
Statistical Analysis of Surface Roughness, Burr Formation and Tool Wear in High Speed Micro Milling of Inconel 600 Alloy under Cryogenic, Wet and Dry Conditions


Abstract
:1. Introduction
2. Materials and Methods
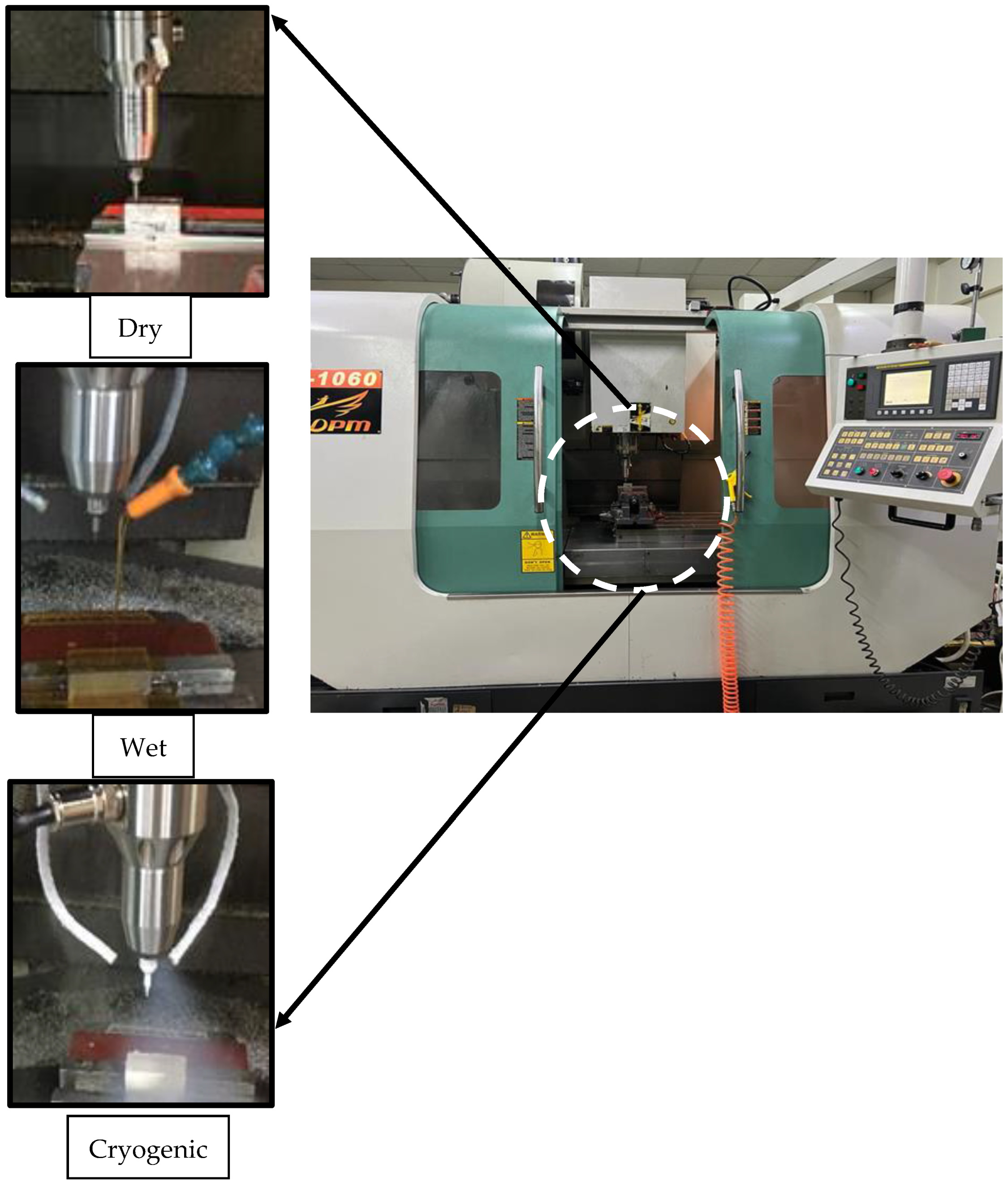
2.1. Experimental Set Up
2.2. Cutting Tool Specifications
2.3. Design of Experiments
2.4. Responses
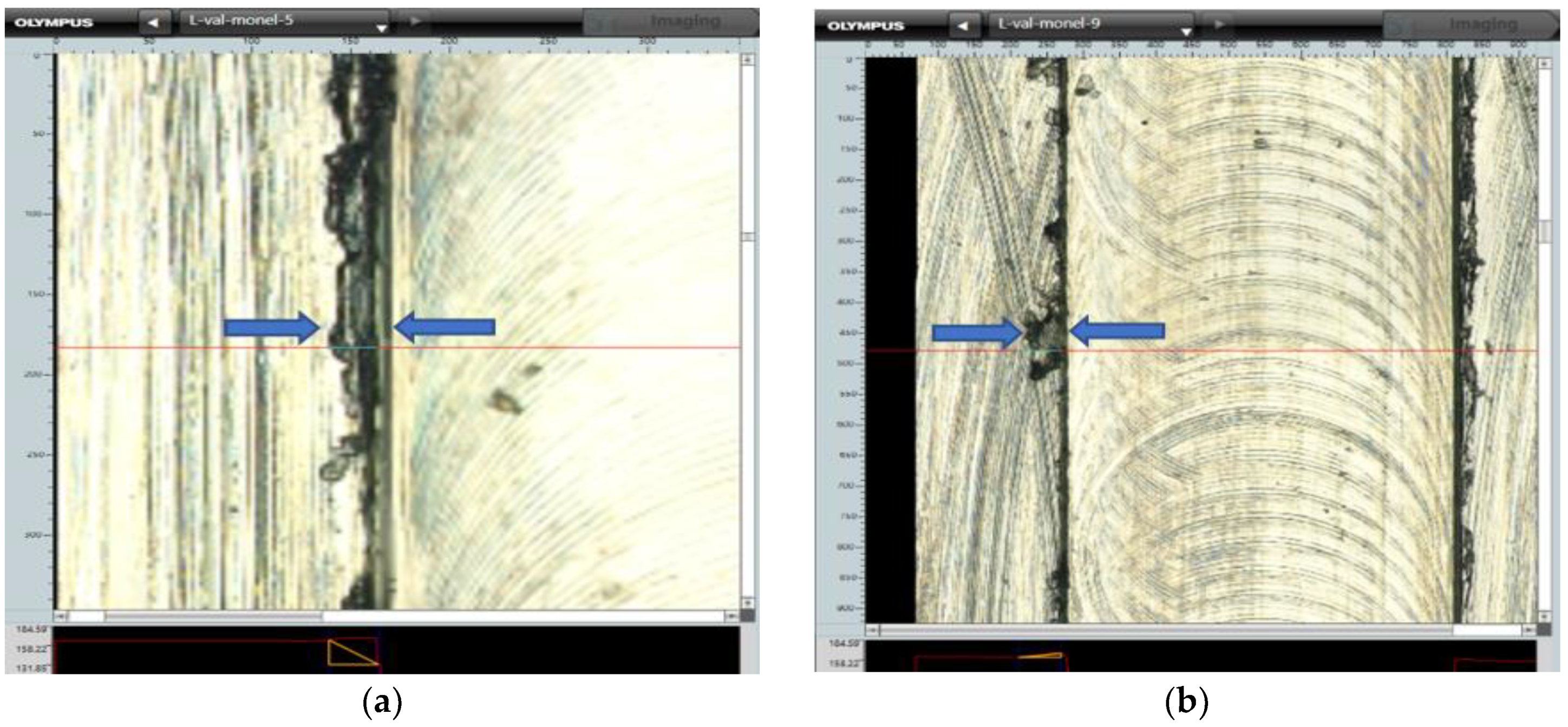
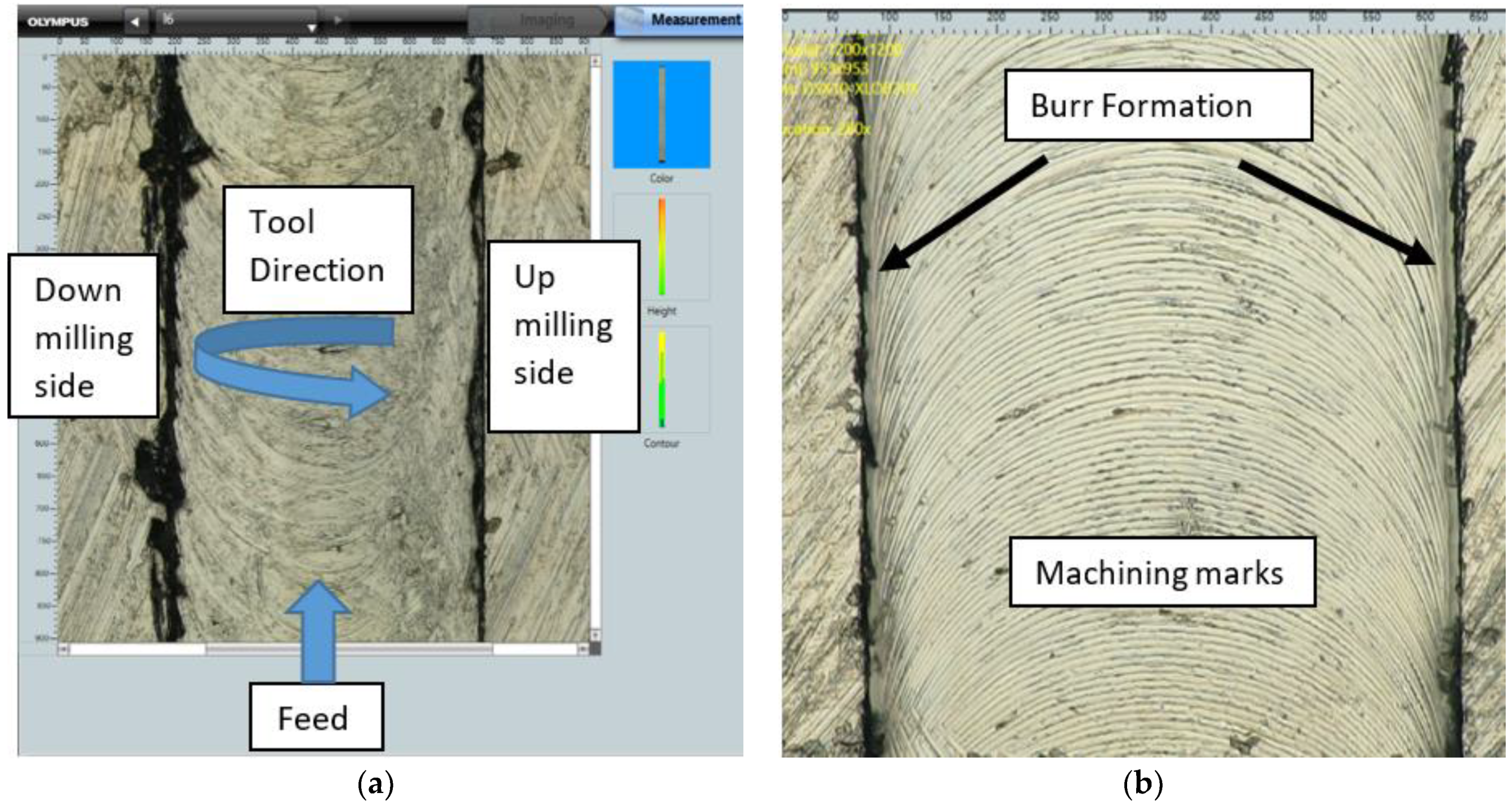
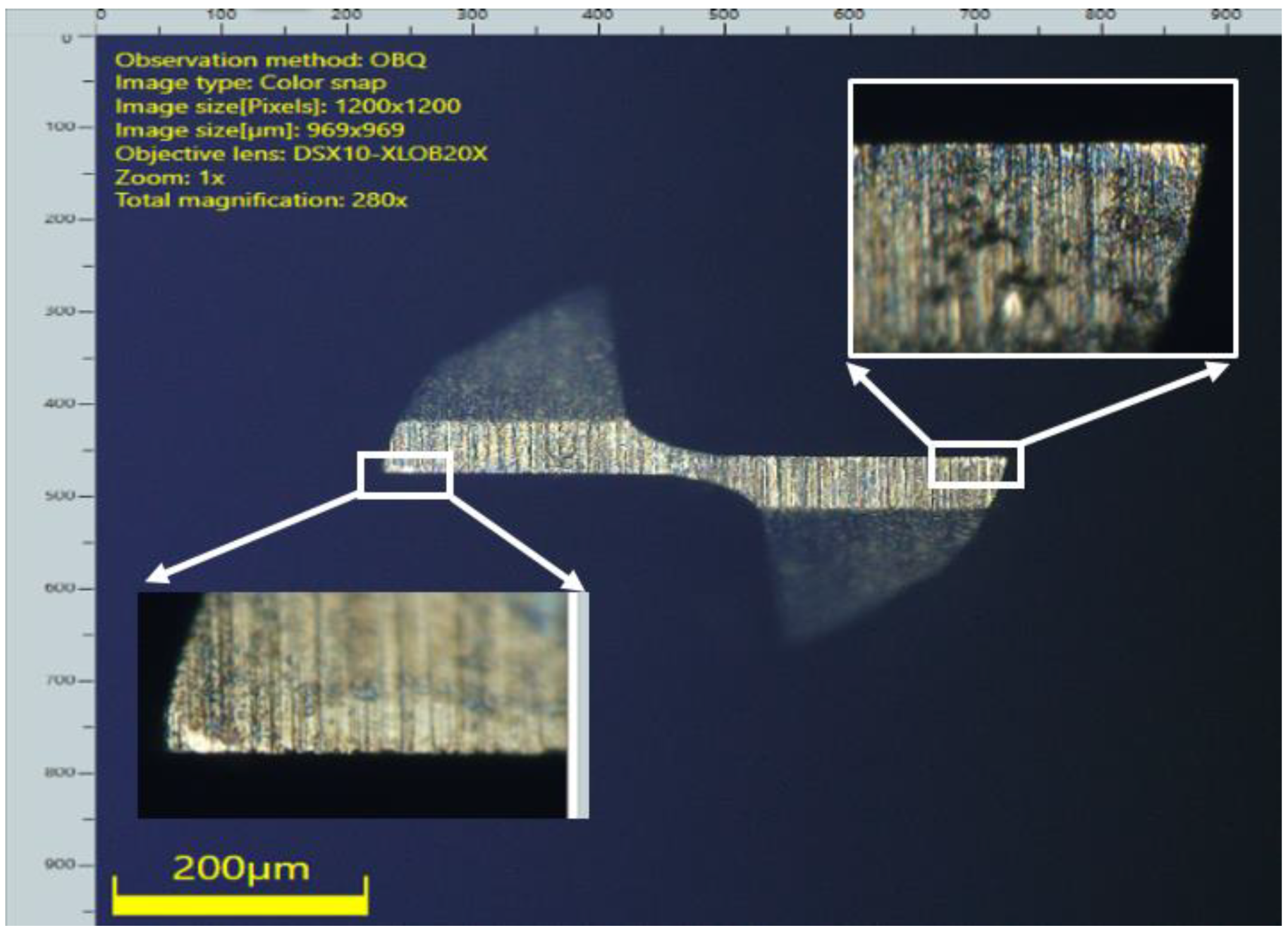
2.5. Burr Formation Measurement
2.6. Surface Roughness
2.7. Tool Wear
3. Results and Discussions
3.1. Application of ANOVA
3.2. Surface Roughness
3.3. Burr Formation
3.4. Tool Wear Analysis
4. Validation Experiments
5. Conclusions
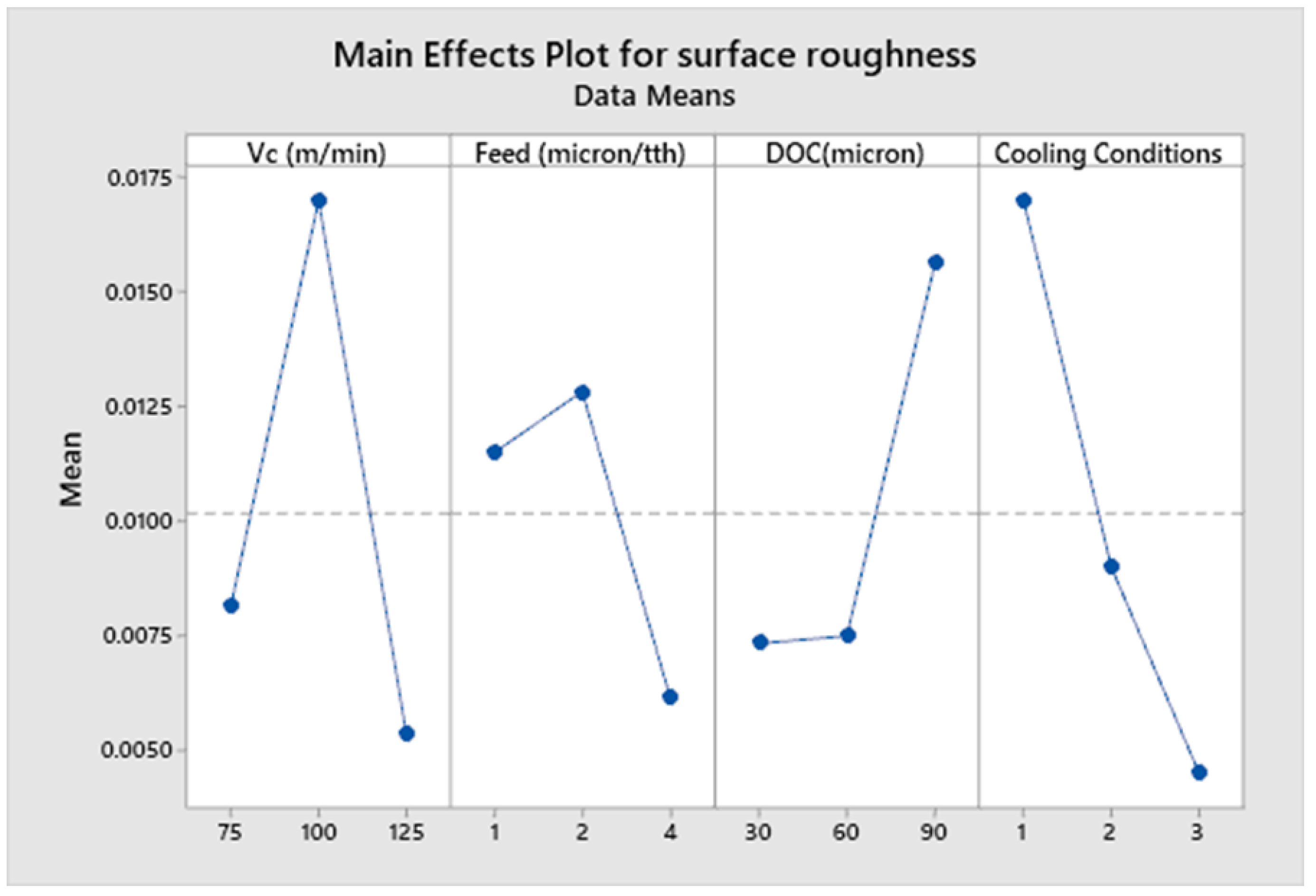
- ‘Cooling condition’ was found to be the most significant factor with a contribution ratio of 28.69% towards surface roughness, followed by the cutting speed at 26.50%.
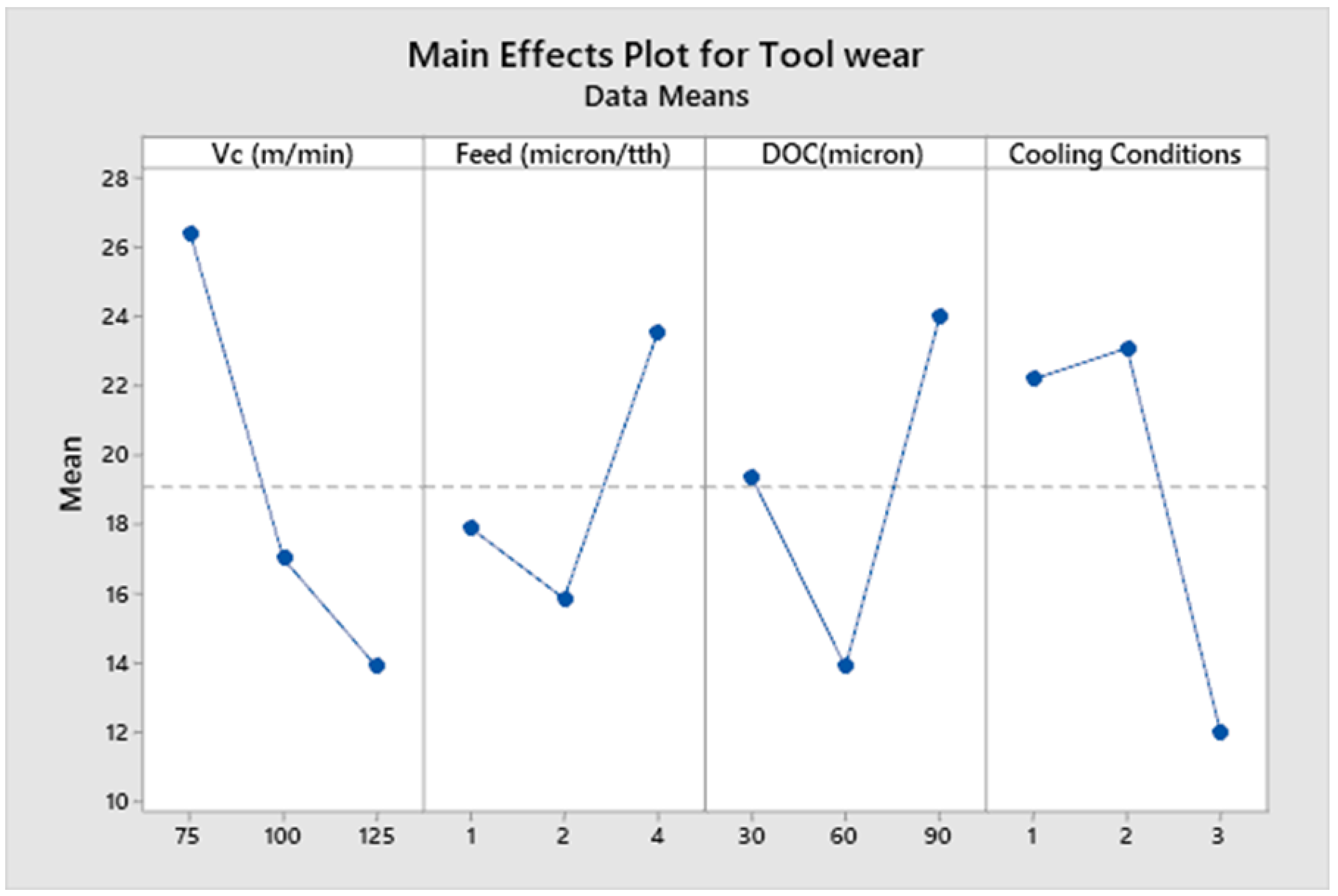
- Cutting speed had the highest contribution towards tool wear at 29.70%, followed by cooling media at 26.52%.
- Cryogenic cooling conditions produced the lowest value for tool wear at 10.49 µm, resulting in increased tool life, as confirmed in the validation results (tool wear 9.81 µm).
- Higher values of cutting speed, at 125 m/min, produced better surface roughness, with the minimum value of depth of cut at 30 µm, due to the lubricating effect the use of coolant had, improving the surface roughness.
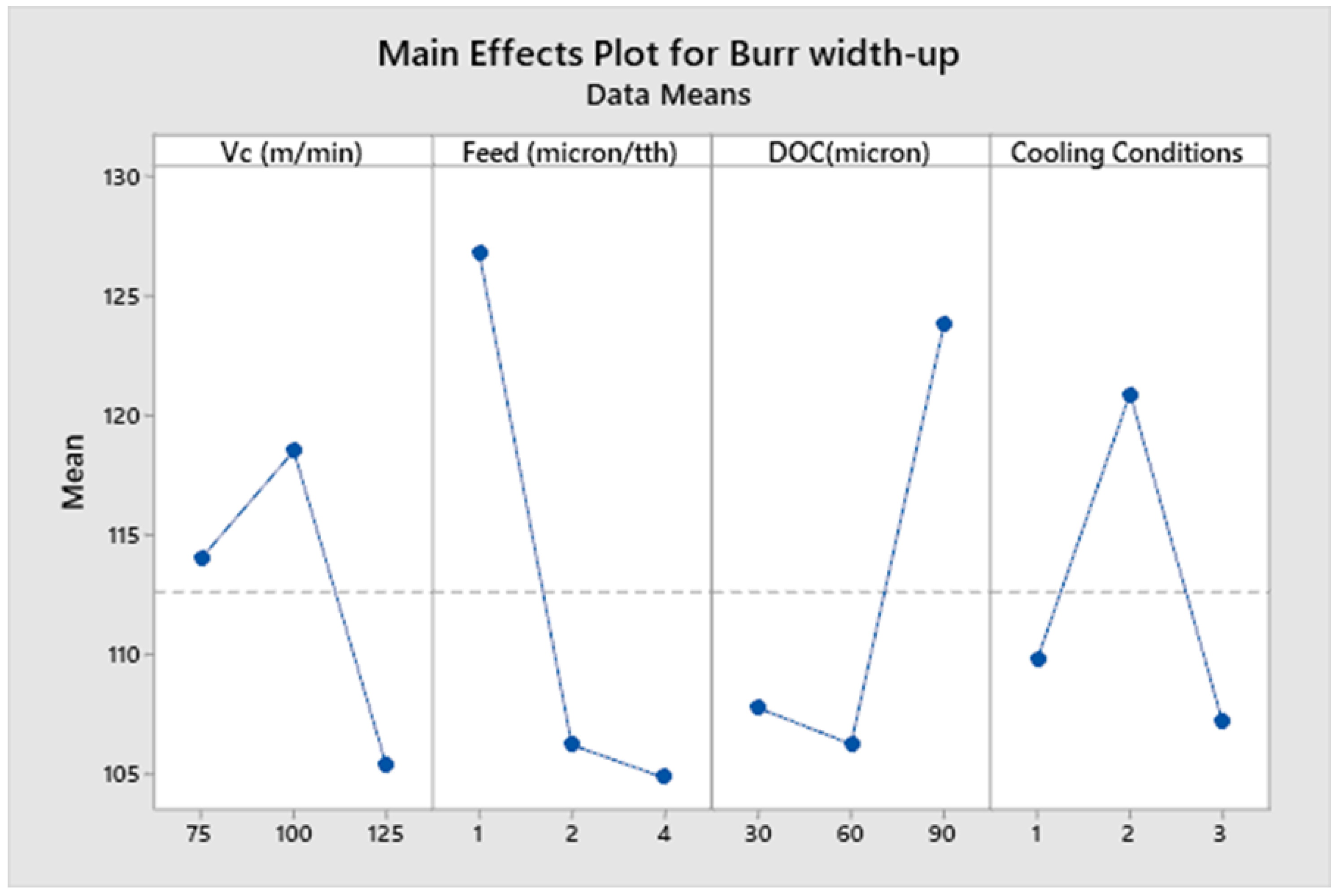
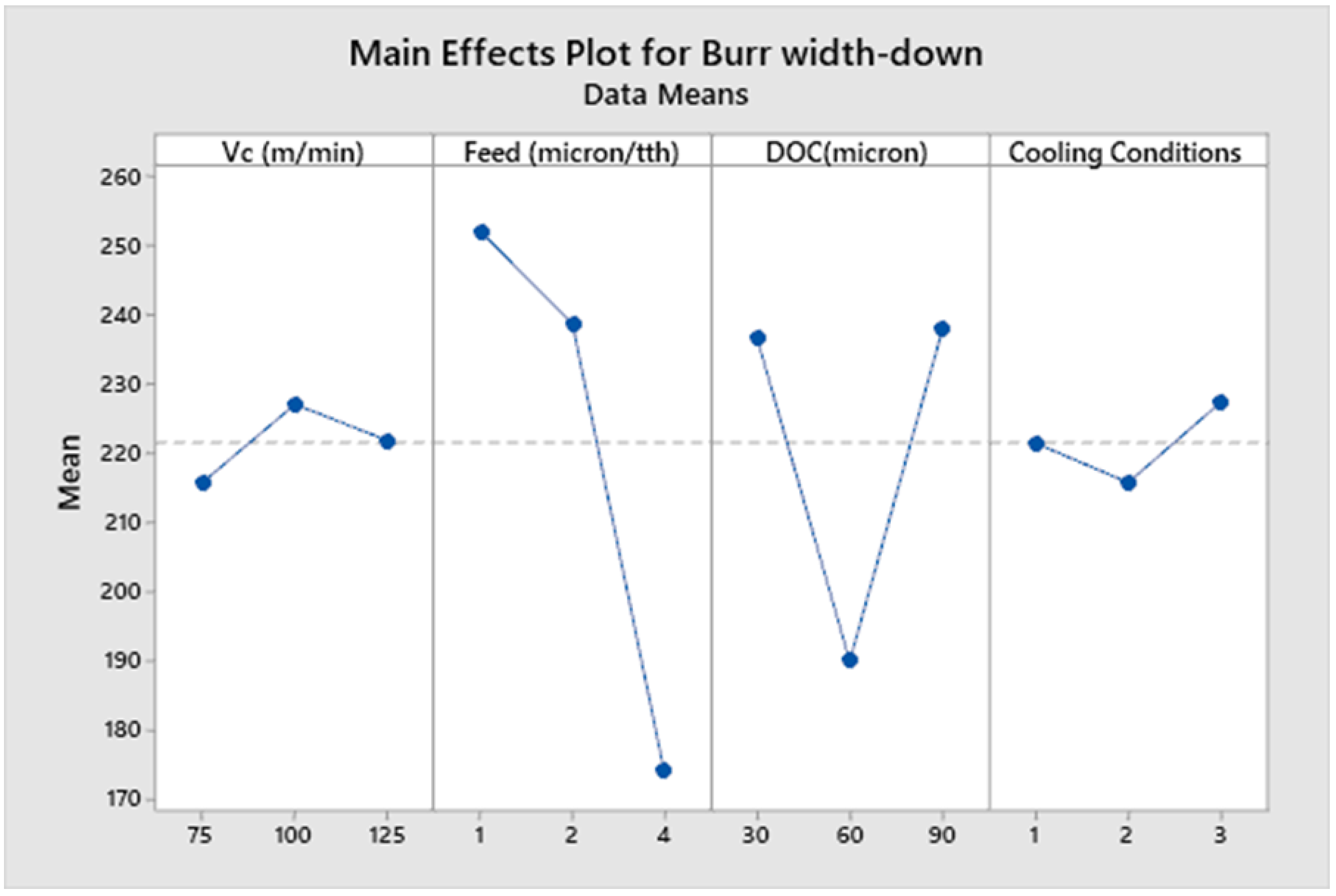
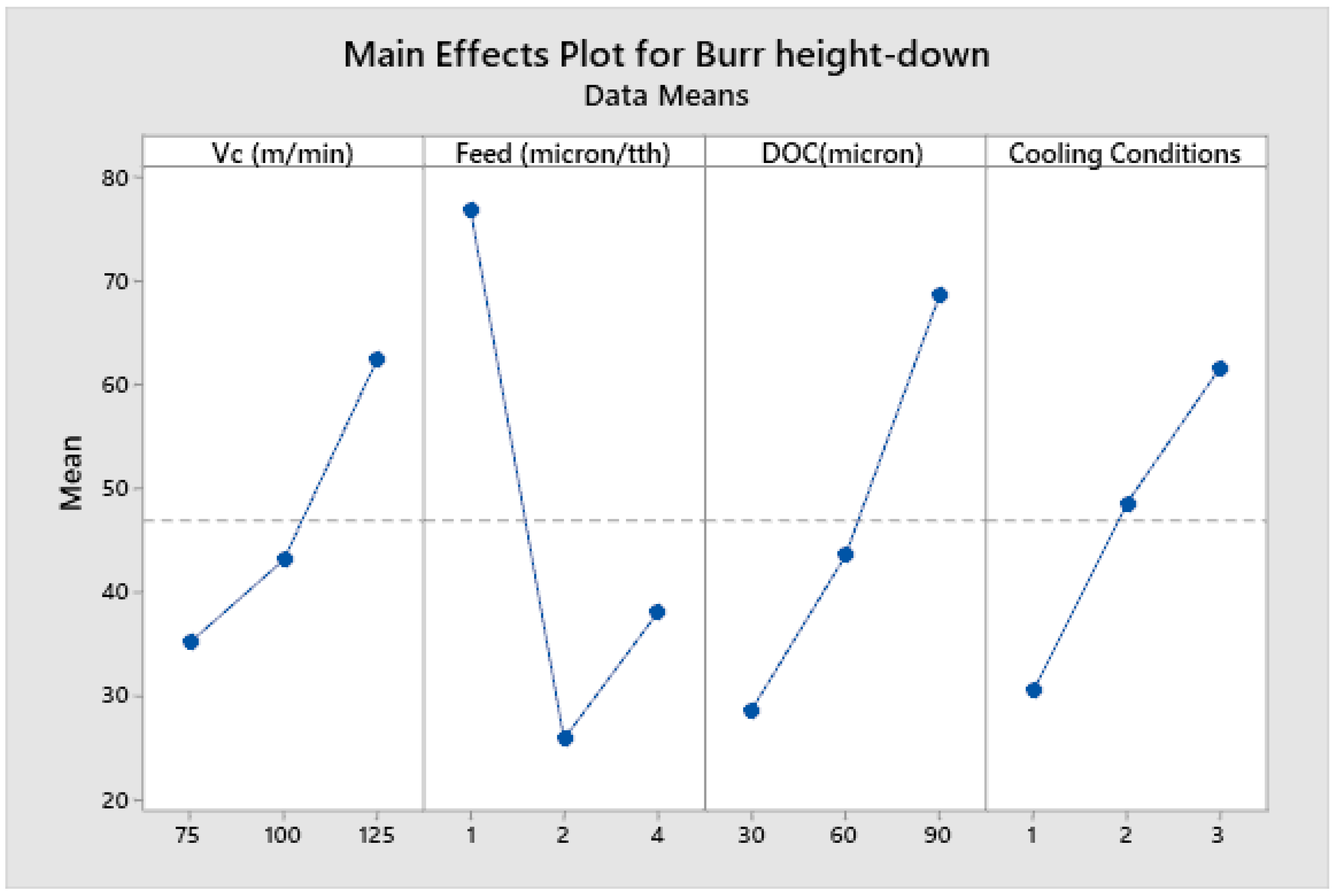
- Feed rate was found to be the parameter with the most significant effect on burr formation in both cases, i.e., up and down milling case, with the following contribution ratios:
- ◦
- Burr width- down milling case 66.21%
- ◦
- Burr height down milling case 43.88%
- ◦
- Burr width-up milling case 34.70%
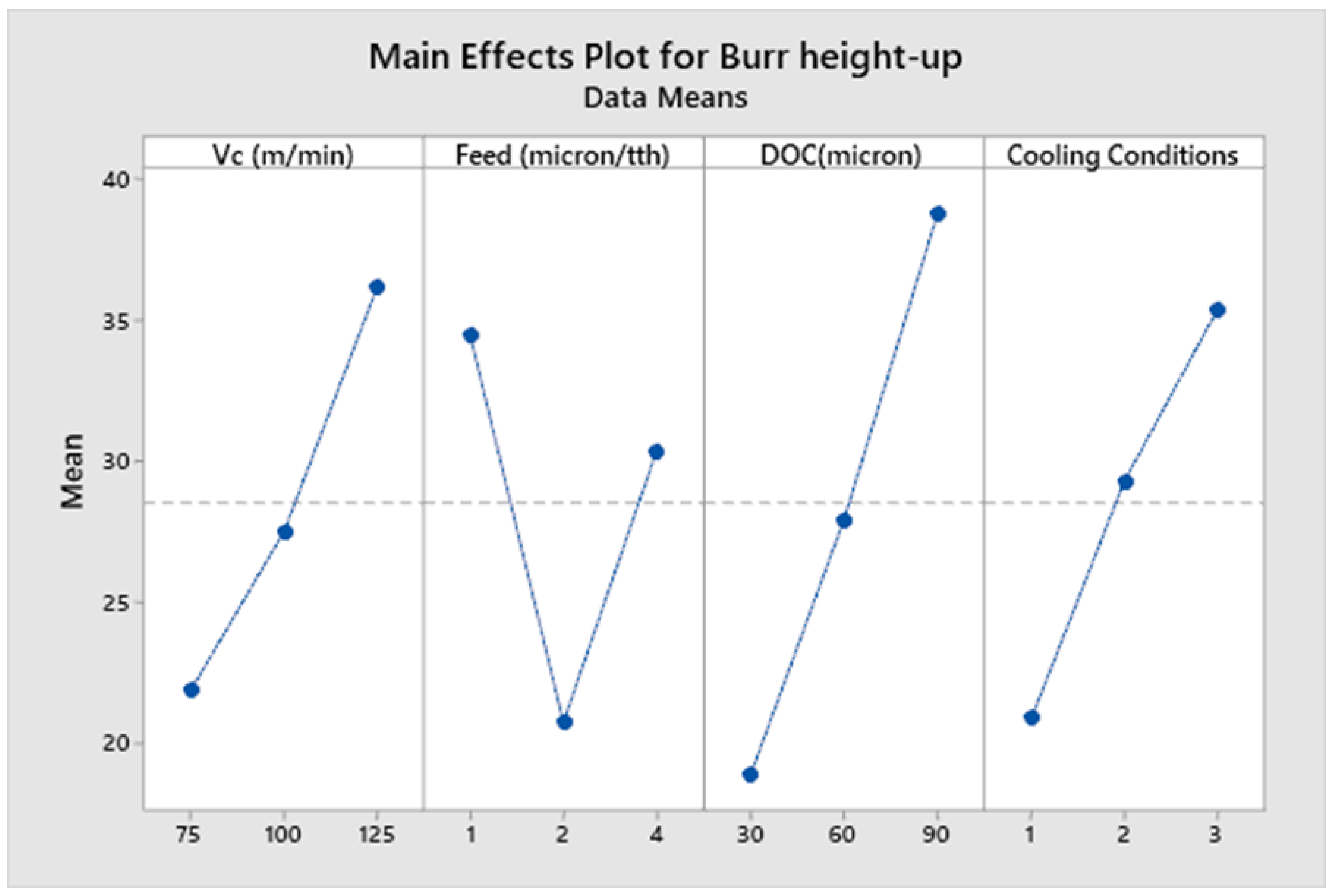
- Depth of cut was the most significant factor for burr height (up milling case), with a contribution ratio of 29.51%. The next significant factors towards burr formation with contribution ratios for both cases (up and down milling) were as follows:
- ◦
- Burr width down milling case 28.26%
- ◦
- Burr width-up milling case 21.77%
- A feed rate of 4 µm/tooth was selected above the cutting edge radius and gave the best surface finish, in comparison to work with a feed rate of 2 µm, below the cutting edge radius.
- The down milling side experienced the greater intensity of burr formation when compared to the up milling side, due to the larger localized velocity effect on the down milling side.
- Minimum burr width was achieved at a feed rate of 4 µm, above the cutting edge radius, while the minimum burr height was achieved at a feed rate of 2 µm, close to the cutting edge radius of 2.23 µm.
- An increased depth of cut at 90 µm results in poor surface finish, due to higher vibrations and cutting forces in the cutting zone of micro milling operations.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Aramcharoen, A.; Mativenga, P.T.; Yang, S.; Cooke, K.E.; Teer, D.G. Evaluation and selection of hard coatings for micro milling of hardened tool steel. Int. J. Mach. Tools Manuf. 2008, 48, 1578–1584. [Google Scholar] [CrossRef]
- Moges, T.M.; Desai, K.; Rao, P. Improved process geometry model with cutter runout and elastic recovery in micro-end milling. Procedia Manuf. 2016, 5, 478–494. [Google Scholar] [CrossRef] [Green Version]
- Balázs, B.; Szalay, T.; Takács, M. Investigation of micro milled surface characteristics. In Proceedings of the International Conference on Innovative Technologies, IN-TECH 2017, Ljubljana, Slovenia, 11–13 September 2017. [Google Scholar]
- Mittal, R.K.; Kulkarni, S.S.; Singh, R.K. Effect of lubrication on machining response and dynamic instability in high-speed micromilling of Ti-6Al-4V. J. Manuf. Process. 2017, 28, 413–421. [Google Scholar] [CrossRef]
- Beruvides, G.; Castaño, F.; Quiza, R.; Haber, R.E. Surface roughness modeling and optimization of tungsten–copper alloys in micro-milling processes. Measurement 2016, 86, 246–252. [Google Scholar] [CrossRef]
- Wang, K.; Zhang, Q.; Zhang, J. Evaluation of scale effect of micro electrical discharge machining system. J. Manuf. Process. 2019, 38, 174–178. [Google Scholar] [CrossRef]
- Kim, Y.-S.; Chu, C.-N. The effects of graphite powder on tool wear in micro electrical discharge machining. Procedia CIRP 2018, 68, 553–558. [Google Scholar] [CrossRef]
- Kuzin, V.V.; Fedorov, S.Y.; Szalay, T.; Farkas, B. Micromachining of a high-density current-conducting ceramic with the use of electrical-discharge machining. Part 1. Refract. Ind. Ceram. 2016, 57, 164–169. [Google Scholar] [CrossRef]
- Weng, F.; Liu, Y.; Chew, Y.; Yao, X.; Sui, S.; Tan, C.; Ng, F.L.; Bi, G. IN100 Ni-based superalloy fabricated by micro-laser aided additive manufacturing: Correlation of the microstructure and fracture mechanism. Mater. Sci. Eng. A 2020, 788, 139467. [Google Scholar] [CrossRef]
- Allegre, O.J.; Li, Z.; Li, L. Tailored laser vector fields for high-precision micro-manufacturing. CIRP Ann. 2019, 68, 193–196. [Google Scholar] [CrossRef]
- Derevyanko, D.I.; Shelkovnikov, V.V.; Orlova, N.A.; Goldenberg, B.G.; Lemzyakov, A.G.; Korolkov, V.P. Fabrication of high-aspect-ratio microstructures for LIGA-technology by sinchrotron radiation polymerisation of thetetraacrylate monomer. Phys. Procedia 2017, 86, 122–126. [Google Scholar] [CrossRef]
- Ma, Y.; Liu, W.; Liu, C. Research on the process of fabricating a multi-layer metal micro-structure based on UV-LIGA overlay technology. Nanotechnol. Precis. Eng. 2019, 2, 83–88. [Google Scholar] [CrossRef]
- Weck, M.; Fischer, S.; Vos, M. Fabrication of microcomponents using ultraprecision machine tools. Nanotechnology 1997, 8, 145. [Google Scholar] [CrossRef]
- Alting, L.; Kimura, F.; Hansen, H.N.; Bissacco, G. Micro engineering. CIRP Ann. 2003, 52, 635–657. [Google Scholar] [CrossRef]
- Tansel, I.; Nedbouyan, A.; Trujillo, M.; Tansel, B. Micro-end-milling—II. Extending tool life with a Smart Workpiece Holder (SWH). Int. J. Mach. Tools Manuf. 1998, 38, 1437–1448. [Google Scholar] [CrossRef]
- Tansel, I.N.; Arkan, T.T.; Bao, W.Y.; Mahendrakar, N.; Shisler, B.; Smith, D.; McCool, M. Tool wear estimation in micro-machining: Part I: Tool usage–cutting force relationship. Int. J. Mach. Tools Manuf. 2000, 40, 599–608. [Google Scholar] [CrossRef]
- Corbett, J.; McKeown, P.A.; Peggs, G.N.; Whatmore, R. Nanotechnology: International developments and emerging products. CIRP Ann. 2000, 49, 523–545. [Google Scholar] [CrossRef]
- Rangarajan, A.; Chu, C.-H.; Dornfeld, D. Avoiding tool exit in planar milling by adjusting width of cut. In ASME International Mechanical Engineering Congress and Exposition; American Society of Mechanical Engineers: New York, NY, USA, 2000. [Google Scholar]
- Thulukkanam, K. Classification of Heat Exchanger. In Heat Exchanger Design Handbook, 2nd ed.; CRC Press Taylor & Francis Group: Boca Raton, FL, USA, 2013; pp. 1–27. [Google Scholar]
- Czan, A.; Sajgalik, M.; Holubjak, J.; Zauskova, L.; Czanova, T.; Martikan, P. Identification of temperatures in cutting zone when dry machining of nickel alloy Inconel 718. Procedia Manuf. 2017, 14, 66–75. [Google Scholar] [CrossRef]
- Shokrani, A.; Dhokia, V.; Newman, S.T. Hybrid cooling and lubricating technology for CNC milling of Inconel 718 nickel alloy. Procedia Manuf. 2017, 11, 625–632. [Google Scholar] [CrossRef] [Green Version]
- Pawade, R.; Joshi, S.S.; Brahmanka. Effect of machining parameters and cutting edge geometry on surface integrity of high-speed turned Inconel 718. Int. J. Mach. Tools Manuf. 2008, 48, 15–28. [Google Scholar] [CrossRef]
- Donachie, M.J. Titanium: A Technical Guide; ASM international: Novelty, OH, USA, 2000. [Google Scholar]
- Ezugwu, E.; Bonney, J.; Yamane, Y. An overview of the machinability of aeroengine alloys. J. Mater. Process. Technol. 2003, 134, 233–253. [Google Scholar] [CrossRef]
- Kumar, S.; Singh, D.; Kalsi, N.S. Experimental investigations of surface roughness of Inconel 718 under different machining conditions. Mater. Today Proc. 2017, 4, 1179–1185. [Google Scholar] [CrossRef]
- Sugihara, T.; Enomoto, T. High speed machining of Inconel 718 focusing on tool surface topography of CBN tool. Procedia Manuf. 2015, 1, 675–682. [Google Scholar] [CrossRef] [Green Version]
- Garcia-Gonzalez, J.C.; Moscoso-Kingsley, W.; Madhavan, V. Tool rake face temperature distribution when machining ti6al4v and inconel 718. Procedia Manuf. 2016, 5, 1369–1381. [Google Scholar] [CrossRef] [Green Version]
- Abd Rahman, M.; Ali, M.Y.; Rosli, A.R.; Banu, A. Process Capability of High Speed Micro End-Milling of Inconel 718 with Minimum Quantity Lubrication. In IOP Conference Series: Materials Science and Engineering, Proceedings of the 3rd International Conference on Mechanical, Automotive and Aerospace Engineering 2016, Kuala Lumpur, Malaysia, 25–27 July 2016; IOP Publishing: Bristol, UK, 2017. [Google Scholar]
- Musfirah, A.; Ghani, J.; Haron, C.C. Tool wear and surface integrity of inconel 718 in dry and cryogenic coolant at high cutting speed. Wear 2017, 376, 125–133. [Google Scholar] [CrossRef]
- Abd Rahman, M.; Ali, M.Y.; Khairuddin, A.S. Effects on vibration and surface roughness in high speed micro End-milling of inconel 718 with Minimum quantity lubrication. In IOP Conference Series: Materials Science and Engineering, Proceedings of the 3rd International Conference on Mechanical, Automotive and Aerospace Engineering 2016, Kuala Lumpur, Malaysia, 25–27 July 2016; IOP Publishing: Bristol, UK, 2017. [Google Scholar]
- Bridges, P.; Magnus, B. Manufacture of Titanium Alloy Components for Aerospace and Military Applications; Research and Technology Organization: Paris, France, 2001. [Google Scholar]
- Simoneau, A.; Ng, E.; Elbestawi, M. Chip formation during microscale cutting of a medium carbon steel. Int. J. Mach. Tools Manuf. 2006, 46, 467–481. [Google Scholar] [CrossRef]
- Chae, J.; Park, S.; Freiheit, T. Investigation of micro-cutting operations. Int. J. Mach. Tools Manuf. 2006, 46, 313–332. [Google Scholar] [CrossRef]
- Bermingham, M.J.; Palanisamy, S.; Kent, D.; Dargusch, M.S. A comparison of cryogenic and high pressure emulsion cooling technologies on tool life and chip morphology in Ti–6Al–4V cutting. J. Mater. Process. Technol. 2012, 212, 752–765. [Google Scholar] [CrossRef]
- Sivaiah, P.; Chakradhar, D. Effect of cryogenic coolant on turning performance characteristics during machining of 17-4 PH stainless steel: A comparison with MQL, wet, dry machining. CIRP J. Manuf. Sci. Technol. 2018, 21, 86–96. [Google Scholar] [CrossRef]
- Sun, Y.; Huang, B.; Puleo, D.A.; Jawahir, I.S. Enhanced machinability of Ti-5553 alloy from cryogenic machining: Comparison with MQL and flood-cooled machining and modeling. Procedia CIRP 2015, 31, 477–482. [Google Scholar] [CrossRef] [Green Version]
- Kaynak, Y.; Lu, T.; Jawahir, I. Cryogenic machining-induced surface integrity: A review and comparison with dry, MQL, and flood-cooled machining. Mach. Sci. Technol. 2014, 18, 149–198. [Google Scholar] [CrossRef]
- Senevirathne, S.; Punchihewa, H. Comparison of tool life and surface roughness with MQL, flood cooling, and dry cutting conditions with P20 and D2 steel. In IOP Conference Series: Materials Science and Engineering, Proceedings of the 2017 International Conference on Materials and Intelligent Manufacturing (ICMIM 2017), Singapore, 21–23 August 2017; IOP Publishing: New York, NY, USA, 2017. [Google Scholar]
- Khatri, A.; Jahan, M.P. Investigating tool wear mechanisms in machining of Ti-6Al-4V in flood coolant, dry and MQL conditions. Procedia Manuf. 2018, 26, 434–445. [Google Scholar] [CrossRef]
- Aramcharoen, A. Influence of cryogenic cooling on tool wear and chip formation in turning of titanium alloy. Procedia CIRP 2016, 46, 83–86. [Google Scholar] [CrossRef] [Green Version]
- Bagherzadeh, A.; Budak, E. Investigation of machinability in turning of difficult-to-cut materials using a new cryogenic cooling approach. Tribol. Int. 2018, 119, 510–520. [Google Scholar] [CrossRef]
- Bermingham, M.J.; Kirsch, J.; Sun, S.; Palanisamy, S.; Dargusch, M.S. New observations on tool life, cutting forces and chip morphology in cryogenic machining Ti-6Al-4V. Int. J. Mach. Tools Manuf. 2011, 51, 500–511. [Google Scholar] [CrossRef]
- Bordin, A.; Bruschi, S.; Ghiotti, A.; Bariani, P.F. Analysis of tool wear in cryogenic machining of additive manufactured Ti6Al4V alloy. Wear 2015, 328, 89–99. [Google Scholar] [CrossRef]
- Lu, T.; Kudaravalli, R.; Georgiou, G. Cryogenic machining through the spindle and tool for improved machining process performance and sustainability: Pt. I, system design. Procedia Manuf. 2018, 21, 266–272. [Google Scholar] [CrossRef]
- Shokrani, A.; Dhokia, V.; Newman, S.T. Environmentally conscious machining of difficult-to-machine materials with regard to cutting fluids. Int. J. Mach. Tools Manuf. 2012, 57, 83–101. [Google Scholar] [CrossRef] [Green Version]
- Sreejith, P.; Ngoi, B. Dry machining: Machining of the future. J. Mater. Process. Technol. 2000, 101, 287–291. [Google Scholar] [CrossRef]
- Mia, M.; Gupta, M.K.; Lozano, J.A.; Carou, D.; Pimenov, D.Y.; Królczyk, G.; Khan, A.M.; Dhar, N.R. Multi-objective optimization and life cycle assessment of eco-friendly cryogenic N2 assisted turning of Ti-6Al-4V. J. Clean. Prod. 2019, 210, 121–133. [Google Scholar] [CrossRef]
- Hong, S.Y. Lubrication mechanisms of LN2 in ecological cryogenic machining. Mach. Sci. Technol. 2006, 10, 133–155. [Google Scholar] [CrossRef]
- Jawahir, I.S.; Attia, H.; Biermann, D.; Duflou, J.; Klocke, F.; Meyer, D.; Newman, S.T.; Pusavec, F.; Putz, M.; Rech, J.; et al. Cryogenic manufacturing processes. CIRP Ann. 2016, 65, 713–736. [Google Scholar] [CrossRef]
- Hong, S.Y.; Ding, Y. Cooling approaches and cutting temperatures in cryogenic machining of Ti-6Al-4V. Int. J. Mach. Tools Manuf. 2001, 41, 1417–1437. [Google Scholar] [CrossRef]
- Taguchi, G.; Yokoyama, Y. Taguchi Methods: Design of Experiments; American Supplier Institute Press: Dearbon, MI, USA, 1993; Volume 4. [Google Scholar]
- Ross, P.J. Taguchi Techniques for Quality Engineering: Loss Function, Orthogonal Experiments, Parameter and Tolerance Design; The National Academies of Sciences, Engineering, and Medicine: Washington, DC, USA, 1988. [Google Scholar]
- Ziegel, E.R. Taguchi Techniques for Quality Engineering; Taylor & Francis: Milton Park, UK, 1997. [Google Scholar]
- Black, J.; Kohser, R. Materials & Processes in Manufacturing; John Wiley & Sons Inc.: Hoboken, NJ, USA, 2008. [Google Scholar]
- Camposeco-Negrete, C. Optimization of cutting parameters using Response Surface Method for minimizing energy consumption and maximizing cutting quality in turning of AISI 6061 T6 aluminum. J. Clean. Prod. 2015, 91, 109–117. [Google Scholar] [CrossRef]
- Younas, M.; Jaffery, S.H.; Khan, M.; Khan, M.A.; Ahmad, R.; Mubashar, A.; Ali, L. Multi-objective optimization for sustainable turning Ti6Al4V alloy using grey relational analysis (GRA) based on analytic hierarchy process (AHP). Int. J. Adv. Manuf. Technol. 2019, 105, 1175–1188. [Google Scholar] [CrossRef]
- Kumar, S.R.; Kulkarni, S.K. Analysis of hard machining of titanium alloy by Taguchi method. Mater. Today Proc. 2017, 4, 10729–10738. [Google Scholar] [CrossRef]
- Davis, R.; Singh, V.; Priyanka, S. Optimization of process parameters of turning operation of EN 24 steel using Taguchi Design of Experiment Method. In Proceedings of the World Congress on Engineering, London, UK, 2–4 July 2014. [Google Scholar]
- Bajpai, V.; Kushwaha, A.K.; Singh, R.K. Burr formation and surface quality in high speed micromilling of titanium alloy (Ti6Al4V). In International Manufacturing Science and Engineering Conference; American Society of Mechanical Engineers: New York, NY, USA, 2013. [Google Scholar]
- Kim, D.H.; Lee, P.-H.; Lee, S.W. Experimental study on machinability of Ti-6Al-4V in micro end-milling. In Proceedings of the World Congress on Engineering, London, UK, 2–4 July 2014. [Google Scholar]
- Özel, T.; Thepsonthi, T.; Ulutan, D.; Kaftanoğlu, B. Experiments and finite element simulations on micro-milling of Ti–6Al–4V alloy with uncoated and cBN coated micro-tools. CIRP Ann. 2011, 60, 85–88. [Google Scholar] [CrossRef]
- Jaffery, S.H.; Khan, M.; Ali, L.; Mativenga, P.T. Statistical analysis of process parameters in micromachining of Ti-6Al-4V alloy. Proc. Inst. Mech. Eng. Part B: J. Eng. Manuf. 2016, 230, 1017–1034. [Google Scholar] [CrossRef]
- Dhar, N.; Kamruzzaman, M. Cutting temperature, tool wear, surface roughness and dimensional deviation in turning AISI-4037 steel under cryogenic condition. Int. J. Mach. Tools Manuf. 2007, 47, 754–759. [Google Scholar] [CrossRef]
- Strano, M.; Chiappini, E.; Tirelli, S.; Albertelli, P.; Monno, M. Comparison of Ti6Al4V machining forces and tool life for cryogenic versus conventional cooling. Proc. Inst. Mech. Eng. Part B: J. Eng. Manuf. 2013, 227, 1403–1408. [Google Scholar] [CrossRef]
- Mia, M.; Khan, M.A.; Rahman, S.S.; Dhar, N.R. Mono-objective and multi-objective optimization of performance parameters in high pressure coolant assisted turning of Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2017, 90, 109–118. [Google Scholar] [CrossRef]
- Mia, M.; Dhar, N.R. Prediction of surface roughness in hard turning under high pressure coolant using Artificial Neural Network. Measurement 2016, 92, 464–474. [Google Scholar] [CrossRef]
- Yuan, S.M.; Yan, L.T.; Liu, W.D.; Liu, Q. Effects of cooling air temperature on cryogenic machining of Ti–6Al–4V alloy. J. Mater. Process. Technol. 2011, 211, 356–362. [Google Scholar] [CrossRef]
- Kiswanto, G.; Zariatin, D.; Ko, T. The effect of spindle speed, feed-rate and machining time to the surface roughness and burr formation of Aluminum Alloy 1100 in micro-milling operation. J. Manuf. Process. 2014, 16, 435–450. [Google Scholar] [CrossRef]
- Mian, A.; Driver, N.; Mativenga, P. Identification of factors that dominate size effect in micro-machining. Int. J. Mach. Tools Manuf. 2011, 51, 383–394. [Google Scholar] [CrossRef]
- Moiz, M. The Influence of Grain Size on Mechanical Properties of Inconel 718. Master’s Thesis, Linköping University, Linköping, Sweden, 2013. [Google Scholar]
- De Oliveira, F.B.; Rodrigues, A.R.; Coelho, R.T.; De Souza, A.F. Size effect and minimum chip thickness in micromilling. Int. J. Mach. Tools Manuf. 2015, 89, 39–54. [Google Scholar] [CrossRef]
- Takacs, M.; Verö, B.; Meszaros, I. Micromilling of metallic materials. J. Mater. Process. Technol. 2003, 138, 152–155. [Google Scholar] [CrossRef]
- Jaffery, S.H.I.; Mativenga, P.T. Wear mechanisms analysis for turning Ti-6Al-4V—Towards the development of suitable tool coatings. Int. J. Adv. Manuf. Technol. 2012, 58, 479–493. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Inconel 600 | Monel 400 | Inconel 718 | Ti-6Al-4V | |
|---|---|---|---|---|
| Density (gcm−3) | 8.4 | 8.8 | 8.2 | 4.5 |
| Hardness (HB) | 360 | 110–150 | 390 | 320 |
| Tensile strength (MPa) | 1050 | 512–620 | 1600 | 950 |
| Elastic modulus (GPa) | 205 | 179 | 205 | 113.8 |
| % Elongation | 25–30 | 48 | 15 | 14 |
| Thermal conductivity (W m−1 K−1) | 10 | 21.8 | 11.4 | 6.7 |
| Ni | Cr | Mn | Si | Fe | S | C |
|---|---|---|---|---|---|---|
| 72 | 16 | 1.0 | 0.5 | 8.0 | 0.015 | 0.15 |
| Work Piece Material | Inconel 600 |
|---|---|
| Cutting length (mm) | 10 mm |
| Cutting conditions | Dry wet and crogenic |
| Milling type | Full immersion |
| Tool diameter (mm) | 0.5 |
| Number of Flutes | 2 |
| Detail | Information |
|---|---|
| Brand | North Carbide Tools |
| Type | End mill |
| Material | Tungsten carbide |
| Diameter (mm) | 0.5 |
| Number of flutes | 2 |
| Rockwell hardness (HRC) | 60 |
| Overall length (mm) | 50 |
| Helix angle (°) | 35 |
| Blade length (mm) | 1 |
| Cobalt content (%) | 12 |
| Parameters | Units | Level 1 | Level 2 | Level 3 |
|---|---|---|---|---|
| Cutting Speed (Vc) | m/min | 75 | 100 | 125 |
| Feed Rate (F) | µm/tooth | 1 | 2 | 4 |
| Depth of cut (ap) | µm | 30 | 60 | 90 |
| Cutting conditions | - | Dry | Wet | Cryogenic |
| Parameters | Formula | Value | Remarks |
|---|---|---|---|
| Depth of cut (ap) | Dia of tool × (0.25 to 0.05) | - | Cutter diameter = 0.5 mm (500 micron) |
| Minimum ap | 0.5 × 0.05 | 0.025 µm | |
| Maximum ap | 0.5 × 0.25 | 125 µm |
| Input Parameters | Response Parameters | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Test | Cutting Speed Vc (m/min) | Feed (F) (µm/tooth) | DoC (ap) (µm) | Cutting Conditions | Surface Rough-ness (Ra-µm) | Burr Width Up Milling (µm) | Burr Width Down Milling (µm) | Burr Height Up Milling (µm) | Burr Height Down Milling (µm) | Tool Wear (µm) |
| 1 | 75 | 1 | 30 | dry | 0.0135 | 120.533 | 261.3435 | 10.4875 | 30.4205 | 28.562 |
| 2 | 100 | 1 | 60 | wet | 0.0145 | 134.5785 | 220.2745 | 33.629 | 71.3025 | 14.6005 |
| 3 | 125 | 1 | 90 | cryogenic | 0.0065 | 125.272 | 274.506 | 59.267 | 128.8035 | 10.49 |
| 4 | 75 | 2 | 60 | cryogenic | 0.0025 | 95.7775 | 207.222 | 20.372 | 25.5075 | 10.879 |
| 5 | 100 | 2 | 90 | dry | 0.032 | 120.506 | 260.458 | 22.3805 | 27.374 | 21.75 |
| 6 | 125 | 2 | 30 | wet | 0.004 | 102.37 | 248.327 | 19.4915 | 24.718 | 14.914 |
| 7 | 75 | 4 | 90 | wet | 0.0085 | 125.713 | 178.7195 | 34.799 | 49.6515 | 39.67 |
| 8 | 100 | 4 | 30 | cryogenic | 0.0045 | 100.408 | 200.459 | 26.5255 | 30.6545 | 14.6165 |
| 9 | 125 | 4 | 60 | dry | 0.0055 | 88.3915 | 117.629 | 29.7705 | 33.7165 | 16.2065 |
| Source | DF | Seq SS | Adj SS | Adj MS | F-Value | p-Value | Contribution |
|---|---|---|---|---|---|---|---|
| Vc (m/min) | 2 | 0.000444 | 0.000444 | 0.000222 | 6.07 | 0.021 | 26.50% |
| Feed (micron/tth) | 2 | 0.000149 | 0.000149 | 0.000075 | 2.04 | 0.186 | 8.91% |
| DOC (micron) | 2 | 0.000272 | 0.000272 | 0.000136 | 3.72 | 0.066 | 16.24% |
| Cooling Conditions | 2 | 0.000481 | 0.000481 | 0.000241 | 6.57 | 0.017 | 28.69% |
| Error | 9 | 0.000330 | 0.000330 | 0.000037 | 19.65% | ||
| Total | 17 | 0.001677 | 100.00% |
| Source | DF | Seq SS | Adj SS | Adj MS | F-Value | p-Value | Contribution |
|---|---|---|---|---|---|---|---|
| Vc (m/min) | 2 | 536.4 | 536.4 | 268.2 | 2.19 | 0.168 | 10.26% |
| Feed (micron/tth) | 2 | 1814.8 | 1814.8 | 907.4 | 7.40 | 0.013 | 34.70% |
| DOC (micron) | 2 | 1138.7 | 1138.7 | 569.3 | 4.64 | 0.041 | 21.77% |
| Cooling Conditions | 2 | 636.8 | 636.8 | 318.4 | 2.60 | 0.129 | 12.17% |
| Error | 9 | 1103.9 | 1103.9 | 122.7 | 21.10% | ||
| Total | 17 | 5230.6 | 100.00% |
| Source | DF | Seq SS | Adj SS | Adj MS | F-Value | p-Value | Contribution |
|---|---|---|---|---|---|---|---|
| Vc (m/min) | 2 | 383.9 | 383.9 | 191.9 | 1.80 | 0.220 | 1.21% |
| Feed (micron/tth) | 2 | 20,939.3 | 20,939.3 | 10,469.7 | 98.36 | 0.000 | 66.21% |
| DOC (micron) | 2 | 8938.4 | 8938.4 | 4469.2 | 41.98 | 0.000 | 28.26% |
| Cooling Conditions | 2 | 405.3 | 405.3 | 202.6 | 1.90 | 0.204 | 1.28% |
| Error | 9 | 958.0 | 958.0 | 106.4 | 3.03% | ||
| Total | 17 | 31,624.9 | 100.00% |
| Source | DF | Seq SS | Adj SS | Adj MS | F-Value | p-Value | Contribution |
|---|---|---|---|---|---|---|---|
| Vc (m/min) | 2 | 621.9 | 621.9 | 310.9 | 2.76 | 0.116 | 15.28% |
| Feed (micron/tth) | 2 | 594.6 | 594.6 | 297.3 | 2.64 | 0.126 | 14.61% |
| DOC (micron) | 2 | 1200.9 | 1200.9 | 600.5 | 5.32 | 0.030 | 29.51% |
| Cooling Conditions | 2 | 637.0 | 637.0 | 318.5 | 2.82 | 0.112 | 15.65% |
| Error | 9 | 1015.4 | 1015.4 | 112.8 | 24.95% | ||
| Total | 17 | 4069.8 | 100.00% |
| Source | DF | Seq SS | Adj SS | Adj MS | F-Value | p-Value | Contribution |
|---|---|---|---|---|---|---|---|
| Vc (m/min) | 2 | 2352.3 | 2352.3 | 1176.16 | 15.40 | 0.001 | 12.13% |
| Feed (micron/tth) | 2 | 8508.1 | 8508.1 | 4254.05 | 55.69 | 0.000 | 43.88% |
| DOC (micron) | 2 | 4906.7 | 4906.7 | 2453.35 | 32.12 | 0.000 | 25.30% |
| Cooling Conditions | 2 | 2935.8 | 2935.8 | 1467.90 | 19.22 | 0.001 | 15.14% |
| Error | 9 | 687.4 | 687.4 | 76.38 | 3.55% | ||
| Total | 17 | 19,390.4 | 100.00% |
| Source | DF | Seq SS | Adj SS | Adj MS | F-Value | p-Value | Contribution |
|---|---|---|---|---|---|---|---|
| Vc (m/min) | 2 | 508.0 | 508.0 | 253.99 | 8.95 | 0.007 | 29.70% |
| Feed (micron/tth) | 2 | 188.4 | 188.4 | 94.18 | 3.32 | 0.083 | 11.01% |
| DOC (micron) | 2 | 305.2 | 305.2 | 152.62 | 5.38 | 0.029 | 17.84% |
| Cooling Conditions | 2 | 453.7 | 453.7 | 226.84 | 8.00 | 0.010 | 26.52% |
| Error | 9 | 255.3 | 255.3 | 28.36 | 14.92% | ||
| Total | 17 | 1710.5 | 100.00% |
| Test | Cutting Speed (Vc) (m/min) | Feed (F) (µm/ tooth) | DOC (ap) µm | Cooling Conditions | Type | Output Parameters | Run 1 | Run 2 | Average |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 125 | 4 | 30 | cryogenic | Best | Surface roughness | 0.001 | 0.0032 | 0.0021 |
| 2 | 100 | 2 | 90 | dry | Worst | Surface roughness | 0.038 | 0.026 | 0.032 |
| 3 | 125 | 4 | 60 | dry | Best | Burr width up milling | 100.955 | 75.828 | 88.3915 |
| 4 | 100 | 1 | 90 | wet | Worst | Burr width up milling | 146.276 | 185.724 | 166.00 |
| 5 | 75 | 4 | 60 | wet | Best | Burr width down milling | 116.230 | 101.578 | 108.904 |
| 6 | 100 | 1 | 90 | cryogenic | Worst | Burr width down milling | 399.588 | 458.236 | 428.912 |
| 7 | 75 | 2 | 30 | dry | Best | Burr height up milling | 10.426 | 7.454 | 8.94 |
| 8 | 125 | 1 | 90 | cryogenic | Worst | Burr height up milling | 72.813 | 45.721 | 59.267 |
| 9 | 75 | 2 | 30 | dry | Best | Burr height down milling | 30.582 | 10.294 | 20.438 |
| 10 | 125 | 1 | 90 | cryogenic | Worst | Burr height down milling | 136.953 | 120.654 | 128.804 |
| 11 | 125 | 2 | 60 | cryogenic | Best | Tool wear | 14.204 | 5.428 | 9.816 |
| 12 | 75 | 4 | 90 | wet | Worst | Tool wear | 39.998 | 39.342 | 39.67 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baig, A.; Jaffery, S.H.I.; Khan, M.A.; Alruqi, M. Statistical Analysis of Surface Roughness, Burr Formation and Tool Wear in High Speed Micro Milling of Inconel 600 Alloy under Cryogenic, Wet and Dry Conditions. Micromachines 2023, 14, 13. https://doi.org/10.3390/mi14010013
Baig A, Jaffery SHI, Khan MA, Alruqi M. Statistical Analysis of Surface Roughness, Burr Formation and Tool Wear in High Speed Micro Milling of Inconel 600 Alloy under Cryogenic, Wet and Dry Conditions. Micromachines. 2023; 14(1):13. https://doi.org/10.3390/mi14010013
Chicago/Turabian StyleBaig, Amjad, Syed Husain Imran Jaffery, Muhammad Ali Khan, and Mansoor Alruqi. 2023. "Statistical Analysis of Surface Roughness, Burr Formation and Tool Wear in High Speed Micro Milling of Inconel 600 Alloy under Cryogenic, Wet and Dry Conditions" Micromachines 14, no. 1: 13. https://doi.org/10.3390/mi14010013