
Experimental Investigation of Discharge Phenomena in Electrochemical Discharge Machining Process
Abstract
:1. Introduction
2. Materials and Methods
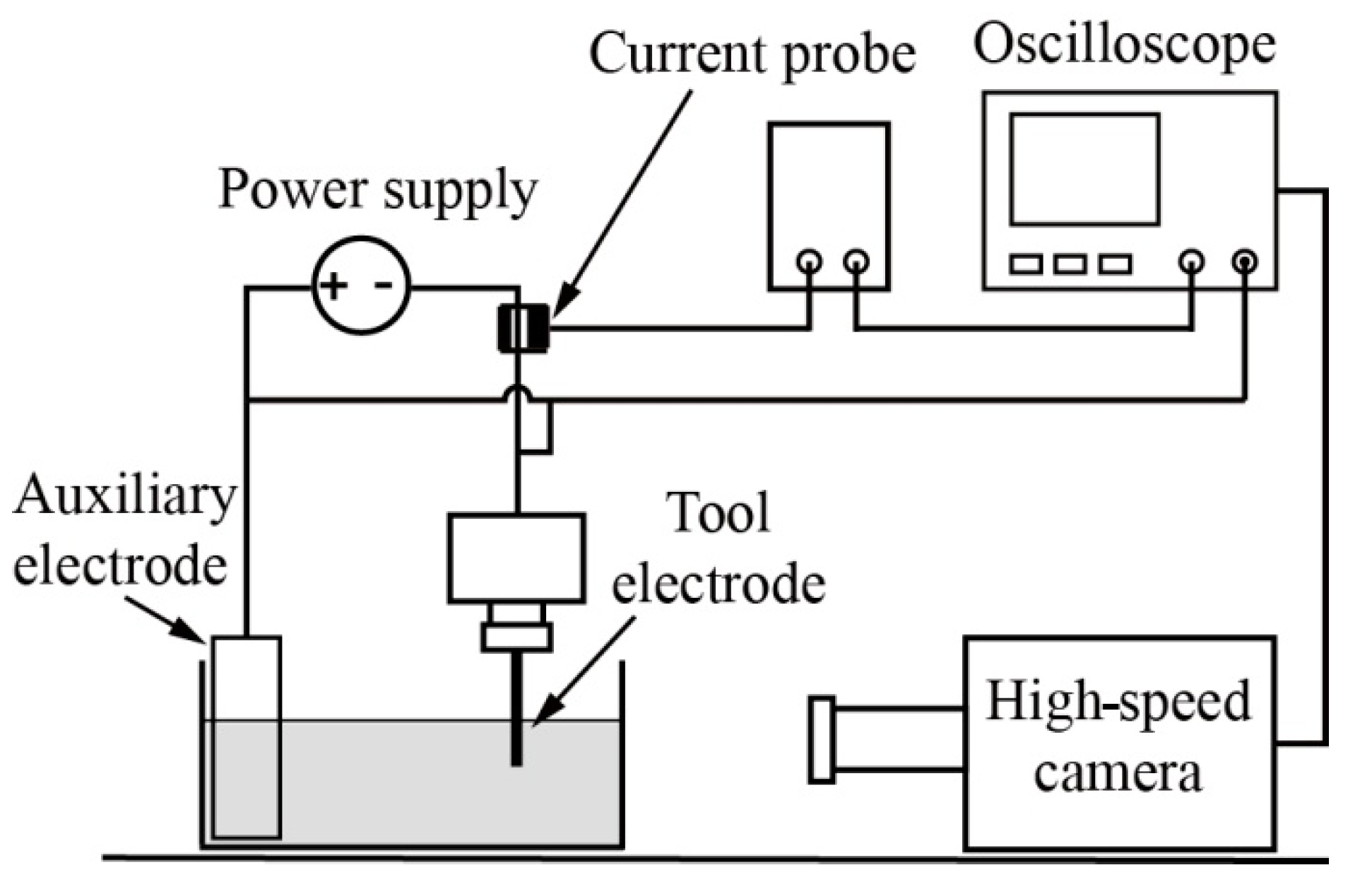
2.1. Experimental Setup
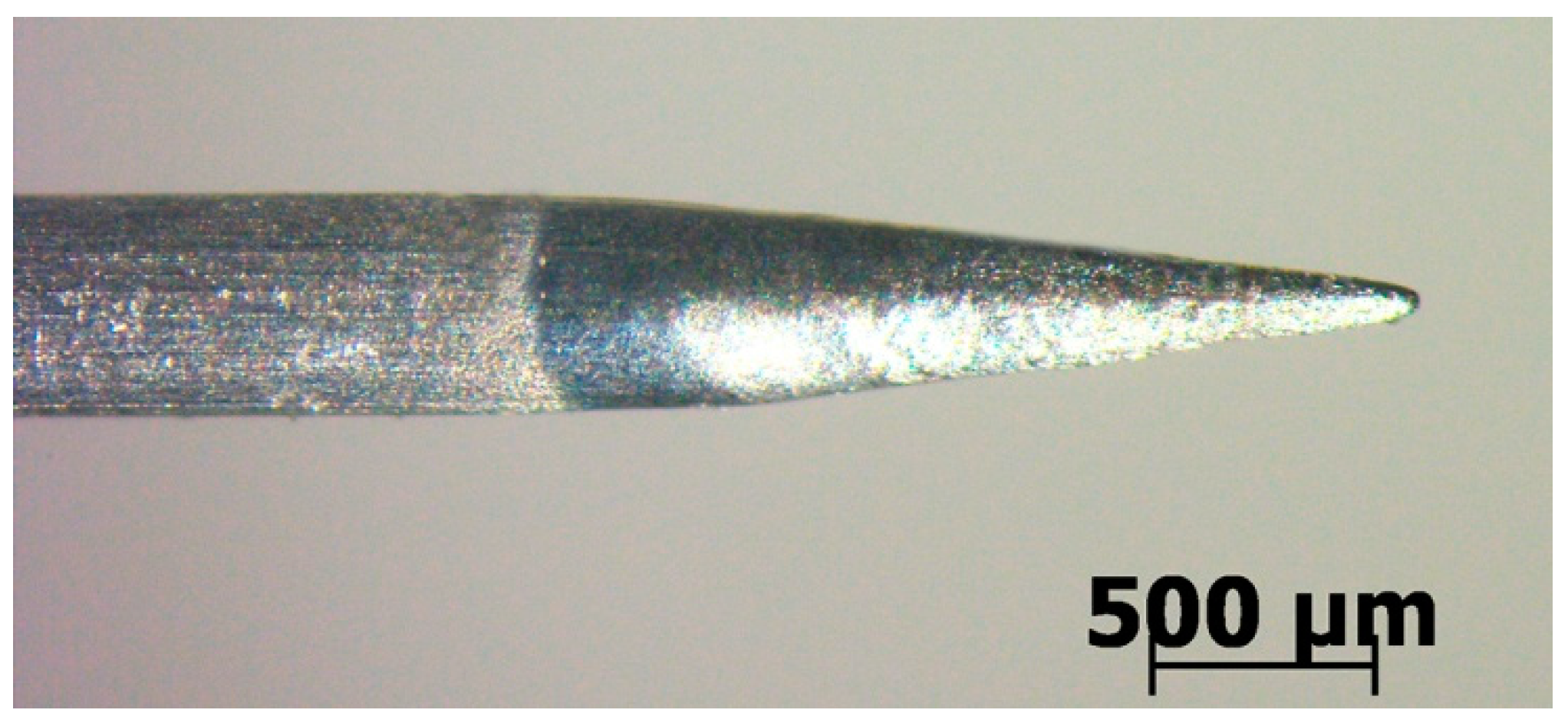
2.2. Tool Electrode
3. Results and Discussion
3.1. Gas Film around the Conical Electrode
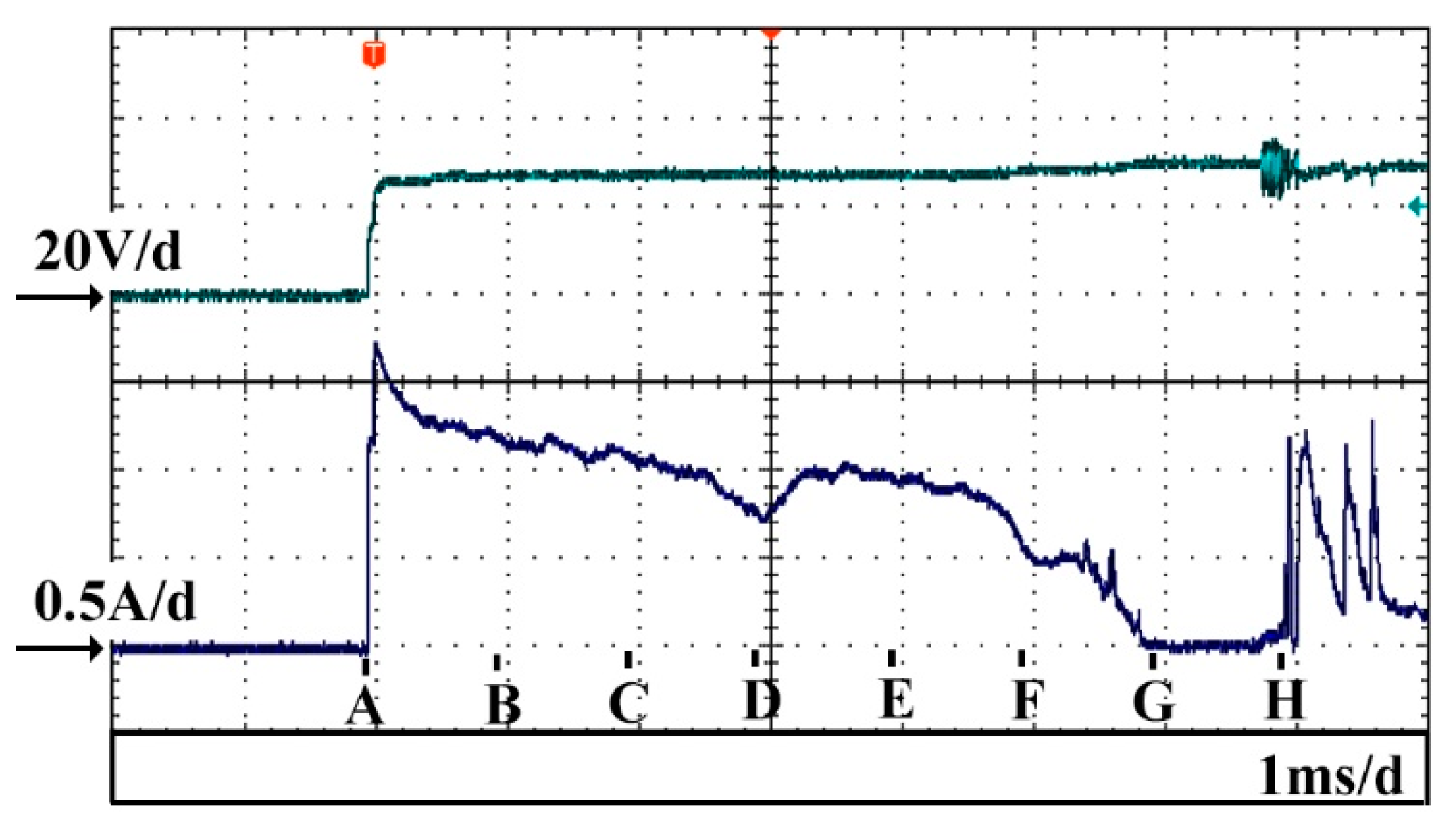
3.2. Discharge in ECDM
3.3. Energy Released by the Discharge
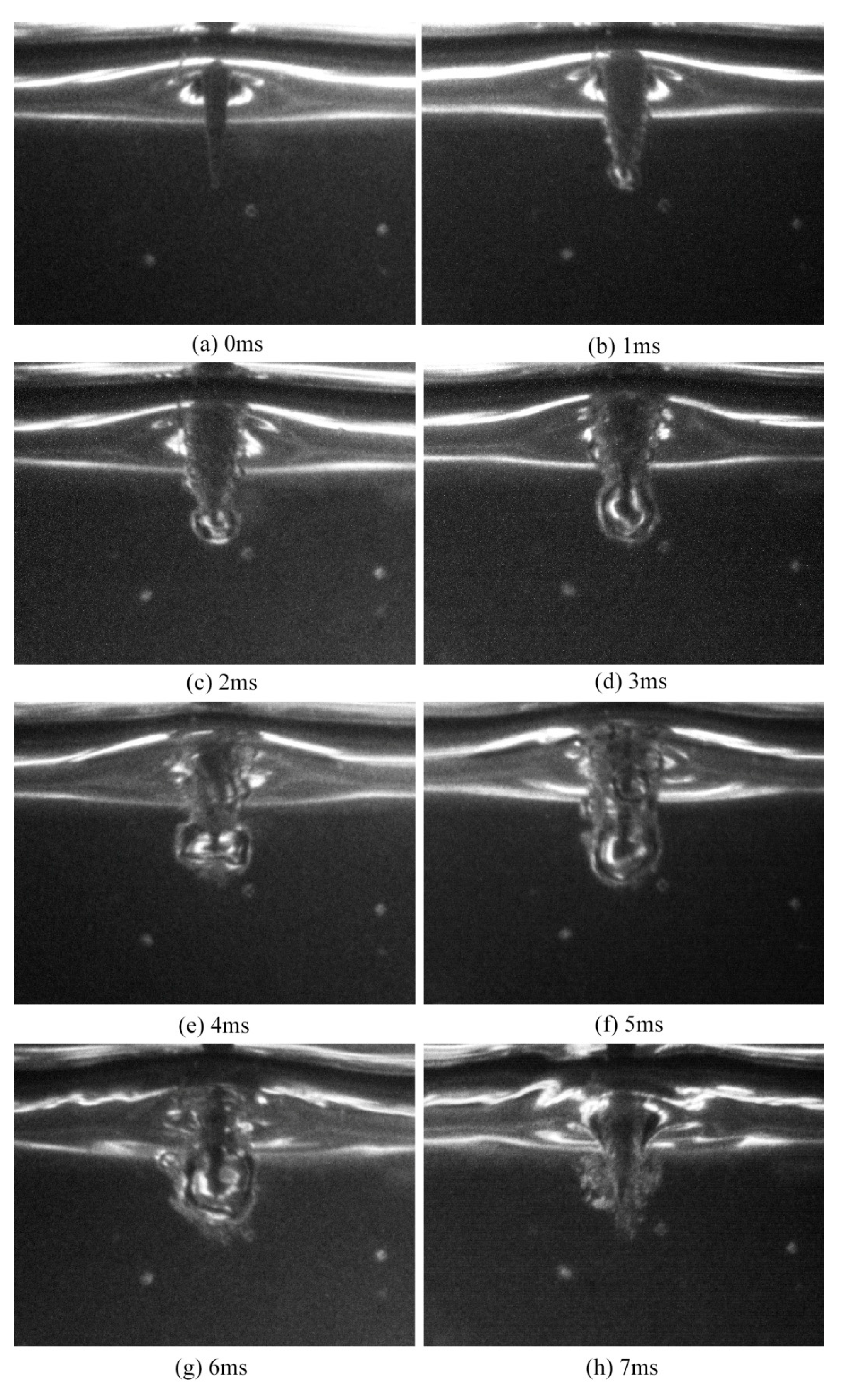
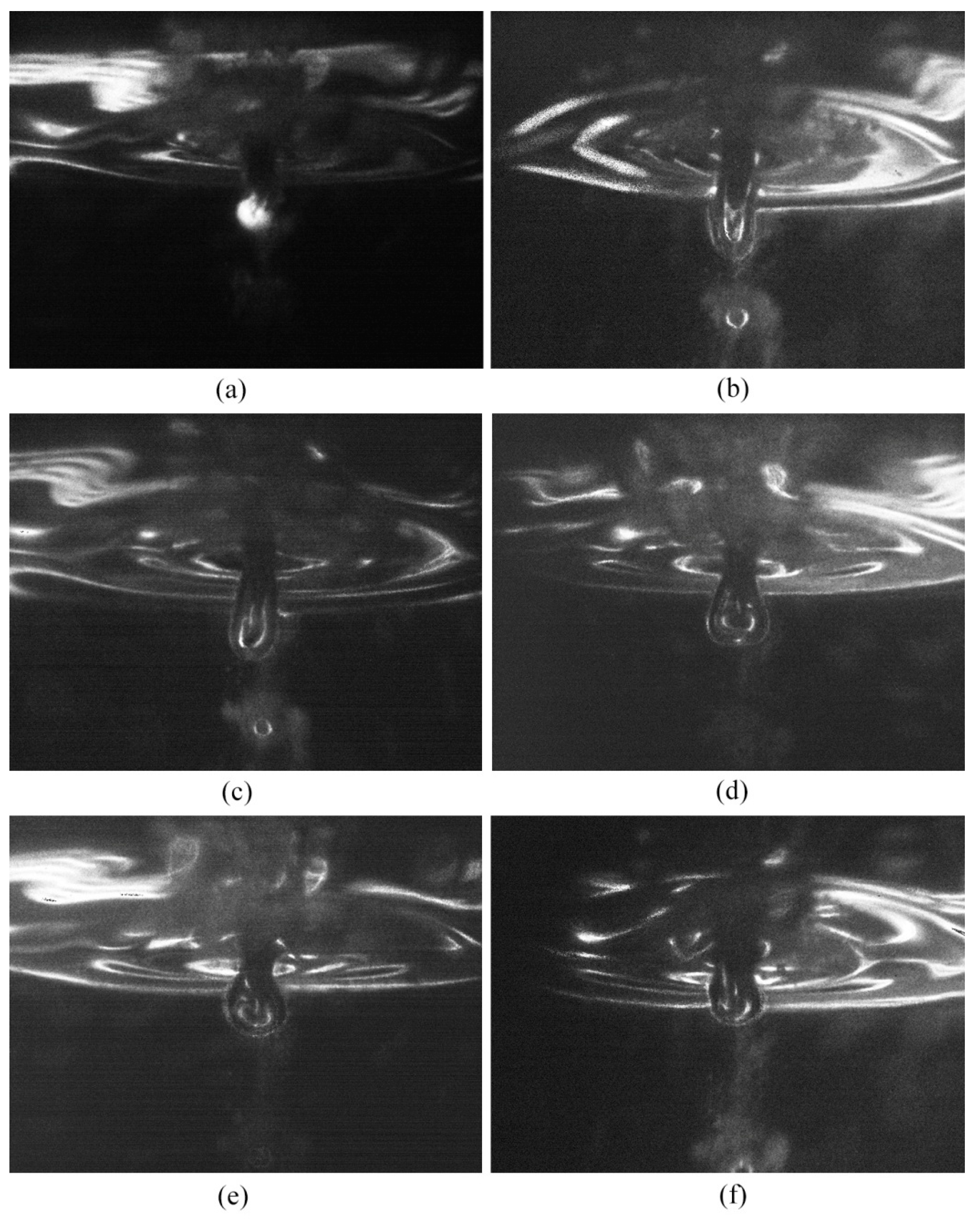
3.4. Effects of Discharge on Gas Film
3.5. Statistics of Different Discharges in ECDM
4. Conclusions
- (1)
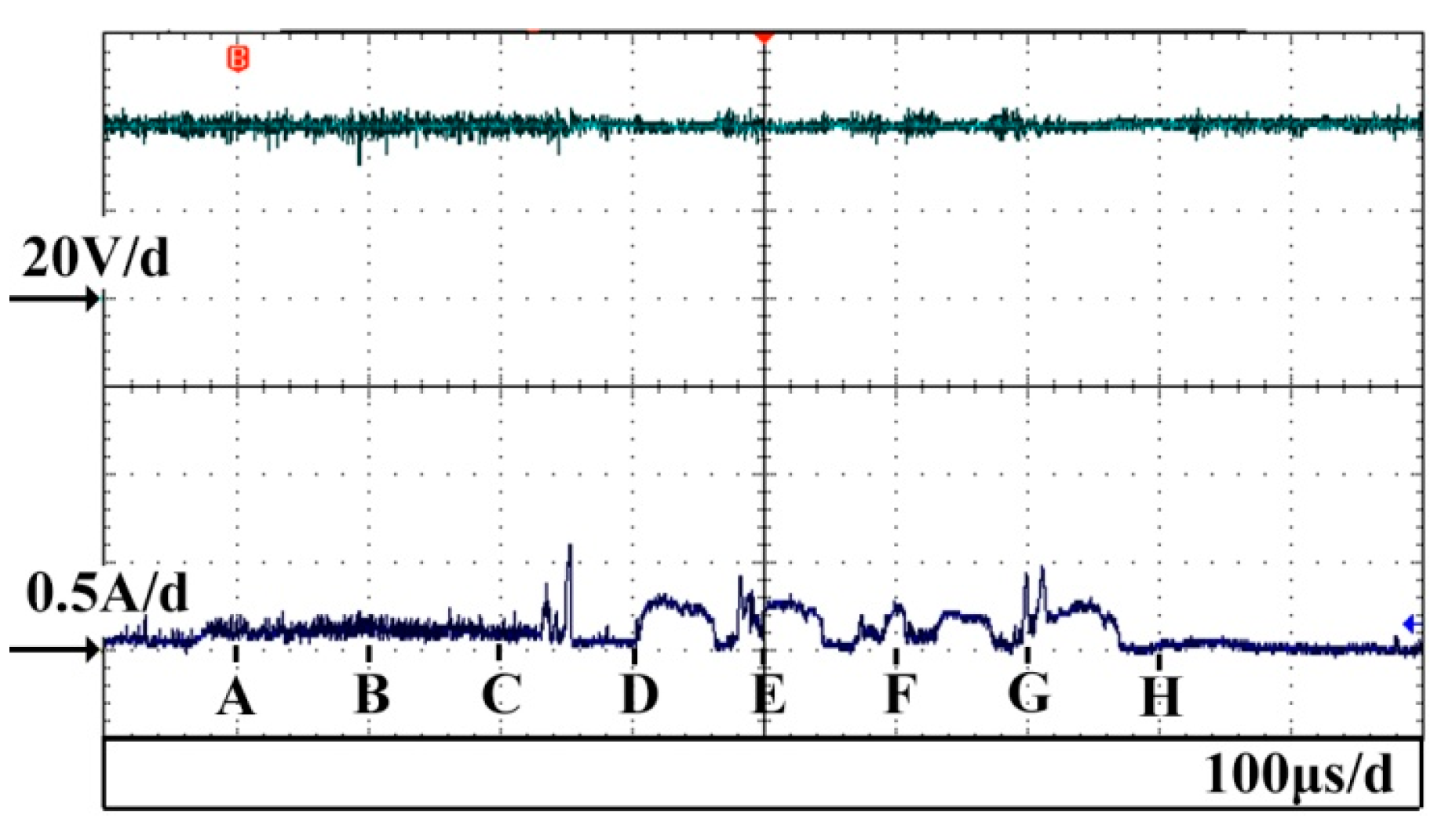
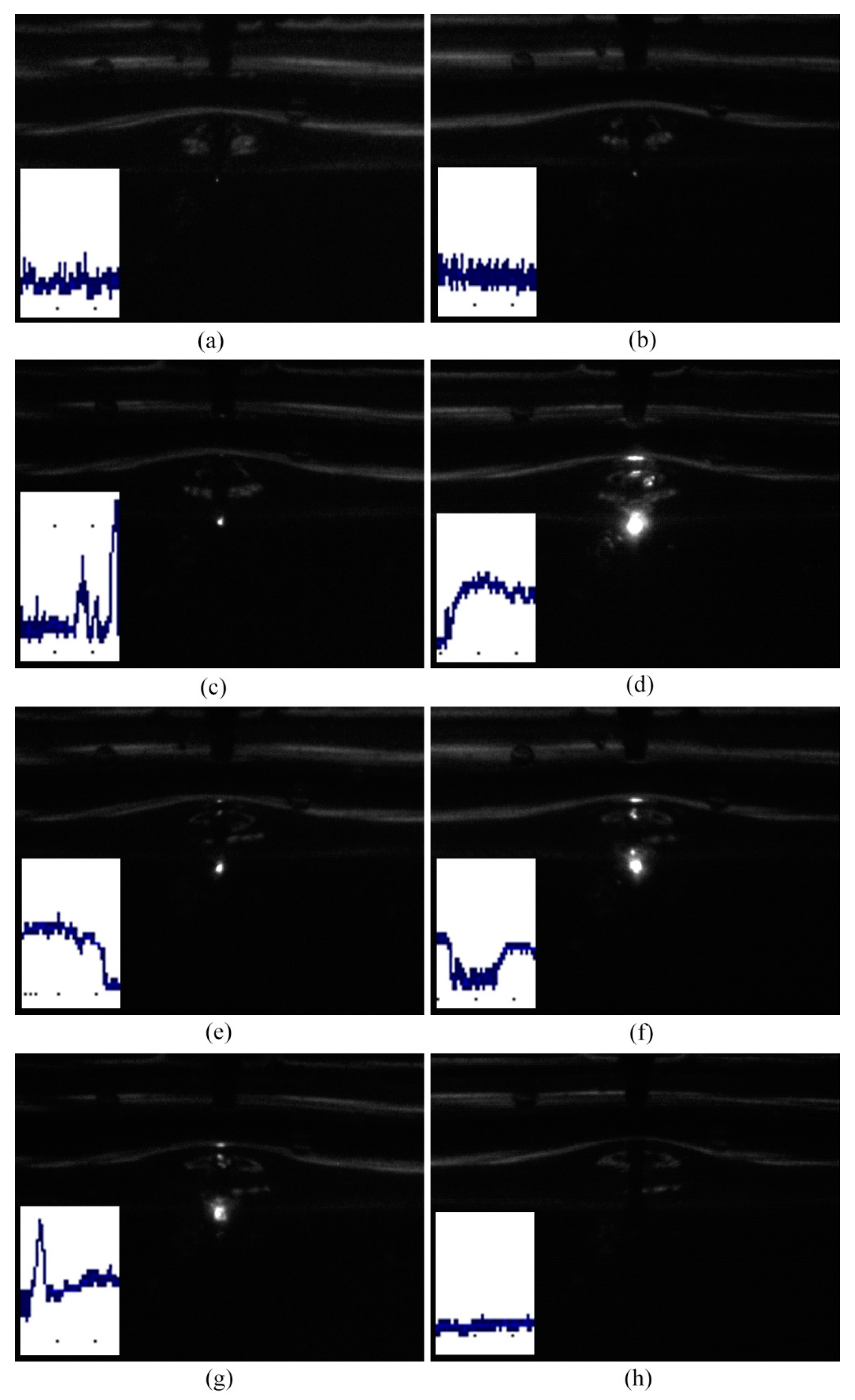
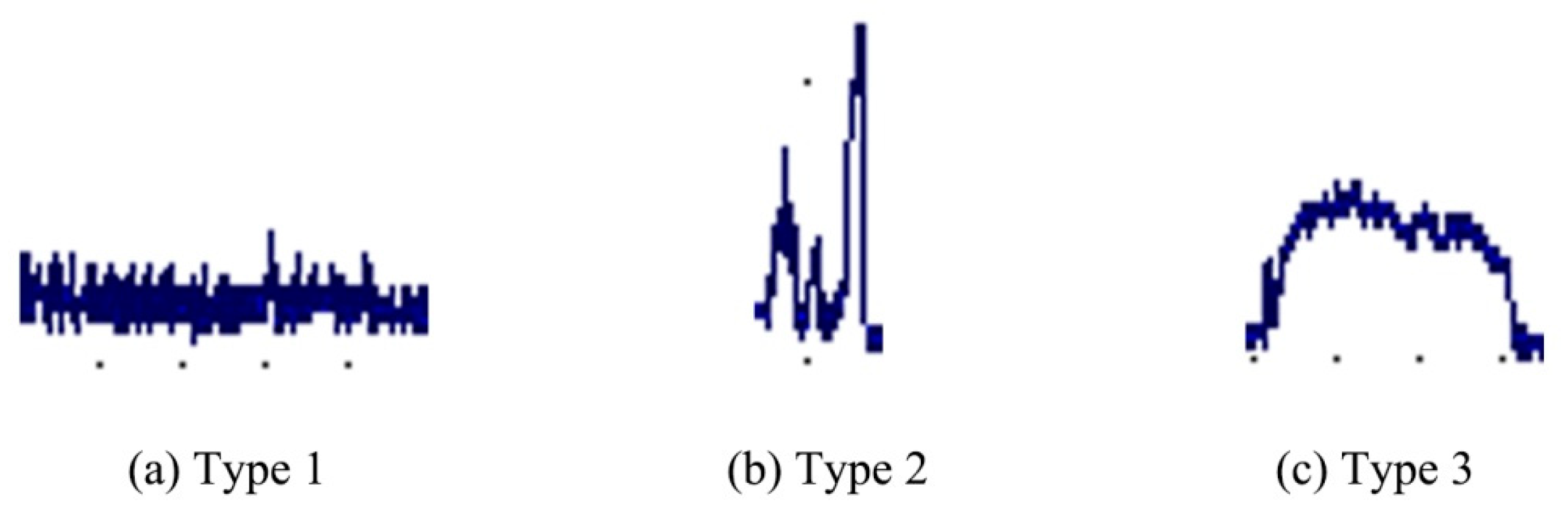
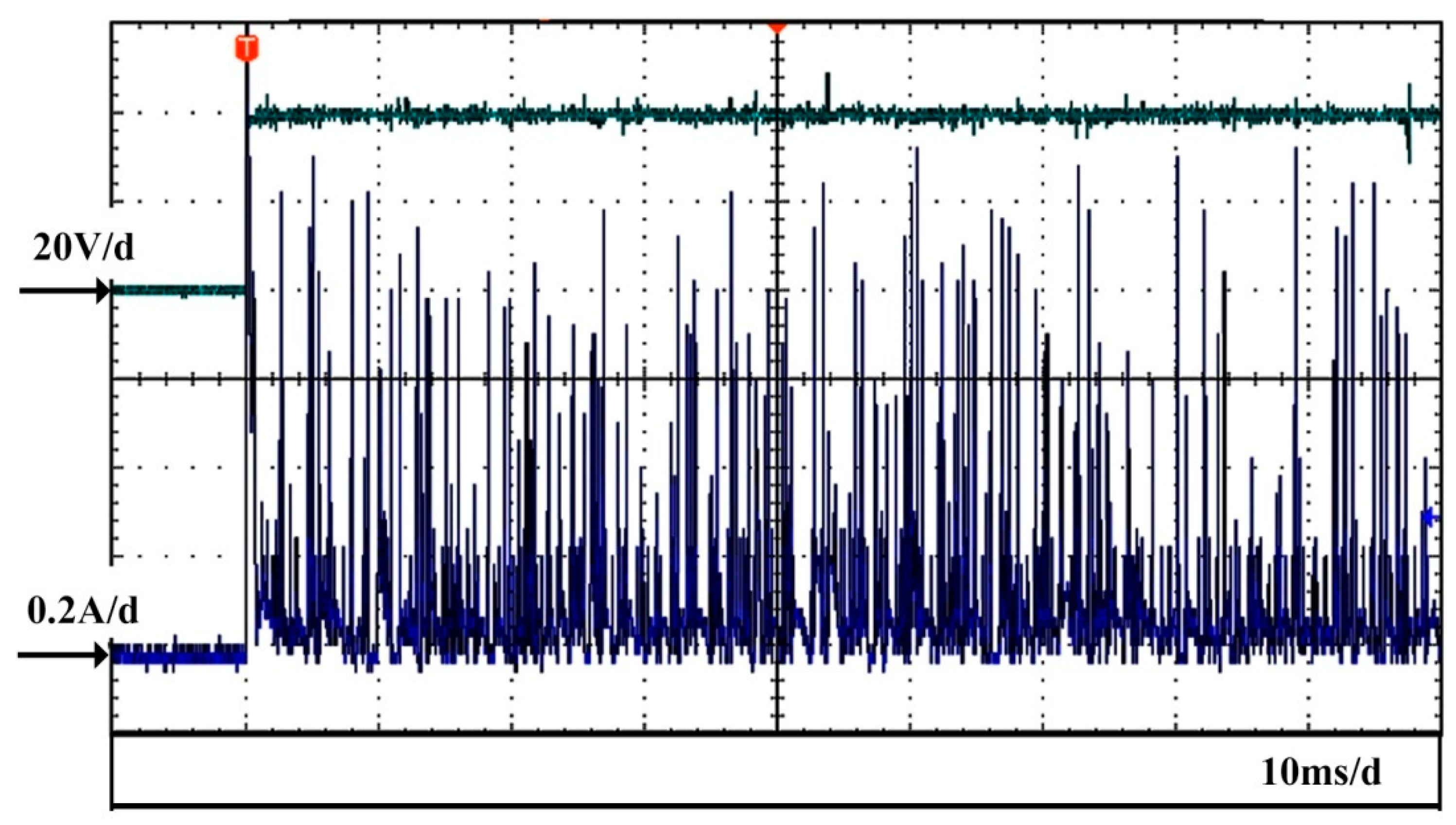
- The discharge can be classified into three types according to the brightness of the discharge images and the corresponding discharge current. The first type of discharge presented the characteristics of a low−amplitude current with a narrow pulse duration and with current intensity values in the range of 100 mA to 200 mA. The pulse duration was 1 μs and the discharge was very weak. The second type of discharge showed the characteristics of a high−intensity current and short pulse duration. The peak current of this type was in the range of 200–600 mA and the pulse width was approximately 8 μs. The discharge brightness was stronger than the first type. The third type of discharge was characterized by a high−intensity current and long pulse duration. The peak current of this type of discharge was in the range of 200–300 mA and the pulse duration ranged from 20 μs to 90 μs. The third type of discharge resembled an arc and it was the brightest.
- (2)
- The observations of the effect of discharge on the gas film indicate that a force was exerted on the electrolyte during the discharge process and that the gas film was dragged into a large oval bubble owing to the bombardment of anions on the electrolyte. Meanwhile, the current dropped to almost 0 mA during the deformation process of the large oval bubble.
- (3)
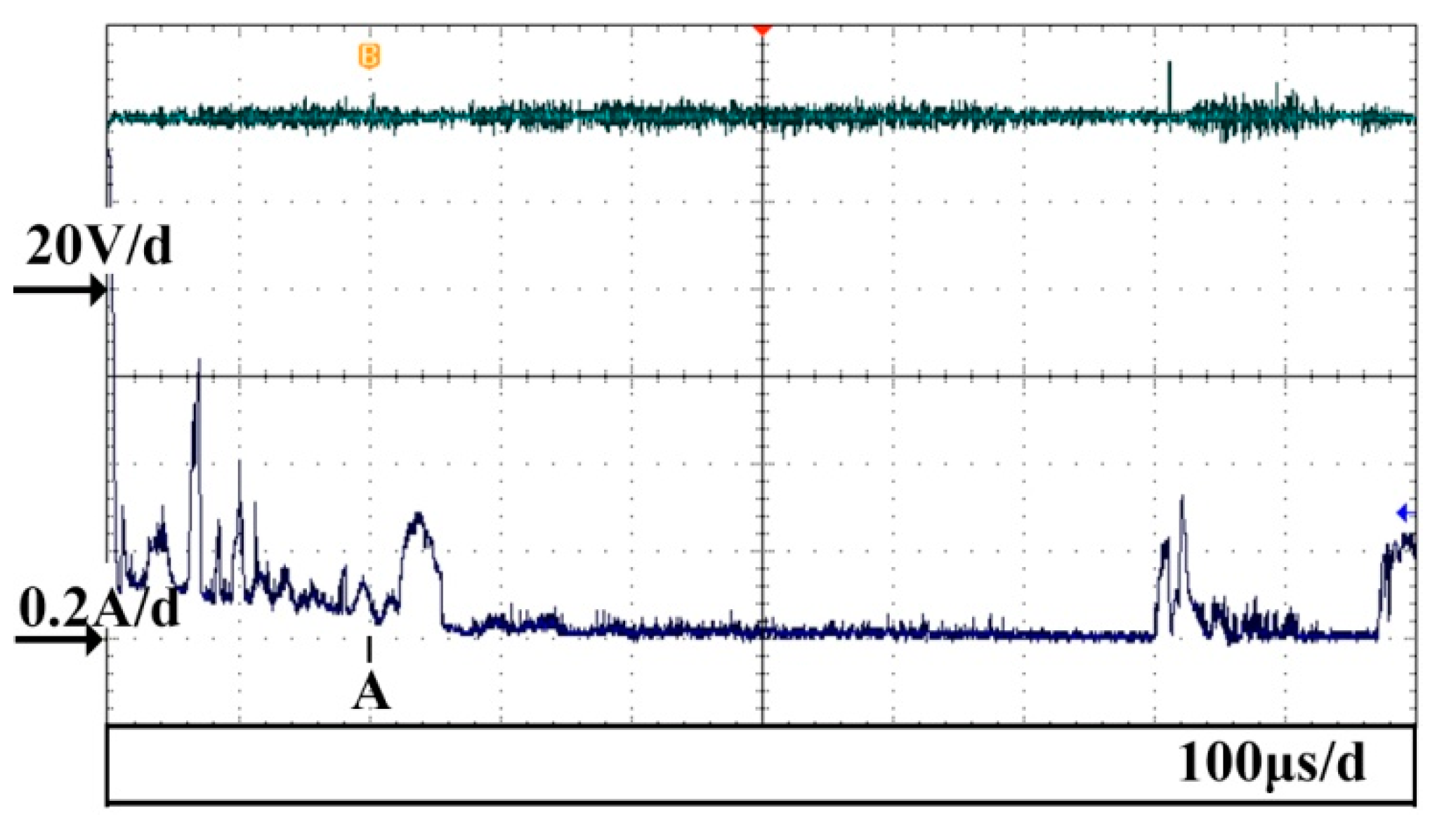
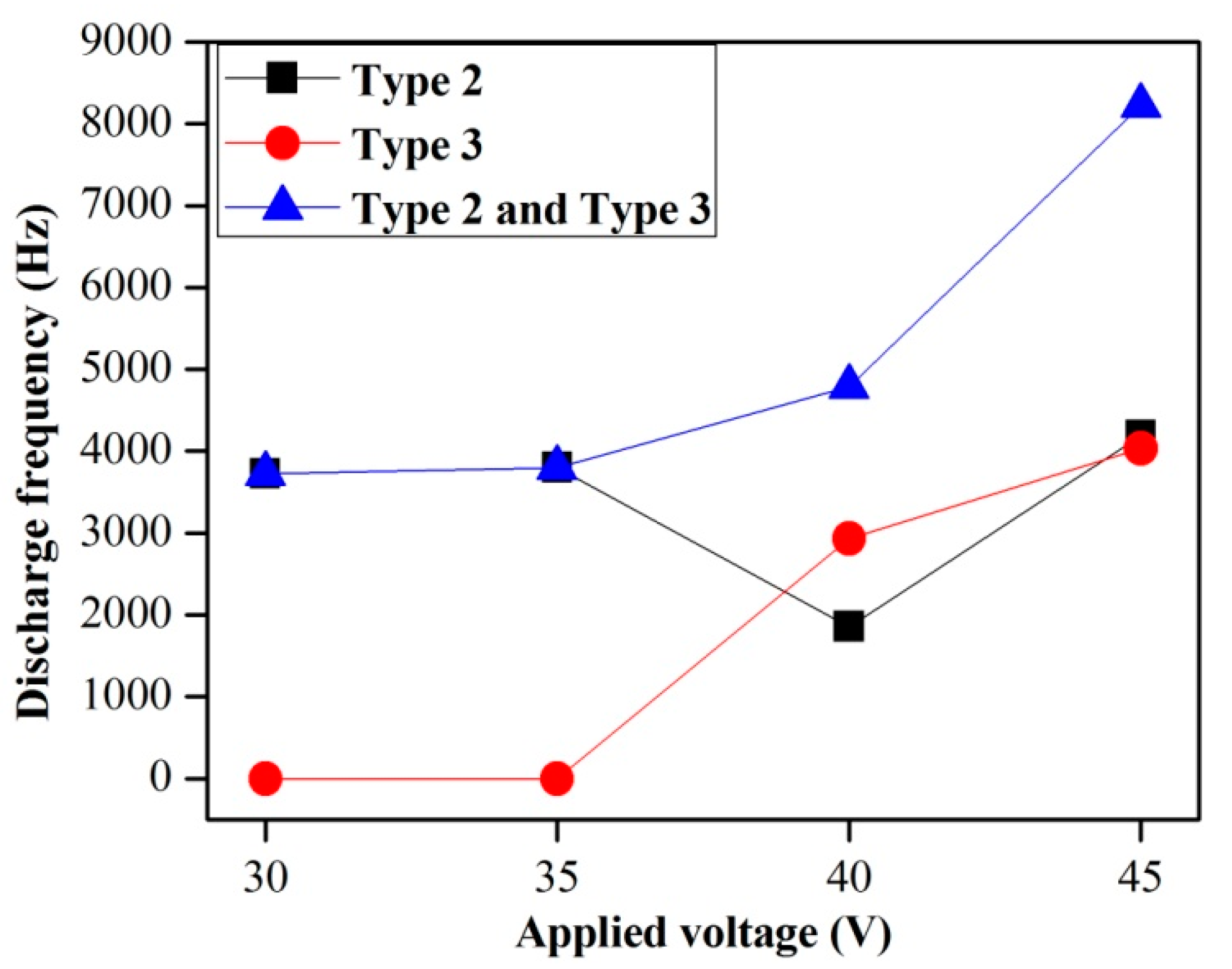
- The energies of different types of discharges were calculated according to the voltage and current waveforms. The discharge energy of the second type was calculated to be in the range of 1.76 × 10−5 J–1.2 × 10−4 J, and the discharge energy of the third type was in the range of 2.0 × 10−4 J–7.2 × 10−4 J. Experimental results showed that the discharge frequency increased with increasing applied voltages and the third type of discharge occurred only when the applied voltage was high enough. In addition, it was found that the frequency of the second type of discharge was approximately equal to that of the third type when the applied voltage was higher than 40 V.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wüthrich, R.; Fascio, V. Machining of non−conductive materials using electrochemical discharge phenomenon—An overview. Int. J. Mach. Tools Manu. 2005, 45, 1095–1108. [Google Scholar] [CrossRef]
- Zheng, Z.P.; Cheng, W.H.; Huang, F.Y.; Yan, B.H. 3D microstructuring of Pyrex glass using the electrochemical discharge machining process. J. Micromech. Microeng. 2007, 17, 960. [Google Scholar] [CrossRef]
- Yang, C.; Song, S.; Yan, B.; Huang, F. Improving machining performance of wire electrochemical discharge machining by adding SiC abrasive to electrolyte. Int. J. Mach. Tools Manu. 2006, 46, 2044–2050. [Google Scholar] [CrossRef]
- Zhao, D.; Zhang, Z.; Zhu, H.; Cao, Z.; Xu, K. An investigation into laser−assisted electrochemical discharge machining of transparent insulating hard−brittle material. Micromachines 2020, 12, 22. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, C.; Wang, Y.; Ji, L.; Tang, J.; Ni, Q. Effects of Helical Tube Electrode Structure on Mixed Machining Product Transfer in Micro−Machining Channel during Tube Electrode High−Speed Electrochemical Discharge Machining. Micromachines 2019, 10, 634. [Google Scholar] [CrossRef] [Green Version]
- Wüthrich, R.; Bleuler, H. A model for electrode effects using percolation theory. Electrochim. Acta 2004, 49, 1547–1554. [Google Scholar] [CrossRef]
- Jain, V.K.; Dixit, P.M.; Pandey, P.M. On the analysis of the electrochemical spark machining process. Int. J. Mach. Tools Manu. 1999, 39, 165–186. [Google Scholar] [CrossRef]
- Bhattacharyya, B.; Doloi, B.N.; Sorkhel, S.K. Experimental investigations into electrochemical discharge machining (ECDM) of non−conductive ceramic materials. J. Mater. Process. Technol. 1999, 95, 145–154. [Google Scholar] [CrossRef]
- Allagui, A.; Wüthrich, R. Gas film formation time and gas film life time during electrochemical discharge phenomenon. Electrochim. Acta 2009, 54, 5336–5343. [Google Scholar] [CrossRef]
- Rashedul, I.M.; Zhang, Y.; Zhou, K.; Wang, G.; Xi, T.; Ji, L. Influence of different tool electrode materials on electrochemical discharge machining performances. Micromachines 2021, 12, 1077. [Google Scholar] [CrossRef]
- Wuthrich, R.; Hof, L.A.; Lal, A.; Fujisaki, K.; Bleuler, H.; Mandin, P.H.; Picard, G. Physical principles and miniaturization of spark assisted chemical engraving (SACE). J. Micromech. Microeng. 2005, 15, S268–S275. [Google Scholar] [CrossRef]
- Fascio, V.; Langen, H.; Bleuler, H.; Comninellis, C. Investigations of the spark−assisted chemical engraving. Electrochem. Commun. 2003, 5, 203–207. [Google Scholar] [CrossRef]
- Fascio, V.; Wuthrich, R.; Bleuler, H. Spark−assisted chemical engraving in the light of electrochemistry. Electrochim. Acta 2004, 49, 3997–4003. [Google Scholar] [CrossRef]
- Ziki, J.D.A.; Wüthrich, R. Forces exerted on the tool−electrode during constant−feed glass micro−drilling by spark assisted chemical engraving. Int. J. Mach. Tools Manu. 2013, 73, 47–54. [Google Scholar] [CrossRef]
- Maillard, P.; Despont, B.; Bleuler, H.; Wuthrich, R. Geometrical characterization of micro−holes drilled in glass by gravity−feed with spark−assisted chemical engraving (SACE). J. Micromech. Microeng. 2007, 17, 1343–1349. [Google Scholar] [CrossRef]
- Tang, W.; Kang, X.; Zhao, W. Enhancement of electrochemical discharge machining accuracy and surface integrity using side−insulated tool electrode with diamond coating. J. Micromech. Microeng. 2017, 27, 065013. [Google Scholar] [CrossRef]
- Crichton, I.M.; McGough, J.A. Studies of the discharge mechanisms in electrochemical arc machining. J. Appl. Electrochem. 1985, 115, 113–119. [Google Scholar] [CrossRef]
- Basak, I.; Ghosh, A. Mechanism of spark generation during electrochemical discharge machining: A theoretical model and experimental verification. J. Mater. Process. Technol. 1996, 62, 46–53. [Google Scholar] [CrossRef]
- Kulkarni, A.; Sharan, R.; Lal, G.K. An experimental study of discharge mechanism in electrochemical discharge machining. Int. J. Mach. Tools Manu. 2002, 42, 1121–1127. [Google Scholar] [CrossRef]
- Kang, X.; Tang, W. Micro−drilling in ceramic−coated Ni−superalloy by electrochemical discharge machining. J. Mater. Process. Technol. 2018, 255, 656–664. [Google Scholar] [CrossRef]
- Jiang, B.; Lan, S.; Ni, J.; Zhang, Z. Experimental investigation of spark generation in electrochemical discharge machining of non−conducting materials. J. Mater. Process. Technol. 2014, 214, 892–898. [Google Scholar] [CrossRef]
- Duong, T.H.; Kim, H.C. Electrochemical etching technique for tungsten electrodes with controllable profiles for micro−electrical discharge machining. Int. J. Precis. Eng. Man. 2015, 16, 1053–1060. [Google Scholar] [CrossRef]
- Mousa, M.; Allagui, A.; Ng, H.D.; Wüthrich, R. The effect of thermal conductivity of the tool electrode in spark−assisted chemical engraving gravity−feed micro−drilling. J. Micromech. Microeng. 2008, 19, 015010. [Google Scholar] [CrossRef]
- Yang, C.K.; Cheng, C.P.; Mai, C.C.; Wang, A.C.; Hung, J.C.; Yan, B.H. Effect of surface roughness of tool electrode materials in ECDM performance. Int. J. Mach. Tools Manu. 2010, 50, 1088–1096. [Google Scholar] [CrossRef]
- Ghosh, A. Electrochemical discharge machining: Principle and possibilities. Sadhana 1997, 22, 435–447. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | Parameters |
|---|---|
| Tool electrode polarity | Cathode |
| Tool electrode | Conical electrode |
| Tool electrode material | Tungsten |
| Tool electrode immersion depth | 1 mm |
| Electrolyte | 6 mol/L NaOH |
| Applied voltage | 30 V, 40 V |
| Frame rate | 10,000 fps |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, W.; Zhu, Y.; Kang, X.; Mao, C. Experimental Investigation of Discharge Phenomena in Electrochemical Discharge Machining Process. Micromachines 2023, 14, 367. https://doi.org/10.3390/mi14020367
Tang W, Zhu Y, Kang X, Mao C. Experimental Investigation of Discharge Phenomena in Electrochemical Discharge Machining Process. Micromachines. 2023; 14(2):367. https://doi.org/10.3390/mi14020367
Chicago/Turabian StyleTang, Weidong, Yuhao Zhu, Xiaoming Kang, and Cong Mao. 2023. "Experimental Investigation of Discharge Phenomena in Electrochemical Discharge Machining Process" Micromachines 14, no. 2: 367. https://doi.org/10.3390/mi14020367