
Comparative Analysis of Erosive Wear Behaviour of Epoxy, Polyester and Vinyl Esters Based Thermosetting Polymer Composites for Human Prosthetic Applications Using Taguchi Design

 , ,
, ,  ,
,  , and
, and
Abstract
:1. Introduction
2. Experimentation
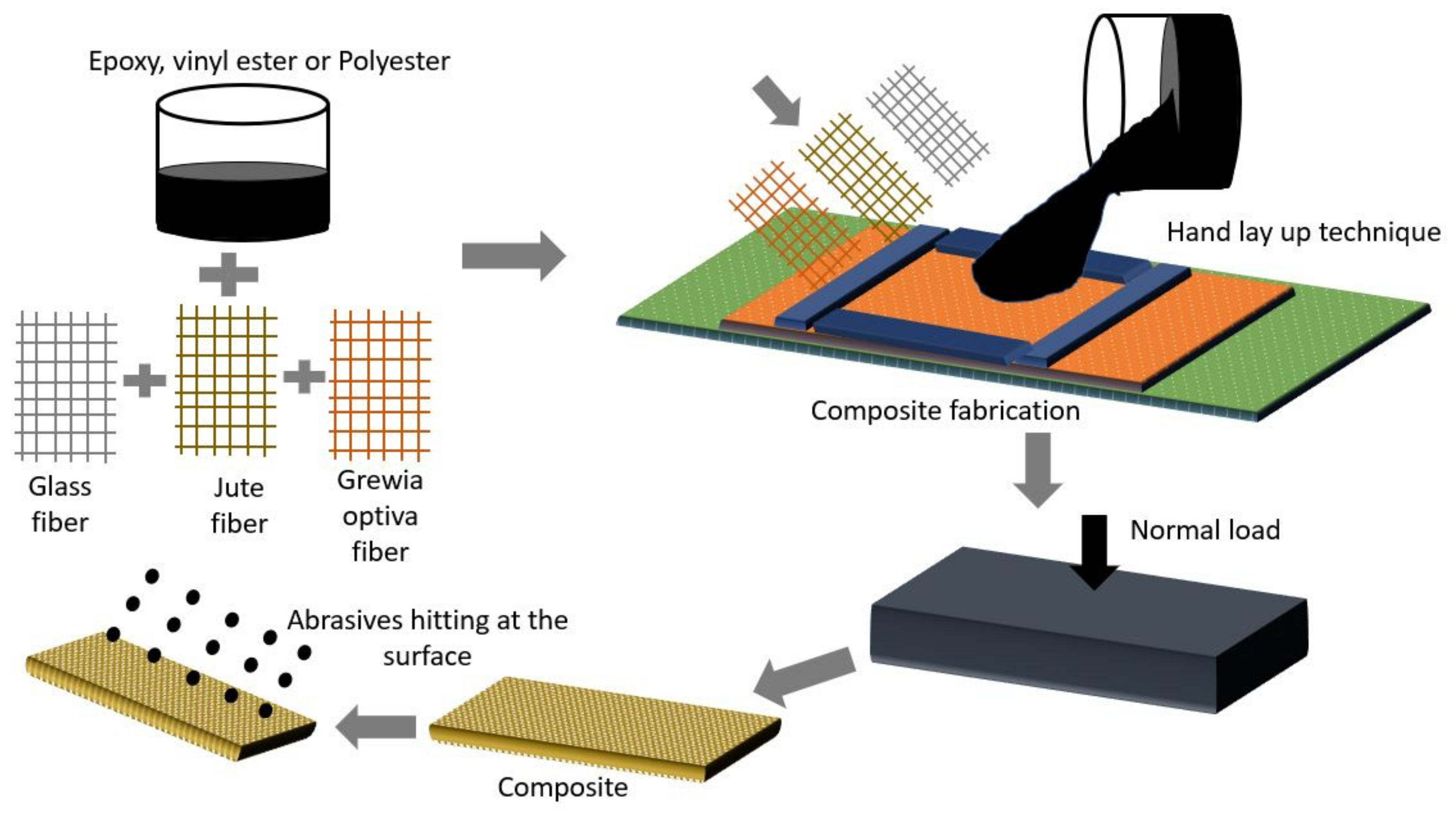
2.1. Materials
2.2. Methods
2.3. Erosive Wear Analysis
2.4. Taguchi Experiment Design
Literature-Based on Erosive Wear Analysis of Polymer Composites Using Taguchi Approach
3. Results and Discussions
3.1. Mechanical Properties
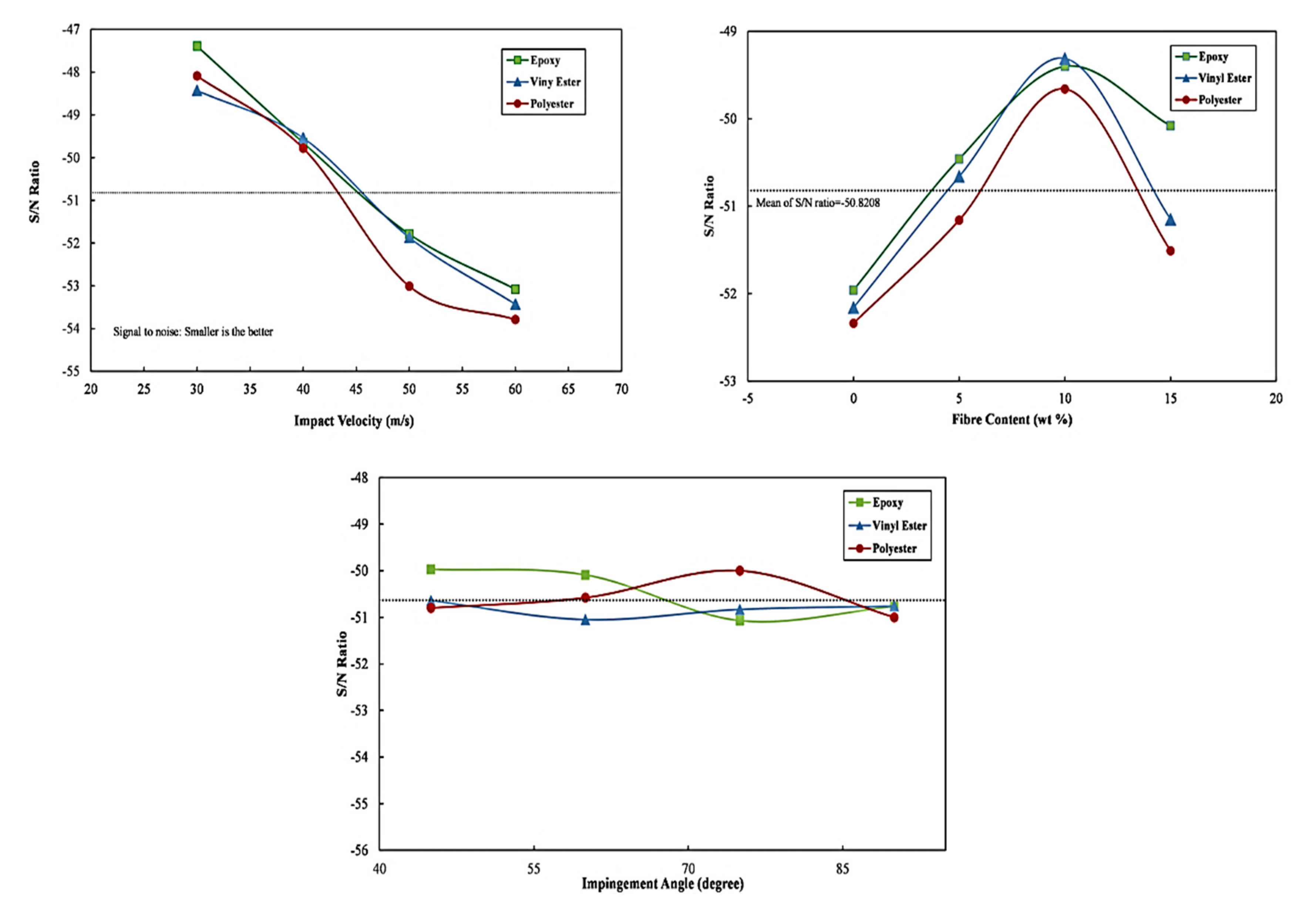
3.2. Taguchi Analysis of Erosive Wear
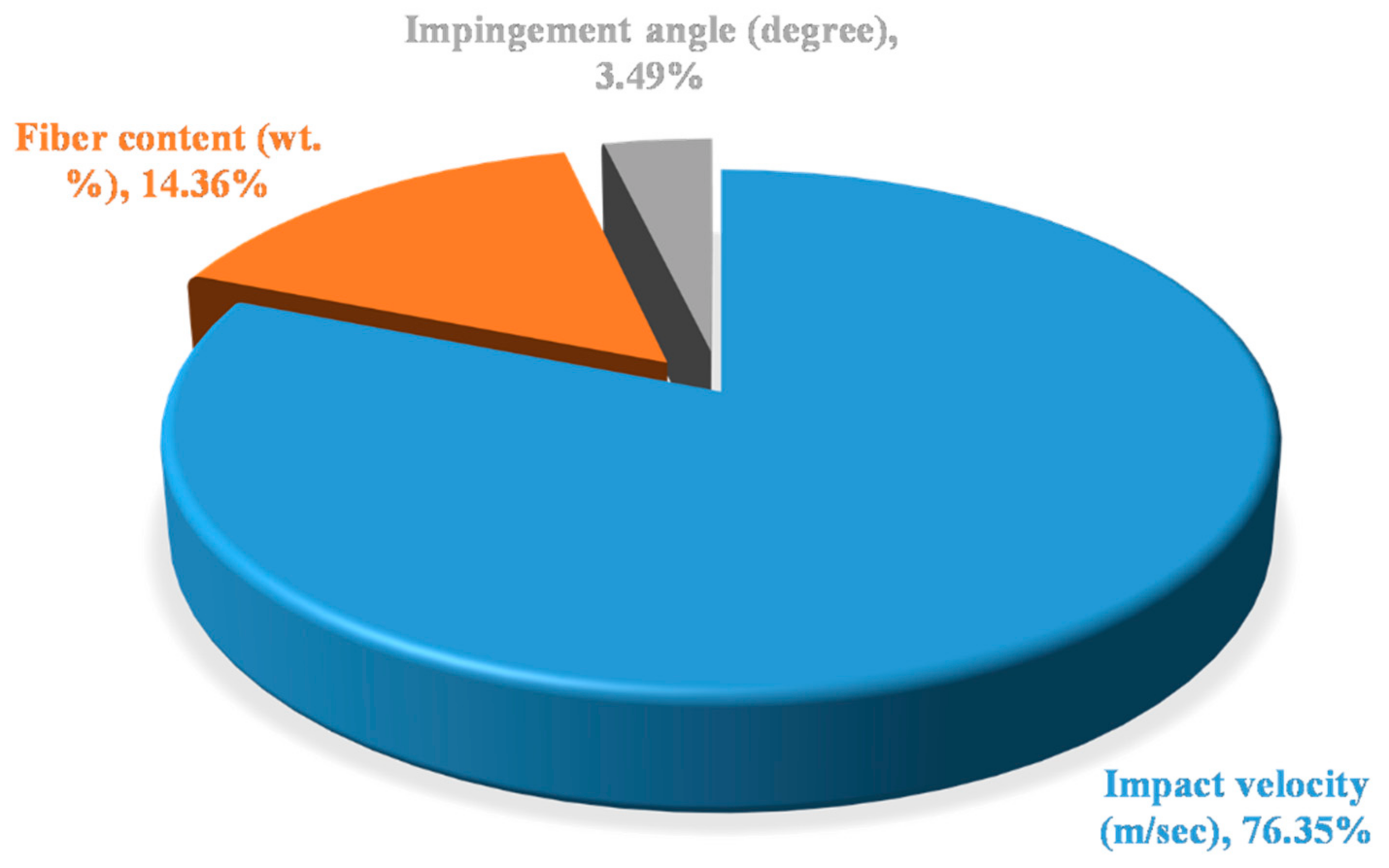
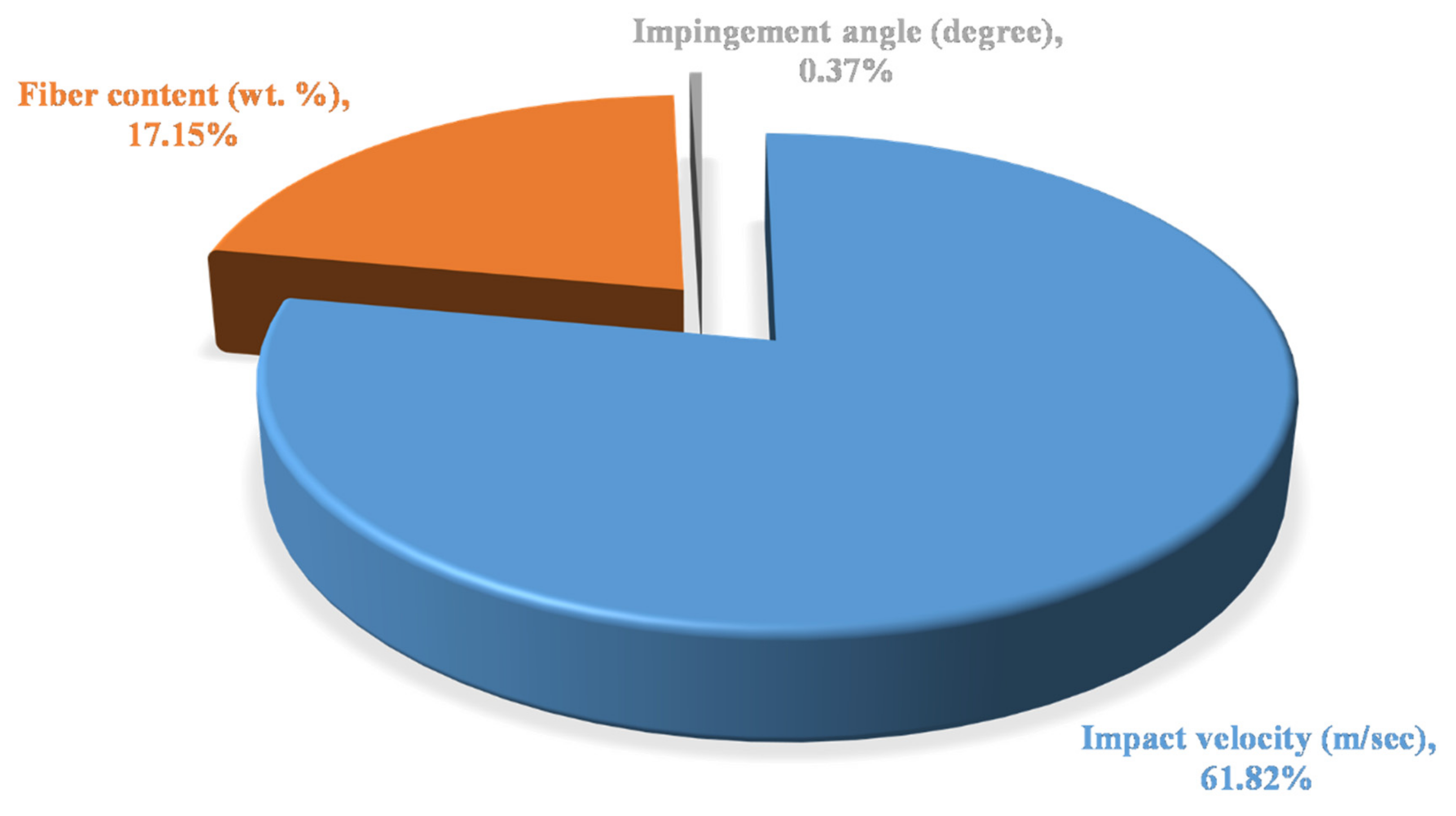
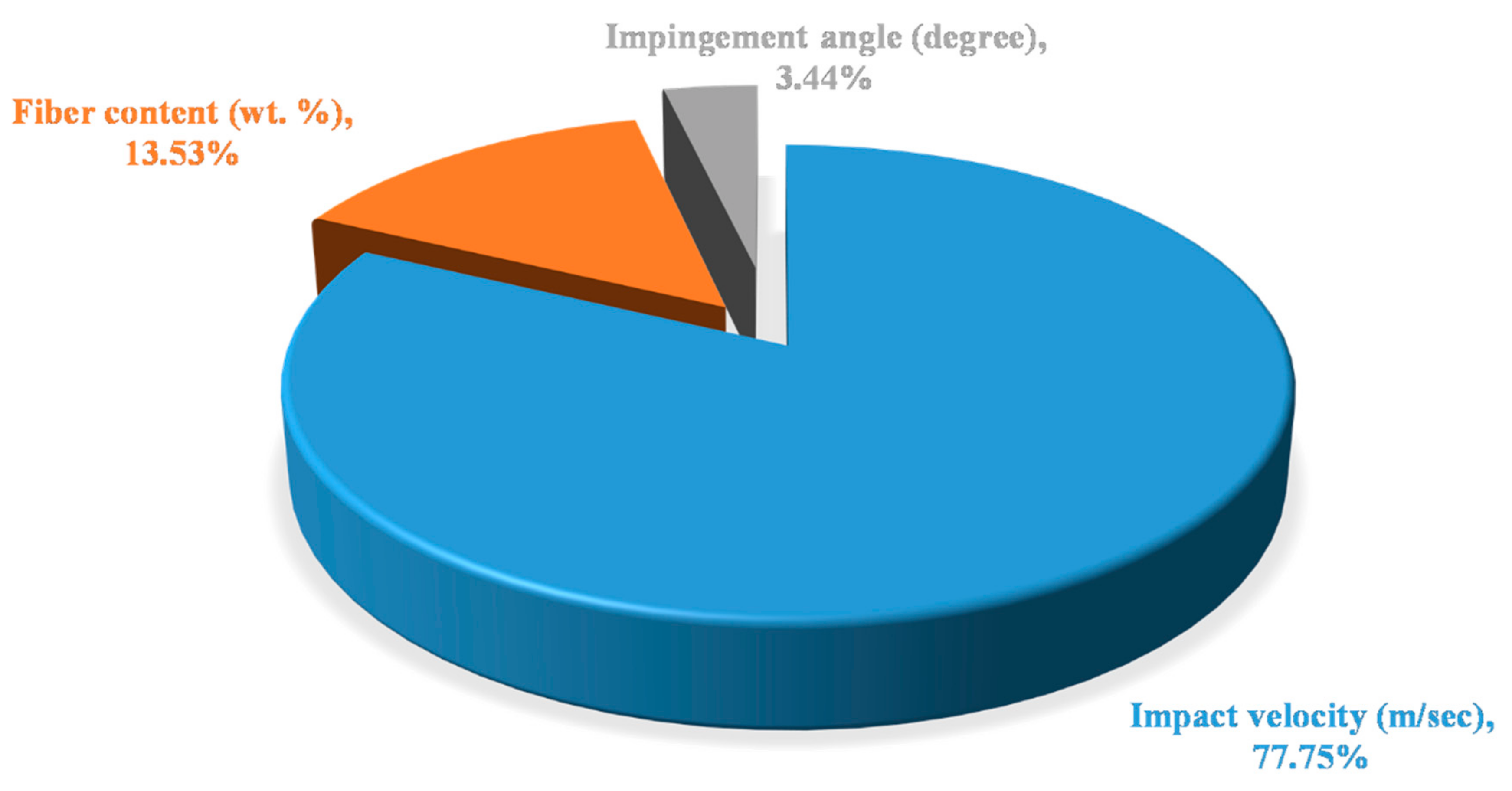
Analysis of Variance
3.3. Morphological Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Asim, M.; Jawaid, M.; Saba, N.; Nasir, M.; Sultan, M.T.H. Processing of hybrid polymer composites—A review. In Hybrid Polymer Composite Materials; Elsevier: Amsterdam, The Netherlands, 2017; pp. 1–22. [Google Scholar]
- Kumar, S.; Mer, K.K.S.; Gangil, B.; Patel, V.K. Synergistic effect of hybrid Himalayan Nettle/Bauhinia-vahlii fibers on physico-mechanical and sliding wear properties of epoxy composites. Def. Technol. 2020, 16, 762–776. [Google Scholar] [CrossRef]
- Andrady, A.L.; Pandey, K.K.; Heikkilä, A.M. Interactive effects of solar UV radiation and climate change on material damage. Photochem. Photobiol. Sci. 2019, 18, 804–825. [Google Scholar] [CrossRef]
- Baig, Z.; Mamat, O.; Mustapha, M. Recent progress on the dispersion and the strengthening effect of carbon nanotubes and graphene-reinforced metal nanocomposites: A review. Crit. Rev. Solid State Mater. Sci. 2018, 43, 1–46. [Google Scholar] [CrossRef]
- Lalit, R.; Mayank, P.; Ankur, K. Natural Fibers and Biopolymers Characterization: A Future Potential Composite Material. Stroj. Cas. J. Mech. Eng. 2018, 68, 33–50. [Google Scholar] [CrossRef] [Green Version]
- Karami, P.; Khasraghi, S.S.; Hashemi, M.; Rabiei, S.; Shojaei, A. Polymer/nanodiamond composites—A comprehensive review from synthesis and fabrication to properties and applications. Adv. Colloid Interface Sci. 2019, 269, 122–151. [Google Scholar] [CrossRef]
- Mudenur, C.; Mondal, K.; Singh, U.; Katiyar, V. Production of Polyhydroxyalkanoates and Its Potential Applications. In Advances in Sustainable Polymers; Springer: Singapore, 2019; pp. 131–164. [Google Scholar]
- Rajak, D.; Pagar, D.; Menezes, P.; Linul, E. Fiber-Reinforced Polymer Composites: Manufacturing, Properties, and Applications. Polymers 2019, 11, 1667. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gangil, B.; Ranakoti, L.; Verma, S.; Singh, T.; Kumar, S. Natural and Synthetic Fibers for Hybrid Composites. In Hybrid Fiber Composites: Materials, Manufacturing, Process Engineering; John Wiley & Sons: New York, NY, USA, 2020; pp. 1–15. [Google Scholar]
- Kureemun, U.; Ravandi, M.; Tran, L.Q.N.; Teo, W.S.; Tay, T.E.; Lee, H.P. Effects of hybridization and hybrid fibre dispersion on the mechanical properties of woven flax-carbon epoxy at low carbon fibre volume fractions. Compos. Eng. 2018, 134, 28–38. [Google Scholar] [CrossRef]
- Nagarajaganesh, B.; Rekha, B. Intrinsic cellulosic fiber architecture and their effect on the mechanical properties of hybrid composites. Arch. Civ. Mech. Eng. 2020, 20, 125. [Google Scholar] [CrossRef]
- Ramnath, B.V.; Kokan, S.J.; Raja, R.N.; Sathyanarayanan, R.; Elanchezhian, C.; Prasad, A.R.; Manickavasagam, V.M. Evaluation of mechanical properties of abaca-jute-glass fibre reinforced epoxy composite. Mater. Des. 2013, 51, 357–366. [Google Scholar] [CrossRef]
- Bhoopathi, R.; Ramesh, M.; Deepa, C. Fabrication and Property Evaluation of Banana-Hemp-Glass Fiber Reinforced Composites. Procedia Eng. 2014, 97, 2032–2041. [Google Scholar] [CrossRef] [Green Version]
- Gairola, S.P.; Tyagi, Y.K.; Gangil, B.; Sharma, A. Fabrication and mechanical property evaluation of non-woven banana fibre epoxy-based polymer composite. Mater. Today Proc. 2021, 44, 3990–3996. [Google Scholar] [CrossRef]
- Burks, B.; Armentrout, D.; Kumosa, M. Characterization of the fatigue properties of a hybrid composite utilized in high voltage electric transmission. Compos. Appl. Sci. Manuf. 2011, 42, 1138–1147. [Google Scholar] [CrossRef]
- Singh, N.P.; Aggarwal, L.; Gupta, V.K. Tensile Behavior of Sisal/Hemp Reinforced High Density Polyethylene Hybrid Composite. Mater. Today Proc. 2015, 2, 3140–3148. [Google Scholar] [CrossRef]
- Ranakoti, L.; Rakesh, P.K. Physio-mechanical characterization of tasar silk waste/jute fiber hybrid composite. Compos. Commun. 2020, 22, 100526. [Google Scholar] [CrossRef]
- Yahaya, R.; Sapuan, S.M.; Jawaid, M.; Leman, Z.; Zainudin, E.S. Mechanical performance of woven kenaf-Kevlar hybrid composites. J. Reinf. Plast. Compos. 2014, 33, 2242–2254. [Google Scholar] [CrossRef]
- Yahaya, R.; Sapuan, S.M.; Jawaid, M.; Leman, Z.; Zainudin, E.S. Effect of layering sequence and chemical treatment on the mechanical properties of woven kenaf-aramid hybrid laminated composites. Mater. Des. 2015, 67, 173–179. [Google Scholar] [CrossRef]
- Jawaid, M.; Khalil, H.P.S.A. Cellulosic/synthetic fibre reinforced polymer hybrid composites: A review. Carbohydr. Polym. 2011, 86, 1–18. [Google Scholar] [CrossRef]
- Sathishkumar, T.P.; Satheeshkumar, S.; Naveen, J. Glass fiber-reinforced polymer composites—A review. J. Reinf. Plast. Compos. 2014, 33, 1258–1275. [Google Scholar] [CrossRef]
- Raghavendra Rao, H.; Varada Rajulu, A.; Ramachandra Reddy, G.; Hemachandra Reddy, K. Flexural and compressive properties of bamboo and glass fiber-reinforced epoxy hybrid composites. J. Reinf. Plast. Compos. 2010, 29, 1446–1450. [Google Scholar] [CrossRef]
- Naidu, V.N.P.; Reddy, G.R.; Kumar, M.A.; Reddy, M.M.; Khanam, P.N.; Naidu, S.V. Compressive & impact properties of sisal/glass fiber reinforced hybrid composites. Int. J. Fibre Text. Res. 2011, 1, 11–14. [Google Scholar]
- Almaadeed, M.A.; Kahraman, R.; Khanam, P.N.; Madi, N. Date palm wood flour/glass fibre reinforced hybrid composites of recycled polypropylene: Mechanical and thermal properties. Mater. Des. 2012, 42, 289–294. [Google Scholar] [CrossRef]
- Manjunatha, C.M.; Bojja, R.; Jagannathan, N.; Kinloch, A.J.; Taylor, A.C. Enhanced fatigue behavior of a glass fiber reinforced hybrid particles modified epoxy nanocomposite under WISPERX spectrum load sequence. Int. J. Fatigue 2013, 54, 25–31. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Li, Y.; Ma, H.; Yu, T. Tensile and interfacial properties of unidirectional flax/glass fiber reinforced hybrid composites. Compos. Sci. Technol. 2013, 88, 172–177. [Google Scholar] [CrossRef]
- Amuthakkannan, P.; Manikandan, V.; Uthayakumar, M. Mechanical properties of basalt and glass fiber reinforced polymer hybrid composites. J. Adv. Microsc. Res. 2014, 9, 44–49. [Google Scholar] [CrossRef]
- Vinayagamoorthy, R.; Rajeswari, N. Mechanical performance studies on Vetiveria zizanioides/jute/glass fiber-reinforced hybrid polymeric composites. J. Reinf. Plast. Compos. 2014, 33, 81–92. [Google Scholar] [CrossRef]
- Sanjay, M.R.; Yogesha, B. Studies on Mechanical Properties of Jute/E-Glass Fiber Reinforced Epoxy Hybrid Composites. J. Miner. Mater. Charact. Eng. 2016, 4, 15–25. [Google Scholar] [CrossRef] [Green Version]
- Haque, M.M.; Hasan, M. Influence of fiber surface treatment on physico-mechanical properties of betel nut and glass fiber reinforced hybrid polyethylene composites. Adv. Mater. Process. Technol. 2018, 4, 511–525. [Google Scholar] [CrossRef]
- Sosiati, H.; Shofie, Y.A.; Nugroho, A.W. Tensile properties of Kenaf/E-glass reinforced hybrid polypropylene (PP) composites with different fiber loading. Evergr. Jt. J. Nov. Carbon Resour. Sci. Green Asia Strategy 2018, 5, 1–5. [Google Scholar] [CrossRef]
- Mittal, M.; Chaudhary, R. Development of PALF/Glass and COIR/Glass fiber reinforced hybrid epoxy composites. J. Mater. Sci. Surf. Eng. 2018, 6, 851–861. [Google Scholar]
- Arumugam, S.; Kandasamy, J.; Shah, A.U.M.; Sultan, M.T.H.; Safri, S.N.A.; Majid, M.S.A.; Basri, A.A.; Mustapha, F. Investigations on the Mechanical Properties of Glass Fiber/Sisal Fiber/Chitosan Reinforced Hybrid Polymer Sandwich Composite Scaffolds for Bone Fracture Fixation Applications. Polymers 2020, 12, 1501. [Google Scholar] [CrossRef]
- Prabhu, L.; Krishnaraj, V.; Sathish, S.; Gokulkumar, S.; Karthi, N. Study of mechanical and morphological properties of jute-tea leaf fiber reinforced hybrid composites: Effect of glass fiber hybridization. Mater. Today Proc. 2020, 27, 2372–2375. [Google Scholar] [CrossRef]
- Ramesh, M.; Palanikumar, K.; Reddy, K.H. Evaluation of Mechanical and Interfacial Properties of Sisal/Jute/Glass Hybrid Fiber Reinforced Polymer Composites. Trans. Indian Inst. Met. 2016, 69, 1851–1859. [Google Scholar] [CrossRef]
- Prabhu, L.; Krishnaraj, V.; Gokulkumar, S.; Sathish, S.; Sanjay, M.R.; Siengchin, S. Mechanical, chemical and sound absorption properties of glass/kenaf/waste tea leaf fiber-reinforced hybrid epoxy composites. J. Ind. Text. 2020, 1528083720957392. [Google Scholar] [CrossRef]
- Vigneshwaran, S.; Uthayakumar, M.; Arumugaprabu, V. A review on erosion studies of fiber-reinforced polymer composites. J. Reinf. Plast. Compos. 2017, 36, 1019–1027. [Google Scholar] [CrossRef]
- Öztürk, B.; Gedikli, H.; Kılıçarslan, Y.S. Erosive wear characteristics of E-glass fiber reinforced silica fume and zinc oxide-filled epoxy resin composites. Polym. Compos. 2020, 41, 326–337. [Google Scholar] [CrossRef]
- Choudhary, M.; Singh, T.; Dwivedi, M.; Patnaik, A. Waste marble dust-filled glass fiber-reinforced polymer composite Part I: Physical, thermomechanical, and erosive wear properties. Polym. Compos. 2019, 40, 4113–4124. [Google Scholar] [CrossRef]
- Karsli, N.G.; Yilmaz, T.; Aytac, A.; Ozkoc, G. Investigation of erosive wear behavior and physical properties of SGF and/or calcite reinforced ABS/PA6 composites. Compos. Eng. 2013, 44, 385–393. [Google Scholar] [CrossRef]
- Choudhary, M.; Sharma, A.; Agarwal, P.; Singh, T.; Patnaik, T.; Patnaik, A. Experimental and numerical investigation of mechanical and erosion behavior of barium sulphate filled glass fiber reinforced polymer composites. Polym. Compos. 2021, 42, 753–773. [Google Scholar] [CrossRef]
- Mohan, N.; Mahesha, C.R.; Rajaprakash, B.M. Erosive Wear Behaviour of WC Filled Glass Epoxy Composites. Procedia Eng. 2013, 68, 694–702. [Google Scholar] [CrossRef] [Green Version]
- Nayak, S.; Mohanty, J. Erosion wear behavior of benzoyl chloride modified areca sheath fiber reinforced polymer composites. Compos. Commun. 2020, 18, 19–25. [Google Scholar] [CrossRef]
- Qian, D.; Bao, L.; Takatera, M.; Kemmochi, K.; Yamanaka, A. Fiber-reinforced polymer composite materials with high specific strength and excellent solid particle erosion resistance. Wear 2010, 268, 637–642. [Google Scholar] [CrossRef]
- Verma, S.K.; Gupta, A.; Singh, T.; Gangil, B.; Jánosi, E.; Fekete, G. Influence of dolomite on mechanical, physical and erosive wear properties of natural-synthetic fiber reinforced epoxy composites. Mater. Res. Express 2019, 6, 125704. [Google Scholar] [CrossRef]
- Jha, A.K.; Mantry, S.; Satapathy, A.; Patnaik, A. Erosive Wear Performance Analysis of Jute-Epoxy-SiC Hybrid Composites. J. Compos. Mater. 2010, 44, 1623–1641. [Google Scholar]
- Kaundal, R.; Patnaik, A.; Satapathy, A. Mechanical characterizations and development of erosive wear model for Al2O3-filled short glass fiber-reinforced polymer composites. Proc. Inst. Mech. Eng. J. Mater. Des. Appl. 2018, 232, 893–908. [Google Scholar] [CrossRef]
- Panda, P.; Mantry, S.; Mohapatra, S.; Singh, S.K.; Satapathy, A. A study on erosive wear analysis of glass fiber-epoxy-AlN hybrid composites. J. Compos. Mater. 2014, 48, 107–118. [Google Scholar] [CrossRef]
- Singh, T.; Tejyan, S.; Patnaik, A.; Singh, V.; Zsoldos, I.; Fekete, G. Fabrication of waste bagasse fiber-reinforced epoxy composites: Study of physical, mechanical, and erosion properties. Polym. Compos. 2019, 40, 3777–3786. [Google Scholar] [CrossRef]
- Tejyan, S.; Singh, T.; Patnaik, A.; Fekete, G.; Gangil, B. Physico-mechanical and erosive wear analysis of polyester fibre-based nonwoven fabric-reinforced polymer composites. J. Ind. Text. 2019, 49, 447–464. [Google Scholar] [CrossRef]
- Kar, J.; Rout, A.K.; Sutar, A.K. Physical, Mechanical, and Erosion Characterization of Palm Leaf Stalk Fiber Reinforced Epoxy Composites Filled with Palm Leaf Stem Stalk (PLSS) Powder. BioResources 2018, 13, 7212–7231. [Google Scholar] [CrossRef]
- Patnaik, A.; Satapathy, A.; Mahapatra, S.S.; Dash, R.R. Implementation of Taguchi Design for Erosion of Fiber-Reinforced Polyester Composite Systems with SiC Filler. J. Reinf. Plast. Compos. 2008, 27, 1093–1111. [Google Scholar] [CrossRef]
- Kumar, S.; Prasad, L.; Kumar, S.; Patel, V.K. Physico-mechanical and Taguchi-designed sliding wear properties of Himalayan agave fiber reinforced polyester composite. J. Mater. Res. Technol. 2019, 8, 3662–3671. [Google Scholar] [CrossRef]
- Patnaik, A.; Satapathy, A.; Mahapatra, S.S.; Dash, R.R. Erosive Wear Assessment of Glass Reinforced Polyester-Flyash Composites Using Taguchi Method. Int. Polym. Process. 2008, 23, 192–199. [Google Scholar] [CrossRef]
- Khare, J.M.; Dahiya, S.; Gangil, B.; Ranakoti, L. Influence of different resins on Physico-Mechanical properties of hybrid fiber reinforced polymer composites used in human prosthetics. Mater. Today Proc. 2021, 38, 345–349. [Google Scholar] [CrossRef]
- Islam, M.S.; Pickering, K.L.; Foreman, N.J. The Effect of Accelerated Weathering on the Mechanical Properties of Alkali Treated Hemp Fibre/Epoxy Composites. J. Adhes. Sci. Technol. 2011, 25, 1947–1959. [Google Scholar] [CrossRef]
- Sethi, S.; Ray, B.C. Environmental effects on fibre reinforced polymeric composites: Evolving reasons and remarks on interfacial strength and stability. Adv. Colloid Interface Sci. 2015, 217, 43–67. [Google Scholar] [CrossRef]
- Rout, A.; Satapathy, A.; Mantry, S.; Sahoo, A.; Mohanty, T. Erosion Wear Performance Analysis of Polyester-GF-Granite Hybrid Composites using the Taguchi Method. Procedia Eng. 2012, 38, 1863–1882. [Google Scholar] [CrossRef] [Green Version]
- Chohan, J.S.; Mittal, N.; Kumar, R.; Singh, S.; Sharma, S.; Dwivedi, S.P.; Saxena, A.; Chattopadhyaya, S.; Ilyas, R.A.; Le, C.H.; et al. Optimization of FFF Process Parameters by Naked Mole-Rat Algorithms with Enhanced Exploration and Exploitation Capabilities. Polymers 2021, 13, 1702. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Sapuan, S.M.; Asyraf, M.R.M.; Dayana, D.A.Z.N.; Amelia, J.J.N.; Rani, M.S.A.; Norrrahim, M.N.F.; Nurazzi, N.M.; Aisyah, H.A.; Sharma, S.; et al. Polymer Composites Filled with Metal Derivatives: A Review of Flame Retardants. Polymers 2021, 13, 1701. [Google Scholar] [CrossRef]
- Chohan, J.S.; Mittal, N.; Kumar, R.; Singh, S.; Sharma, S.; Singh, J.; Rao, K.V.; Mia, M.; Pimenov, D.Y.; Dwivedi, S.P. Mechanical Strength Enhancement of 3D Printed Acrylonitrile Butadiene Styrene Polymer Components Using Neural Network Optimization Algorithm. Polymers 2020, 12, 2250. [Google Scholar] [CrossRef]
- Singh, Y.; Singh, J.; Sharma, S.; Aggarwal, V.; Pruncu, C.I. Multi-objective Optimization of Kerf-taper and Surface-roughness Quality Characteristics for Cutting-operation On Coir and Carbon Fibre Reinforced Epoxy Hybrid Polymeric Composites During CO2-Pulsed Laser-cutting Using RSM. Lasers Manuf. Mater. Process 2021, 8, 157–182. [Google Scholar] [CrossRef]
- Sharma, S.; Singh, J.; Kumar, H.; Sharma, A.; Aggarwal, V.; Gill, A.; Jayarambabu, N.; Kailasa, S.; Rao, K. Utilization of rapid prototyping technology for the fabrication of an orthopedic shoe inserts for foot pain reprieve using thermo-softening viscoelastic polymers: A novel experimental approach. Meas. Control 2020, 53, 519–530. [Google Scholar] [CrossRef]
- Singh, Y.; Singh, J.; Sharma, S.; Sharma, A.; Chohan, J.S. Process Parameter Optimization in Laser Cutting of Coir Fiber Reinforced Epoxy Composite—A Review. Mater. Today Proc. 2021, in press. [Google Scholar] [CrossRef]
- Chohan, J.S.; Kumar, R.; Singh, T.B.; Singh, S.; Sharma, S.; Singh, J.; Mia, M.; Pimenov, D.Y.; Chattopadhyaya, S.; Dwivedi, S.P.; et al. Taguchi S/N and TOPSIS Based Optimization of Fused Deposition Modelling and Vapor Finishing Process for Manufacturing of ABS Plastic Parts. Materials 2020, 13, 5176. [Google Scholar] [CrossRef] [PubMed]
- Prabhakaran, S.; Vijayan, K.; Sharma, S.; Mouleeswaran, S.K.; Ramasamy, J.K.; Redoune, Z. Experimental study on thermal and morphological analysis of Green composite sandwich made of Flax and agglomerated cork. J. Therm. Anal. Calorim. 2020, 139, 3003–3012. [Google Scholar] [CrossRef]
- Sharma, S.; Sudhakara, P.; Singh, J.; Ilyas, R.A.; Asyraf, M.R.M.; Razman, M.R. Critical Review of Biodegradable and Bioactive Polymer Composites for Bone Tissue Engineering and Drug Delivery Applications. Polymers 2021, 13, 2623. [Google Scholar] [CrossRef] [PubMed]
- Sharma, S.; Sudhakara, P.; Omran, A.A.B.; Singh, J.; Ilyas, R.A. Recent Trends and Developments in Conducting Polymer Nanocomposites for Multifunctional Applications. Polymers 2021, 13, 2898. [Google Scholar] [CrossRef] [PubMed]
- Jha, K.; Tyagi, Y.K.; Kumar, R.; Sharma, S.; Huzaifah, M.R.M.; Li, C.; Ilyas, R.A.; Dwivedi, S.P.; Saxena, A.; Pramanik, A. Assessment of Dimensional Stability, Biodegradability, and Fracture Energy of Bio-Composites Reinforced with Novel Pine Cone. Polymers 2021, 13, 3260. [Google Scholar] [CrossRef]
- Kadier, B.; Ilyas, R.A.; Huzaifah, M.R.M.; Harihastuti, N.; Sapuan, S.M.; Harussani, N.M.; Azlin, M.N.M.; Yuliasni, R.; Ibrahim, R.; Atikah, M.S.N.; et al. Use of Industrial Wastes as Sustainable Nutrient Sources for Bacterial Cellulose (BC) Production: Mechanism, Advances, and Future Perspectives. Polymers 2021, 19, 3365. [Google Scholar] [CrossRef] [PubMed]
- Jephcott, L.; Eslami, M.; Travaglini, L.; Lauto, A.; Mawad, D. A conjugated polymer-liposome complex: A contiguous water-stable, electronic, and optical interface. View 2020, 2, 20200081. [Google Scholar] [CrossRef]
- Lan, G.; Yang, J.; Ye, R.-P.; Boyjoo, Y.; Liang, J.; Liu, X.; Li, Y.; Liu, J.; Qian, K. Sustainable Carbon Materials toward Emerging Applications. Small Methods 2021, 5, 2001250. [Google Scholar] [CrossRef]
- Yang, J.; Wang, R.; Huang, L.; Zhang, M.; Niu, J.; Bao, C.; Shen, N.; Dai, M.; Guo, Q.; Wang, Q.; et al. Urine metabolic fingerprints encode subtypes of kidney diseases. Angew. Chem. Int. Ed. 2020, 59, 1703. [Google Scholar] [CrossRef]
- Rong, L.; Lei, Q.; Zhang, X.-Z. Recent advances on peptide-based theranostic nanomaterials. View 2020, 1, 20200050. [Google Scholar] [CrossRef]
- Shu, W.; Wang, Y.; Liu, C.; Li, R.; Pei, C.; Lou, W.; Lin, S.; Di, W.; Wan, J. Construction of a Plasmonic Chip for Metabolic Analysis in Cervical Cancer Screening and Evaluation. Small Methods 2020, 4, 1900469. [Google Scholar] [CrossRef]
- Cao, J.; Shi, X.; Gurav, D.D.; Huang, L.; Su, H.; Li, K.; Niu, J.; Zhang, M.; Wang, Q.; Jiang, M.; et al. Medulloblastoma: Metabolic Fingerprinting on Synthetic Alloys for Medulloblastoma Diagnosis and Radiotherapy Evaluation. Adv. Mater. 2020, 32, 2070178. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S. No. | Designation | Compositions |
|---|---|---|
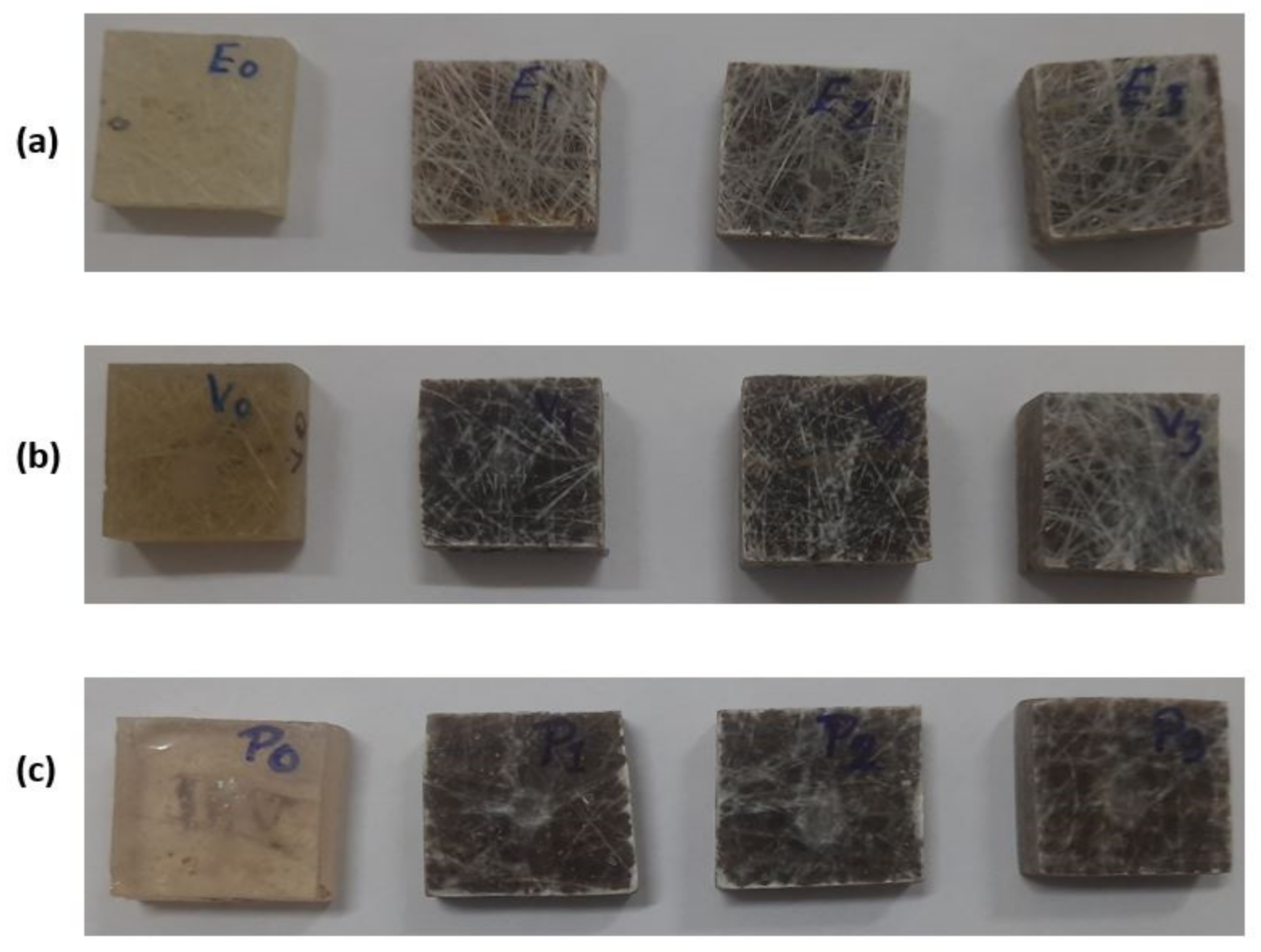
| 1 | E0 | Epoxy + Glass fiber (5 wt%) |
| 2 | E1 | Epoxy + glass fiber (5 wt%) + jute (2.5 wt%) + Grewia optiva (2.5 wt%) |
| 3 | E2 | Epoxy + glass fiber (5 wt%) + jute (5 wt%) + Grewia optiva (5 wt%) |
| 4 | E3 | Epoxy + glass fiber (5 wt%) + jute (7.5 wt%) + Grewia optiva (7.5 wt%) |
| 5 | V0 | Vinyl ester + glass fiber (5 wt%) |
| 6 | V1 | Vinyl ester + glass fiber (5 wt%) + jute (2.5 wt%) + Grewia optiva (2.5 wt%) |
| 7 | V2 | Vinyl ester + glass fiber (5 wt%) + jute (5 wt%) + Grewia optiva (5 wt%) |
| 8 | V3 | Vinyl ester + glass fiber (5 wt%) + jute (7.5 wt%) + Grewia optiva (7.5 wt%) |
| 9 | P0 | Polyester + glass fiber (5 wt%) |
| 10 | P1 | Polyester + glass fiber (5 wt%) + jute (2.5 wt%) + Grewia optiva (2.5 wt%) |
| 11 | P2 | Polyester + glass fiber (5 wt%) + jute (5 wt%) + Grewia optiva (5 wt%) |
| 12 | P3 | Polyester + glass fiber (5 wt%) + jute (7.5 wt%) + Grewia optiva (7.5 wt%) |
| Control Factors | Levels | ||||
|---|---|---|---|---|---|
| I | II | III | IV | Units | |
| Impact Velocity | 30 | 40 | 50 | 60 | m/s |
| Impingement angle | 45 | 60 | 75 | 90 | degree |
| Fiber content | |||||
| (For composites E1, E2, E3) | 0 | 05 | 10 | 15 | wt% |
| (For composites V1, V2, V3) | 0 | 05 | 10 | 15 | |
| (For composites P1, P2, P3) | 0 | 05 | 10 | 15 | |
| S. No. | Impact Velocity (m/s) | Natural Fiber (wt%) | Impingent Angle (Degree) |
|---|---|---|---|
| 1 | 30 | 0 | 45 |
| 2 | 30 | 5 | 60 |
| 3 | 30 | 10 | 75 |
| 4 | 30 | 15 | 90 |
| 5 | 40 | 0 | 60 |
| 6 | 40 | 5 | 45 |
| 7 | 40 | 10 | 90 |
| 8 | 40 | 15 | 75 |
| 9 | 50 | 0 | 75 |
| 10 | 50 | 5 | 90 |
| 11 | 50 | 10 | 45 |
| 12 | 50 | 15 | 60 |
| 13 | 60 | 0 | 90 |
| 14 | 60 | 5 | 75 |
| 15 | 60 | 10 | 60 |
| 16 | 60 | 15 | 45 |
| S. No. | Composition | Optimization Technique (Taguchi) | Control Factor with Corresponding Level | Highlights of Work | References | ||||
|---|---|---|---|---|---|---|---|---|---|
| 1 | Grewia optiva–glass fiber–dolomite filler–epoxy | L16 orthogonal array | Impact velocity: | 10 | 20 | 30 | 40 | Highest influence on erosive wear was shown by impact velocity followed by dolomite content and erodent size. Lowest wear was obtained at impingent angle of 30° | [45] |
| Dolomite content: | 0 | 5 | 10 | 15 | |||||
| Impingement angle | 30° | 45° | 60° | 90° | |||||
| Erodent size: | 100 | 150 | 200 | 250 | |||||
| 2 | Jute–SiC–epoxy | L9 orthogonal array | Impact velocity | 32 | 44 | 58 | Erosive wear increased with the increase in impact velocity, fiber content and impingement angle. Erodent size showed least effect on erosive wear. | [46] | |
| Impingement angle | 30 | 60 | 90 | ||||||
| Erodent size: | 200 | 300 | 400 | ||||||
| Fiber content | 20 | 30 | 40 | ||||||
| 3 | Al2O3-glass fiber-polyester | L27 orthogonal array | Impact Velocity | 43 | 54 | 65 | At low impact velocity, the composite responded in a semi ductile manner while at high velocity, the composite responded in a ductile manner | [47] | |
| Filler content | 0 | 10 | 20 | ||||||
| Impingement angle | 30 | 60 | 90 | ||||||
| Stand-off distance | 65 | 75 | 85 | ||||||
| Erodent size | 250 | 350 | 450 | ||||||
| 4 | AlN-glass fiber-epoxy | L9 orthogonal array | Impact Velocity | 33 | 47 | 57 | Most influential parameter in the analysis of erosive was impact velocity followed by temperature and filler content respectively. | [48] | |
| Filler content | 5 | 10 | 15 | ||||||
| Impingement angle | 30 | 60 | 90 | ||||||
| Temperature | 50 | 75 | 100 | ||||||
| 5 | Bagasse fiber-epoxy | L27 orthogonal array | Impact Velocity | 30 | 50 | 70 | Around 80% influence of fiber weightage was observed in the erosive wear followed by 14% impingement angle and 4% impact velocity. Maximum erosive wear was observed at high fiber weightage of impingement angle of 60° | [49] | |
| Filler content | 10 | 20 | 30 | ||||||
| Impingement angle | 30 | 60 | 90 | ||||||
| Stand-off distance | 65 | 75 | 85 | ||||||
| Erodent size | 250 | 350 | 450 | ||||||
| 6 | Needle punched Polyester fiber mat-epoxy | L27 orthogonal array | Impact Velocity | 43 | 54 | 65 | Erosive wear increased with the increase in impingement angle till 60° but as the impingement angle increased beyond 60°, the erosive wear decreased. Composite exhibited semi ductile erosive wear. | [50] | |
| Filler content | 10 | 20 | 30 | ||||||
| Impingement angle | 30 | 60 | 90 | ||||||
| Stand-off distance | 65 | 75 | 85 | ||||||
| Erodent size | 250 | 350 | 450 | ||||||
| 7 | Palm leaf fiber-epoxy-palm leaf powder | L16 orthogonal array | Impact Velocity | 40 | 50 | 60 | 70 | Composite with 15% palm leaf fiber at 60° impingement angle and impact velocity of 80 m/s showed the highest wear erosion resistance. | [51] |
| Filler content | 0 | 5 | 10 | 15 | |||||
| Impingement angle | 45 | 60 | 75 | 90 | |||||
| Erodent size | 40 | 60 | 80 | 100 | |||||
| 8 | E glass fiber-SiC-epoxy | L27 orthogonal array | Impact Velocity | 32 | 45 | 58 | A significant reduction in erosive wear was observed by the addition of SiC in glass fiber composite. Maximum wear erosion has occurred at 60°. Composite transform in brittle structure with the incorporation of SiC. | [52] | |
| SiC content | 0 | 10 | 20 | ||||||
| Impingement angle | 30 | 60 | 90 | ||||||
| Stand-off distance | 120 | 180 | 240 | ||||||
| Erodent size | 300 | 500 | 800 | ||||||
| 9 | Himalayan agave fiber-polyester | L16 orthogonal array | Sliding Velocity | 1.5 | 2.5 | 3.5 | 4.5 | Composite with fiber of 5 mm length exhibited the highest erosive wear resistance. Longer fiber (7 mm) reinforced composite exhibited greater erosive wear due to fiber fracture and surface damage. Optimum parameters efficient erosive wear resistance were reported as sliding velocity: 15 m/s, normal load: 20 N, fiber length: 5 mm, and sliding distance: 1500 m. | [53] |
| Fiber Length | 0 | 3 | 5 | 7 | |||||
| Sliding Distance | 1000 | 2000 | 3000 | 4000 | |||||
| Normal Load | 10 | 15 | 20 | 25 | |||||
| 10 | Glass fiber-fly ash-polyester | L27 orthogonal array | Impact Velocity | 32 | 45 | 58 | The highest erosive wear of composite occurred at 60° of impingement angle and showed semi ductile behavior. Fly ash content has the highest influence on erosive wear in terms of influencing factors, followed by impingement angle and erodent size. Impact velocity has minimum impact on erosive wear, as reported in the study. | [54] | |
| Fly ash Content | 0 | 10 | 20 | ||||||
| Impingement angle | 45 | 60 | 90 | ||||||
| Stand-off distance | 120 | 180 | 240 | ||||||
| Erodent size | 300 | 500 | 800 | ||||||
| Sample | Mechanical Properties | |||
|---|---|---|---|---|
| Tensile Strength (MPa) | Flexural Strength (MPa) | Impact Strength (J) | Hardness (HRL) | |
| E0 | 38 | 22 | 1.2 | 52 |
| E1 | 54 | 38 | 1.4 | 68 |
| E2 | 68 | 42 | 1.68 | 76 |
| E3 | 72 | 36 | 2.1 | 57 |
| V0 | 32 | 24 | 1.1 | 38 |
| V1 | 47 | 42 | 1.2 | 48 |
| V2 | 62 | 48 | 1.5 | 54 |
| V3 | 69 | 38 | 1.9 | 42 |
| P0 | 28 | 18 | 0.9 | 44 |
| P1 | 42 | 28 | 1.05 | 56 |
| P2 | 56 | 35 | 1.26 | 64 |
| P3 | 60 | 31 | 1.71 | 51 |
| S. No. | Erosive Wear of Epoxy (mg/kg) | S/N Ratios | Erosive Wear of Vinyl Ester (mg/kg) | S/N Ratios | Erosive Wear of Polyester (mg/kg) | S/N Ratios |
|---|---|---|---|---|---|---|
| 1 | 298.96 | −49.5123 | 304.67 | −49.6766 | 309.88 | −49.8239 |
| 2 | 218.47 | −46.7878 | 221.08 | −46.8910 | 232.10 | −47.3135 |
| 3 | 219.06 | −46.8113 | 236.11 | −47.4623 | 228.07 | −47.1614 |
| 4 | 209.65 | −46.4299 | 305.44 | −49.6985 | 253.45 | −48.0778 |
| 5 | 338.75 | −50.5976 | 445.21 | −52.9713 | 318.85 | −50.0717 |
| 6 | 260.37 | −48.3118 | 278.021 | −48.8816 | 297.92 | −49.4820 |
| 7 | 309.44 | −49.8115 | 211.67 | −46.5132 | 247.81 | −47.8824 |
| 8 | 311.23 | −49.8616 | 309.37 | −49.8096 | 384.53 | −51.6986 |
| 9 | 461.64 | −53.2861 | 361.09 | −51.1523 | 506.43 | −54.0904 |
| 10 | 416.86 | −52.3998 | 398.56 | −52.0099 | 434.67 | −52.7632 |
| 11 | 306.99 | −49.7425 | 380.88 | −51.6158 | 371.09 | −51.3896 |
| 12 | 386.25 | −51.7374 | 432.01 | −52.7099 | 489.56 | −53.7961 |
| 13 | 527.65 | −54.4469 | 550.84 | −54.8205 | 588.19 | −55.3904 |
| 14 | 520.97 | −54.3363 | 554.41 | −54.8766 | 566.71 | −55.0672 |
| 15 | 364.06 | −51.2235 | 381.56 | −51.6313 | 408.34 | −52.2204 |
| 16 | 411.85 | −52.2948 | 415.51 | −52.3716 | 421.01 | −52.4858 |
| Levels | Epoxy | Vinyl Ester | Polyester | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Impact Velocity (m/s) | Fiber Content (wt%) | Impingement Angle (Degree) | Impact Velocity (m/s) | Fiber Content (wt%) | Impingement Angle (Degree) | Impact Velocity (m/s) | Fiber Content (wt%) | Impingement Angle (Degree) | |
| 1 | −47.39 | −51.96 | −49.97 | −48.43 | −52.16 | −50.64 | −48.09 | −52.34 | −50.8 |
| 2 | −49.65 | −50.46 | −50.09 | −49.54 | −50.66 | −51.05 | −49.78 | −51.16 | −50.58 |
| 3 | −51.79 | −49.40 | −51.07 | −51.87 | −49.31 | −50.83 | −53.01 | −49.66 | −50 |
| 4 | −53.08 | −50.08 | −50.77 | −53.43 | −51.15 | −50.76 | −53.79 | −51.51 | −51 |
| Delta | 5.69 | 2.56 | 1.11 | 4.99 | 2.85 | 0.41 | 5.7 | 2.68 | 1.21 |
| Rank | 1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 |
| Source | DF | Seq SS | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Impact Velocity (m/s) | 3 | 74.915 | 74.915 | 24.972 | 26.43 | 0.001 |
| Fiber content (wt%) | 3 | 14.098 | 14.098 | 4.699 | 4.97 | 0.046 |
| Impingement angle (Degree) | 3 | 3.43 | 3.43 | 1.143 | 1.21 | 0.384 |
| Error | 6 | 5.67 | 5.67 | 0.945 | ||
| Total | 15 | 98.113 |
| Source | DF | Seq SS | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Impact velocity (m/s) | 3 | 60.893 | 60.893 | 20.298 | 5.97 | 0.031 |
| Fiber content (wt%) | 3 | 16.829 | 16.829 | 5.61 | 1.65 | 0.275 |
| Impingement angle (Degree) | 3 | 0.362 | 0.362 | 0.121 | 0.04 | 0.99 |
| Error | 6 | 20.405 | 20.405 | 3.401 | ||
| Total | 15 | 98.489 |
| Source | DF | Seq SS | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Impact Velocity (m/s) | 3 | 86.549 | 86.549 | 28.85 | 29.58 | 0.001 |
| Fiber content (wt%) | 3 | 15.069 | 15.069 | 5.023 | 5.15 | 0.043 |
| Impingement angle (Degree) | 3 | 3.835 | 3.835 | 1.278 | 1.31 | 0.355 |
| Error | 6 | 5.853 | 5.853 | 0.975 | ||
| Total | 15 | 111.305 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khare, J.M.; Dahiya, S.; Gangil, B.; Ranakoti, L.; Sharma, S.; Huzaifah, M.R.M.; Ilyas, R.A.; Dwivedi, S.P.; Chattopadhyaya, S.; Kilinc, H.C.; et al. Comparative Analysis of Erosive Wear Behaviour of Epoxy, Polyester and Vinyl Esters Based Thermosetting Polymer Composites for Human Prosthetic Applications Using Taguchi Design. Polymers 2021, 13, 3607. https://doi.org/10.3390/polym13203607
Khare JM, Dahiya S, Gangil B, Ranakoti L, Sharma S, Huzaifah MRM, Ilyas RA, Dwivedi SP, Chattopadhyaya S, Kilinc HC, et al. Comparative Analysis of Erosive Wear Behaviour of Epoxy, Polyester and Vinyl Esters Based Thermosetting Polymer Composites for Human Prosthetic Applications Using Taguchi Design. Polymers. 2021; 13(20):3607. https://doi.org/10.3390/polym13203607
Chicago/Turabian StyleKhare, Jeetendra Mohan, Sanjeev Dahiya, Brijesh Gangil, Lalit Ranakoti, Shubham Sharma, Muhammad Roslim Muhammad Huzaifah, Rushdan Ahmad Ilyas, Shashi Prakash Dwivedi, Somnath Chattopadhyaya, Huseyin Cagan Kilinc, and et al. 2021. "Comparative Analysis of Erosive Wear Behaviour of Epoxy, Polyester and Vinyl Esters Based Thermosetting Polymer Composites for Human Prosthetic Applications Using Taguchi Design" Polymers 13, no. 20: 3607. https://doi.org/10.3390/polym13203607