3.1. Quasi-Static Experimental Results
Table 5 and
Table 6 present the PLA quasi-static experimental results at different tensile and compression rates. The stress–strain curves for the PLA materials were obtained under the conditions of different tensile and compression rates by processing the experimental data, as shown in
Figure 3.
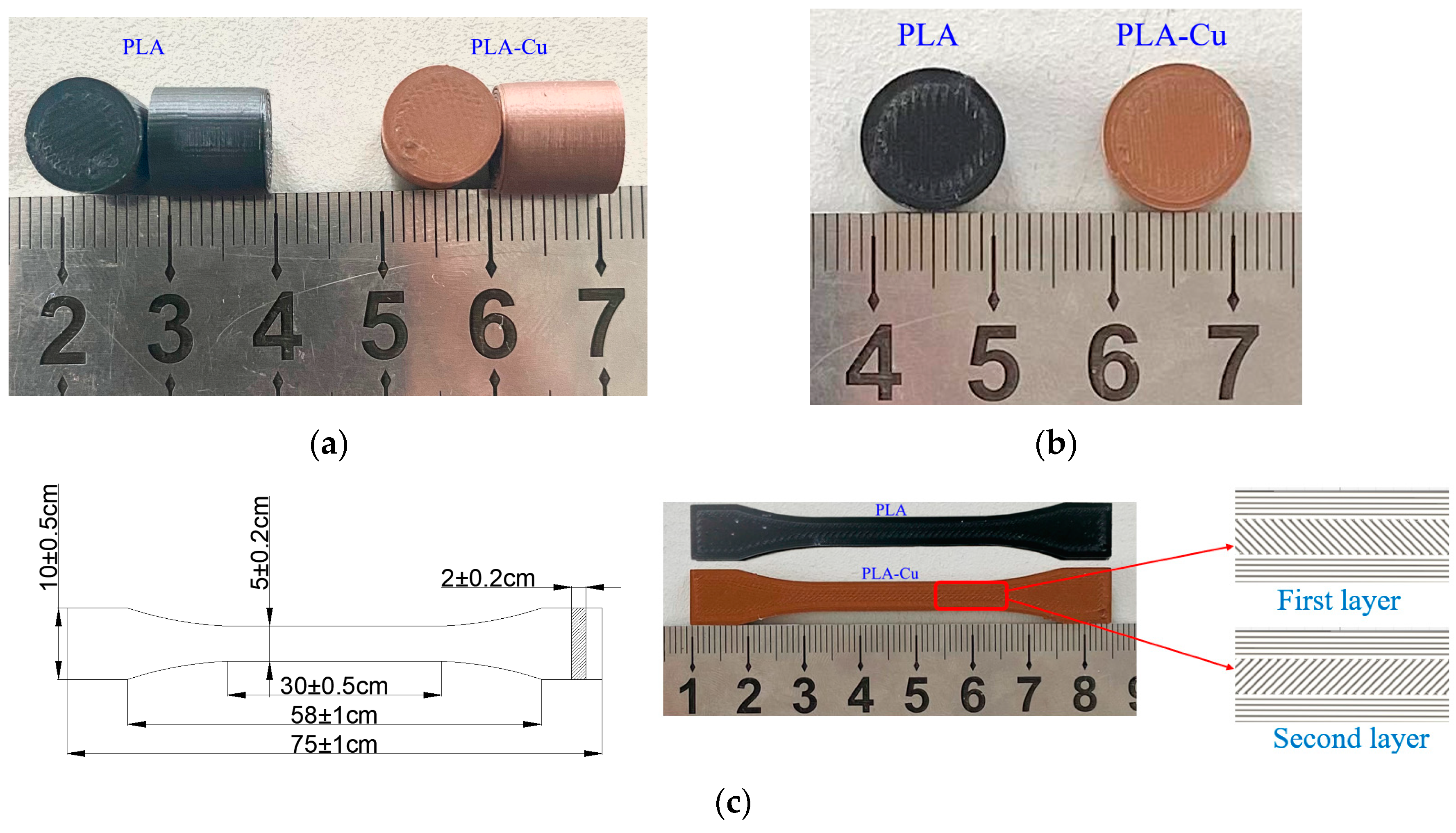
In the table, b and d represent the length and width of the cross section of the stretched pattern, while r and h represent the cross-sectional radius and compression height of the compression pattern. The loading speed and strain rateS used in the tensile test are shown in
Table 5,
Table 6,
Table 7 and
Table 8, which WERE consistent with Yi Jianya [
21] and Liu Tongxin [
22].
Because there were some inevitable small differences in manual operations, and defects in the sample manufacturing process in the experiment, in order to ensure the accuracy of the experimental data, each experiment was repeated three times, and one of the three test datasets was selected to draw the stress–strain curve. The errors of the experimental data are given in
Table 5,
Table 6,
Table 7 and
Table 8.
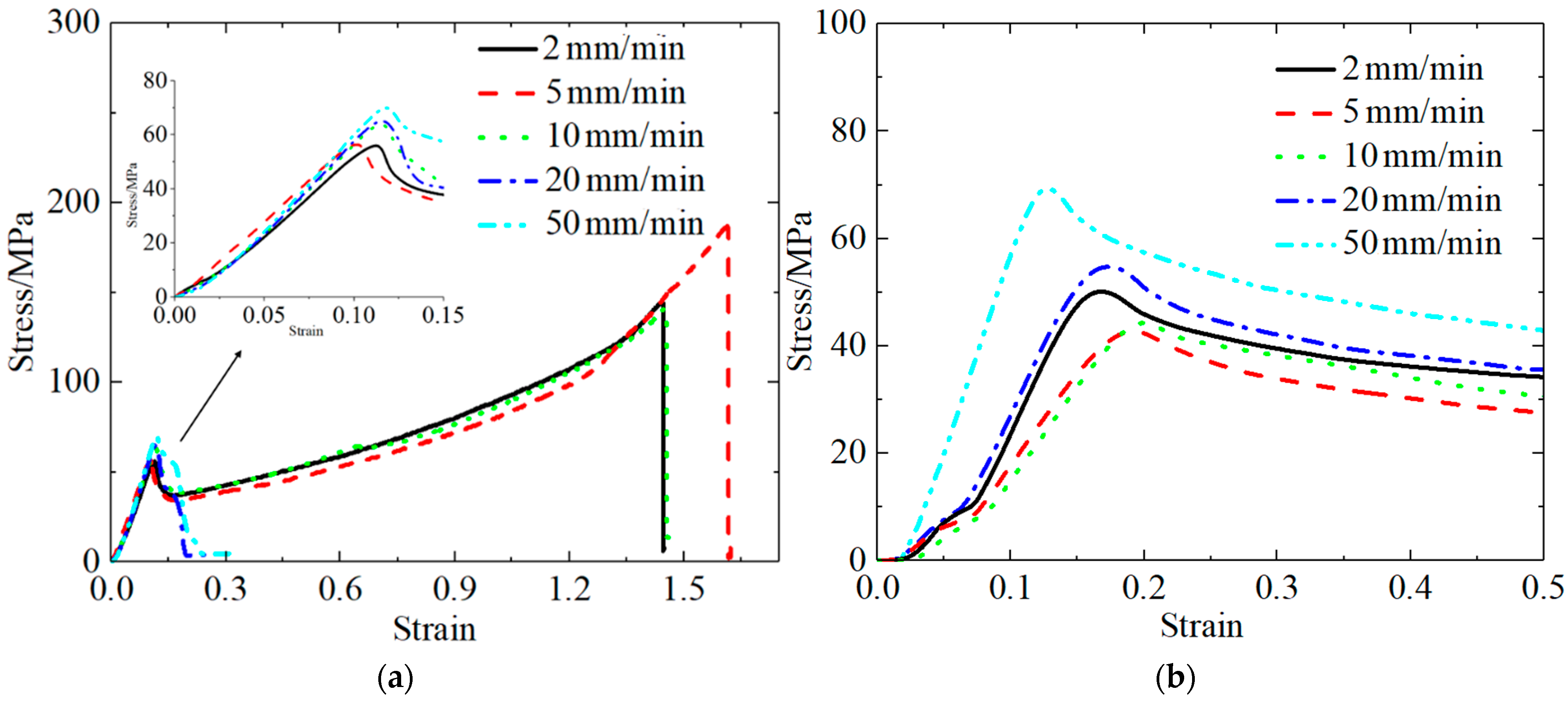
Figure 3 shows the quasi-static stress–strain curves for the PLA material. As can be seen in
Figure 3a, the shape of the tensile curve for the PLA material significantly depended on the rate at which tension was applied, implying that the material exhibited the strain rate effect. As the strain rate increased, the strength of the material increased, the toughness and ductility decreased, and the material exhibited characteristics indicative of a change from tough to brittle.
When the rate of applied tension was less than or equal to 10 mm/min, the PLA tensile curve resembled a typical tensile stress–strain curve for a glassy polymer. In the initial loading stage, the stress and strain increased. Before the yield point was reached, the stress and strain become proportional, conforming to Hooke’s law. The initial elastic modulus of the PLA material was obtained by fitting the stress–strain curve in the elastic stage, i.e., E = Δε/Δσ. The deformation at this stage was the general elasticity associated with the growth of the internal bonds of the polymer and the change in the bond angle.
The material continued to stretch beyond the yield point, and the strain continued to increase within a certain range under the condition that the stress decreased. The deformation at this stage was forced high elastic deformation, which was induced by the imposition of the force and chain movements. When the strain exceeded 15%, the stress increased again; this phenomenon was attributed to the macromolecule orientation along the direction of the force field created by the movement of the chain segment. Finally, the PLA material reached the breaking point, and its elongation at break reached 162% when the rate of applied tension was 5 mm/min, and the maximum tensile strength was 186.99.
As demonstrated by the tensile stress–strain curve in
Figure 3a, the PLA material did experience a strain-hardening stage when the rate of applied tension exceeded 10 mm/min; however, beyond the yield point, the stress decreased as the strain increased. Additionally, only a small amount of deformation occurred prior to material fracture; beyond this point, the shape of the stress–strain curve was found to be irregular until the specimen fractured. This indicates that the fracture toughness of the PLA material significantly decreased with the increasing rate of applied tension.
Figure 3b shows the quasi-static compression stress–strain curve for the PLA material. The characteristics of the quasi-static compression curve were consistent with those of a hard and tough polymer material, which are characterized by a large modulus and high yield point.
Table 7 and
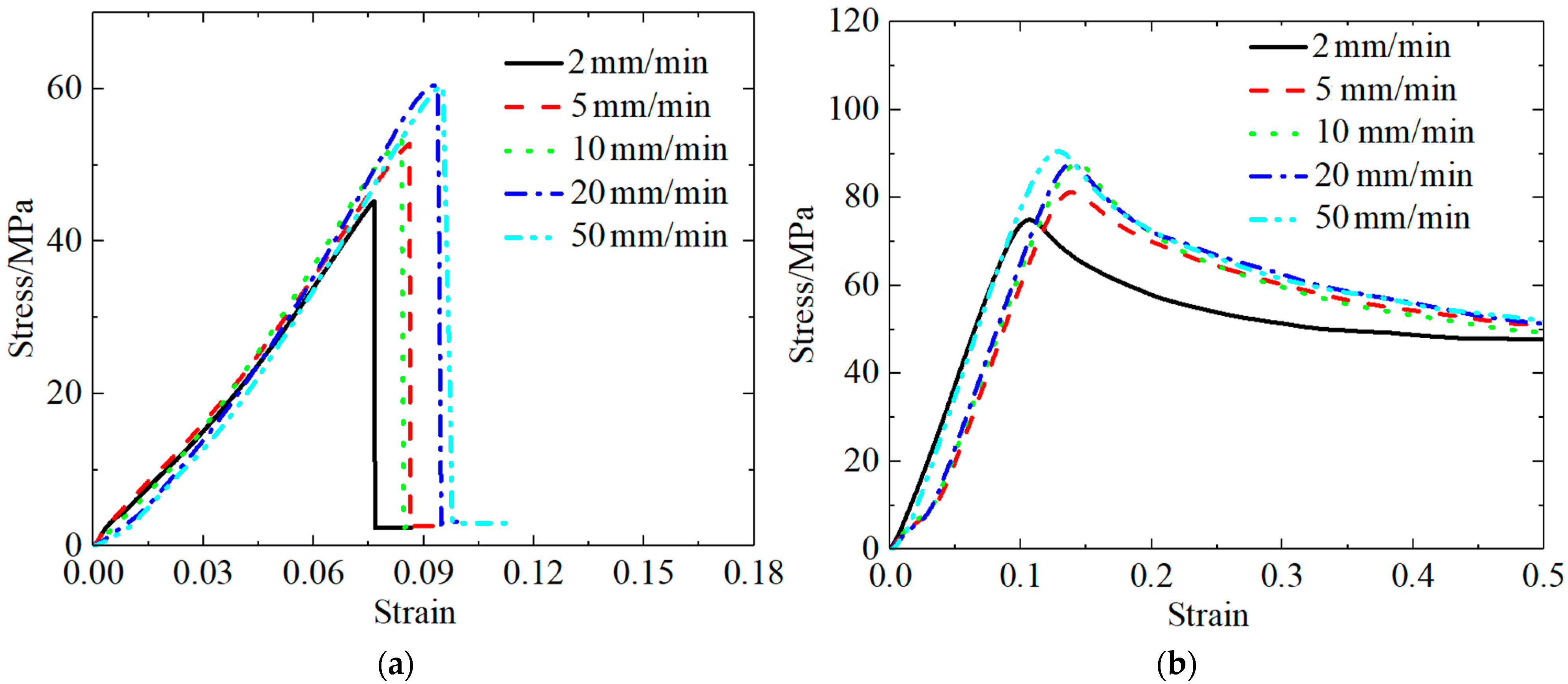
Table 8 present the quasi-static experimental results for the PLA-Cu material at different tensile and compression rates. The stress–strain curves for the PLA-Cu material were obtained under the conditions of different tension and compression rates after processing the experimental data (
Figure 4).
Figure 4a shows the quasi-static tensile stress–strain curves for the PLA-Cu material subjected to different tensile strengths; particularly, the effects of the strain rate on the tensile failure behavior of the materials can be seen. The PLA-Cu curves were consistent for all rates of applied tension, with evident yield points. The yield strength was equal to the maximum tensile strength, ranging from 45.23 to 60.39 MPa, which is proportional to the value of the stretching rate.
As shown in
Figure 4a, after the tensile stress reached its peak, an instantaneous sharp decrease was not observed. When the tensile stress peak was reached, the specimen did not break and fail, but showed a period of gradual deterioration. More specifically, the load-bearing capacity slightly decreased when the maximum stress value was reached, then it rapidly decreased, exhibiting a clear stress decrease phenomenon, indicating that state of the PLA-Cu specimen was quasi-brittle.
The middle of the tensile stress–strain curve was concave. Conversely, the curve was slightly convex near the point of fracture, indicating that, during the period in which the material was being stretched, the microcracks and holes within the material underwent a process of opening–compacting–re-expansion. This is consistent with the conclusion of Yang Ge [
23].
In the early stage of tensile loading, owing to the relatively small load and slow loading rate, a large number of axial microcracks, holes, and other defects were strongly affected by the tension, forming the first opening. When the strain reached 3%, the first opening was completed, a large number of existing defects were no longer open, and the specimen had entered the strengthening stage; this was associated with a concave opening on the stress–strain curve. When the strain reached 6.5%, because the load was close to the limit of the specimen, the specimen was about to yield, so new cracks occured until fracture, therefore entering the second phase, open. Next, a large number of cracks of macroscopic defects and reactions on the stress–strain curve for slightly upward convex phase, until eventually the curve, after extreme stress values, falls down and the specimen fractured.
Figure 4b shows the quasi-static compression stress–strain curve for the PLA-Cu material, which is similar to the quasi-static compression curve for the PLA material; additionally, both of them were found to be characteristic of hard and tough polymer materials. However, the difference between the two curves is that the curve for the PLA-Cu material revealed a compressive strength that was, on average, 38% higher than that of the PLA material.
It can be seen from
Table 5 and
Table 7 that the cross-section of PLA-Cu is consistently 10% larger than that of PLA, which was caused by the irregular surface of the printed sample caused by the filling of copper powder. However, the true cross-sectional area of the sample was used when calculating the stress and strain of the sample, so no error was caused to the stress–strain curve of the sample.
In summary, the yield stress and elastic modulus of the PLA and PLA-Cu materials increased with increasing strain rate. Under quasi-static tension, the PLA material had a critical strain rate that corresponded to a change from ductile to brittle. This is because in the PLA sample, with the increase of strain rate, the crack growth rate from the stress concentration point increased, so that the material without the stress concentration point has no time to stretch, and the sample was already broken.
3.2. Dynamic Mechanical Performance Test Results
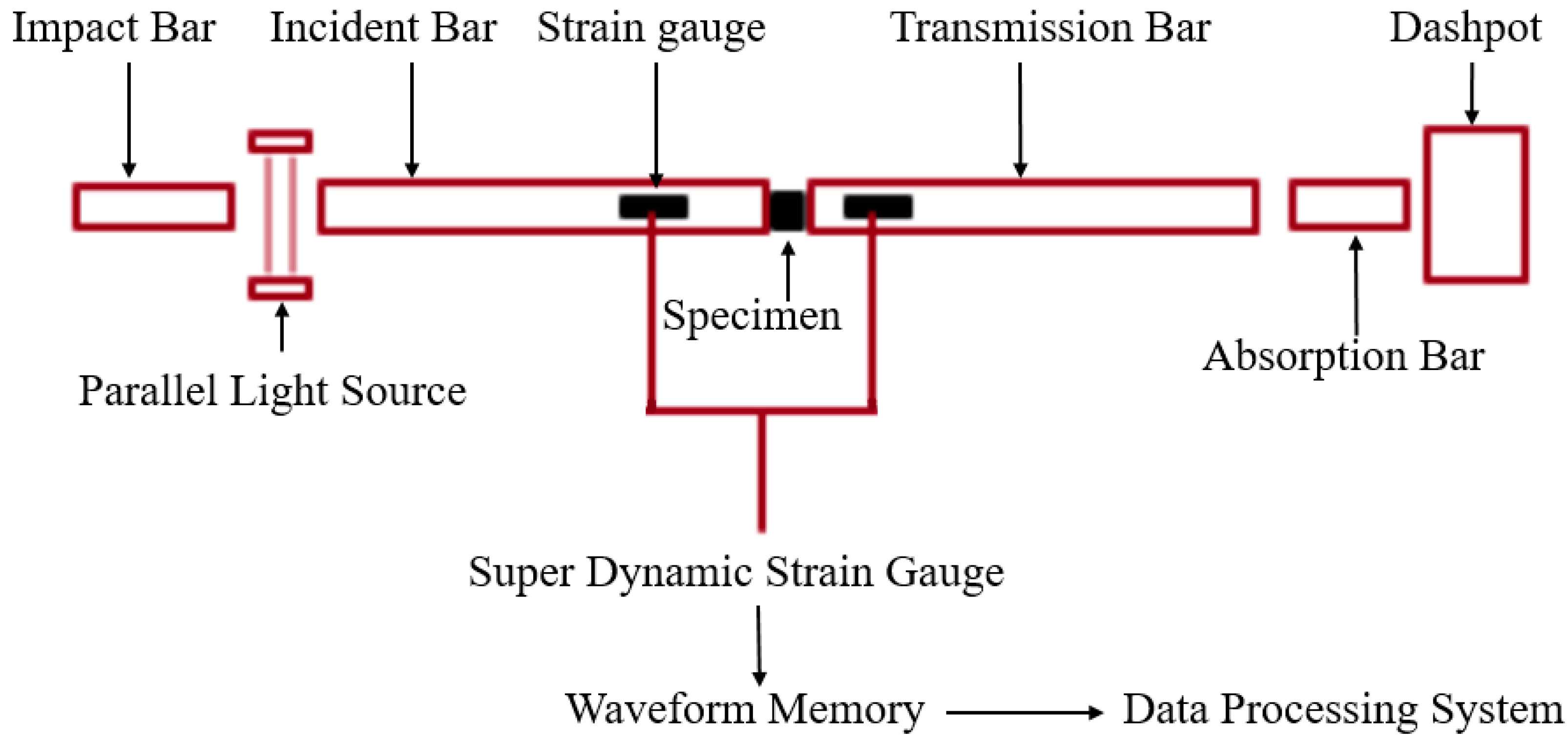
Before the experiment, the diameter and height of the specimen (r×h) were measured.
Table 9 lists the experimental parameters. The velocity of the impact bar was determined by calculating the time required for the rod to pass through the parallel light source.
The experimental results indicated that, under the condition of a strain rate of 10,200 s−1, the PLA material would fail once the impact bar reached 40.8 m/s. In the case of the PLA-Cu material, under the condition of a strain rate of 4150 s−1, crushing-induced failure was observed once the impact bar velocity reached 16.6 m/s.
Each dynamic experiment was repeated three times, which was similar to the quasi-static condition.
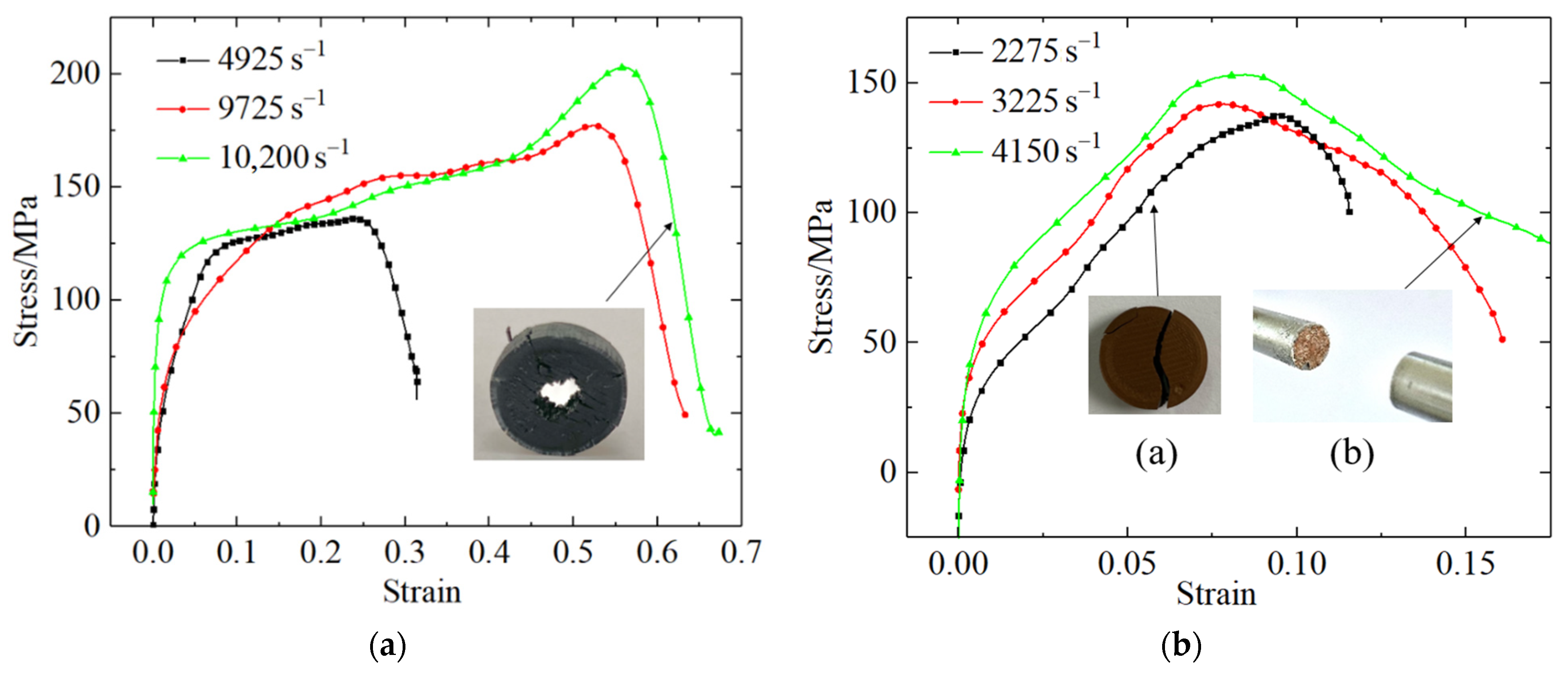
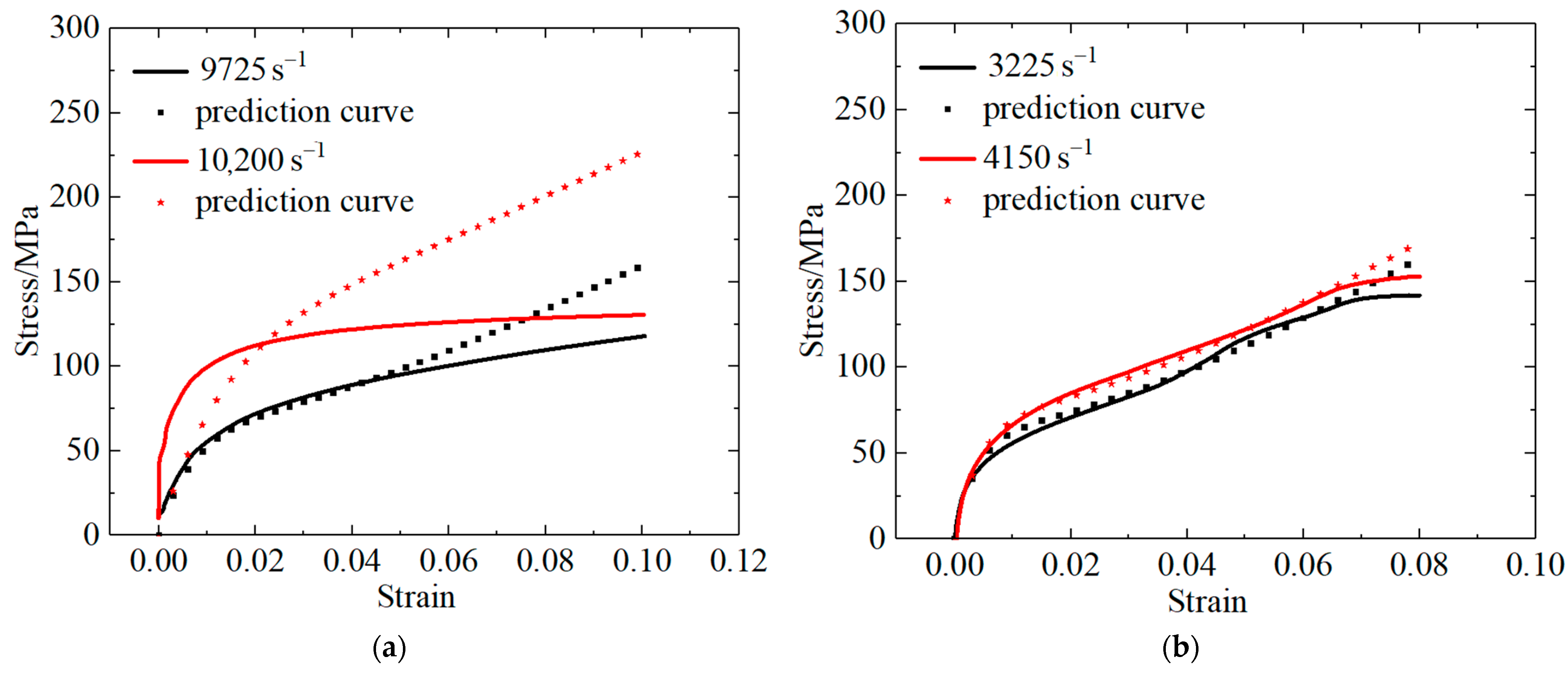
Figure 5 illustrates the average stress–strain curves for the PLA and PLA-Cu materials under the conditions of dynamic compression at different strain rates.
Table 10 shows the error range of compressive strength.
Figure 5 depicts that the stress–strain curves for the PLA and PLA-Cu materials were nonlinear under the conditions of high strain rate loading, the process of which can be divided into three stages:
Linear elastic compression stage: In the elastic stage, the sample is impacted, and the internal void is compacted. The onset of strain causes the stress to rapidly increase, and the stress–strain curve exhibits a linear relationship.
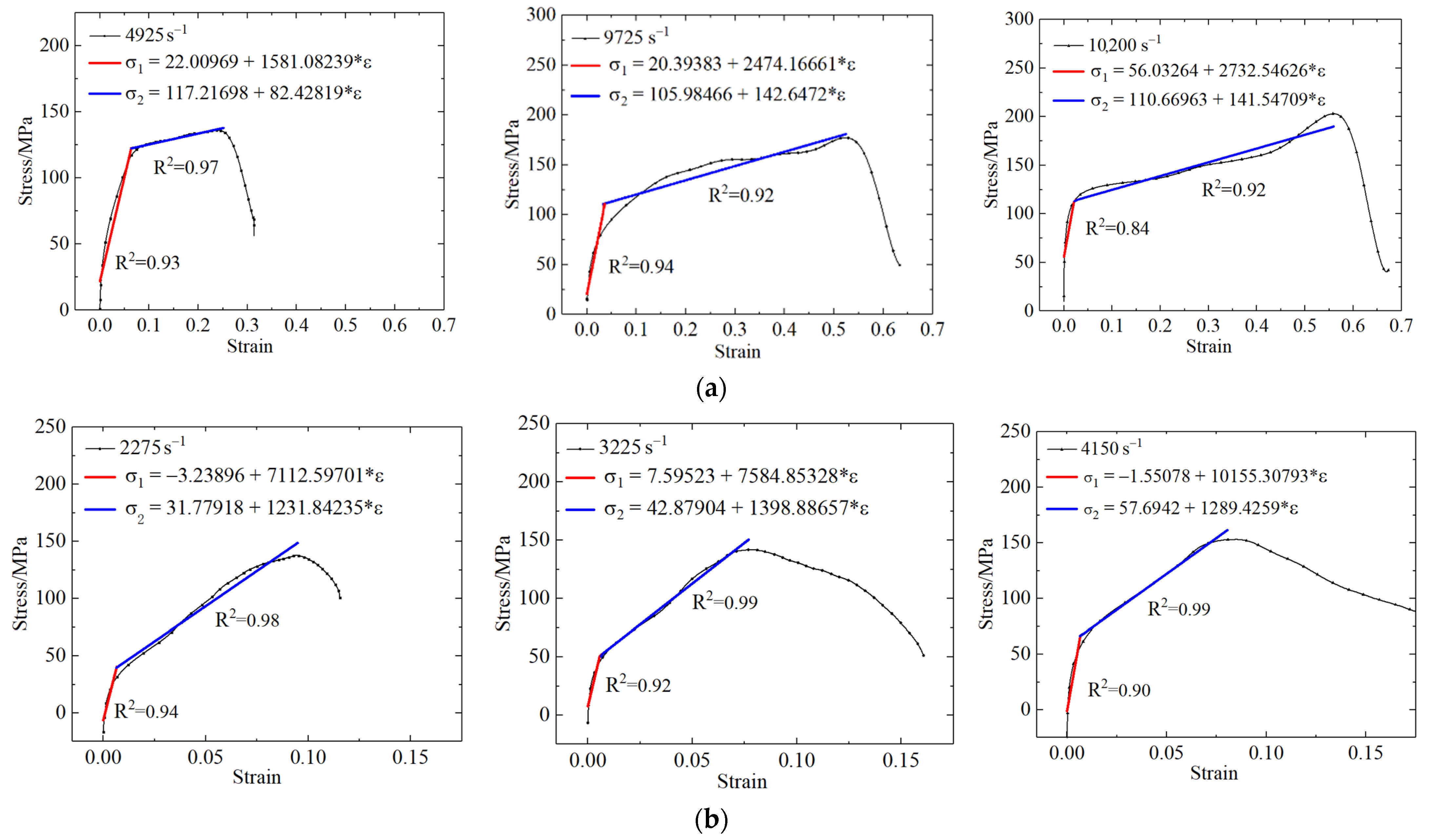
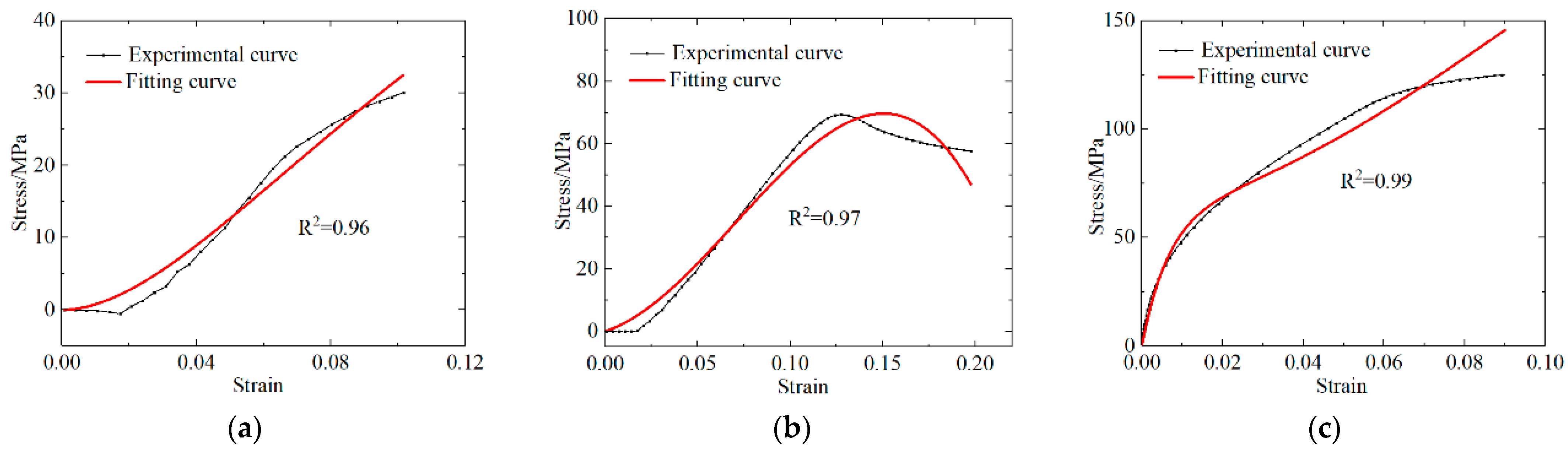
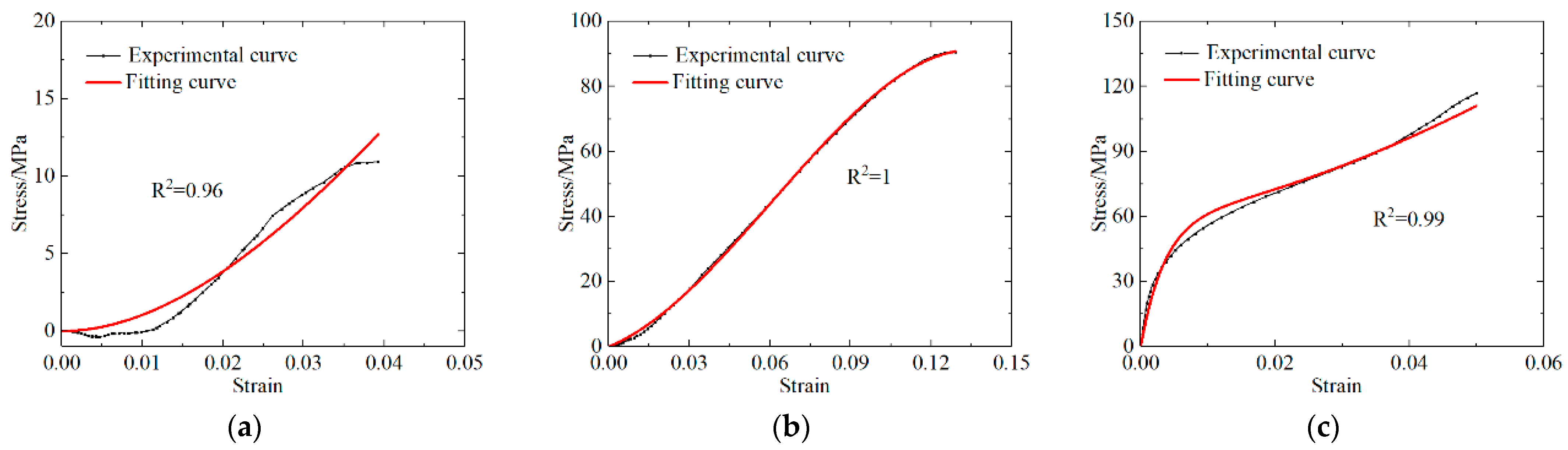
Stress-hardening stage: the material enters the stress-hardening stage after yielding. The yield strength, elastic modulus, and hardening modulus of the material can be obtained by fitting the results associated with the linear elastic compression stage to those associated with the stress-hardening stage [
17], as shown in
Figure 6.
Failure and instability stage: as shown in
Figure 5a, when the stress reaches the peak, the stress rapidly decreases as the strain increases, producing the failure stage, as shown in
Figure 5b; when the peak stress is reached, the stress maintains a certain carrying capacity under the condition of increasing strain instead of rapidly decreasing. This stage is the slow strain-softening stage.
Figure 6.
Schematic diagram of linear fitting of stress–strain curve of (a) PLA; (b) PLA-Cu.
Figure 6.
Schematic diagram of linear fitting of stress–strain curve of (a) PLA; (b) PLA-Cu.
The similarities of the dynamic stress–strain curves for the two types of materials are as follows: With the increase of strain rate, the proportion of linear elastic compression stage became smaller and smaller because in the case of low strain rate, the impact rod brings less energy to the specimen, and the original space and cracks in the specimen are slowly closed, resulting in a longer compaction period. As the strain rate increased, the energy transferred to the specimen by the impact bar increased, and the closing speed of the initial crack inside the specimen increased. Thus, the linear stage decreased. This directly led to an increase in the slope of the stress–strain curve associated with the linear stage and an increase in the dynamic elastic modulus of the material.
Table 10 lists the mechanical parameters associated with dynamic compression of each material. The compressive strengths of the two materials were associated with the strain rate effect, as the peak stress under the condition of a high strain rate was much higher than that under the condition of a low strain rate. Furthermore, the results corresponding to the strain rate effect associated with dynamic compression loading and those obtained via the quasi-static compression experiment were consistent, as the compressive strength increased with increasing strain rate. However, the dynamic compressive strength of PLA was higher than that of PLA-Cu.
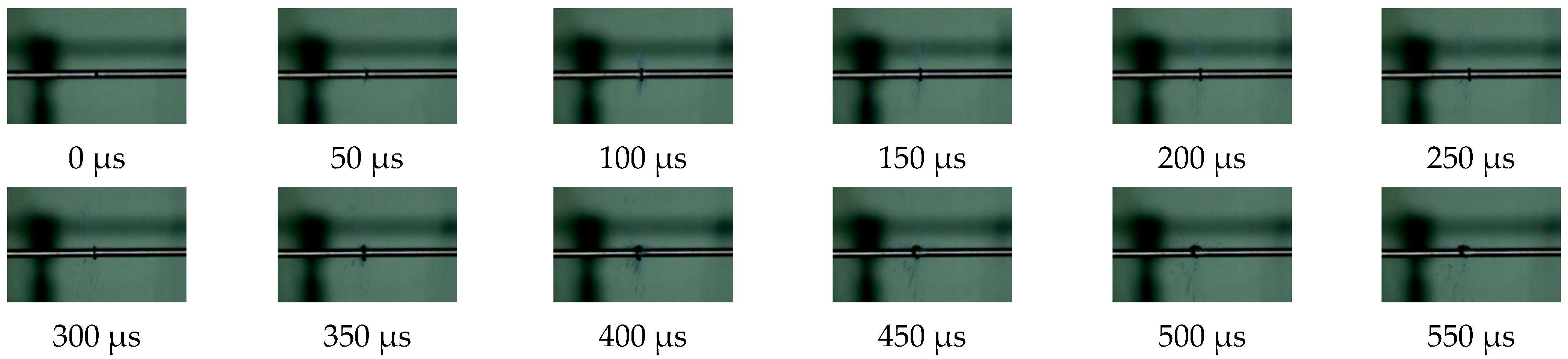
During the dynamic loading process, a high-speed camera was used to record changes in the specimen. A photograph was captured by the high-speed camera in intervals of 50 μs; each photograph was numbered and revealed the state of the specimen during the loading process.
Figure 7 and
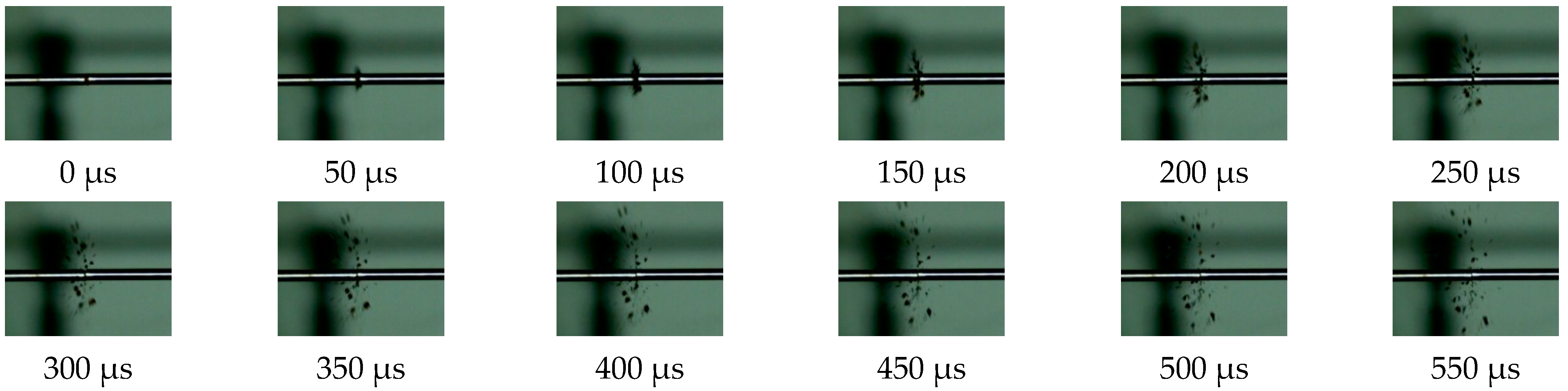
Figure 8 show the deformation of the PLA and PLA-Cu samples that were subjected to dynamic loading. Considering the results presented in
Figure 7 and
Figure 8, in addition to the corresponding stress–strain curves, we can assume that the stress–strain relationship of each specimen was related to its failure during the loading process.
Figure 7 and
Figure 8 show the dynamic loading failure processes for the two materials. Under the action of impact loading, the PLA sample did not experience instantaneous damage, as the failure was a dynamic process.
Figure 7 shows that the PLA sample was compressed and deformed at 50 μs and exhibited cracks along the edges. Additionally, only a small portion of the material was separated from the sample body and scattered. The inset of
Figure 5a demonstrates that at 400 μs the PLA sample was broken down by the incident bar in the center. Damage analysis of the sample revealed that the extent of damage increased as the impact speed increased; the damage was observed as a hole formed in the center of the sample.
In the case of the PLA-Cu sample, the impact began at 50 μs, and there was instantaneous failure of the specimen. Damage analysis revealed that an increase in stress was always accompanied by an explosive crushing process. The crushing process of the specimen was very short, i.e., approximately 150 μs, at which time the specimen was completely fractured.
The inset of
Figure 5b illustrates the failure results for the PLA-Cu material according to strain rate. At low strain rates, only longitudinal crack failure modes appeares in the sample. Analysis of the recovered broken samples revealed that at high strain rates, under the action of compression loading, longitudinal cracks along the loading direction resulted in the formation of a large number of small fragments. This process was accompanied by the instantaneous release of stored energy in the specimen prior to failure.
3.3. Microscopic Morphology Analysis
To further analyze the microscale differences between the PLA and PLA-Cu samples, their microstructures were observed by SEM. Before observing the microstructure of the sample, we processed the sample in accordance with the JJG550-88 standard.
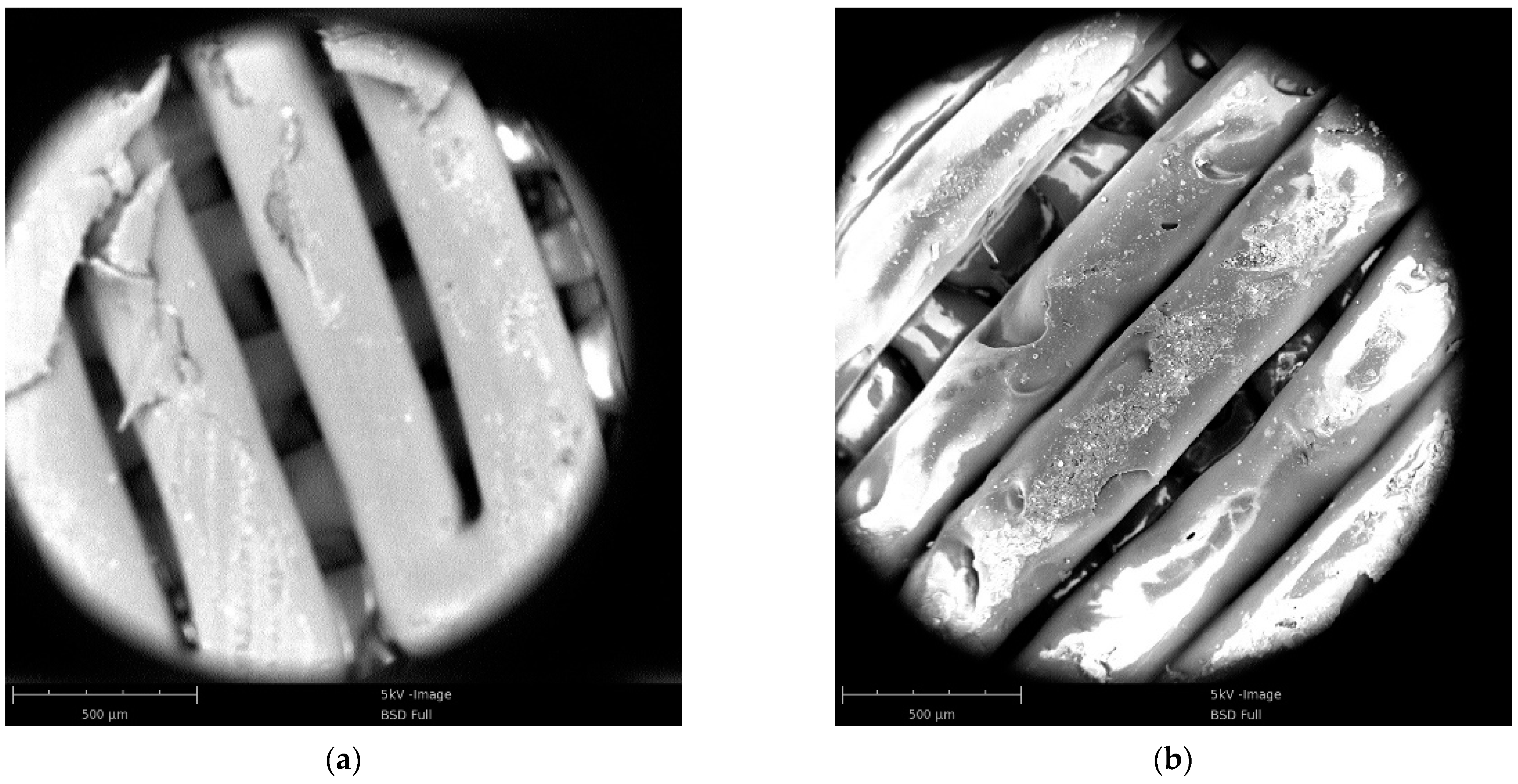
Figure 9 shows the resulting images of the 3D-printed sample. Because the printing parameters and conditions were the same, the printed samples of the two materials had the same structure, i.e., they were stacked layer by layer to form a grid crossing. Although the printing filling density was set to 100%, a gap could be observed between the printed filaments; this was an inherent feature of the 3D-printed samples.
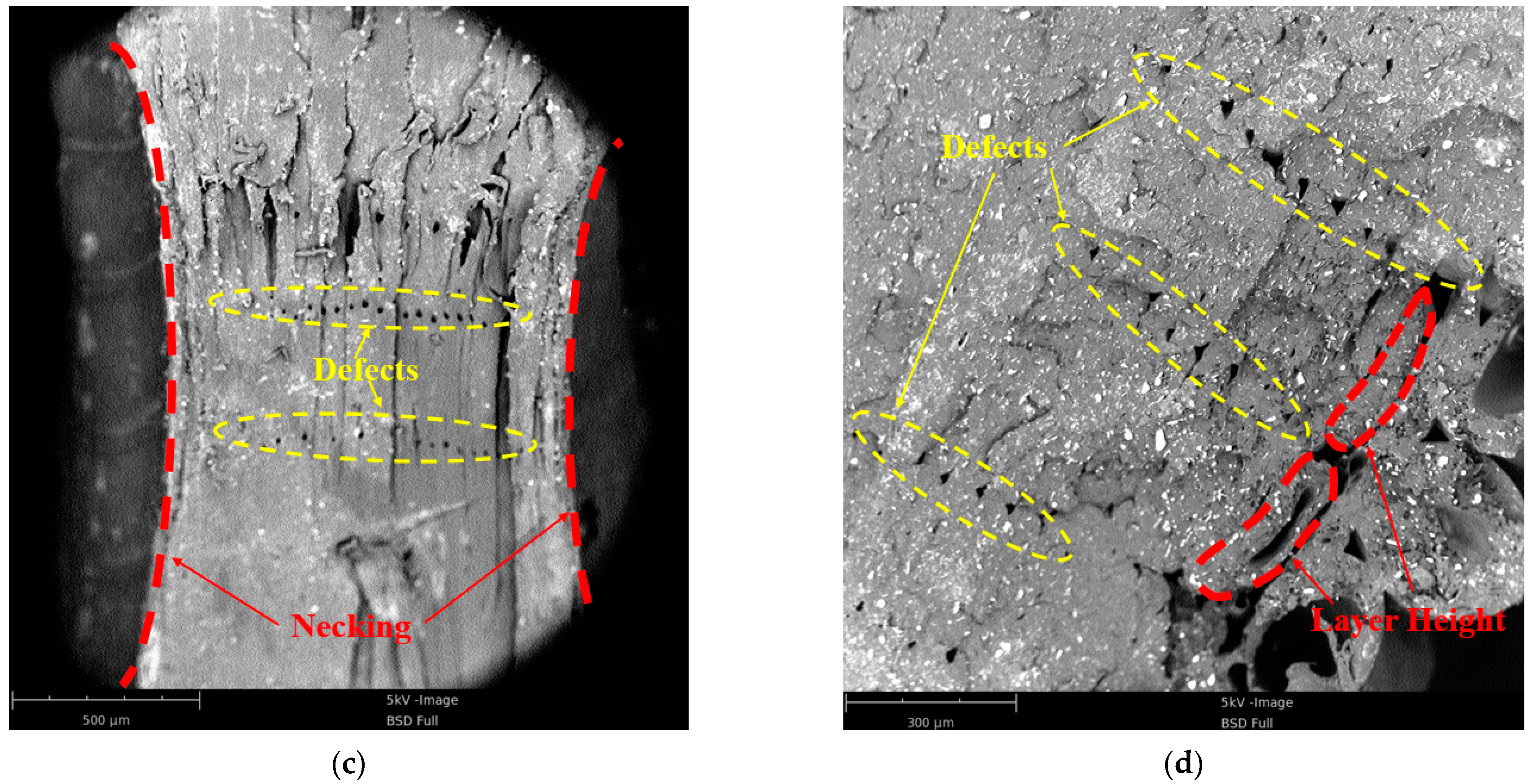
Figure 9c,d are the cross sections of PLA and PLA-Cu tensile specimens, respectively. The comparative analysis shows that the biggest difference between the two is that the PLA tensile specimen had a necking phenomenon, while the PLA-Cu tensile specimen did not. At the same time, it can be seen that there are some defects in the two tensile samples. These defects were arranged in neat rows along the tensile loading direction, which had a slight impact on the tensile results.
However, there was a difference between the two materials: the internal voids of the 3D-printed PLA samples were larger than those of the PLA-Cu samples, and the PLA printed filaments had a uniform diameter and regular arrangement. The diameters of the filaments of the 3D-printed PLA-Cu samples were not constant, and irregularities were observed on the surface, indicating that the copper powder induced some defects in the 3D-printed sample. Additionally, the existence of these defects led to the emergence of concentrated stress points. In the case of the quasi-static tensile experiments, the copper powder filling negatively impacted the toughness of the PLA material, thereby accelerating the tensile fracture process of the PLA material.
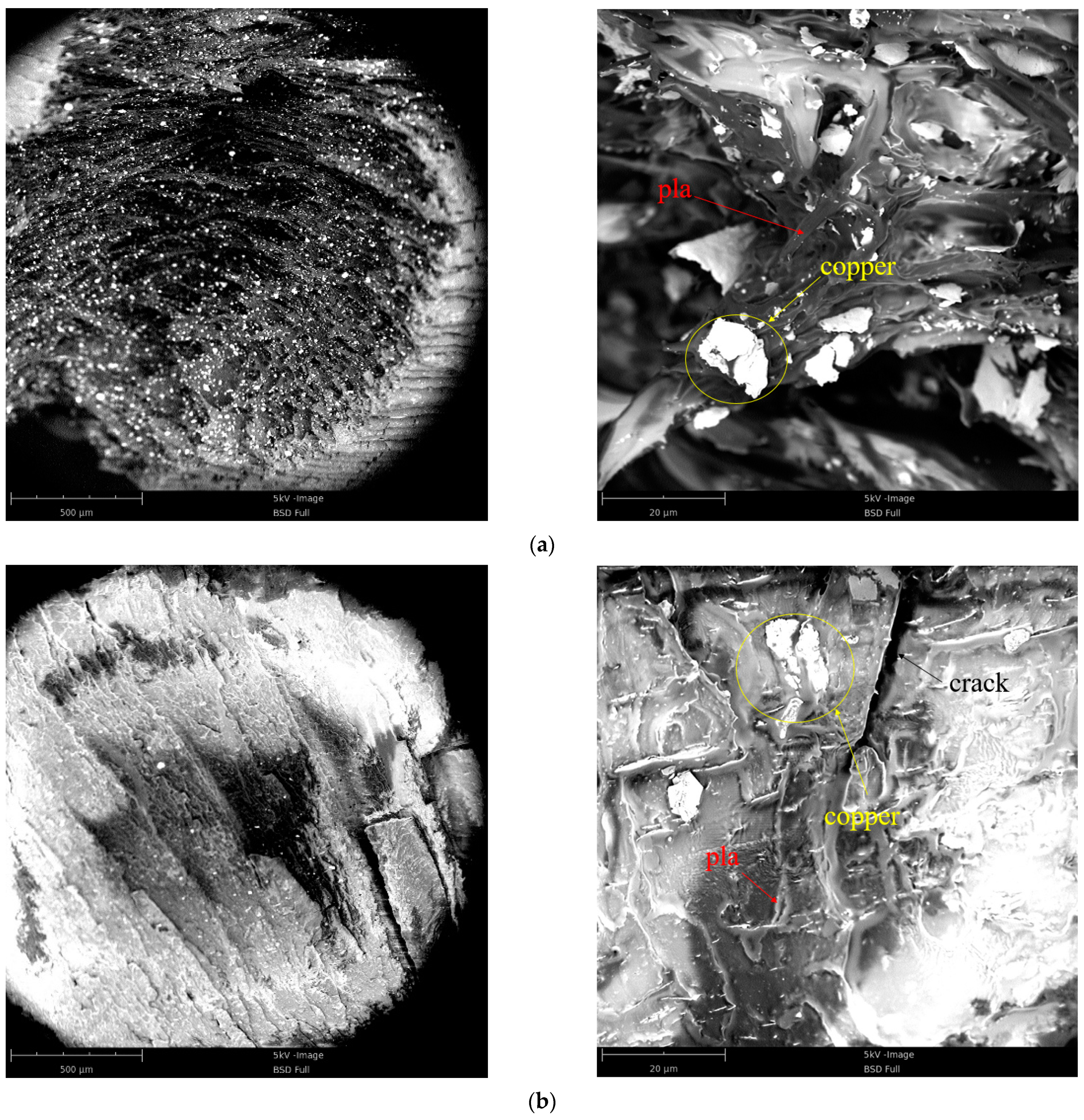
Figure 10 shows SEM images of the quasi-static compression specimen fracture and dynamic impact section of a PLA-Cu specimen.
Figure 10a presents a fracture SEM image of the quasi-static compression sample; the white copper powder particles appeared as irregular lump-like fillers that were uniformly distributed throughout the PLA matrix. Because the failure mode of the material under uniaxial compression is similar to the failure mode of layer tearing, the PLA matrix exhibited appropriate viscosity.
Figure 10b demonstrates the cross section formed from the PLA-Cu specimen that was subjected to dynamic loading. The failure mode under this condition was significantly different from that under the condition of quasi-static compression. Particularly, the PLA-Cu material experienced a fully brittle fracture mode, wherein a large amount of plastic deformation occurred on the surface of the fracture. Additionally, a lamellar shedding phenomenon occurred. Considering these results and those obtained via quasi-static compression, we can assume that the presence of copper powder improves the static compressive strength of PLA material.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}