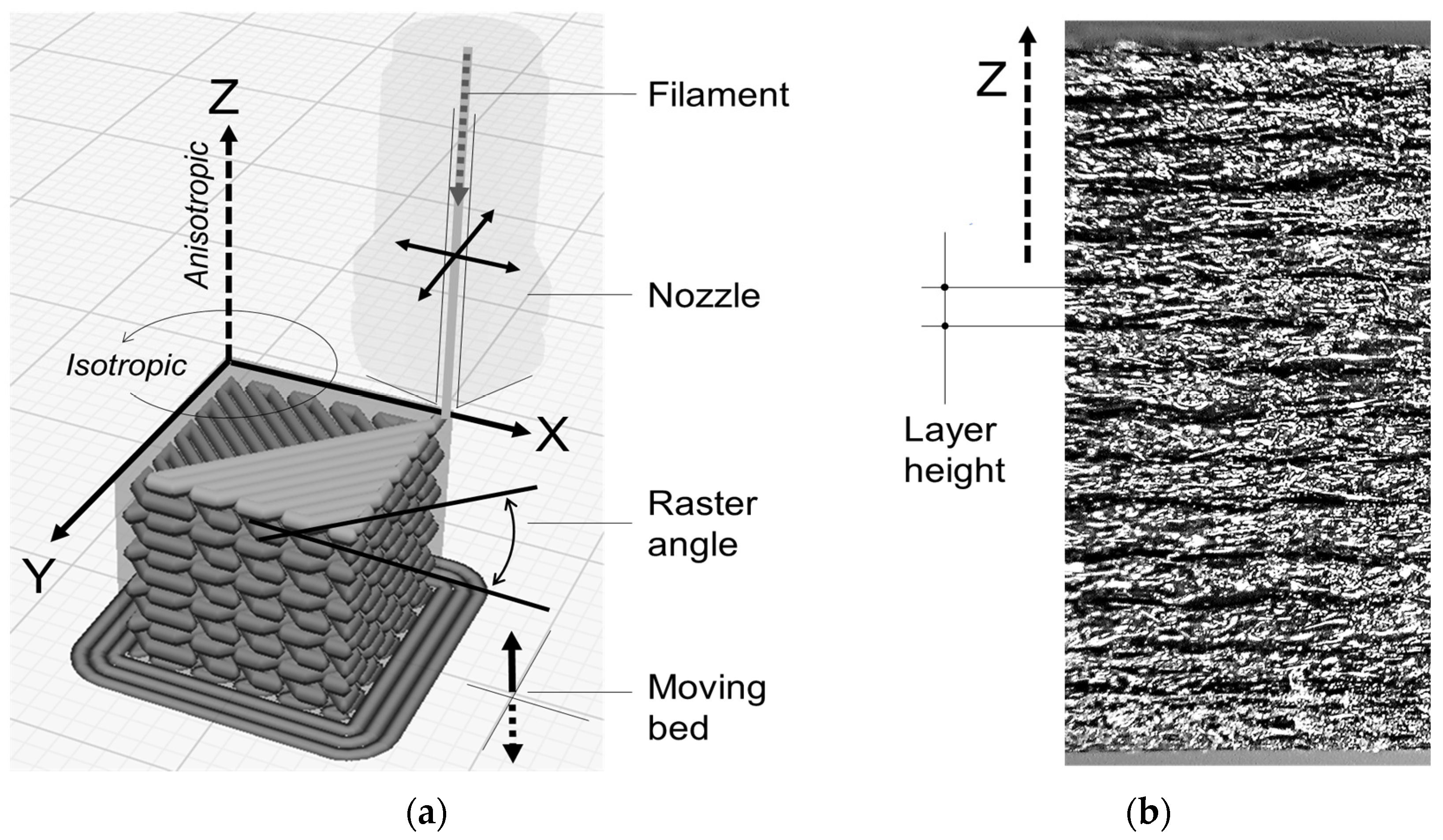
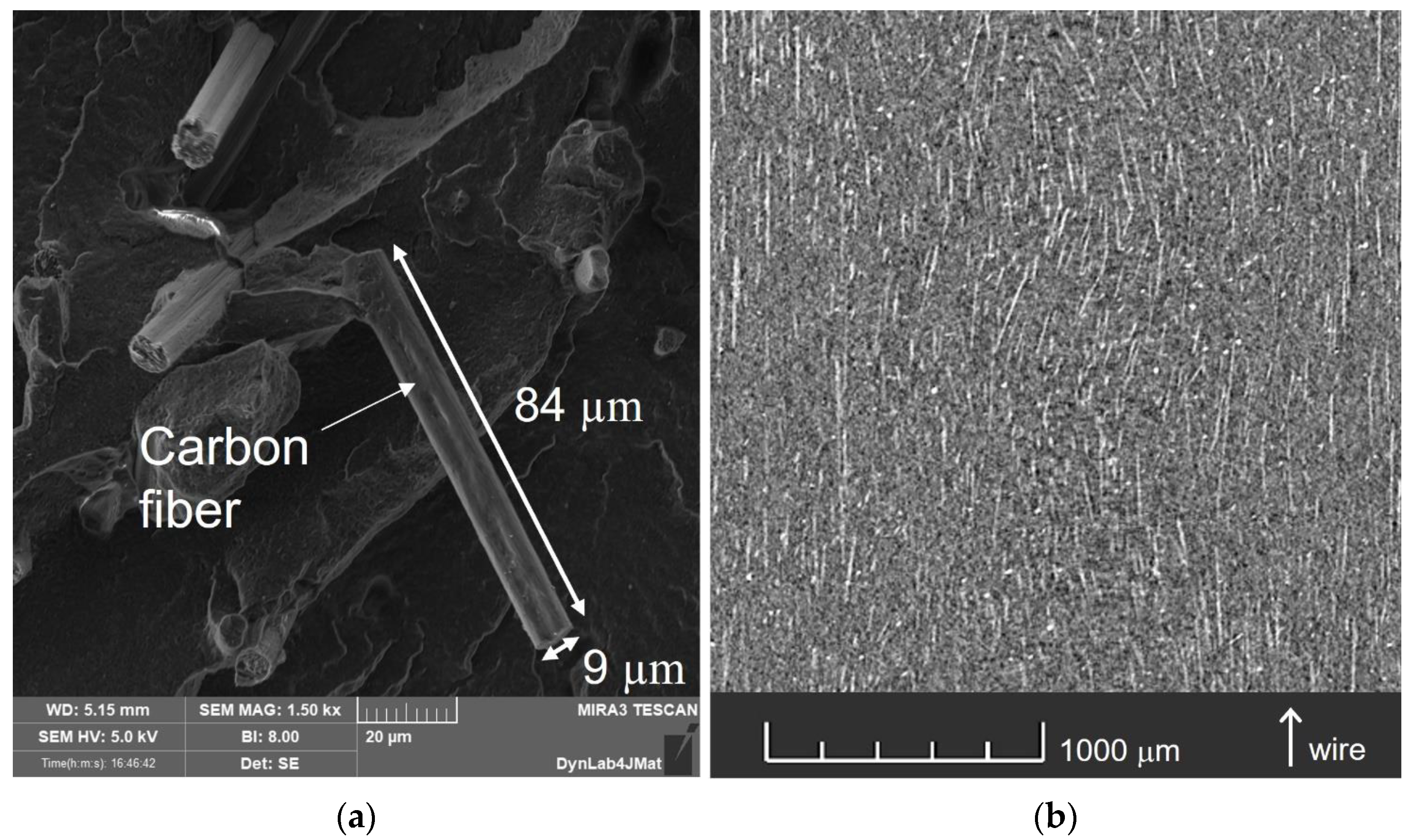
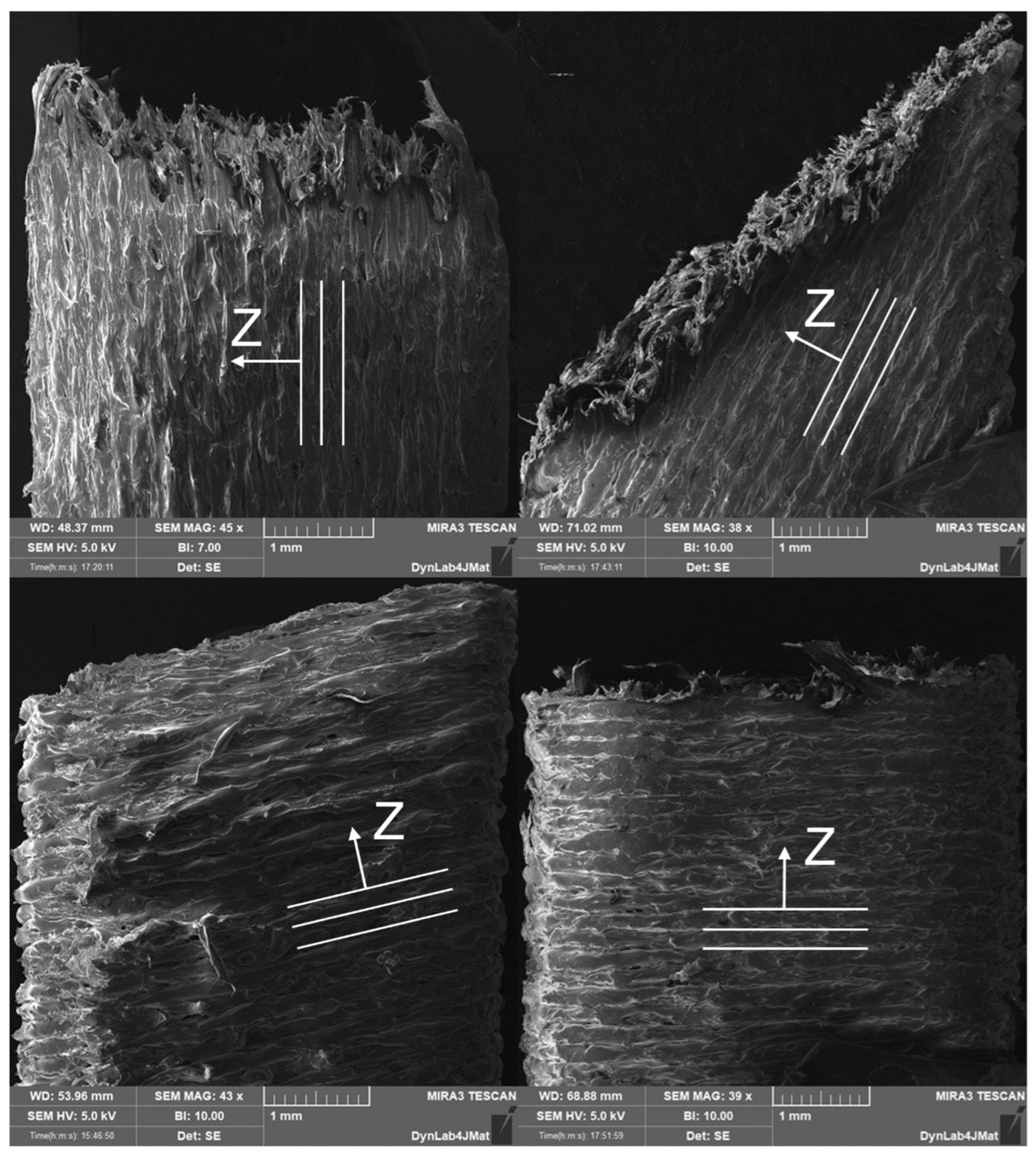
Plastic material filaments are made out of a polymeric matrix that can be reinforced using short fibers. When this type of filament is printed using the FDM technique, matrix polymeric chains are deposited on the printing plane following the nozzle path. The microstructure is composed of a matrix in which the reinforcement fibers are dispersed. The final result is a highly inhomogeneous structure that does not present the same crystalline structure as metals or their alloys, in which dislocations can be found, but can be conveniently modeled as a series of reversible or elastic behaviors and irreversible or plastic behaviors. Even if the same physics does not hold for the definition of the two deformation behaviors, from a purely phenomenological point of view, the reversible part can be treated with reference to a constitutive model based on the elasticity matrix (or equivalently its inverse), while the irreversible part can be treated with reference to a combination of a yield criterion, a plastic flow rule, and a hardening law.
The first will describe the transition between the elastic and plastic behaviors in all the possible multiaxial stress combinations. The second will define the relation between the plastic strain rate and the stress tensor, while the last will rule the yield criterion evolution and yield surface evolution through plastic deformation and the other variables involved (i.e., strain rate and temperature).
2.1. Elastic behavior
For what the elastic behavior is concerned, given the stratification obtained with the FDM technique, a compliance matrix can be defined. With reference to the orthogonal system identified by the printing directions, the general orthotropic elastic behavior is based on the definition of the following compliance matrix expressed by Equation (1).
Indeed, the matrix has to fulfill the symmetry condition given by (2)
From Equations (1) and (2), it is clear that the number of elastic constants to be defined is 9, which comes from the 12 total elastic constants definable for an orthotropic material minus the 3 symmetry conditions. After introducing the engineering assumption of transversely isotropic material, the elastic moduli in the printing plane are equivalent; hence,
,
and
. The assumption of isotropic behavior in the XY plane also allows the following relation to be introduced, linking the shear elastic modulus to Young’s modulus by means of Poisson’s coefficient (3):
The newly introduced equations lower the number of independent elastic constants to 5, alongside the elastic moduli in the Z and X (or equivalently Y) directions
and
, Poisson’s coefficients
and
, and the shear elastic modulus
(or equivalently
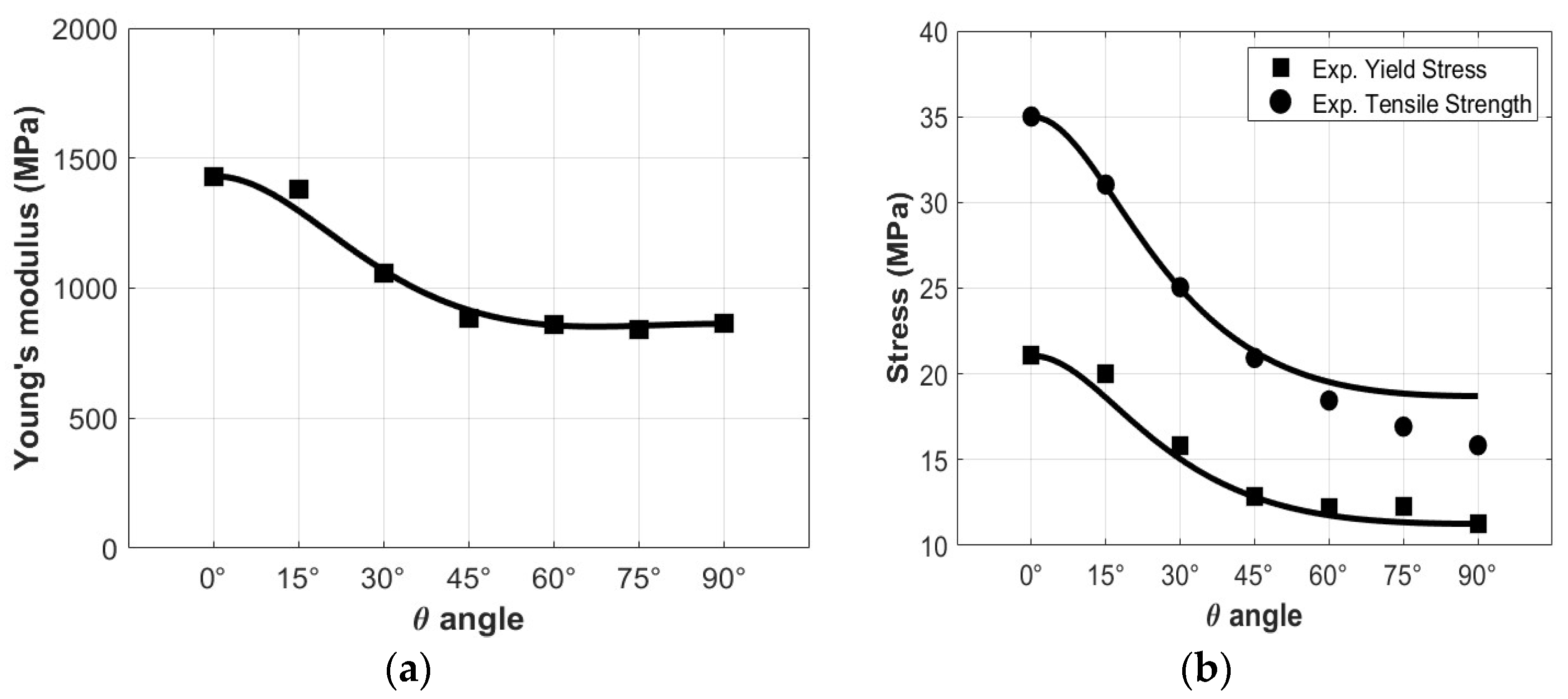
). All these elastic constants can be easily obtained by means of appropriate tensile tests that are usually performed for composite materials [
24].
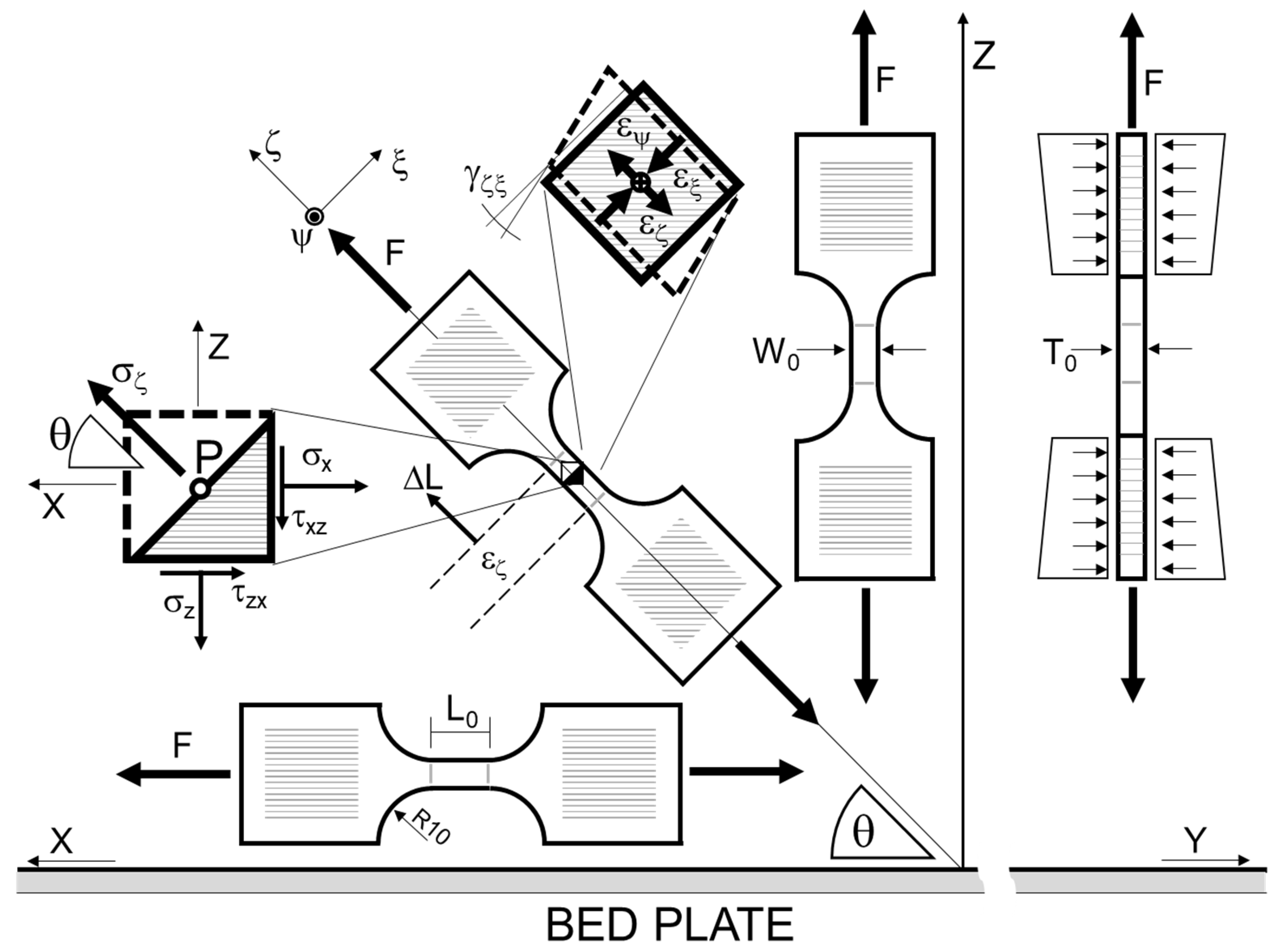
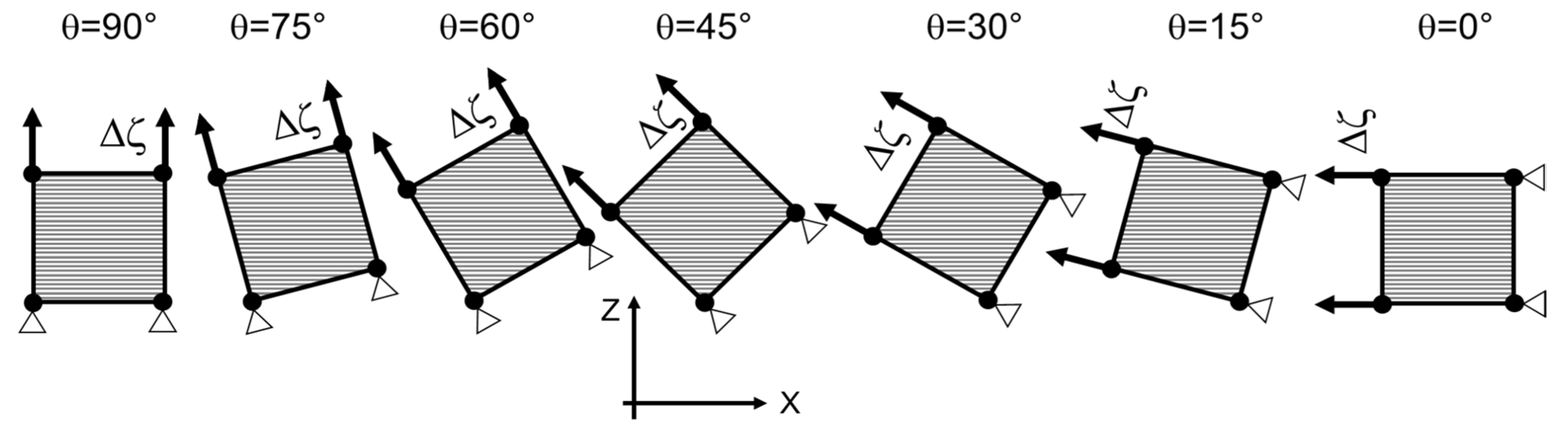
In order to completely characterize the elastic compliance matrix, a batch of specimens, retaining a longitudinal direction with different angles relating to the printing plane, can be designed, as represented in
Figure 2. This allows material properties with varying material directions to be investigated and characterized, and so to evaluate anisotropy, e.g., by assuming θ angles equal to 0° (on-edge specimen), 45°, and 90° (vertical specimen).
Particular attention shall be paid to the difference between the reference system of the main material directions (indicated as XYZ) and that of the tensile test (indicated as ζψξ). In fact, when anisotropic materials are subjected to loads in directions that differ from those of the anisotropy, the stiffness matrix has to be rotated accordingly for it to become fully populated. Thus, stiffness terms that link normal stresses to shear deformations are created, so even a uniaxial stress state can result in the birth of a shear strain. This effect causes the directions of the principal strains to be different from those of the principal stresses. In the case of a tensile test, the latter stresses are aligned with the testing directions, while the former can be visibly discordant.
2.2. Plastic Behavior
Many previous works on FDM-printed materials highlighted that the material generally exhibits an orthotropic plastic behavior besides its elastic orthotropic one [
8,
10,
19,
25]. By dealing with metallic materials, the orthotropic yield condition could be described with Hill’s criterion. Thus, it is reasonable to imagine that this formulation could also be adapted to model fiber-reinforced polymeric materials produced by the FDM technique. Hill’s yield criterion is based on a formulation of an anisotropic yield surface, so it is obviously different from the von Mises’ cylinder in the principal stress coordinate system and it needs a yield function that involves the whole stress tensor. In the case of printed materials, the most coherent choice is to use the printer reference system because it defines orthotropic characteristics. In this reference system, the general orthotropic material exhibits different normal yield stresses depending on the uniaxial stress condition considered in the three directions (X, Y, and Z), as well as the shear yield stresses that are not directly linked to the latter or even between them. Until now, no assumption has been made to use this formulation when treating printed materials, since Hill’s yield criterion is formulated for general anisotropic materials. Even in the case of porous polymers, the same approach could be used to consider the material as homogenous.
The orthotropic plastic behavior of FDM-printed materials will then be described by Hill’s yield criterion, which is stated in Equation (4).
Hill’s plastic potential is a generalization of the well-known von Mises’ yield criterion, which was developed to characterize the anisotropy of metal rolled sheets. Hill’s parameters
F,
G,
H,
L,
M, and
N can be evaluated from the yield stresses in the material principal anisotropy axes using the relations from [
20], as reported in Equation (5).
where
is the yield stress in the
ij direction. It should be noted that the yield strength in
X and
Y directions must be the same according to the transversely isotropic hypothesis, so
Yxx and
Yyy are to be considered equal.
It is well known that a yield criterion only establishes the transition between the elastic and plastic behaviors. Once the yield is reached, the material remains in that condition until a stress reduction brings it back to the elastic regime. During its permanence in the plastic field, the stress tensor can only change its values moving on the yield surface. To describe the phase of the plastic flow, which represents the evolution of the irreversible deformations process, it is necessary to combine the yield criterion with a flow rule. By always keeping metallic materials as a reference, the combination of Druker’s postulate and the volume conservation helps to define the Levy–Mises flow rule.
After applying Hill’s yield criterion to the Levy–Mises flow rule, the relations between the strain increments and the stress components during plastic deformation can be generalized for anisotropic components, as reported in Equation (6).
As anticipated, the theory can be formulated for metals in which the plastic deformation is based on the dislocation motion, causing the volume change to be negligible, as clearly seen from the fact that the relation is respected. However, FDM-printed plastic materials are generally characterized by significant porosity which might make the zero-volume variation a strong approximation; thus, the previous statement will need to be accurately evaluated. Experimental results highlight that printed materials also exhibit a post-yielding hardening behavior, so they tend to increase their resistance and plastic flow stress with rising strain values. In metals, this behavior is due to the blocking mechanisms of dislocation movements, while in polymeric material it is caused by a progressive reduction in the reciprocal mobility of polymeric chains. The strain-induced crystallization of the polymeric matrix can effectively explain the hardening behavior of the material. This phenomenon occurs regardless of the material orientation and enhances mechanical properties in the testing direction, thus allowing us to assume an isotropic hardening law to describe the plastic behavior.
From a theoretical point of view, it is then necessary to combine the yield criterion and the plastic flow rule with a hardening law that is capable of increasing the size of the yield surface with rising deformation. It is also necessary to define a parameter which can rule this growth in relation to the strain tensor. This parameter is usually defined as the plastic equivalent strain and it is identified as a combination of strain tensor components, from which the elastic portion is subtracted. Given the generally strain-incremental nature of the plastic treatment, the equivalent plastic strain will be obtained by the time integration of plastic strain rates, using a definition that is coherent with the adopted yield criterion [
26].
As already discussed, plasticity needs a hardening law
to define the evolution of the yield surface with plastic strain and a strain rate. In general, Equation (4) can be rewritten as follows:
where
for
. The fact that the curve needs to be given as a function of the equivalent plastic strain should not be underestimated. In fact, in order to evaluate the equivalent strain, the principal strains need to be known. However, in general, the principal strain directions do not coincide with the directions in which the component appears to be loaded or with the principal axes of anisotropy of the material, which is the reference system in which Hill’s relations have the form reported in Equations (4) to (7). Given the element represented in
Figure 2 pulled along the ζ direction which is tilted by an angle θ with the direction X, it is generally true that the principal strain directions do not coincide with direction ζ, including both X and Z, which are the anisotropy principal directions of the material. In addition to this, the calculation of the strain increments from Equation (6) requires that Hill’s parameters are fixed; otherwise, relations between strain increments in the different material directions would be undefined.
In this sense, the correct approach would require the deformation exhibited by the element to be determined, the relative strain tensor to be built, the strain tensor to be rotated to align it to the principal anisotropic directions, the incremental deformation to be evaluated from the flow rule stated in Equation (6), the principal strains from the resulting strain tensor to be computed, and finally the equivalent strain to be defined. Indeed, several finite element (FE) software is specifically developed to carry out these mathematical operations and they can be opportunely coupled with optimization algorithms to run iteratively FE codes in order to find a solution.
One of the most used isotropic hardening laws is Voce’s law [
27]; with this, by neglecting the strain-rate effects, the relation between the equivalent stress and the equivalent plastic strain can be defined by means of up to four coefficients, as reported in Equation (8).
In view of the description of plasticity modeling, it is clear that the specimens theorized in the previous section can also be used to completely define the plastic behavior of the material. From simple tensile tests performed with the aforementioned specimens, F, G, H, and normal yield stress are Hill’s parameters that can be easily identified, while shear stress parameters L, M, and N can be numerically defined by minimizing the difference between the experimental yield points and Hill’s yield surface. The parts printed by FDM are usually composed of thin walls; hence, the specimens should also have a relatively small thickness. In this case, the plane stress approximation is appropriate and the shear stress parameters need to be numerically lower to just one between L, M, and N.
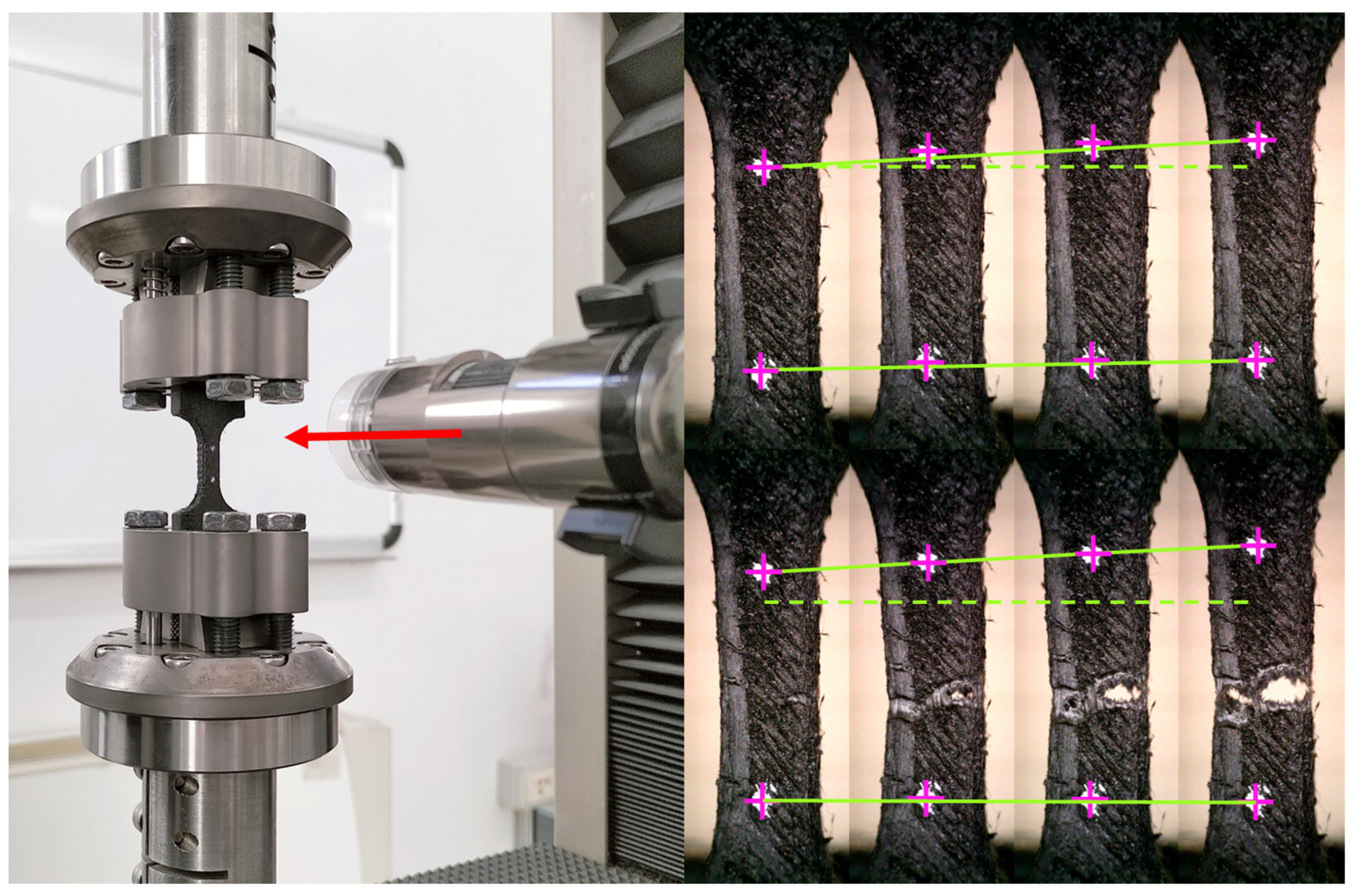
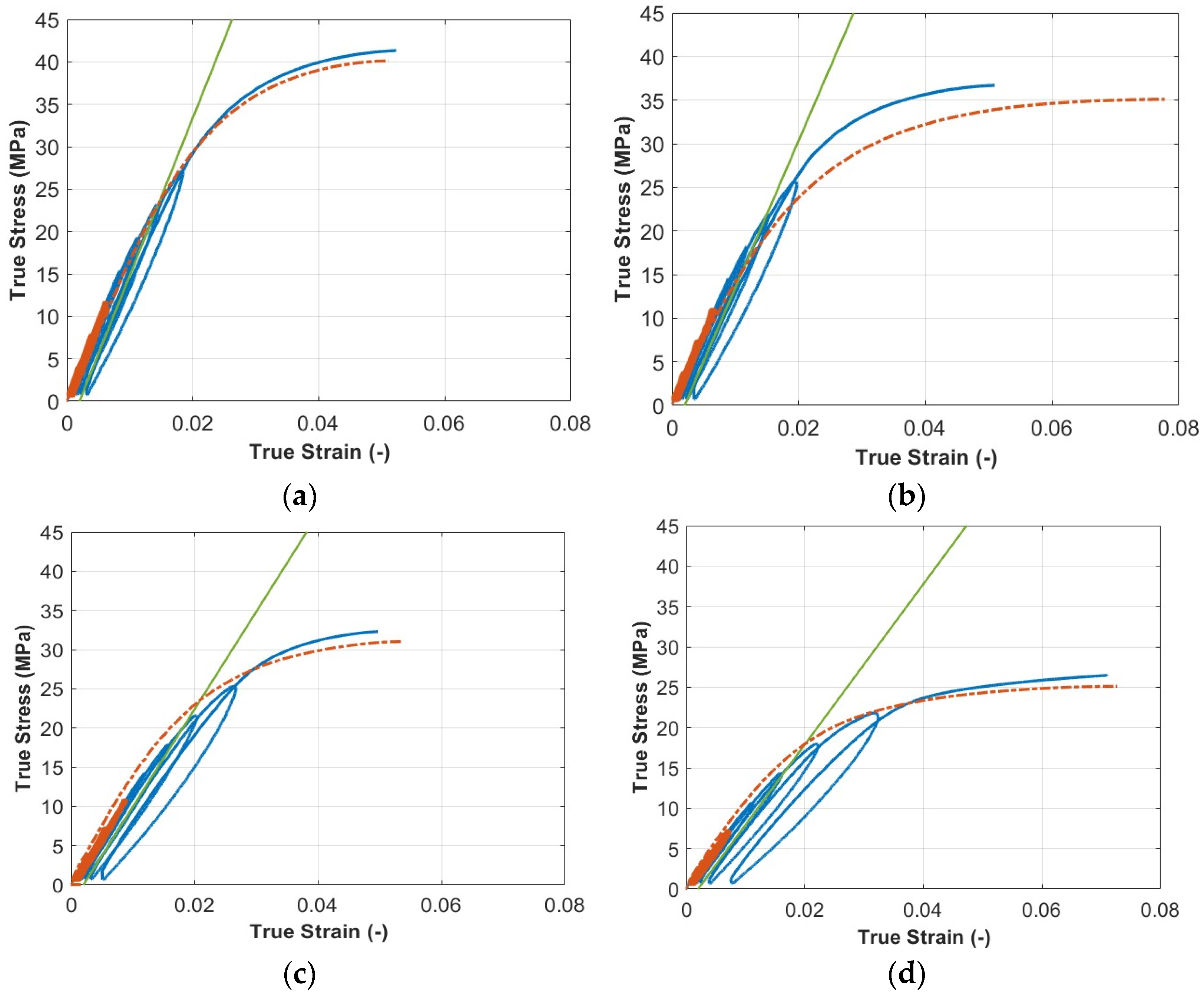
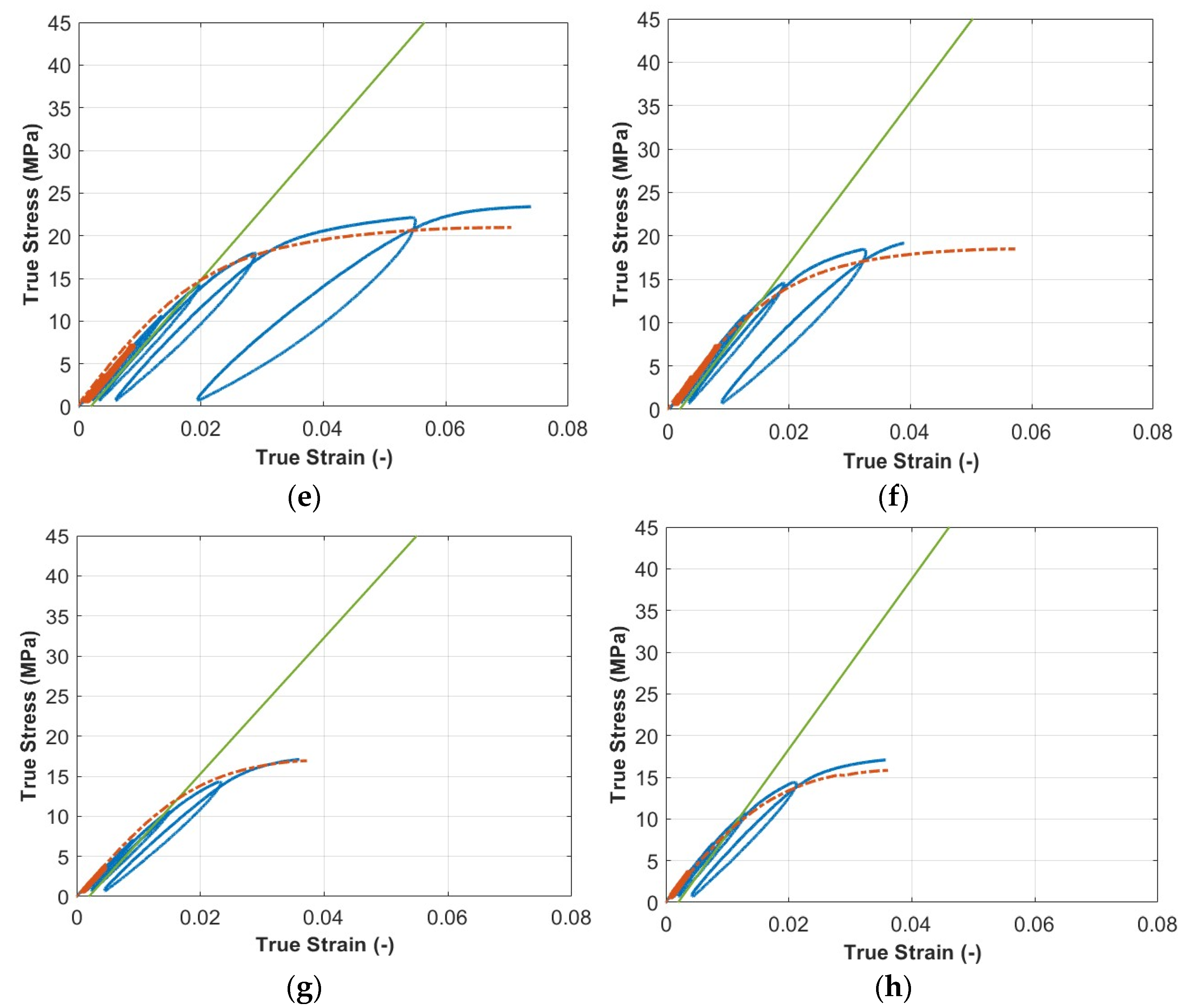
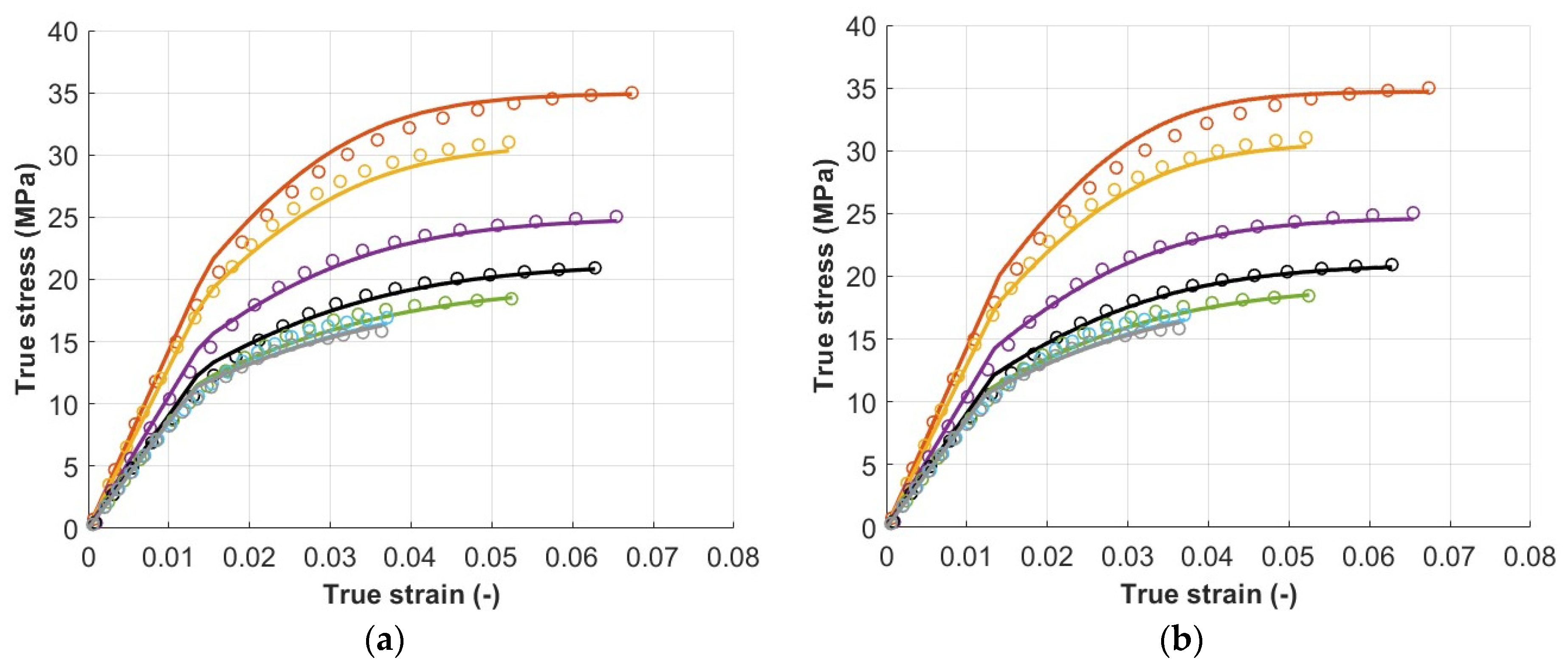
Concerning the evaluation of Voce’s hardening law coefficients, given the complexity of building an equivalent plastic strain–stress curve from uniaxial tensile tests, the authors decided to develop an LS-DYNA finite element model coupled with an LS-OPT optimization solver in which single-shell elements with different loading conditions were considered. In this optimization procedure, Voce’s coefficients that gave the best agreement between the force–displacement curves coming from the experimental and numerical tensile tests were discovered.
It is interesting to highlight that Hill’s parameters, which can be evaluated for the yielding condition, also affect the whole plastic behavior from Equation (6). Hence, the best fitting can be obtained by also requesting Hill’s parameter to the solver; however, the increase in precision obtainable with this procedure is so negligible that it does not justify the increase in computational effort.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}