Intensification of Catalytic Processes through the Pellet Structuring: Steady-State Properties of a Bifunctional Catalyst Pellet Applied to Generic Chemical Reactions and the Direct Synthesis of DME


Abstract
:1. Introduction
2. Results and Discussion
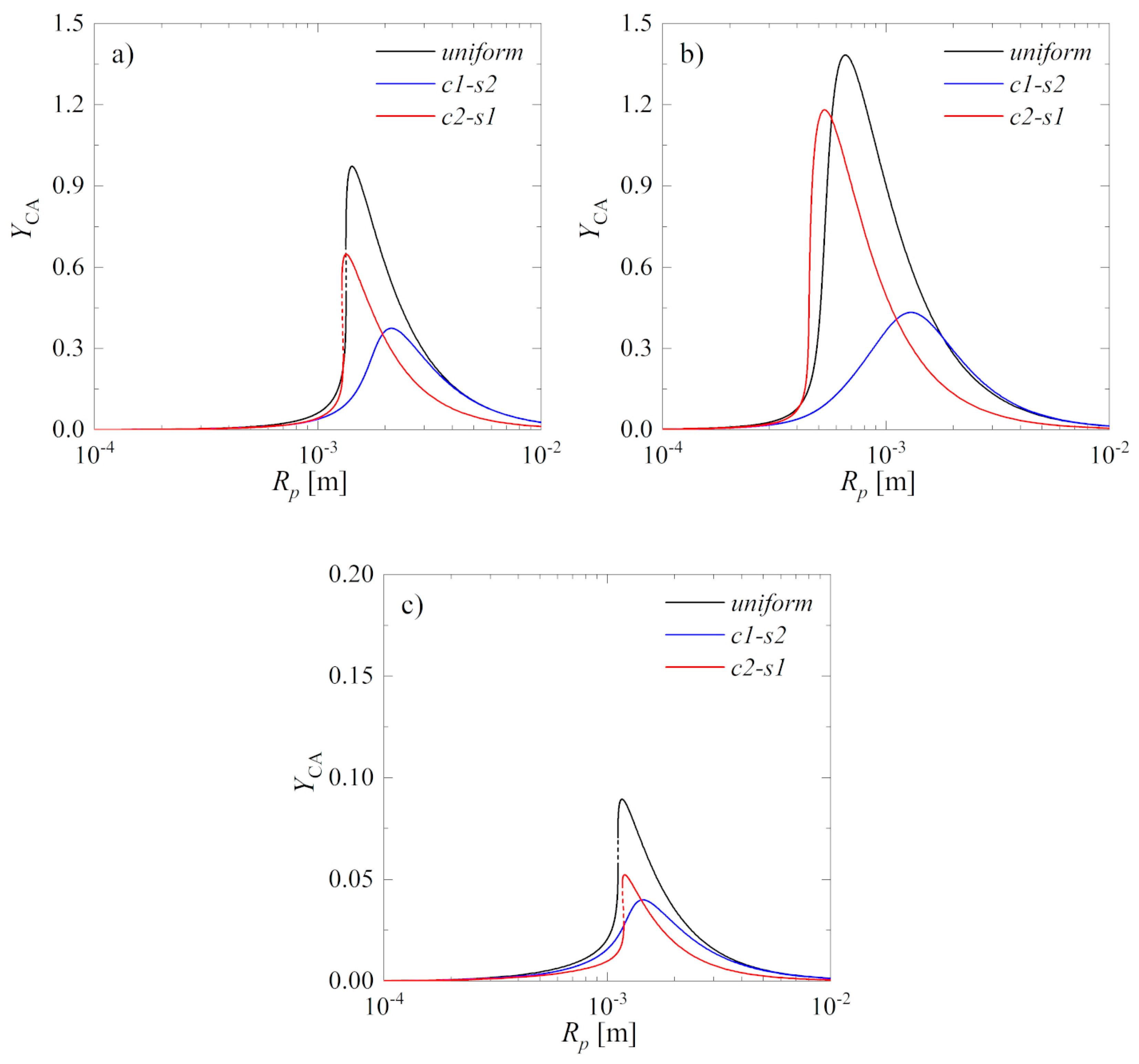
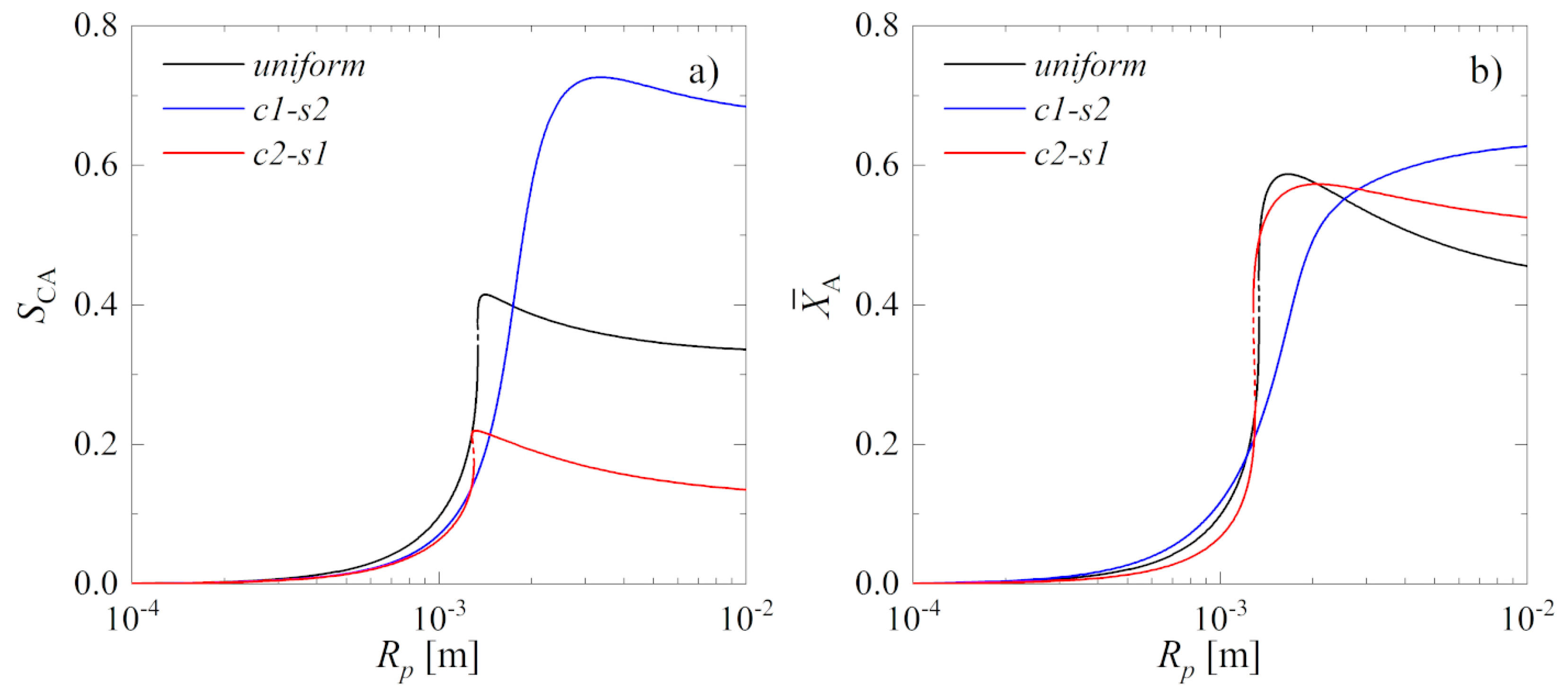
2.1. System of Two Elementary Reversible Chemical Reactions
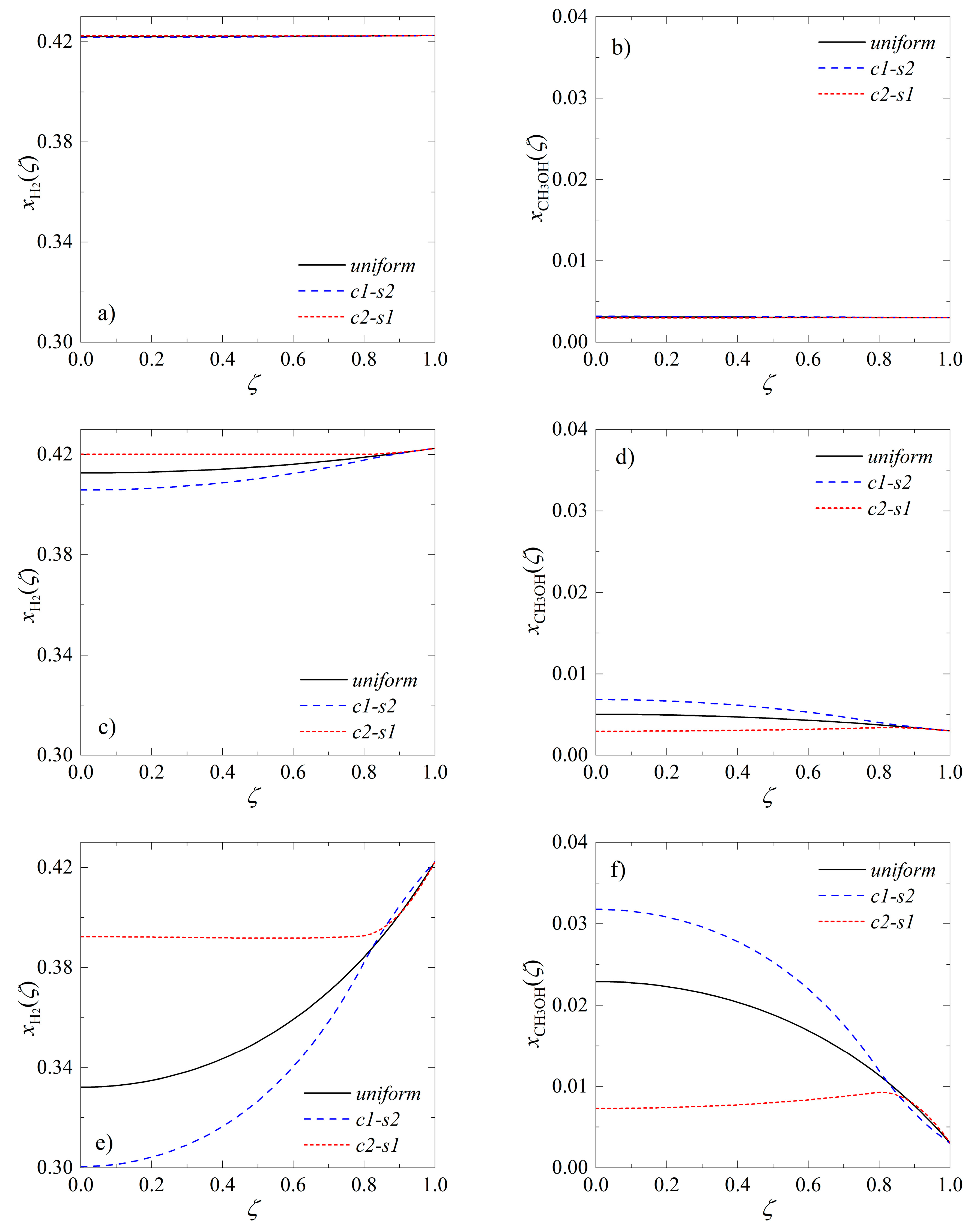
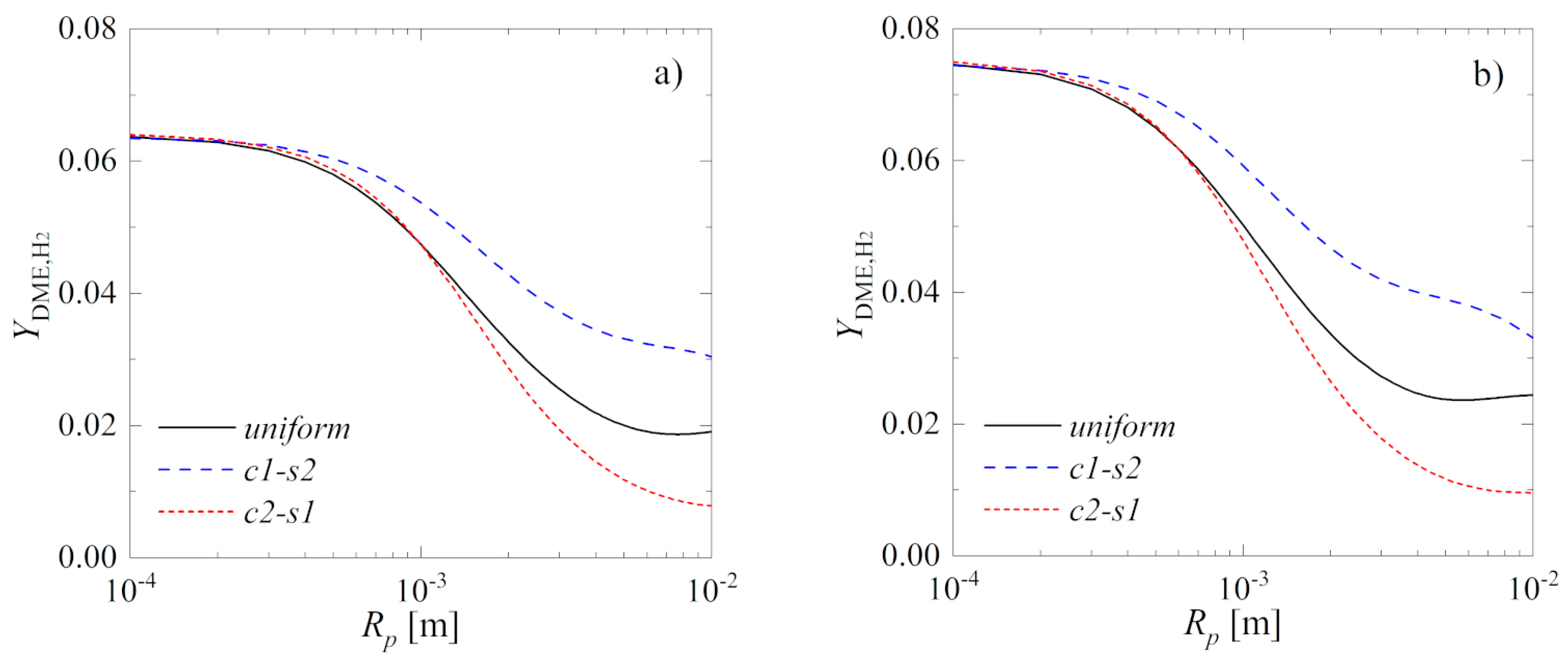
2.2. Direct Synthesis of DME from Syngas
3. Materials and Methods
3.1. Mathematical Model of a Single Bifunctional Catalyst Pellet for a System of Two Elementary Reversible Chemical Reactions
3.2. Mathematical Model of a Single Bifunctional Catalyst Pellet for a Direct Synthesis of DME from Syngas
3.3. Numerical Solution of the Model Equations
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| Bim, Biq | Mass and heat Biot numbers, respectively |
| C | Total concentration, kmol·m−3 |
| Ci | Concentration of component i, kmol·m−3 |
| dpore | Pore diameter, m |
| Deff | Effective diffusion coefficient, m2·s−1 |
| Di,K | Knudsen diffusion coefficient for component i, m2·s−1 |
| Di,W | Wilke diffusion coefficient for component i, m2·s−1 |
| Infinite dilution diffusivity for component i present in trace amount in component j, m2·s−1 | |
| Maxwell-Stefan diffusion coefficient, m2·s−1 | |
| Ej | Activation energy of the jth chemical reaction, kJ·kmol−1 |
| fj | Volume fraction of the catalyst with active sites enhancing jth chemical reaction |
| Ji | Molecular diffusion flux, kmol·s−1·m−2 |
| Enthalpy of the jth chemical reaction, kJ·kmol−1 | |
| k0j | Frequency coefficient in the Arrhenius equation for the jth chemical reaction, s−1 |
| kj | Reaction rate constant for the jth elementary chemical reaction, s−1 (note: the units of kj for the process of DME production are given in Appendix A) |
| km | Mass transfer coefficient, m·s−1 |
| Ki | Adsorption equilibrium constant for component i (note: the units are given in Appendix A) |
| Kpj | Equilibrium constant for the jth chemical reaction (note: the units of Kpj for the methanol synthesis step in the DME production are given in Appendix A) |
| Mi | Molecular weight, kg·kmol−1 |
| r | Radial coordinate, m |
| rj | Rate of the ith chemical reaction based on solid volume within the pellet (for the system of elementary chemical reactions) or on the pellet volume (for the process of DME synthesis), kmol·m−3·s−1 |
| P | Pressure, bar |
| pi | Partial pressure of component i, bar |
| R | Universal gas constant, kJ·kmol−1·K−1 |
| Rp | Catalyst pellet radius, m |
| Entropy change in the jth chemical reaction, kJ·kmol−1·K−1 | |
| Si | Molecular source term, kmol·m−3·s−1 |
| SDME,H2 | Selectivity of H2 towards DME |
| T | Temperature, K |
| u | Molar average velocity in the catalyst pellet, m·s−1 |
| u0 | Superficial gas velocity in the bulk gas, m·s−1 |
| xi | Molar fraction of component i |
| YCA | Yield of product C with respect to reactant A |
| YDME,H2 | Yield of DME with respect to H2 |
| Greek Letters | |
| αq | Heat transfer coefficient, kW·m−2·K−1 |
| βi | Dimensionless concentration of component i |
| γj | Dimensionless parameter related to activation energy of the jth chemical reaction |
| δj | Dimensionless parameter related to enthalpy of the jth chemical reaction |
| εp | Porosity of the catalyst pellet |
| ζ | Dimensionless radial coordinate |
| ϑ | Dimensionless temperature |
| ν | Stoichiometric coefficient |
| λeff | Effective heat transfer coefficient within the pellet, kW·m−1·K−1 |
| ρp | Catalyst pellet density, kg·m−3 |
| σ | Lennard-Jones characteristic length, m |
| τ | Tortuosity of the catalyst pellet |
| Φj | Thiele modulus for the jth chemical reaction |
| ΩD | Dimensionless collision integral |
| Subscripts | |
| bulk | Gas bulk conditions |
| eff | Effective |
| p | Pellet |
| ref | Reference conditions |
Appendix A
References
- Grünewald, M.; Agar, D.W. Enhanced catalyst performance using integrated structured functionalities. Chem. Eng. Sci. 2004, 59, 5519–5526. [Google Scholar] [CrossRef]
- Dietrech, W.; Lawrence, P.S.; Grünewald, M.; Agar, D.W. Theoretical studies on multifunctional catalysts with integrated adsorption sites. Chem. Eng. J. 2005, 107, 103–111. [Google Scholar] [CrossRef]
- Agar, D.W. The dos and don’ts of adsorptive reactors. In Integrated Chemical Processes; Sundmacher, K., Kienle, A., Seidel-Morgenstern, A., Eds.; Wiley-VCH Verlag GmbH & Co.: Weinheim, Germany, 2005; pp. 203–230. [Google Scholar]
- Ge, Q.; Huang, Y.; Qiu, F.; Li, S. Bifunctional catalysts for conversion of synthesis gas to dimethyl ether. Appl. Catal. 1998, 167, 23–30. [Google Scholar] [CrossRef]
- Tian, H.; Demirel, S.E.; Hasan, M.M.F.; Pistikopoulos, E.N. An overview of process systems engineering approaches for process intensification: State of the art. Chem. Eng. Process. 2018, 133, 160–210. [Google Scholar] [CrossRef]
- Lugo, E.L.; Wilhite, B.A. A theoretical comparison of multifunctional catalyst for sorption-enhanced reforming process. Chem. Eng. Sci. 2016, 150, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Morbidelli, M.; Gavriilidis, A.; Varma, A. Catalyst Design, Optimal Distribution of Catalyst in Pellets, Reactors, and Membranes; Cambridge University Press: Cambridge, UK, 2001. [Google Scholar]
- Kurzina, I.A.; Reshetnikov, S.I.; Karakchieva, N.I.; Kurina, L.N. Direct synthesis of dimethyl ether from synthesis gas: Experimental study and mathematical modeling. Chem. Eng. J. 2017, 329, 135–141. [Google Scholar] [CrossRef]
- Ereña, J.; Arandes, J.M.; Bilbao, J.; Olazar, M.; de Lasa, H. Effect of the operating conditions on the conversion of syngas into liquid hydrocarbons over a Cr2O3-ZnO/ZSM5 bifunctional catalyst. J. Chem. Technol. Biotechnol. 1998, 72, 190–196. [Google Scholar] [CrossRef]
- Wang, W.; Liu, C.-J.; Wu, W. Bifunctional catalyst for the hydroisomerization of n-alkanes: The effect of metal-acid balance and textural structure. Catal. Sci. Technol. 2019, 9, 4162–4187. [Google Scholar] [CrossRef]
- Azizi, Z.; Rezaeimanesh, M.; Tohidian, T.; Rahimpour, M. Dimethyl ether: A review of technologies and production challenges. Chem. Eng. Process. 2014, 82, 150–182. [Google Scholar] [CrossRef]
- Zhao, T.-S.; Takemoto, T.; Tsubaki, N. Direct synthesis of propylene and light olefins from dimethyl ether catalyzed by modified H-ZSM-5. Catal. Commun. 2006, 7, 647–650. [Google Scholar] [CrossRef]
- Bauer, M.C.; Kruse, A. The use of dimethyl ether as an organic extraction solvent for biomass applications in future biorefineries: A user-oriented review. Fuel 2019, 254, 115703. [Google Scholar] [CrossRef]
- Catchpole, O.J.; Grey, J.B.; Perry, N.B.; Burgess, E.J.; Redmond, W.A.; Poter, N.G. Extraction of chili, black pepper, and ginger with near-critical CO2, propane, and dimethyl ether: Analysis of the extracts by quantitative nuclear magnetic resonance. J. Agric. Food Chem. 2003, 17, 4853–4860. [Google Scholar] [CrossRef] [PubMed]
- Lefevere, J.; Gysen, M.; Mulens, S.; Meynen, V.; Van Noyen, J. The benefit of design of support architectures for zeolite coated structured catalysts for methanol-to-olefin conversion. Catal. Today 2013, 216, 18–23. [Google Scholar] [CrossRef]
- Prasad, P.S.S.; Bae, J.W.; Kang, S.-H.; Lee, Y.-J.; Jun, K.-W. Single-step synthesis of DME from syngas on Cu–ZnO–Al2O3/zeolite bifunctional catalysts: The superiority of ferrierite over the other zeolites. Fuel Process. Technol. 2008, 89, 1281–1286. [Google Scholar] [CrossRef]
- Catizzone, E.; Migliori, M.; Purita, A.; Giordano, G. Ferrierite vs. γ-Al2O3: The superiority of zeolites in terms of water-resistance in vapour-phase dehydration of methanol to dimethyl ether. J. Energy Chem. 2019, 30, 162–169. [Google Scholar] [CrossRef] [Green Version]
- Catizzone, E.; Van Daele, S.; Bianco, M.; Di Michele, A.; Aloise, A.; Migliori, M.; Valtchev, V.; Giordano, G. Catalytic application of ferrierite nanocrystals in vapour-phase dehydration of methanol to dimethyl ether. Appl. Catal. B Environ. 2019, 243, 273–282. [Google Scholar] [CrossRef]
- Ma, T.; Imai, H.; Yamawaki, M.; Terasaka, K.; Li, X. Selective synthesis of gasoline-ranged hydrocarbons from syngas over hybrid catalyst consisting of metal-loaded ZSM-5 coupled with copper-zinc oxide. Catalysts 2014, 4, 116–128. [Google Scholar] [CrossRef] [Green Version]
- Jeong, C.; Kim, J.; Kim, J.-H.; Lee, S.; Bae, J.W.; Suh, Y.-W. Direct conversion of CO2 into dimethyl ether over Al2O3/Cu/ZnO catalysts prepared by sequential precipitation. Catalysts 2019, 9, 524. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.; He, T.; Li, J.; Wu, J.; Qin, J.; Liu, G.; Han, D.; Zi, Z.; Li, Z.; Wu, J. Design and operation of a pilot plant for biomass to liquid fuels by integrating gasification, DME synthesis and DME to gasoline. Fuel 2016, 186, 587–596. [Google Scholar] [CrossRef]
- Farooqui, A.; Di Tomaso, F.; Cose, A.; Ferrero, D.; Llorca, J.; Santarelli, M. Techno-economic and exergy analysis of polygeneration plant for power and DME production with the integration of chemical looping CO2/H2O splitting. Energy Convers. Manag. 2019, 186, 200–219. [Google Scholar] [CrossRef]
- Sánchez-Contador, M.; Ateka, A.; Ibánez, M.; Bilbao, J.; Aguayo, A.T. Influence of the operating conditions on the behavior and deactivation of a CuO-ZnO-ZrO2@SAPO-11 core-shell-like catalyst in the direct synthesis of DME. Renew. Energy 2019, 138, 585–597. [Google Scholar] [CrossRef]
- Graaf, G.H.; Scholtens, H.; Stamhuis, E.J.; Beenackers, A.A.C.M. Intra-particle diffusion limitations in low-pressure methanol synthesis. Chem. Eng. Sci. 1990, 45, 773–783. [Google Scholar] [CrossRef]
- Berčič, G.; Levec, J. Intrinsic and global reaction rate of methanol dehydration over γ-Al2O3 pellets. Ind. Eng. Chem. Res. 1992, 31, 1035–1040. [Google Scholar] [CrossRef]
- Hlaváček, V.; Kubíček, M.; Marek, M. Analysis of nonstationary heat and mass transfer in a porous catalyst particle. J. Catal. 1969, 15, 17–30. [Google Scholar] [CrossRef]
- Balakotaiah, V.; West, D.H. Thermal effects and bifurcations in catalytic partial oxidations. Curr. Opin. Chem. Eng. 2014, 5, 68–77. [Google Scholar] [CrossRef]
- Solsvik, J.; Tangen, S.; Jakobsen, H. On the consistent modeling of porous catalyst pellets: Mass and molar formulations. Ind. Eng. Chem. Res. 2012, 51, 8222–8236. [Google Scholar] [CrossRef]
- Solsvik, J.; Jakobsen, H.A. A survey of multicomponent mass diffusion flux closures for porous pellets: Mass and molar forms. Transp. Porous Media 2012, 93, 99–126. [Google Scholar] [CrossRef]
- Hu, Y.; Nie, Z.; Fang, D. Simulation and model design of pipe-shell reactor for the direct synthesis of dimethyl ether from syngas. J. Nat. Gas Chem. 2008, 17, 195–200. [Google Scholar] [CrossRef]
- Skrzypek, J.; Lachowska, M.; Grzesik, M.; Słoczyński, J.; Nowak, P. Thermodynamics and kinetics of low pressure methanol synthesis. Chem. Eng. J. 1995, 58, 101–108. [Google Scholar] [CrossRef]
- Aris, R. Introduction to the Analysis of Chemical Reactors; Prentice-Hall Inc.: Englewood Cliffs, NJ, USA, 1965. [Google Scholar]
- Ulich, H.; Jost, W. Kurzes Lehrbuch der Physikalischen Chemie; Dietrich Steinkopff: Darmstadt, Germany, 1973; pp. 154–196. [Google Scholar]
- Jacobsen, J.A. Chemical Reactor Modeling. Multiphase Reactive Flows; Springer: Berlin/Heidelberg, Germany, 2008. [Google Scholar]
- Krishna, R.; Wesselingh, J.A. The Maxwell-Stefan approach to mass transfer. Chem. Eng. Sci. 1997, 52, 861–911. [Google Scholar] [CrossRef]
- Poling, B.E.; Prausnitz, J.M.; O’Connell, J.P. The Properties of Gases and Liquids, 5th ed.; McGraw-Hill: New York, NY, USA, 2000. [Google Scholar]
- Ranz, W.E. Friction and transfer coefficients for single particles and pack beds. Chem. Eng. Prog. 1952, 48, 247–253. [Google Scholar]
- Bizon, K. Assessment of a POD method for the dynamical analysis of a catalyst pellet with simultaneous chemical reaction, adsorption and diffusion: Uniform temperature case. Comput. Chem. Eng. 2017, 97, 259–270. [Google Scholar] [CrossRef]
- Leonardi, E.; Angeli, C. On the Maxwell-Stefan approach to diffusion: A general resolution in the transient regime for one-dimensional systems. J. Phys. Chem. B 2010, 114, 151–164. [Google Scholar] [CrossRef] [PubMed]
- Seydel, R. Practical Bifurcation and Stability Analysis, from Equilibrium to Chaos; Springer: New York, NY, USA, 1994. [Google Scholar]
- Doedel, E.J.; Oldeman, B.E. AUTO-07P: Continuation and Bifurcation Software for Ordinary Differential Equations. Software Documentation. 2009. Available online: http://depts.washington.edu/bdecon/workshop2012/auto-tutorial/documentation/auto07p%20manual.pdf (accessed on 30 November 2019).
- Graaf, G.H.; Winkelman, J.G.M. Chemical equilibria in methanol synthesis including the water-gas shift reaction: A critical reassessment. Ind. Eng. Chem. Res. 2016, 55, 5854–5864. [Google Scholar] [CrossRef]
- Diep, B.T.; Wainwright, M.S. Thermodynamic equilibrium constant for the methanol-dimethyl ether-water system. J. Chem. Eng. Data 1987, 32, 330–333. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Unit |
|---|---|---|
| Bim | 10 | - |
| Biq | 0.1 | - |
| Deff | 10−6 | m2·s−1 |
| E1= E2 | 5 × 104 | kJ·kmol−1 |
| k01 = k02 | 107 | s−1 |
| Tref = Tbulk | 500 | K |
| Rp | 10−4 ÷ 10−2 | |
| βA,bulk | 1 | - |
| βB,bulk | 0 | - |
| −6 × 104 | kJ·kmol−1 | |
| −100 | kJ·kmol−1·K−1 | |
| λeff | 10−4 | kW·m−1·K−1 |
| ϑbulk | 1 | - |
| Parameter | Value | Unit |
|---|---|---|
| dpore | 10−8 | m |
| P | 60 | bar |
| T | 493, 503 | K |
| u0 | 1 | m·s−1 |
| Rp | 10−4 ÷ 10−2 | m |
| 0.1716 | - | |
| 0.0409 | - | |
| 0.003 | - | |
| 0.4225 | - | |
| 0.0002 | - | |
| 0.0018 | - | |
| 0.044 | - | |
| 0.316 | - | |
| εp | 0.5 | - |
| ρp | 1775 | kg·m−3 |
| τ | 4 | - |
| Catalyst Arrangement | Temperature, K | Particle Radius, m | Yield Enhancement | ||
|---|---|---|---|---|---|
| Uniform | 493 | 2 × 10−4 | 0.0629 | - | 0.1260 |
| 10−3 | 0.0474 | - | 0.1008 | ||
| 4 × 10−3 | 0.0219 | - | 0.0748 | ||
| 503 | 2 × 10−4 | 0.0731 | - | 0.1467 | |
| 10−3 | 0.0502 | - | 0.1091 | ||
| 4 × 10−3 | 0.0247 | - | 0.1001 | ||
| c1-s2 | 493 | 2 × 10−4 | 0.0631 | +0.32% | 0.1263 |
| 10−3 | 0.0537 | +13.34% | 0.1232 | ||
| 4 × 10−3 | 0.0345 | +57.35% | 0.2123 | ||
| 503 | 2 × 10−4 | 0.0737 | +0.79% | 0.1480 | |
| 10−3 | 0.0592 | +18.03% | 0.1432 | ||
| 4 × 10−3 | 0.0400 | +62.29% | 0.3684 | ||
| c2-s1 | 493 | 2 × 10−4 | 0.0633 | +0.68% | 0.1273 |
| 10−3 | 0.0473 | –0.13% | 0.0974 | ||
| 4 × 10−3 | 0.0145 | –33.65% | 0.0380 | ||
| 503 | 2 × 10−4 | 0.0736 | +0.64% | 0.1481 | |
| 10−3 | 0.0478 | –4.07% | 0.0992 | ||
| 4 × 10−3 | 0.0138 | –44.16% | 0.0396 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bizon, K.; Skrzypek-Markiewicz, K.; Pędzich, D.; Reczek, N. Intensification of Catalytic Processes through the Pellet Structuring: Steady-State Properties of a Bifunctional Catalyst Pellet Applied to Generic Chemical Reactions and the Direct Synthesis of DME. Catalysts 2019, 9, 1020. https://doi.org/10.3390/catal9121020
Bizon K, Skrzypek-Markiewicz K, Pędzich D, Reczek N. Intensification of Catalytic Processes through the Pellet Structuring: Steady-State Properties of a Bifunctional Catalyst Pellet Applied to Generic Chemical Reactions and the Direct Synthesis of DME. Catalysts. 2019; 9(12):1020. https://doi.org/10.3390/catal9121020
Chicago/Turabian StyleBizon, Katarzyna, Krzysztof Skrzypek-Markiewicz, Dominik Pędzich, and Natalia Reczek. 2019. "Intensification of Catalytic Processes through the Pellet Structuring: Steady-State Properties of a Bifunctional Catalyst Pellet Applied to Generic Chemical Reactions and the Direct Synthesis of DME" Catalysts 9, no. 12: 1020. https://doi.org/10.3390/catal9121020