1. Introduction
Basalt fiber has good strength and stiffness at high temperature, good acid and alkali chemical corrosion resistance, and its production process is environmentally friendly [
1,
2]. There has been a recent increase in the use of basalt fiber as a reinforcement in the manufacture of lightweight, low-cost polypropylene (PP) matrix composites for a wide range of applications in the petrochemical, civil engineering and transportation industries [
3,
4]. For some applications, the threat of fire is inevitable; hence, better fire resistance of materials is necessary because it could reduce casualties and property damage. For example, when buildings or vehicles are exposed to fire, a lower fire hazard index of the material is conducive to people escaping from the scene [
5]. Therefore, understanding the combustion characteristics of basalt fiber-reinforced polypropylene (BFRPP) composite is crucial.
Combustion characteristics refer to all physical and chemical changes occurring during the combustion of materials, which can be measured by the limiting oxygen index (LOI), heat release, smoke, mass loss, carbonization and other indicators. The limiting oxygen index (LOI) test, thermogravimetric analysis (TGA) and cone calorimetric test (CCT) are commonly used to evaluate the combustion characteristics of a material.
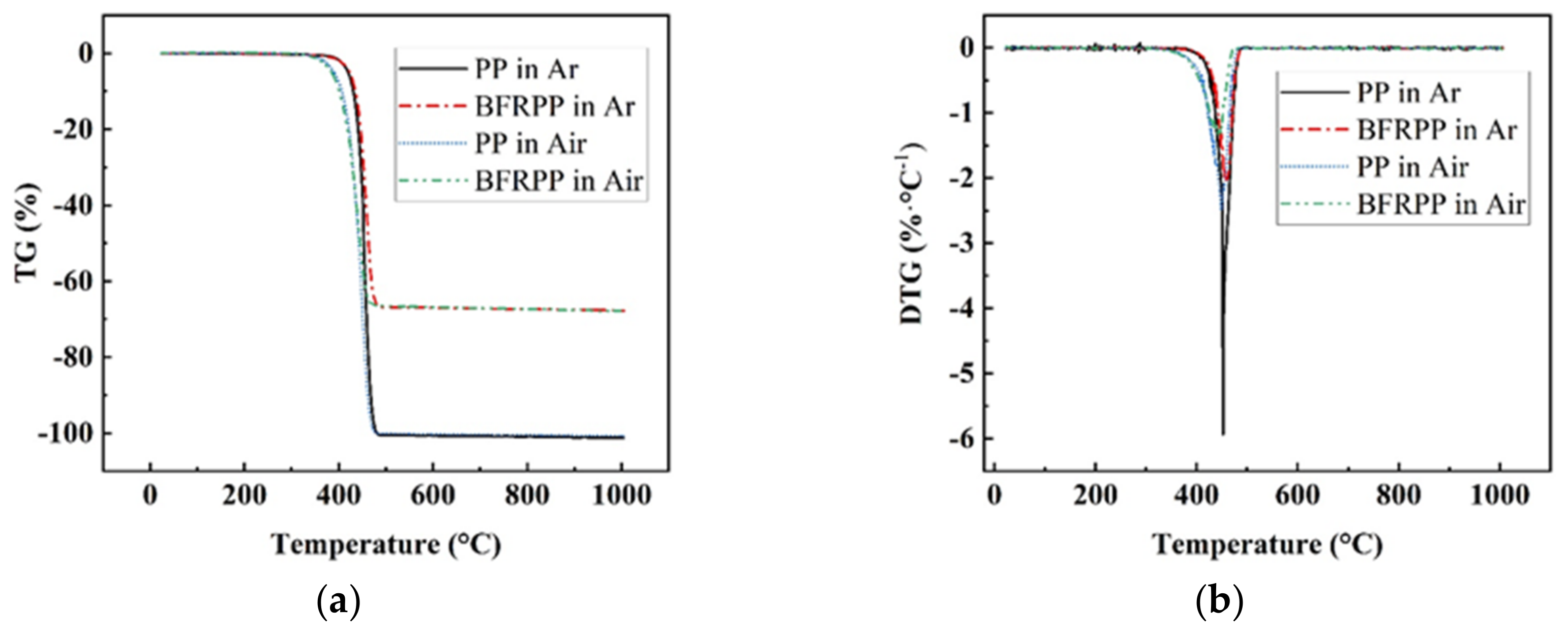
TGA is often used to evaluate the thermal stability of composites. Fiber-reinforced polypropylene (FRPP) composites typically decompose at temperatures of 300–500 °C, releasing heat and toxic volatiles. The typical TGA curve of FRPP shows that the weight will slowly decrease after heating and then drop sharply in the range of 400–500 °C. Finally, the weight will not drop with the consumption of the reactants, and the slope of the TGA curve is 0 [
6].
LOI can be used to compare the fire performance of different materials and indicate how easily the materials burn. Stark et al. [
7] compared the LOI value of natural fiber-reinforced composites and polymer matrices. They found that natural fiber-reinforced composites are easier to extinguish in a fire than polymers because natural fiber-reinforced composites require higher oxygen concentrations for sustained combustion. Atabek Savas et al. [
8] studied the effect of carbon fiber amounts on the LOI of composites. Their results show that the carbon fiber content increased from 0 to 30 wt. % with the addition of ammonium polyphosphate (APP) at 20 wt. %, and the LOI value of the carbon fiber-reinforced composite decreased from 29.1 to 20.7. They believe that the LOI value of carbon fiber composites decreases with the increase of carbon fiber content, which may be due to the antagonism of carbon fiber and APP.
CCT is based on the principle of oxygen consumption to assess the flammability of a polymeric material by exposing the sample to a particular radiant flux. It can be used to measure a variety of important flammability characteristics such as the heat release rate (HRR), time-to-ignition (TTI), and rate of smoke release (RSR) when materials are burned [
9,
10]. CCT can also be used to simulate the combustion characteristics of fiber-reinforced polymer matrix composites under different fire conditions in a laboratory. The heat flux density of the radiation has a significant effect on the combustion characteristics of the composite. Wang et al. [
11] studied the effects of different heat fluxes on the combustion characteristics of glass fiber-reinforced polymer (GFRP) composite. The experimental results show that the igniting time of GFRP decreases from 160 to 35 s as the heat flux increases from 25 to 75 kW·m
−2. The peak of the heat release rate (HRR) curve is advanced, and the peak value increases. As the heat flux increases from 25 to 75 KW m
−2, the smoke production rate of GFRP is also affected by the external heat flux: the peak value becomes larger and the peak appears longer. Brown and Mathys [
12] compared the combustion characteristics of a vinyl ester resin composite of two fiber-reinforced forms of glass, a chopped strand mat and woven cloth. They found that the chopped strand-reinforced composites exhibited lower peak heat release rates than woven fabric-reinforced composites. Atabek Savas, Mutlu, Dike, Tayfun and Dogan [
8] studied the flame retardancy of carbon fiber content on the intumescent polypropylene composite. They found that the fiber length had no significant effect on the combustion characteristics of the composite, but an effect for carbon fiber was observed. With the antagonism of ammonium polyphosphate, the oxygen index of the composite decreases as the fiber content increases. Quang Dao et al. [
13] studied two different levels of GFRP composites. When the fiber content increased from 56 to 59 vol. %, the critical heat radiant flux decreased from 18 to 14 KW m
−2, and the thermal response parameter decreased from 435 to 370 kW s
1/2 m
−2. At the same time, the increase in the carbon fiber fraction resulted in a decrease in the peak amplitude of the mass loss rate under the same external heat flux. They further proposed a four-stage thermal decomposition mechanism through the analysis of the evolution of mass loss rate. In the first stage, the epoxy resin is cleaved to form a low molecular weight gaseous species and an epoxy-derived compound. In the next two stages, the combustion of the epoxy resin and the liquid monomer solvent was observed, which induced the formation of coke. The final stage is the oxidation of coke and the decomposition of carbon fibers.
To date, the combustion characteristics of BFRPP have not been reported in the literature, and the influence of basalt fiber on the combustion characteristics of polypropylene polymer is still unclear. Hence, the main purpose of this study was to investigate the combustion characteristics of BFRPP and evaluate the effect of basalt fiber on the combustion properties of polymers.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}