
Morphological Evolution and Damping Properties of Dynamically Vulcanized Butyl Rubber/Polypropylene Thermoplastic Elastomers

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of IIR/PP-TPV
2.3. Characterization
3. Results
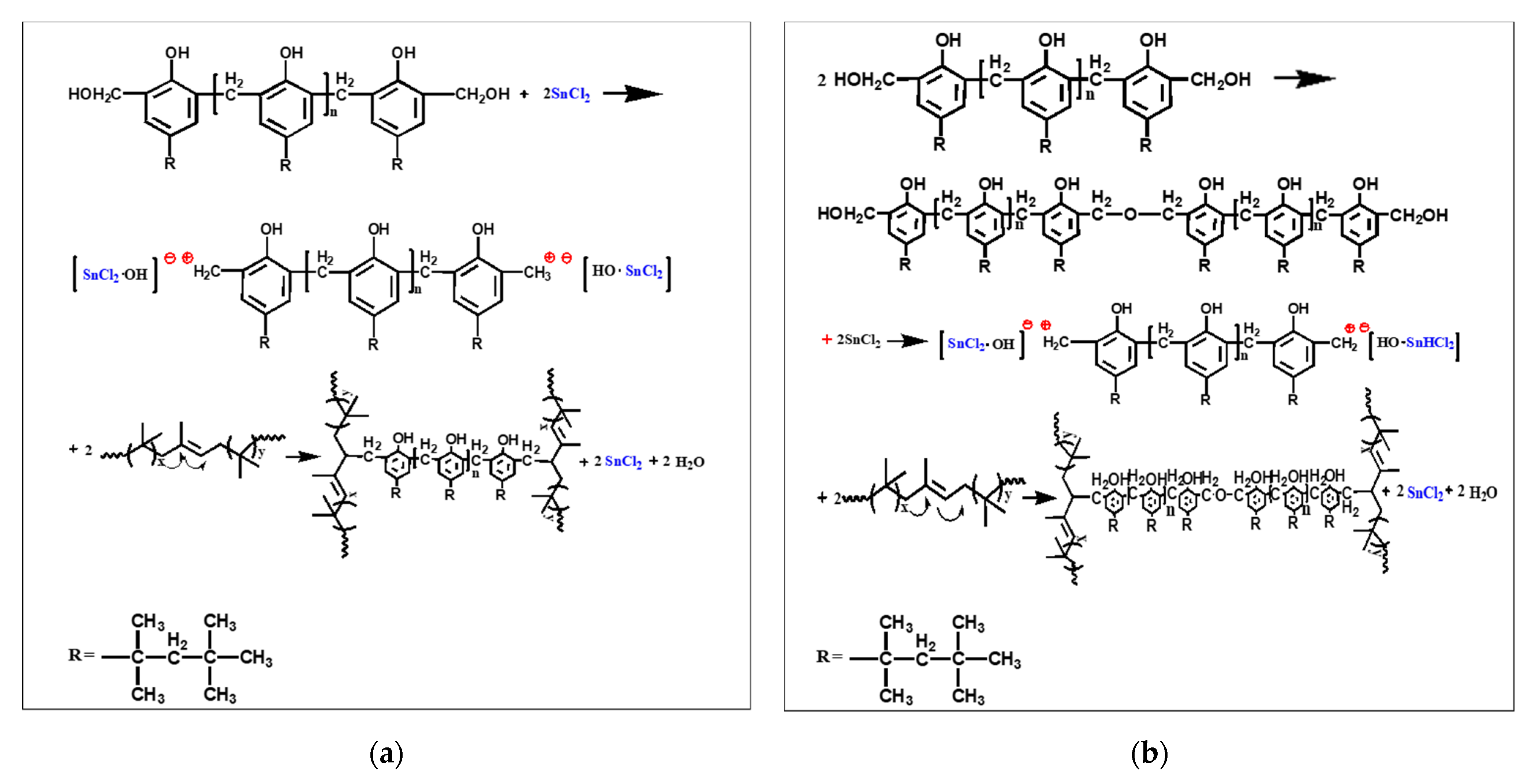
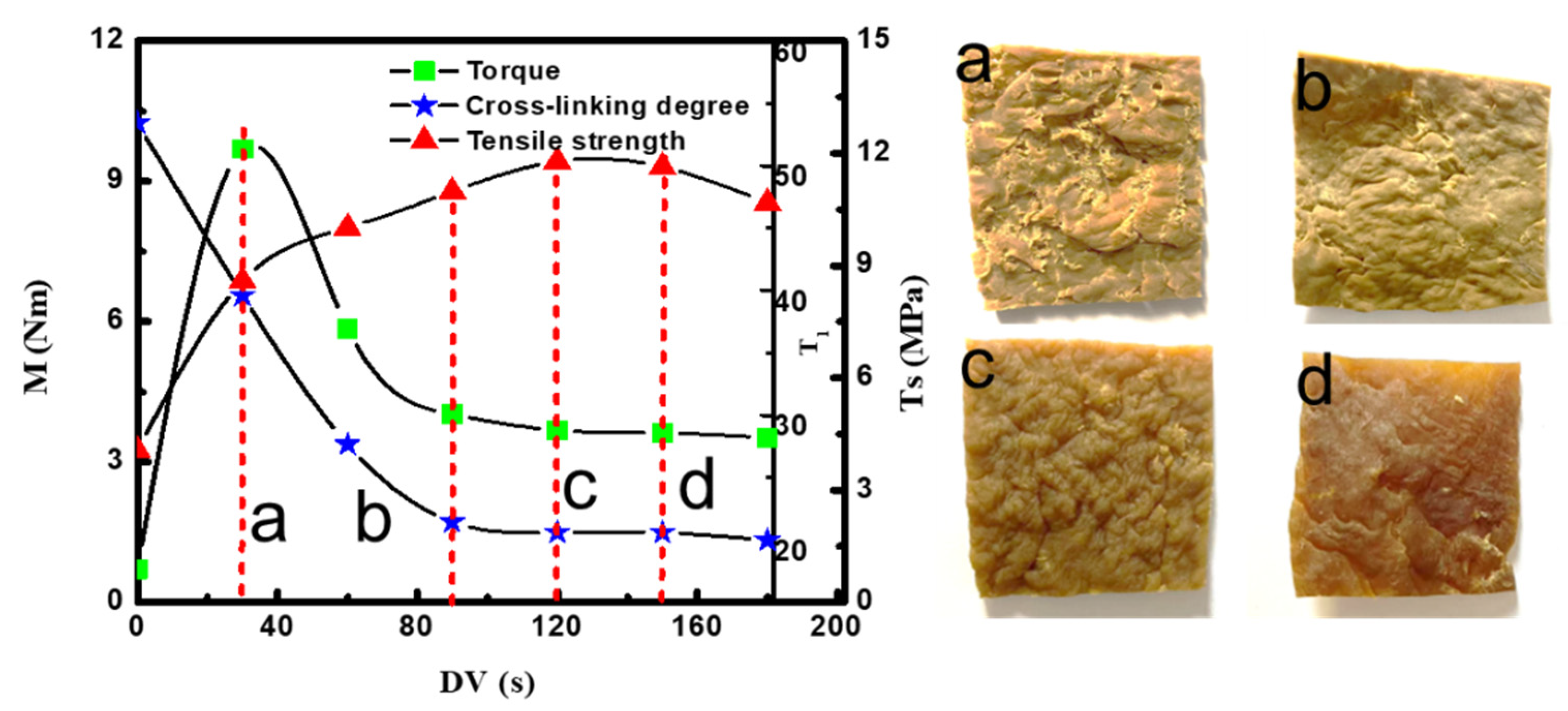
3.1. Evolution of Cross-Linking Degree of IIR during DV
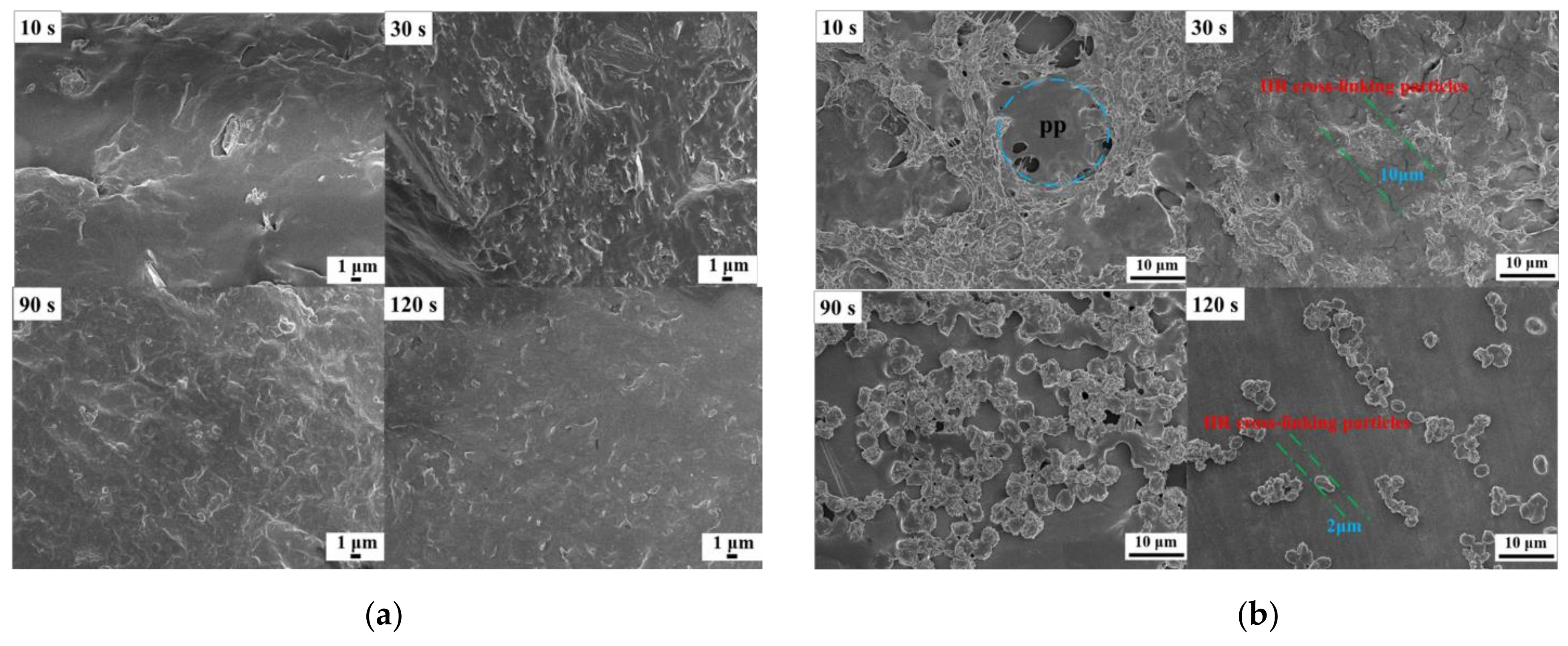
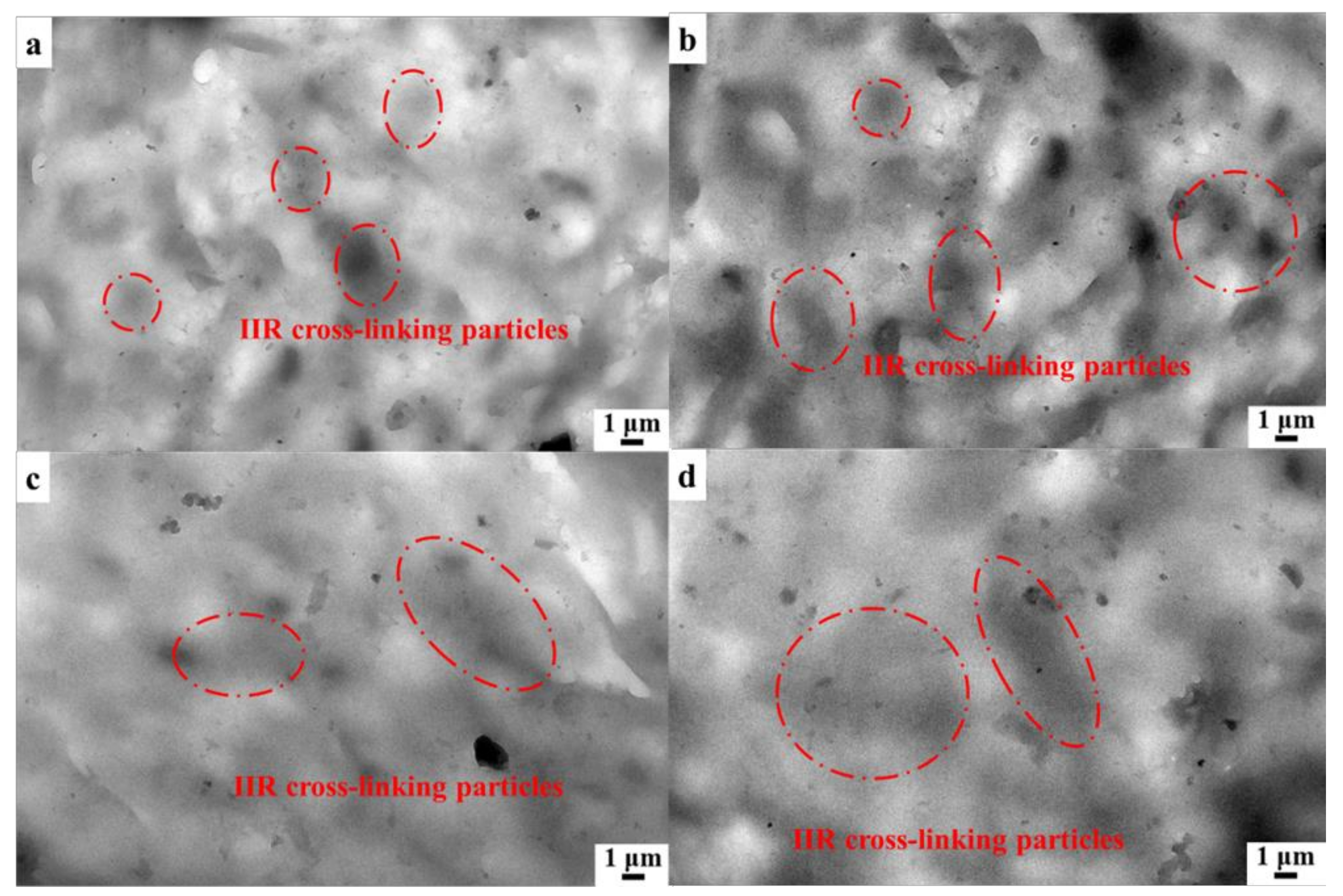
3.2. Morphological Evolution of Rubber/Plastic Phase of IIR/PP-TPV during DV
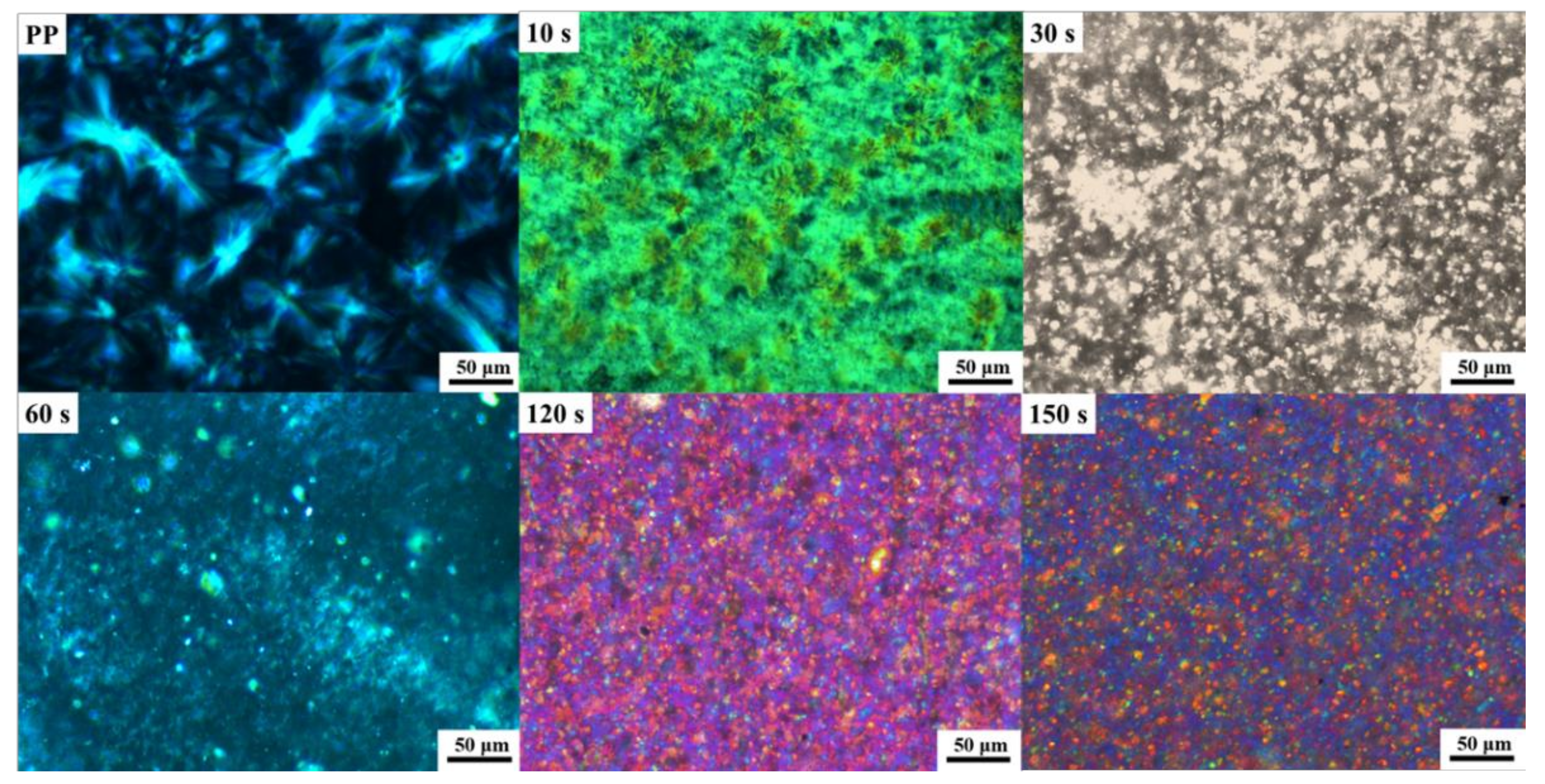
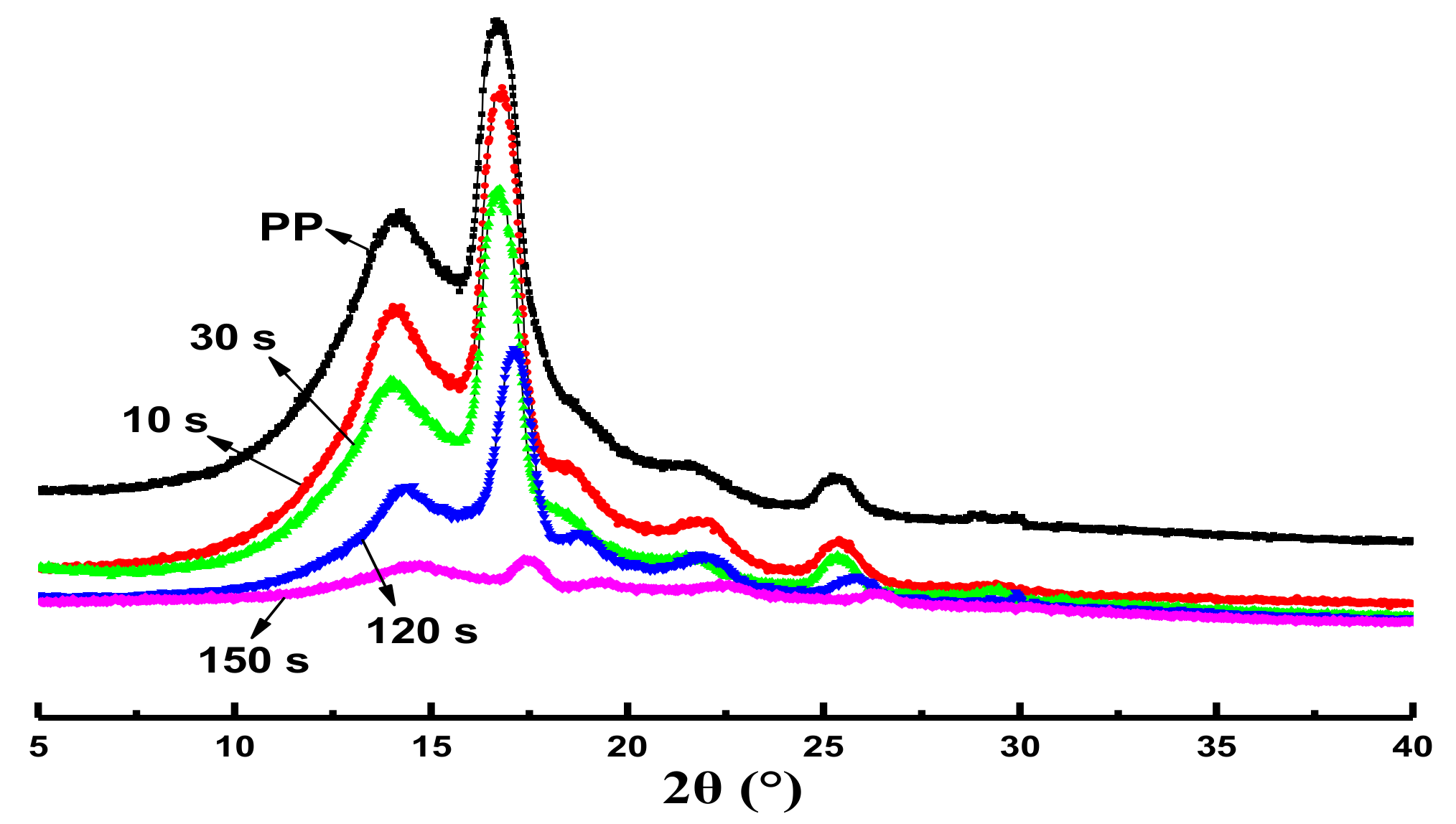
3.3. Evolution of Crystal Morphology and Structural Evolution of PP during DV
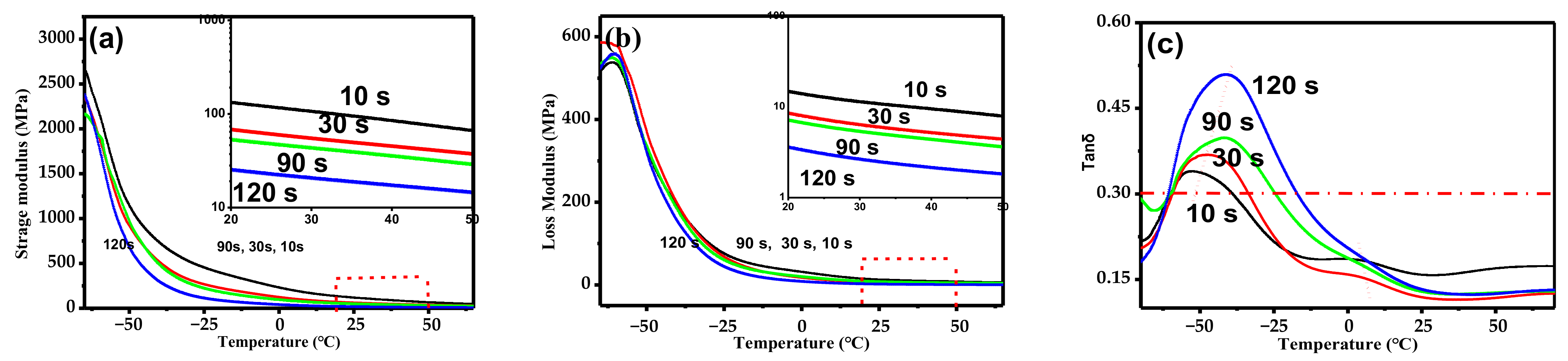
3.4. Evolution of Damping Properties of IIR/PP-TPV during DV
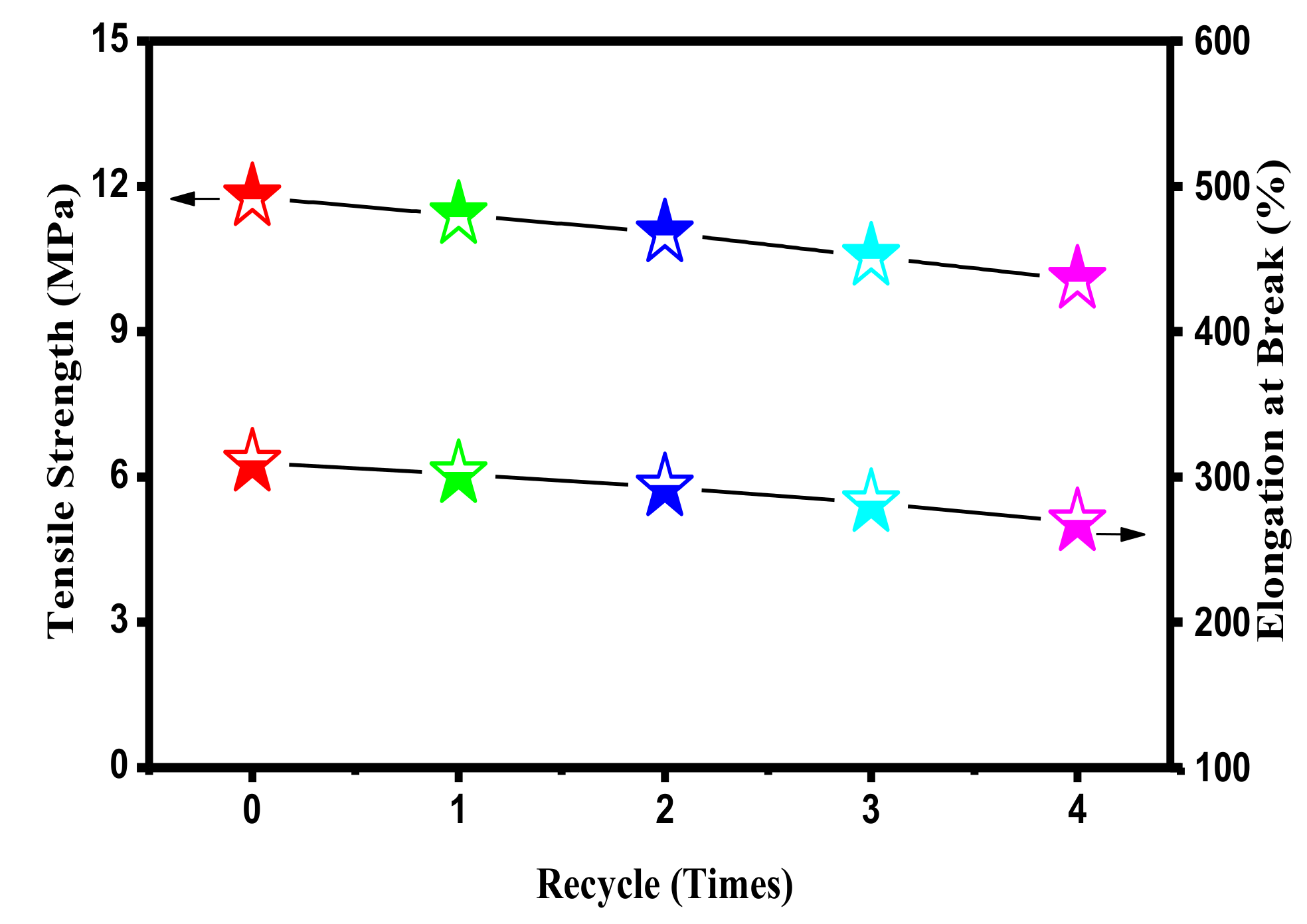
3.5. Recyclability
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, X.; Kang, H.L.; Luo, Q.L.; Shen, J.X. Preparation and properties of a novel poly(lactic-acid)-based thermoplastic vulcanizate from both experiments and simulations. RSC Adv. 2022, 12, 9534–9542. [Google Scholar] [CrossRef] [PubMed]
- Li, M.C.; Wang, Y.; Shen, C.H.; Gao, S.J. PP/POE thermoplastic elastomer prepared by dynamic vulcanization and its flame retardant modification. J. Elastom. Plast. 2022, 54, 209–224. [Google Scholar] [CrossRef]
- Wu, H.G.; Tian, M.; Zhang, L.Q.; Tian, H.C.; Wu, Y.P.; Ning, N.Y.; Chan, T.W. New Understanding of Morphology Evolution of Thermoplastic Vulcanizate (TPV) during Dynamic Vulcanization. ACS Sustain. Chem. Eng. 2015, 3, 26–32. [Google Scholar] [CrossRef]
- Antunes, C.F.; Duin, M.V.; Machado, A.V. Effect of crosslinking on morphology and phase inversion of EPDM/PP blends. Mater. Chem. Phys. 2012, 133, 410–418. [Google Scholar] [CrossRef]
- Romin, R.; Nakason, C.; Thitithammawong, A. Influence of Curing Systems on Mechanical, Dynamic, and Morphological Properties of Dynamically Cured Epoxidized Natural Rubber/Copolyamide Blends. Adv. Mater. Res. 2013, 844, 81–84. [Google Scholar] [CrossRef]
- Taksapattanakul, K.; Tulyapitak, T.; Phinyocheep, P.; Ruamcharoen, P.; Ruamcharoen, J.; Lagarde, F.; Edely, M.; Daniel, P. Raman investigation of thermoplastic vulcanizates based on hydrogenated natural rubber/polypropylene blends. Polym. Test. 2017, 57, 107–114. [Google Scholar] [CrossRef]
- Ning, N.Y.; Li, S.Q.; Wu, H.G.; Tian, H.C.; Yao, P.J.; Hu, G.H.; Tian, M.; Zhang, L.Q. Preparation, microstructure, and microstructure-properties relationship of thermoplastic vulcanizates (TPVs): A review. Prog. Polym. Sci. 2018, 79, 61–97. [Google Scholar] [CrossRef]
- Li, C.Q.; Zha, J.W.; Li, Z.J.; Zhang, D.L.; Wang, S.J.; Dang, Z.M. Towards balanced mechanical and electrical properties of thermoplastic vulcanizates composites via unique synergistic effects of single-walled carbon nanotubes and graphene. Compos. Sci. Technol. 2018, 157, 134–143. [Google Scholar] [CrossRef]
- Chanthot, P.; Kaeophimmueang, N.; Larpsuriyakul, P.; Pattamaprom, C. The effect of dynamic vulcanization systems on the mechanical properties and phase morphology of PLA/NR reactive blends. J. Polym. Res. 2021, 34, 34. [Google Scholar] [CrossRef]
- Li, S.Q.; Tian, H.C.; Hu, G.H.; Ning, N.Y.; Tian, M.; Zhang, L.Q. Effects of shear during injection molding on the anisotropic microstructure and properties of EPDM/PP TPV containing rubber nanoparticle agglomerates. Polymer 2021, 3, 124008. [Google Scholar] [CrossRef]
- Dey, P.; Naskar, K.; Nando, G.B. Theoretical and morphological evaluation of dynamic viscoelasticity and thermo-mechanical characteristics of TPV composites. Polymer 2015, 70, 161–172. [Google Scholar] [CrossRef]
- Uthaman, R.N.; Pandurangan, A.; Majeed, S.S.M.A. Mechanical, thermal, and morphological characteristics of compatibilized and dynamically vulcanized polyoxymethylene/ethylene propylene diene terpolymer blends. Polym. Eng. Sci. 2010, 47, 934–942. [Google Scholar] [CrossRef]
- Li, C.; Xu, S.A.; Xiao, F.Y.; Wu, C.F. Dynamic mechanical properties of chlorinated butyl rubber blends. Eur. Polym. J. 2006, 42, 2507–2514. [Google Scholar] [CrossRef]
- Yao, P.; Wu, H.; Ning, N.; Ning, N.Y.; Zhang, L.Q.; Tian, H.C.; Wu, Y.P.; Hu, G.H.; Chan, T.W.; Tian, M. Microstructure and properties of bromo-isobutylene-isoprene rubber/polyamide 12 thermoplastic vulcanizate toward recyclable inner liners for green tires. RSC Adv. 2016, 6, 30004–30013. [Google Scholar] [CrossRef]
- Thitithammawong, A.; Nakason, C.; Sahakaro, K.; Noordermeer, J. Effect of different types of peroxides on rheological, mechanical, and morphological properties of thermoplastic vulcanizates based on natural rubber/polypropylene blends. Polym. Test. 2007, 26, 537–546. [Google Scholar] [CrossRef]
- Li, S.Q.; Lv, Y.F.; Sheng, J.; Tian, H.C.; Ning, N.Y.; Zhang, L.Q.; Wu, H.G.; Tian, M. Morphology development of POE/PP thermoplastic vulcanizates (TPVs) during dynamic vulcanization. Eur. Polym. J. 2017, 93, 590–601. [Google Scholar] [CrossRef]
- Lattimer, R.P.; Kinsey, R.A.; Layer, R.W.; Rhee, C.K. The Mechanism of Phenolic Resin Vulcanization of Unsaturated Elastomers. Rubber Chem. Technol. 1989, 62, 107–123. [Google Scholar] [CrossRef]
- Sun, Y.; Fan, C.; Zhao, Y.; Jia, L. Peroxide-Cured Isobutylene-Isoprene Rubber Composite: Methacrylate Coagent and En-hanced Mechanical Properties by In Situ Formed Methacrylate Domains. Ind. Eng. Chem. Res. 2021, 60, 2728–2735. [Google Scholar] [CrossRef]
- Kuhn, W.; Barth, P.; Hafner, S.; Simon, G. Material Properties Imaging of Cross-Linked Polymers by NMR. Macromolecules 1994, 27, 5773–5779. [Google Scholar] [CrossRef]
- Chen, X.H.; Hu, C.Q.; Yan, H.B.; Li, C.Q.; Ling, X.J. Preparation and properties of dynamically vulcanised blends of isobutylene-isoprene rubber and isotactic polypropylene. Plast. Rubber Compos. 2009, 38, 183–186. [Google Scholar] [CrossRef]
- Antunes, C.F.; Machado, A.V.; Duin, M.V. Morphology development and phase inversion during dynamic vulcanisation of EPDM/PP blends. Eur. Polym. J. 2011, 47, 1447–1459. [Google Scholar] [CrossRef]
- Yao, P.J.; Tian, M.; Zhang, L.Q.; Tian, H.C. Phase morphologies of vulcanized chlorobutyl rubber/polyamide 12 blends: The breakup of pre-crosslinked CIIR phase. J. Appl. Polym. Sci. 2014, 131, 40765–70771. [Google Scholar] [CrossRef]
- Jones, A.T.; Aizlewood, J.M.; Beckett, D.R. Crystalline forms of isotactic polypropylene. Macromol. Chem. Phys. 1964, 75, 134–158. [Google Scholar] [CrossRef]
- Tian, M.; Han, J.B.; Zou, H.; Tian, H.C.; Wu, H.G.; She, Q.Y.; Chen, W.Q.; Zhang, L.Q. Dramatic influence of compatibility on crystallization behavior and morphology of polypropylene in NBR/PP thermoplastic vulcanizates. J. Polym. Res. 2012, 19, 9745–9758. [Google Scholar] [CrossRef]
- Hou, J.R.; Zhong, M.; Pan, X.L.; Zhang, J.M.; Duan, Y.X. Fabricating 3D printable BIIR/PP TPV via masterbatch and interfacial compatibilization. Compos. Part B Eng. 2020, 199, 108220–108254. [Google Scholar] [CrossRef]
- Ma, L.; Yang, W.; Guo, H. Effect of Cross-Linking Degree of EPDM Phase on the Morphology Evolution and Crystallization Behavior of Thermoplastic Vulcanizates Based on Polyamide 6 (PA6)/Ethylene-Propylene-Diene Rubber (EPDM) Blends. Polymers 2019, 11, 1375. [Google Scholar] [CrossRef] [Green Version]
- Liao, F.S.; Su, A.C.; Hsu, T.C. Damping behaviour of dynamically cured butyl rubber/polypropylene blends. Polymer 1994, 35, 2579–2586. [Google Scholar] [CrossRef]
- Ning, N.Y.; Hu, L.J.; Yao, P.J.; Wu, H.G.; Han, J.B.; Zhang, L.J.; Tian, H.C.; Tian, M. Study on the microstructure and properties of bromobutyl rubber (BIIR)/polyamide-12 (PA12) thermoplastic vulcanizates (TPVs). J. Appl. Polym. Sci. 2016, 133, 43043–43051. [Google Scholar] [CrossRef]
- Zhao, Y.S.; Liu, Z.W.; Su, B.; Chen, F.; Fu, Q.; Ning, N.Y.; Tian, M. Property enhancement of PP-EPDM thermoplastic vulcanizates via shear-induced break-up of nano-rubber aggregates and molecular orientation of the matrix. Polymer 2015, 63, 170–178. [Google Scholar] [CrossRef]
- Huy, T.A.; Luepke, T.; Radusch, H.J. Characterization of the deformation behavior of dynamic vulcanizates by FTIR spectroscopy. J. Appl. Polym. Sci. 2001, 80, 148–158. [Google Scholar] [CrossRef]
- Oderkerk, J.; Schaetzen, G.D.; Goderis, B.; Hellemans, L.; Groeninckx, G. Micromechanical Deformation and Recovery Pro-cesses of Nylon-6/Rubber Thermoplastic Vulcanizates as Studied by Atomic Force Microscopy and Transmission Electron Microscopy. Macromolecules 2002, 35, 6623–6629. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Tp (°C) | Tg of IIR (°C) | Tg of PP (°C) |
|---|---|---|---|
| 10 s | 20.2 | −51.3 | 2.3 |
| 30 s | 25.9 | −47.9 | 2.5 |
| 90 s | 34.6 | −43.7 | - |
| 120 s | 43.6 | −40.6 | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, Q.; Hu, S.; Han, L.; Zong, C.; Sun, J. Morphological Evolution and Damping Properties of Dynamically Vulcanized Butyl Rubber/Polypropylene Thermoplastic Elastomers. Polymers 2022, 14, 2740. https://doi.org/10.3390/polym14132740
Tang Q, Hu S, Han L, Zong C, Sun J. Morphological Evolution and Damping Properties of Dynamically Vulcanized Butyl Rubber/Polypropylene Thermoplastic Elastomers. Polymers. 2022; 14(13):2740. https://doi.org/10.3390/polym14132740
Chicago/Turabian StyleTang, Qi, Shiteng Hu, Lijing Han, Chengzhong Zong, and Jujie Sun. 2022. "Morphological Evolution and Damping Properties of Dynamically Vulcanized Butyl Rubber/Polypropylene Thermoplastic Elastomers" Polymers 14, no. 13: 2740. https://doi.org/10.3390/polym14132740