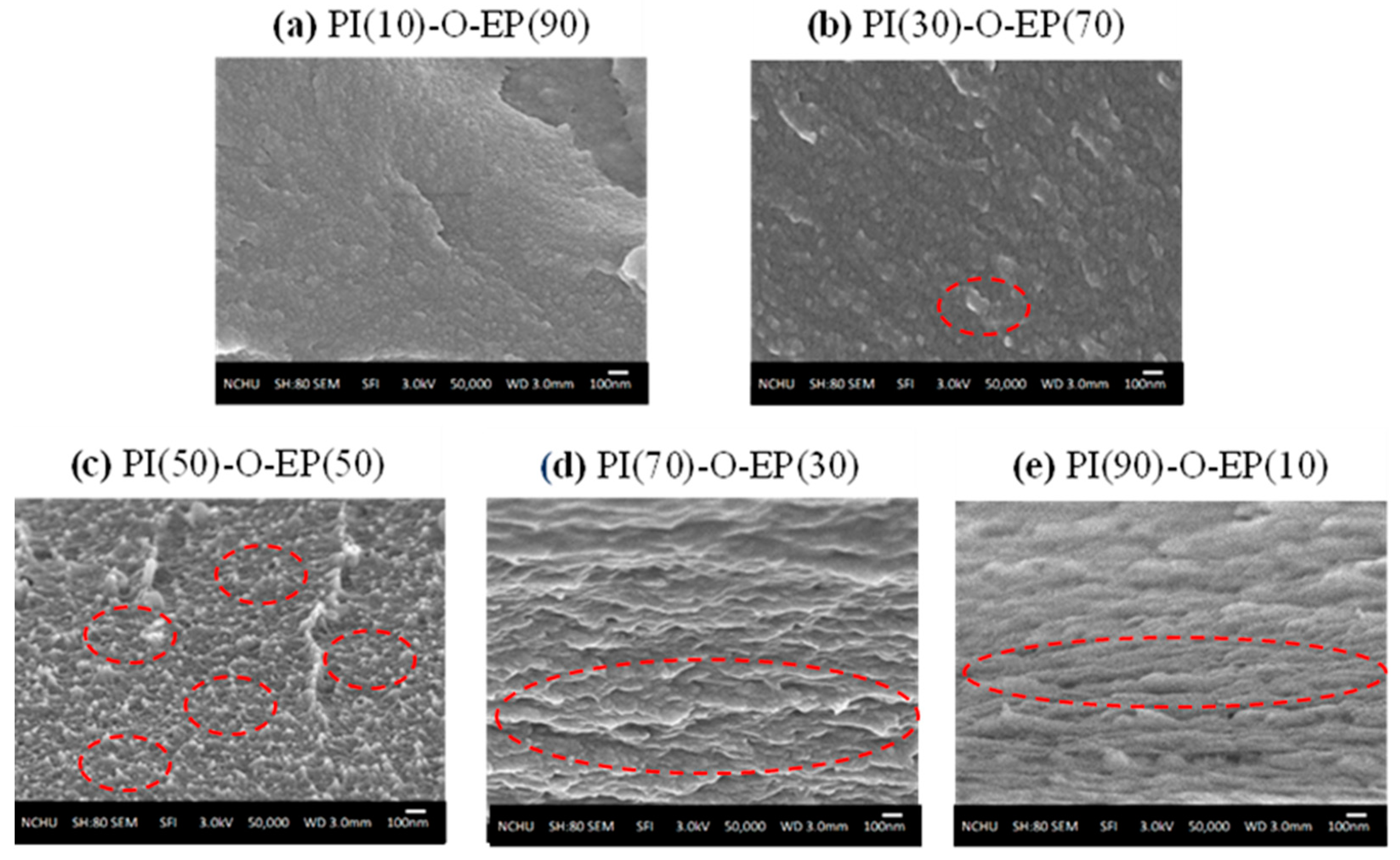
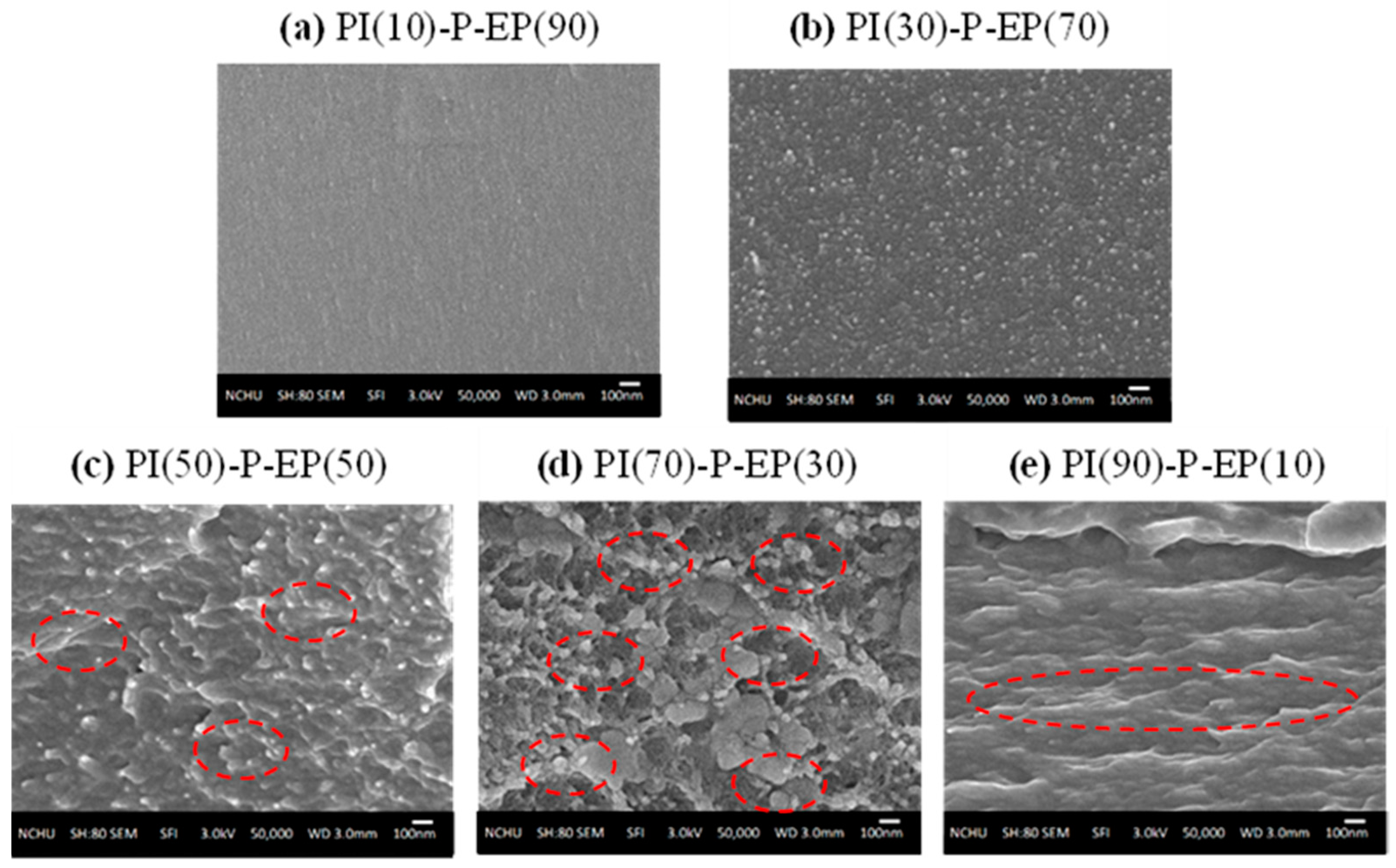
3.4. Morphology
3.5. IPN Structure
3.6. Mechanical Strength
3.7. Thermal Properties
3.8. Adhesion and Salt Spray Tests
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Association for Materials Protection and Performance. Available online: https://www.ampp.org/home (accessed on 1 December 2022).
- Taghavikish, M.; Dutta, N.K.; Roy Choudhury, N. Emerging Corrosion Inhibitors for Interfacial Coating. Coatings 2017, 7, 217. [Google Scholar] [CrossRef] [Green Version]
- Ahmad, Z. Principles of Corrosion Engineering and Corrosion Control; Chapter 7 Coatings; Elsevier: Amsterdam, The Netherlands, 2006; p. 388. [Google Scholar] [CrossRef]
- Liu, S.; Gu, L.; Zhao, H.; Chen, J.; Yu, H. Corrosion Resistance of Graphene-Reinforced Waterborne Epoxy Coatings. J. Mater. Sci. Technol. 2016, 32, 425–431. [Google Scholar] [CrossRef]
- Mu, J.; Gao, F.; Cui, G.; Wang, S.; Tang, S.; Li, Z. A comprehensive review of anticorrosive graphene-composite coatings. Prog. Org. Coat. 2021, 157, 106321. [Google Scholar] [CrossRef]
- Ellis, B. Chemistry and Tehnologh of Epoxy Resins; Springer: Cham, Switzerland, 1993; pp. 37–71. [Google Scholar] [CrossRef]
- Sun, J.; Zhang, Z.; Wang, L.; Liu, H.; Banb, X.; Ye, J. Investigation on the epoxy/polyurethane modified asphalt binder cured with bio-based curing agent: Properties and optimization. Constr. Build. Mater. 2022, 320, 126221. [Google Scholar] [CrossRef]
- Huo, S.; Wang, J.; Yang, S.; Wang, J.; Zhang, B.; Zhang, B.; Chen, X.; Tang, Y. Synthesis of a novel phosphorus-nitrogen type flame retardant composed of maleimide, triazine-trione, and phosphaphenanthrene and its flame retardant effect on epoxy resin. Polym. Degrad. Stab. 2016, 131, 106–113. [Google Scholar] [CrossRef]
- Han, S.; Yao, T.; Han, X.; Hongwei, Z.; Yang, X. Performance evaluation of waterborne epoxy resin modified hydrophobic emulsified asphalt micro-surfacing mixture. Constr. Build. Mater. 2020, 249, 118835. [Google Scholar] [CrossRef]
- Grgur, B.N.; Elkais, A.R.; Gvozdenović, M.M.; Drmanić, S.Ž.; Trišović, T.L.; Jugović, B.Z. Corrosion of mild steel with composite polyaniline coatings using different formulations. Prog. Org. Coat. 2015, 79, 17–24. [Google Scholar] [CrossRef]
- Boshkova, N.; Tabakova, N.; Atanassova, G.; Boshkov, N. Electrochemical Obtaining and Corrosion Behavior of Zinc-Polyaniline (Zn-PANI) Hybrid Coatings. Coatings 2019, 9, 487. [Google Scholar] [CrossRef]
- Fang, Z.; Wang, G.; Xiong, Y.; Li, J.; Yang, Y.; Huang, L.; Wang, P.; Liao, J.; Wang, A. Anti-Corrosion Performance of Polyaniline Coated Basalt Rockwool Wastes/Epoxy Resin Coatings. Coatings 2021, 11, 463. [Google Scholar] [CrossRef]
- Wu, F.; Zhou, X.; Yu, X. Reaction mechanism, cure behavior and properties of a multifunctional epoxy resin, TGDDM, with latent curing agent dicyandiamide. RSC Adv. 2018, 8, 8248–8258. [Google Scholar] [CrossRef] [Green Version]
- Dai, J.; Peng, Y.; Na, T.; Yuan, L.; Liu, X. High-Performing and Fire-Resistant Biobased Epoxy Resin from Renewable Sources. ACS Sustain. Chem. Eng. 2018, 6, 7589–7599. [Google Scholar] [CrossRef]
- Cha, J.R.; Gong, M.S. Preparation of epoxy/polyelectrolyte IPNs for flexible polyimide-based humidity sensors and their properties. Sens. Actuators B Chem. 2013, 178, 656–662. [Google Scholar] [CrossRef]
- Zhang, L.; Zhang, X.; Wei, X.; Jing, D.; Su, W.; Zhang, S. Hydroxyl-functionalized block co-polyimide enables simultaneously improved toughness and strength of tetrafunctional epoxy resin. Compos. Sci. Technol. 2022, 230, 109787. [Google Scholar] [CrossRef]
- Ma, H.; Aravand, M.A.; Falzon, B.G. Phase morphology and mechanical properties of polyetherimide modified epoxy resins: A comparative study. Polymer 2019, 179, 121640. [Google Scholar] [CrossRef]
- Xiong, X.; Zhou, L.; Ren, R.; Ma, X. Thermal, mechanical properties and shape memory performance of a novel phthalide-containing epoxy resins. Polymer 2018, 140, 326. [Google Scholar] [CrossRef]
- Luo, X.; Liu, X.F.; Ding, X.M.; Chen, L.; Chen, S.C.; Wang, Y.Z. Effects of curing temperature on the structure and properties of epoxy resin-poly(ε-caprolactam) blends. Polymer 2021, 228, 123940. [Google Scholar] [CrossRef]
- Xu, X.; Hu, D.; Ma, W. Synergistic improvement of mechanical and thermal properties in epoxy composites via polyimide microspheres. J. Appl. Polym. Sci. 2021, 35, 138. [Google Scholar] [CrossRef]
- Stenzenberger, H.D. Recent developments of thermosetting polymers for advanced composites. Compos. Struct. 1993, 24, 219–231. [Google Scholar] [CrossRef]
- ISO 7253; Paint and Varnishes. Determination of Resistance to Neutral Salt Spray (Fog). ISO: Geneva, Switzerland, 1996.
- Kim, S.H.; Lee, D.W.; Chung, K.H.; Park, J.K.; Jaung, J.Y.; Jeong, S.H. Improvement in the adhesion of polyimide/epoxy joints using various curing agents. J. Appl. Polym. Sci. 2002, 86, 812–820. [Google Scholar] [CrossRef]
- Huang, T.C.; Yeh, T.C.; Huang, H.Y.; Ji, W.F.; Chou, Y.C.; Hung, W.I.; Yeh, J.M.; Tsai, M.H. Electrochemical studies on aniline-pentamer-based electroactive polyimide coating: Corrosion protection and electrochromic properties. Electrochim. Acta 2011, 56, 10151–10158. [Google Scholar] [CrossRef]
- Feng, L.; Iroh, J.O. Corrosion resistance and lifetime of polyimide-b-polyurea novel copolymer coatings. Prog. Org. Coat. 2014, 77, 590–599. [Google Scholar] [CrossRef]
- Frencis, B.; Poel, G.V.; Posada, F.; Groeninckx, G.; Roa, V.L.; Ramaswamy, R.; Thomas, S. Cure kinetics and morphology of blends of epoxy resin with poly (ether ether ketone) containing pendant tertiary butyl groups. Polymer 2003, 44, 3687–3699. [Google Scholar] [CrossRef]
- Xing, H.; Mao, Y.; Yang, Y.; Qu, C.; Wang, D.; Fan, X.; Zhao, L.; Zhou, D.; Liu, C. Preparation of waterborne polyimide-modified epoxy resin with high thermal properties and adhesion properties. J. Appl. Polym. Sci. 2021, 139, e53103. Available online: https://doi-org.ezproxy.lib.nctu.edu.tw/10.1002/app.53103 (accessed on 1 December 2022). [CrossRef]
- Wei, M.; Li, D.; Xiao, C.; Pan, D. Effects of triethylamine on the imidization temperature and properties of PI adhesive. Mater. Res. Exp. 2019, 6, 025311. [Google Scholar] [CrossRef]
- Gaw, K.; Kikei, K.; Kakimoto, M.; Imai, Y. Preparation of polyimide-epoxy composites. React. Funct. Polym. 1996, 30, 85–91. [Google Scholar] [CrossRef]
- Iijima, T.; Hamakawa, S.; Tomoi, M. Preparation of novel soluble poly(ester imide)s containing a trimellitimide moiety and their use as modifiers for aromatic diamine-cured epoxy resin. Polym. Int. 2001, 50, 1214–1222. [Google Scholar] [CrossRef]
- Chen, F.; Wang, X.; Zhao, X.; Liu, J.; Yang, S.; Han, C.C. Spontaneous Three-Layer Formation in the Curing of Polyimide/Epoxy Blends. Macromol. Rapid. Commun. 2008, 29, 74–79. [Google Scholar] [CrossRef]
- He, S.; Liu, W.; Liu, C.; Jiang, C.; Yang, M.; Wang, Z. Fluorinated polyacrylates containing amino side chains for the surface modification of waterborne epoxy resin. J. Appl. Polym. Sci. 2018, 136, 47091. [Google Scholar] [CrossRef]
- Tsai, M.-H.; Chen, D.-S.; Chiang, P.-C.; Lin, H.-C.; Jehng, J.-M. Synthesis and characteristics of multi-walled carbon nanotubes-polyimide nanocomposite films. J. Nanosci. Nanotechnol. 2008, 8, 2671–2675. [Google Scholar] [CrossRef]
- ASTM D882; Standard Test Method for Tensile Properties of Thin Plastic Sheeting. ASTM International: West Conshohocken, PA, USA, 2018.
- Li, S. Intelligent Coatings for Corrosion Control; Chapter 20—Monitoring Corrosion Using Vibrational Spectroscopic Techniques; Elsevier: Amsterdam, The Netherlands, 2015; pp. 673–701. [Google Scholar] [CrossRef]
- Tseng, I.H.; Lin, H.C.; Tsai, M.H.; Chen, D.S. Thermal conductivity and morphology of silver-filled multiwalled carbon nanotubes/polyimide nanocomposite films. J. Appl. Polym. Sci. 2012, 126, E182–E187. [Google Scholar] [CrossRef]
- Organic Chemistry (LibreTexts); 14.3: Kinetic vs. Thermodynamic Control of Reactions; University of California: Davis, CA, USA, 2022; Available online: https://chem.libretexts.org/Bookshelves/Organic_Chemistry/Organic_Chemistry_(LibreTexts)/14%3A_Conjugated_Compounds_and_Ultraviolet_Spectroscopy/14.03%3A_Kinetic_vs._Thermodynamic_Control_of_Reactions (accessed on 1 December 2022).
- Zhang, H.; Heng, Z.; Zhou, J.; Shi, Y.; Chen, Y.; Zou, H.; Liang, M. In-situ co-continuous conductive network induced by carbon nanotubes in epoxy composites with enhanced electromagnetic interference shielding performance. Chem. Eng. J. 2020, 398, 125559. [Google Scholar] [CrossRef]
- Feng, W.; Li, J.; Fang, C.; Zhang, L.; Zhu, L. Controllable thermal annealing of polyimide membranes for highly-precise organic solvent nanofiltration. J. Membr. Sci. 2022, 643, 120013. [Google Scholar] [CrossRef]
- Satulovsky, J.; Carignano, M.A.; Szleifer, I. Kinetic and thermodynamic control of protein adsorption. Proc. Natl. Acad. Sci. USA 2000, 97, 9037–9041. [Google Scholar] [CrossRef] [Green Version]
- Sebastian, D.; Marcus, V.S.B. Thermodynamic control—An old paradigm with new applications. EPL 2020, 131, 20001. Available online: https://iopscience.iop.org/article/10.1209/0295-5075/131/20001 (accessed on 1 December 2022).
- Zhang, X.; Zhang, B.; Liu, C.; Sun, M.; Zhang, X.; Li, J.; Xue, G. Effect on the thermal resistance and thermal decomposition properties of thermally cross-linkable polyimide films obtained from a reactive acetylene. React. Funct. Polym. 2021, 167, 104994. [Google Scholar] [CrossRef]
- Matern, J.; Dorca, Y.; Sánchez, L.; Fernández, G. Angew. Revising Complex Supramolecular Polymerization under Kinetic and Thermodynamic Control. Chem. Int. Ed. 2019, 58, 16730. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ryu, J.-H.; Lee, M. Transformation of Isotropic Fluid to Nematic Gel Triggered by Dynamic Bridging of Supramolecular Nanocylinders. J. Am. Chem. Soc. 2005, 127, 14170–14171. [Google Scholar] [CrossRef]
- Bonnet, A.; Pascauolt, J.P.; Sautereau, H.; Camberlin, Y. Epoxy−Diamine Thermoset/Thermoplastic Blends. 2. Rheological Behavior before and after Phase Separation. Marcormolecules 1999, 32, 8524–8530. [Google Scholar] [CrossRef]
- Cui, J.; Yu, Y.; Chen, W.; Li, S. Studies on the phase separation of polyetherimide-modified epoxy resin, 2. Effect of molecular weight of PEI on the structure formation. Marcomol. Chem. Phys. 1998, 198, 3267–3276. [Google Scholar] [CrossRef]
- Gan, W.; Yu, Y.; Wang, M.; Tao, Q.; Li, S. Morphology Evolution during the Phase Separation of Polyetherimide/Epoxy Blends. Macromol. Rapid Commun. 2003, 24, 952–956. [Google Scholar] [CrossRef]
- Su, S.; Wang, H.; Zhou, C.; Wang, Y.; Liu, J. Study on epoxy resin with high elongation-at-break using polyamide and polyether amine as a two-component curing agent. e-Polymers 2018, 18, 433–439. [Google Scholar] [CrossRef]
- Sperling, L.H. Interpenetrating Polymer Networks: An Overview; American Chemical Society: Washington, DC, USA, 1994; Volume 239. [Google Scholar] [CrossRef] [Green Version]
- Agag, T.; Takeichi, T. Synthesis and characterization of epoxy film cured with reactive polyimide. Polymer 1999, 40, 6557–6563. [Google Scholar] [CrossRef]
- ASTM D 3359-95; Revision A. ASTM International: West Conshohocken, PA, USA, 1995.
- Gaw, K.; Jikei, M.; Kakimoto, M.; Imai, Y.; Mochjizuki, A. Adhesion behaviour of polyamic acid cured epoxy. Polymer 1997, 38, 4413–4415. [Google Scholar] [CrossRef]
- Murray, S.; Hillman, C.; Pecht, M. Environmental aging and deadhesion of siloxane-polyimide-epoxy adhesive. IEEE Trans. Compon. Packag. Technol. 2003, 26, 524–531. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| System | ODA and PMDA Mole Ratio of PAA | ||||
|---|---|---|---|---|---|
| ODA (mol) | PMDA (mol) | ||||
| PAA-ODA | 0.24 | 0.23 | |||
| PAA-PMDA | 0.24 | 0.25 | |||
| System | Weight ratio of PAA and EP | ||||
| PI-O-EP | 10/90 | 30/70 | 50/50 | 70/30 | 90/10 |
| PI-P-EP | 10/90 | 30/70 | 50/50 | 70/30 | 90/10 |
| Copolymer System | PI/EP wt.% | Tensile Modulus (GPa) | Tensile Strength (Mpa) | Elongation at Break (%) |
|---|---|---|---|---|
| PI-O-EP | 10/90 | 0.88 | 15 | 0.85 |
| 30/70 | 1.70 | 25 | 1.79 | |
| 50/50 | 2.67 | 68 | 3.79 | |
| 70/30 | 2.68 | 80 | 4.77 | |
| 90/10 | 3.18 | 105 | 9.33 | |
| PI-P-EP | 10/90 | 1.99 | 26 | 1.71 |
| 30/70 | 3.16 | 82 | 8.24 | |
| 50/50 | 3.28 | 102 | 4.46 | |
| 70/30 | 3.37 | 115 | 3.91 | |
| 90/10 | 3.48 | 118 | 9.35 |
| Copolymer System | PI/EP wt% | Td-5% (°C) | Number of Grids Not Flaked in 100 Grids | Salt Spry Test (h) |
|---|---|---|---|---|
| 10/90 | 355 | 100 | 1028 | |
| 30/70 | 367 | 98 | 697 | |
| PI-O-EP | 50/50 | 346 | 96 | 361 |
| 70/30 | 370 | 90 | 289 | |
| 90/10 | 442 | 77 | 91 | |
| 10/90 | 380 | 100 | 1368 | |
| 30/70 | 386 | 99 | 1088 | |
| PI-P-EP | 50/50 | 395 | 98 | 577 |
| 70/30 | 373 | 93 | 337 | |
| 90/10 | 461 | 84 | 111 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, D.-S.; Chen, C.-H.; Whang, W.-T.; Su, C.-W. Interpenetration Networked Polyimide–Epoxy Copolymer under Kinetic and Thermodynamic Control for Anticorrosion Coating. Polymers 2023, 15, 243. https://doi.org/10.3390/polym15010243
Chen D-S, Chen C-H, Whang W-T, Su C-W. Interpenetration Networked Polyimide–Epoxy Copolymer under Kinetic and Thermodynamic Control for Anticorrosion Coating. Polymers. 2023; 15(1):243. https://doi.org/10.3390/polym15010243
Chicago/Turabian StyleChen, Dong-Sen, Chun-Hua Chen, Wha-Tzong Whang, and Chun-Wei Su. 2023. "Interpenetration Networked Polyimide–Epoxy Copolymer under Kinetic and Thermodynamic Control for Anticorrosion Coating" Polymers 15, no. 1: 243. https://doi.org/10.3390/polym15010243