
Investigation of Low-Cost FDM-Printed Polymers for Elevated-Temperature Applications

 , , , and
, , , and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
- PLA black (Verbatim, Eschborn, Germany), 215 °C/75 °C;
- PLA red (Fil-A-Gehr, produced by Gehr, Mannheim, Germany), 215 °C/75 °C;
- PLA grey (Prusa), 215 °C/75 °C;
- PLA “Coffee” (Proto-Pasta, Vancouver, WA), 205 °C/60 °C;
- PLA “UV” (esun, Shenzhen, China), 210 °C/60 °C;
- PLA “temp” (esun), 210 °C/60 °C;
- HT-PLA (Filamentworld, Neu-Ulm, Germany), 215 °C/60 °C;
- Acrylonitrile-butadiene-styrene (ABS) (Filamentworld), 230 °C/90 °C;
- High-impact polystyrene (HIPS) (esun), 250 °C/90 °C;
- Polyethylene terephthalate glycol (PETG) (Filamentworld), 230 °C/60 °C;
- PETG “Glow in the dark” (extrudr, Lauterach, Austria), 210 °C/60 °C;
- HDglass (a special PETG, FormFutura), 215 °C/60 °C;
- HDglass “Carbon Fil” (FormFutura, Nijmegen, The Netherlands), 230 °C/60 °C.
3. Results and Discussion
3.1. Prequalification Tests with All Materials
3.2. Further Prequalification Tests with Chosen Materials
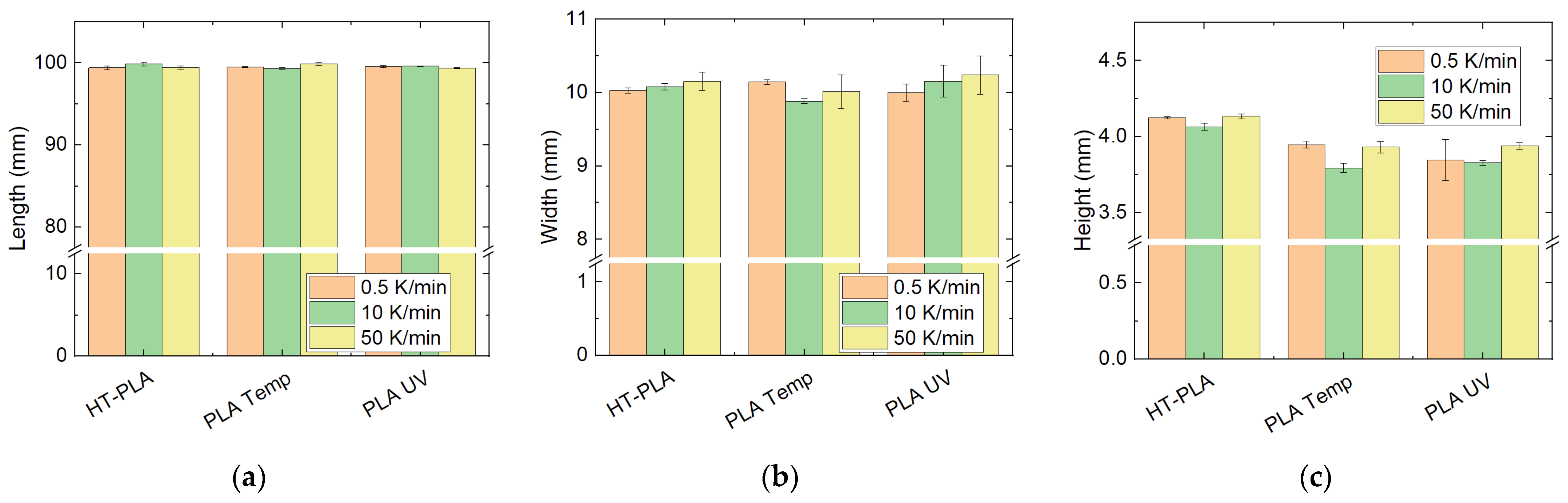
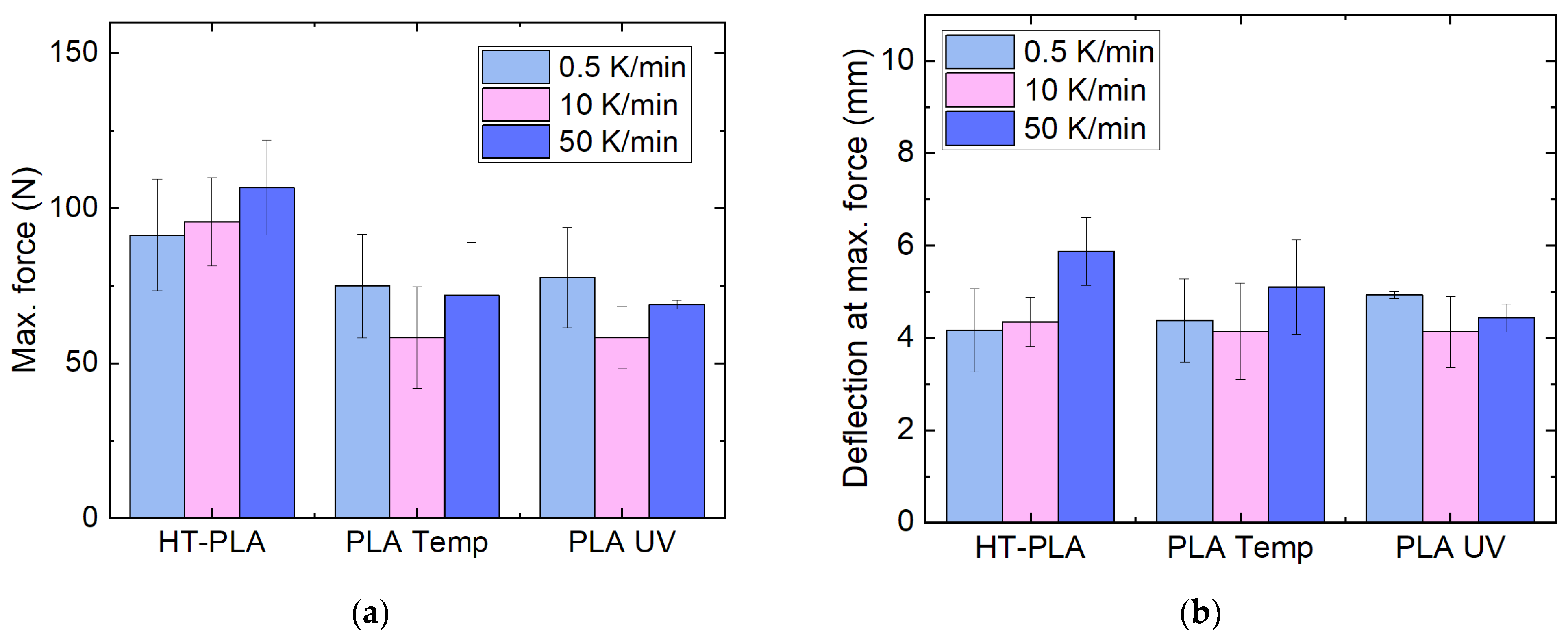
3.3. Further Prequalification Tests with the Materials for the Final Test
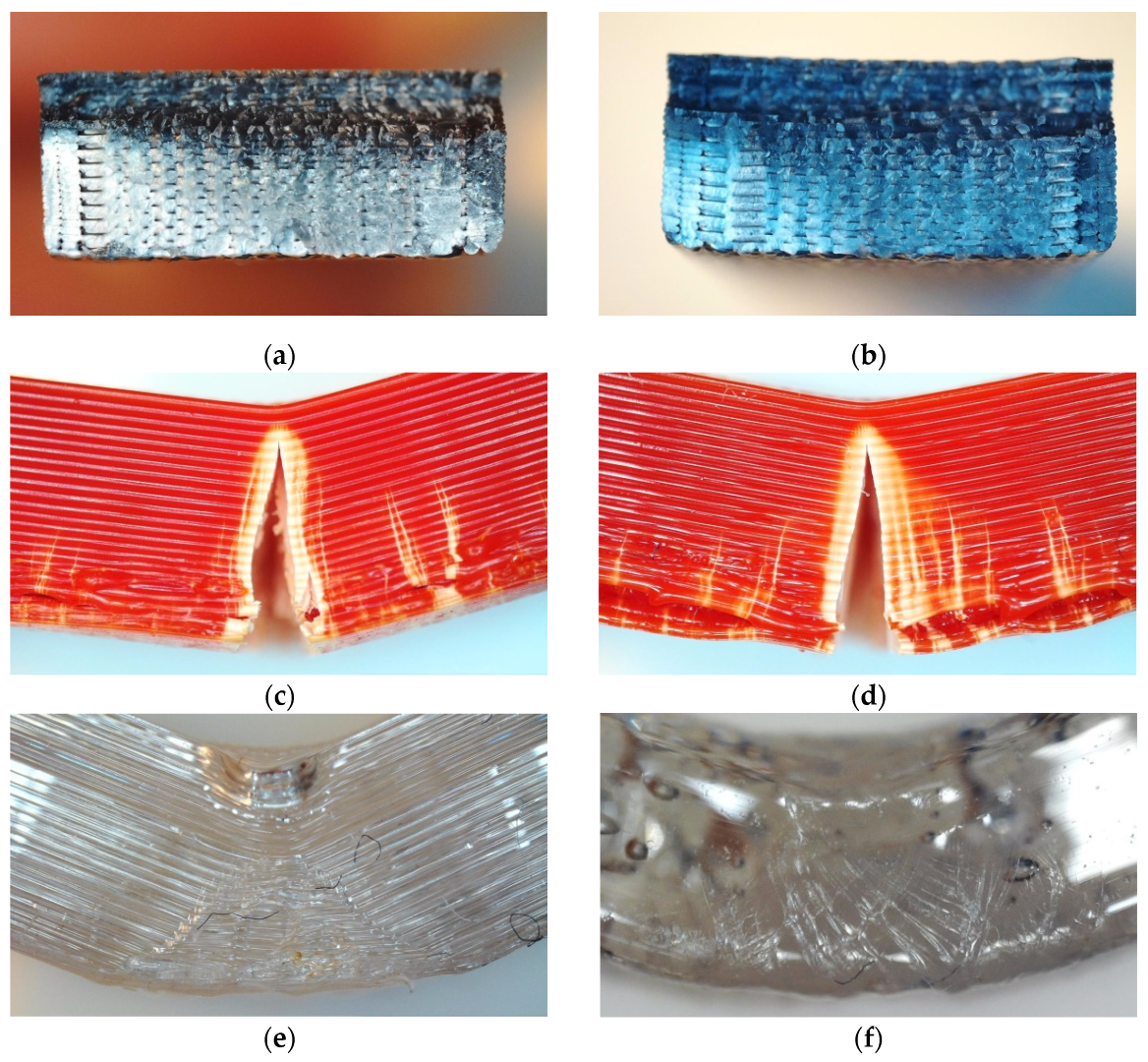
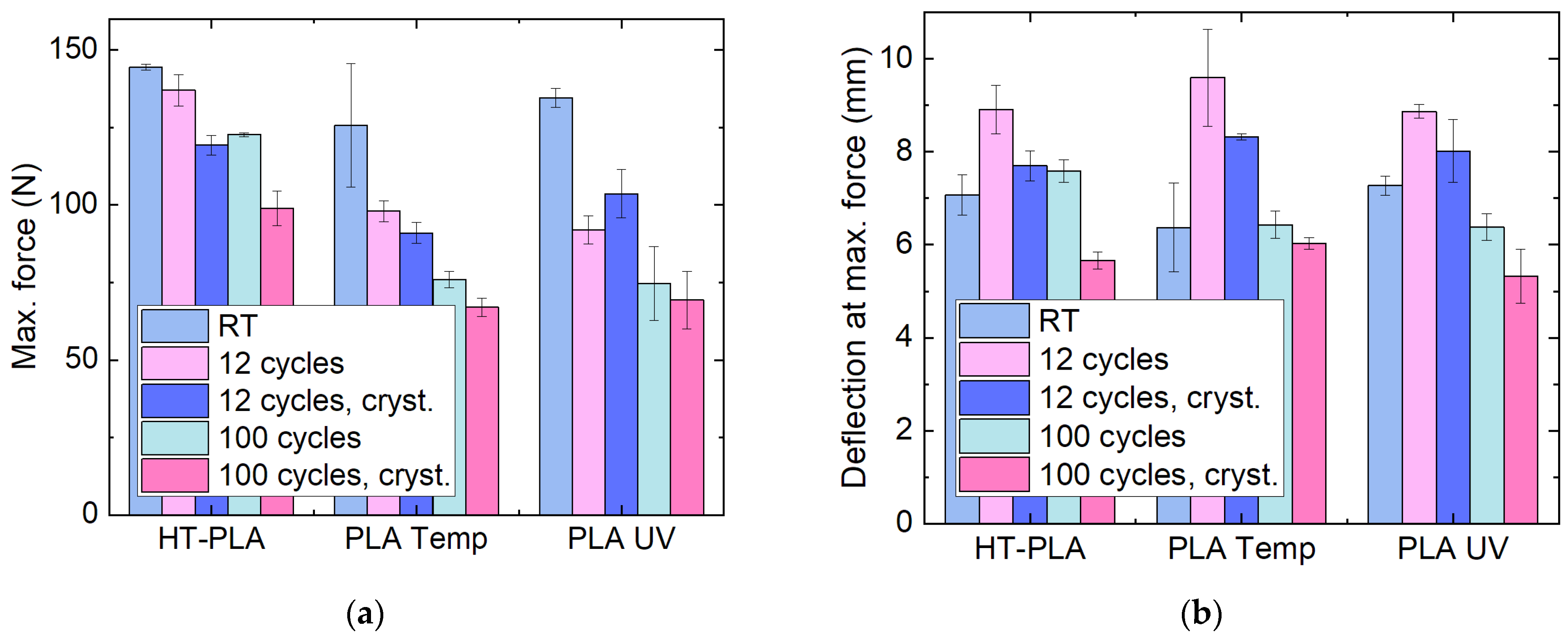
3.4. Final Tests in the Climate Chamber
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ben-Ner, A.; Siemsen, E. Decentralization and Localization of Production: The Organizational and Economic Consequences of Additive Manufacturing (3D Printing). Calif. Manag. Rev. 2017, 59, 5–23. [Google Scholar] [CrossRef]
- Vanaei, H.R.; Khelladi, S.; Deligant, M.; Shirinbayan, M.; Tcharkhtchi, A. Numerical prediction for temperature profile of parts manufactured using fused filament fabrication. J. Manuf. Processes 2022, 76, 548–558. [Google Scholar] [CrossRef]
- Noorani, R. Rapid Prototyping: Principles and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2005. [Google Scholar]
- Chen, Z.; Zhao, D.H.; Liu, B.H.; Nian, G.D.; Li, X.K.; Yin, J.; Qu, S.X.; Wang, W. 3D Printing of Multifunctional Hydrogels. Adv. Funct. Mater. 2019, 29, 1900971. [Google Scholar] [CrossRef]
- Korger, M.; Bergschneider, J.; Lutz, M.; Mahltig, B.; Finsterbusch, K.; Rabe, M. Possible applications of 3D printing technology on textile substrates. IOP Conf. Ser. Mater. Sci. Eng. 2016, 141, 012011. [Google Scholar] [CrossRef] [Green Version]
- Tan, D.K.; Maniruzzaman, M.; Nokhodchi, A. Advanced Pharmaceutical Applications of Hot-Melt Extrusion Coupled with Fused Deposition Modelling (FDM) 3D Printing for Personalised Drug Delivery. Pharmaceutics 2018, 10, 203. [Google Scholar] [CrossRef] [Green Version]
- Tümer, E.H.; Erbil, H.Y. Extrusion-Based 3D Printing Applications of PLA Composites: A Review. Coatings 2021, 11, 390. [Google Scholar] [CrossRef]
- Wong, J.L.Y. 3D printing applications for space missions. Aerosp. Med. Hum. Perform. 2016, 87, 580–582. [Google Scholar] [CrossRef]
- Thiam, B.G.; El Magri, A.; Vanaei, H.R.; Vaudreuil, S. 3D Printed and conventional membranes—A review. Polymers 2022, 14, 1023. [Google Scholar] [CrossRef]
- Wang, Y.N.; Lei, M.J.; Wie, Q.H.; Wang, Y.M.; Zhang, J.; Guo, Y.; Saroia, J. 3D printing biocompatible l-Arg/GNPs/PLA nanocomposites with enhanced mechanical property and thermal stability. J. Mater. Sci. 2020, 55, 5064–5078. [Google Scholar] [CrossRef]
- Chen, Q.Y.; Mangadlao, J.D.; Wallat, J.; De Leon, A.; Pokorski, J.K.; Advincula, R.C. 3D Printing Biocompatible Polyurethane/Poly(lactic acid)/Graphene Oxide Nanocomposites: Anisotropic Properties. ACS Appl. Mater. Interfaces 2017, 9, 4015–4023. [Google Scholar] [CrossRef]
- Vinyas, M.; Athul, S.J.; Harursampath, D.; Nguyen Thoi, T. Experimental evaluation of the mechanical and thermal properties of 3D printed PLA and its composites. Mater. Res. Express 2019, 6, 115301. [Google Scholar] [CrossRef]
- Ranjan, N.; Singh, R.; Ahuja, I.P.S.; Kumar, R.; Singh, D.; Ramniwas, S.; Verma, A.K.; Mittal, D. 3D printed scaffolds for tissue engineering applications: Mechanical, morphological, thermal, in-vitro and in-vivo investigations. CIRP J. Manuf. Sci. Technol. 2021, 32, 205–216. [Google Scholar] [CrossRef]
- Cuiffo, M.A.; Snyder, J.; Elliott, A.M.; Romero, N.; Kannan, S.; Halada, G.P. Impact of the Fused Deposition (FDM) Printing Process on Polylactic Acid (PLA) Chemistry and Structure. Appl. Sci. 2017, 7, 579. [Google Scholar] [CrossRef] [Green Version]
- Sing, R.; Kumar, R.; Tiwari, S.; Vishwakarma, S.; Kakkar, S.; Rajora, V.; Bhatoa, S. On secondary recycling of ZrO2-reinforced HDPE filament prepared from domestic waste for possible 3-D printing of bearings. J. Thermoplast. Compos. Mater. 2019, 34, 1254–1272. [Google Scholar] [CrossRef]
- Blachowicz, T.; Pajak, K.; Recha, P.; Ehrmann, A. 3D printing for microsatellites—Material requirements and recent developments. AIMS Mater. Sci. 2020, 7, 926–938. [Google Scholar] [CrossRef]
- O’Reilly, D.; Herdrich, G.; Kavanagh, D.F. Electric propulsion methods for small satellites: A review. Aerospace 2021, 8, 22. [Google Scholar] [CrossRef]
- Blachowicz, T.; Ehrmann, G.; Ehrmann, A. Metal additive manufacturing for satellites and rockets. Appl. Sci. 2021, 11, 12036. [Google Scholar] [CrossRef]
- Schulte, P.Z.; Spencer, D.A. Development of an integrated spacecraft guidance, navigation, & control subsystem for automated proximity operations. Acta Astronaut. 2016, 118, 168–186. [Google Scholar]
- Valer, J.C.; Roberts, G.; Chambers, A.; Owen, J.; Roberts, M. Development of a reusable atomic oxygen sensor using zinc oxide thick films. IEEE Sens. J. 2013, 13, 3046–3052. [Google Scholar] [CrossRef] [Green Version]
- Li, L.; Yang, J.C.; Minton, T.K. Morphological changes at a silver surface resulting from exposure to hyperthermal atomic oxygen. J. Phys. Chem. C 2007, 111, 6763–6771. [Google Scholar] [CrossRef]
- Blachowicz, T.; Ehrmann, A. Shielding of cosmic radiation by fibrous materials. Fibers 2021, 9, 60. [Google Scholar] [CrossRef]
- Abdullah, F.; Okuyaja, K.I.; Morimitsu, A.; Yamagata, N. Effects of thermal cycle and ultraviolet radiation on 3D printed carbon fiber/polyether ether Ketone Ablator. Aerospace 2020, 7, 95. [Google Scholar] [CrossRef]
- Kafi, A.; Wu, H.; Langston, J.; Atak, O.; Kim, H.; Kim, S.; Fahy, W.P.; Reber, R.; Misasi, J.; Bateman, S.; et al. Evaluation of additively manufactured ultraperformance polymers to use as thermal protection systems for spacecraft. J. Appl. Polym. Sci. 2020, 137, 49117. [Google Scholar] [CrossRef]
- Costanzo, A.; Cavallo, D.; McIlroy, C. High-performance co-polyesters for material-extrusion 3D printing: A molecular perspective of weld properties. Addit. Manuf. 2022, 49, 102474. [Google Scholar] [CrossRef]
- Storck, J.L.; Ehrmann, G.; Uthoff, J.; Diestelhorst, E.; Blachowicz, T.; Ehrmann, A. Investigating polymeric 3D printed materials under extreme thermal conditions. Mater. Futures 2022, 1, 015001. [Google Scholar] [CrossRef]
- Wach, R.A.; Wolszczak, P.; Adamus-Wlodarczyk, A. Enhancement of Mechanical Properties of FDM-PLA Parts via Thermal Annealing. Macromol. Mater. Eng. 2018, 303, 1800169. [Google Scholar] [CrossRef]
- Rinaldi, M.; Ghidini, T.; Cecchini, F.; Brandao, A.; Nanni, F. Additive layer manufacturing of poly (ether ether ketone) via FDM. Compos. Part B Eng. 2018, 145, 162–172. [Google Scholar] [CrossRef]
- Sirjani, E.; Cragg, P.J.; Dymond, M.K. Glass transition temperatures, melting temperatures, water contact angles and dimensional precision of simple fused deposition model 3D prints and 3D printed channels constructed from a range of commercially available filaments. Chem. Data Collect. 2019, 22, 100244. [Google Scholar] [CrossRef]
- Storck, J.L.; Grothe, T.; Tuvshinbayar, K.; Diestelhorst, E.; Wehlage, D.; Brockhagen, B.; Wortmann, M.; Frese, N.; Ehrmann, A. Stabilization and Incipient Carbonization of Electrospun Polyacrylonitrile Nanofibers Fixated on Aluminum Substrates. Fiber 2020, 8, 55. [Google Scholar] [CrossRef]
- Sölmann, S.; Rattenholl, A.; Blattner, H.; Ehrmann, G.; Gudermann, F.; Lütkemeyer, D.; Ehrmann, A. Mammalian cell adhesion on different 3D printed polymers with varying sterilization methods and acidic treatment. AIMS Bioeng. 2021, 8, 25–35. [Google Scholar]
- Lapcík, L.; Vasina, M.; Lapcíková, B.; Stanek, M.; Ovsík, M.; Murtaja, Y. Study of the material engineering properties of high-density poly(ethylene)/perlite nanocomposite materials. Nanotechnol. Rev. 2020, 9, 1491–1499. [Google Scholar] [CrossRef]
- Liu, G.Y.; Qiu, G.X. Study on the mechanical and morphological properties of toughened polypropylene blends for automobile bumpers. Polym. Bull. 2013, 70, 849–857. [Google Scholar] [CrossRef] [Green Version]
- Kozior, T.; Blachowicz, T.; Ehrmann, A. Adhesion of 3D printing on textile fabrics—inspiration from and for other research areas. J. Eng. Fibers Fabr. 2020, 15, 1558925020910875. [Google Scholar]
- Sitotaw, D.B.; Ahrendt, D.; Kyosev, Y.; Kabish, A.K. Additive manufacturing and textiles—state-of-the-art. Appl. Sci. 2020, 10, 5033. [Google Scholar] [CrossRef]
- Levenhagen, N.P.; Dadmun, M.D. Bimodal molecular weight samples improve the isotropy of 3D printed polymeric samples. Polymer 2017, 122, 232–241. [Google Scholar] [CrossRef]
- Vurat, M. Mechanical evaluation of 3D printed polycaprolactone scaffolds: Effect of molecular weight. Int. J. 3d Print. Technol. Digit. Ind. 2021, 5, 251–258. [Google Scholar]

















Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Storck, J.L.; Ehrmann, G.; Güth, U.; Uthoff, J.; Homburg, S.V.; Blachowicz, T.; Ehrmann, A. Investigation of Low-Cost FDM-Printed Polymers for Elevated-Temperature Applications. Polymers 2022, 14, 2826. https://doi.org/10.3390/polym14142826
Storck JL, Ehrmann G, Güth U, Uthoff J, Homburg SV, Blachowicz T, Ehrmann A. Investigation of Low-Cost FDM-Printed Polymers for Elevated-Temperature Applications. Polymers. 2022; 14(14):2826. https://doi.org/10.3390/polym14142826
Chicago/Turabian StyleStorck, Jan Lukas, Guido Ehrmann, Uwe Güth, Jana Uthoff, Sarah Vanessa Homburg, Tomasz Blachowicz, and Andrea Ehrmann. 2022. "Investigation of Low-Cost FDM-Printed Polymers for Elevated-Temperature Applications" Polymers 14, no. 14: 2826. https://doi.org/10.3390/polym14142826