
Fracture Toughness of Moldable Low-Temperature Carbonized Elastomer-Based Composites Filled with Shungite and Short Carbon Fibers

 ,
,  , , , , , , and
, , , , , , and 
Abstract
:1. Introduction
Fracture Toughness Evaluation
- Theoretical calculations recommended by ASTM are based on significant simplifying simplifications [15] and therefore deliver estimates of limited reliability. The approach is relatively straightforward to implement but assessment quality relies crucially on high precision in crack length evaluation that in practice can be difficult to achieve, particularly in dynamic processes.
- The displacement or strain field method that performs fracture toughness evaluation based on the displacement (or strain) field around the crack tip [16]. This option involves a large number of data collection, interpretation and computation operations. Some parameters must be adjusted for specific experiment and may lead to the emergence of systematic errors.
- The J-integral method [17] is another parameter that describes the energy required for crack propagation that is related to fracture toughness. Minimizing the error of the J-integral determination requires carry out a sufficiently large series of experiments. In addition, the values of the J-integral calculated by different methods often differ significantly [18].
- The crack tip opening displacement method [19] is effective only under conditions of linear elasticity.
- The critical crack tip opening angle method [20]. This method requires to measure simple geometry like opening crack angle from the captured image. In practice, the opening crack angle is usually determined manually, which also can create significant artificial errors.
2. Materials and Methods
2.1. Specimens Preparation
2.2. Three-Point Bending Test and Acoustic Measurements
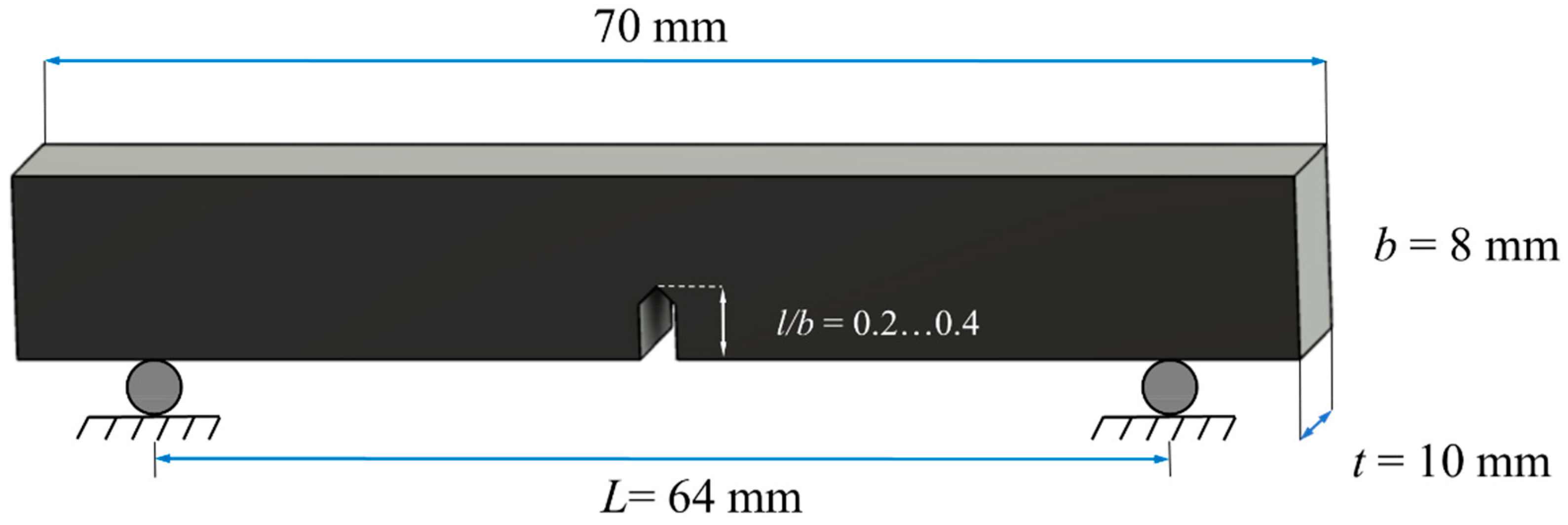
2.3. Stress Intensity Factor Evaluation
- —the maximum load, N;
- —thickness, mm;
- —width, mm;
- —distance between supports, mm;
- —crack length, mm.
2.4. Statistical Analysis
2.5. Scanning Electron Microscopy
3. Results and Discussions
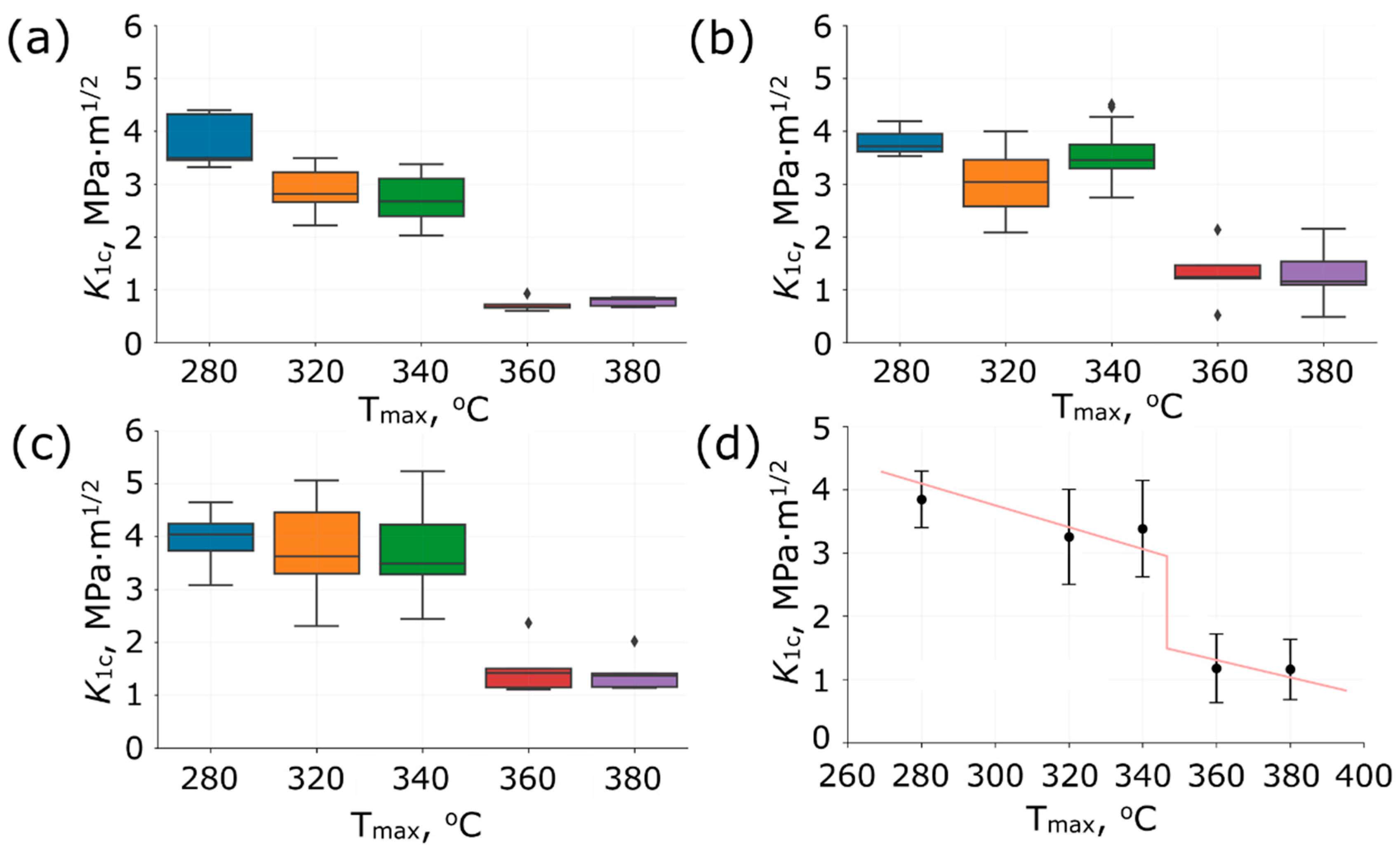
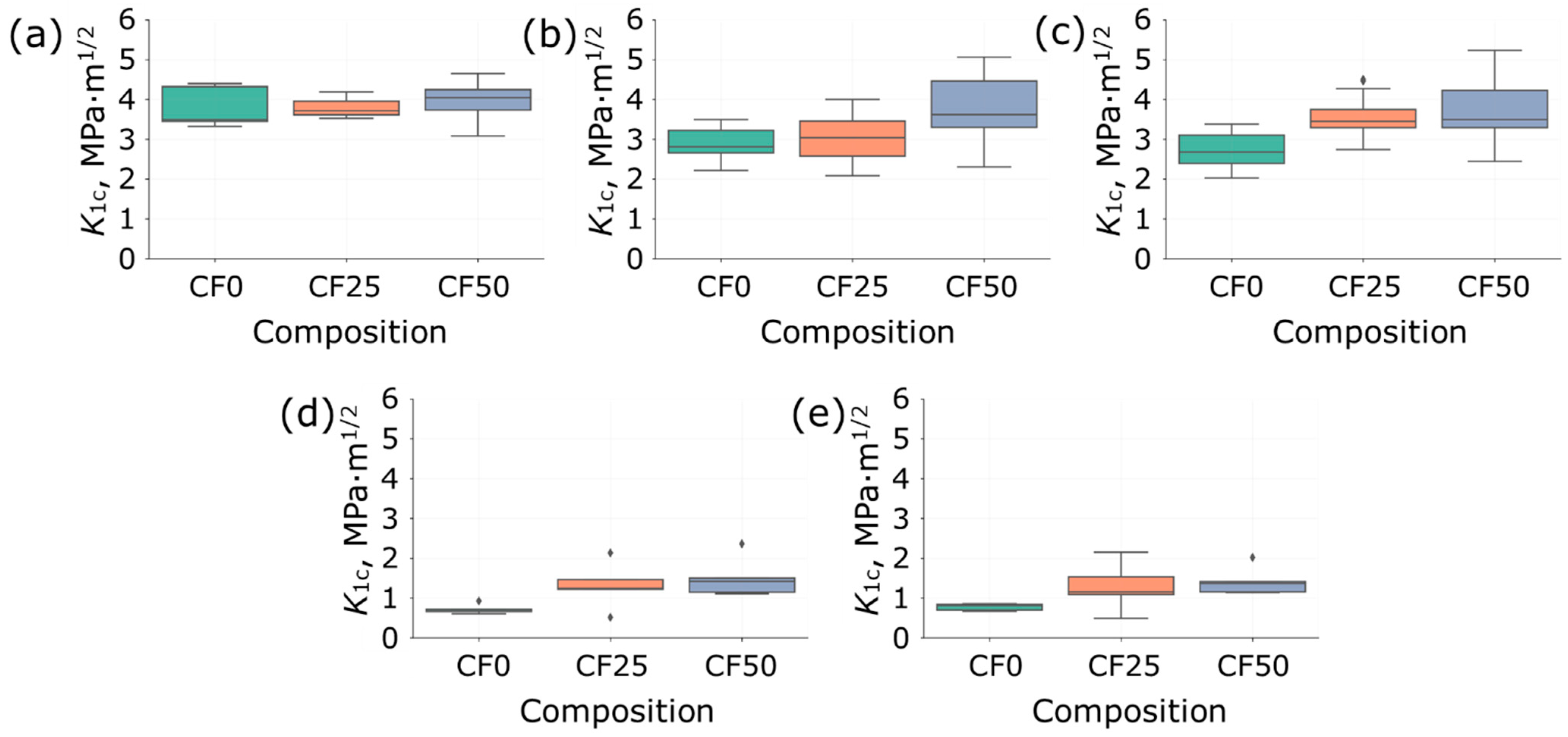
3.1. Statistically Significant Estimations of K1c Values
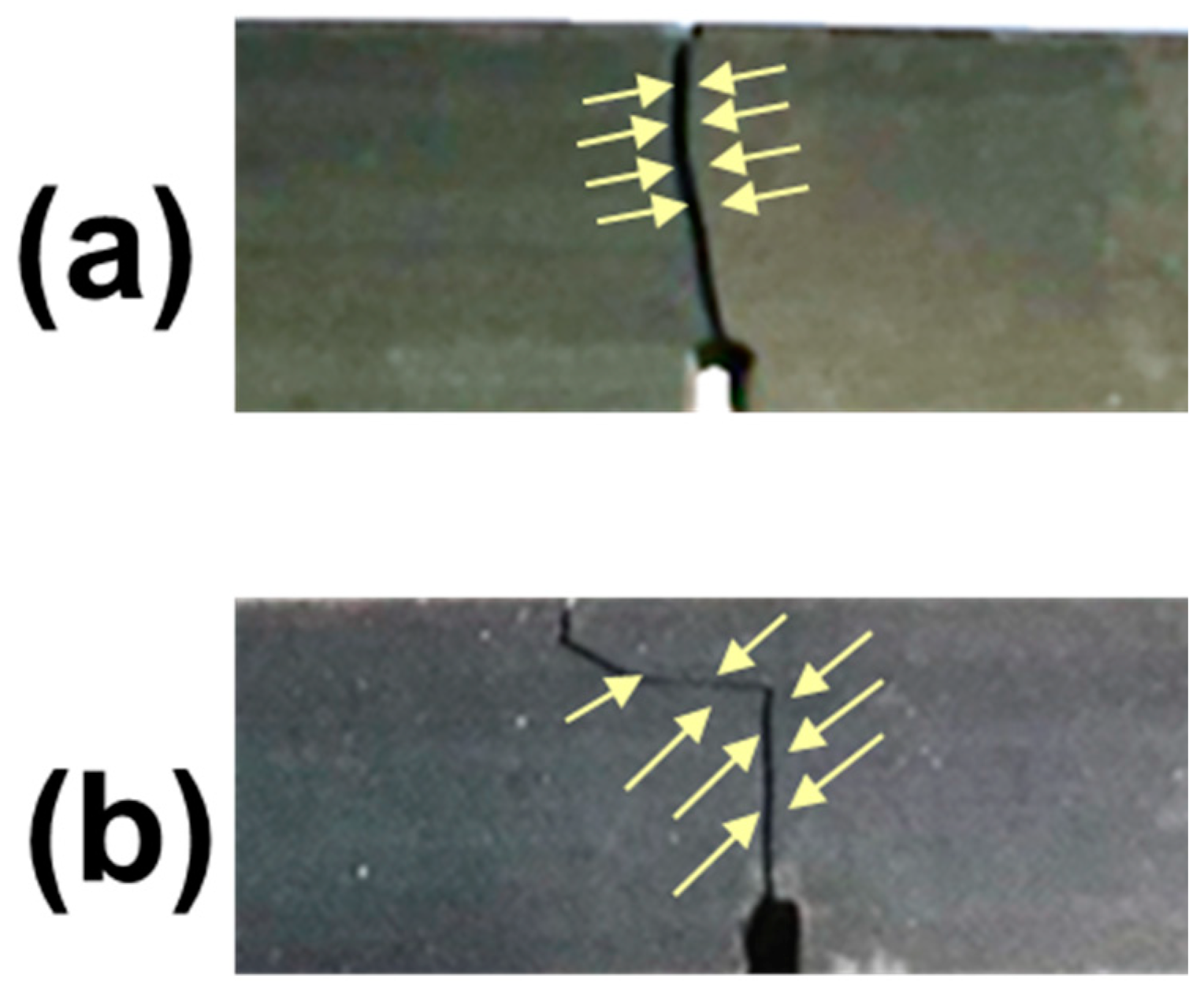
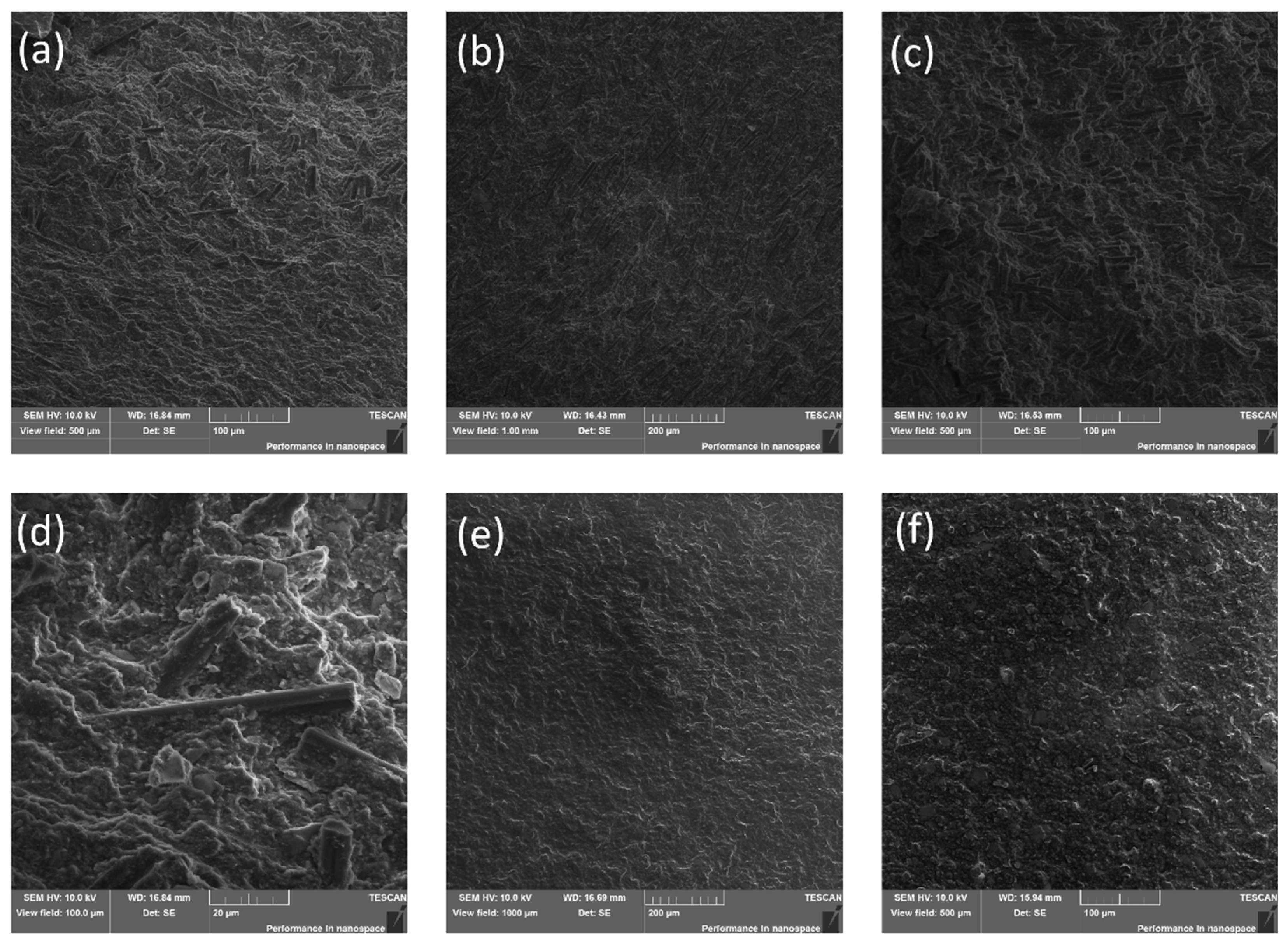
3.2. Microstructure Characterization and Fractography
4. Conclusions
- the change of l/b value is not statistically significant, and to determine K1c values, it is sufficient to choose one l/b ratio.
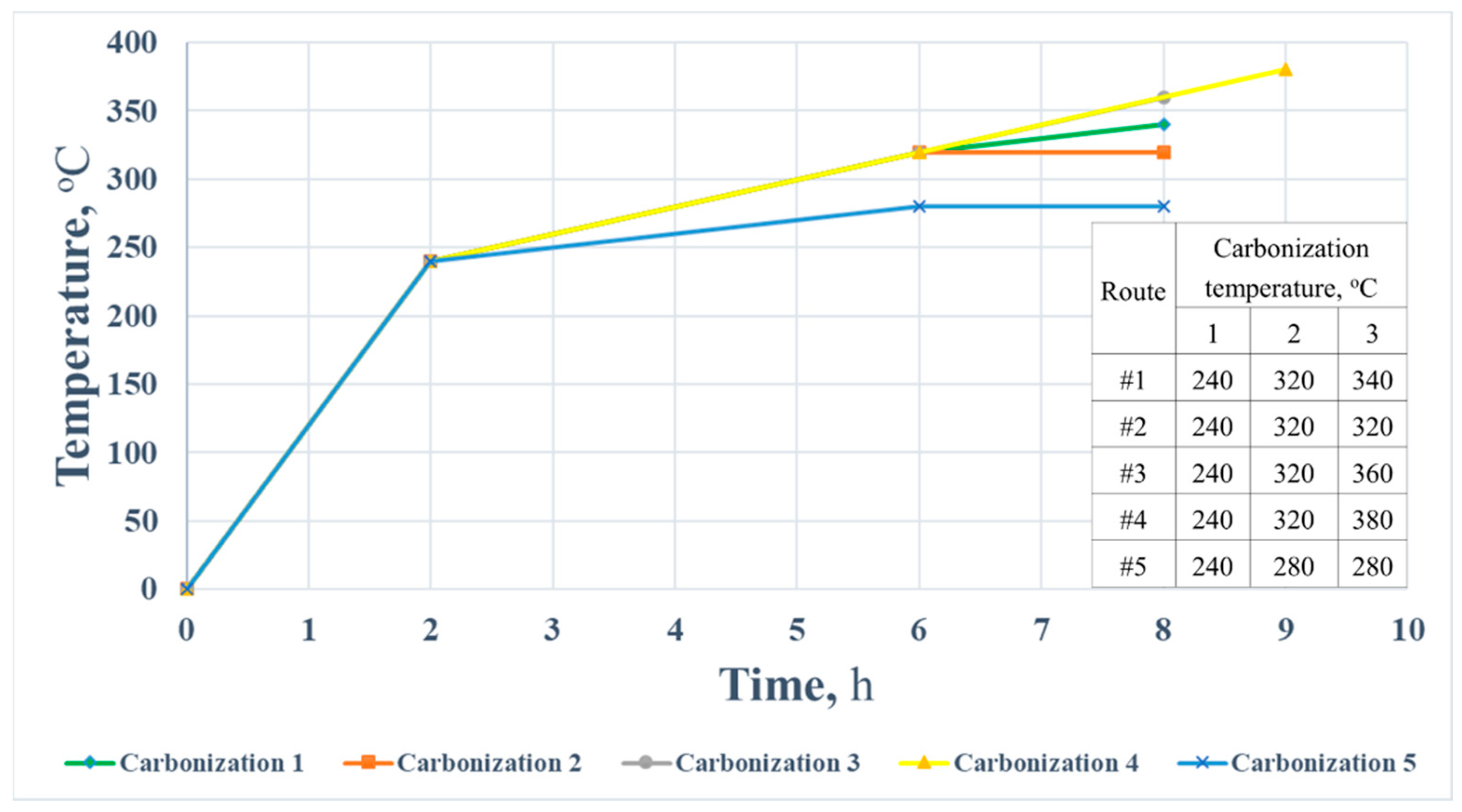
- the stress intensity factor of such composites inversely depends on the maximum carbonization temperature. The variation of obtained K1c values ranged from 1 to 5 MPa·m1/2, which are most typical for brittle materials such as graphite or ceramics. The highest values of stress intensity factor were achieved by compositions carbonized at a maximum temperature of 280 °C.
- the addition of carbon fibres to the composite material does not significantly increases the crack resistance of the composite.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Arasan, S.; Aktas, M.; Balcıolu, H.E. Fracture toughness of woven glass and carbon reinforced hybrid and non-hybrid composite plates. Polym. Compos. 2018, 39, 783–793. [Google Scholar] [CrossRef]
- Shekar, K.C.; Prasad, B.A.; Prasad, N.E. Interlaminar shear strength of multi-walled carbon nanotube and carbon fiber reinforced, epoxy—Matrix hybrid composite. Procedia Mater. Sci. 2014, 6, 1336–1343. [Google Scholar] [CrossRef] [Green Version]
- Zakaria, K.A.; Jimit, R.H.; Ramli, S.N.R.; Aziz, A.A.; Bapokutty, O.; Ali, M.B. Study on fatigue life and fracture behaviour of fibreglass reinforced composites. J. Mech. Eng. Sci. 2016, 10, 2300–2310. [Google Scholar] [CrossRef]
- Statnik, E.S.; Ignatyev, S.D.; Stepashkin, A.A.; Salimon, A.I.; Chukov, D.I.; Kaloshkin, S.D.; Korsunsky, A.M. The analysis of micro-scale deformation and fracture of carbonized elastomer-based composites by in situ SEM. Molecules 2021, 26, 587. [Google Scholar] [CrossRef] [PubMed]
- Stepashkin, A.A.; Ignatyev, S.D.; Chukov, D.I.; Tcherdyntsev, V.V.; Kaloshkin, S.D.; Medvedeva, E.V. Low-temperature carbonized elastomer-based composites filled with silicon carbide. Polymers 2020, 12, 2669. [Google Scholar] [CrossRef] [PubMed]
- Silva, R.V.; Spineli, D.; Bose, W.W.; Neto, S.C.; Chierice, G.O.; Tarpani, J.R. Fracture toughness of natural fibers/castor oil polyurethane composites. Compos. Sci. Technol. 2006, 31, 1328–1335. [Google Scholar] [CrossRef]
- Ruban, E.; Stepashkin, A.; Gvozdik, N.; Konev, D.; Kartashova, N.; Antipov, A.; Lyange, M.; Usenko, A. Carbonized elastomer composite filled with hybrid carbon fillers for vanadium redox flow battery bipolar plates. Mater. Today Commun. 2021, 26, 101967. [Google Scholar] [CrossRef]
- Jeffrey, K.J.T.; Tarlochan, F.; Rahman, M.M. Residual strength of chopped strand mat glass fibre/epoxy composite structures: Effect of temperature and water absorption. Int. J. Automot. Mech. Eng. 2011, 4, 504–519. [Google Scholar] [CrossRef]
- Madhavi, P.; Yadagiri, G.; Naveen, A.; Shravan, M.; Ravi, A.; Shekar, K.C. Flexural strength and inter laminar shear strength of carbon fabric and silk satin fabric reinforced hybrid composites. Mater. Today Proc. 2019, 19, 322–328. [Google Scholar] [CrossRef]
- Chi, S.H. Comparison of fracture toughness (KIC) and strain energy release rate (G) of selected nuclear graphites. J. Nucl. Mater. 2016, 476, 188–197. [Google Scholar] [CrossRef]
- Yamada, T.; Matsushima, Y.; Kuroda, M.; Sumita, J.; Shibata, T.; Fujita, I.; Sawa, K. Evaluation of fracture toughness of fine-grained isotropic graphites for HTGR. Nucl. Eng. Des. 2014, 271, 323–326. [Google Scholar] [CrossRef]
- Kim, D.; Oh, S.J.; Jang, C.; Kim, I.S.; Chi, S.H. Fracture toughness and crack growth resistance of the fine grain isotropic graphite. Carbon Sci. 2006, 7, 19–26. [Google Scholar]
- Lin, Q.; Yuan, H.; Biolzi, L.; Labuz, J.F. Opening and mixed mode fracture processes in a quasi-brittle material via digital imaging. Eng. Fract. Mech. 2014, 131, 176–193. [Google Scholar] [CrossRef]
- Takahashi, S.; Aoki, S.; Miyahara, N.; Tanaka, K.; Oku, T. Impact fracture toughness of a nuclear graphite measured by the one-point-bending method. Carbon 1993, 31, 315–323. [Google Scholar] [CrossRef]
- Li, H.; Li, J.; Singh, G.; Fok, A. Fracture behavior of nuclear graphite NBG-18. Carbon 2013, 60, 46–56. [Google Scholar] [CrossRef]
- Brynk, T.; Laptiev, A.; Tolochyn, O.; Pakiela, Z. The method of fracture toughness measurement of brittle materials by means of high speed camera and DIC. Comput. Mater. Sci. 2012, 64, 221–224. [Google Scholar] [CrossRef]
- Lee, C.B.; Lu, M.L.; Chang, F.C. Fracture toughness of high-impact polystyrene based on three J-integral methods. J. Appl. Polym. Sci. 1993, 47, 1867–1880. [Google Scholar] [CrossRef]
- Romaniv, O.N.; Nikiforchin, G.N. An investigation of the J-integral method for rating the crack resistance of constructional materials (a review). Sov. Mater. Sci. 1978, 14, 296–308. [Google Scholar] [CrossRef]
- Pandey, R.K.; Kumar, A.N.; Sundaram, P. Comparison of methods for crack tip opening displacement toughness determination. J. Mater. Sci. 1991, 26, 6237–6243. [Google Scholar] [CrossRef]
- Wilkowski, G.; Wang, Y.Y.; Rudland, D. Recent efforts on characterizing propagating ductile fracture resistance of line pipe steels. In Proceedings of the 3rd Pipeline Technology Conference, Brugge, Belgium, 21–24 May 2000; pp. 359–385. [Google Scholar]
- Murakami, Y.; Aoki, S. Stress Intensity Factors Handbook; Pergamon: Oxford, NY, USA, 1987. [Google Scholar]
- Čaplová, Z.; Švábová, P. IBM SPSS Statistics. In Statistics and Probability in Forensic Anthropology; Academic Press: London, UK, 2020; pp. 343–352. [Google Scholar]
- Chukov, D.; Stepashkin, A.; Salimon, A.; Kaloshkin, S. Highly filled elastomeric matrix composites: Structure and property evolution at low temperature carbonization. Mater. Des. 2018, 156, 22–31. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Carbosil T-20 | Carbon Fibers |
|---|---|---|
| CF0 | 300 | 0 |
| CF25 | 275 | 25 |
| CF50 | 250 | 50 |
| Composition | Carbonization 1 | Carbonization 2 | ||||||
|---|---|---|---|---|---|---|---|---|
| l/b | l/b | |||||||
| 0.2 | 0.3 | 0.4 | 0.5 | 0.2 | 0.3 | 0.4 | 0.5 | |
| CF0 | 2.88 ± 0.48 | 2.57 ± 0.52 | 2.95 ± 0.27 | 2.36 ± 0.16 | 2.91 | 3.16 ± 0.41 | 2.74 ± 0.56 | 2.61 ± 0.28 |
| CF25 | 4.20 ± 0.48 | 3.55 ± 0.64 | 3.19 ± 0.21 | 3.52 ± 0.05 | 2.72 ± 0.12 | 3.17 ± 0.28 | 3.62 ± 0.34 | 2.41 ± 0.14 |
| CF50 | 3.80 ± 0.45 | 4.22 ± 0.78 | 3.30 ± 0.08 | 3.38 ± 1.10 | 3.88 ± 0.36 | 4.11 ± 0.97 | 4.06 ± 0.91 | 3.39 ± 0.70 |
| Composition | One-Way ANOVA |
|---|---|
| p-Value (between Groups) | |
| CF0 | 0.40 |
| CF25 | 0.77 |
| CF50 | 0.19 |
| Composition | (I) l/b | (J) l/b | p-Value |
|---|---|---|---|
| CF0 | 0.3 | 0.2 | 1.000 |
| 0.4 | 0.2 | 0.998 | |
| 0.5 | 0.2 | 0.466 | |
| CF25 | 0.3 | 0.2 | 0.847 |
| 0.4 | 0.2 | 0.842 | |
| 0.5 | 0.2 | 0.585 | |
| CF50 | 0.3 | 0.2 | 0.749 |
| 0.4 | 0.2 | 0.990 | |
| 0.5 | 0.2 | 0.589 |
| Composition | l/b = 0.3 | ||
|---|---|---|---|
| Carbonization 3 | Carbonization 4 | Carbonization 5 | |
| CF0 | 0.71 ± 0.12 | 0.78 ± 0.09 | 3.80 ± 0.52 |
| CF25 | 1.31 ± 0.58 | 1.28 ± 0.61 | 3.80 ± 0.27 |
| CF50 | 1.51 ± 0.51 | 1.42 ± 0.36 | 3.95 ± 0.59 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ignatyev, S.D.; Statnik, E.S.; Ozherelkov, D.Y.; Zherebtsov, D.D.; Salimon, A.I.; Chukov, D.I.; Tcherdyntsev, V.V.; Stepashkin, A.A.; Korsunsky, A.M. Fracture Toughness of Moldable Low-Temperature Carbonized Elastomer-Based Composites Filled with Shungite and Short Carbon Fibers. Polymers 2022, 14, 1793. https://doi.org/10.3390/polym14091793
Ignatyev SD, Statnik ES, Ozherelkov DY, Zherebtsov DD, Salimon AI, Chukov DI, Tcherdyntsev VV, Stepashkin AA, Korsunsky AM. Fracture Toughness of Moldable Low-Temperature Carbonized Elastomer-Based Composites Filled with Shungite and Short Carbon Fibers. Polymers. 2022; 14(9):1793. https://doi.org/10.3390/polym14091793
Chicago/Turabian StyleIgnatyev, Semen D., Eugene S. Statnik, Dmitriy Yu. Ozherelkov, Dmitry D. Zherebtsov, Alexey I. Salimon, Dilyus I. Chukov, Victor V. Tcherdyntsev, Andrey A. Stepashkin, and Alexander M. Korsunsky. 2022. "Fracture Toughness of Moldable Low-Temperature Carbonized Elastomer-Based Composites Filled with Shungite and Short Carbon Fibers" Polymers 14, no. 9: 1793. https://doi.org/10.3390/polym14091793