Experimental and Numerical Research on Open-Hole Strength and Damage Mechanism of Regularly Arrayed Short Fiber Reinforced Polymer Composite



Abstract
:
1. Introduction
2. Experimental and Simulation
2.1. Materials and Fabrication
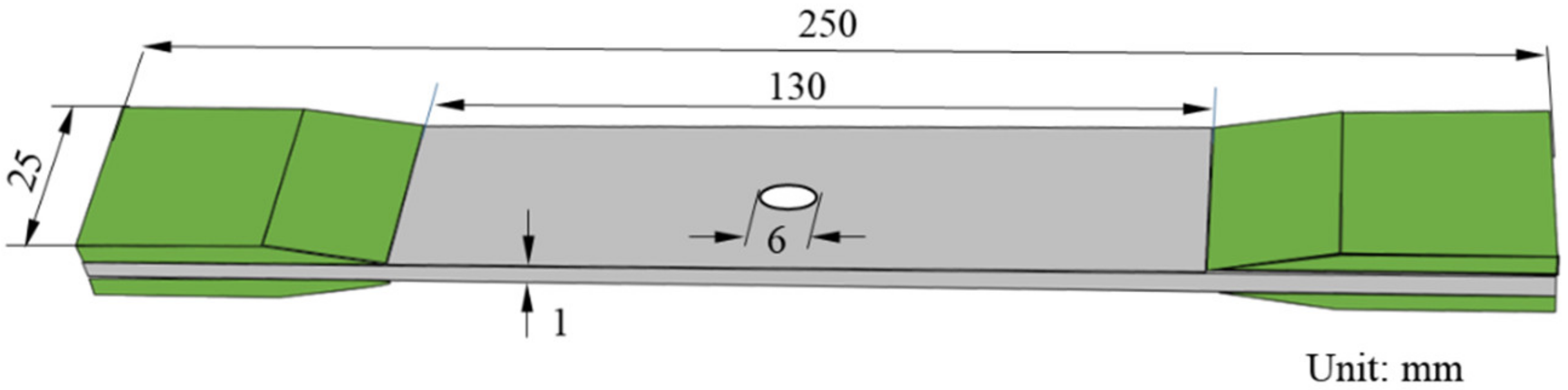
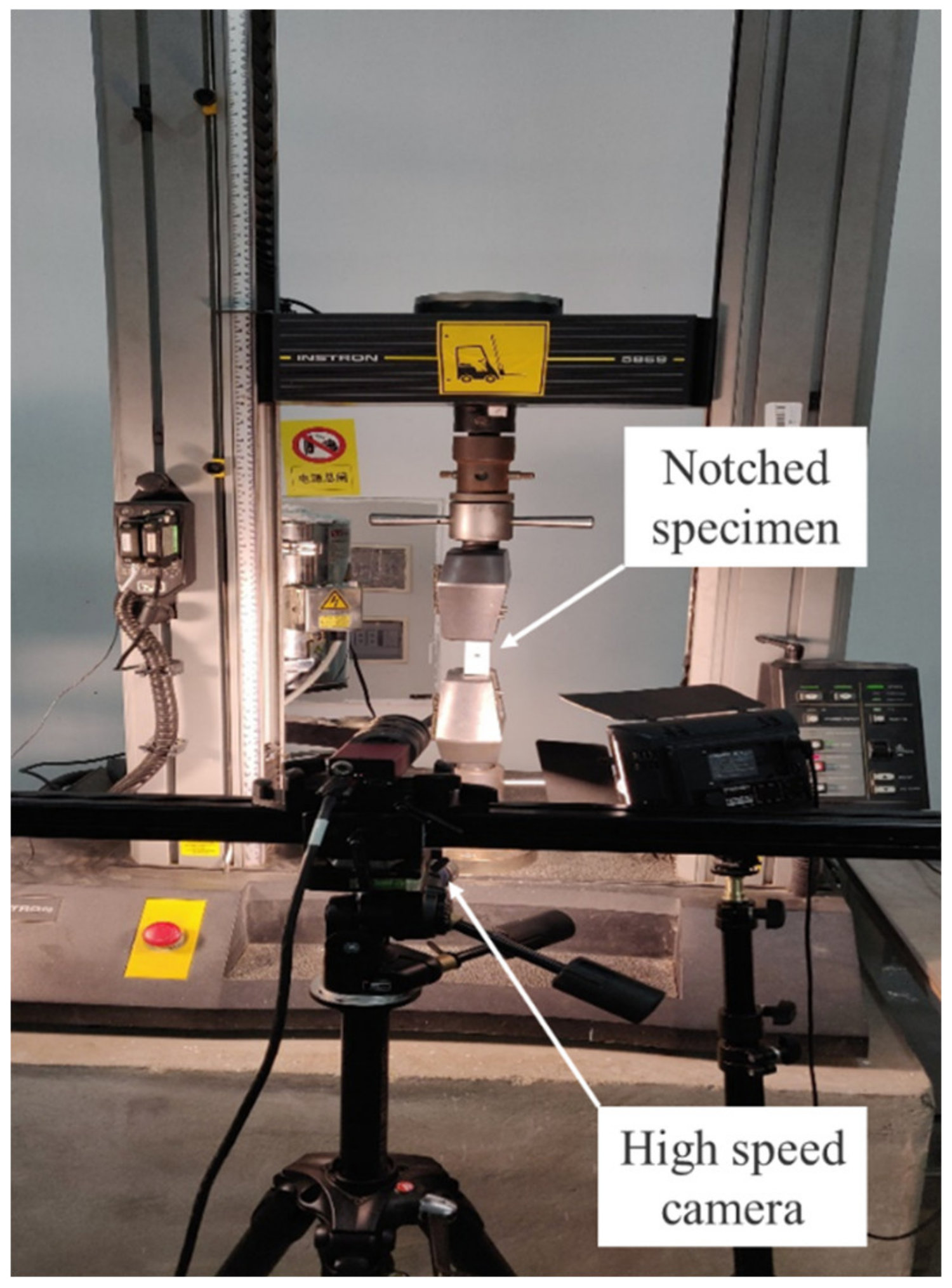
2.2. Tensile Test
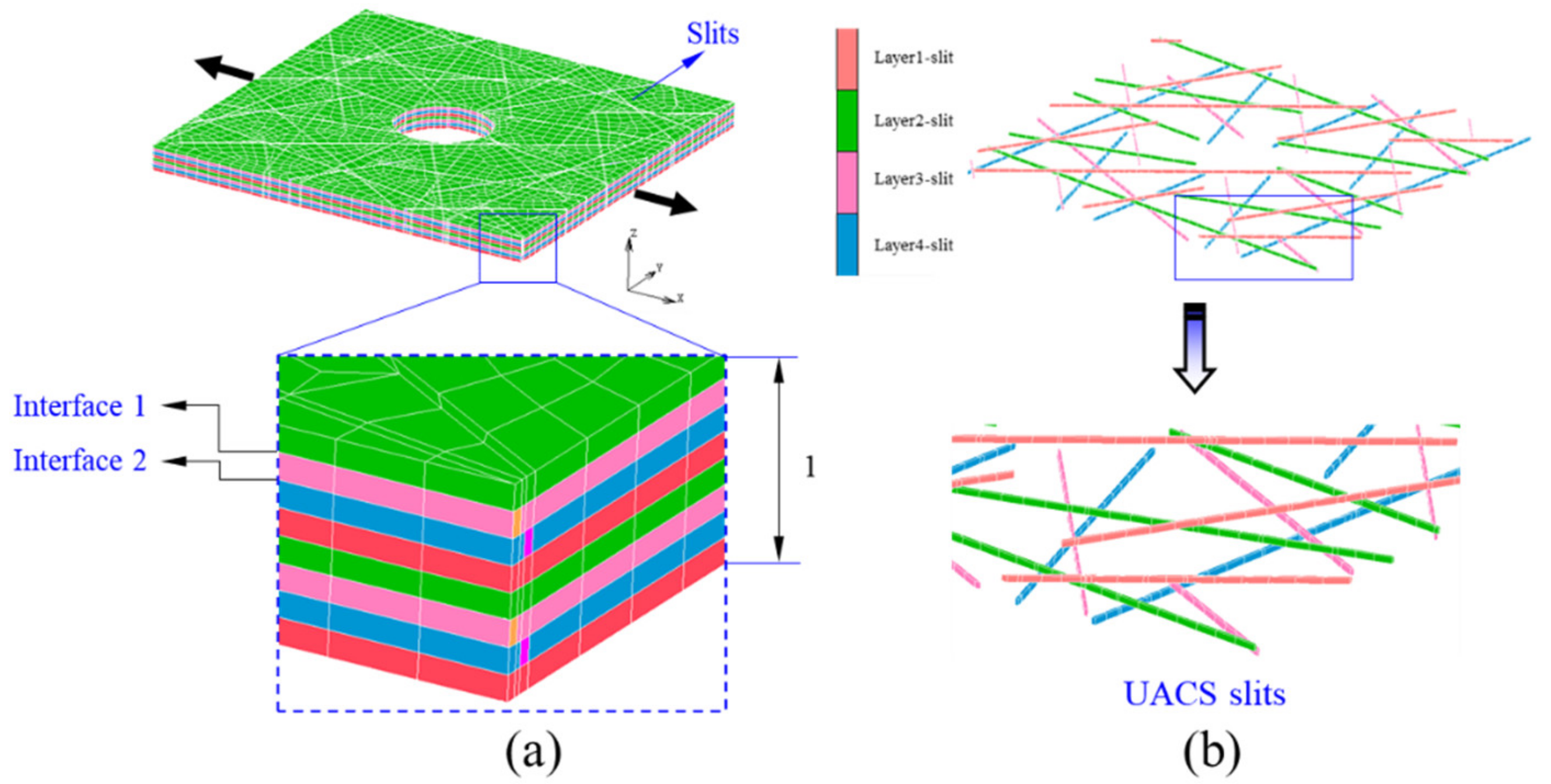
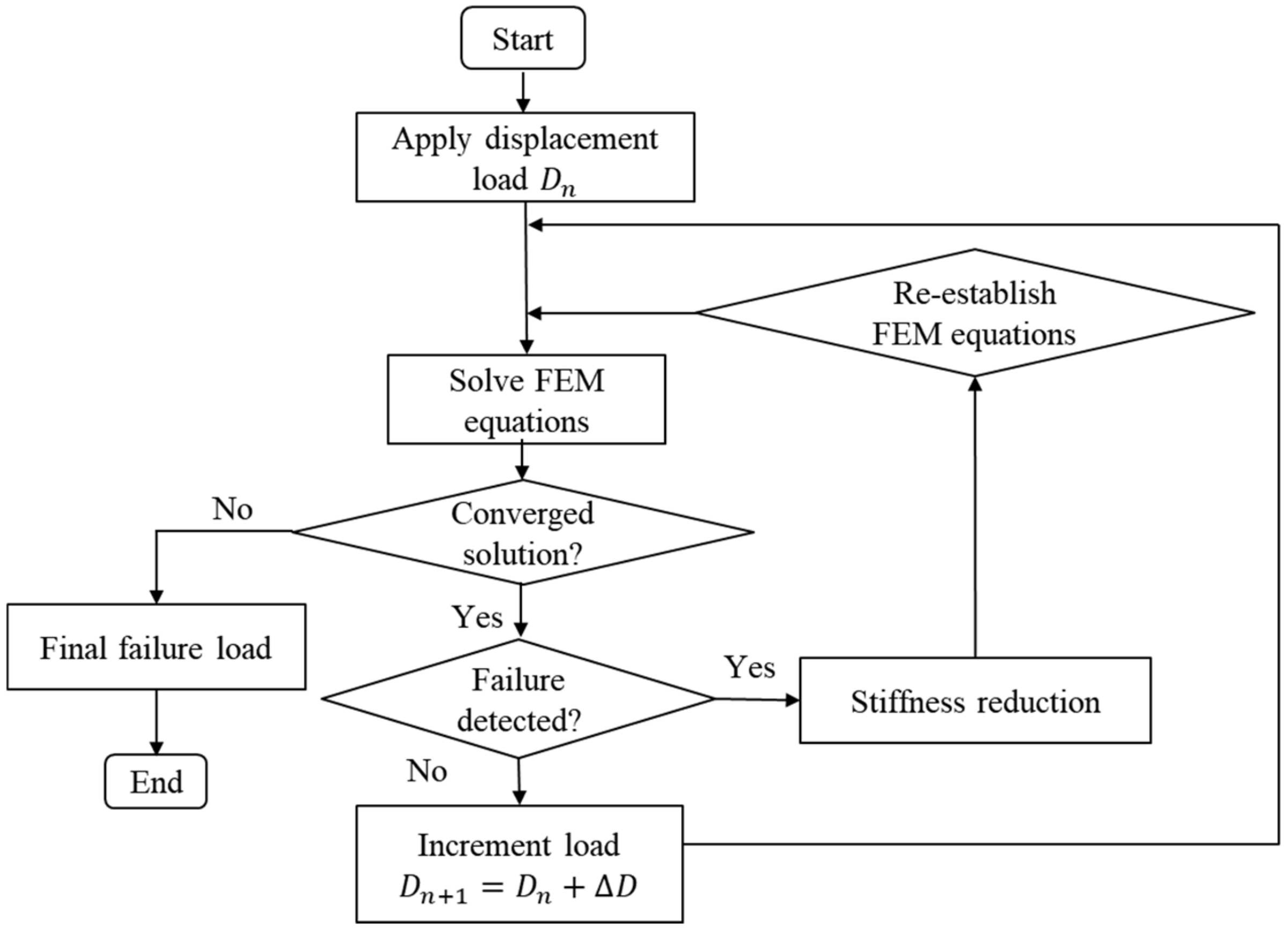
2.3. FEM Analysis Model
3. Results and Discussion
4. Conclusions
- (1)
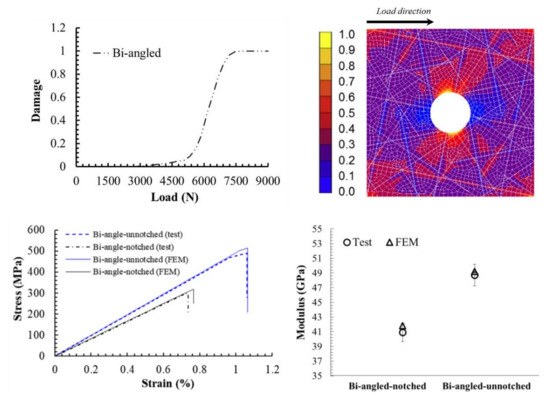
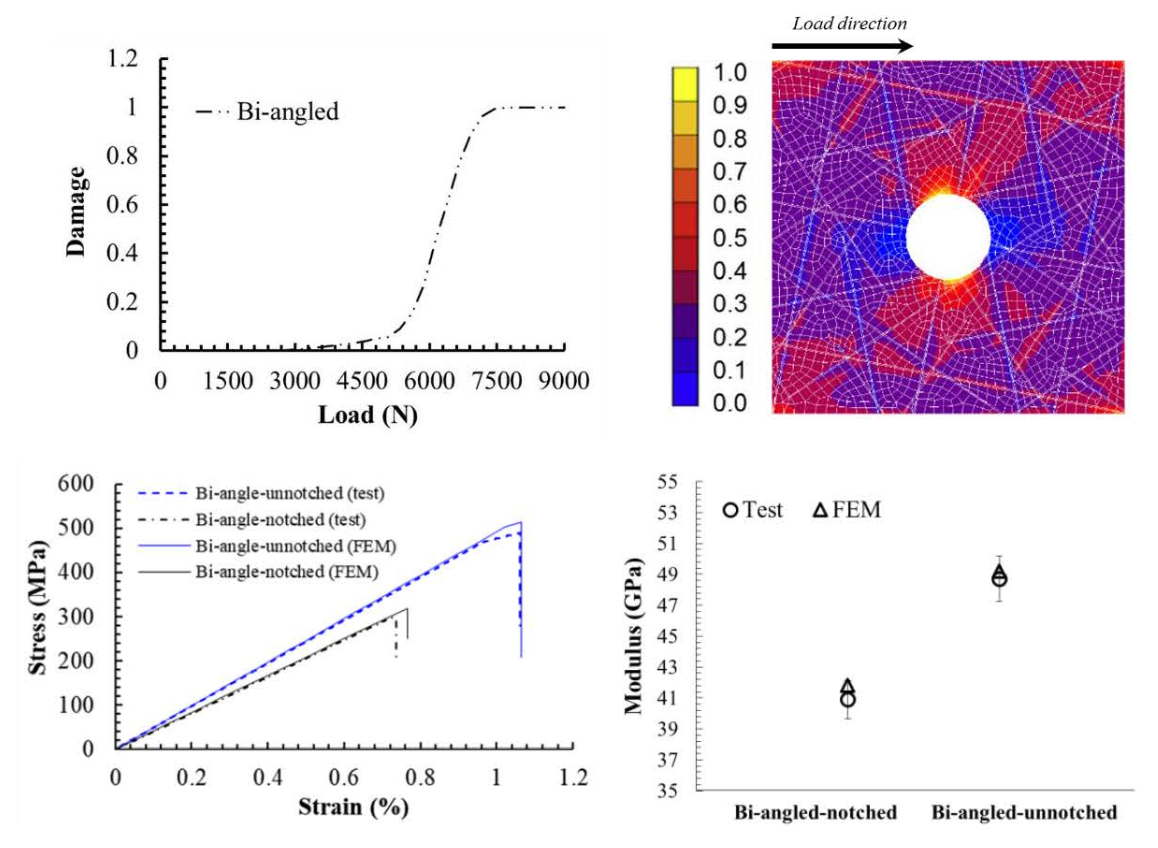
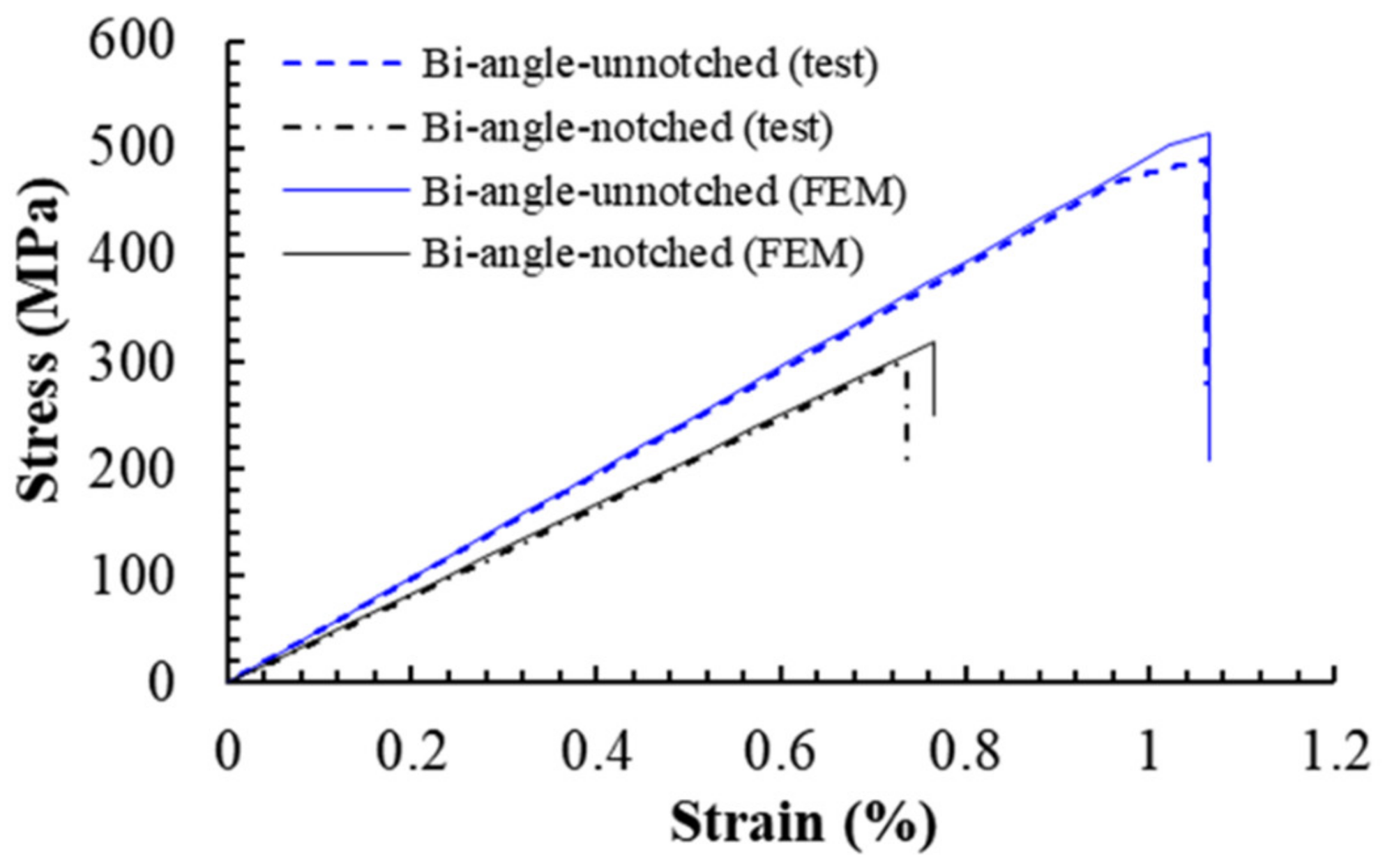
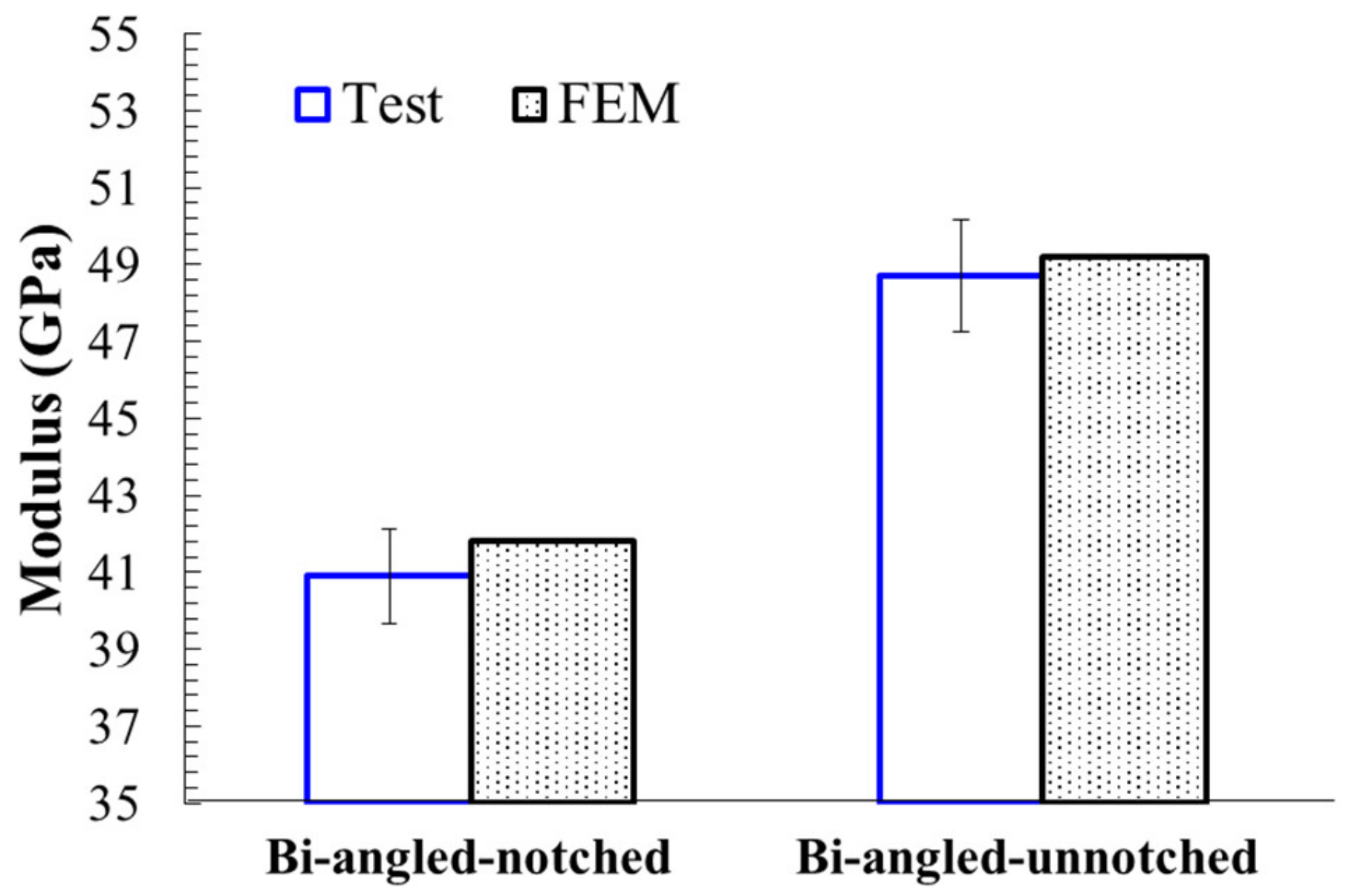
- The tensile strength of notched UACS laminate is measured as 298 MPa, which is about 60% of the strength of unnotched UACS laminate. The modulus of the notched UACS laminate is 40.9 GPa, which is about 84% of the unnotched one.
- (2)
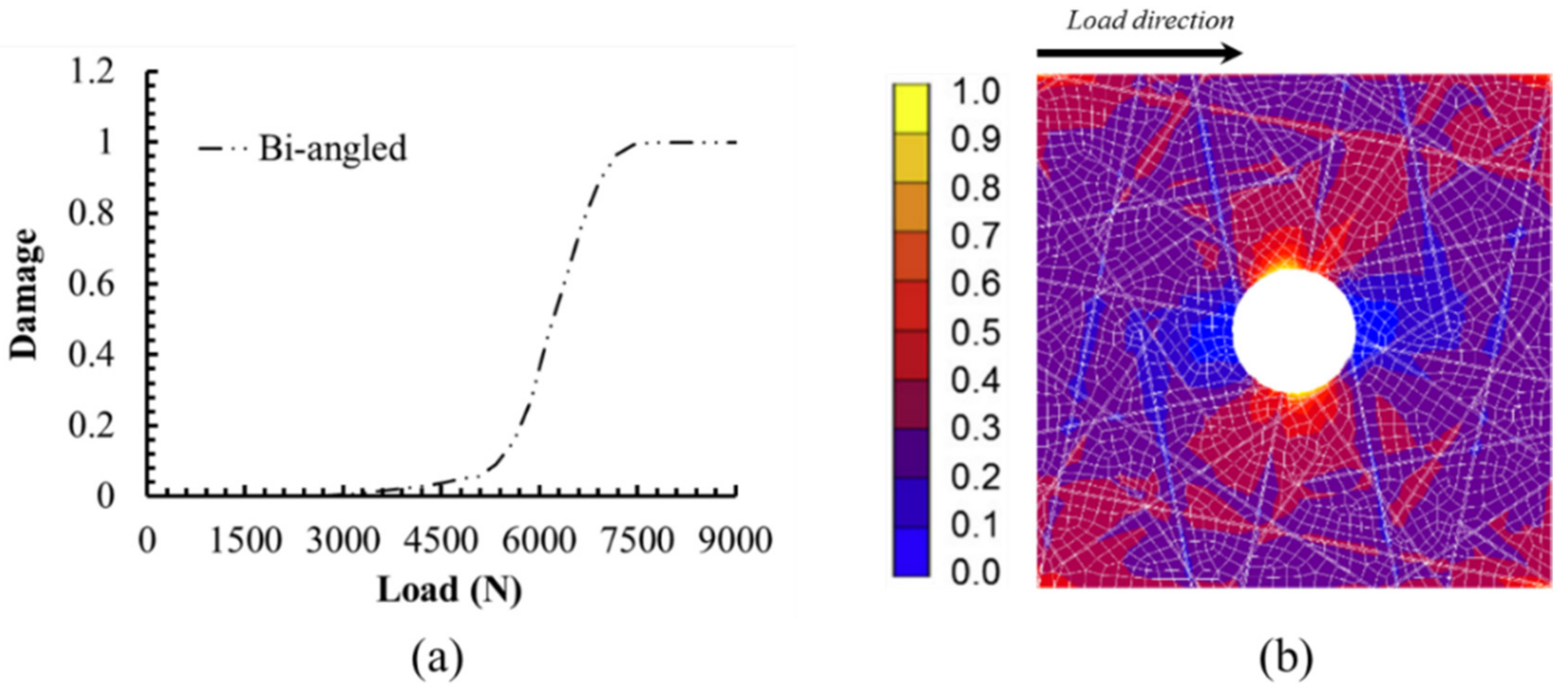
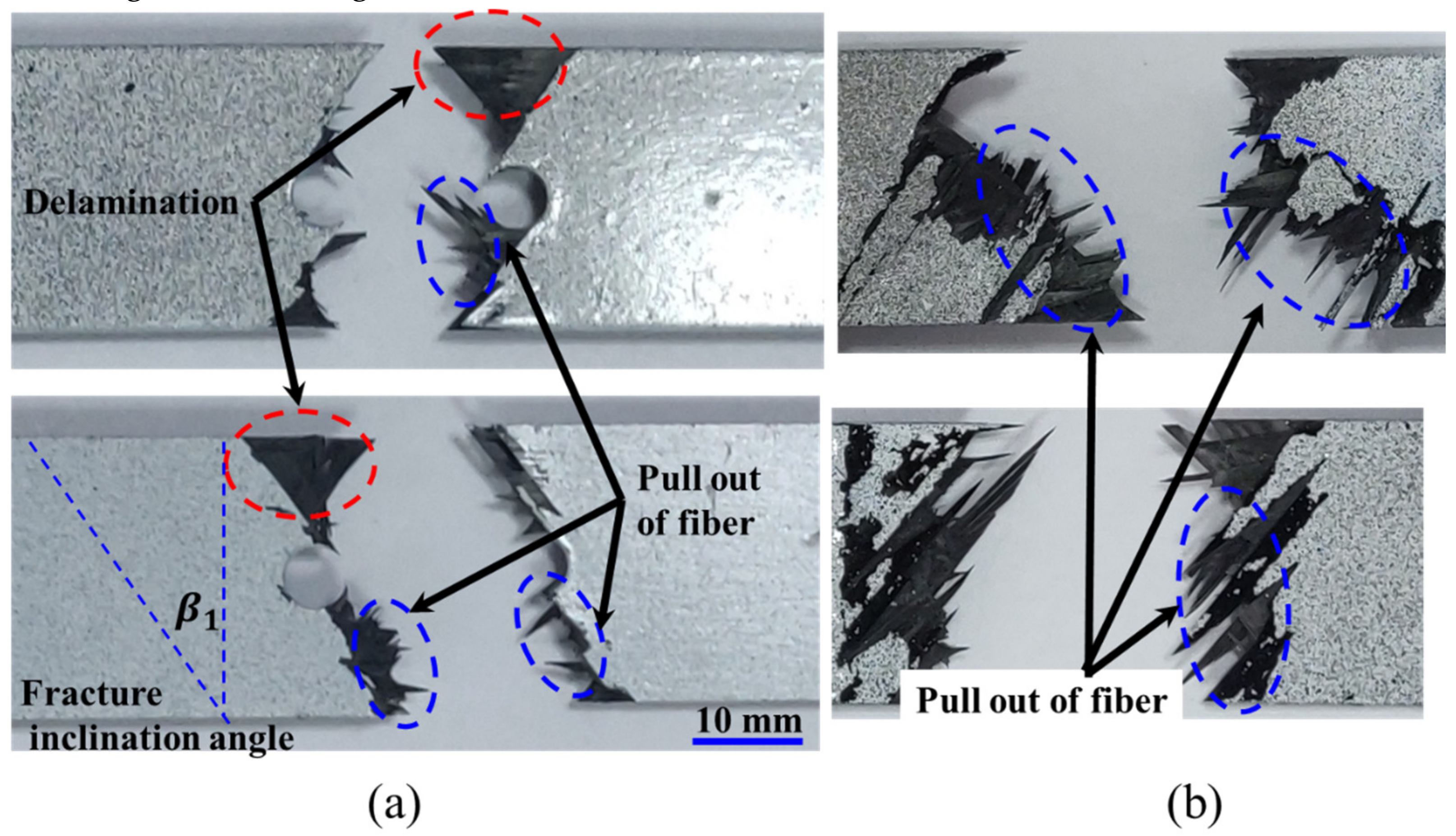
- A large region of delamination is observed from the fracture surface of notched UACS laminate, and there is relatively less fiber pulling out phenomenon compared to the fracture pattern of unnotched UACS laminate. The final critical failure mode for the notched UACS laminate is mainly dominated by the delamination instead of the fiber breakage in unnotched UACS laminates.
- (3)
- Simulation results match well with the experiments, although there is a little overestimate on strength by about 5% and 7% for the unnotched and notched UACS laminates, respectively, compared to the experiment. The present analysis model shows excellent accuracy in simulating the modulus, with the error less than 3%.
- (4)
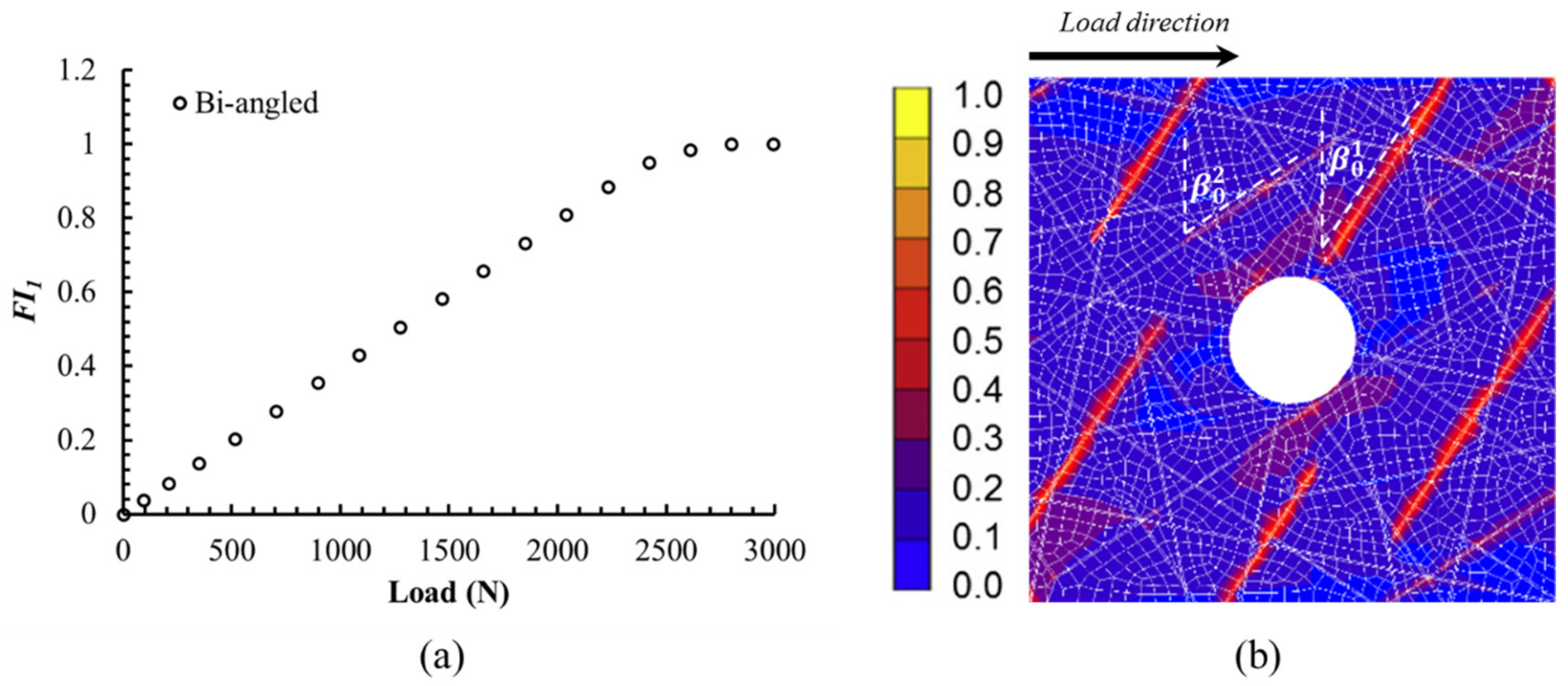
- The simulation reveals the critical failure loads for different types of damages in the progressive failure process for the notched UACS laminate. The failure initiates from slits of 0° plies near the hole at a relatively low load of about 2.8 kN. After that, failures occur in the matrix of 90° plies and ±45° plies at loads of 3.7 kN and 5.1 kN, respectively. The delamination occurs between the 0° ply and ±45° plies at the load around 7.7 kN. Then, the final failure is quickly after that, at the load of 7.9 kN.
Author Contributions
Funding
Conflicts of Interest
References
- Zhang, H.; Liu, M. Development and applications of carbon fiber reinforced polymer. Eng. Plast. Appl. 2015, 43, 132–135. [Google Scholar]
- Wan, S.L.; Yi, W.; Muhuo, Y. Current situations of carbon fiber reinforced composites used for lightweighting of automobile at home and abroad. China Text. Lead. 2016, 5, 48–52. [Google Scholar]
- Takahashi, J.; Ishikawa, T. In Next challenge in CFRTP for mass production automotive application. In Proceedings of the SEICO 14 SAMPE EUROPE 35th International Conference and Forum, Paris, France, 10–11 March 2014; pp. 181–188. [Google Scholar]
- Friedrich, K.; Almajid, A.A. Manufacturing aspects of advanced polymer composites for automotive applications. Appl. Compos. Mater. 2013, 20, 107–128. [Google Scholar] [CrossRef]
- Palmer, J.; Savage, L.; Ghita, O.; Evans, K. Sheet moulding compound (SMC) from carbon fibre recyclate. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1232–1237. [Google Scholar] [CrossRef]
- Vivekanandhan, S.; Misra, M.; Mohanty, A.K. Thermal, mechanical, and morphological investigation of injection molded poly (trimethylene terephthalate)/carbon fiber composites. Polym. Compos. 2012, 33, 1933–1940. [Google Scholar] [CrossRef]
- Taketa, I.; Okabe, T.; Kitano, A. A new compression-molding approach using unidirectionally arrayed chopped strands. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1884–1890. [Google Scholar] [CrossRef]
- Taketa, I.; Okabe, T.; Kitano, A. Strength improvement in unidirectional arrayed chopped strands with interlaminar toughening. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1174–1178. [Google Scholar] [CrossRef]
- Taketa, I.; Sato, N.; Kitano, A.; Nishikawa, M.; Okabe, T. Enhancement of strength and uniformity in unidirectionally arrayed chopped strands with angled slits. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1639–1646. [Google Scholar] [CrossRef]
- Li, H.; Wang, W.-X.; Takao, Y.; Matsubara, T. New designs of unidirectionally arrayed chopped strands by introducing discontinuous angled slits into prepreg. Compos. Part A Appl. Sci. Manuf. 2013, 45, 127–133. [Google Scholar] [CrossRef]
- Li, H.; Wang, W.-X.; Matsubara, T. Multiscale analysis of damage progression in newly designed UACS laminates. Compos. Part A Appl. Sci. Manuf. 2014, 57, 108–117. [Google Scholar] [CrossRef]
- Arifin, A.A.; Wang, W.X.; Matsubara, T. Experimental investigation on the compression and crush responses of cross-ply laminates with 0° plies of unidirectionally arrayed chopped strand. Compos. Part B Eng. 2016, 98, 182–193. [Google Scholar] [CrossRef]
- Yang, X.J.; Zhang, Z.M.; Zheng, J.; Duan, S.Y. Multi-conditions/Multi-objective Optimazation Design of the Variable Cross-section of Composite Front Bumper. Automot. Eng. 2015, 37, 1130–1137. [Google Scholar]
- Song, K.; Wu, Y.Q.; Yao, W.; He, Z.C.; Wang, Z. Experimental Investigation on Energy-Absorbing Characteristics of Thin-Walled Aluminum Beam Strengthened by CFRP Plates. Chin. J. Automot. Eng. 2016, 6, 277–285. [Google Scholar]
- Chen, B.; Tay, T.; Baiz, P.; Pinho, S. Numerical analysis of size effects on open-hole tensile composite laminates. Compos. Part A Appl. Sci. Manuf. 2013, 47, 52–62. [Google Scholar] [CrossRef]
- Botzkowski, T.; Galkin, S.; Wagner, S.; Sikora, S.P.; Karger, L. Experimental and numerical analysis of bolt-loaded open-hole laminates reinforced by winded carbon rovings. Compos. Struct. 2016, 141, 194–202. [Google Scholar] [CrossRef]
- Bao, H.; Liu, G. Progressive failure analysis on scaled open-hole tensile composite laminates. Compos. Struct. 2016, 150, 173–180. [Google Scholar] [CrossRef]
- Du, D.; Hu, Y.; Li, H.; Liu, C.; Tao, J. Open-hole tensile progressive damage and failure prediction of carbon fiber-reinforced PEEK–titanium laminates. Compos. Part B Eng. 2016, 91, 65–74. [Google Scholar] [CrossRef]
- Zhou, S.; Sun, Y.; Chen, B.; Tay, T.E. Progressive damage simulation of open-hole composite laminates under compression based on different failure criteria. J. Compos. Mater. 2016, 51, 1239–1251. [Google Scholar] [CrossRef]
- Su, Z.C.; Tay, T.E.; Ridha, M.; Chen, B.Y. Progressive damage modeling of open-hole composite laminates under compression. Compos. Struct. 2015, 122, 507–517. [Google Scholar] [CrossRef]
- Yao, Y.C.; Xu, X.W.; Mao, C.J. Strength of Composite Laminates with Open Hole under Hygrothermal Conditions. J. Mater. Sci. Eng. 2015, 33, 425–431. [Google Scholar]
- Zhou, R.; Guan, Z.D.; Li, X.; Zhuo, Y. Progressive damage analysis of open-hole composite laminates under compression load. J. Beijing Univ. Aeronaut. Astronaut. 2015, 41, 1066–1072. [Google Scholar]
- Zhuo, Y.; Guan, Z.D.; Zhou, R.; Tan, R.M. Test on progressive damage of open-hole composite laminates under compression load. Acta Mater. Compos. Sin. 2015, 32, 1762–1768. [Google Scholar]
- Caminero, M.A.; Lopezpedrosa, M.; Pinna, C.; Soutis, C. Damage monitoring and analysis of composite laminates with an open hole and adhesively bonded repairs using digital image correlation. Compos. Part B Eng. 2013, 53, 76–91. [Google Scholar] [CrossRef]
- Sket, F.; Enfedaque, A.; López, C.D.; González, C.; Molina-Aldareguía, J.; Lorca, J. X-ray computed tomography analysis of damage evolution in open hole carbon fiber-reinforced laminates subjected to in-plane shear. Compos. Sci. Technol. 2016, 133, 40–50. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CFRP | |
|---|---|
| Longitudinal Young’s modulus E1 (GPa) | 139 |
| Transverse Young’s modulus E2=E3 (GPa) | 8.8 |
| In-plane shear modulus G12 =G31 (GPa) | 4.2 |
| Out-of-plane shear modulus G23 (GPa) | 3.7 |
| In-plane Poisson’s ratio | 0.27 |
| Out-of-plane Poisson’s ratio | 0.3 |
| Longitudinal tensile strength Xt (MPa) | 2900 |
| Longitudinal compression strength Xc (MPa) | 1600 |
| Transverse tensile strength Yt =Zt (MPa) | 80 |
| Transverse compression strength Yc=Zc (MPa) | 190 |
| In-plane shear strength S12 =S31 (MPa) | 140 |
| Out-of-plane shear strength S23 (MPa) | 90 |
| Epoxy resin | |
| Young’s modulus E (GPa) | 3.8 |
| Poisson’s ratio | 0.32 |
| Tensile strength (MPa) | 80 |
| Compression strength (MPa) | 190 |
| Shear strength (MPa) | 90 |
| Cohesive Element | |
|---|---|
| Critical energy release rate Gc | 0.32 N/mm |
| Critical opening displacement dc | 5.6×10-6 mm |
| Maximum opening displacement δm | 0.012 mm |
| Failure Loads (kN) | Bi-Angled | |
|---|---|---|
| Unnotched | Notched | |
| Failure in slits of 0o plies (FI1=1) | 4.9 | 2.8 |
| Failure in matrix of 90 o plies (FI2=1) | 6.9 | 3.7 |
| Failure in matrix of ±45 o plies (FI2=1) | 9.8 | 5.1 |
| Delamination (d = 1) | 11.8 | 7.7 |
| Final fracture | 12.4 | 7.9 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, J.; Zhang, X.; Chen, Z.; Guo, W.; Li, H.; Deng, X. Experimental and Numerical Research on Open-Hole Strength and Damage Mechanism of Regularly Arrayed Short Fiber Reinforced Polymer Composite. Polymers 2020, 12, 1622. https://doi.org/10.3390/polym12071622
Hu J, Zhang X, Chen Z, Guo W, Li H, Deng X. Experimental and Numerical Research on Open-Hole Strength and Damage Mechanism of Regularly Arrayed Short Fiber Reinforced Polymer Composite. Polymers. 2020; 12(7):1622. https://doi.org/10.3390/polym12071622
Chicago/Turabian StyleHu, Junfeng, Xutong Zhang, Zhou Chen, Wenkang Guo, Hang Li, and Xi Deng. 2020. "Experimental and Numerical Research on Open-Hole Strength and Damage Mechanism of Regularly Arrayed Short Fiber Reinforced Polymer Composite" Polymers 12, no. 7: 1622. https://doi.org/10.3390/polym12071622