4.1. Assessment by Industrial Computed Tomography (CT)
The specimens (replicas of cartridge cases and bullets manufactured in the three analyzed process variants) were subjected to a computer tomography examination in order to verify the size and the character of their porosity.
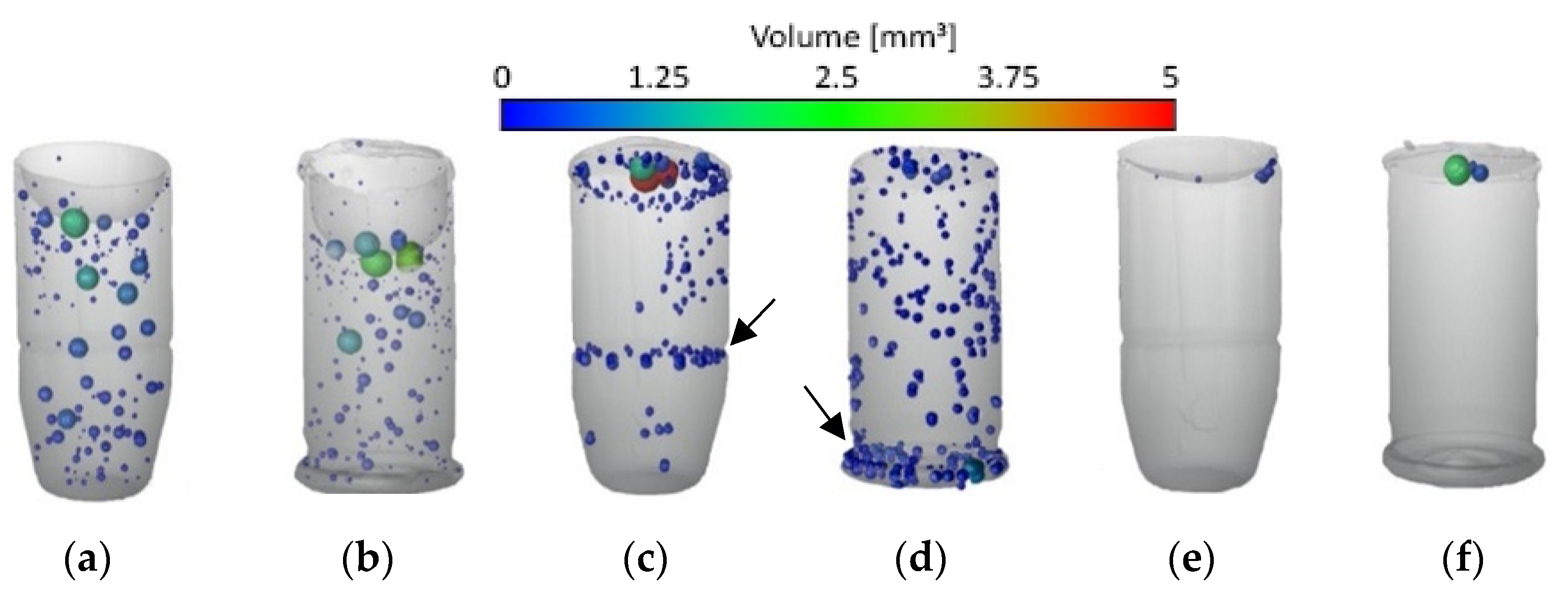
Figure 5 shows the qualitative results of CT examinations in the form of views (images) for the reconstructed 3D models of specimens from series 2, 7, and 13. They are representative of the remaining CT examination results for specimens from series produced with the use of respective process variants: images of specimens from series 2 (VC) are similar to images of specimens from series 1, 3, 4, and 5, images of specimens from series 7 (HAVC) are similar to images of specimens from series 6, 8, 9, and images of specimens from series 13 (HAVPC) are similar to images of specimens from series 10–12.
The specimens of series 1–5, produced in the VC process, showed pores uniformly distributed in the volume of the specimen, for the replicas of both the cases and the bullets, as shown in
Figure 5a,b. The specimens of series 6–9, produced in the HAVC process, showed a tendency for the pores to gather in near-surface layers and along the circumferences indicated with arrows in
Figure 5c,d. In the case of the specimens of series 13, shown in
Figure 5e,f, a significant reduction in the number of pores was observed. They were found only in the upper parts of the specimens.
Moreover, the CT examinations allowed the identification of both the number and the shape of the pores, as presented in
Table 5. The porosity was calculated as a relationship between the volume of the reconstructed object without voids and the total volume of the reconstructed object. The quantitative results of specimen examinations of pores size, their distribution and sphericity, were also similar in the series of specimens produced with the same process variant, and therefore
Table 5 contains the results for specimens from series 2, 7 and 13, which are representative of the analysis results for the remaining specimens produced with the same process. For the VC process the difference between the highest and lowest measured porosity was up to 10%, for the HAVC process it was 14%, and for the HAVPC process 8%.
The shape of the pores was analyzed with the use of a sphericity coefficient
S, which is
S = 1 for a sphere:
where
V is the defect volume and
A is the defect surface.
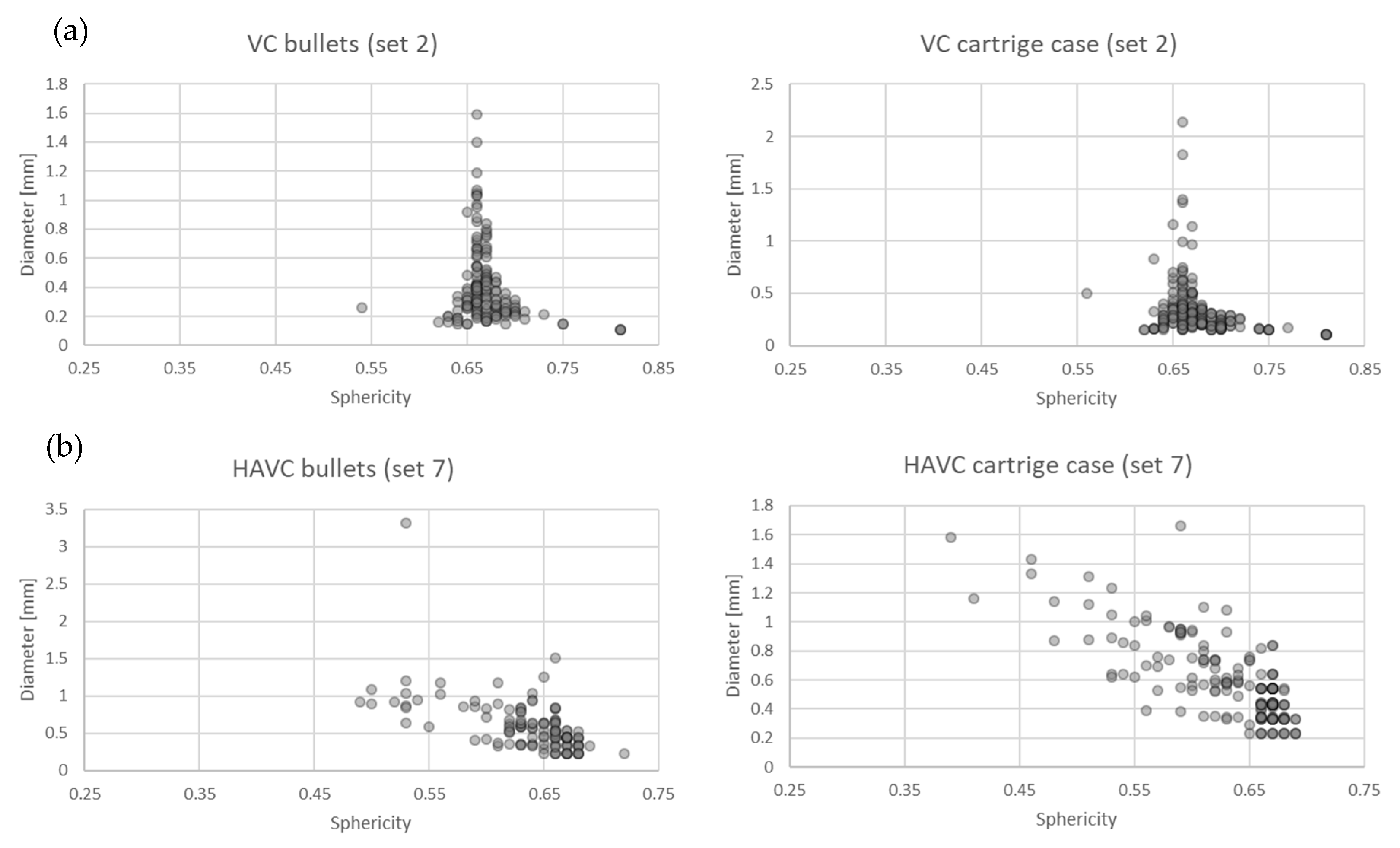
Figure 6 shows the distribution of the sizes and shapes of the pores for series 2 (VC) and 7 (HAVC). Due to their neglectable porosity, specimens from series 13 have not been included in this analysis.
The identified porosity of specimens from series 2 and 7 was similar (
Table 5). Represented as series 2, the specimens produced with the VC process contained pores similar with respect to the sphericity coefficient S, which was approximately 0.65. The pore size was within the range of 0.1–1.6 mm, with the majority not exceeding 0.8 mm, as illustrated in
Figure 6a. In the case of series 7, which represents specimens produced with the HAVC method, more significant shape differences can be observed, with the S coefficient being 0.4–0.7. As shown in
Figure 6b, the pores in the specimens from this series had a similar size range of 0.2–1.5 mm, with the majority not exceeding 1 mm. The average pore size determined for the specimens from series 2 was 0.37 mm, and for the specimens from series 7 was 0.58 mm.
CT analyses were also performed for molds used in the research. In this case, pores were observed neither in the material of the molds nor on their surfaces. The CT results confirmed that the manufacturing process was correct.
4.2. Analysis of the Accuracy of Geometric Reproduction
In the subsequent stage of the analyses, a macroscopic examination of the specimens was performed with the use of a light microscope. As in the case of the CT examinations, the analysis was performed for specimens representing three variants of the replication process, i.e., series 2, 7, and 13. The results are shown in
Table 6.
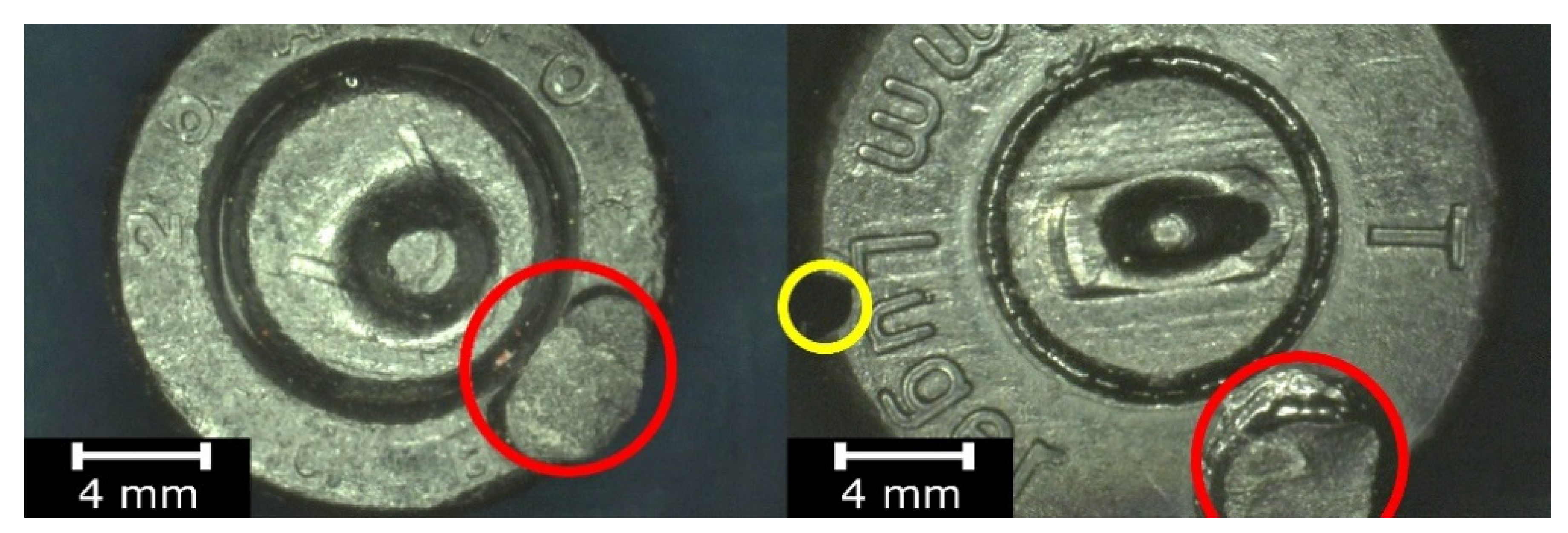
As demonstrated in the CT analyses, replication with the VC process resulted in the formation of air bubbles on the surfaces of the specimens. In the specimens from series 2, and in the remaining series 1–9, they were located in areas indicated with arrows in the images of
Table 6. In the case of the cartridge cases, the defects were observed in the vicinity of the extractor groove, and in the case of the bullets—in the narrowing on the circumferential side surface. Similar defects can be observed in the case of the specimens from series 7, made with the HAVC process. In this case, the number of pores on the surface is smaller. However, they have a greater volume, as visible in
Figure 5 and
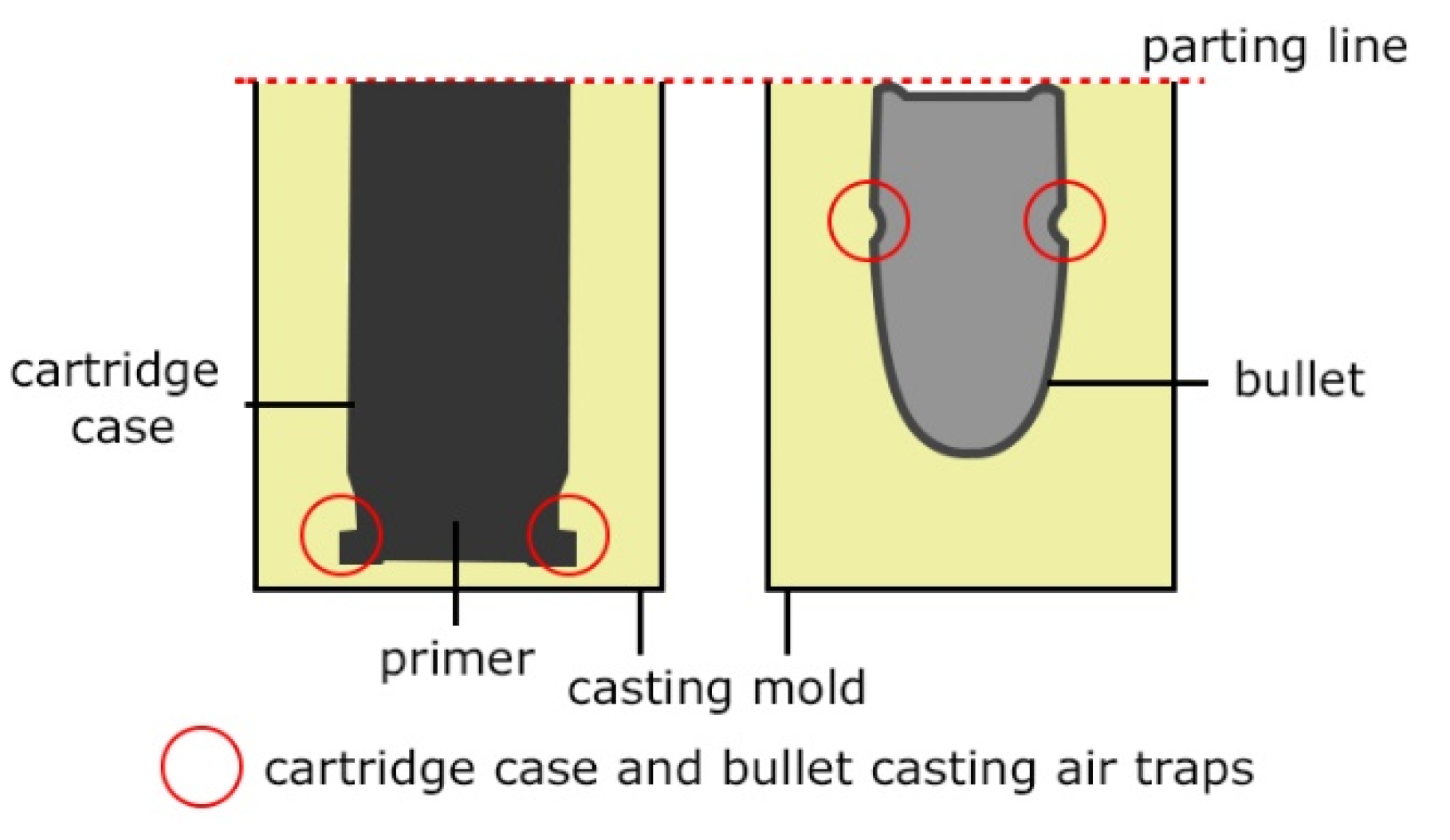
Figure 6. The presence of pores on the surfaces of the specimens from series 2 and 7 may be related to the methods used in casting the replicas. The mold design, schematically shown in
Figure 7, results in the formation of negative inclinations on the cylindrical forming surfaces of the molds, indicated with circles in the areas of undercuts on the reconstructed objects. The resulting so-called air traps prevented the air bubbles formed in the vacuum from being transported towards the surface of the mold.
The broadening of the HAVC process with an additional, high-pressure stage (HAVPC) caused the pores on the external surfaces of the cast parts to be completely reduced in both the number and the size, as illustrated in
Figure 5e,f. The residual porosity observed in the upper part of the cast objects is not important from the perspective of replicating mechanoscopic forensic marks on cartridge cases and bullets. The analyses also involved verification of the possibility to skip the vacuum degasification stage in the replication process. However, in all of the tests, this simplification resulted in the formation of defects (pores) concentrated in locations (air traps) shown in
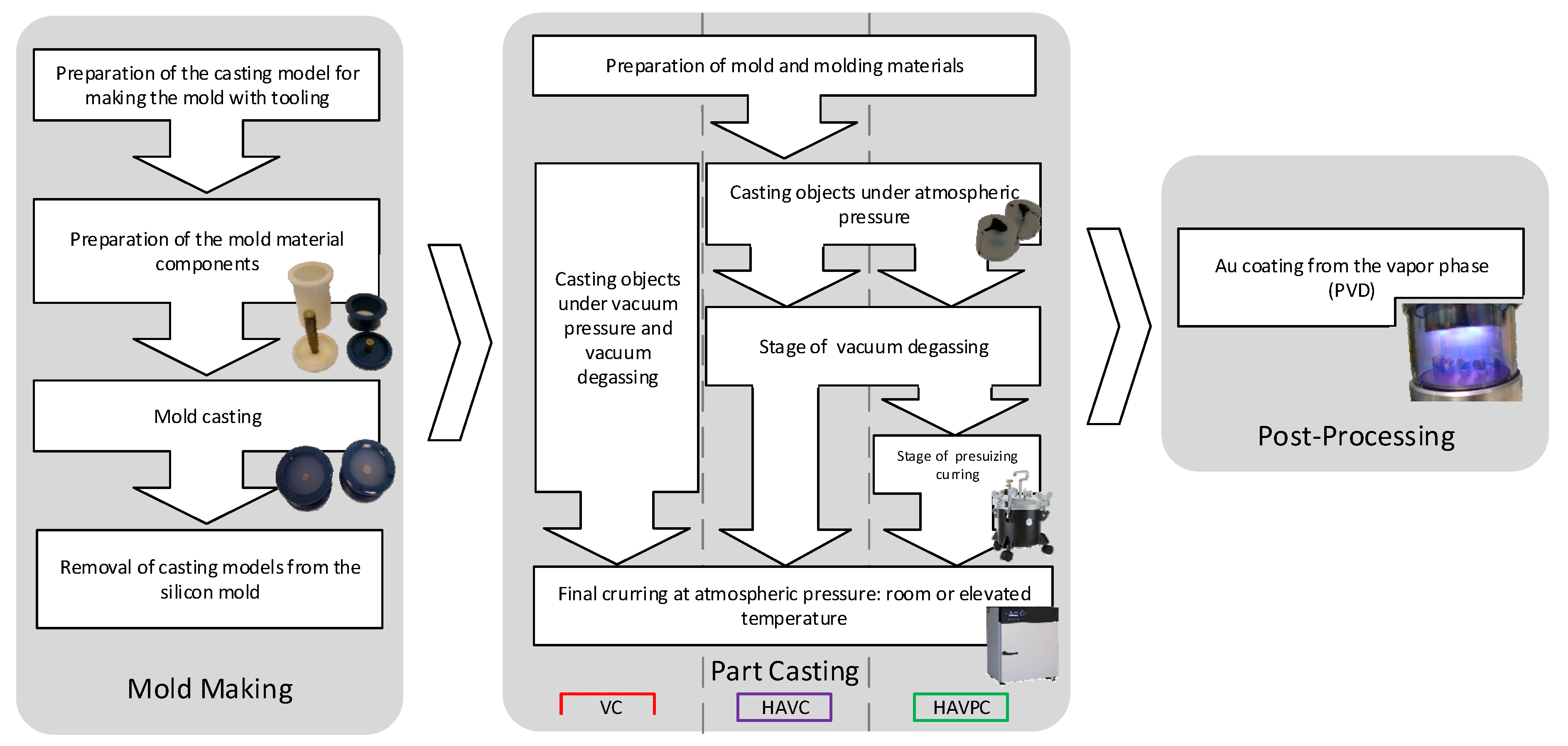
Figure 7. The degasification stage facilitates the removal of air bubbles from the cast objects, their transportation to the upper part of the cast objects, and their concentration in the near-surface area. It also facilitates the removal of pores in the subsequent stage of pressure treatment. In the HAVC and HAVPC variants, unlike in the VC process, the vacuum had a lower value of 250–500 mbar in order to prevent excessive increase in the volume of the polymer cast in the mold and consequently its overspill from the mold cavity.
As shown in
Figure 5 and in
Table 6, the specimens from series 13, produced with the use of the HAVPC process, had no pores on the external surfaces of the replicated objects and had only residual internal porosity. Previous studies [
5,
8,
9,
10] of the VC process were mainly aimed at determining the accuracy of the geometric representation and confirming the method’s applicability in replicating selected geometric structures. The results of the work presented in the article using five different sets of VC process parameters did not confirm the conclusions of D.Y. Zhao et al. on the crucial role of vacuum parameters in avoiding defects on the surfaces. The applied variants of VC and HVAC did not allow to achieve casts without surface defects. The porosity of the replicas made for both variants was similar, as presented in
Table 5. Due to the longer vacuum exposure in the VC variant, pores were formed in the cast material’s whole volume. Shortening the time of vacuum action in the HAVC variant to the degassing stage reduced the blisters’ size, formed mainly on the surfaces of the specimens. They were also smaller than the pores formed in the VC process. Complete elimination of the vacuum degassing stage is not possible in the analyzed processes due to the necessity to remove bubbles formed as a result of mixing the components of the cast resin, Kuo C-C [
2], and to obtain high accuracy of replication. An additional treatment step of elevated pressure in the HAVPC variant allowed closing the small pores formed in the HAVC variant.
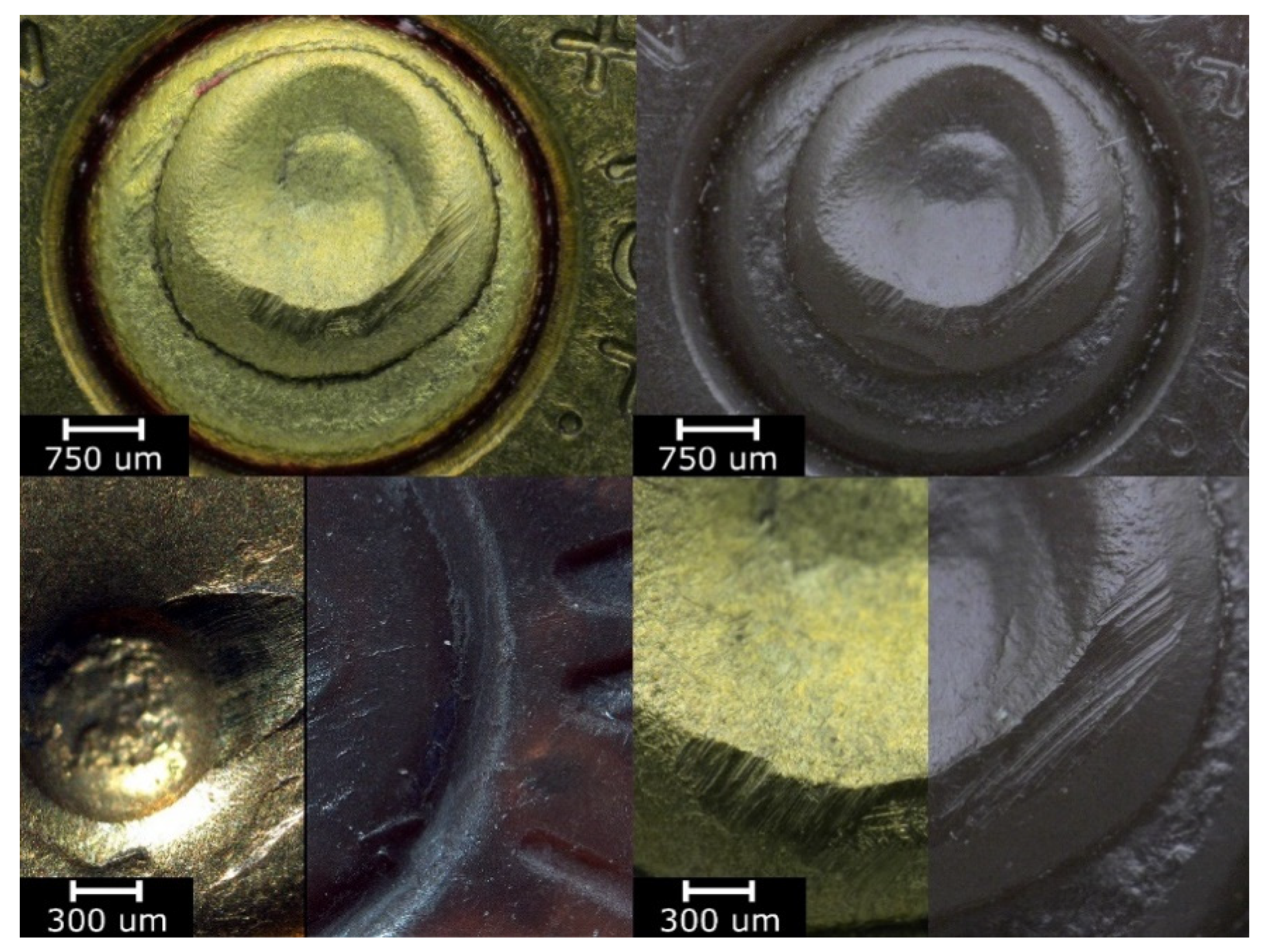
Examinations of the specimens in this series performed under a comparison microscope demonstrated that the process allowed an accurate reconstruction of all of the characteristic (mechanoscopic) marks present on the surface of the original object. This is illustrated in
Figure 8. The images show optical differences between the surfaces of the original and reconstructed objects.
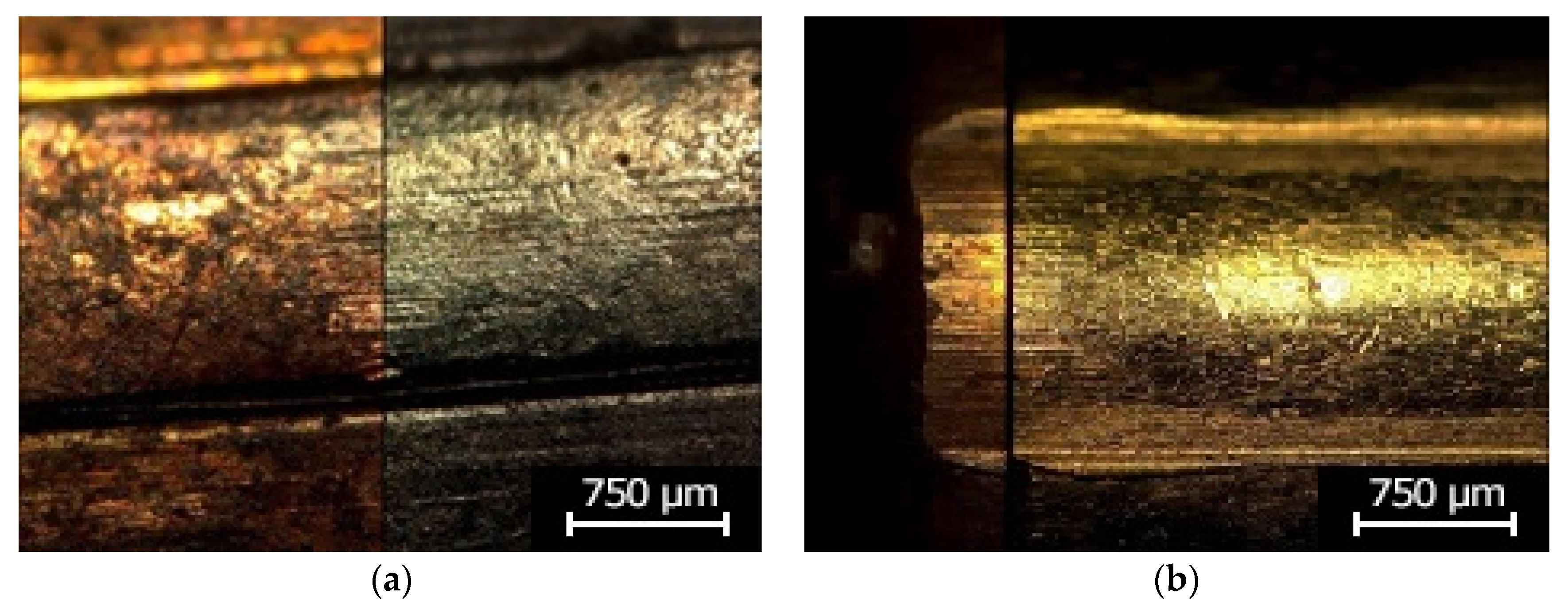
Following the research plan, the specimens properly produced in the HAVPC process were subjected to post-processing by coating them with an additional PVD layer, in accordance with the parameters shown in
Table 4. The objective was to provide them with optical properties similar to those of the original objects and as a result to facilitate their analysis under a comparison microscope during the identification process. The specimens with the applied PVD coatings were analyzed with the use of a comparison microscope of the Automated Ballistic Identification System used in Polish forensic laboratories. Sample images from this analysis are shown in
Figure 9. The comparison of the original bullets and cases with their copies demonstrates that all of the characteristic micro and macro marks present on the surfaces of the original objects were reconstructed in their replicas. Moreover, the surfaces of the replicas preserved the optical properties of the original objects, and as a result all of the characteristic marks present on the original objects are also visible on their replicas, which in fact facilitated the identification process.
The analysis results indicate that an additional PVD coating improved the optical characteristics of the replica surfaces, their reflectability, and original color mapping. These properties are particularly important when using a light/comparison microscope in forensic examinations. The microscopic analysis demonstrated that the cast cartridge cases and bullets have accurately reconstructed marks of the firing pin, the foregrip, the ejector, and the barrel thread, as well as the characteristic points such as scratches or indentations. This is shown in
Figure 8 and
Figure 9. These characteristic marks enable examinations of replicated cartridge cases and bullets in order to perform individual identifications of firearms.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}







