Selection of Immiscible Polymer Blends Filled with Carbon Nanotubes for Heating Applications


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
- Polypropylene PPH 9069 supplied by Total (Brussels, Belgium), which has a melting point of 165 °C and a ΔT of −0.058 mN/m/K;
- Polyamide 6 Technyl C206 produced by Solvay (Brussels, Belgium), which has a melting point of 222 °C and a ΔT of −0.065 mN/m/K;
- Polyethylene terephthalate supplied by Invista (Wichita, KS, USA), which has a melting point of 250 °C and a ΔT of −0.065 mN/m/K.
2.2. Compounds Preparations
2.3. Methods
2.3.1. Model of Co-Continuity
2.3.2. Rheological Measurements
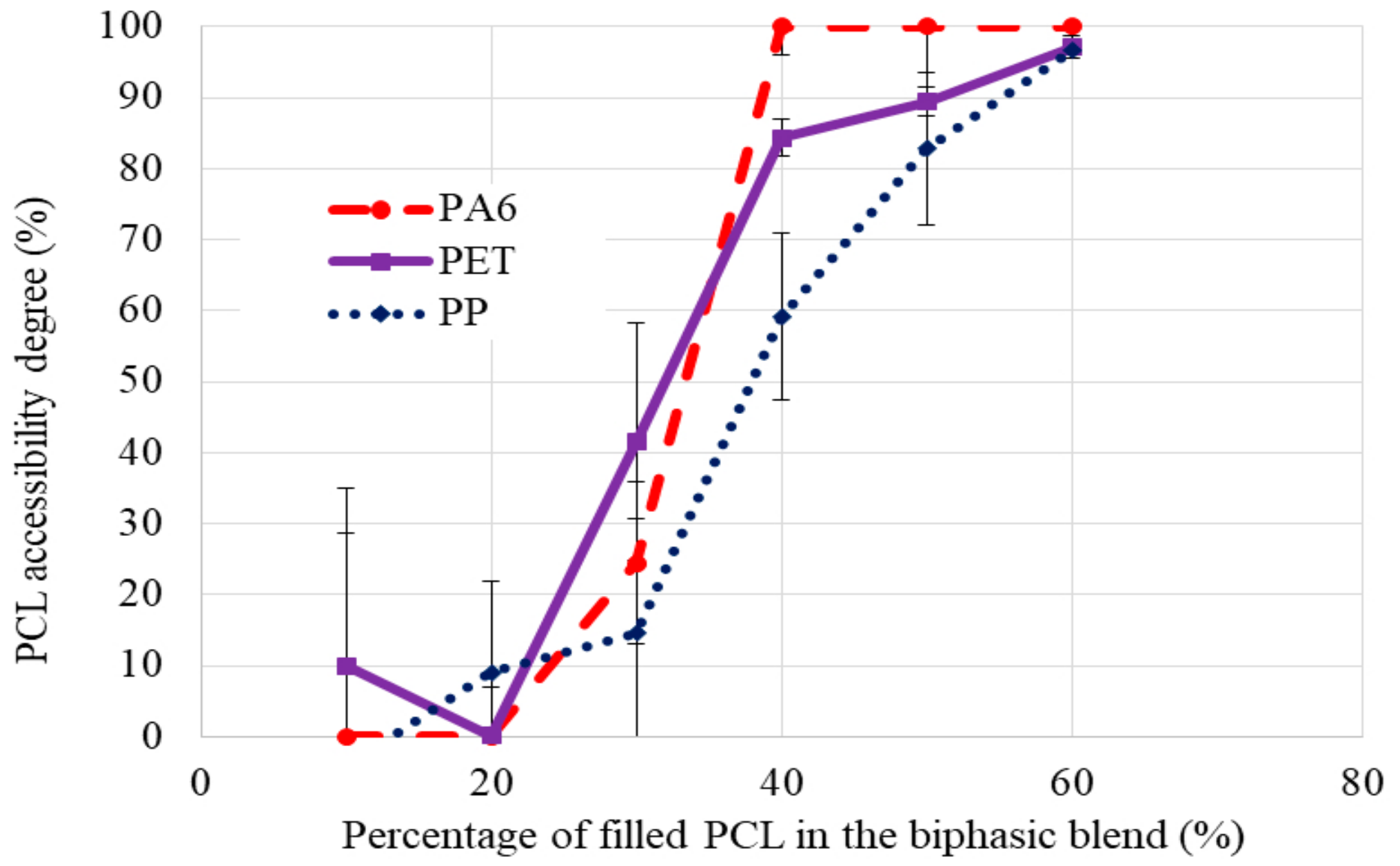
2.3.3. Selective Extraction Experiments
2.3.4. Contact Angle Measurements
2.3.5. Interfacial Energy
2.3.6. Wettability Coefficient
- If the wettability coefficient is lower than 1, the fillers are localized in polymer B;
- If the result is between −1 and 1, the fillers are at the interface between the two polymers;
- If the wettability coefficient is higher than 1, the fillers are localized in polymer A.
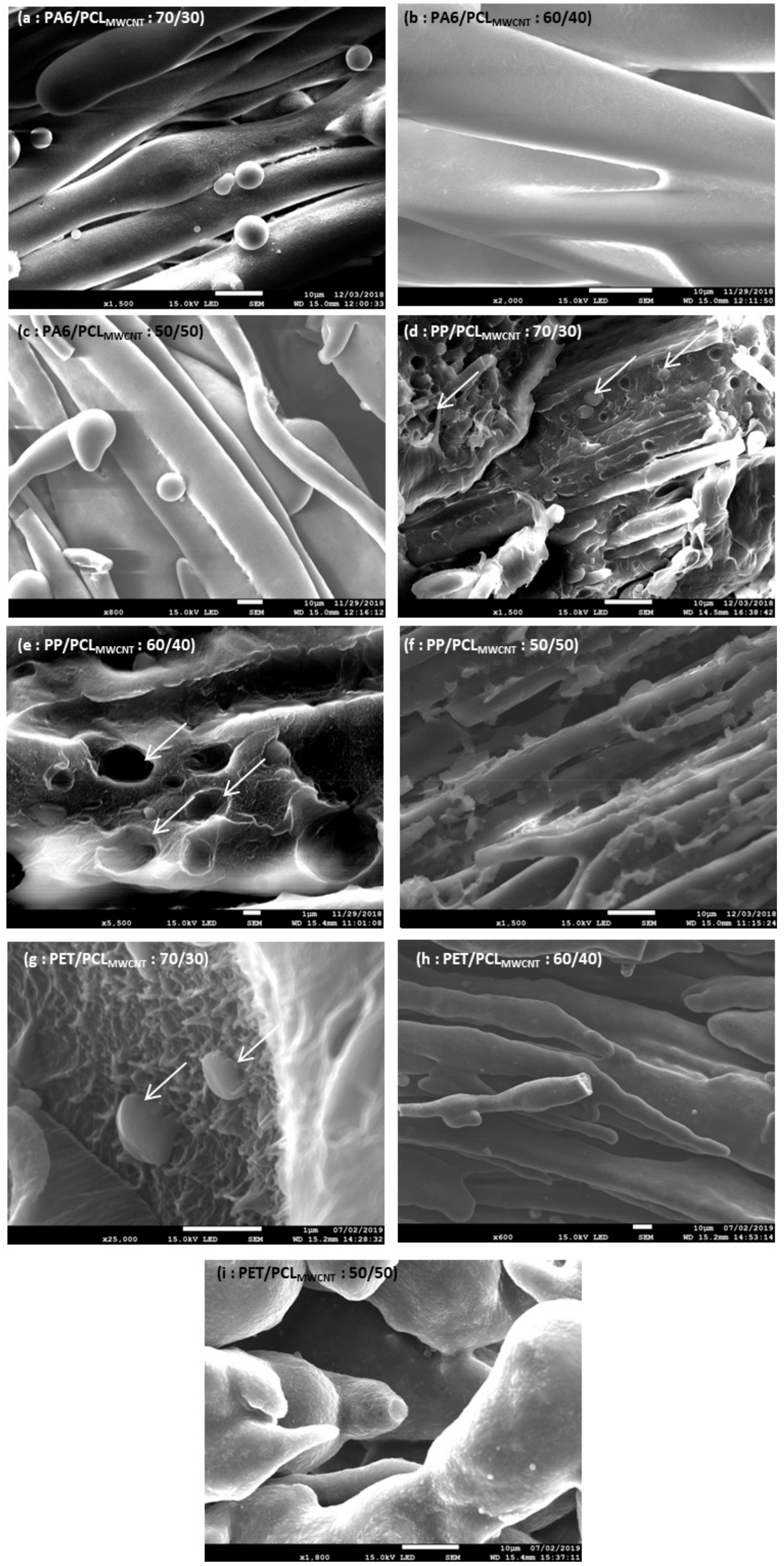
2.3.7. Scanning Electron Microscopy (SEM)
2.3.8. Electrical Conductivity Measurement
2.3.9. Joule Effect Measurement
3. Results and Discussions
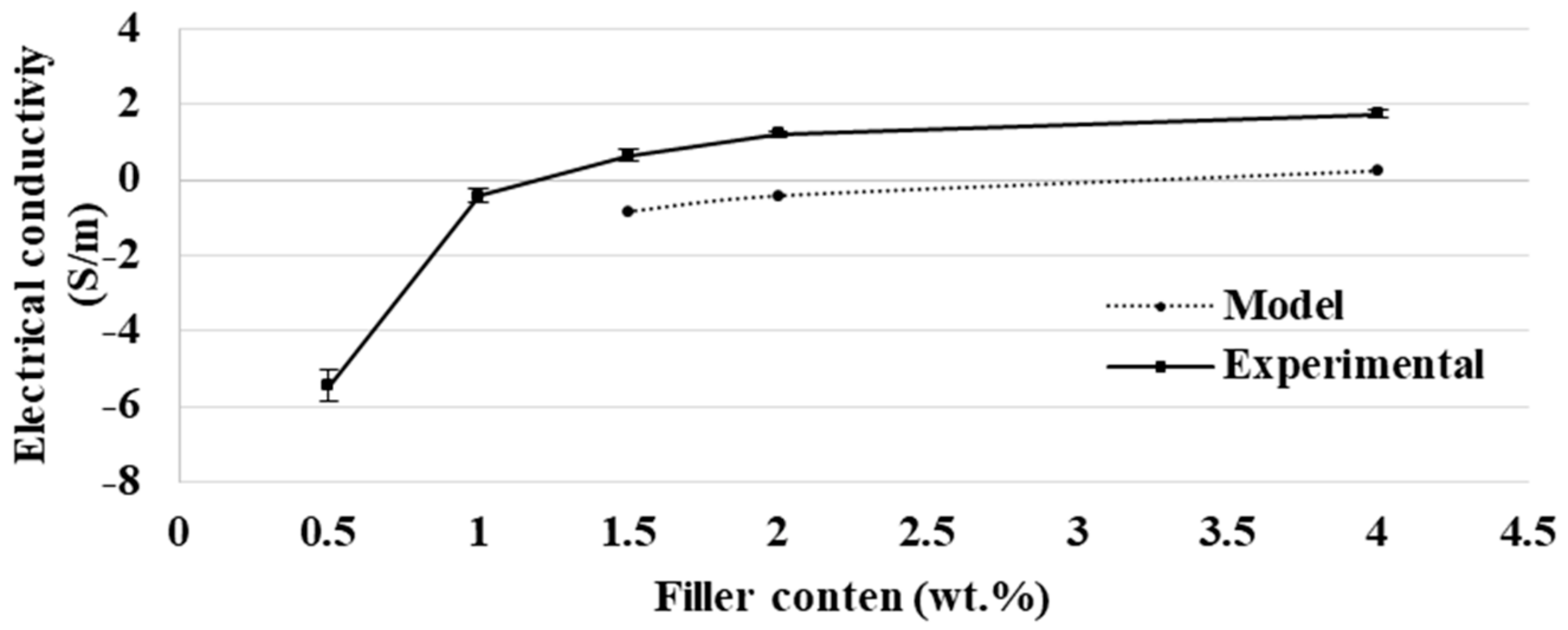
3.1. Study of Filled PCL
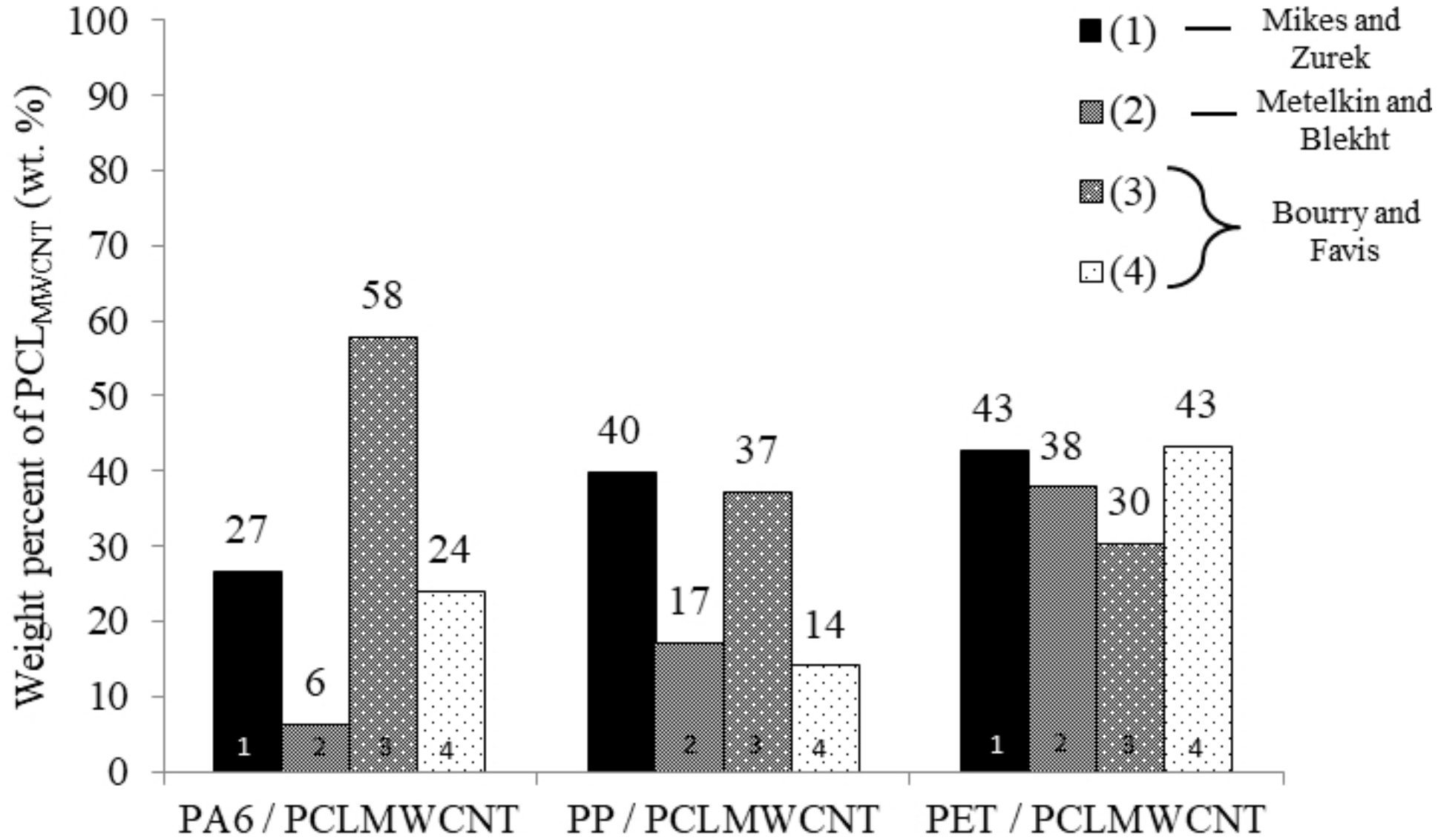
3.2. Study of the Morphology: Co-Continuity
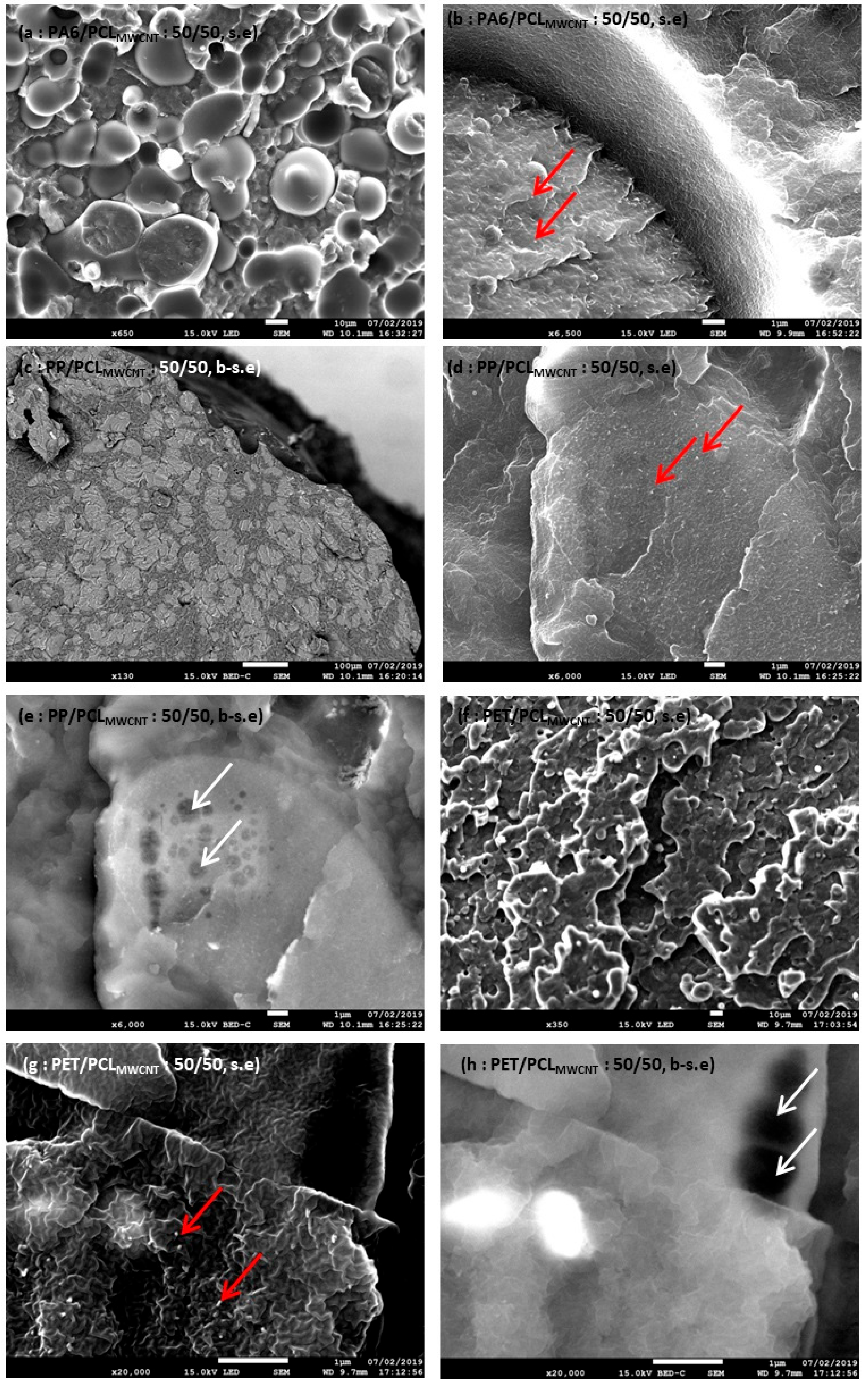
3.3. Study of the Morphology: Localization of the Fillers
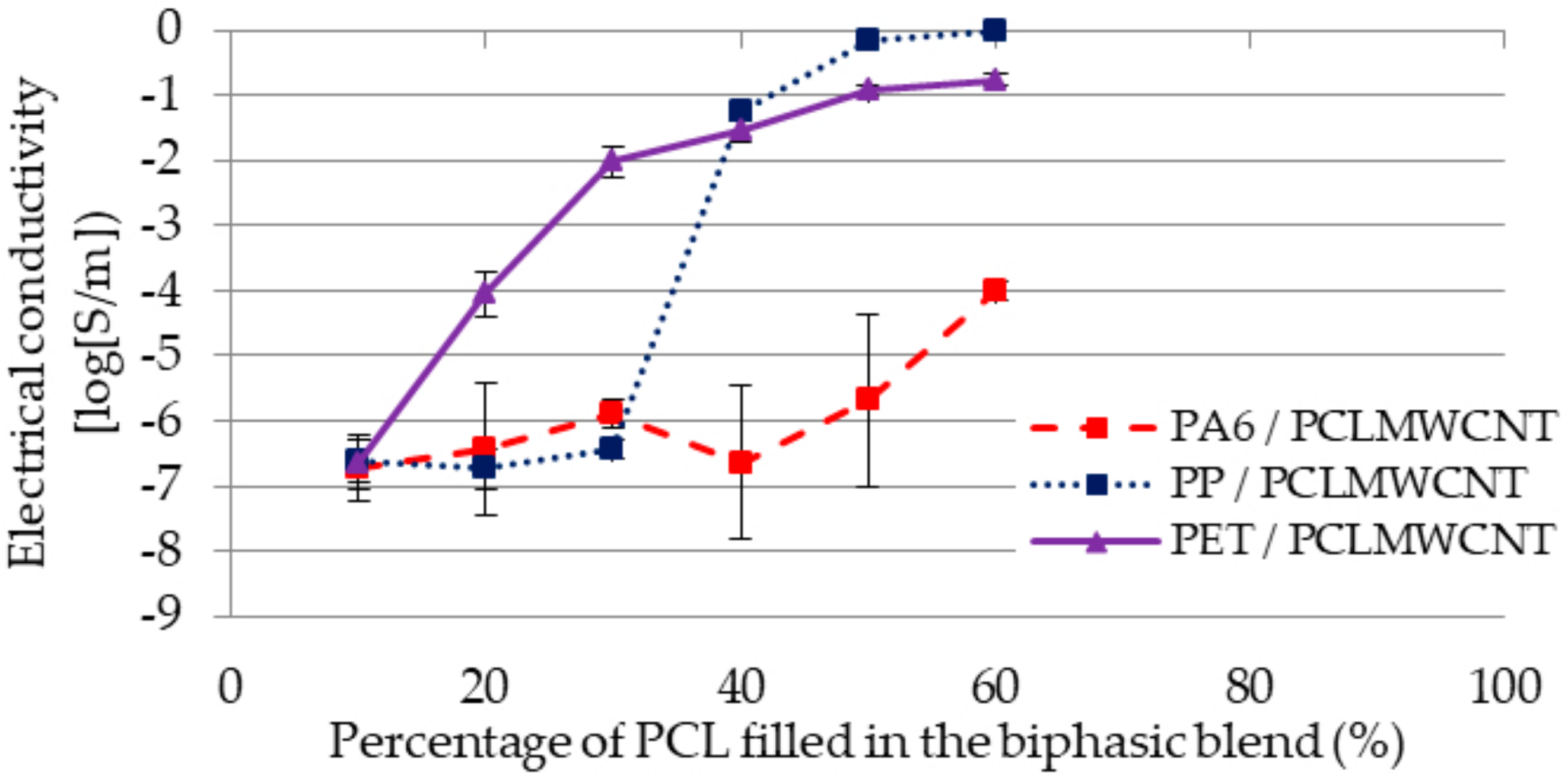
3.4. Electrical Properties
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Asghar, A.; Ahmad, M.R.; Yahya, M.F. Effects of metal filament’s alignment on tensile and electrical properties of conductive hybrid cover yarns. Fash. Text. 2016, 3, 3. [Google Scholar] [CrossRef]
- Hamdani, S.T.A.; Potluri, P.; Fernando, A. Thermo-mechanical behavior of textile heating fabric based on silver coated polymeric yarn. Materials 2013, 6, 1072–1089. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Baima, M.; Andrew, T.L. Transforming commercial textiles and threads into sewable and weavable electric heaters. ACS Appl. Mater. Interfaces 2017, 9, 32299–32307. [Google Scholar] [CrossRef] [PubMed]
- Rivière, L.; Lonjon, A.; Dantras, E.; Lacabanne, C.; Olivier, P.; Gleizes, N.R. Silver fillers aspect ratio influence on electrical and thermal conductivity in PEEK/Ag nanocomposites. Eur. Polym. J. 2016, 85, 115–125. [Google Scholar] [CrossRef] [Green Version]
- Ounaies, Z.; Park, C.; Wise, K.E.; Siochi, E.J.; Harrison, J.S. Electrical properties of single wall carbon nanotube reinforced polyimide composites. Compos. Sci. Technol. 2003, 63, 1637–1646. [Google Scholar] [CrossRef]
- Dorigato, A.; Brugnara, M.; Pegoretti, A. Synergistic effects of carbon black and carbon nanotubes on the electrical resistivity of poly(butylene-terephthalate) nanocomposites. Adv. Polym. Technol. 2018, 37, 1744–1754. [Google Scholar] [CrossRef]
- Szeluga, U.; Kumanek, B.; Trzebicka, B. Synergy in hybrid polymer/nanocarbon composites. A review. Compos. Part A Appl. Sci. Manuf. 2015, 73, 204–231. [Google Scholar] [CrossRef]
- Kozlowski, M.; Kozlowska, A. Comparison of electrically conductive fillers in polymer systems. Macromol. Symp. 1996, 108, 261–268. [Google Scholar] [CrossRef]
- Xu, H.; Qu, M.; Schubert, D.W. Conductivity of poly(methyl methacrylate) composite films filled with ultra-high aspect ratio carbon fibers. Compos. Sci. Technol. 2019, 181, 107690. [Google Scholar] [CrossRef]
- Bauhofer, W.; Kovacs, J.Z. A review and analysis of electrical percolation in carbon nanotube polymer composites. Compos. Sci. Technol. 2009, 69, 1486–1498. [Google Scholar] [CrossRef]
- Miles, I.S.; Zurek, A. Preparation, Structure, and Properties of Two-Phase Co-Continuous Polymer Blends. Polym. Eng. Sci. 1988, 28, 796–805. [Google Scholar] [CrossRef]
- Mamunya, Y.; Matzui, L.; Vovchenko, L.; Maruzhenko, O.; Oliynyk, V.; Pusz, S.; Kumanek, B.; Szeluga, U. Influence of conductive nano- and microfiller distribution on electrical conductivity and EMI shielding properties of polymer/carbon composites. Compos. Sci. Technol. 2019, 170, 51–59. [Google Scholar] [CrossRef]
- Villmow, T.; Pötschke, P.; Pegel, S.; Häussler, L.; Kretzschmar, B. Influence of twin-screw extrusion conditions on the dispersion of multi-walled carbon nanotubes in a poly(lactic acid) matrix. Polymer 2008, 49, 3500–3509. [Google Scholar] [CrossRef]
- Feller, J.F.; Petitjean, É. Conductive polymer composites(CPC): Influence of processing conditions, shear rate and temperature on electrical properties of poly(butylene terephthalate)/poly(amide12-b-tetramethyleneglycol)–carbon black blends. Macromol. Symp. 2003, 203, 309–316. [Google Scholar] [CrossRef]
- Király, A.; Ronkay, F. Effect of graphite and carbon black fillers on the processability, electrical conductivity and mechanical properties of polypropylenebased bipolar plates. Polym. Polym. Compos. 2013, 21, 93–100. [Google Scholar]
- Fornes, T.D.; Paul, D.R. Rheological behavior of multiwalled carbon nanotube/polycarbonate composites. Polymer (Guildf) 2011, 43, 3247–3255. [Google Scholar]
- Zhang, C.; Liu, X.; Liu, H.; Wang, Y.; Guo, Z.; Liu, C. Multi-walled carbon nanotube in a miscible PEO/PMMA blend: Thermal and rheological behavior. Polym. Test. 2019, 75, 367–372. [Google Scholar] [CrossRef]
- Straat, M.; Toll, S.; Boldiza, A.; Rigdahl, M.; Hagström, B. Melt spinning of conducting polymeric composites containing carbonaceous fillers. Appl. Polym. Sci. 2011, 119, 3264–3272. [Google Scholar] [CrossRef]
- Al-Saleh, M.H.; Sundararaj, U. An innovative method to reduce percolation threshold of carbon black filled immiscible polymer blends. Compos. Part A Appl. Sci. Manuf. 2008, 39, 284–293. [Google Scholar] [CrossRef]
- Sumita, M.; Sakata, K.; Hayakawa, Y.; Asai, S.; Miyasaka, K.; Tanemura, M. Double percolation effect on the electrical conductivity of conductive particles filled polymer blends. Colloid Polym. Sci. 1992, 270, 134–139. [Google Scholar] [CrossRef]
- Macosko, C.W. Morphology development and control in immiscible polymer blends. Macromol. Symp. 2000, 149, 171–184. [Google Scholar] [CrossRef]
- Sundararaj, U.; Macosko, C.W.; Rolando, R.J.; Chan, H.T. Morphology development in polymer blends. Polym. Eng. Sci. 1992, 32, 1814–1823. [Google Scholar] [CrossRef]
- Avgeropoulos, G.N.; Weissert, F.C.; Biddison, P.H.; Böhm, G.G.A. Heterogeneous Blends of Polymers. Rheology and Morphology. Rubber Chem. Technol. 1976, 49, 93–104. [Google Scholar] [CrossRef]
- Paul, D.R.; Barlow, J.W. Polymer blends (or alloys). J. Macromol. Sci. Part C 1980, 18, 109–168. [Google Scholar] [CrossRef]
- Bourry, D.; Favis, B.D. Cocontinuity and phase inversion in HDPE/PS blends: Influence of interfacial modification and elasticity. J. Polym. Sci. Part B Polym. Phys. 1998, 36, 1889–1899. [Google Scholar] [CrossRef]
- Wilemse, R.C.; De Boer, A.P.; Van Dan, J.; Gotsis, A.D. Co-continous morphologies in polymer Blends: A new model. Polymer (Guildf) 1998, 39, 5879–5887. [Google Scholar] [CrossRef]
- Metelkin, V.I.; Blekht, V.S. Formation of a continuous phase in heterogeneous polymer mixtures. Colloid J. USSR 1984, 46, 425–429. [Google Scholar]
- Narkis, M.; Srivastava, S.; Tchoudakov, R.; Breuer, O. Sensors for liquids based on conductive immiscible polymer blends. Synth. Met. 2000, 113, 29–34. [Google Scholar] [CrossRef]
- Cochrane, C.; Lewandowski, M.; Koncar, V.; Dufour, C. Design and development of a flexible strain sensor. Sensors 2007, 7, 473–492. [Google Scholar] [CrossRef]
- Cayla, A.; Campagne, C.; Rochery, M.; Devaux, E. Electrical, rheological properties and morphologies of biphasic blends filled with carbon nanotubes in one of the two phases. Synth. Met. 2011, 161, 1034–1042. [Google Scholar] [CrossRef]
- Bouchard, J.; Cayla, A.; Lutz, V.; Campagne, C.; Devaux, E. Electrical and mechanical properties of phenoxy/multiwalled carbon nanotubes multifilament yarn processed by melt spinning. Text. Res. J. 2012, 82, 2106–2115. [Google Scholar] [CrossRef]
- Sumita, M.; Sakata, K.; Asai, S.; Miyasaka, K.; Nakagawa, H. Dispersion of fillers and the electrical conductivity of polymer blends filled with carbon black. Polym. Bull. 1991, 25, 265–271. [Google Scholar] [CrossRef]
- Fowkes, F.M. Attractive Forces at Interfaces. Ind. Eng. Chem. 1964, 56, 40–52. [Google Scholar] [CrossRef]
- Cardinaud, R.; McNally, T. Localization of MWCNTs in PET/LDPE blends. Eur. Polym. J. 2013, 49, 1287–1297. [Google Scholar] [CrossRef]
- Kirkpatrick, S. Percolation and Conduction. Rev. Mod. Phys. 1973, 45, 574–588. [Google Scholar] [CrossRef]
- Zallen, R. The Percolation Model. In The Physics of Amorphous Solids; Wiley-VCH Verlag GmbH: Weinheim, Germany, 1983; pp. 135–204. ISBN 9783527617968. [Google Scholar]
- Castro, M.; Prochazka, C.C.F. Morphologie co-continue dans un mélange de polymères incompatibles: POE/PVdF-HFP. Rhéologie 2003, 4, 32–39. [Google Scholar]
- Baudouin, A.C.; Devaux, J.; Bailly, C. Localization of carbon nanotubes at the interface in blends of polyamide and ethylene-acrylate copolymer. Polymer (Guildf) 2010, 51, 1341–1354. [Google Scholar] [CrossRef]
- Wu, S. Polymer Interface and Adhesion; Routledge: New York, NY, USA, 2017; ISBN 9780203742860. [Google Scholar]
- Wu, S. Surface and interfacial tensions of polymers, oligomers, plasticizers, and organic pigments. In The Wiley Database of Polymer Properties; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 1999; ISBN 0471166286. [Google Scholar]
- Koysuren, O.; Yesil, S.; Bayram, G. Effect of solid state grinding on properties of PP/PET blends and their composites with carbon nanotubes. J. Appl. Polym. Sci. 2010, 118, 3041–3048. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compound | T1 (°C) | T2 (°C) | T3 (°C) | T4 (°C) | T5 (°C) |
|---|---|---|---|---|---|
| PCLMWCNT | 55 | 60 | 65 | 70 | 75 |
| PP/PCLMWCNT | 110 | 170 | 180 | 190 | 200 |
| PA6/PCLMWCNT | 110 | 170 | 200 | 220 | 235 |
| PET/PCLMWCNT | 110 | 150 | 280 | 265 | 265 |
| Liquid | γL (mN/m) | γLD (mN/m) | γLP (mN/m) |
|---|---|---|---|
| water | 72.6 | 21.6 | 51 |
| α-bromonaphthalene | 44.6 | 44.6 | 0 |
| Temperature (°C) | Viscosity (Pa·s) | Storage Modulus (Pa) | Loss Modulus (Pa) | Loss Factor | |
|---|---|---|---|---|---|
| PA6100 | 235 | 298.59 | 21,726 | 55,205 | 2.54 |
| PP100 | 200 | 102.81 | 12,988 | 14,554 | 1.12 |
| PET100 | 265 | 142.64 | 6264 | 26,330 | 4.20 |
| (PCLMWCNT:1.5)100 | 200 | 93.55 | 24,529 | 2550 | 1.04 |
| (PCLMWCNT:1.5)100 | 235 | 104.34 | 16,436 | 12,636 | 0.77 |
| (PCLMWCNT:1.5)100 | 265 | 75.11 | 13,306 | 7289 | 0.55 |
| Contact Angle (°) between | Water | α-bromonaphtalen |
|---|---|---|
| PA6 | 79.3 | 43.9 |
| PP | 112.8 | 50.5 |
| PET | 78.2 | 39.3 |
| PCLMWCNT | 82.3 | 44.3 |
| Materials with ΔT (mN/m/K) | Temperature (°C) | γS (mN/m) | γSD (mN/m) | γSP (mN/m) |
|---|---|---|---|---|
| PA6: −0.065 (1) | 21 | 38.2 | 33.0 | 5.2 |
| PA6: −0.065 (1) | 235 | 24.3 | 20.9 | 3.3 |
| PP: −0.058 (2) | 21 | 30.1 | 29.9 | 0.2 |
| PP: −0.058 (2) | 200 | 19.6 | 19.5 | 0.1 |
| PET: −0.065 (2) | 21 | 40.2 | 35.1 | 5.1 |
| PET: −0.065 (2) | 265 | 24.3 | 21.2 | 3.1 |
| PCLMWCNT: −0.065 (1) | 21 | 37.0 | 32.8 | 4.1 |
| PCLMWCNT: −0.065 (1) | 200 | 25.3 | 22.4 | 2.8 |
| PCLMWCNT: −0.065 (1) | 235 | 23.0 | 20.4 | 2.6 |
| PCLMWCNT: −0.065 (1) | 265 | 21.0 | 18.7 | 2.3 |
| MWCNT | 21 | 27.8 (1) | 17.6 (1) | 10.2 (1) |
| ω PA6/PCLMWCNT at 235 °C | ω PP/PCLMWCNT at 200 °C | ω PET/PCLMWCNT at 265 °C | |
|---|---|---|---|
| Wettability coefficient (mN/m) | 11.78 | −2.97 | 4.25 |
| Prediction of fillers localization | PA6 | PCL | PET |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Marischal, L.; Cayla, A.; Lemort, G.; Campagne, C.; Devaux, É. Selection of Immiscible Polymer Blends Filled with Carbon Nanotubes for Heating Applications. Polymers 2019, 11, 1827. https://doi.org/10.3390/polym11111827
Marischal L, Cayla A, Lemort G, Campagne C, Devaux É. Selection of Immiscible Polymer Blends Filled with Carbon Nanotubes for Heating Applications. Polymers. 2019; 11(11):1827. https://doi.org/10.3390/polym11111827
Chicago/Turabian StyleMarischal, Louis, Aurélie Cayla, Guillaume Lemort, Christine Campagne, and Éric Devaux. 2019. "Selection of Immiscible Polymer Blends Filled with Carbon Nanotubes for Heating Applications" Polymers 11, no. 11: 1827. https://doi.org/10.3390/polym11111827