
Use of Novel Non-Toxic Bismuth Catalyst for the Preparation of Flexible Polyurethane Foam

 , ,
, ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
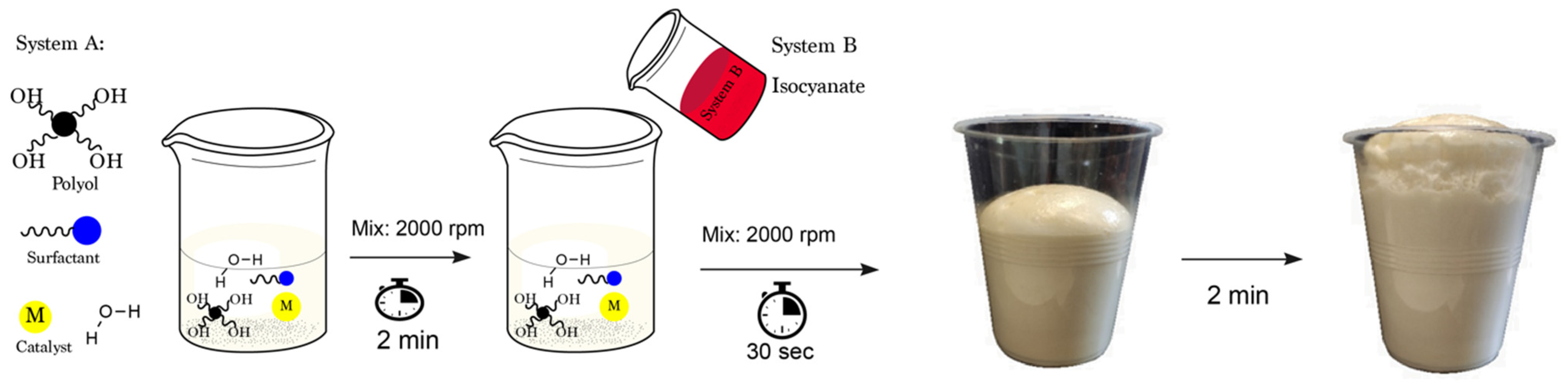
2.2. Preparation of PUF with Catalyst Mixture
2.3. Characterization of PU Foams
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Geyer, R. Production, use, and fate of synthetic polymers. In Plastic Waste and Recycling; Letcher, T.M., Ed.; Academic Press: London, UK, 2020; Chapter 2; pp. 13–32. [Google Scholar] [CrossRef]
- Akindoyo, J.O.; Beg, M.D.H.; Ghazali, S.; Islam, M.R.; Jeyaratnam, N.; Yuvaraj, A.R. Polyurethane types, synthesis and applications—A review. RSC Adv. 2016, 6, 114453–114482. [Google Scholar] [CrossRef] [Green Version]
- Peyrton, J.; Avérous, L. Structure-properties relationships of cellular materials from biobased polyurethane foams. Mater. Sci. Eng. R Rep. 2021, 145, 100608. [Google Scholar] [CrossRef]
- Stachak, P.; Łukaszewska, I.; Hedba, E.; Pielichowski, K. Recent Advances in Fabrication of Non-Isocyanate Polyurethane-Based Composite Materials. Materials 2021, 14, 3497. [Google Scholar] [CrossRef]
- Kreye, O.; Mutlu, H.; Meier, M.A.R. Sustainable routes to polyurethane precursors. Green Chem. 2013, 15, 1431–1455. [Google Scholar] [CrossRef]
- Sardon, H.; Pascual, A.; Mecerreyes, D.; Taton, D.; Cramail, H.; Hedrick, J.L. Synthesis of polyurethanes using organocatalysis: A perspective. Macromolecules 2015, 48, 3153–3165. [Google Scholar] [CrossRef]
- Thakur, S.; Karak, N. Castor oil-based hyperbranched polyurethanes as advanced surface coating materials. Prog. Org. Coat. 2013, 76, 157–164. [Google Scholar] [CrossRef]
- Sharma, V.; Kundu, P.P. Condensation polymers from natural oils. Prog. Polym. Sci. 2008, 33, 1199–1215. [Google Scholar] [CrossRef]
- Hai, T.A.P.; Tessman, M.; Neelakantan, N.; Samoylov, A.A.; Ito, Y.; Rajput, B.S.; Pourahmady, N.; Burkart, M.D. Renewable polyurethanes from sustainable biological precursors. Biomacromolecules 2021, 22, 1770–1794. [Google Scholar] [CrossRef]
- Cifarelli, A.; Boggioni, L.; Vignali, A.; Tritto, I.; Bertini, F.; Losio, S. Flexible polyurethane foams from epoxidized vegetable oils and a bio-based diisocyanate. Polymers 2021, 13, 612. [Google Scholar] [CrossRef] [PubMed]
- Silva, A.L.; Bordado, J.C. Recent developments in polyurethane catalysis: Catalytic mechanisms review. Catal. Rev. 2004, 46, 31–51. [Google Scholar] [CrossRef]
- Contreras, J.; Valdés, O.; Mirabal-Gallardo, Y.; de la Torre, A.F.; Navarrete, J.; Lisperguer, J.; Durán-Lara, E.F.; Santos, L.; Nachtigall, F.M.; Cabrera-Barjas, G.; et al. Development of eco-friendly polyurethane foams based on Lesquerella fendleri (A. Grey) oil-based polyol. Eur. Polym. J. 2020, 128, 109606. [Google Scholar] [CrossRef]
- Molero, C.; de Lucas, A.; Rodríguez, J.F. Activities of octoate salts as novel catalysts for the transesterification of flexible polyurethane foams with diethylene glycol. Polym. Degrad. Stab. 2009, 94, 533–539. [Google Scholar] [CrossRef]
- Regubalan, B.; Pandit, P.; Maiti, S.; Nadathur, G.T.; Mallick, A. Potential bio-based edible films, foams, and hydrogels for food packaging. In Bio-Based Materials for Food Packaging; Ahmed, S., Ed.; Springer: Singapore, 2018; pp. 105–123. [Google Scholar] [CrossRef]
- Caba, V.; Borgese, L.; Agnelli, S.; Depero, L.E. A green and simple process to develop conductive polyurethane foams for biomedical applications. Int. J. Polym. Mater. Polym. Biomater. 2019, 68, 126–133. [Google Scholar] [CrossRef]
- Van Maris, R.; Tamano, Y.; Yoshimura, H.; Gay, K.M. Polyurethane catalysis by tertiary amines. J. Cell. Plast. 2005, 41, 305–322. [Google Scholar] [CrossRef]
- Dworakowska, S.; Bogdał, D.; Zaccheria, F.; Ravasio, N. The role of catalysis in the synthesis of polyurethane foams based on renewable raw materials. Catal. Today 2014, 223, 148–156. [Google Scholar] [CrossRef]
- Rolph, M.S.; Markowska, A.L.J.; Warriner, C.N.; O’Reilly, R.K. Blocked isocyanates: From analytical and experimental considerations to non-polyurethane applications. Polym. Chem. 2016, 7, 7351–7364. [Google Scholar] [CrossRef] [Green Version]
- Schellekens, Y.; Van Trimpont, B.; Goelen, P.-J.; Binnemans, K.; Smet, M.; Persoons, M.-A.; De Vos, D. Tin-free catalysts for the production of aliphatic thermoplastic polyurethanes. Green Chem. 2014, 16, 4401–4407. [Google Scholar] [CrossRef]
- Levent, E.; Sala, O.; Wilm, L.F.B.; Löwe, P.; Dielmann, F. Heterobimetallic complexes composed of bismuth and lithium carboxylates as polyurethane catalysts—Alternatives to organotin compounds. Green Chem. 2021, 23, 2747–2755. [Google Scholar] [CrossRef]
- Ligabue, R.A.; Monteiro, A.L.; de Souza, R.F.; de Souza, M.O. Catalytic properties of Fe(acac)3 and Cu(acac)2 in the formation of urethane from a diisocyanate derivative and EtOH. J. Mol. Catal. A Chem. 1998, 130, 101–105. [Google Scholar] [CrossRef]
- Blank, W.J.; He, Z.A.; Hessell, E.T. Catalysis of the isocyanate-hydroxyl reaction by non-tin catalysts. Prog. Org. Coat. 1999, 35, 19–29. [Google Scholar] [CrossRef]
- Britain, J.W.; Gemeinhardt, P.G. Catalysis of the isocyanate-hydroxyl reaction. J. Appl. Polym. Sci. 1960, 4, 207–211. [Google Scholar] [CrossRef]
- Sridaeng, D.; Jitaree, W.; Thiampanya, P.; Chantarasiri, N. Preparation of rigid polyurethane foams using low-emission catalysts derived from metal acetates and ethanolamine. e-Polymers 2016, 16, 265–275. [Google Scholar] [CrossRef] [Green Version]
- Sardon, H.; Irusta, L.; Fernández-Berridi, M. Synthesis of isophorone diisocyanate (IPDI) based waterborne polyurethanes: Comparison between zirconium and tin catalysts in the polymerization process. Prog. Org. Coat. 2009, 66, 291–295. [Google Scholar] [CrossRef]
- Rueping, M.; Nachtsheim, B.J. Bismuth salts in catalytic alkylation reactions. In Bismuth-Mediated Organic Reactions. Topics in Current Chemistry; Ollevier, T., Ed.; Springer: Berlin/Heidelberg, Germany, 2011; Volume 311. [Google Scholar] [CrossRef]
- Athanikar, N.K. Bismuth-Containing Compounds in Topical Dosage Forms for Treatment of Corneal and Dermal Wounds. U.S. Patent 6,372,784 B1, 16 April 2002. [Google Scholar]
- Tan, C.; Luona, V.; Tirri, T.; Wilen, C.-E. The synthesis of low-viscosity organotin-free moisture-curable silane-terminated poly(urethane-urea)s. Polymers 2018, 10, 781. [Google Scholar] [CrossRef] [Green Version]
- Buzin, P.; Lahcini, M.; Schwarz, G.; Kricheldorf, H.R. Aliphatic Polyesters by bismuth triflate-catalyzed polycondensations of dicarboxylic acids and aliphatic diols. Macromolecules 2008, 41, 8491–8495. [Google Scholar] [CrossRef]
- Defonseka, C. Practical Guide to Flexible Polyurethane Foams; Smithers Rapra: Shawbury, UK, 2016; ISBN 9781910242698. [Google Scholar]
- Elwell, M.J.; Ryan, A.J.; Grünbauer, H.J.M.; Van Lieshout, H.C. In-situ studies of structure development during the reactive processing of model flexible polyurethane foam systems using FT-IR spectroscopy, synchrotron SAXS, and rheology. Macromolecules 1996, 29, 2960–2968. [Google Scholar] [CrossRef]
- Elwell, M.J.; Ryan, A.J.; Grünbauer, H.J.M.; Van Lieshout, H.C. An FTIR study of reaction kinetics and structure development in model flexible polyurethane foam systems. Polymer 1996, 37, 1353–1361. [Google Scholar] [CrossRef]
- Klempner, D.; Frisch, K.C. Polymeric Foams and Foam Technology; Hanser Publishers: Munich, Germany, 2004. [Google Scholar]
- Arnould, P.; Bosco, L.; Sanz, F.; Simon, F.N.; Fouquay, S.; Michaud, G.; Raynaud, J.; Monteil, V. Identifying competitive tin- or metal-free catalyst combinations to tailor polyurethane prepolymer and network properties. Polym. Chem. 2020, 11, 5725–5734. [Google Scholar] [CrossRef]
- Coleman, M.M.; Lee, K.H.; Skrovanek, D.J.; Painter, P.C. Hydrogen bonding in polymers. 4. Infrared temperature studies of a simple polyurethane. Macromolecules 1986, 19, 2149–2157. [Google Scholar] [CrossRef]
- Shi, Y.; Zhan, X.; Luo, Z.; Zhang, Q.; Chen, F. Quantitative IR Characterization of urea groups in waterborne polyurethanes. J. Polym. Sci. Part A Polym. Chem. 2008, 46, 2433–2444. [Google Scholar] [CrossRef]
- Bernal, M.M.; Lopez-Manchado, M.A.; Verdejo, R. In situ foaming evolution of flexible polyurethane foam nanocomposites. Macromol. Chem. Phys. 2011, 212, 971–979. [Google Scholar] [CrossRef] [Green Version]
- Li, W.; Ryan, A.J.; Meier, I.K. Effect of chain extenders on the morphology development in flexible polyurethane foam. Macromolecules 2002, 35, 6306–6312. [Google Scholar] [CrossRef]
- Santiago-Calvo, M.; Tirado-Mediavilla, J.; Ruiz-Herrero, J.L.; Rodríguez-Pérez, M.; Villafañe, F. The effects of functional nanofillers on the reaction kinetics, microstructure, thermal and mechanical properties of water blown rigid polyurethane foams. Polymer 2018, 150, 138–149. [Google Scholar] [CrossRef]
- Verdejo, R.; Stämpfli, R.; Alvarez-Lainez, M.; Mourad, S.; Rodríguez-Pérez, M.A.; Brühwiler, P.A.; Shaffer, M. Enhanced acoustic damping in flexible polyurethane foams filled with carbon nanotubes. Compos. Sci. Technol. 2009, 69, 1564–1569. [Google Scholar] [CrossRef]
- Ivdre, A.; Abolins, A.; Sevastyanova, I.; Kirpluks, M.; Cabulis, U.; Merijs-Meri, R. Rigid polyurethane foams with various isocyanate indices based on polyols from rapeseed oil and waste PET. Polymers 2020, 12, 738. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, G.; Wu, Y.; Chen, W.; Han, D.; Lin, X.; Xu, G.; Zhang, Q. Open-cell rigid polyurethane foams from peanut shell-derived polyols prepared under different post-processing conditions. Polymers 2019, 11, 1392. [Google Scholar] [CrossRef] [Green Version]
- Gibson, L.; Ashby, M. Cellular Solids: Structure and Properties, 2nd ed.; Cambridge Solid State Science Series; Cambridge University Press: Cambridge, UK, 1997. [Google Scholar] [CrossRef]
- Chattopadhyay, D.K.; Webster, D.C. Thermal stability and flame retardancy of polyurethanes. Prog. Polym. Sci. 2009, 34, 1068–1133. [Google Scholar] [CrossRef]
- Qi, H.J.; Boyce, M.C. Stress-strain behavior of thermoplastic polyurethanes. Mech. Mater. 2005, 37, 817–839. [Google Scholar] [CrossRef]
- Zulfiqar, S.; Zulfiqar, M.; Kausar, T.; McNeill, I.C. Thermal degradation of phenyl methacrylate-methyl methacrylate copolymers. Polym. Degrad. Stab. 1987, 17, 327–339. [Google Scholar] [CrossRef]
- Chen, M.-J.; Shao, Z.-B.; Wang, X.-L.; Chen, L.; Wang, Y.-Z. Halogen-free flame-retardant flexible polyurethane foam with a novel nitrogen-phosphorus flame retardant. Ind. Eng. Chem. Res. 2012, 51, 9769–9776. [Google Scholar] [CrossRef]
- Pan, Y.; Cai, W.; Du, J.; Song, L.; Hu, Y.; Zhao, H. Lanthanum phenylphosphonate-based multilayered coating for reducing flammability and smoke production of flexible polyurethane foam. Polym. Adv. Technol. 2020, 31, 1330–1339. [Google Scholar] [CrossRef]
- Petrović, Z.S.; Ferguson, J. Polyurethane elastomers. Prog. Polym. Sci. 1991, 16, 695–836. [Google Scholar] [CrossRef]
- Camberlin, Y.; Pascault, J.P. Phase segregation kinetics in segmented linear polyurethanes: Relations between equilibrium time and chain mobility and between equilibrium degree of segregation and interaction parameter. J. Polym. Sci. Polym. Phys. Ed. 1984, 22, 1835–1844. [Google Scholar] [CrossRef]
- Sheth, J.P.; Aneja, A.; Wilkes, G.L. Exploring long-range connectivity of the hard segment phase in model tri-segment oligomeric polyurethanes via lithium chloride. Polymer 2004, 45, 5979–5984. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Formulation | PUFs0.2 | PUFB0.2 | PUFB0.1 | PUFB0.05 |
|---|---|---|---|---|
| Lupranol 1200 | 45.3 | 45.3 | 45.3 | 45.3 |
| Lupranol 2095 | 55.7 | 55.7 | 55.7 | 55.7 |
| Dabco DC 198 | 0.2 | 0.2 | 0.2 | 0.2 |
| Bismuth Triflate | - | 0.2 | 0.1 | 0.05 |
| Stannous Octoate | 0.2 | - | - | - |
| PMDETA | 0.5 | 0.5 | 0.5 | 0.5 |
| Water | 6 | 6 | 6 | 6 |
| Lupranat MI | 29.7 | 29.7 | 29.7 | 29.7 |
| Lupranat M20s | 45.3 | 45.3 | 45.3 | 45.3 |
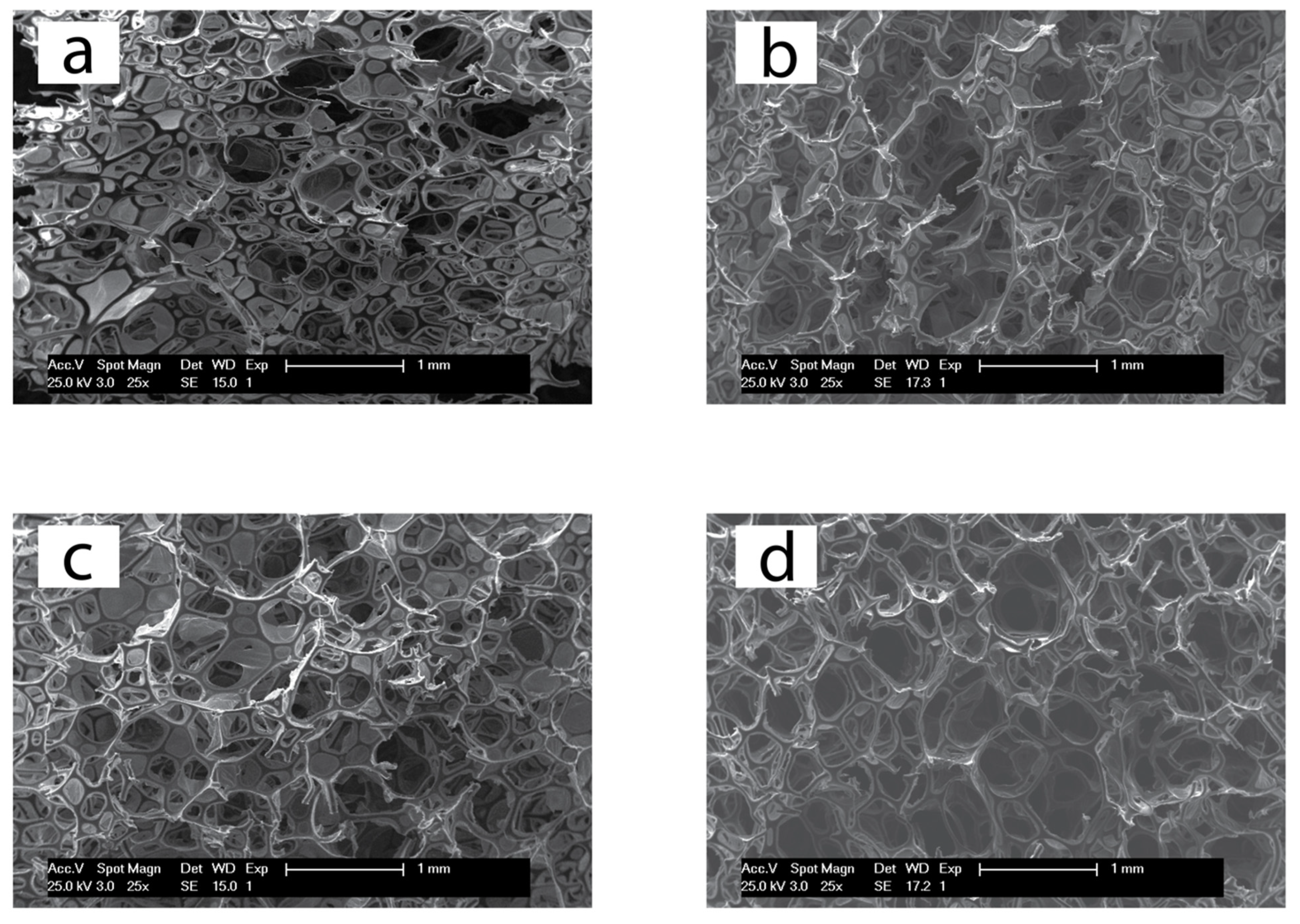
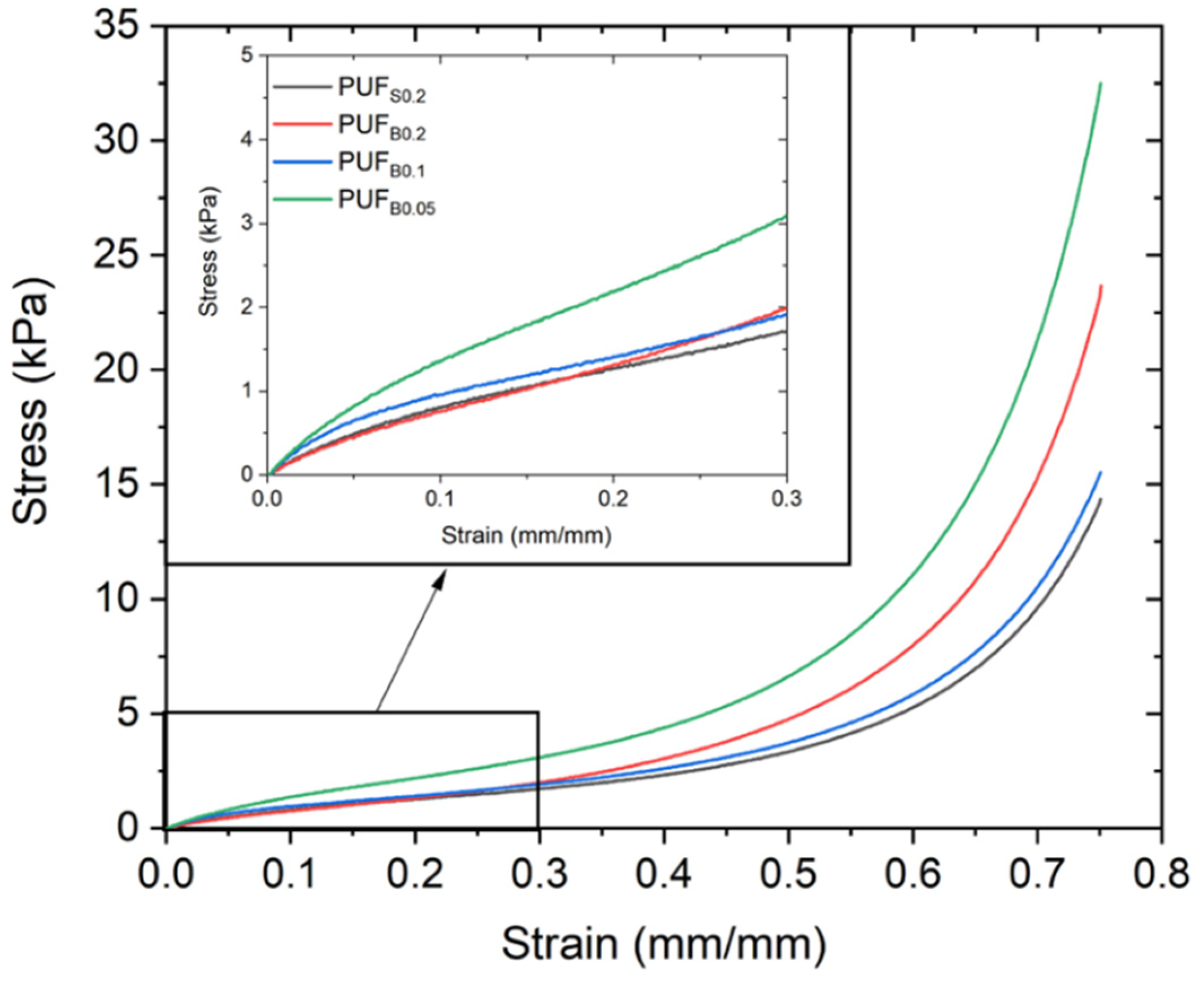
| Sample | Apparent Density (kg/m3) | Average Cell Size (μm) | Specific Young’s Modulus (kPa/kg m−3) |
|---|---|---|---|
| PUFS0.2 | 35.6 ± 1.2 | 277 ± 83 | 0.42 ± 0.15 |
| PUFB0.2 | 28.2 ± 3.4 | 332 ± 97 | 0.40 ± 0.15 |
| PUFB0.1 | 35.8 ± 1.1 | 341 ± 99 | 0.61 ± 0.21 |
| PUFB0.05 | 40.2 ± 1.9 | 294 ± 86 | 1.09 ± 0.45 |
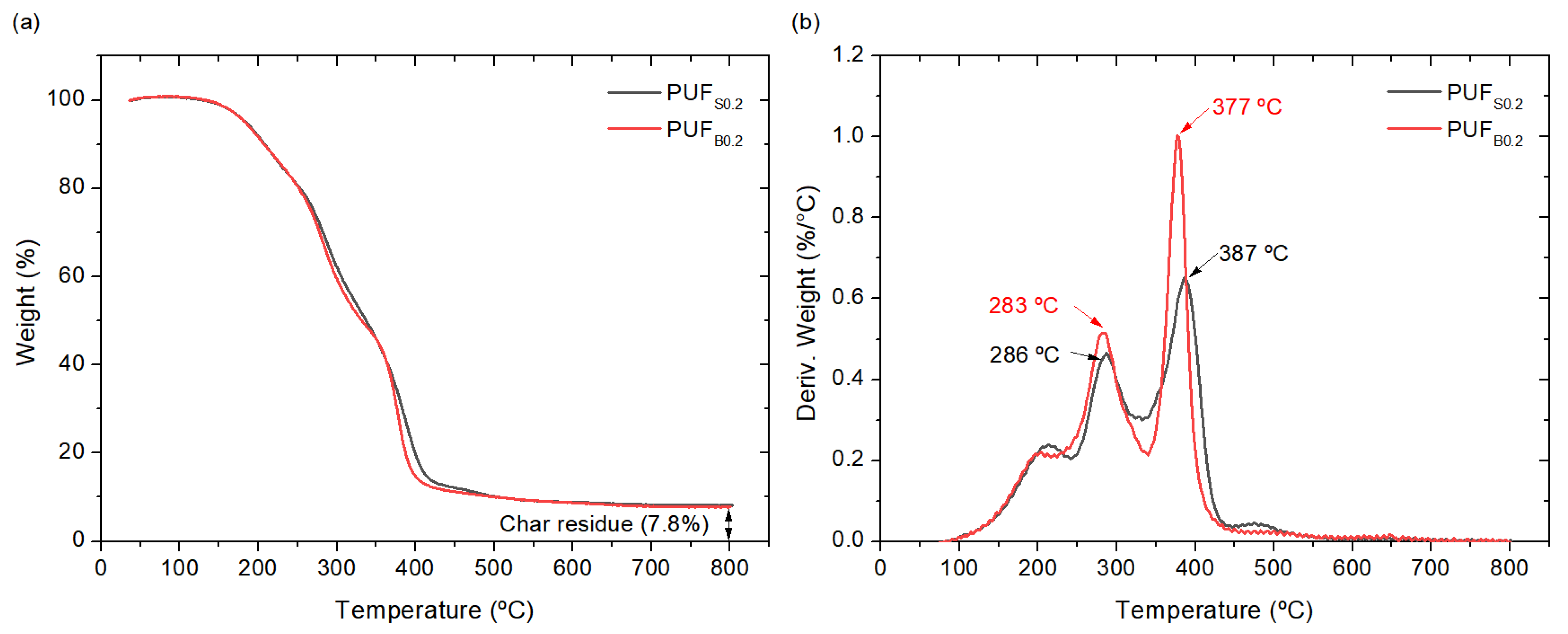
| 5% Weight Loss (°C) | 50% Weight Loss (°C) | Residue (%) | Tmax1 (°C) | Tmax2 (°C) | |
|---|---|---|---|---|---|
| PUFS0.2 | 184.3 | 332.5 | 7.8 | 286 | 387 |
| PUFB0.2 | 184 | 330 | 7.8 | 283 | 377 |
| PUFB0.1 | 185 | 337 | 7.8 | 290 | 384 |
| PUFB0.05 | 179 | 325 | 6.4 | 270 | 347 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
El Khezraji, S.; Thakur, S.; Raihane, M.; López-Manchado, M.A.; Belachemi, L.; Verdejo, R.; Lahcini, M. Use of Novel Non-Toxic Bismuth Catalyst for the Preparation of Flexible Polyurethane Foam. Polymers 2021, 13, 4460. https://doi.org/10.3390/polym13244460
El Khezraji S, Thakur S, Raihane M, López-Manchado MA, Belachemi L, Verdejo R, Lahcini M. Use of Novel Non-Toxic Bismuth Catalyst for the Preparation of Flexible Polyurethane Foam. Polymers. 2021; 13(24):4460. https://doi.org/10.3390/polym13244460
Chicago/Turabian StyleEl Khezraji, Said, Suman Thakur, Mustapha Raihane, Miguel Angel López-Manchado, Larbi Belachemi, Raquel Verdejo, and Mohammed Lahcini. 2021. "Use of Novel Non-Toxic Bismuth Catalyst for the Preparation of Flexible Polyurethane Foam" Polymers 13, no. 24: 4460. https://doi.org/10.3390/polym13244460