
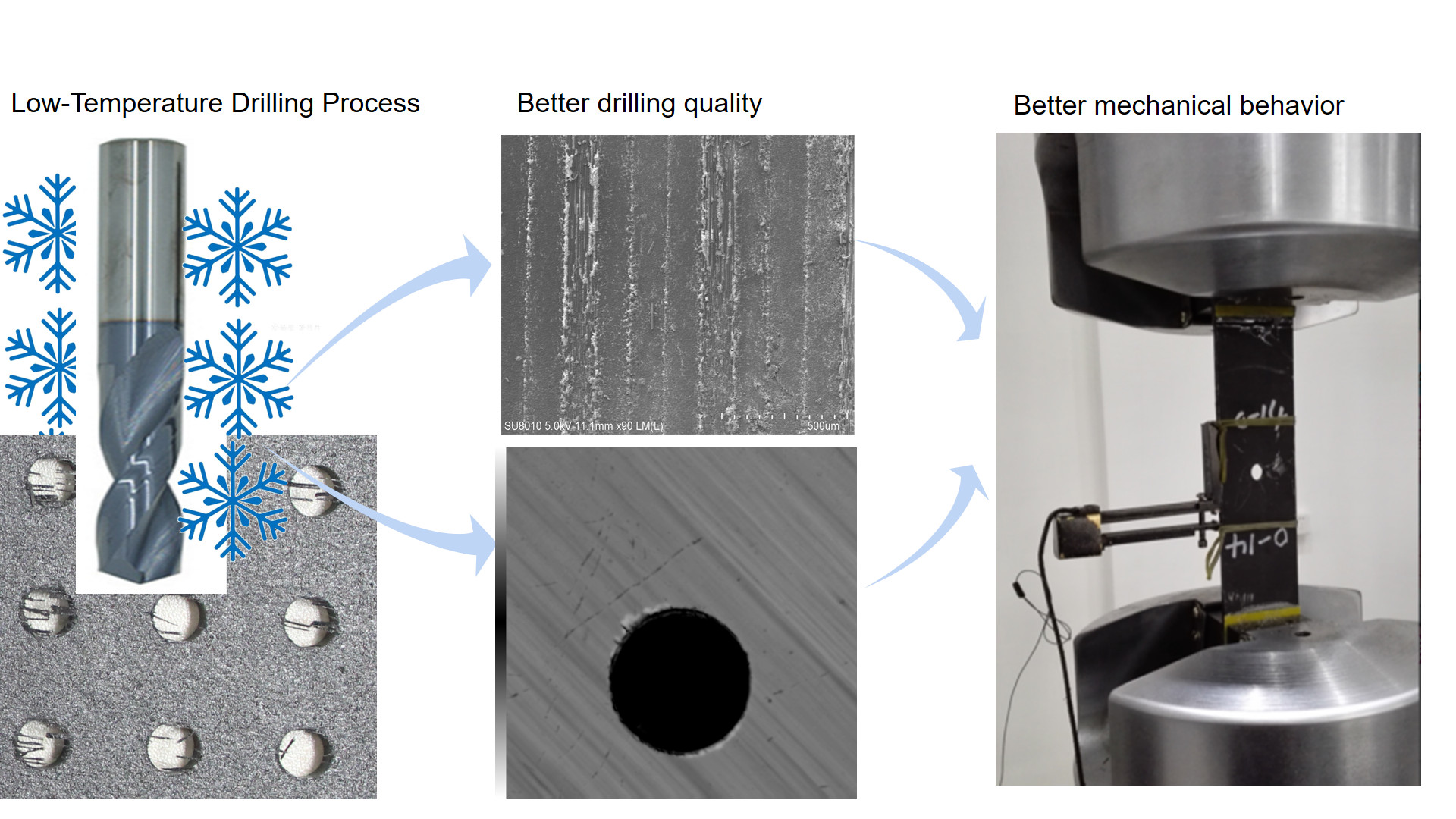
Investigating the Effect of Low-Temperature Drilling Process on the Mechanical Behavior of CFRP


Abstract
:
1. Introduction
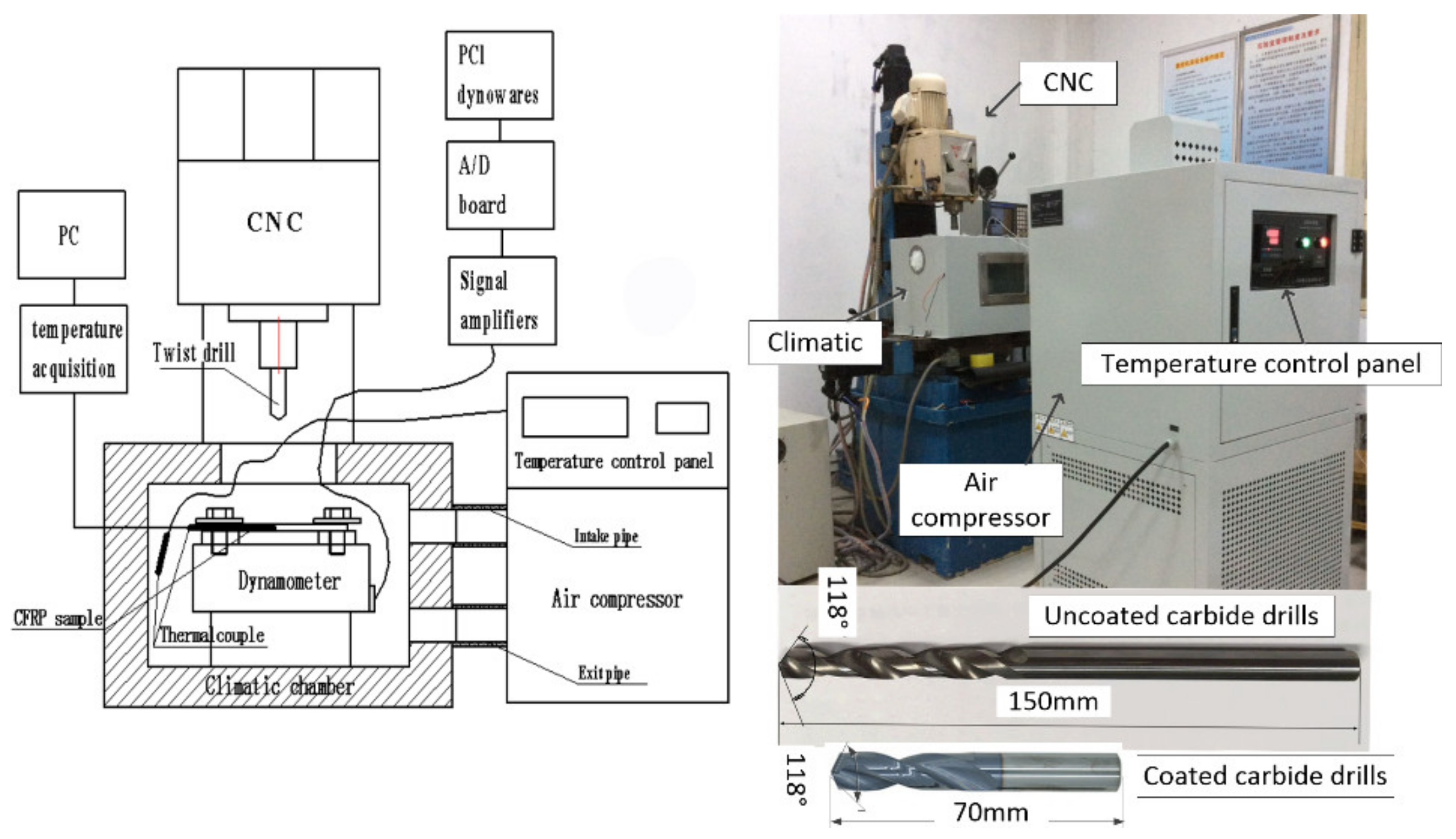
2. Material and Methods
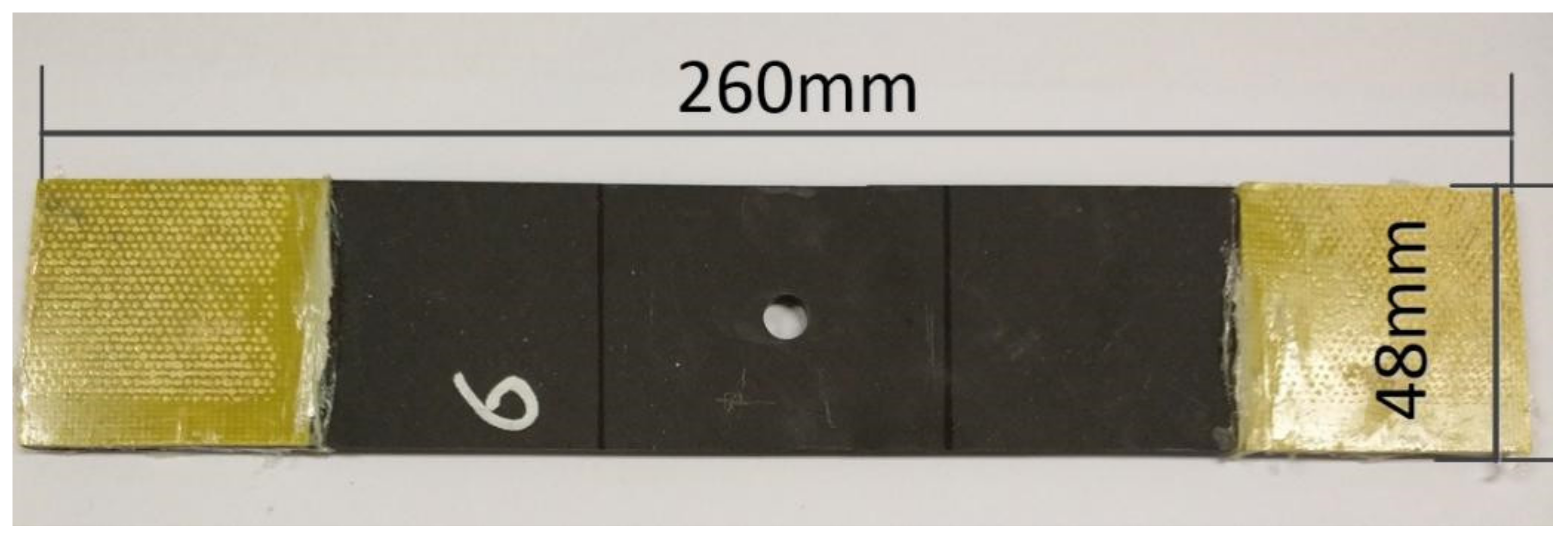
2.1. Specimen Details
2.2. Drilling Quality Measure
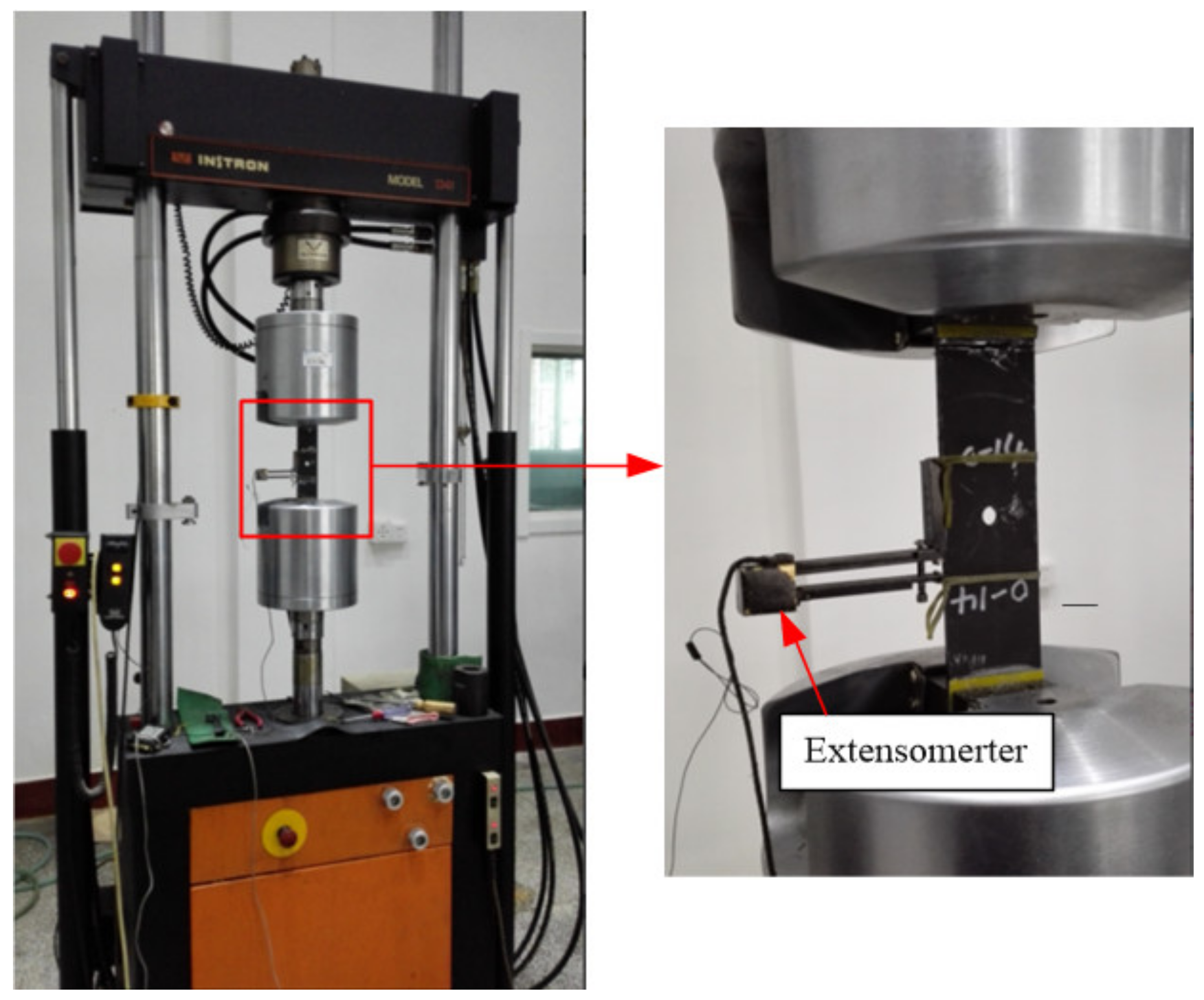
2.3. Mechanical Testing
3. Results and Discussion
3.1. Drilling Quality under Various Drilling Cases
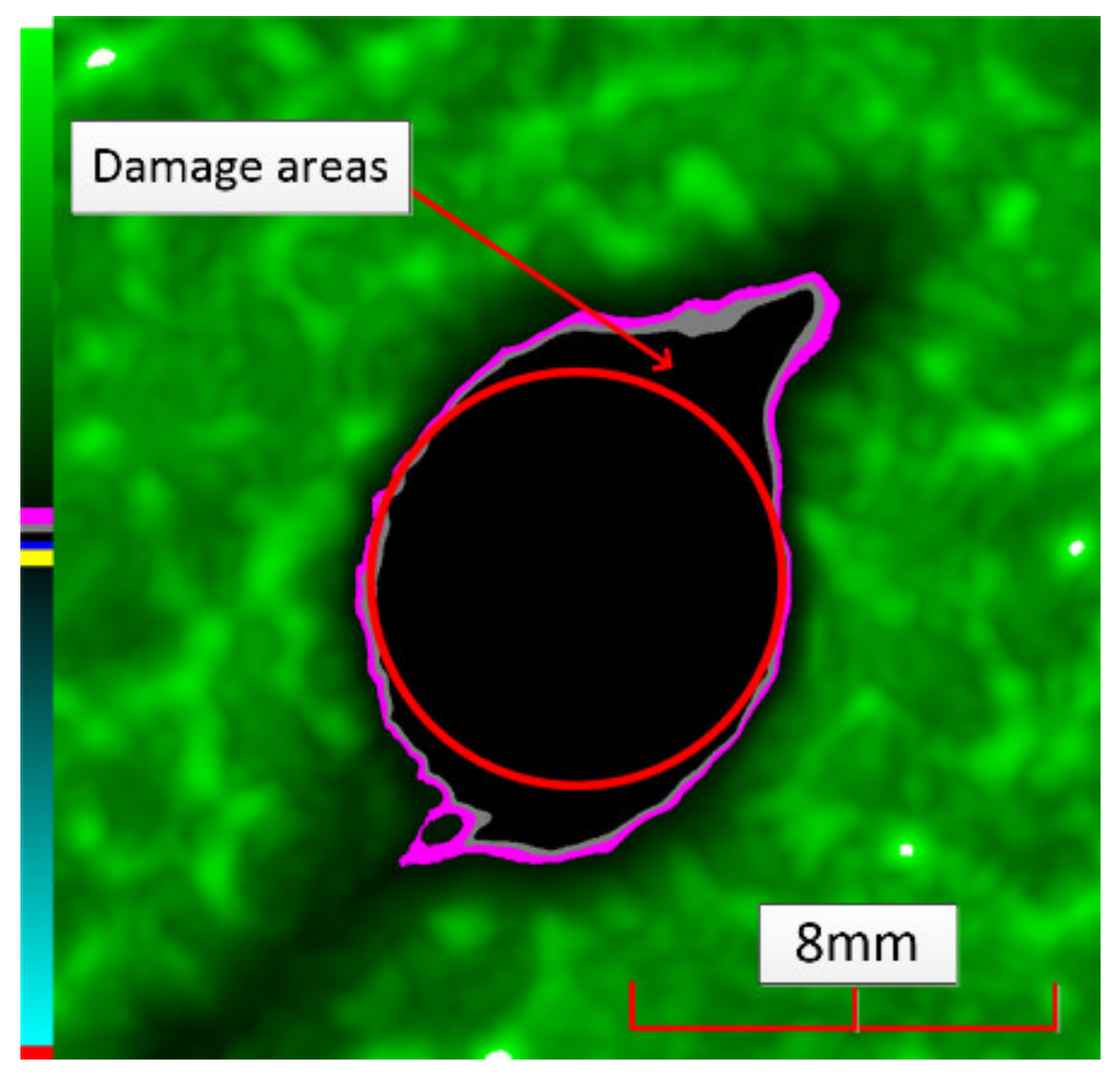
3.1.1. Drilling Delamination Damage
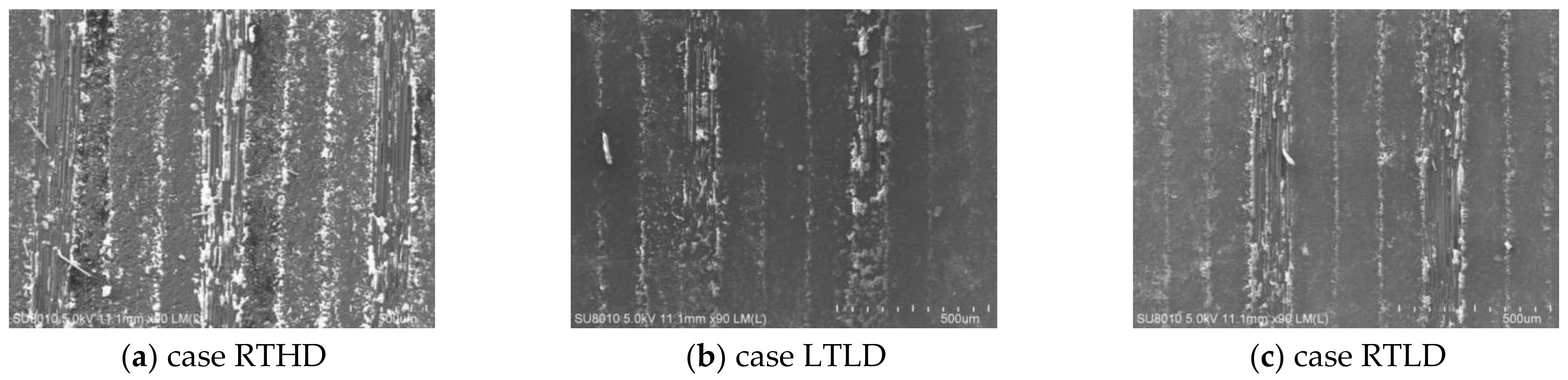
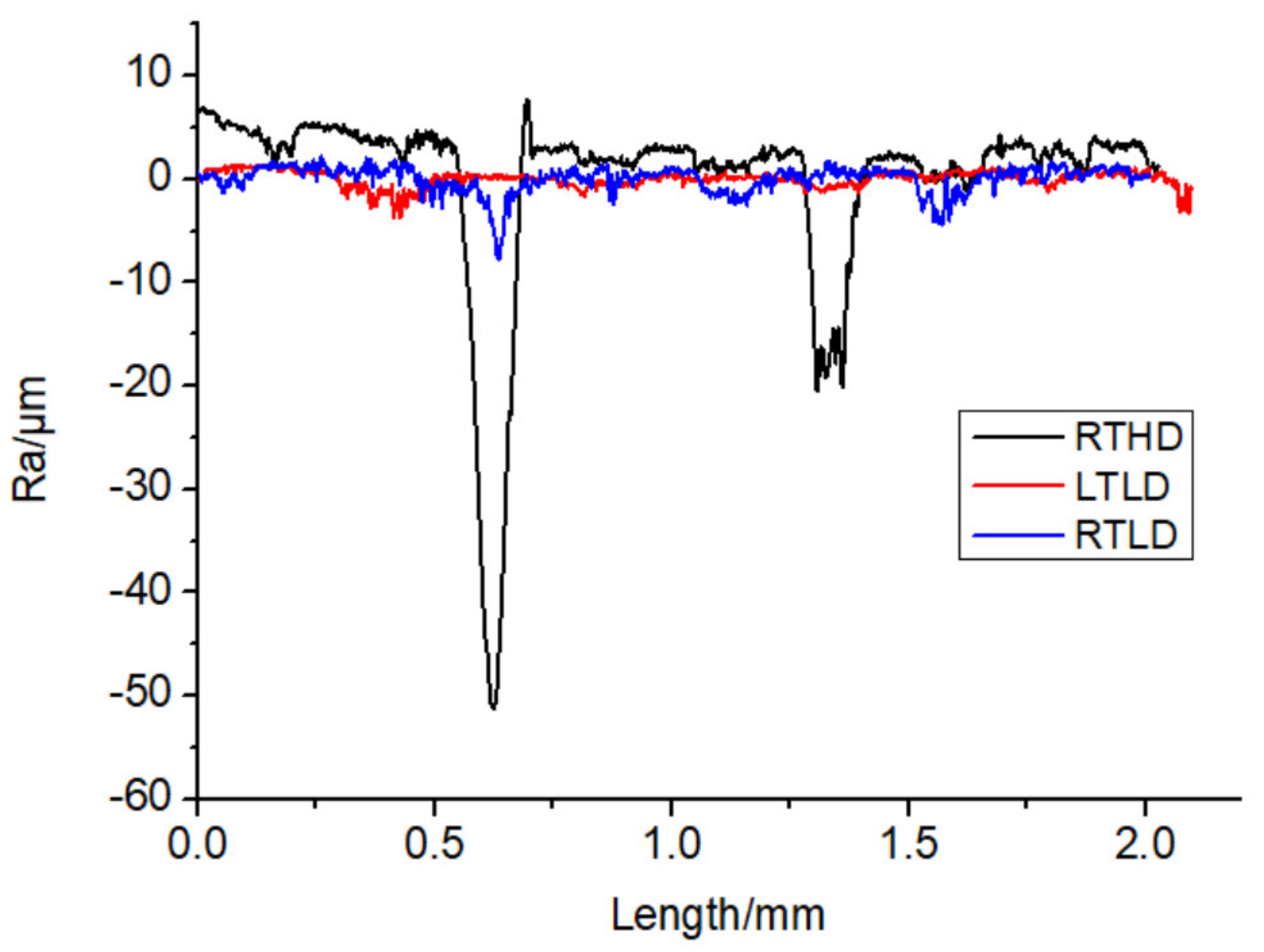
3.1.2. Drilling Surface Roughness
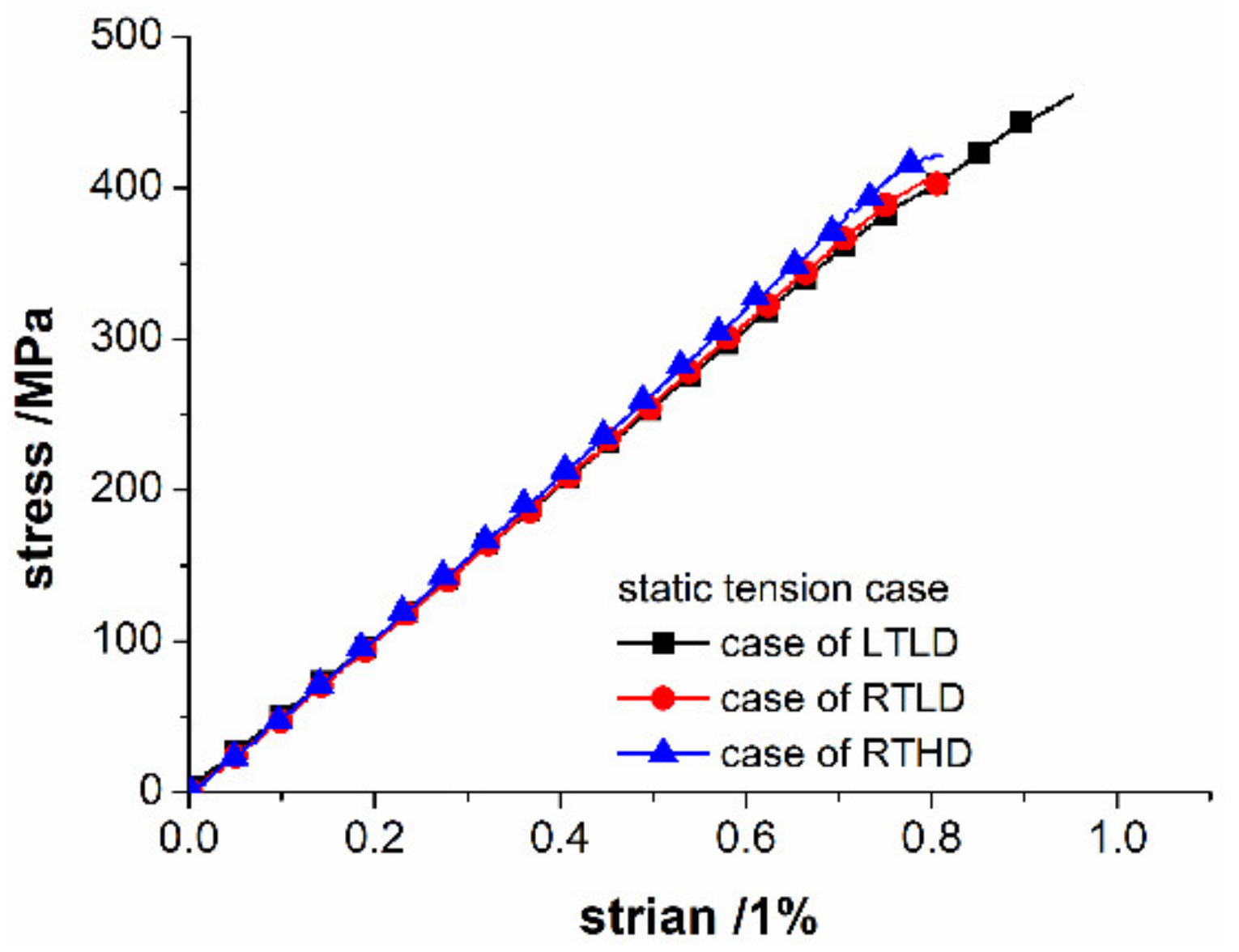
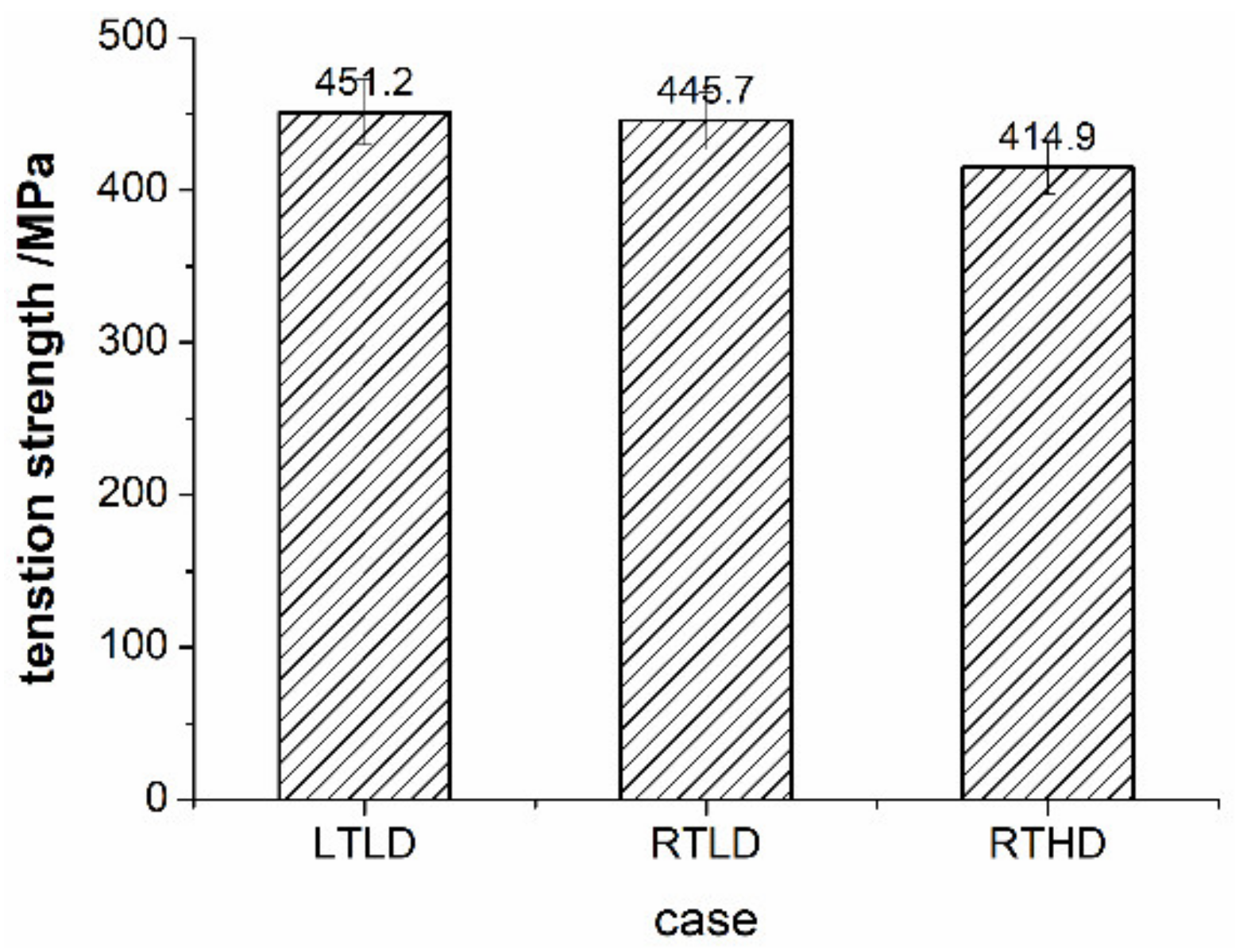
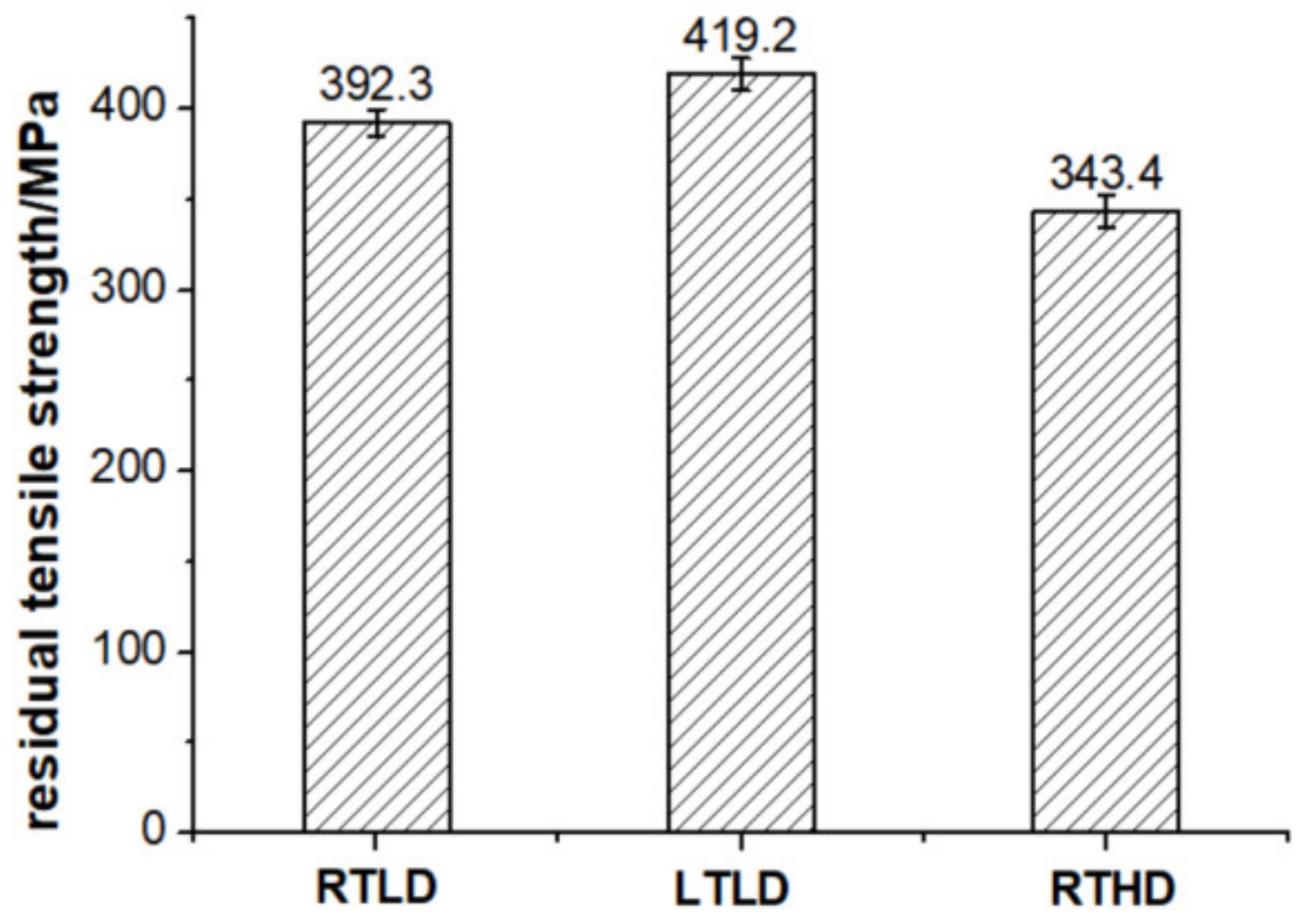
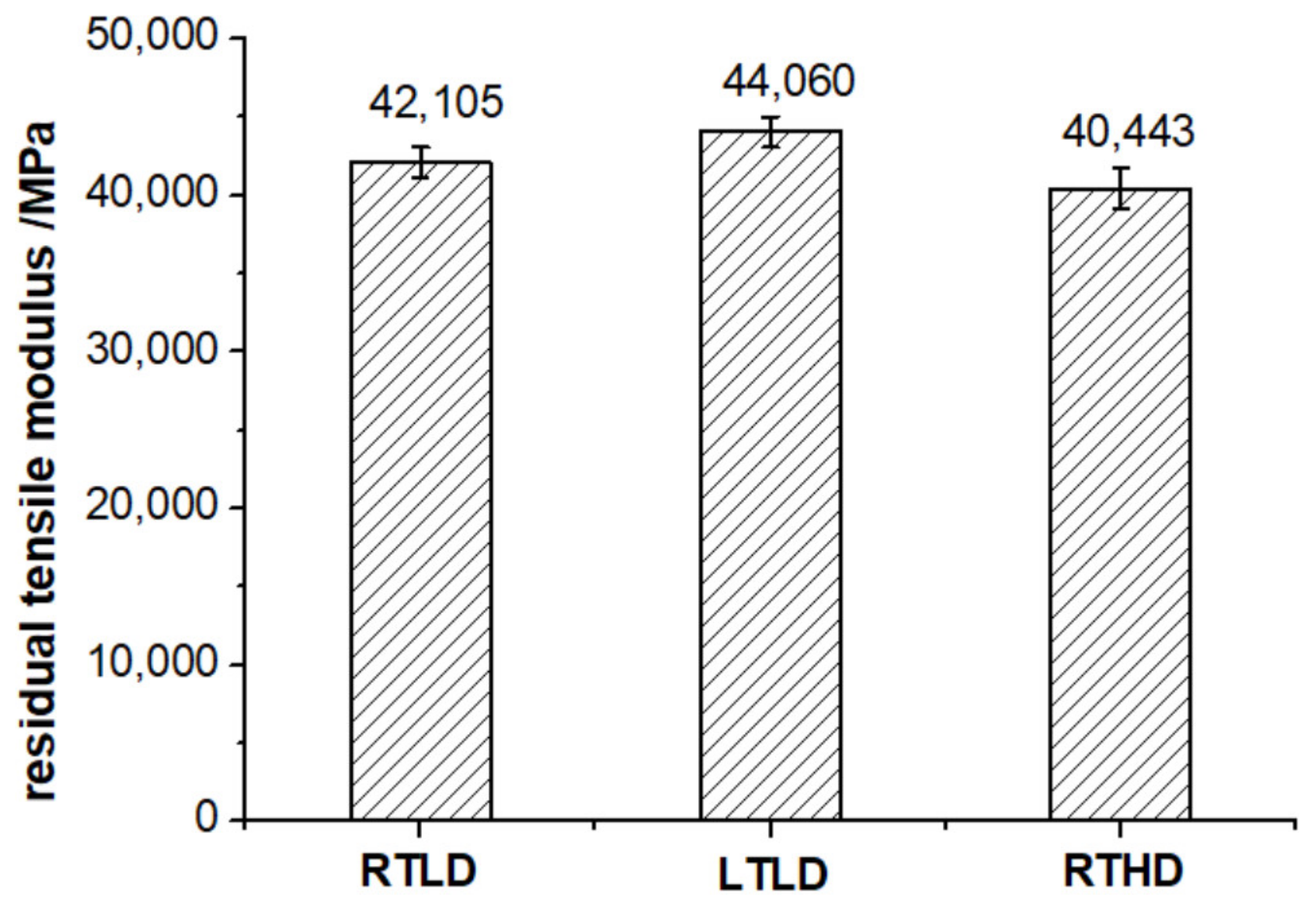
3.2. Results of Static Tensile and Tensile–Tensile Fatigue Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Kovács, G. Elaboration of Design and Optimization Methods for a Newly Developed CFRP Sandwich-like Structure Validated by Experimental Measurements and Finite Element Analysis. Polymers 2021, 13, 4348. [Google Scholar] [CrossRef]
- Iliescu, D.; Gehin, D.; Iordanoff, I.; Girot, F.; Gutiérrez, M.E. A discrete element method for the simulation of CFRP cutting. Compos. Sci. Technol. 2010, 70, 73–80. [Google Scholar] [CrossRef]
- Karuppannan, G.S.; Deviatkin, I.; Horttanainen, M.; Kärki, T. Life Cycle Assessment of a Thermal Recycling Process as an Alternative to Existing CFRP and GFRP Composite Wastes Management Options. Polymers 2021, 13, 4430. [Google Scholar] [CrossRef] [PubMed]
- Al-Saidy, A.H.; Al-Harthy, A.S.; Al-Jabri, K.S. Structural performance of corroded RC beams repaired with CFRP sheets. Comp. Struct. 2010, 92, 1931–1938. [Google Scholar] [CrossRef]
- Doroudi, Y.; Fernando, D.; Hosseini, A. Behavior of Cracked Steel Plates Strengthened with Adhesively Bonded CFRP Laminates under Fatigue Loading: Experimental and Analytical Study. Comp. Struct. 2021, 266, 113816. [Google Scholar] [CrossRef]
- Chen, L.; Zhang, K.; Hui, C.; Qi, Z.; Meng, Q. A cutting force predicting model in orthogonal machining of unidirectional CFRP for entire range of fiber orientation. Int. J. Adv. Manuf. Technol. 2017, 89, 833–846. [Google Scholar] [CrossRef]
- Shokrani, A.; Dhokia, V.; Newman, S.T. Environmentally conscious machining of difficult-to-machine materials with regard to cutting fluids. Int. J. Mach. Tool. Manu. 2012, 57, 83–101. [Google Scholar] [CrossRef] [Green Version]
- Karpat, Y.; Karagüzel, U.; Bahtiyar, O. A thermo-mechanical model of drill margin-borehole surface interface contact conditions in dry drilling of thick CFRP laminates. Int. J. Mach. Tools Manuf. 2020, 154, 103565. [Google Scholar] [CrossRef]
- Wang, F.; Yin, J.; Ma, J.; Bin, N. Heat partition in dry orthogonal cutting of unidirectional CFRP composite laminates. Comp. Struct. 2018, 197, 28–38. [Google Scholar] [CrossRef]
- Hou, G.; Luo, B.; Zhang, K.; Luo, Y.; Liu, P.; Cao, S.; Li, Y. Effects of heat accumulation on the characteristics of hole wall temperature and damages in drilling of UD CFRP. Int. J. Adv. Manuf. Technol. 2021, 115, 1529–1546. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, X.; Duan, Y. Effects of drilling area temperature on drilling of carbon fiber reinforced polymer composites due to temperature-dependent properties. Int. J. Adv. Manuf. Technol. 2018, 96, 2943–2951. [Google Scholar] [CrossRef]
- John, K.M.; Kumaran, S.T. A feasible strategy to produce quality holes using temperature-assisted drilling on CFRP. Int. J. Adv. Manuf. Technol. 2020, 110, 3113–3127. [Google Scholar] [CrossRef]
- Iqbal, A.; Zhao, G.; Zaini, J.; Jamil, M.; Suhaimi, H. CFRP Drilling under Throttle and Evaporative Cryogenic Cooling and Micro-Lubrication. Comp. Struct. 2021, 267, 113916. [Google Scholar] [CrossRef]
- Kong, L.; Gao, D.; Lu, Y. Comparative analysis of the machining temperatures of an end mill and a novel tool in the orbital drilling of CFRP composites. Int. J. Adv. Manuf. Technol. 2021, 115, 3713–3729. [Google Scholar] [CrossRef]
- Bhattacharyya, D.; Horrigan, D. A study of hole drilling in Kevlar composites. Compos. Sci. Technol. 1998, 58, 267–283. [Google Scholar] [CrossRef]
- Xia, T.; Kaynak, Y.; Arvin, C.; Jawahir, I.S. Cryogenic cooling-induced process performance and surface integrity in drilling CFRP composite material. Int. J. Adv. Manuf. Technol. 2015, 82, 605–616. [Google Scholar] [CrossRef]
- Basmaci, G.; Yoruk, A.S.; Koklu, U.; Morkavuk, S. Impact of Cryogenic Condition and Drill Diameter on Drilling Performance of CFRP. Appl. Sci. 2017, 7, 667. [Google Scholar] [CrossRef] [Green Version]
- Sorbo, N.W.; Dionne, J.J. Dry Drilling of Stackup Composite: Benefits of CO2 Cooling. SAE Int. J. Aerosp. 2014, 7, 156–163. [Google Scholar] [CrossRef]
- Khanna, N.; Pusavec, F.; Agrawal, C.; Krolczyk, G.M. Measurement and Evaluation of Hole Attributes for Drilling CFRP Composites Using an Indigenously Developed Cryogenic Machining Facility. Measurement 2020, 154, 107504. [Google Scholar] [CrossRef]
- Zhenyuan, J.; Rao, F.; Fuji, W.; Baowei, Q.; Chunling, H. Temperature Effects in End Milling Carbon Fiber Reinforced Polymer Composites. Polym. Compos. 2018, 39, 437–447. [Google Scholar] [CrossRef]
- Koklu, U.; Morkavuk, S. Cryogenic Drilling of Carbon Fiber-Reinforced Composite (CFRP). Surf. Rev. Lett. 2019, 26, 1950060. [Google Scholar] [CrossRef]
- Kuttner, C.; Hanisch, A.; Schmalz, H.; Eder, M.; Fery, A. Influence of the Polymeric Interphase Design on the Interfacial Properties of (Fiber-Reinforced) Composites. ACS Appl. Mater. Inter. 2013, 5, 2469–2478. [Google Scholar] [CrossRef]
- Saleem, M.; Toubal, L.; Zitoune, R.; Bougherara, H. Investigating the effect of machining processes on the mechanical behavior of composite plates with circular holes. Compos. A Appl. Sci. Manuf. 2013, 55, 169–177. [Google Scholar] [CrossRef]
- Sethi, S.; Ray, B.C. Environmental effects on fibre reinforced polymeric composites: Evolving reasons and remarks on interfacial strength and stability. Adv. Colloid Interface Sci. 2015, 217, 43–67. [Google Scholar] [CrossRef]
- Mára, V.; Michalcová, L.; Kadlec, M.; Krčil, J.; Špatenka, P. The effect of long-time moisture exposure and low temperatures on mechanical behavior of open-hole Cfrp laminate. Polym. Compos. 2021, 42, 3603–3618. [Google Scholar] [CrossRef]
- An, Q.; Zhong, B.; Wang, X.; Zhang, H.; Chen, M. Effects of drilling strategies for CFRP/Ti stacks on static mechanical property and fatigue behavior of open-hole CFRP laminates. J. Manuf. Process. 2021, 64, 409–420. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elastic Properties | CFRP |
|---|---|
| Longitudinal modulus, () | 137,000 |
| Transverse modulus, () | 9000 |
| Poisson’s ratio, | 0.28 |
| Shear modulus, () | 6000 |
| Fiber content (%) | 60 ± 2 |
| Case | Drilling Ambient Temperature | Damage Condition | Drilling Process Parameters | Drills Material |
|---|---|---|---|---|
| Static tensile of LTLD | −25 °C | low | 1000 rpm, 0.02 mm/r | uncoated carbide drills |
| Static tensile of RTLD | 23 °C | Low | 4000 rpm, 0.03 mm/r | Coated carbide drills |
| Static tensile of RTHD | 23 °C | high | 1000 rpm, 0.02 mm/r | uncoated carbide drills |
| Tensile–tensile fatigue of LTLD | −25 °C | low | 1000 rpm, 0.02 mm/r | uncoated carbide drills |
| Tensile–tensile fatigue of RTLD | 23 °C | Low | 4000 rpm, 0.03 mm/r | Coated carbide drills |
| Tensile–tensile fatigue of RTHD | 23 °C | high | 1000 rpm, 0.02 mm/r | uncoated carbide drills |
| Cases | Ultrasonic Scanning Image of CFRP Drilling Delamination |
|---|---|
| LTLD −25 °C drilling; 1000 rpm, 0.02 mm/r; Uncoated carbide drills; Damage factor: 6.4–12.5% |  |
| RTLD: 23 °C drilling; 4000 rpm, 0.03 mm/r; Coated carbide drills; Damage factor: 7.1–12.7% |  |
| RTHD 23 °C drilling; 1000 rpm, 0.02 mm/r; Uncoated carbide drills; Damage factor:18.5–32% |  |
| Case | Original Hole | N = 1,000,000 | N = 2,000,000 |
|---|---|---|---|
| Tensile–tensile fatigue of LTLD; Original delamination damage factor: 10.4%; Maximum fatigue load: 45 Kn |  |  |  |
| Tensile–tensile fatigue of RTLD; Original delamination damage factor: 11.1%; Maximum fatigue load: 45 Kn |  |  |  |
| Tensile–tensile fatigue of RTHD; Original delamination damage factor: 28%; Maximum fatigue load: 45 Kn |  |  |  |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Zhang, X.; Duan, Y. Investigating the Effect of Low-Temperature Drilling Process on the Mechanical Behavior of CFRP. Polymers 2022, 14, 1034. https://doi.org/10.3390/polym14051034
Wang H, Zhang X, Duan Y. Investigating the Effect of Low-Temperature Drilling Process on the Mechanical Behavior of CFRP. Polymers. 2022; 14(5):1034. https://doi.org/10.3390/polym14051034
Chicago/Turabian StyleWang, Hongxiao, Xiaohui Zhang, and Yugang Duan. 2022. "Investigating the Effect of Low-Temperature Drilling Process on the Mechanical Behavior of CFRP" Polymers 14, no. 5: 1034. https://doi.org/10.3390/polym14051034