
The Impact of Reprocessing with a Quad Screw Extruder on the Degradation of Polypropylene


Abstract
:
1. Introduction
2. Experimental Method
2.1. Material
2.2. Processing Methods
2.3. Characterization
2.3.1. Melt Flow Index
2.3.2. Rheological Properties
2.3.3. Morphology
2.3.4. Izod Impact Test
3. Results and Discussion
3.1. Extrusion Parameters
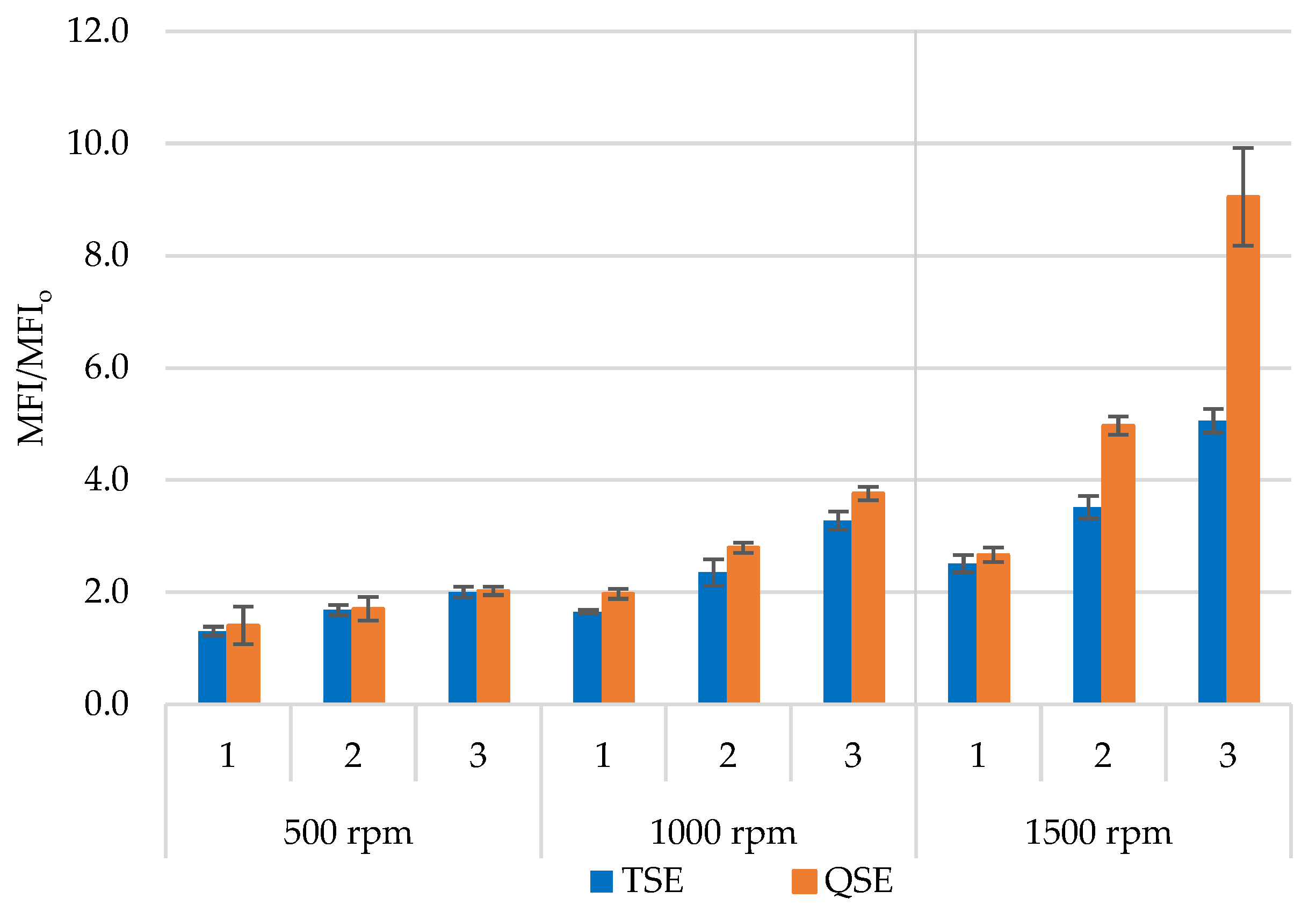
3.2. Melt Flow Index
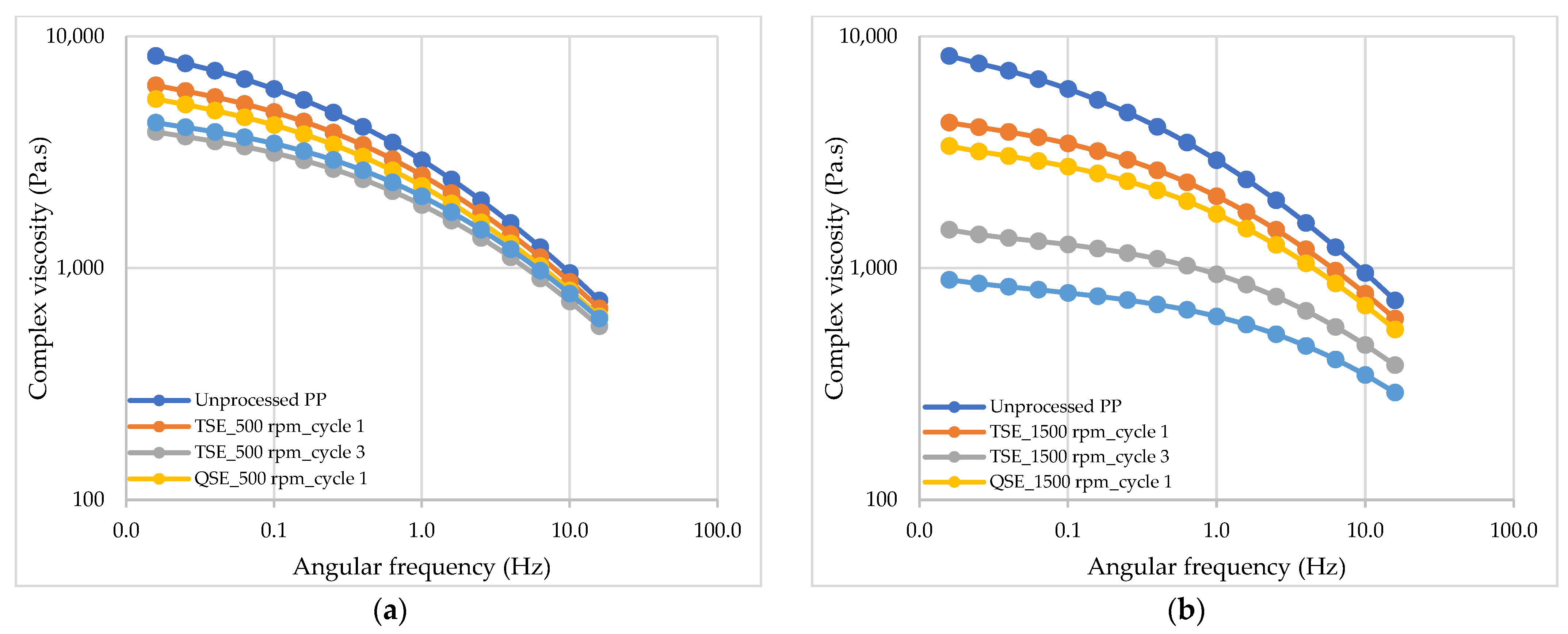
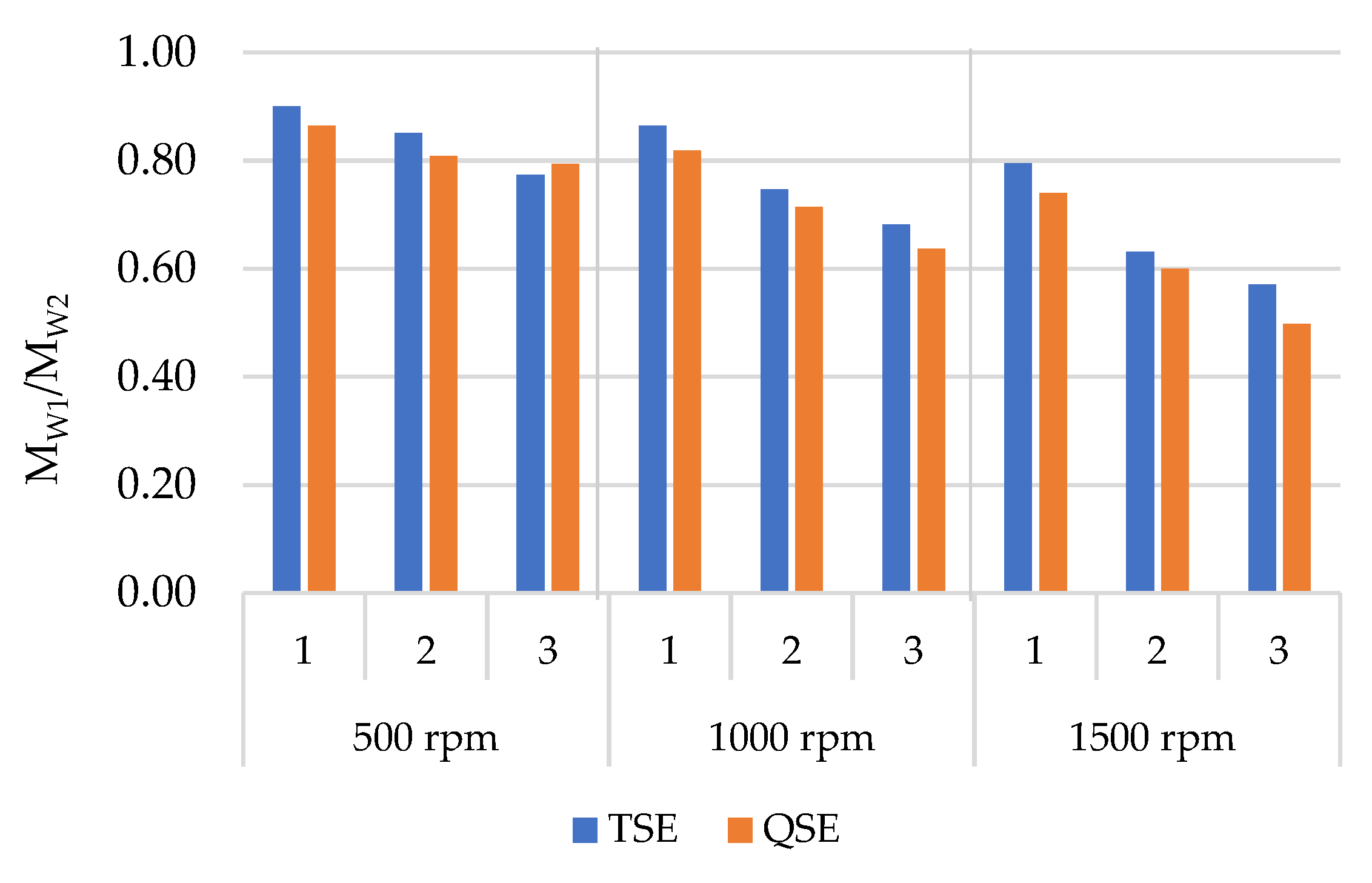
3.3. Rheology
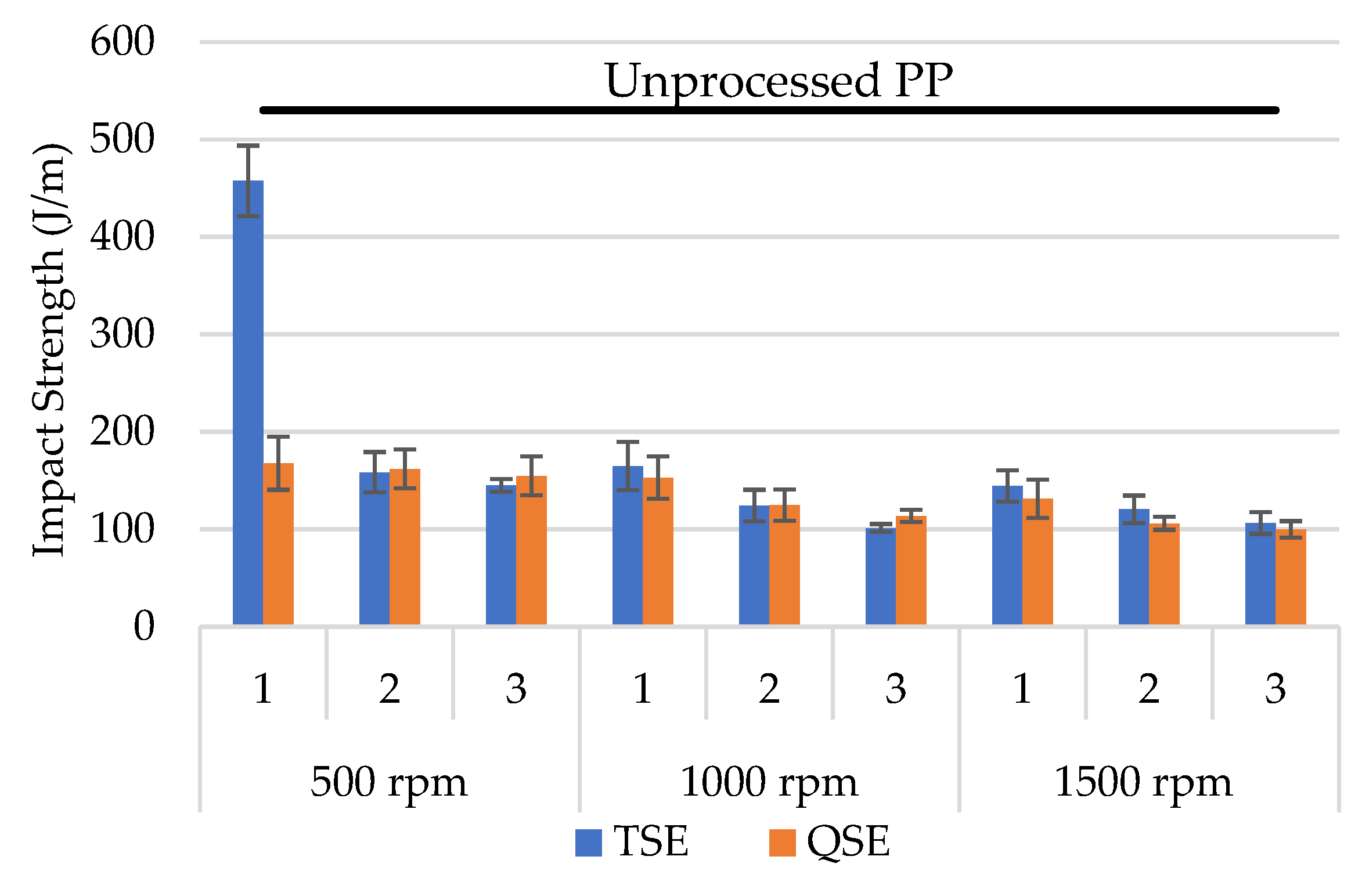
3.4. Izod Impact Strength
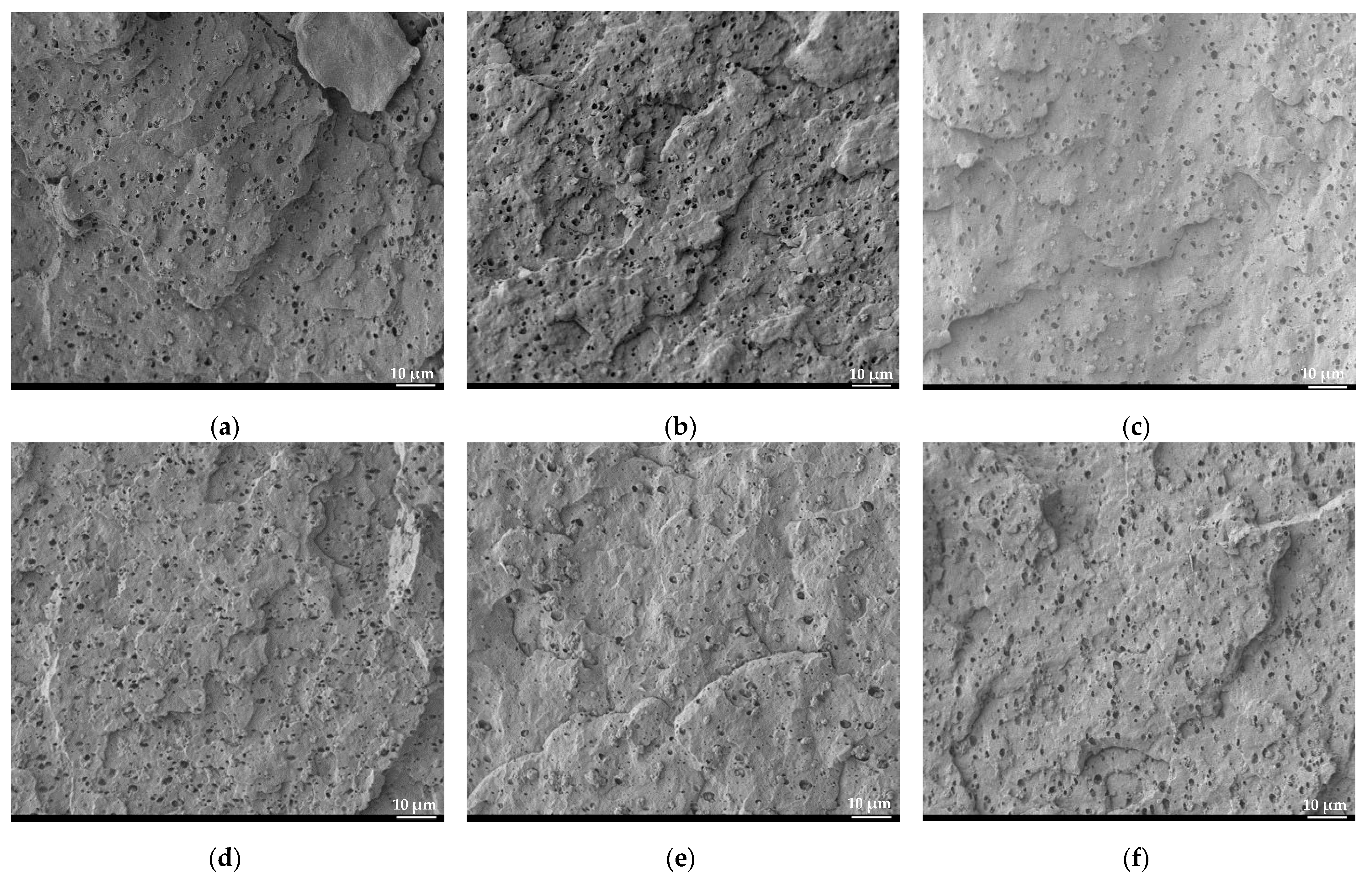
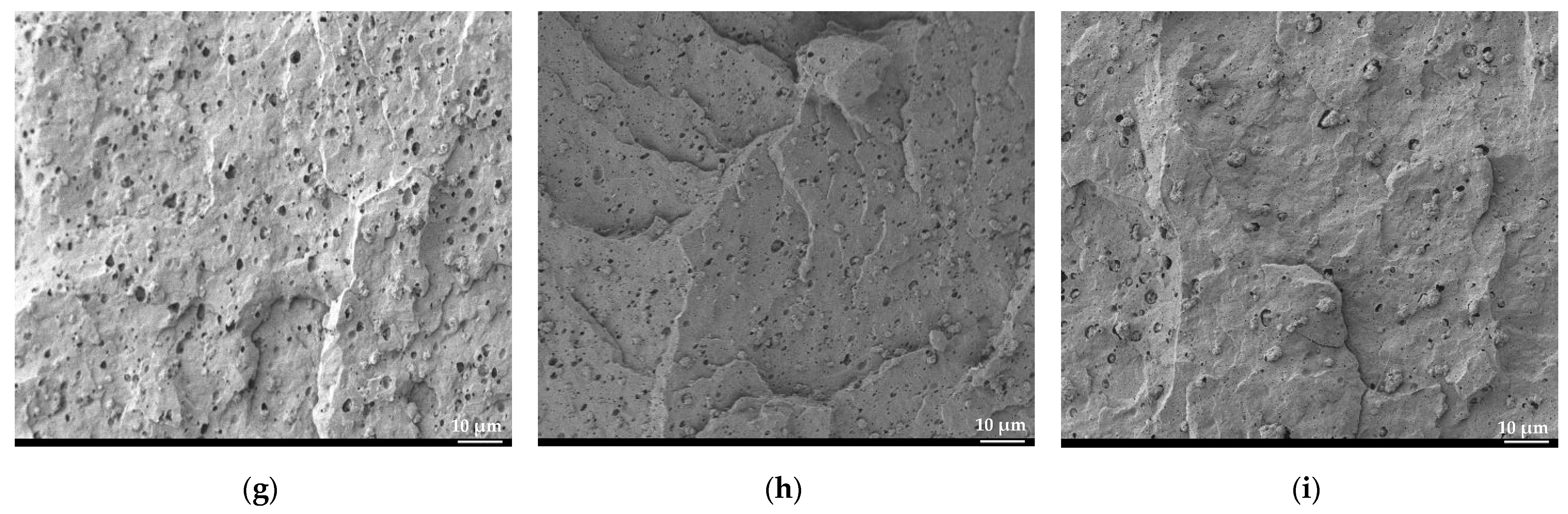
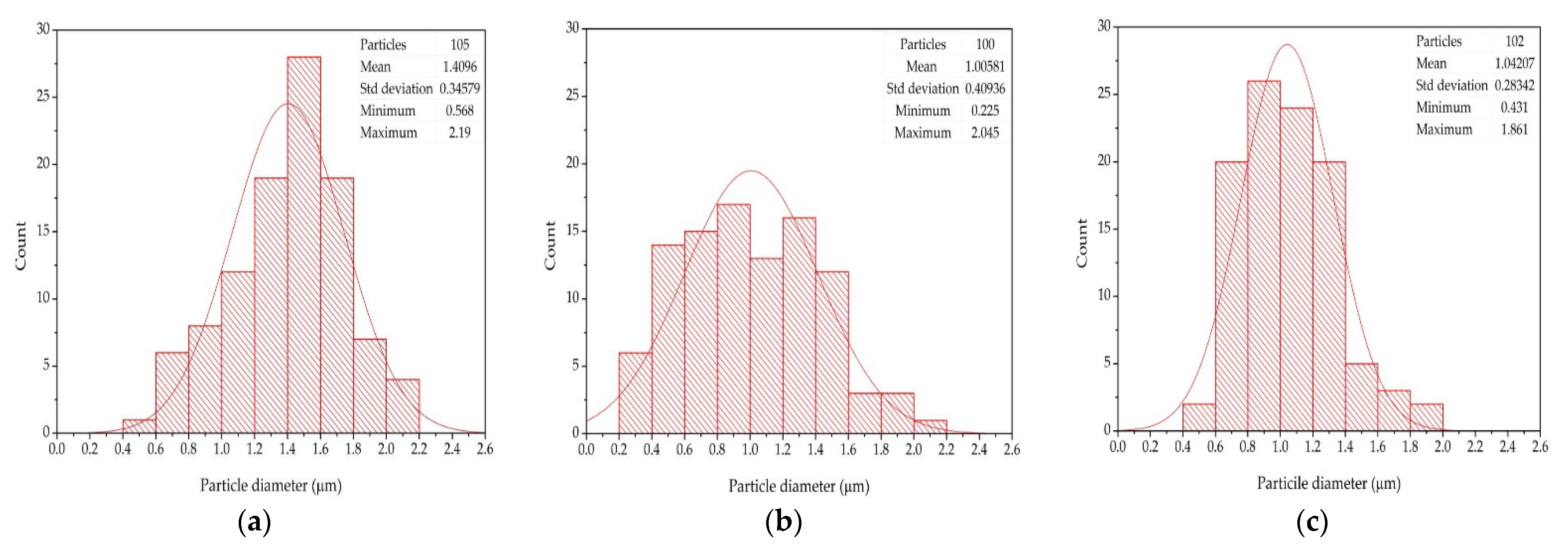
3.5. Morphology
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Maier, C.; Calafut, T. Polypropylene: The Definitive User’s Guide and Databook; Willian Andrew: Norwich, NY, USA, 1998. [Google Scholar]
- Tripathi, D. Practical Guide to Polypropylene; Rapra Technology Ltd.: Shrewsbury, UK, 2002. [Google Scholar]
- Schyns, Z.O.G.; Shaver, M.P. Mechanical Recycling of Packaging Plastics: A Review. Macromol. Rapid Commun. 2021, 42, 2000415. [Google Scholar] [CrossRef] [PubMed]
- Schweighuber, A.; Felgel-Farnholz, A.; Bögl, T.; Fischer, J.; Buchberger, W. Investigations on the Influence of Multiple Extrusion on the Degradation of Polyolefins. Polym. Degrad. Stab. 2021, 192, 109689. [Google Scholar] [CrossRef]
- Jubinville, D.; Esmizadeh, E.; Saikrishnan, S.; Tzoganakis, C.; Mekonnen, T. A Comprehensive Review of Global Production and Recycling Methods of Polyolefin (PO) Based Products and Their Post-Recycling Applications. In Sustainable Materials and Technologies; Elsevier: Amsterdam, The Netherlands, 2020. [Google Scholar] [CrossRef]
- Kamleitner, F.; Duscher, B.; Koch, T.; Knaus, S.; Archodoulaki, V.M. Long Chain Branching as an Insnovative Up-Cycling Process of Polypropylene Post-Consumer Waste—Possibilities and Limitations. Waste Manag. 2017, 68, 32–37. [Google Scholar] [CrossRef]
- da Costa, H.M.; Ramos, V.D.; de Oliveira, M.G. Degradation of Polypropylene (PP) during Multiple Extrusions: Thermal Analysis, Mechanical Properties and Analysis of Variance. Polym. Test. 2007, 26, 676–684. [Google Scholar] [CrossRef]
- Incarnato, L.; Scarfato, P.; Acierno, D. Rheological and Mechanical Properties of Recycled Polypropylene. Polym. Eng. Sci. 1999, 39, 749–755. [Google Scholar] [CrossRef]
- González-González, V.A.; Neira-Velázquez, G.; Angulo-Sánchez, J.L. Polypropylene Chain Scissions and Molecular Weight Changes in Multiple Extrusion. Polym. Degrad. Stab. 1998, 60, 33–42. [Google Scholar] [CrossRef]
- Garcia, P.S.; Scuracchio, C.H.; Cruz, S.A. Effect of Residual Contaminants and of Different Types of Extrusion Processes on the Rheological Properties of the Post-Consumer Polypropylene. Polym. Test. 2013, 32, 1237–1243. [Google Scholar] [CrossRef]
- Chan, J.H.; Balke, S.T. The Thermal Degradation Kinetics of Polypropylene: Part I. Molecular Weight Distribution. Polym. Degrad. Stab. 1997, 57, 113–125. [Google Scholar] [CrossRef]
- da Costa, H.M.; Ramos, V.D.; Rocha, M.C.G. Rheological Properties of Polypropylene during Multiple Extrusion. Polym. Test. 2005, 24, 86–93. [Google Scholar] [CrossRef]
- Tocháček, J.; Jančář, J.; Kalfus, J.; Zbořilová, P.; Buráň, Z. Degradation of Polypropylene Impact-Copolymer during Processing. Polym. Degrad. Stab. 2008, 93, 770–775. [Google Scholar] [CrossRef]
- Martínez-Jothar, L.; Montes-Zavala, I.; Rivera-García, N.; Díaz-Ceja, Y.; Pérez, E.; Waldo-Mendoza, M.A. Thermal Degradation of Polypropylene Reprocessed in a Co-Rotating Twin-Screw Extruder: Kinetic Model and Relationship between Melt Flow Index and Molecular Weight. Rev. Mex. De Ing. Quim. 2021, 20, 1079–1091. [Google Scholar] [CrossRef]
- Ragaert, K.; Delva, L.; van Geem, K. Mechanical and Chemical Recycling of Solid Plastic Waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef] [PubMed]
- Spicker, C.; Rudolph, N.; Kühnert, I.; Aumnate, C. The Use of Rheological Behavior to Monitor the Processing and Service Life Properties of Recycled Polypropylene. Food Packag. Shelf Life 2019, 19, 174–183. [Google Scholar] [CrossRef]
- Bouaziz, A.; khemakhem, M.; Massardier, V.; Jaziri, M. The Effect of Extrusion Reprocessing Cycles on the Structure and Properties of Nano-Silica Reinforced Polypropylene/Ethylene-Propylene-Rubber Composites. J. Compos. Mater. 2018, 52, 4219–4230. [Google Scholar] [CrossRef]
- Tochacek, J.; Jancar, J. Processing Degradation Index (PDI)—A Quantitative Measure of Processing Stability of Polypropylene. Polym. Test. 2012, 31, 1115–1120. [Google Scholar] [CrossRef]
- Farahanchi, A.; Malloy, R.; Sobkowicz, M.J. Effects of Ultrahigh Speed Twin Screw Extrusion on the Thermal and Mechanical Degradation of Polystyrene. Polym. Eng. Sci. 2016, 56, 743–751. [Google Scholar] [CrossRef]
- Oikonomidou, O.; Triantou, M.I.; Tarantili, P.A.; Anatolaki, C.; Karnavos, N. The Effect of Extrusion Reprocessing on Structure and Properties of Isotactic Poly(Propylene). In Macromolecular Symposia; WILEY-VCH Verlag: Weinheim, Germany, 2012; Volume 321–322, pp. 216–220. [Google Scholar] [CrossRef]
- Demori, R.; Ashton, E.; Weschenfelder, V.F.; Cândido, L.H.A.; Kindlein, W.; Mauler, R.S. Effect of Reprocebing Cycles on the Degradation of Polypropylene Copolymer Filled with Talc or Montmorillonite during Injection Molding Proceb. In AIP Conference Proceedings; American Institute of Physics Inc.: College Park, MD, USA, 2015; Volume 1664. [Google Scholar] [CrossRef]
- Canevarolo, S.V. Chain Scission Distribution Function for Polypropylene Degradation during Multiple Extrusions. Polym. Degrad. Stab. 2000, 70, 71–76. [Google Scholar] [CrossRef]
- Camacho, W.; Karlsson, S. Assessment of Thermal and Thermo-Oxidative Stability of Multi-Extruded Recycled PP, HDPE and a Blend Thereof. Polym. Degrad. Stab. 2002, 78, 385–391. [Google Scholar] [CrossRef]
- Guerrica-Echevarría, G.; Eguiazábal, J.I.; Nazábal, J. Effects of Reprocessing Conditions on the Properties of Unfilled and Talc-Filled Polypropylene. Polym. Degrad. Stab. 1996, 53, 1–8. [Google Scholar] [CrossRef]
- Aurrekoetxea, J.; Sarrionandia, M.A.; Urrutibeascoa, I.; Maspoch, M.L. Effects of Recycling on the Microstructure and the Mechanical Properties of Isotactic Polypropylene. J. Mater. Sci. 2001, 36, 2607–2613. [Google Scholar] [CrossRef]
- Cruz, S.A.; Zanin, M. Evaluation and Identification of Degradative Processes in Post-Consumer Recycled High-Density Polyethylene. Polym. Degrad. Stab. 2003, 80, 31–37. [Google Scholar] [CrossRef]
- Albareeki, M.M.; Driscoll, S.B.; Barry, C.F. Compounding of Polyethylene Composites Using High Speed Twin and Quad Screw Extruders. In AIP Conference Proceedings; American Institute of Physics Inc.: College Park, MD, USA, 2019; Volume 2139. [Google Scholar] [CrossRef]
- Cross, M.M. Rheology of Non-Newtonian Fluids: A New Flow Equation for Pseudoplastic Systems. J. Colloid Sci. 1965, 20, 417–437. [Google Scholar] [CrossRef]
- Wang, K.; Addiego, F.; Bahlouli, N.; Ahzi, S.; Rémond, Y.; Toniazzo, V.; Muller, R. Analysis of Thermomechanical Reprocessing Effects on Polypropylene/Ethylene Octene Copolymer Blends. Polym. Degrad. Stab. 2012, 97, 1475–1484. [Google Scholar] [CrossRef]
- Bahlouli, N.; Pessey, D.; Raveyre, C.; Guillet, J.; Ahzi, S.; Dahoun, A.; Hiver, J.M. Recycling Effects on the Rheological and Thermomechanical Properties of Polypropylene-Based Composites. Mater. Des. 2012, 33, 451–458. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Screw Speed | No. of Cycles | G* | ω* | |
|---|---|---|---|---|
| rpm | kPa | Hz | ||
| Unprocessed PP | - | - | 27.8 | 4.0 |
| TSE | 500 | 1 | 29.4 | 5.6 |
| 2 | 29.7 | 6.7 | ||
| 3 | 30.7 | 9.2 | ||
| 1000 | 1 | 30.6 | 6.6 | |
| 2 | 34.3 | 11.3 | ||
| 3 | 34.3 | 15.2 | ||
| 1500 | 1 | 32.7 | 9.0 | |
| 2 | - | >15.92 | ||
| 3 | - | >15.92 | ||
| QSE | 500 | 1 | 28.5 | 6.2 |
| 2 | 30.6 | 7.9 | ||
| 3 | 32.4 | 8.8 | ||
| 1000 | 1 | 30.4 | 7.7 | |
| 2 | 30.8 | 11.8 | ||
| 3 | - | >15.92 | ||
| 1500 | 1 | 33.0 | 11.6 | |
| 2 | - | >15.92 | ||
| 3 | - | >15.92 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alotaibi, M.; Aldhafeeri, T.; Barry, C. The Impact of Reprocessing with a Quad Screw Extruder on the Degradation of Polypropylene. Polymers 2022, 14, 2661. https://doi.org/10.3390/polym14132661
Alotaibi M, Aldhafeeri T, Barry C. The Impact of Reprocessing with a Quad Screw Extruder on the Degradation of Polypropylene. Polymers. 2022; 14(13):2661. https://doi.org/10.3390/polym14132661
Chicago/Turabian StyleAlotaibi, Mansour, Thamer Aldhafeeri, and Carol Barry. 2022. "The Impact of Reprocessing with a Quad Screw Extruder on the Degradation of Polypropylene" Polymers 14, no. 13: 2661. https://doi.org/10.3390/polym14132661