
Molecular Dynamics Analysis of Silica/PMMA Interface Shear Behavior


Abstract
:
1. Introduction
2. MD Model Construction
2.1. Force Field Equation
2.2. Smooth and Notched Silica Substrate
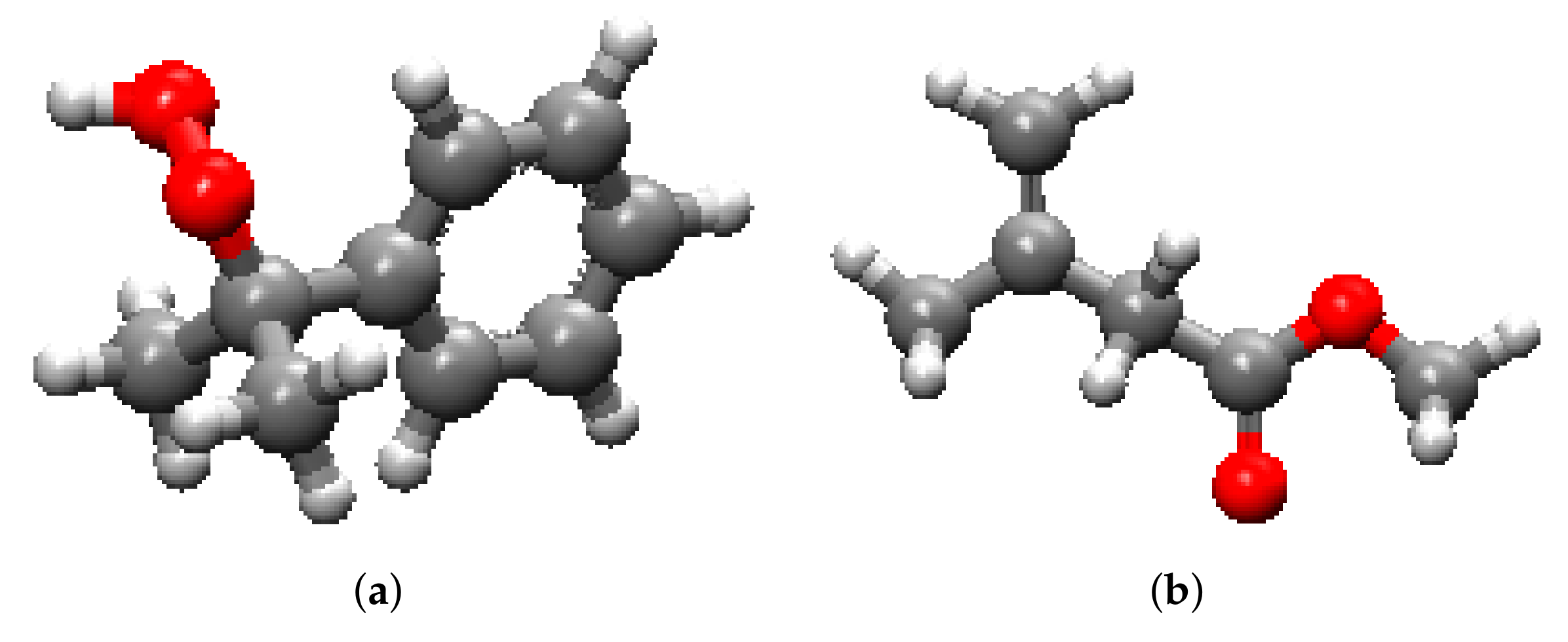
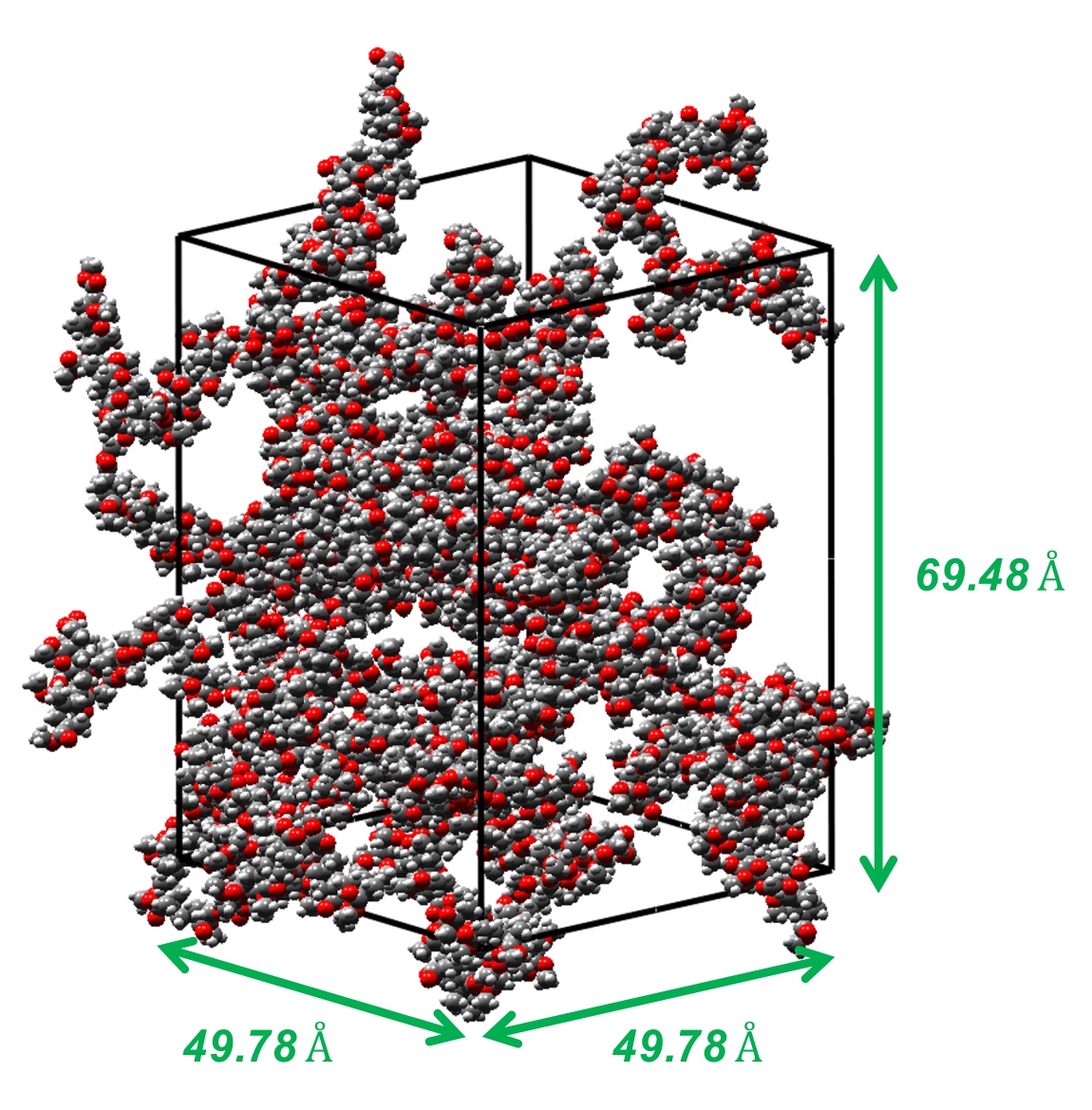
2.3. MD Model of PMMA
3. Results and Discussion
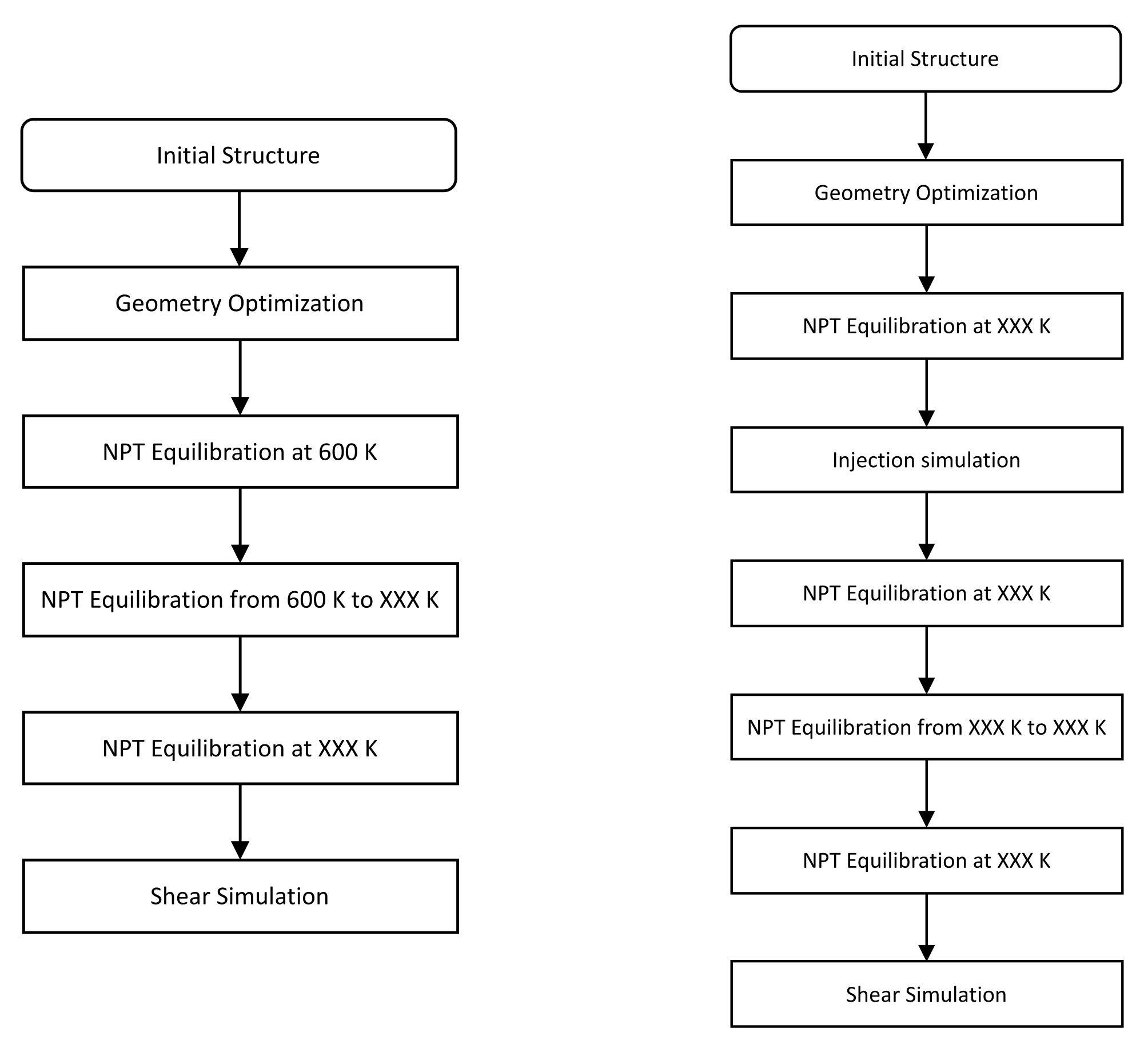
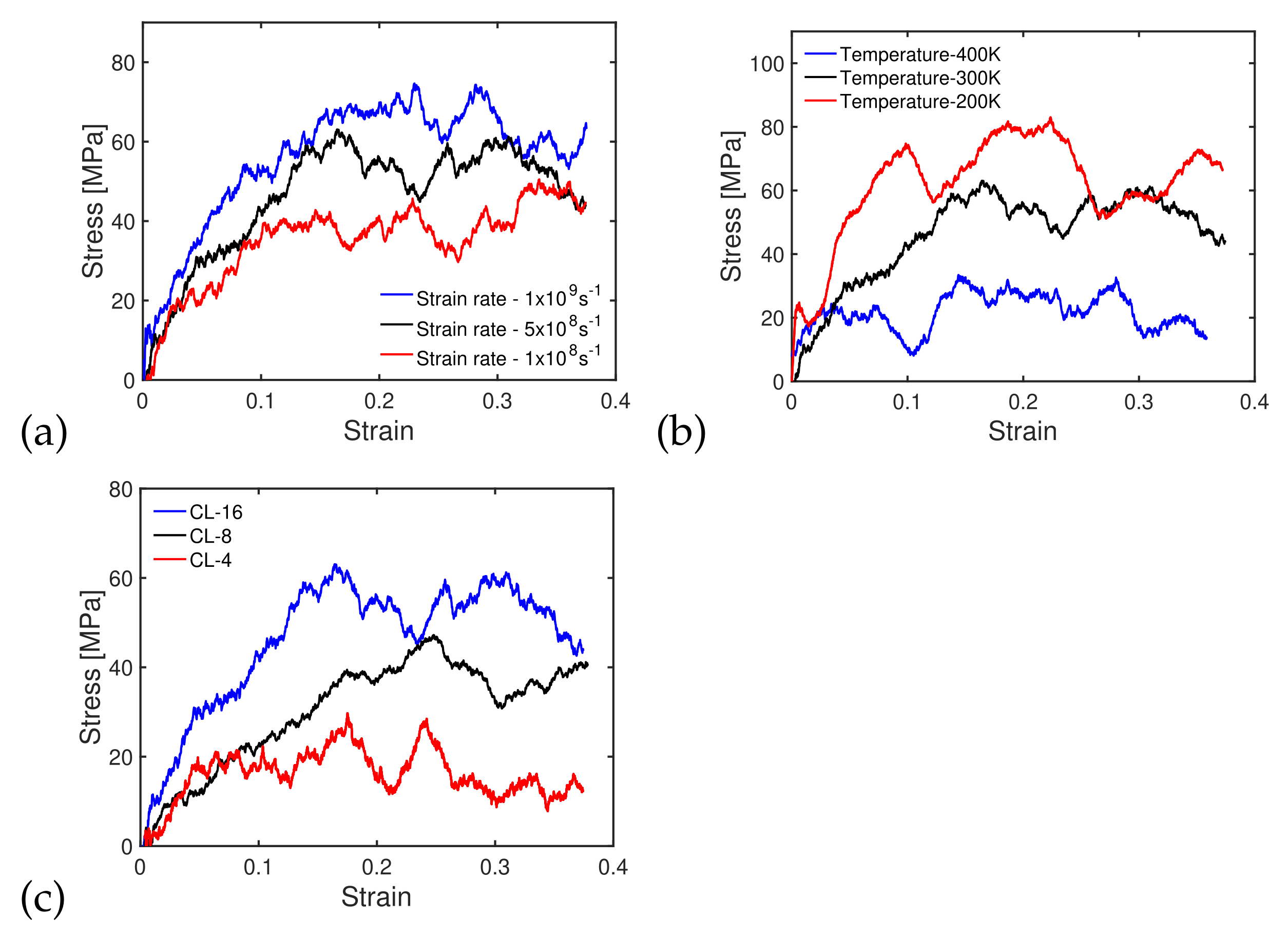
3.1. Simulation of PMMA Polymer Shear Deformation
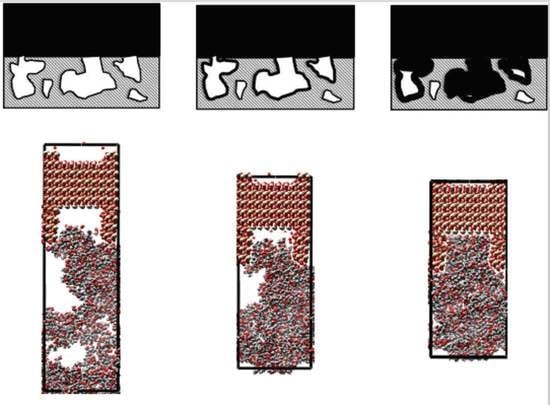
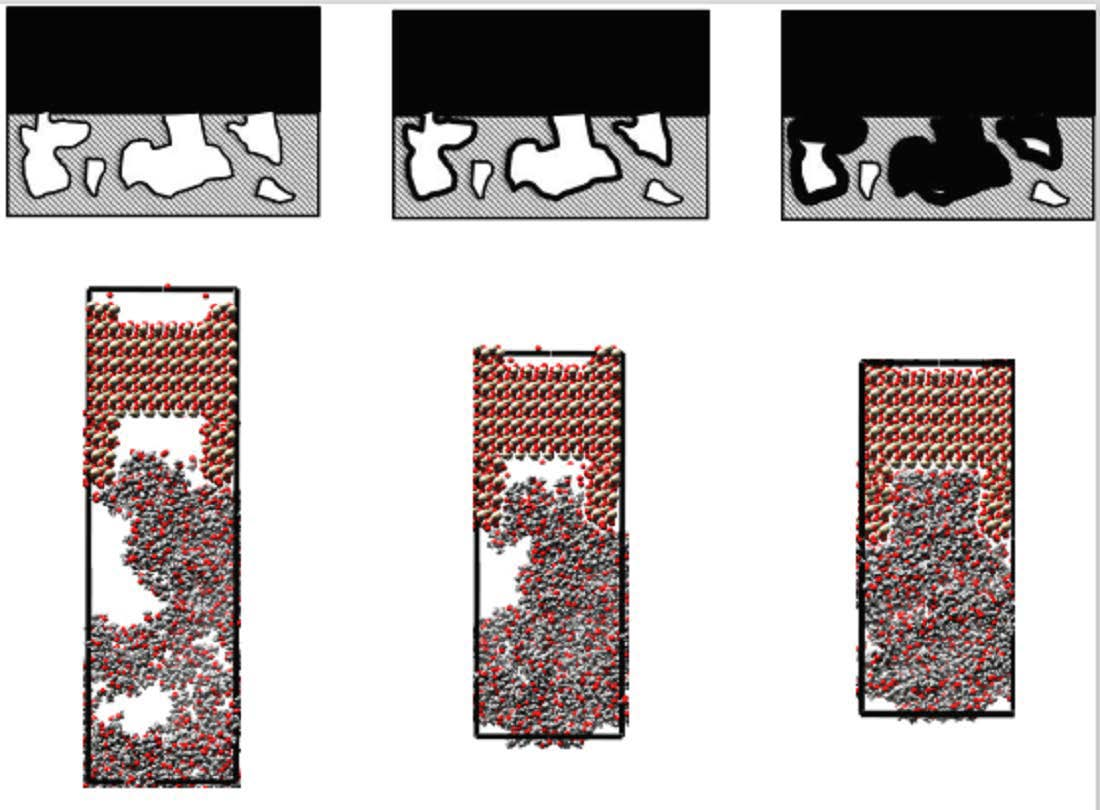
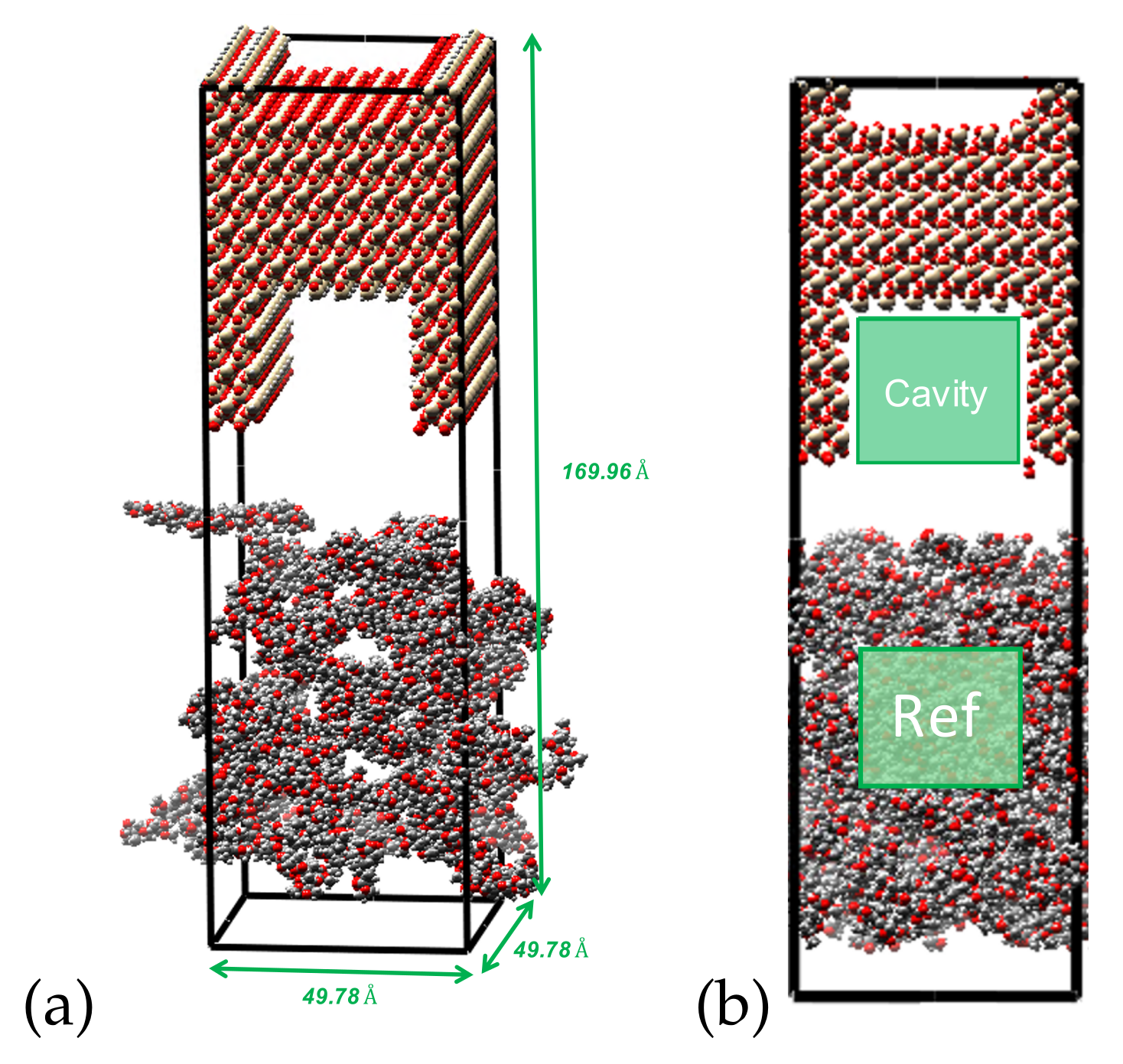
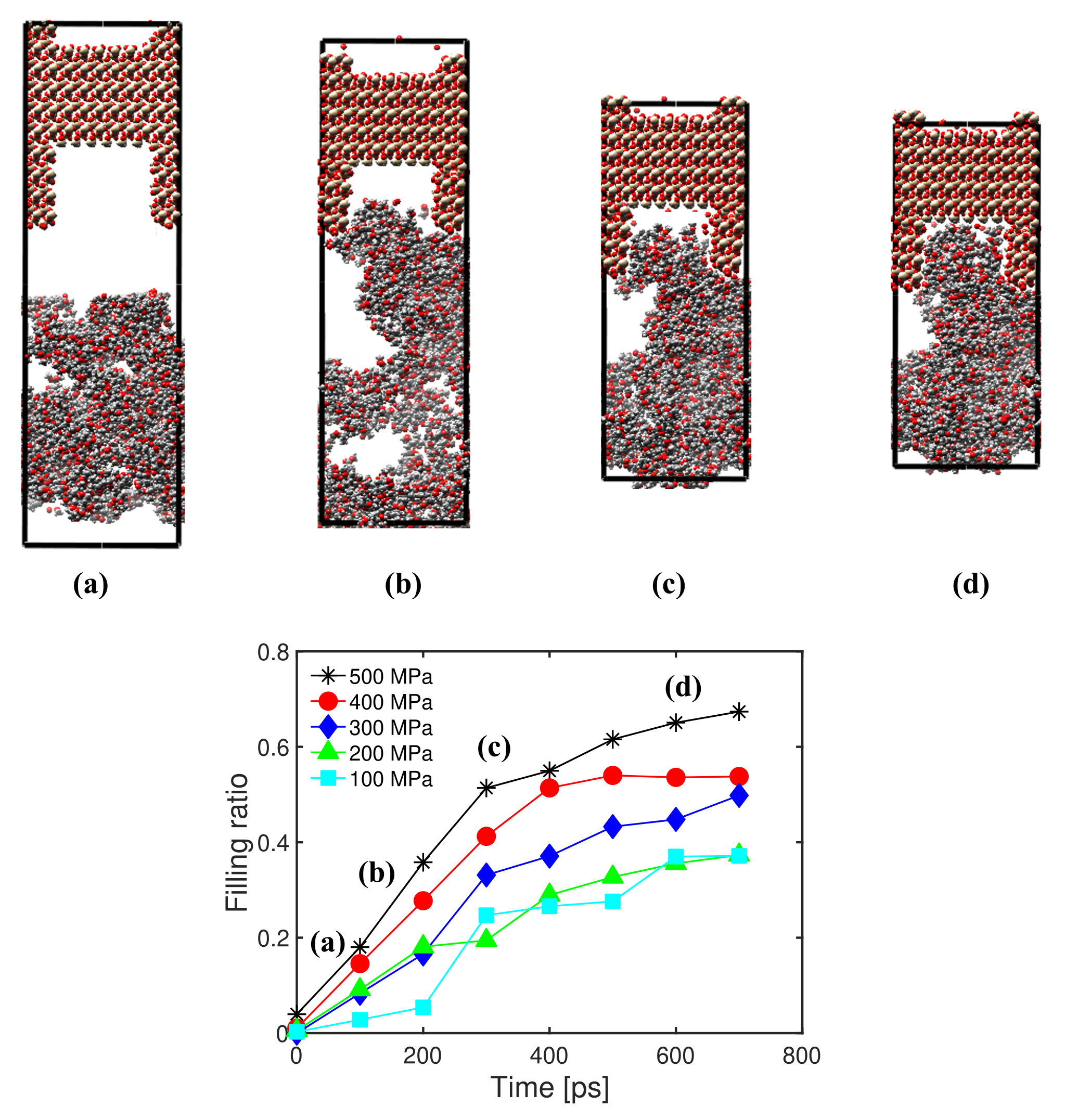
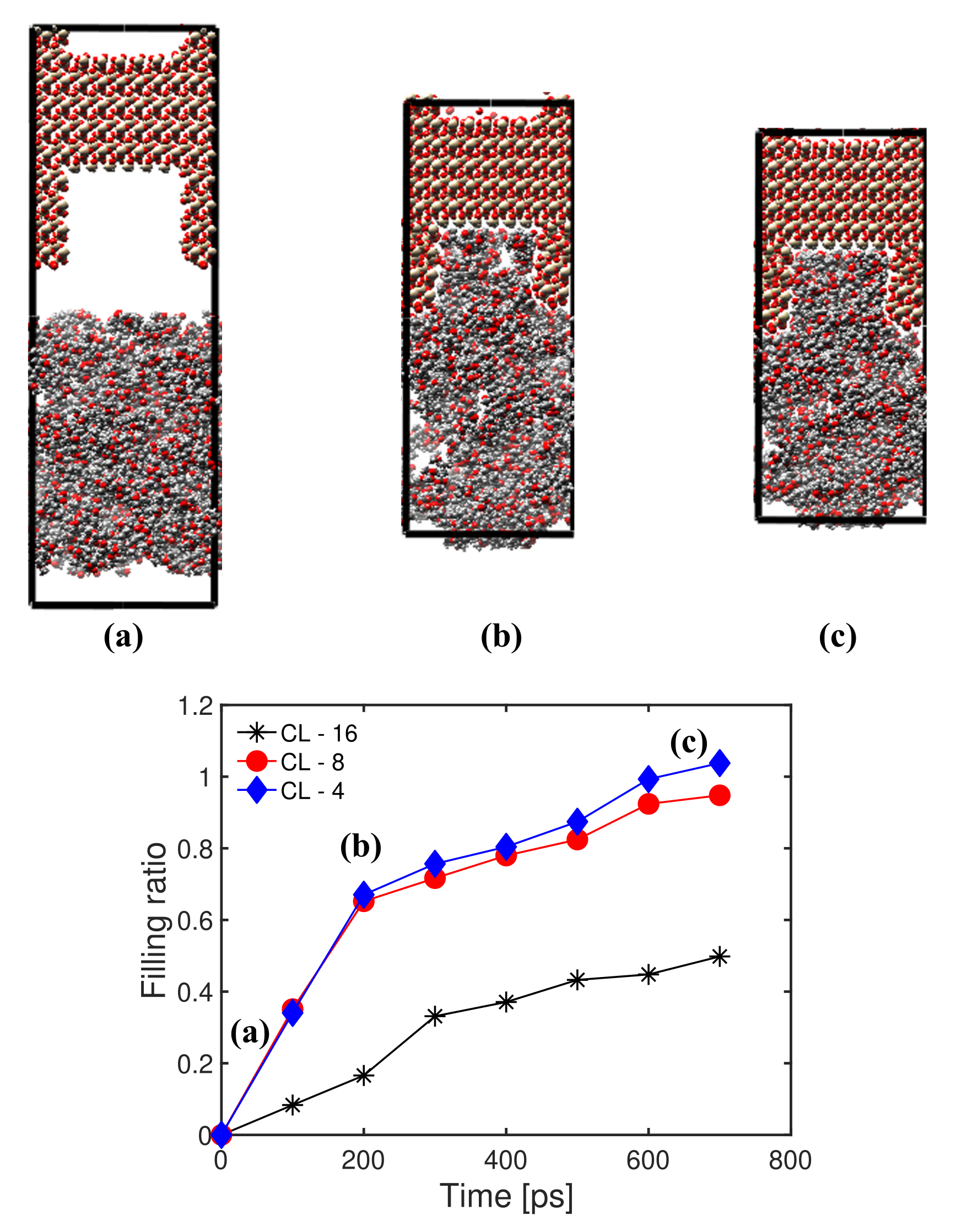
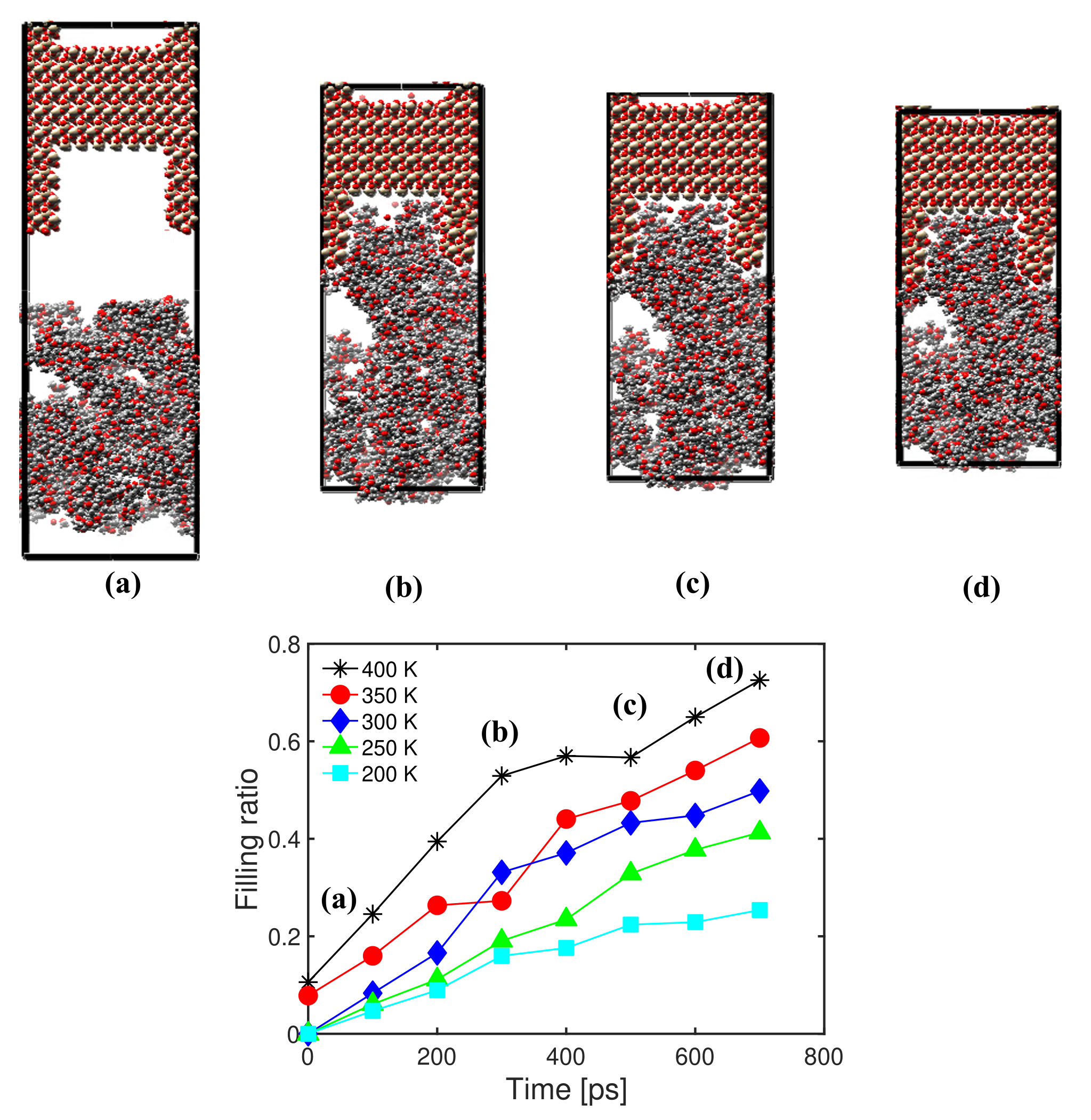
3.2. Simulation of PMMA Injection in a Notched Substrate and Measure of Filling Ratio
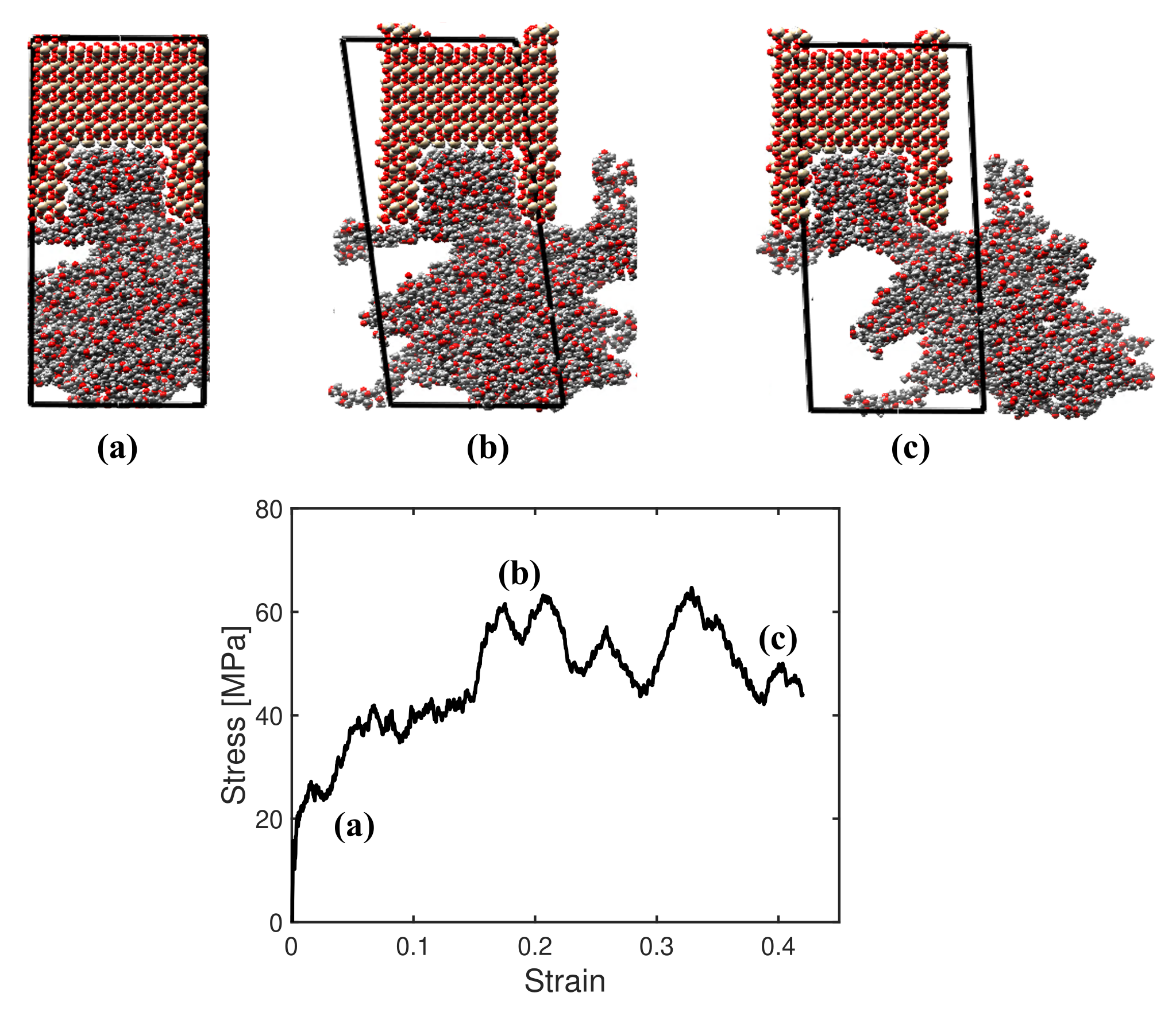
3.3. Simulation of Interface Shear Deformation
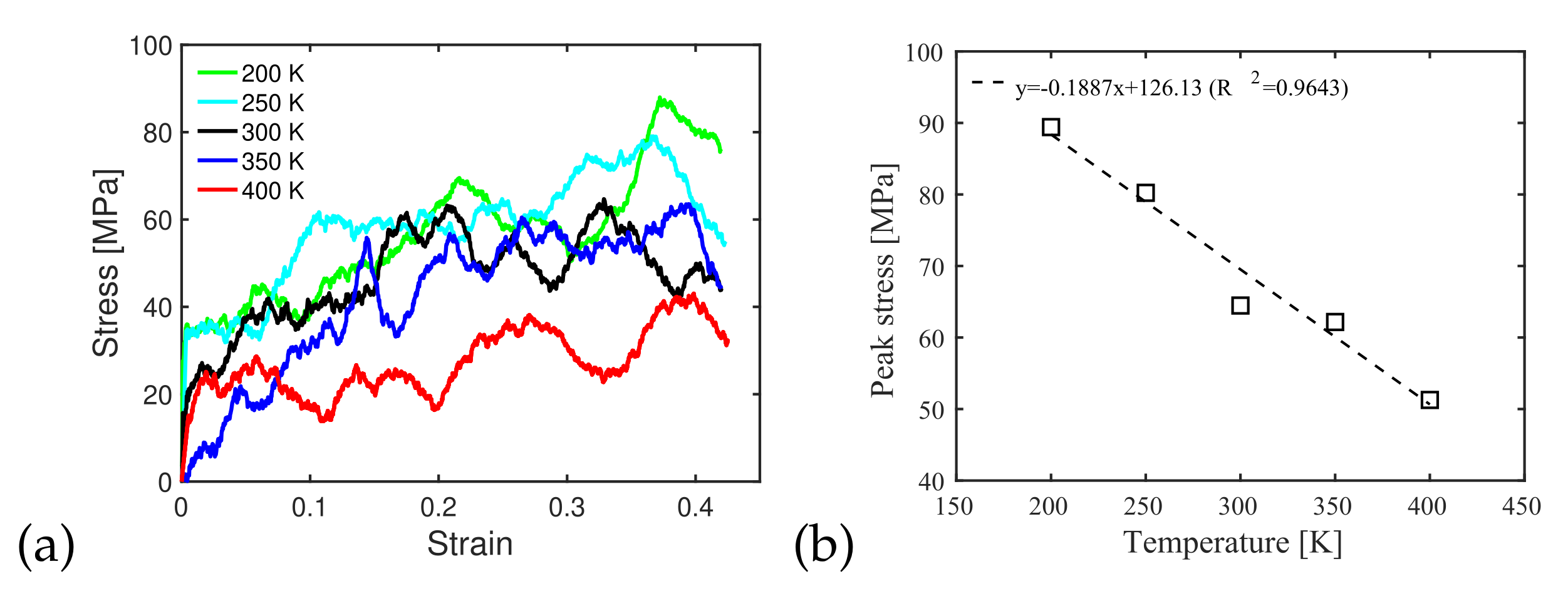
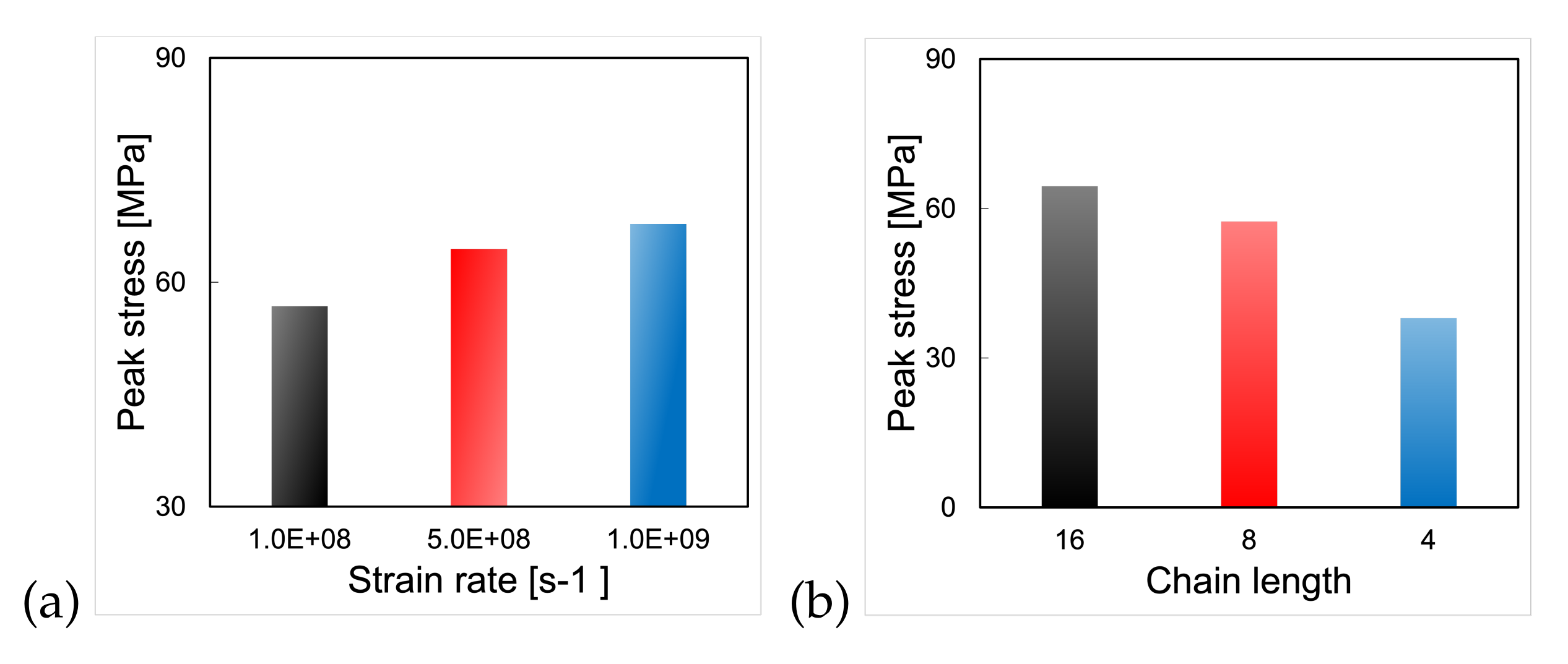
3.3.1. Effect of Loading Conditions and Chain Length on the Interface Shear Strength
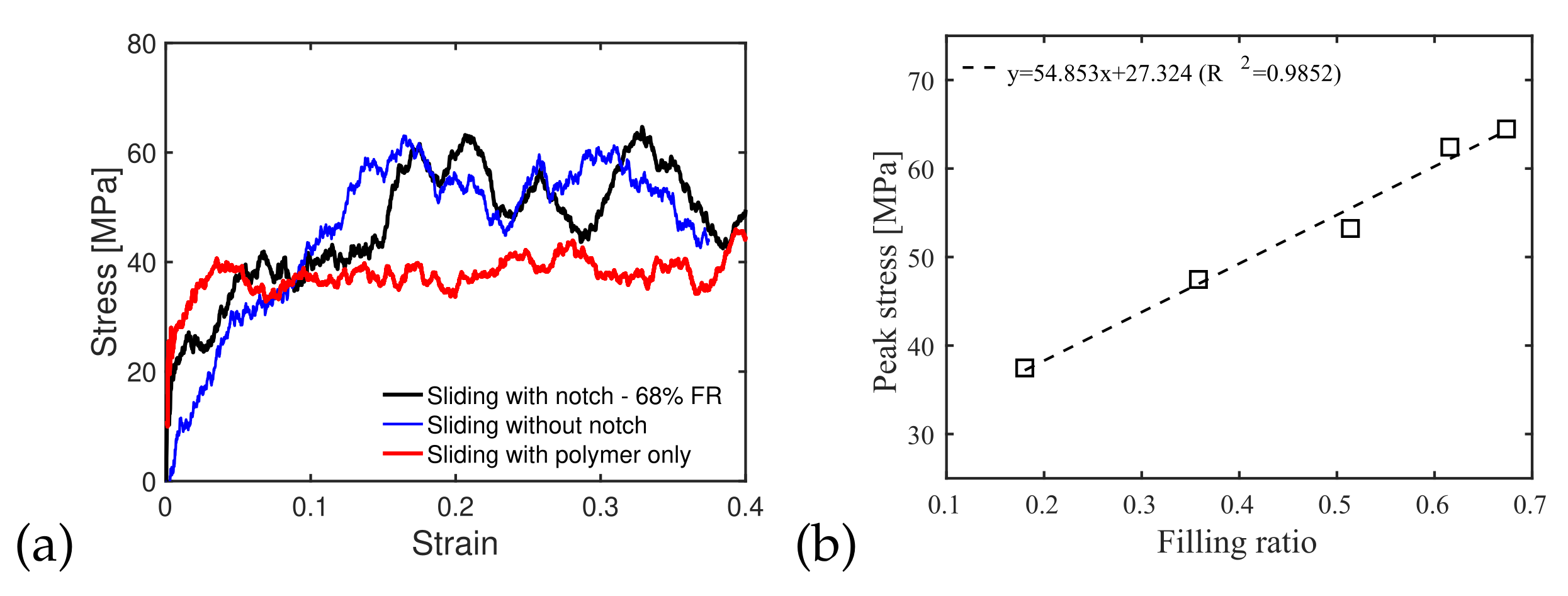
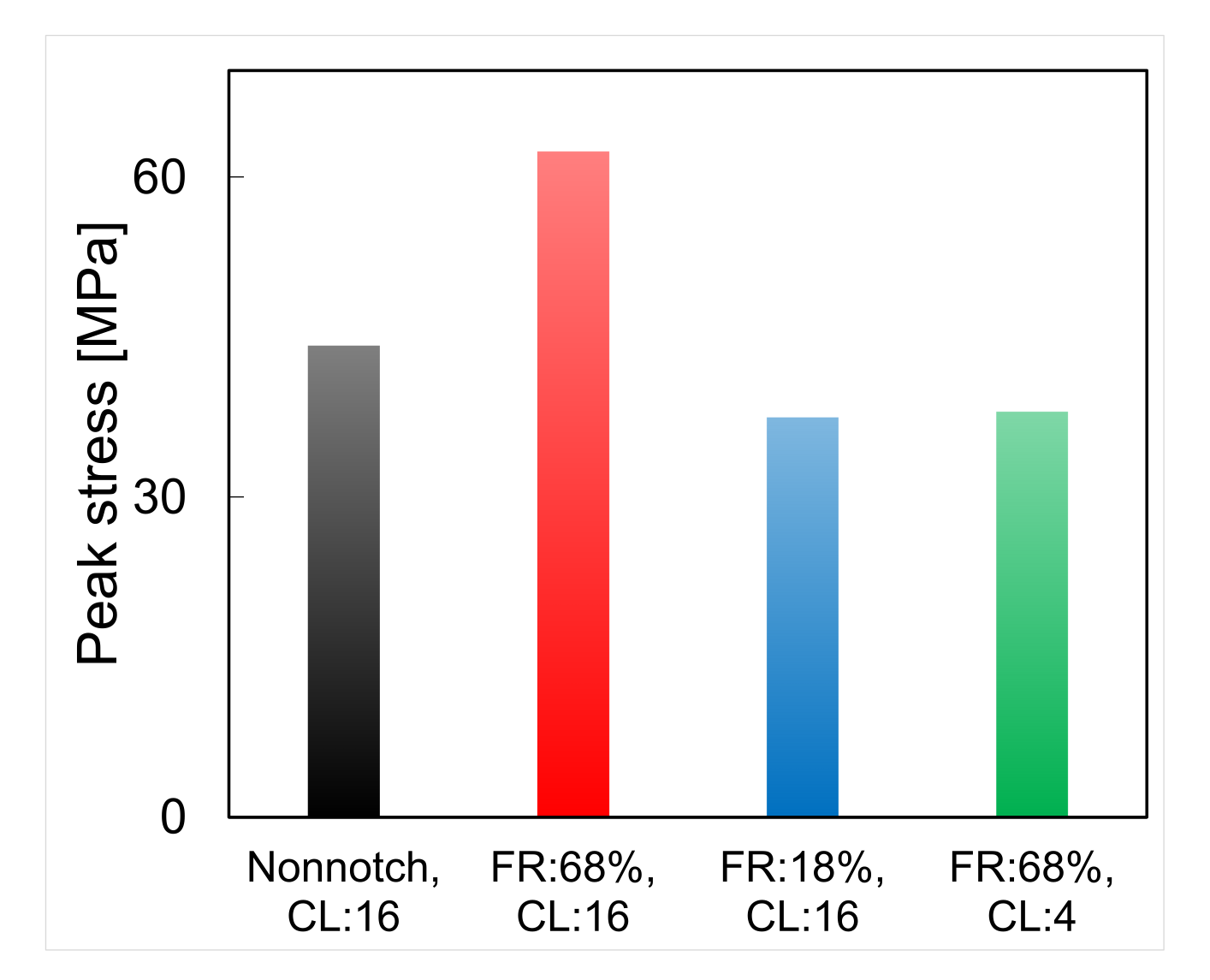
3.3.2. Effect of Interface Roughness and Filling Ratio
3.3.3. Potential Energy Evolution
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Attanayake, U.; Liang, X.; Ng, S.; Aktan, H. Penetrating sealants for concrete bridge decks—Selection procedure. J. Bridge Eng. 2006, 11, 533–540. [Google Scholar] [CrossRef]
- Rahim, A.; Jansen, D.; Abo-Shadi, N.; Simek, J. Overview of high-molecular-weight methacrylate for sealing cracks in concrete bridge decks. Transp. Res. Rec. 2010, 2202, 77–81. [Google Scholar] [CrossRef]
- Hayes, A.R. The Evaluation of High Molecular Weight Methacrylate as a Treatment Option for Shrinkage Cracks; Technical Report; Air Force Institute of Technology: Wright-Patterson AFB, OH, USA, 2019. [Google Scholar]
- Ji, K.; Gao, N.; Wang, P.; Stewart, L.; Arson, C. Finite Element model of concrete repaired by High Molecular Weight Methacrylate (HMWM). Eng. Struct. 2021, 233, 111860. [Google Scholar] [CrossRef]
- Ji, K.; Arson, C. Tensile strength of calcite/HMWM and silica/HMWM interfaces: A Molecular Dynamics analysis. Constr. Build. Mater. 2020, 251, 118925. [Google Scholar] [CrossRef]
- Yamamoto, K.; Tanaka, H.; Sakaguchi, M.; Shimada, S. Well-defined poly ( methyl methacrylate ) grafted to polyethylene with reverse atom transfer radical polymerization initiated by peroxides. Polymer 2003, 44, 7661–7669. [Google Scholar] [CrossRef]
- Min, K.; Kim, Y.; Goyal, S.; Lee, S.H.; McKenzie, M.; Park, H.; Savoy, E.S.; Rammohan, A.R.; Mauro, J.C.; Kim, H.; et al. Interfacial adhesion behavior of polyimides on silica glass: A molecular dynamics study. Polymer 2016, 98, 1–10. [Google Scholar] [CrossRef]
- Akono, A.T.; Ulm, F.J. Microscopic Toughness of Viscous Solids via Scratching: From Amorphous Polymers to Gas Shale. J. Nanomech. Micromech. 2017, 7, 04017009. [Google Scholar] [CrossRef]
- Fan, D.; Yang, S. Mechanical properties of C-S-H globules and interfaces by molecular dynamics simulation. Constr. Build. Mater. 2018, 176, 573–582. [Google Scholar] [CrossRef] [Green Version]
- Cheng, S.H.; Sun, C.T. Size-Dependent Fracture Toughness of Nanoscale Structures: Crack-Tip Stress Approach in Molecular Dynamics. J. Nanomech. Micromech. 2014, 4, A4014001. [Google Scholar] [CrossRef]
- Pellenq, R.J.M.; Kushima, A.; Shahsavari, R.; Van Vliet, K.J.; Buehler, M.J.; Yip, S.; Ulm, F.J. A realistic molecular model of cement hydrates. Proc. Natl. Acad. Sci. USA 2009, 106, 16102–16107. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Xie, W.; Li, L.; Zhu, J.; Xing, F. Molecular Simulation Study on Mechanical Properties of Microcapsule-Based Self-Healing Cementitious Materials. Polymers 2022, 14, 611. [Google Scholar] [CrossRef] [PubMed]
- Akram, N.; Saeed, M.; Usman, M. Role of Macrodiols in the Synthesis and Thermo-Mechanical Behavior of Anti-Tack Water Borne Polyurethane Dispersions. Polymers 2022, 14, 572. [Google Scholar] [CrossRef]
- He, J.; Yang, H.; Zheng, F.; Yang, S. Dielectric Properties of Fluorinated Aromatic Polyimide Films with Rigid Polymer Backbones. Polymers 2022, 14, 649. [Google Scholar] [CrossRef] [PubMed]
- Xu, G.; Wang, H. Molecular dynamics study of interfacial mechanical behavior between asphalt binder and mineral aggregate. Constr. Build. Mater. 2016, 121, 246–254. [Google Scholar] [CrossRef]
- Gao, Y.; Zhang, Y.; Gu, F.; Xu, T.; Wang, H. Impact of minerals and water on bitumen-mineral adhesion and debonding behaviours using molecular dynamics simulations. Constr. Build. Mater. 2018, 171, 214–222. [Google Scholar] [CrossRef] [Green Version]
- Yang, S.; Gao, F.; Qu, J. A molecular dynamics study of tensile strength between a highly-crosslinked epoxy molding compound and a copper substrate. Polymer 2013, 54, 5064–5074. [Google Scholar] [CrossRef]
- Jia, Z.; Yuan, G.; Ma, H.L.; Hui, D.; Lau, K.T. Tensile properties of a polymer-based adhesive at low temperature with different strain rates. Compos. Part B Eng. 2016, 87, 227–232. [Google Scholar] [CrossRef]
- Shimizu, F.; Ogata, S.; Li, J. Theory of shear banding in metallic glasses and molecular dynamics calculations. Mater. Trans. 2007, 48, 2923–2927. [Google Scholar] [CrossRef] [Green Version]
- Zhou, J.; Averback, R.; Bellon, P. Stability and amorphization of Cu–Nb interfaces during severe plastic deformation: Molecular dynamics simulations of simple shear. Acta Mater. 2014, 73, 116–127. [Google Scholar] [CrossRef]
- Zhuang, X.; Zhou, S. Molecular dynamics study of an amorphous polyethylene/silica interface with shear tests. Materials 2018, 11, 929. [Google Scholar] [CrossRef] [Green Version]
- Zhou, Y.; Ye, T.; Ma, L.; Lu, Z.; Yang, Z.; Liu, S. Investigation on Cf/PyC Interfacial Properties of C/C Composites by the Molecular Dynamics Simulation Method. Materials 2019, 12, 679. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Albe, K.; Ritter, Y.; Şopu, D. Enhancing the plasticity of metallic glasses: Shear band formation, nanocomposites and nanoglasses investigated by molecular dynamics simulations. Mech. Mater. 2013, 67, 94–103. [Google Scholar] [CrossRef]
- Wang, P.; Qiao, G.; Zhang, Y.; Hou, D.; Zhang, J.; Wang, M.; Wang, X.; Hu, X. Molecular dynamics simulation study on interfacial shear strength between calcium-silicate-hydrate and polymer fibers. Constr. Build. Mater. 2020, 257, 119557. [Google Scholar] [CrossRef]
- Büyüköztürk, O.; Buehler, M.J.; Lau, D.; Tuakta, C. Structural solution using molecular dynamics: Fundamentals and a case study of epoxy-silica interface. Int. J. Solids Struct. 2011, 48, 2131–2140. [Google Scholar] [CrossRef] [Green Version]
- Lau, D.; Jian, W.; Yu, Z.; Hui, D. Nano-engineering of construction materials using molecular dynamics simulations: Prospects and challenges. Compos. Part B Eng. 2018, 143, 282–291. [Google Scholar] [CrossRef]
- Frankland, S.; Caglar, A.; Brenner, D.; Griebel, M. Molecular simulation of the influence of chemical cross-links on the shear strength of carbon nanotube- polymer interfaces. J. Phys. Chem. B 2002, 106, 3046–3048. [Google Scholar] [CrossRef]
- Sasse, H.; Fiebrich, M. Bonding of polymer materials to concrete. Rilem/Mater. Constr. 1983, 16, 293–301. [Google Scholar] [CrossRef]
- Ge, T.; Pierce, F.; Perahia, D.; Grest, G.S.; Robbins, M.O. Molecular dynamics simulations of polymer welding: Strength from interfacial entanglements. Phys. Rev. Lett. 2013, 110, 098301. [Google Scholar] [CrossRef]
- Kim, S.; Eon, D.; Woo, L.; Lee, I. Molecular Dynamic Simulation on the Effect of Polymer Molecular Size in Thermal Nanoimprint Lithographic (T-NIL) Process. Tribol. Lett. 2013, 49, 421–430. [Google Scholar] [CrossRef]
- Taga, A.; Yasuda, M.; Kawata, H.; Hirai, Y. Impact of molecular size on resist filling process in nanoimprint lithography: Molecular dynamics study. J. Vac. Sci. Technol. B Nanotechnol. Microelectron. Mater. Process. Meas. Phenom. 2010, 28, C6M68–C6M71. [Google Scholar] [CrossRef]
- Fang, T.H.; Wu, C.D.; Chang, W.J. Molecular dynamics analysis of nanoimprinted Cu–Ni alloys. Appl. Surf. Sci. 2007, 253, 6963–6968. [Google Scholar] [CrossRef]
- Wu, W.P.; Şopu, D.; Eckert, J. Molecular Dynamics Study of the Nanoindentation Behavior of Cu64Zr36/Cu Amorphous/Crystalline Nanolaminate Composites. Materials 2021, 14, 2756. [Google Scholar] [CrossRef] [PubMed]
- Pantawane, S.; Gekle, S. Temperature-Dependent Conformation Behavior of Isolated Poly(3-hexylthiopene) Chains. Polymers 2022, 14, 550. [Google Scholar] [CrossRef] [PubMed]
- Humphrey, W.; Dalke, A.; Schulten, K. VMD: Visual molecular dynamics. J. Mol. Graph. 1996, 14, 33–38. [Google Scholar] [CrossRef]
- Lau, D.; Büyüköztürk, O.; Buehler, M. Characterization of the intrinsic strength between epoxy and silica using a multiscale approach. J. Mater. Res. 2012, 27, 1787–1796. [Google Scholar] [CrossRef]
- Arab, B.; Shokuhfar, A. Molecular dynamics simulation of cross-linked epoxy polymers: The effect of force field on the estimation of properties. J. Nano-Electron. Phys. 2013, 5, 1–5. [Google Scholar]
- Tam, L.h.; Lau, D. A molecular dynamics investigation on the cross-linking and physical properties of epoxy-based materials. RSC Adv. 2014, 4, 33074–33081. [Google Scholar] [CrossRef]
- Hossain, D.; Tschopp, M.A.; Ward, D.K.; Bouvard, J.L.; Wang, P.; Horstemeyer, M.F. Molecular dynamics simulations of deformation mechanisms of amorphous polyethylene. Polymer 2010, 51, 6071–6083. [Google Scholar] [CrossRef]
- Li, C.; Strachan, A. Molecular simulations of crosslinking process of thermosetting polymers. Polymer 2010, 51, 6058–6070. [Google Scholar] [CrossRef]
- Billen, J.; Wilson, M.; Baljon, A.R. Shear banding in simulated telechelic polymers. Chem. Phys. 2015, 446, 7–12. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Model Name | Chain Length | Nb. of Atoms in Each Chain | Nb. of Chains | Total Nb. of Atoms |
|---|---|---|---|---|
| CL-4 | 4 | 62 | 200 | 12,400 |
| CL-8 | 8 | 124 | 100 | 12,400 |
| CL-16 | 16 | 248 | 50 | 12,400 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ji, K.; Stewart, L.K.; Arson, C. Molecular Dynamics Analysis of Silica/PMMA Interface Shear Behavior. Polymers 2022, 14, 1039. https://doi.org/10.3390/polym14051039
Ji K, Stewart LK, Arson C. Molecular Dynamics Analysis of Silica/PMMA Interface Shear Behavior. Polymers. 2022; 14(5):1039. https://doi.org/10.3390/polym14051039
Chicago/Turabian StyleJi, Koochul, Lauren K. Stewart, and Chloe Arson. 2022. "Molecular Dynamics Analysis of Silica/PMMA Interface Shear Behavior" Polymers 14, no. 5: 1039. https://doi.org/10.3390/polym14051039