
Characterizing Mechanical, Heat Seal, and Gas Barrier Performance of Biodegradable Films to Determine Food Packaging Applications

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Mechanical Performance
2.2.2. Gas Permeability
2.2.3. Seal Performance
2.2.4. Additional Characterization
2.2.5. Apparatus
3. Results
3.1. Mechanical Performance
3.2. Gas Permeability
3.3. Seal Performance
3.4. Additional Characterization
4. Discussion
4.1. Mechanical Performance
4.2. Gas Permeability
4.3. Seal Performance
4.4. Additional Characterization
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- PlasticsEurope. Plastics—The Facts 2020. Available online: https://plasticseurope.org/wp-content/uploads/2021/09/Plastics_the_facts-WEB-2020_versionJun21_final.pdf (accessed on 28 January 2022).
- Eur-Lex. Directive (EU) 2018/852 of the European Parliament and of the Council of 30 May 2018 Amending Directive 94/62/EC on Packaging and Packaging Waste (Text with EEA Relevance). Available online: https://eur-lex.europa.eu/legal-content/EN/ALL/?uri=CELEX:32018L0852 (accessed on 28 January 2022).
- Ellen MacArthur Foundation. Circular Economy Diagram. Available online: https://ellenmacarthurfoundation.org/circular-economy-diagram (accessed on 28 January 2022).
- Scientific Advice for Policy by European Academies, SAPEA. Biodegradability of Plastics in the open Environment. 2020. Available online: https://www.sapea.info/topics/biodegradability-of-plastics/ (accessed on 28 January 2022).
- DIN EN 13432. Requirements for Packaging Recoverable through Composting and Biodegradation—Test Scheme and Evaluation Criteria for the Final Acceptance of Packaging. Available online: https://www.en-standard.eu/din-en-13432-requirements-for-packaging-recoverable-through-composting-and-biodegradation-test-scheme-and-evaluation-criteria-for-the-final-acceptance-of-packaging-english-version-of-din-en-13432/ (accessed on 28 January 2022).
- European Bioplastics. Bioplastics Facts and Figures. Available online: https://docs.european-bioplastics.org/publications/EUBP_Facts_and_figures.pdf (accessed on 28 January 2022).
- Fortune Business Insights. The Global Food Packaging Market is Projected to Grow from $338.34 Billion in 2021 to $478.18 Billion in 2028 at a CAGR of 5.1% in Forecast Period, 2021–2028. Available online: https://www.fortunebusinessinsights.com/industry-reports/food-packaging-market-101941 (accessed on 28 January 2022).
- Piergiovanni, L.; Limbo, S. Food Packaging Materials; Springer: New York, NY, USA, 2016; Chapter 1; pp. 1–3. [Google Scholar]
- Liewchirakorn, P.; Aht-Ong, D.; Chinsirikul, W. Practical approach in developing desirable peel-seal and clear lidding films based on poly (lactic acid) and poly (butylene adipate-co-terephtalate) blends. Packag. Technol. Sci. 2017, 31, 269–309. [Google Scholar] [CrossRef]
- Vytejckova, S.; Vapenka, L.; Hradecky, J.; Dobias, J.; Hajslova, J.; Loriot, C.; Vannini, L.; Poustka, J. Testing of polybutylene succinate based films for poultry meat packaging. Polym. Test. 2017, 60, 357–364. [Google Scholar] [CrossRef]
- Ragaert, P.; Buntinx, M.; Maes, C.; Vanheusden, C.; Peeters, R.; Wang, S.; D’hooge, D. Polyhydroxyalkanoates for Food Packaging Applications. In Reference Module in Food Science; Elsevier: Amsterdam, The Netherlands, 2019; pp. 1–9. [Google Scholar] [CrossRef]
- Nova Institute. Biodegradable Polymers in Various Environments According to Established Standards and Certification Schemes. Available online: https://renewable-carbon.eu/news/new-updated-version-of-the-poster-on-biodegradable-polymers-in-various-environments-according-to-established-standards-and-certification-schemes/ (accessed on 17 June 2022).
- Lahtinen, K.; Kotkamo, S.; Koskinen, T.; Auvinen, S.; Kuusipalo, J. Characterization for water vapour barrier and heat sealability properties of heat-treated paperboard/polylactide structure. Packag. Technol. Sci. 2009, 22, 451–460. [Google Scholar] [CrossRef]
- Müller, G.; Hanecker, E.; Blasius, K.; Seidemann, C.; Tempel, L.; Sadocco, P.; Pozo, B.F.; Boulougouris, G.; Lozo, B.; Jamnicki, S.; et al. End-of-life solutions for fibre and bio-based packaging materials in Europe. Packag. Technol. Sci. 2012, 27, 1–15. [Google Scholar] [CrossRef]
- Jiang, X.; Bai, Y.; Chen, X.; Liu, W. A review on materials, commercial production and properties of lyocell fiber. J. Bioresour. Bioprod. 2020, 5, 16–25. [Google Scholar] [CrossRef]
- Azmin, S.N.H.M.; Hayat, N.A.B.M.; Nor, M.S.M. Development and Characterization of Food Packaging Bioplastic Film from Cocoa Pod Husk Cellulose Incorporated with Sugarcane Bagasse Fibre. J. Bioresour. Bioprod. 2020, 5, 259–266. [Google Scholar] [CrossRef]
- Liu, Y.; Ahmed, S.; Sameen, D.E.; Wang, Y.; Lu, R.; Dai, J.; Li, S.; Qin, W. A review of cellulose and its derivatives in biopolymer-based for food packaging application. Trends Food Sci. Technol. 2021, 112, 532–546. [Google Scholar] [CrossRef]
- Peeters, R.; Bamps, B. Evaluation of the functionality of new generation compostable bioplastics in food packaging. Available online: https://researchportal.be/en/project/evaluation-functionality-new-generation-compostable-bio-bases-plastics-food-packaging (accessed on 31 May 2022).
- American Society for Testing and Materials. Standard Test Method for Tensile Properties of Plastics (ASTM D638-14). 2017. Available online: https://www.astm.org/d0638-14.html (accessed on 28 January 2022).
- American Society for Testing and Materials. Standard Test Method for Slow Rate Penetration Resistance of Flexible Barrier Films and Laminates (ASTM F1306). 2021. Available online: https://www.astm.org/f1306-21.html (accessed on 28 January 2022).
- International Organization for Standardization. Plastics—Film and Sheeting—Determination of Tear Resistance—Part 2: Elmendorf Method (ISO 6383-2:1983). 1983. Available online: https://www.iso.org/standard/12716.html (accessed on 28 January 2022).
- American Society for Testing and Materials. Standard Test Method for Oxygen Transmission Rate Through Dry Packages Using a Coulometric Sensor (ASTM F1307-20). 2020. Available online: https://www.astm.org/f1307-20.html (accessed on 28 January 2022).
- American Society for Testing and Materials. Standard Test Method for Determination of Oxygen Gas Transmission Rate, Permeability and Permeance at Controlled Relative Humidity Through Barrier Materials Using a Coulometric Detector (ASTM F1927-14). 2020. Available online: https://www.astm.org/f1927-14.html (accessed on 28 January 2022).
- American Society for Testing and Materials. Standard Test Method for Water Vapor Transmission Rate through Plastic Film and Sheeting Using a Modulated Infrared Sensor (ASTM F1249-13). 2020. Available online: https://www.astm.org/f1249-13.html (accessed on 28 January 2022).
- American Society for Testing and Materials. Standard Test Method for Seal Strength of Flexible Barrier Materials (ASTM F88/F88M-15). 2015. Available online: https://www.astm.org/Standards/F88.htm (accessed on 28 January 2022).
- Stehling, F.C.; Meka, P. Heat sealing of semicrystalline polymer films. III. Effect of Corona Discharge Treatment of lLDPE. J. Appl. Polym. Sci. 1994, 51, 121–131. [Google Scholar] [CrossRef]
- American Society for Testing and Materials. Standard Test Methods for Hot Seal Strength (Hot Tack) of Thermoplastic Polymers and Blends Comprising the Sealing Surfaces of Flexible Webs (ASTM F1921/F1921M-12). 2015. Available online: https://www.astm.org/Standards/F1921.htm (accessed on 28 January 2022).
- Bamps, B.; D’huys, K.; Schreib, I.; Stephan, B.; De Ketelaere, B.; Peeters, R. Evaluation and optimization of seal behaviour through solid contamination of heat sealed films. Packag. Technol. Sci. 2019, 32, 335–344. [Google Scholar] [CrossRef]
- Rhim, J.W.; Kim, J.H. Properties of poly-lactide)-coated paperboard for the use of 1-way paper cup. J. Food Sci. 2009, 74, E105–E111. [Google Scholar] [CrossRef]
- Futamura—Natureflex™ NK—Features Transparent High Barrier Heat-Sealable Compostable Film. Available online: https://www.futamuragroup.com/en/divisions/cellulose-films/products/natureflex/barrier/ (accessed on 28 January 2022).
- Bumbudsanpharoke, N.; Wongphan, P.; Promhuad, K.; Leelaphiwat, P.; Harnkarnsujarit, N. Morphology and permeability of bio-based poly (butylene adipate-co-terephthalate) (PBAT), poly (butylene succinate) (PBS) and linear low-density polyethylene (LLDPE) blend films control shelf-life of packaged bread. Food Control 2022, 132, 108541. [Google Scholar] [CrossRef]
- Rafiqah, S.A.; Khalina, A.; Harmaen, A.S.; Intan, A.T.; Zaman, K. A review on properties and application of bio-based poly (butylene succinate). Polymers 2021, 13, 1436. [Google Scholar] [CrossRef] [PubMed]
- Nofar, M.; Tabatabaei, A.; Sojoudiasli, H.; Park, C.B.; Carreau, P.J.; Heuzey, M.C.; Kamal, M.R. Mechanical and bead foaming behaviour of PLA-PBAT and PLA-PBSA blends with different morphologies. Eur. Polym. J. 2017, 90, 231–244. [Google Scholar] [CrossRef]
- Di Lorenzo, M.L.; Androsch, R. Thermal Properties of Bio-Based Polymers; Springer Nature Switzerland AG: Cham, Switzerland, 2019; pp. 1–36. [Google Scholar] [CrossRef]
- Grasso, M.; Azzouz, L.; Ruiz-Hincapie, P. Effect of temperature on the mechanical properties of 3D-printed PLA tensile specimens. Rapid Prototyp. J. 2018, 24, 1337–1346. [Google Scholar] [CrossRef] [Green Version]
- Morris, B. The Science and Technology of Flexible Packaging: Multilayer Films from Resin and Process to End Use; Elsevier: Amsterdam, The Netherlands, 2016; pp. 181–257, 259–308. [Google Scholar]
- Wyser, Y.; Vishtal, A.; Giardiello, M.I.; Pelletier, C.; Deantoni, F. Understanding barrier degradation during water vapour transmission rate testing of high barrier metallized paper. Packag. Technol. Sci. 2022, 35, 291–299. [Google Scholar] [CrossRef]
- Katekhong, W.; Wongphan, P.; Klinmalai, P.; Harnkarnsujarit, N. Thermoplastic starch blown films functionalized by plasticized nitrite blended with PBAT for superior oxygen barrier and active biodegradable meat packaging. Food Chem. 2022, 374, 131709. [Google Scholar] [CrossRef]
- Phothisarattana, D.; Harnkarnsujarit, N. Characterisations of cassava starch and poly (butylene adipate-co-terephtalate) blow film with silicon dioxide nanocomposities. Int. J. Food Sci. Technol. 2022. early view. [Google Scholar] [CrossRef]
- Ilknur, I.; Ten Klooster, R.; Gibson, I. Effects of process parameters and solid particle contaminants on the seal strength of low-density polyethylene-based flexible food packaging films. Packag. Technol. Sci. 2021, 34, 413–421. [Google Scholar] [CrossRef]
- Riaz, A.; Lei, S.; Akhtar, H.M.S.; Wan, P.; Chen, D.; Jabbar, S.; Abid, M.; Hashim, M.M.; Zeng, X. Preparation and characterization of chitosand-based antrimicrobial active food packaging film incorporated with apple peel polyphenols. Int. J. Biol. Macromol. 2018, 114, 547–555. [Google Scholar] [CrossRef]
- Kevij, H.T.; Salami, M.; Mohammadian, M.; Khodadadi, M.; Emam-Djomeh, Z. Mechanical, physical, and bio-functional properties of biopolymer flms based on gelatin as afected by enriching with orange peel powder. Polym. Bull. 2021, 78, 4387–4402. [Google Scholar] [CrossRef]
- Vandewijngaarden, J.; Wauters, R.; Murariu, M.; Dubois, P.; Carleer, R.; Yperman, J.; D’Haen, J.; Ruttens, B.; Schreurs, S.; Lepot, N.; et al. Poly (3-hydroxybutyrate-co-3-hydroxyhexanoate)/Organomodified Montmorillonite Nanocomposites for Potential Food Packaging Applications. J. Polym. Environ. 2016, 24, 104–118. [Google Scholar] [CrossRef]
- Sabo, B.; Becica, T.; Keles, N.; Kovacevic, D.; Brozovic, M. The impact of packaging transparency on product attractiveness. Eng. Des. Graph. J. 2017, 8, 5–9. [Google Scholar] [CrossRef]
- Sablani, S.S.; Bhunia, K.; Rahman, M.S. Food–Packaging Interactions. Handbook of Food Preservation; CRC Press: Boca Raton, FL, USA, 2020; pp. 923–942. [Google Scholar]
- Wei, D.W.; Wei, H.; Gauthier, A.C.; Song, J.; Jin, Y.; Xiao, H. Superhydrophobic modification of cellulose and cotton textiles: Methodologies and applications. J. Bioresour. Bioprod. 2020, 5, 1–15. [Google Scholar] [CrossRef]
- Rhim, J.W.; Hong, S.I. Wetting properties of biopolyester films prepared by thermo-compression method. Food Sci. Biotechnol. 2007, 16, 234–237. [Google Scholar]
- Ilsouk, M.; Raihane, M.; Rhouta, B.; Meri, R.M.; Zicans, J.; Vcstaudza, J.; Lahcini, M. The relationship of structure, thermal and water vapor permeability barrier properties of poly (butylene succinate)/organomodified beidellite clay bionanocomposites prepared by insitu polycondensation. RSC Adv. 2020, 10, 37314. [Google Scholar] [CrossRef]
- Yi, T.; Qi, M.; Mo, Q.; Huang, L.; Zhao, H.; Liu, D.; Xu, H.; Huang, C.; Wang, S.; Liu, Y. Ecofriendly Preparation and Characterization of a Cassava Starch/Polybutylene Adipate Terephthalate Film. Processes 2020, 8, 329. [Google Scholar] [CrossRef] [Green Version]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
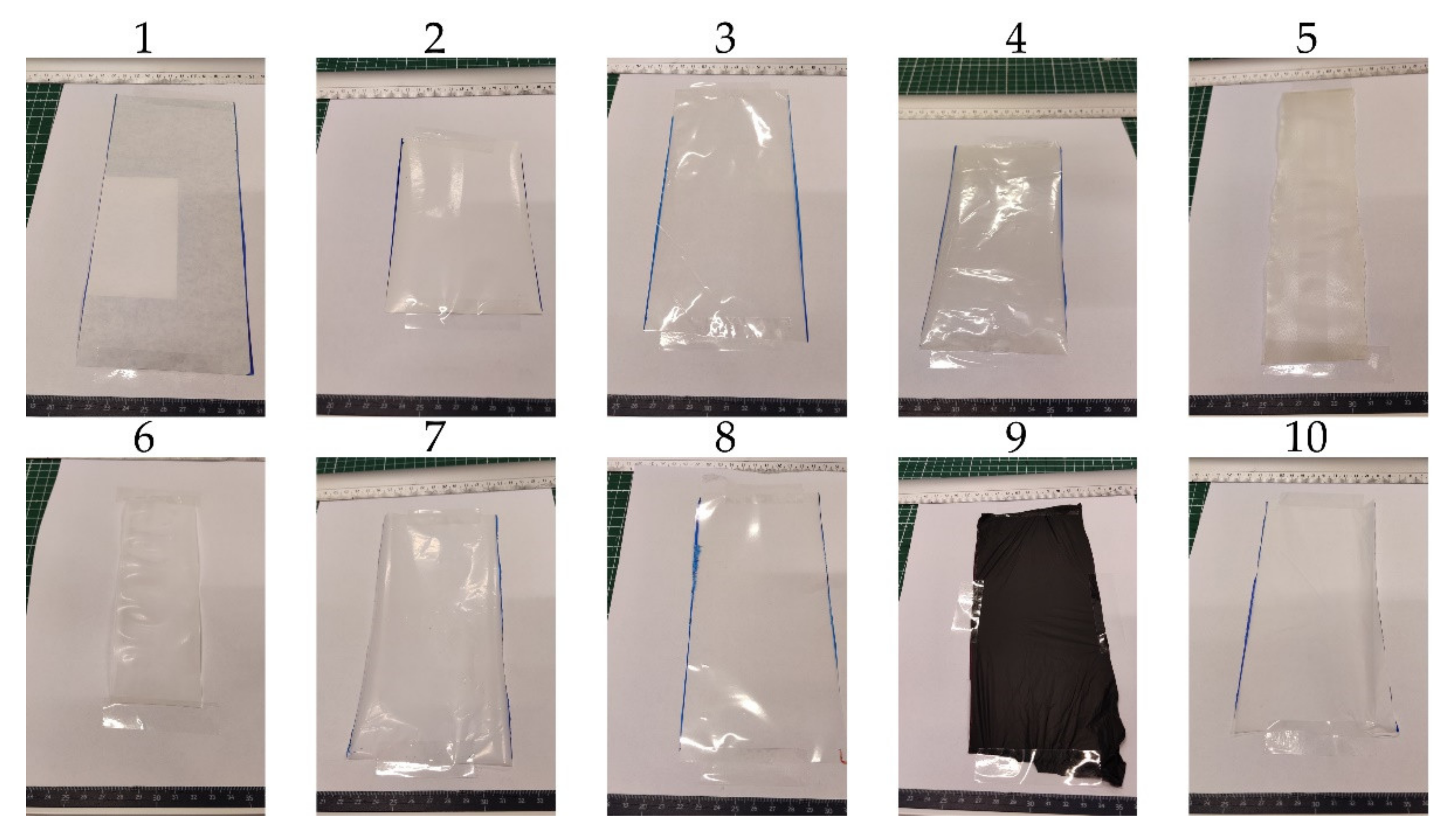
| Code: Details | Thickness (mm) (n = 10) | Identified Components of Seal Surface 1 |
|---|---|---|
| 1. Coated paper 1: commercial coated paper | 0.097 ± 0.003 | LDPE |
| 2. Coated paper 2: commercial coated paper | 0.076 ± 0.002 | PLA, PBAT |
| 3. Cellulose 1: commercial coated cellulose film | 0.030 ± 0.000 | Cellulose, PVDC |
| 4. Cellulose 2: commercial laminated cellulose film | 0.087 ± 0.002 | PBS |
| 5. Pilot extrusion PHBV: monolayer blend of PHBV + PBAT + mineral filler + process additives | 0.264 ± 0.005 | PHBV, PBAT |
| 6. Pilot extrusion PBS: monolayer blend of PBS + PBSA + process additives | 0.284 ± 0.002 | PBS, PBSA |
| 7. PBS: commercial monolayer | 0.047 ± 0.001 | PBS |
| 8. PLA: commercial monolayer | 0.030 ± 0.001 | PLA |
| 9. PLA + PBAT: commercial monolayer blend | 0.020 ± 0.001 | PBAT, PLA, CaCO3 |
| 10. Starch + PBAT: commercial monolayer blend | 0.025 ± 0.003 | PBAT |
| Tensile | Puncture | Tear Resistance | ||||
|---|---|---|---|---|---|---|
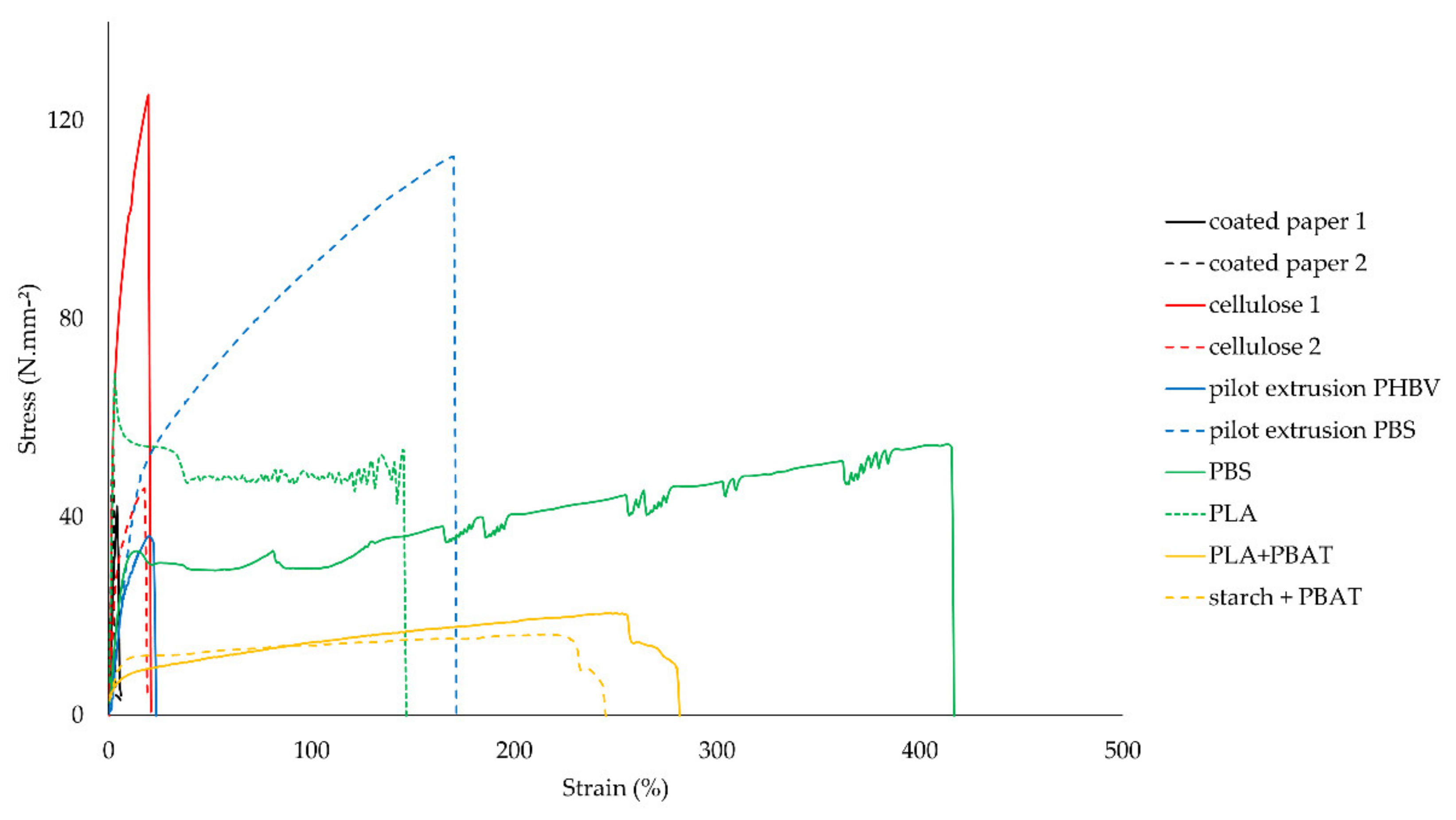
| Samples | Peak Stress 1 (N mm−2) | Total Strain 1 (%) | Max. Force 2 (N) | Total Displacement 2 (mm) | Total Energy 2 (mJ) | Tear Resistance 3 (mN) |
| 1. Coated paper 1 | 37.6 ± 6.1 | 5.28 ± 0.49 | 12.2 ± 1.5 | 2.91 ± 0.13 | 16.4 ± 2.0 | 663 ± 37 |
| 2. Coated paper 2 | 55.1 ± 7.5 | 56.8 ± 72.8 | 7.35 ± 0.82 | 2.95 ± 0.21 | 11.3 ± 0.7 | 455 ± 41 |
| 3. Cellulose 1 | 125 ± 3 | 20.7 ± 1.5 | 16.7 ± 1.0 | 5.03 ± 0.34 | 36.4 ± 4.3 | 76 ± 4 |
| 4. Cellulose 2 | 46.5 ± 2.4 | 199 ± 244 | 17.1 ± 0.9 | 4.79 ± 0.18 | 34.4 ± 2.9 | 680 ± 104 |
| 5. Pilot extrusion PHBV | 37.8 ± 1.8 | 24.9 ± 2.8 | 8.62 ± 0.65 | 3.77 ± 0.07 | 20.5 ± 1.7 | 526 ± 40 |
| 6. Pilot extrusion PBS | 106 ± 5.0 | 165 ± 17 | 54.6 ± 1.0 | 7.43 ± 0.29 | 194 ± 10 | 375 ± 19 |
| 7. PBS | 56.5 ± 2.6 | 443 ± 22 | 10.3 ± 0.6 | 8.65 ± 0.36 | 57.2 ± 5.5 | 127 ± 67 |
| 8. PLA | 68.8 ± 5.4 | 147 ± 29 | 13.4 ± 1.9 | 7.85 ± 1.07 | 59.3 ± 16.5 | 142 ± 4 |
| 9. PLA + PBAT | 19.7 ± 4.2 | 272 ± 44 | 1.28 ± 0.08 | 6.65 ± 0.34 | 6.03 ± 0.56 | 992 ± 189 |
| 10. Starch + PBAT | 16.5 ± 2.4 | 311 ± 67 | 2.14 ± 0.25 | 8.90 ± 0.52 | 12.73 ± 1.98 | 5181 ± 1992 |
| Samples | OTR 0% RH, 23 °C (cc m−2 d−1) (n = 1) | OTR 50% RH, 23 °C (cc m−2 d−1) (n = 1) | WVTR 100% RH, 38 °C (g m−2 d−1) (n = 1) |
|---|---|---|---|
| 1. Coated paper 1 | 3564 | NA | 29.1 |
| 2. Coated paper 2 | 2718 | NA | >1000 |
| 3. Cellulose 1 | 0.40 | 3.65 | 187 |
| 4. Cellulose 2 | 0.34 | 5.78 | 58.8 |
| 5. Pilot extrusion PHBV | 50.6 | NA | 36.8 |
| 6. Pilot extrusion PBS | 122 | NA | 67.9 |
| 7. PBS | 306 | NA | 420 |
| 8. PLA | 519 | NA | 274 |
| 9. PLA + PBAT | 2725 | NA | 1095 |
| 10. Starch + PBAT | 1472 | NA | 624 |
| Samples | Tinitiation 1 (°C) | Tmax strength/2 1 (°C) | Seal Strengthmax 1 (N mm−1) | Tinitiation 2 (°C) | Tmax. strength 2 (°C) | Twindow 2 (°C) | Hot Tack Strengthmax 2 (N mm−1) |
|---|---|---|---|---|---|---|---|
| 1. Coated paper 1 | 100 | 105 | 0.40 ± 0.05 | 105 | 140 | 0 | 0.08 ± 0.00 |
| 2. Coated paper 2 | 80 | 85 | 0.49 ± 0.03 | 70 | 100 | 110 | 0.41 ± 0.02 |
| 3. Cellulose 1 | 115 | 115 | 0.11 ± 0.01 | 95 | 145 | 35 | 0.13 ± 0.01 |
| 4. Cellulose 2 | 75 | 85 | 2.69 ± 0.80 | 65 | 75 | 115 | 0.71 ± 0.02 |
| 5. Pilot extrusion PHBV | 185 | 195 | 1.08 ± 0.09 | 115 | 135 | 40 | 0.37 ± 0.08 |
| 6. Pilot extrusion PBS | 185 | 195 | 4.43 ± 1.50 | 125 | 150 | 0 | 0.12 ± 0.02 |
| 7. PBS | 80 | 80 | 1.49 ± 0.06 | 65 | 70 | 20 | 0.40 ± 0.01 |
| 8. PLA | 85 | 95 | 1.15 ± 0.05 | 75 | 140 | 70 | 0.33 ± 0.11 |
| 9. PLA + PBAT | 85 | 95 | 0.29 ± 0.02 | 75 | 90 | 5 | 0.11 ± 0.01 |
| 10. Starch + PBAT | 85 | 90 | 0.29 ± 0.01 | 75 | 80 | 5 | 0.13 ± 0.01 |
| Samples | Contamination | Predicted Value (N mm−1) | 95% Confidence Interval (N mm−1) | Optimal Parameters (Seal Temperature, Time and Pressure) |
|---|---|---|---|---|
| Coated paper 1 | Clean | 0.40 | 0.24–0.38 | 135 °C, 1.5 s and 4 N mm−2 |
| Coffee powder | 0.31 | 0.22–0.40 | ||
| Sand | 0.36 | 0.28–0.36 | ||
| Water | 0.40 | 0.19–0.45 | ||
| Coated paper 2 | Clean | 0.44 | 0.31–0.49 | 113 °C, 1.5 s and 4 N mm−2 |
| Coffee powder | 0.37 | 0.25–0.44 | ||
| Sand | 0.46 | 0.32–0.50 | ||
| Water | 0.50 | 0.31–0.48 | ||
| Cellulose 1 | Clean | 0.18 | 0.15–0.19 | 180 °C, 0.4 s and 8 N mm−2 |
| Grated cheese | 0.15 | 0.12–0.18 | ||
| Cellulose 2 | Clean | 3.40 | 2.90–3.60 | 180 °C, 0.4 s and 8 N mm−2 |
| Grated cheese | 2.70 | 3.10–3.50 |
| Samples | Y ± SD |
|---|---|
| 1. Coated paper 1 | 81.9 ± 6.3 |
| 2. Coated paper 2 | 86.0 ± 2.7 |
| 3. Cellulose 1 | 11.5 ± 2.7 |
| 4. Cellulose 2 | 20.6 ± 0.3 |
| 5. Pilot extrusion PHBV | 46.1 ± 0.9 |
| 6. Pilot extrusion PBS | 24.8 ± 1.7 |
| 7. PBS | 14.0 ± 0.3 |
| 8. PLA | 7.9 ± 0.3 |
| 9. PLA + PBAT | 98.7 ± 4.6 |
| 10. Starch + PBAT | 16.1 ± 1.2 |
| Samples | WCA ± SD |
|---|---|
| 1. Coated paper 1 | 92.7 ± 4.0 |
| 2. Coated paper 2 | 85.1 ± 5.0 |
| 3. Cellulose 1 | 86.9 ± 3.4 |
| 4. Cellulose 2 | 89.6 ± 4.3 |
| 5. Pilot extrusion PHBV | 95.2 ± 3.5 |
| 6. Pilot extrusion PBS | 104.6 ± 4.3 |
| 7. PBS | 84.2 ± 2.8 |
| 8. PLA | 80.0 ± 4.3 |
| 9. PLA + PBAT | 102.2 ± 4.3 |
| 10. Starch + PBAT | 105.0 ± 1.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bamps, B.; Guimaraes, R.M.M.; Duijsters, G.; Hermans, D.; Vanminsel, J.; Vervoort, E.; Buntinx, M.; Peeters, R. Characterizing Mechanical, Heat Seal, and Gas Barrier Performance of Biodegradable Films to Determine Food Packaging Applications. Polymers 2022, 14, 2569. https://doi.org/10.3390/polym14132569
Bamps B, Guimaraes RMM, Duijsters G, Hermans D, Vanminsel J, Vervoort E, Buntinx M, Peeters R. Characterizing Mechanical, Heat Seal, and Gas Barrier Performance of Biodegradable Films to Determine Food Packaging Applications. Polymers. 2022; 14(13):2569. https://doi.org/10.3390/polym14132569
Chicago/Turabian StyleBamps, Bram, Rafael Moreno Macedo Guimaraes, Gwen Duijsters, Dries Hermans, Jan Vanminsel, Evelynn Vervoort, Mieke Buntinx, and Roos Peeters. 2022. "Characterizing Mechanical, Heat Seal, and Gas Barrier Performance of Biodegradable Films to Determine Food Packaging Applications" Polymers 14, no. 13: 2569. https://doi.org/10.3390/polym14132569