1. Introduction
In the past years, social awareness has significantly increased derived from environmental issues related to the generation of wastes, petroleum shortage, and the increasing need to reduce the carbon footprint [
1]. The worldwide plastic production is nowadays about 300 Mt/year, verifying the great amount of wastes that plastic industry produces [
2].
In this context, bio-based polymers can successfully reduce the use of fossil resources through the use of biomass or renewable resources, at the same time that they reduce the carbon footprint [
3]. Within plastic industry, high density polyethylene (HDPE) is one of the most utilized commercial plastics, right after polyvinyl chloride (PVC) and polypropylene (PP) in terms of production volume [
4]. This is the reason for which BioHDPE or “green-polyethylene” is a good solution for reducing the problems related to fossil resources. This BioHDPE is produced by polymerization of ethylene obtained from catalytic dehydration of bioethanol. BioHDPE has the same physical properties as its petrochemical counterpart (HDPE), which possesses good mechanical resistance, high ductility, and improved waterproof capabilities [
5,
6]. In 2018, bio-based polyethylenes represented approximately 9.5% of the global bioplastic production, reaching almost 200,000 tons/year [
7]. Normally, BioHDPE injected pieces can be used to produce either rigid parts or flexible films and packages [
6].
Natural fillers have been used for a long time with the objective of reducing the cost of material, in most of the cases the introduction of these fillers in a limited amount does not affect significantly the properties of the composite. So, it is common to introduce the maximum possible amount of filler in order to reduce the price of the material as much as possible [
8].
In addition to the use of polymers from renewable sources, the interest for natural filler reinforced plastics (NFRP) [
9,
10,
11] and wood plastic composites (WPC) [
12,
13,
14], has risen. In this context, this kind of cellulosic reinforcements positively contribute to the obtention of environmentally friendly materials, reduce the cost of biopolymers, and upgrade industrial and agroforestry wastes [
15]. In this sense, these materials can also directly focus on reducing environmental limitations, which are product of a linear economy, thus, allowing to reuse different wastes in order to enhance the concept of circular economy [
16]. This transition from “waste elimination” to “waste reutilization as added-value materials” is the key to reach a circular economy [
17]. In the last decades, fillers and natural residues have been widely used in polymeric compounds [
18,
19]. These fillers can be obtained from minerals, animals, or plants. However, fillers obtained from plants, either particles or fibers, are the most common to be used in green composites [
20,
21]. This is due to them being obtainable from agricultural and industrial wastes or by-products from food processing. This allows to improve the value of discarded materials and encourage circular economy [
22]. Following this concept, in recent years, new materials have been developed, based on vegetal wastes such as orange peel flour [
23], babassu shell flour [
24], almond shell flour [
25], or fibers like pinecone leaf fiber [
26], jute fiber [
27], banana stem fiber [
28], coconut fiber [
29], flax fiber [
30], etc.
In this investigation work, environmentally friendly composites based on a polymeric matrix of BioHDPE with pinecone particles have been obtained and analyzed. The compatibilizer PE-g-MA was introduced with the objective of improving the interaction between the fibers and the matrix and upgrading the final properties of the green composites. Mechanical, morphological, thermal, thermomechanical, and wettability properties of the materials were characterized. The main objective of this work is to validate the development of a bio-based composite obtained with a natural filler of great abundance such as pinecone and the implication of the use of commercial compatibilizers on the performance of the resulting composite material. In addition, the aim is to maximize the load content of pinecone in order to minimize the cost of the resulting composite material without reducing its main performances. It is also intended to meet the requirements for use as a wood plastic composite in the home furnishing sector with a wider range of properties, compared to those currently used in the market.
3. Results
3.1. Mechanical Properties
Mechanical characterization of the injection-molded BioHDPE Wood plastic composites with different concentrations of pinecone provides relevant information about the capabilities and possible applications of the developed materials.
Table 2 gathers the main mechanical parameters obtained from mechanical tests.
As it can be seen that the Young Modulus (E) and tensile strength (σ
max) values of BioHDPE are 818 and 14.6 MPa, respectively. On the other hand, elongation at break (ε
b) could not be determined due to the value being superior to the elongation capacity of the testing machine. These values are similar to the ones reported by other authors [
5]. The incorporation of pinecone produces a significant increase in the stiffness of the material. However, the introduction of PE-g-MA reverts this effect, as it acts as a plasticizer. So, it is necessary to almost duplicate the pinecone content in blends with PE-g-MA in order to reach similar rigidity values. In the case of 20 wt.% pinecone with PE-g-MA, the elastic modulus obtained is 1080 MPa, which is not especially high compared to similar composites with HDPE matrix and lignocellulosic fillers [
32].
Regarding tensile strength, neat BioHDPE presents the highest value of the studied blends. As the composition of pinecone increases, tensile strength decreases. These effects acutes when PE-g-MA is introduced in the blends. Nonetheless, the reduction in tensile strength does not surpass 30%, this parameter goes from 14.6 MPa for neat BioHDPE, down to 10.6 MPa for 20 wt.% pinecone blend. With regard to elongation at break, the incorporation of loads provokes a great reduction in the elongation of the material, while the compatibilizer increases this parameter. This fact allows the material to preserve enough ductility for a wide range of applications. This trend is corroborated by impact strength results.
BioHDPE shows the greatest impact strength values. The addition of pinecone increases the fragility of the material, but the presence of the compatibilizer in the blend improves this parameter considerably from 1.5 (kJ/m
2) for 5 wt.% content in pinecone without compatibilizer to 1.7 (kJ/m
2) for the same amount of pinecone with PE-g-MA. This behavior highlights the plasticizing effect that PE-g-MA exerts over the composite, increasing its ductile properties but slightly reducing its tensile strength. Higher composition of pinecone produces an increase in the fragility of the composites, reaching values near 1.3 (kJ/m
2) for a 20 wt.% content in pinecone. This behavior has also been reported in other composites with HDPE and lignocellulosic fillers [
33].
With respect to hardness, results show that PE-g-MA slightly increases Shore D hardness. As it can be seen, BioHDPE has a Shore D hardness of 62.3, similar to that of BioHDPE/5PC (62.7). On the contrary, once the compatibilizer is added, the greater the pinecone content in the blend the higher the hardness, reaching a maximum value of 65.4 for 20 wt.% of pinecone. It should be remarked that the variability in hardness results is quite low and in some cases it lacks representativeness.
3.2. Morphology of BioHDPE-Pinecone Composites
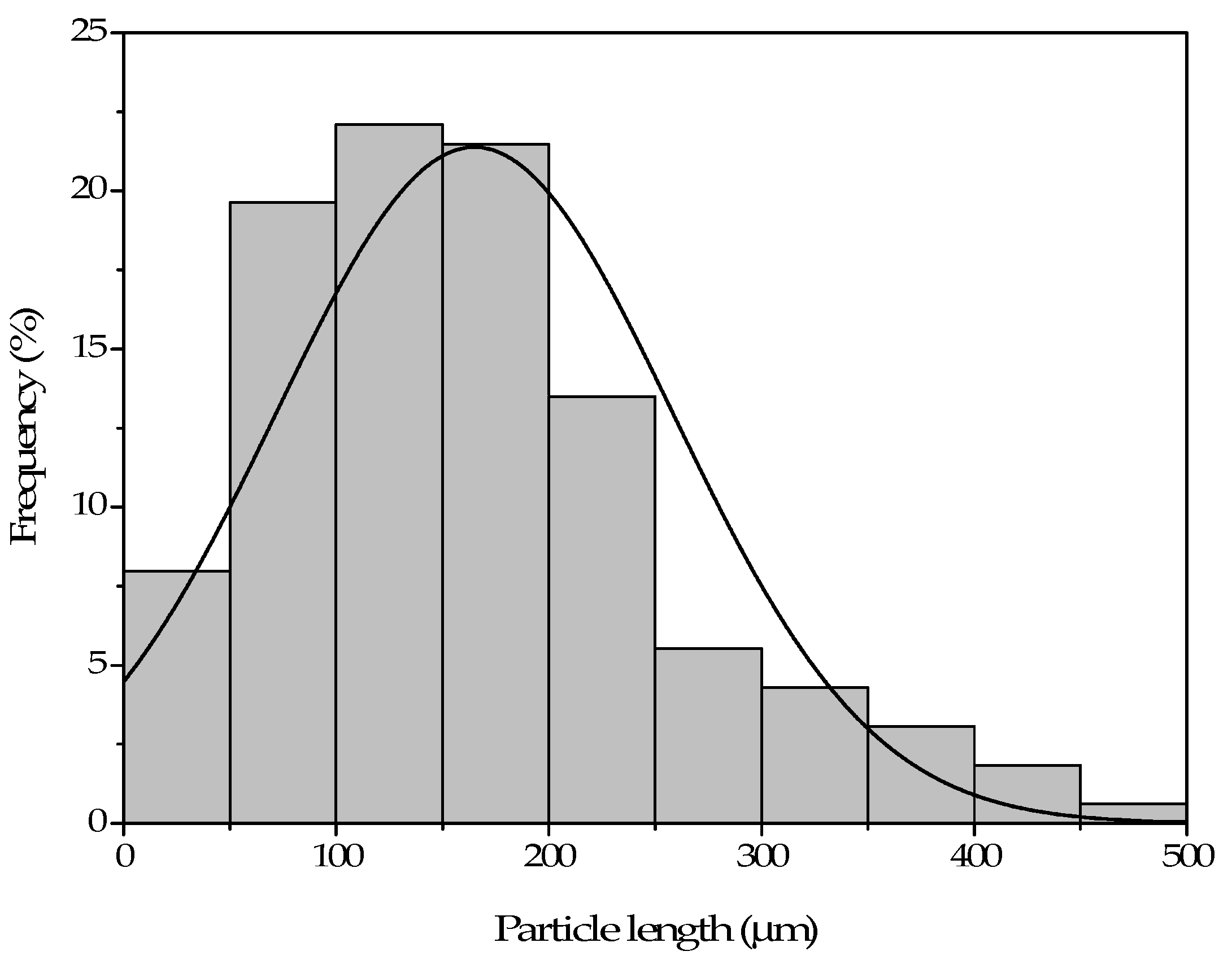
The internal structure of the composites is often closely related to their mechanical performance. Especially the interaction between the filler particle surface and the surface of the polymer matrix. Another important point is the size and shape of the filler particles.
Figure 2 shows the length histogram for the pinecone particles, obtained from FESEM images. As it can be observed, the average size of the pinecone particles is approximately 150 μm, being 66% of the particles between 50 and 200 μm. Particle size can negatively influence mechanical properties when the particles are too large [
34].
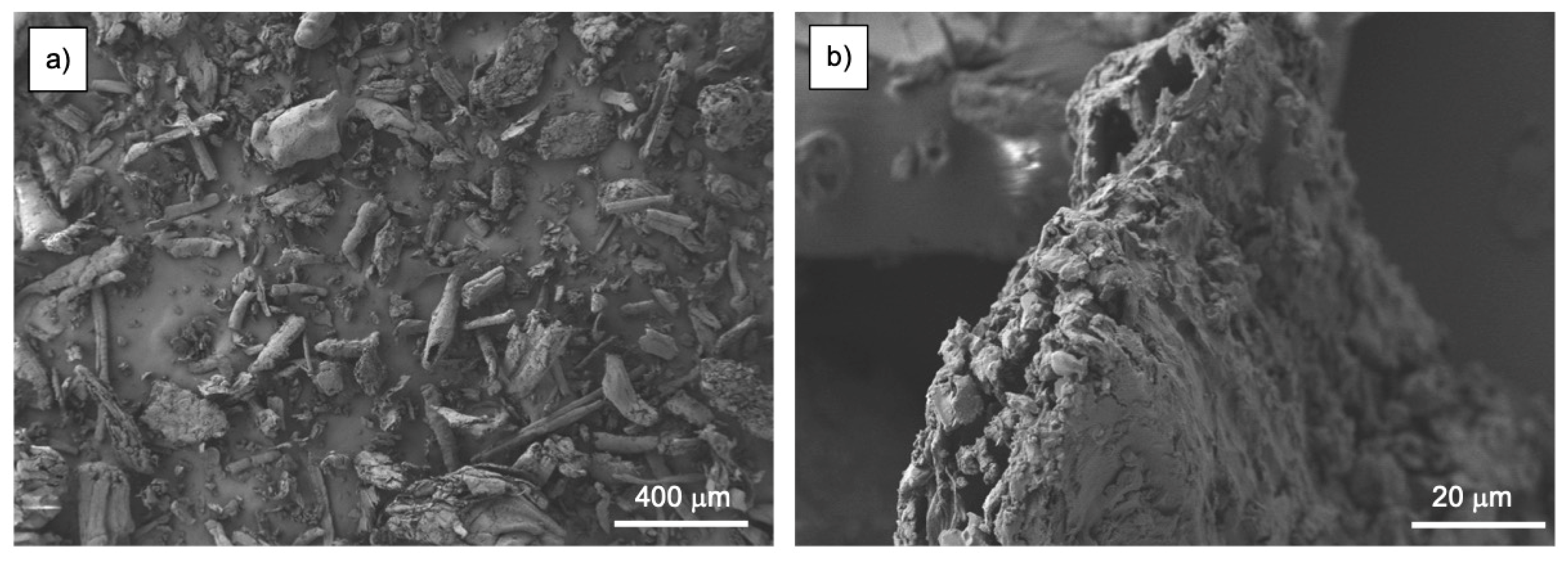
Regarding pinecone particles morphology,
Figure 3 shows the FESEM images at different magnifications.
The shape of the particles is irregular, with a commonly observed cylindrical geometry. At higher magnification, great levels of roughness can be appreciated, which will positively influence the filler–matrix interaction, improving the mechanical performance of the material. The roughness observed is typical in pinecone particles, and it is a consequence of the crushing process, which breaks particles into tiny compact and porous particles with great roughness. This phenomenon also occurs in other similar lignocellulosic compounds [
35].
3.3. Morphology of BioHDPE-Pinecone Composites
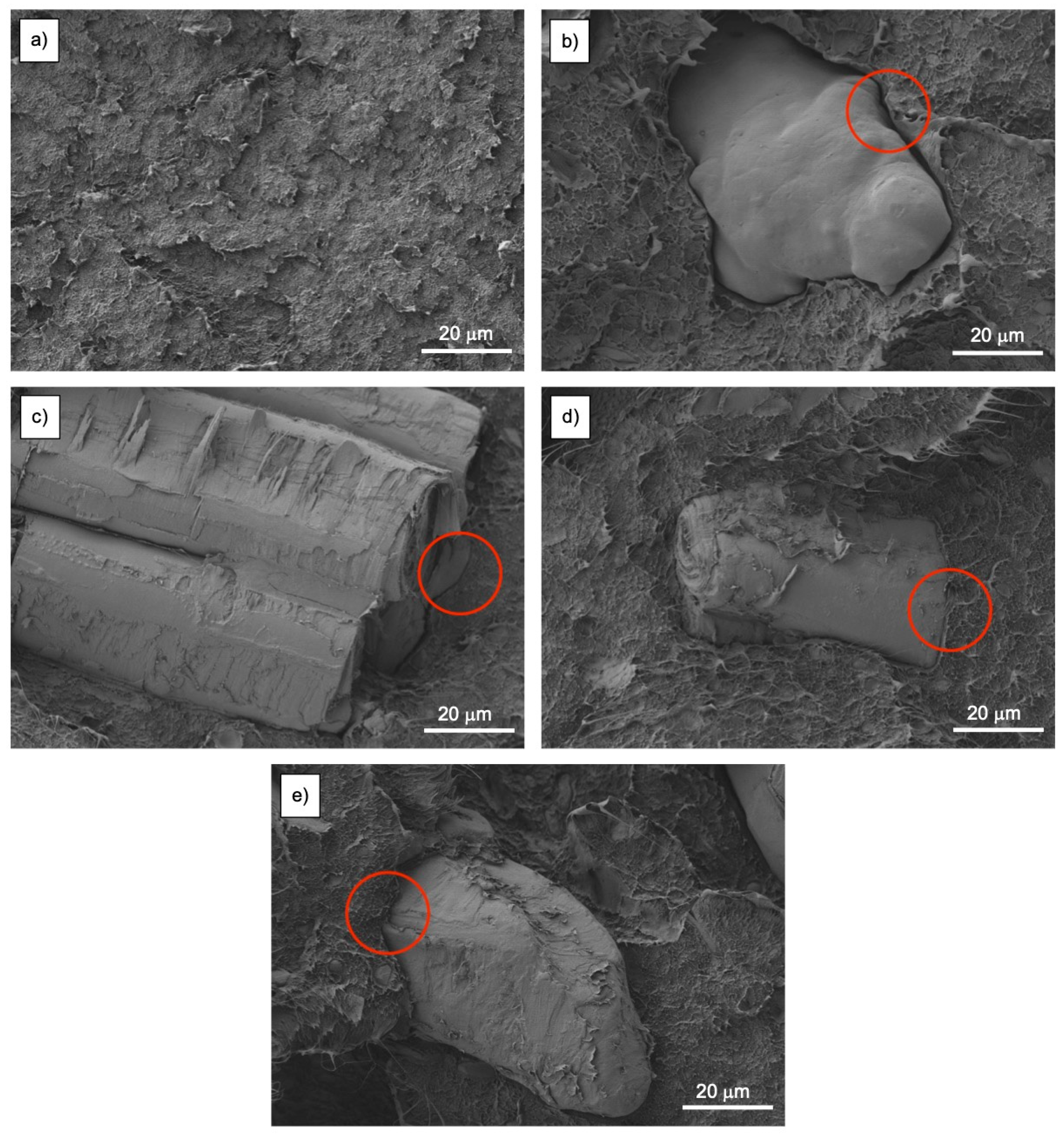
The interaction in the interface between pinecone particles and BioHDPE matrix defines the mechanical properties of the composite.
Figure 4 shows the FESEM images of the surface of fractured impact test samples of different BioHDPE/pinecone composites with different pinecone contents and PE-g-MA.
Figure 4a shows the morphology of BioHDPE. It is the typical surface of a ductile polymer, irregular, rough, and cavernous, as it has been reported in other works [
5].
Figure 4b shows the surface of the BioHDPE/5PC sample. The great void (red circle) that is observed between the pinecone particle and the BioHDPE matrix is evidence of the lack of cohesion, which translates in poor mechanical properties, especially in terms of elongation at break. The incorporation of PE-g-MA as a compatibilizer shows a clear reduction in the gap between the pinecone particle and the matrix that envelops it, as it can be seen in
Figure 4c. This increment in cohesion is strictly connected with an improvement in the ductile mechanical properties of the composite with compatibilizer in comparison with the composite without it. This effect can also be observed in the blends with 10 and 20 wt.% of pinecone, as it is portraited in
Figure 4d and
Figure 4e, respectively.
3.4. Thermal Properties of BioHDPE-Pinecone Composites
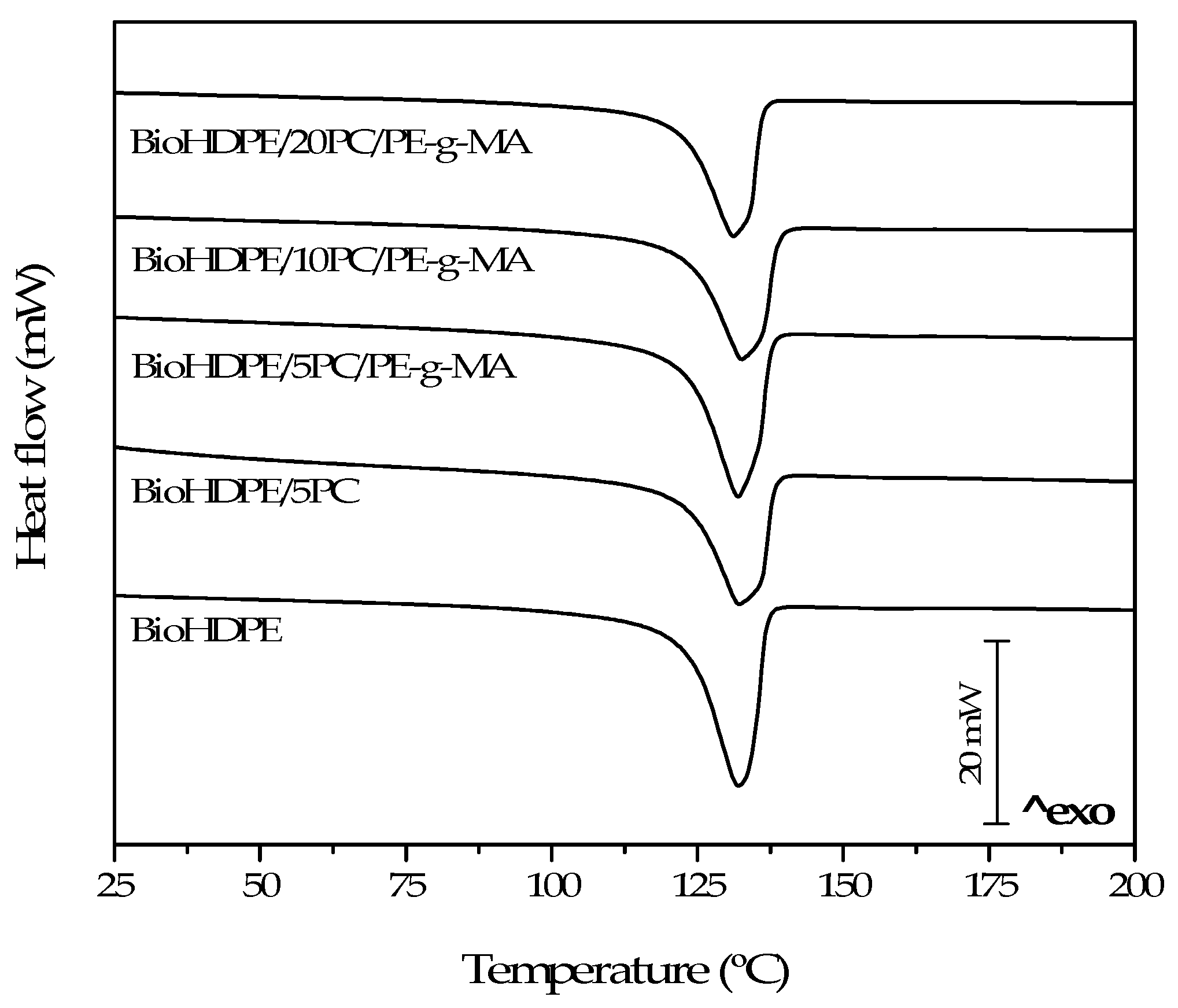
Figure 5 shows the DSC thermograms obtained during the second heating cycle of the BioHDPE/PC composites. On the other hand,
Table 3 sums up the main data acquired during thermal analysis. With regard to the thermograms, the obtained curves only show the melting temperature of the BioHDPE composites. Glass transition temperature cannot be observed because it is located at approximately −100 °C. BioHDPE presents a melting peak (T
m) at 131.0 °C with a crystallinity value of X
c 61.9%. These are similar values to those obtained by other authors [
36].
The studied composites did not show significant differences in terms of the melting point, obtaining values very close to 131 °C. Regarding melting enthalpy, important changes appear depending on the pinecone composition and the use of PE-g-MA as a compatibilizer. As a result, crystallinity percentage also changes drastically. In this sense, the addition of 5 wt.% pinecone reduces the nucleation process due to the particle–particle contact, as the available space for crystal growth becomes limited [
36,
37,
38]. As a result, crystallinity reduces from 61.9% for BioHDPE, to 57.2% for BioHDPE/5PC. On the contrary, when PE-g-MA is introduced, the dispersion of the pinecone particles in the polymer matrix improves, contributing to reduce polymer–polymer interactions, thus, supporting crystal formation [
39,
40]. For the 10 wt.% pinecone blend, the compatibilizing effect of PE-g-MA that increases crystallinity gets compensated by the contrary effect exerted by the higher composition of pinecone, obtaining an inferior value of 58.1%. In the case of 20 wt.% pinecone sample, the effect of the filler increases and crystallinity value goes down to 57.6%.
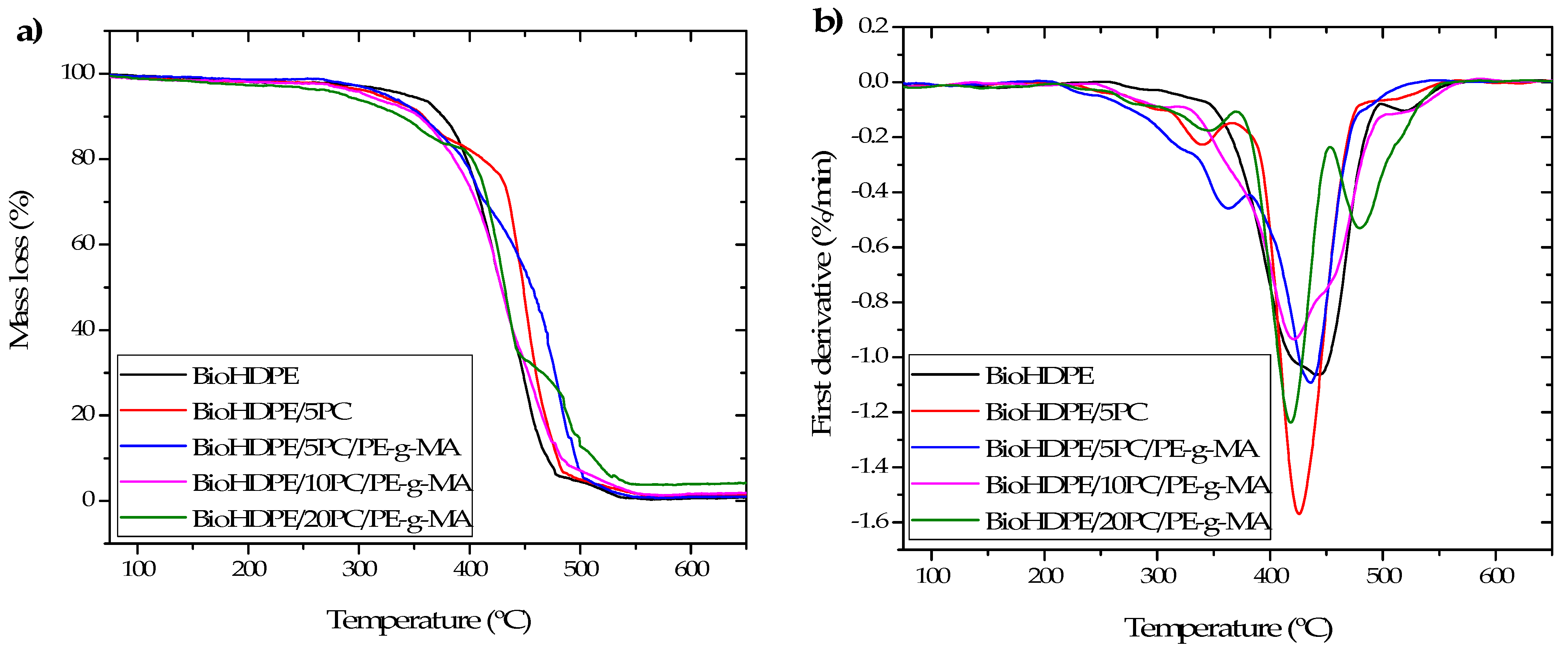
With regard to thermal stability of the studied composites,
Figure 6 shows the thermogravimetric curves and their first derivative (DTG). Moreover,
Table 4 gathers the main degradation parameters for all the blends. Neat BioHDPE shows a degradation temperature for a mass loss of 5% (T
5%) of 343 °C, a degradation temperature (T
deg) of 443 °C, and a residual mass at 700 °C of 0.9%. These values are typical of this kind of material and have also been reported in other works [
41]. The addition of lignocellulosic fillers provokes a reduction in the thermal stability of the composite, resulting in a decrease both in T
5% and T
deg. The incorporation of 5 wt.% pinecone results in a reduction down to 317 °C and 451 °C, respectively. Otherwise, the addition of the PE-g-MA compatibilizer provides thermal stability to the composite, due to its ability to reticulate polymer chains altogether with an improvement in the dispersion of the particles, which triggers a delay in the maximum degradation peak [
33]. It is for this reason that, for the same quantity of pinecone with PE-g-MA, the values of T
5% and T
deg suffer an increase of 8 and 11 °C, respectively. Once the percentage of filler is augmented, the degradation of the composite becomes faster, obtaining significantly lower values of 306 and 421 °C for T
5% and T
deg, respectively, for the BioHDPE/10PC/PE-g-MA composite. In the case of the 20 wt.% pinecone composite, the values of T
5% and T
deg decrease down to 287 and 416 °C, respectively. This implies a reduction of the 16 and 6% in relation to neat BioHDPE.
It should be remarked that in the DTG curves of the composite containing pinecone, the degradation of the different compounds present in the lignocellulosic particles becomes clearly visible: hemicellulose degradation at 280–340 °C, cellulose degradation at 340–450 °C, and lignin degradation at 450–509 °C [
42,
43].
With respect to residual mass results, the introduction of lignocellulosic particles provokes an increase in residual mass due to the fact that these particles do not degrade completely at 700 °C [
44]. The residual mass values increase from 1.2% for the compound with 5 wt.% of pinecone up to 4.3% for the 20 wt.% pinecone composite.
3.5. Thermomechanical Properties of BioHDPE-Pinecone Composites
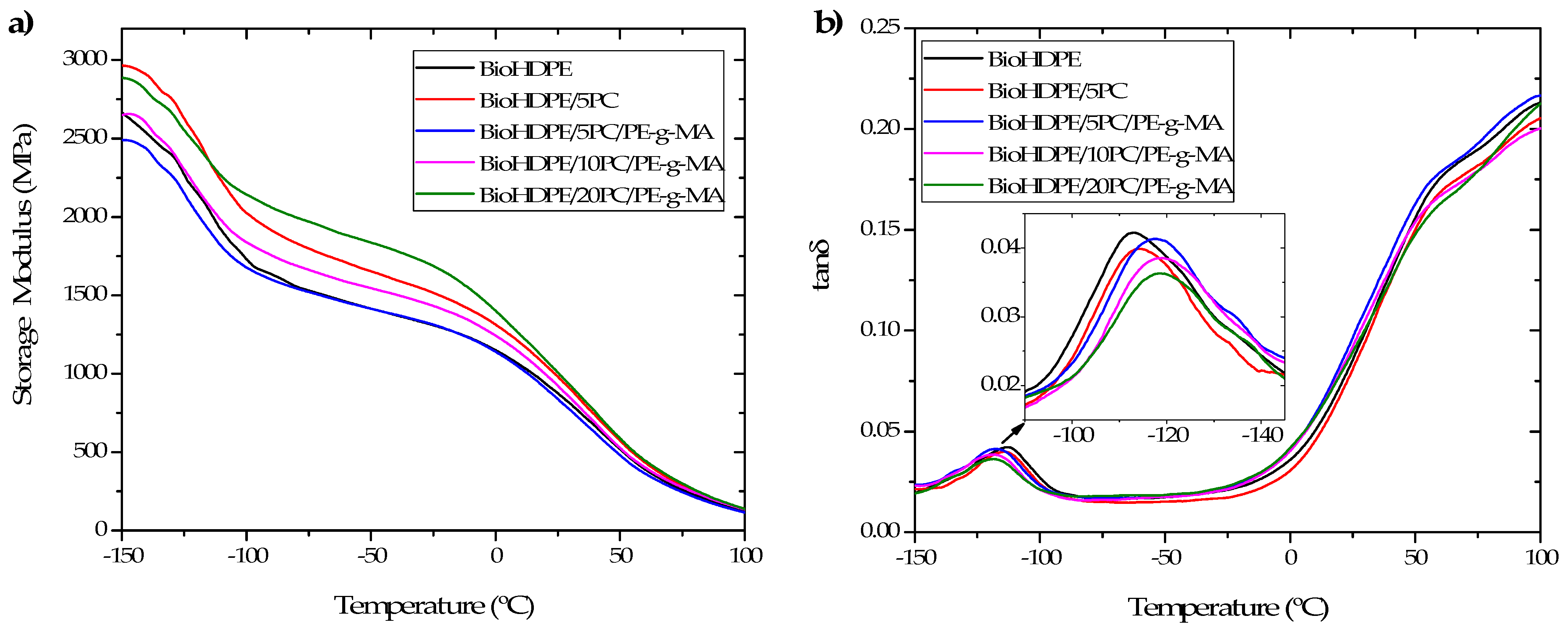
Figure 7 shows the thermodynamic curves obtained by means of DMTA for all the BioHDPE/pinecone blends.
Figure 7a shows the evolution of the storage modulus (G′) in the temperature range −150–100 °C. As it was expected, a reduction of G′ is observed from values in the range 2500–3000 MPa at −150 °C down to values near 120 MPa at 100 °C.
Table 5 gathers G′ values at different temperatures (−150 °C; 0 °C and 75 °C) and the values corresponding to the dynamic damping factor (tan δ), which is indicative of the T
g of the BioHDPE matrix in the blends.
Regarding BioHDPE, at −150 °C an initial value of G′ of 2658 MPa is obtained. Then, a rapid decrease in the storage modulus is observed, related with the glass transition of the material, until −100 °C approximately. The next sudden decrease (at 0 °C) is related to the softening of the polymer matrix [
5]. With regard to the composites, the incorporation of 5 wt.% pinecone into the matrix provokes an initial increase of G′ up to 2965 MPa. The addition of PE-g-MA compatibilizer tends to decrease G′, countering the increasing effect exerted by the pinecone filler. This effect is seen in the compatibilized sample, which at −150 °C presents a G′ value of 2490 MPa, a lower value than neat BioHDPE. Once the percentage of pinecone is increased, G′ augments up to 2658 and 2886 MPa for 10 and 20 wt.% pinecone samples, respectively. This tendency is similar to that found at higher temperatures, although the 5 wt.% pinecone non-compatibilized sample suffers a greater fall in G′ than the samples with high content in pinecone. Thus, the 20 wt.% pinecone sample is the one with the higher storage modulus at 0 and 75 °C (1409 and 299 MPa, respectively).
Figure 7b shows the evolution of the dynamic damping factor (tan δ) with temperature. Neat BioHDPE presents a peak at 112.8 °C, corresponding to the γ relaxation and related to its glass transition temperature [
45]. A second relaxation is observed, called α-relaxation between 50 and 120 °C, related to an interlaminar shearing process that occurs during heating. α relaxation can be separated in two subprocesses (α y α′) due to the heterogeneity of the crystalline regions in the material [
46]. The addition of pinecone provokes a slight increase, which results insignificant. However, the incorporation of PE-g-MA does produce a greater change of up to 5 °C. Higher proportions of pinecone increase T
g because pinecone particles immobilize BioHDPE polymeric chains.
3.6. Colour Measurement and Visual Appearance
One of the main objectives when developing WPC is obtaining a wood-like visual appearance. For this reason, colorimetric analysis has been carried out in this work.
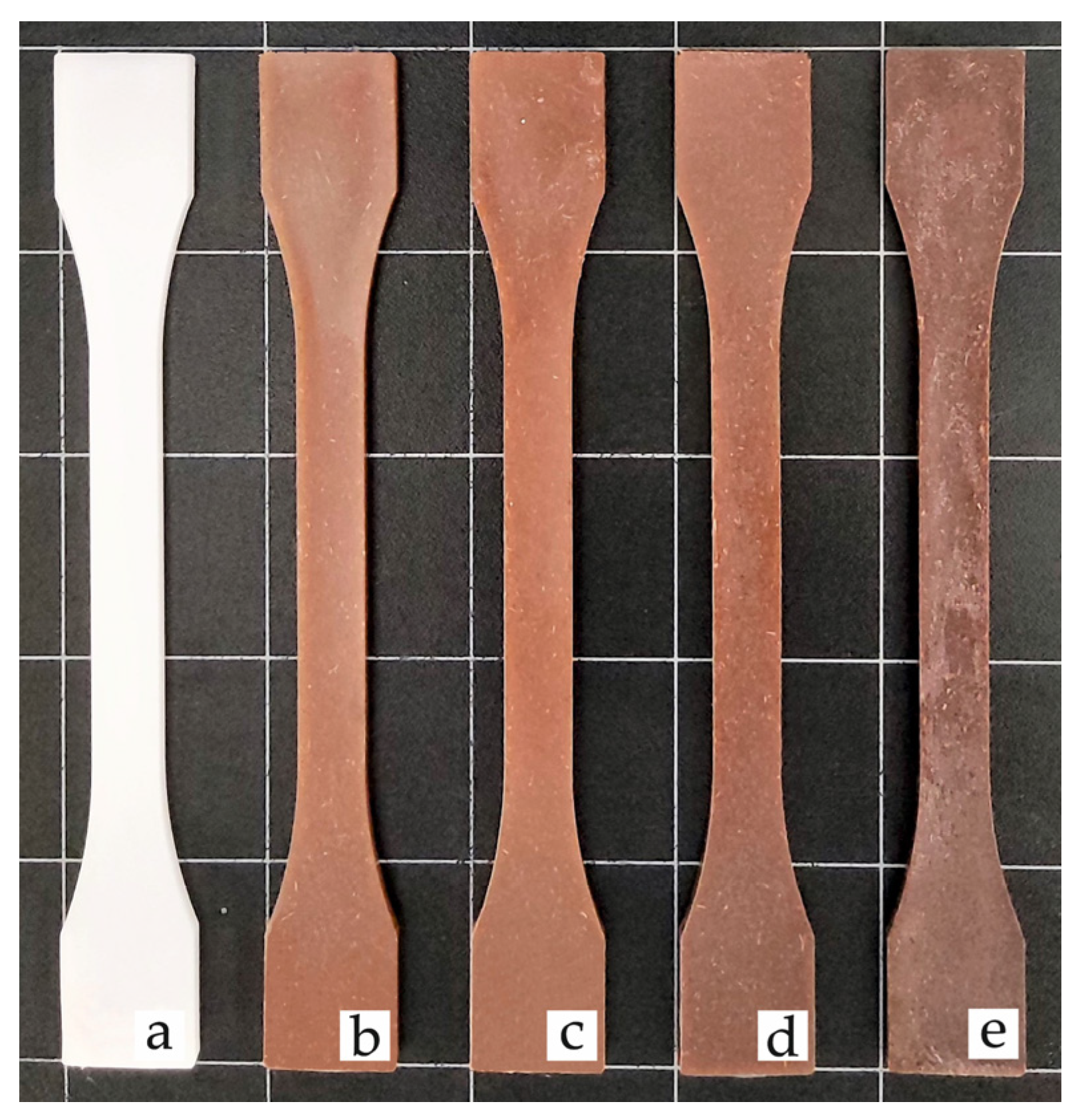
Table 6 gathers the values of the color coordinates L*, a*, b* of the BioHDPE compounds with pinecone, while
Figure 8 shows the visual appearance of tensile test samples. All samples are opaque, mainly due to the semicrystalline nature of BioHDPE [
47].
BioHDPE shows a great luminance L* as a result of its characteristic white color, in contrast with the intense brown color of the pinecone composites, which provokes an important reduction in their luminance. Interestingly, as the pinecone content increases, the sample acquires darker shades, as it can be inferred from the decrease in luminance (4 units) from 5 wt.% pinecone sample to 20 wt.% pinecone sample. With regard to color coordinate a*, a great change in the samples can be appreciated, going from negative values (green) to positive values (red) in the pinecone composites [
48]. In terms of color coordinate b*, which defines blue (negative) or yellow (positive) color, negative values for BioHDPE are observed (−3.12), while pinecone composites exhibit positive values as a result of their darkening and characteristic brown color.
The visual appearance shown by pinecone composites perfectly matches the definition of wood plastic composites, as they present brown colors very similar to those of natural woods, which gives them a wide range of applications.
3.7. Water Uptake Characterization
One of the main drawbacks of composites with polymeric matrices and lignocellulosic fillers such as pinecone is their great hydrophilic nature, which limits their use in certain industries and applications, as they become strong water-absorbents.
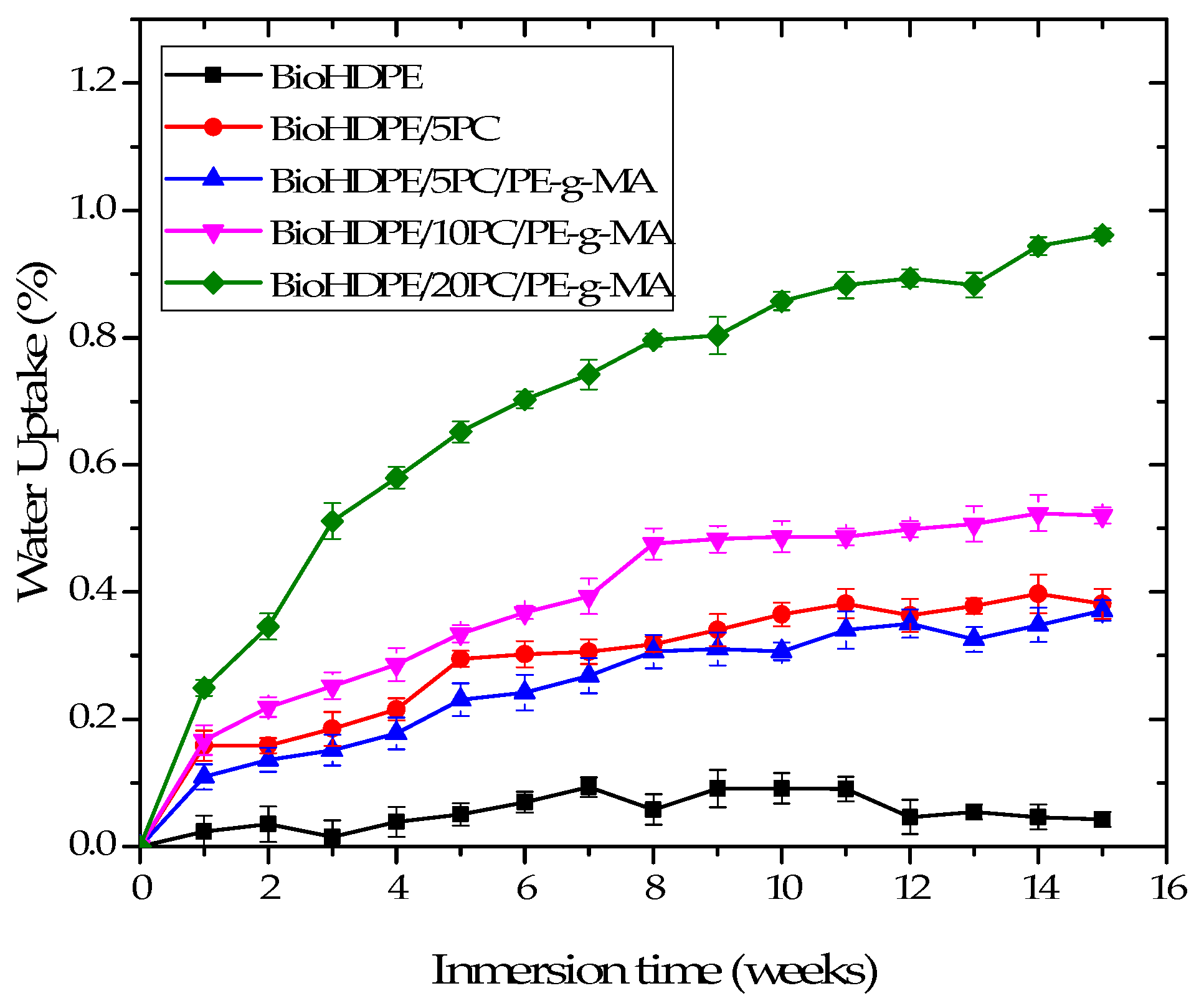
Figure 9 shows the water absorption evolution of BioHDPE composites with pinecone, after a period of 15 weeks of distilled water immersion.
As it was expected, neat BioHDPE hardly absorbed any water in all the immersion time, with an asymptotic value of 0.03%, confirming the hydrophobic behavior of this material [
49]. As it can be observed, the introduction of 5 wt.% pinecone provokes a strong increase in water absorption, reaching 0.39% with respect to the initial weight of the sample at 15 weeks. This is mainly ascribed to the presence of hydroxyl groups present in the lignocellulosic particles of pinecone, which enhances moisture absorption [
50]. This is the reason why higher concentrations of pinecone induce higher levels of water absorption, reaching values of 0.52% and 0.96% for the 10 and 20 wt.% pinecone samples, respectively. The inclusion of PE-g-MA in the blends slightly reduces water uptake, which could be related to the fact that a greater interaction between BioHDPE and PC somehow blocks moisture absorption.
3.8. Wetting Properties
With the objective of evaluating the behavior of the pinecone composites against water, the contact angle at different times after applying one drop of distilled water in the surface of each one of the samples was measured. A high contact angle value is indicative of a poor affinity for water (hydrophobicity), while a low contact angle is related to a strong hydrophilic behavior.
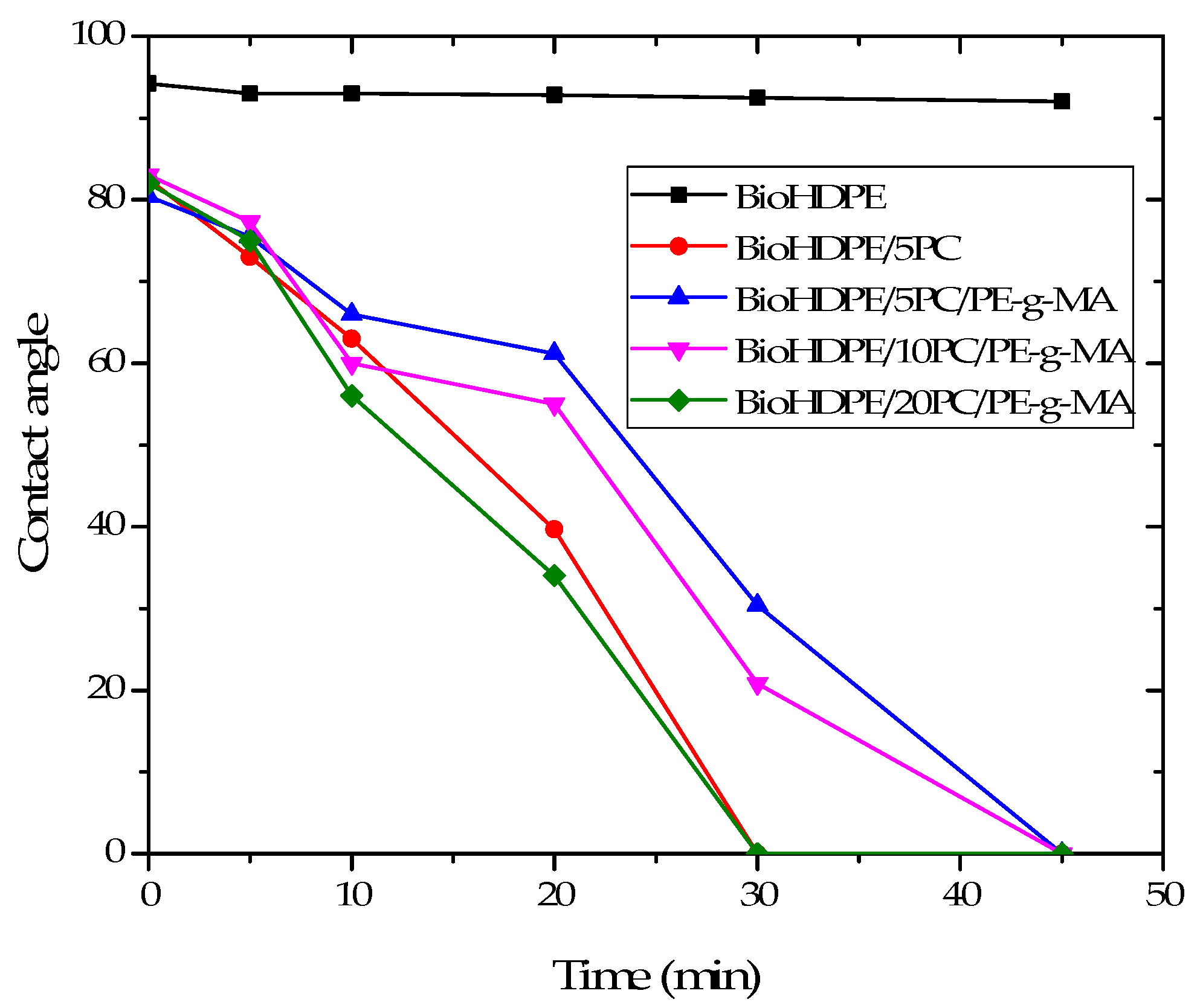
Figure 10 shows the variation of water contact angles with time for all the BioHDPE/pinecone composites. As it can be seen, initially (0 min exposure time) all the samples present values superior to 65°, which makes them hydrophobic according to the hydrophilic threshold established by Vogler [
51]. This is ascribed to the non-polar nature of BioHDPE, which is formed only by C-H bonds. These bonds have practically no difference in electronegativity. This is also the reason why BioHDPE shows a constant contact angle of 94° for all the exposure times. When pinecone particles are introduced, a considerable reduction of about 13% in the contact angle is observed. This could be ascribed to cellulose, hemicellulose, and lignin, which are present in pinecone particles (hydroxyl and carbonyl groups). These groups provide polarity to the material and can form hydrogen bonds with water (polar solvent), giving higher wettability [
52]. Furthermore, as it can be observed, contact angle considerably reduces over time. The more intense phenomenon is the higher the pinecone proportion, although the presence of PE-g-MA reduces this effect. Thereby, it can be observed how the sample with 5 wt.% of pinecone with PE-g-MA exhibits a contact angle value of 30.4° after 30 min of exposure time, while in the non-compatibilized sample with the same pinecone proportion the water drop completely disappeared. This fact is linked to a greater interaction between the filler and the matrix, which avoids a higher water absorption. Higher pinecone compositions make the water drop to completely disappear after 45 min of exposure time, showing that the compatibilizing effect is not enough in this case to counter the hydrophilicity of the lignocellulosic pinecone particles.
The results presented here are consistent with the ones obtained in the water uptake test, concluding that BioHDPE composites obtain more affinity for water as the pinecone content increases in the blends, although the use of PE-g-MA tends to slightly reduce this behavior.
4. Conclusions and Future Perspectives
The results obtained in this work allow to validate the incorporation of pinecone particles for the obtention of WPCs with a relatively low cost. The use of highly abundant reinforcing fillers and a very low cost such as pinecone offer can also increase the performance of the obtained material. It has been demonstrated that it is possible to obtain good mechanical response from pinecone composites up to 20 wt.% of pinecone. The use of PE-g-MA as a compatibilizer has effectively increased the ductile mechanical properties of the composites. Thermal stability also improves considerably with the use of PE-g-MA, even at high proportions of pinecone. Moreover, the intrinsic great water absorption of the composites with lignocellulosic particles is lowered by effect of the compatibilizer, improving the behavior against water, which allows the use of these materials even in some outdoor environments. Regarding visual appearance, characteristic brown colors similar to those of some natural woods have been obtained with the addition of pinecone. It has also been demonstrated that the affinity between the non-polar polymeric matrix and the lignocellulosic particles allows a general upgrade of the capabilities of the materials. Moreover, compositions of up to 20 wt.% of pinecone have been used, which drastically reduces the cost of the final product. All in all, it has been possible to develop a completely sustainable material with potential application in gardening furniture, owing to its wood-like color and its good outdoor performance. In short, the results obtained in this work allow validating the wood plastic composites obtained from a very abundant natural resource such as pinecone, the use of compatibilizers has a great impact on the performance, allowing the addition of a higher percentage of reinforcement without reducing the performance range. The development of new compatibilizers more suitable for this composite is foreseeably one of the objects of study for future work related to this field.


 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}