
Experimental Study on Surface Integrity of Solar Cell Silicon Wafers Sliced by Electrochemical Multi-Wire Saw

Abstract
:1. Introduction
2. Experimental Design
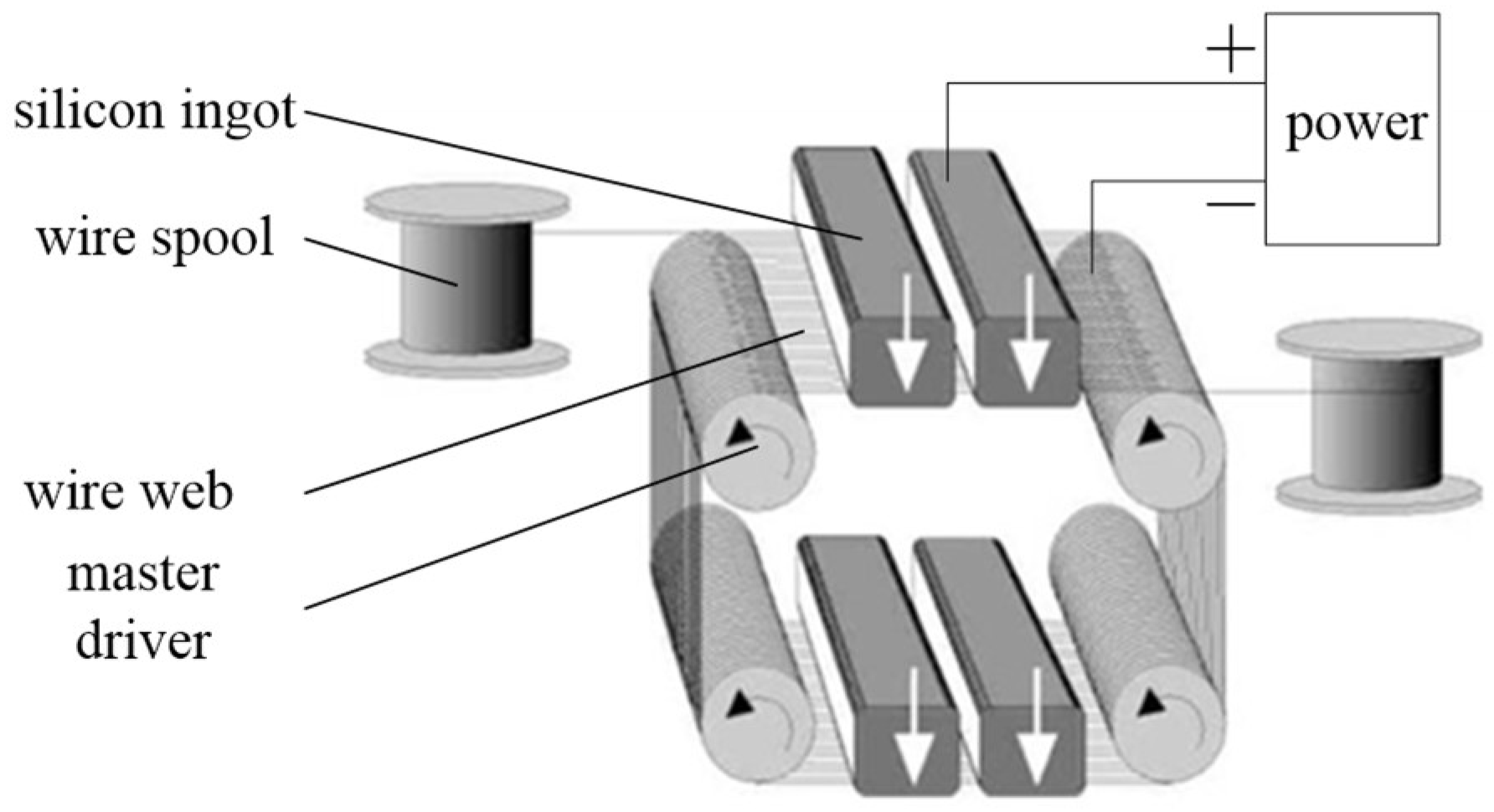
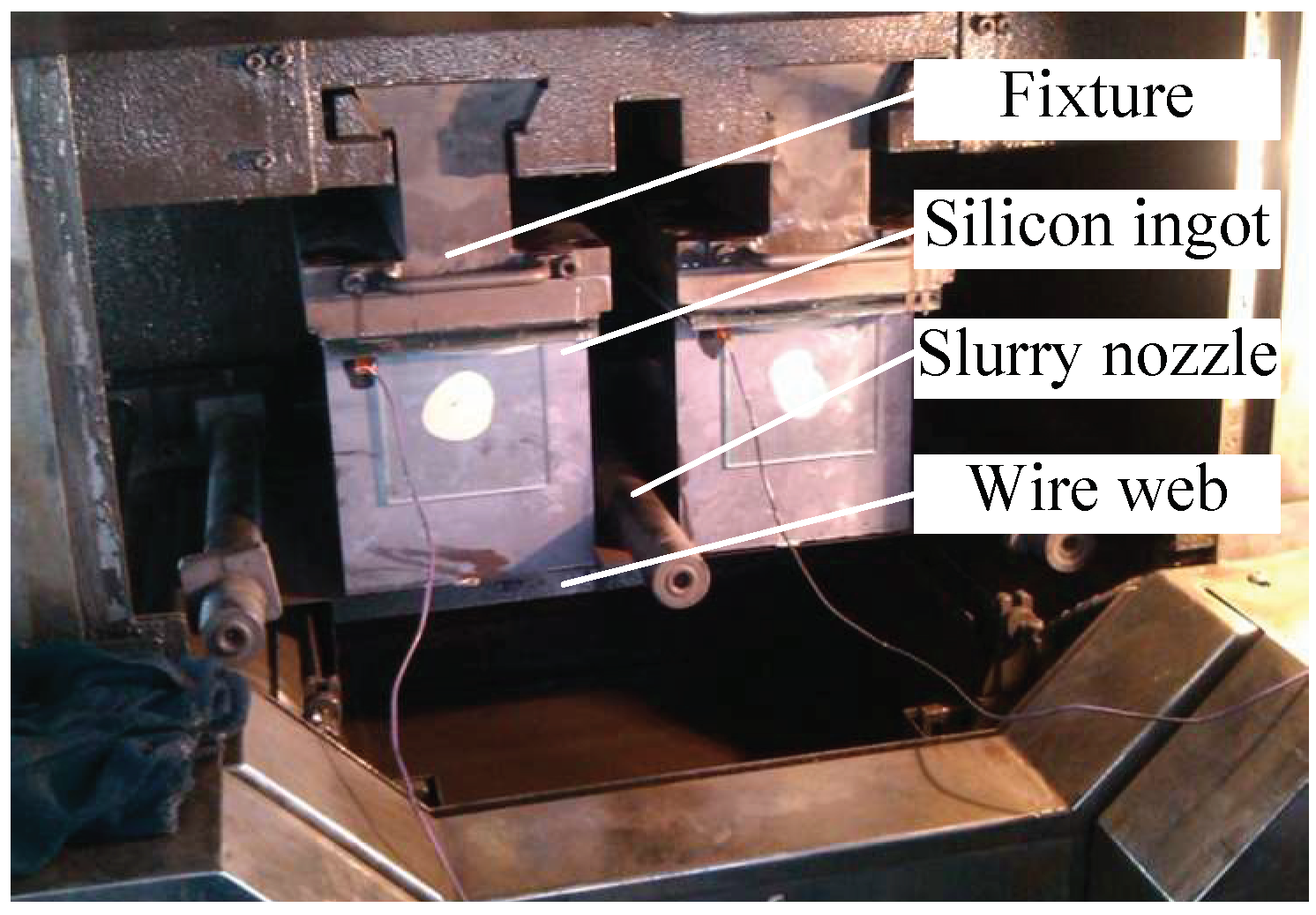
2.1. Experimental Setup
2.2. Quality Measurement
3. Results and Discussion
3.1. Statistics and Analysis of Machining Accuracy
3.1.1. Statistics and Analysis of Qualified Rate
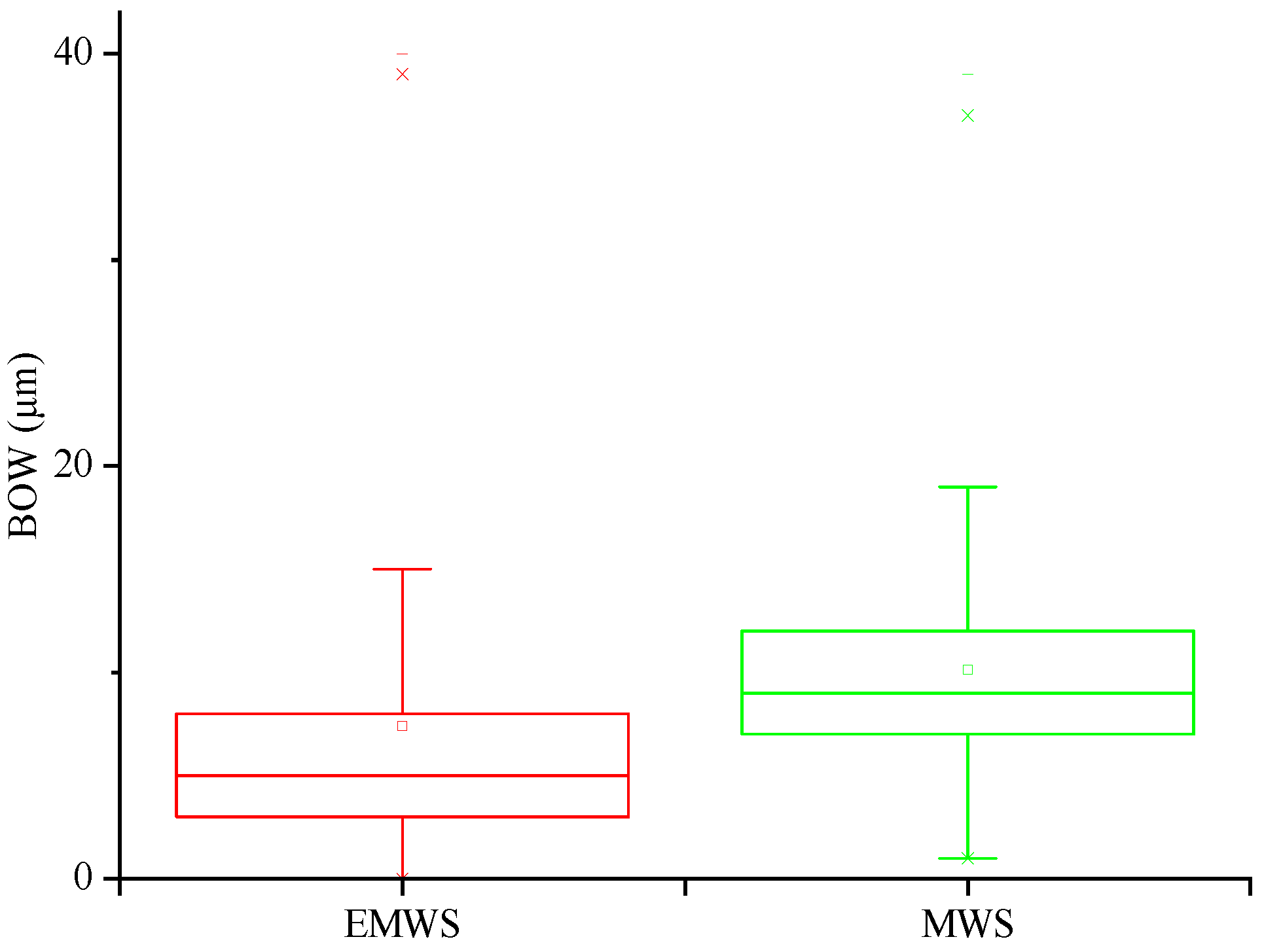
3.1.2. Statistics and Analysis of Bow
3.2. Detection and Analysis of Microstructure
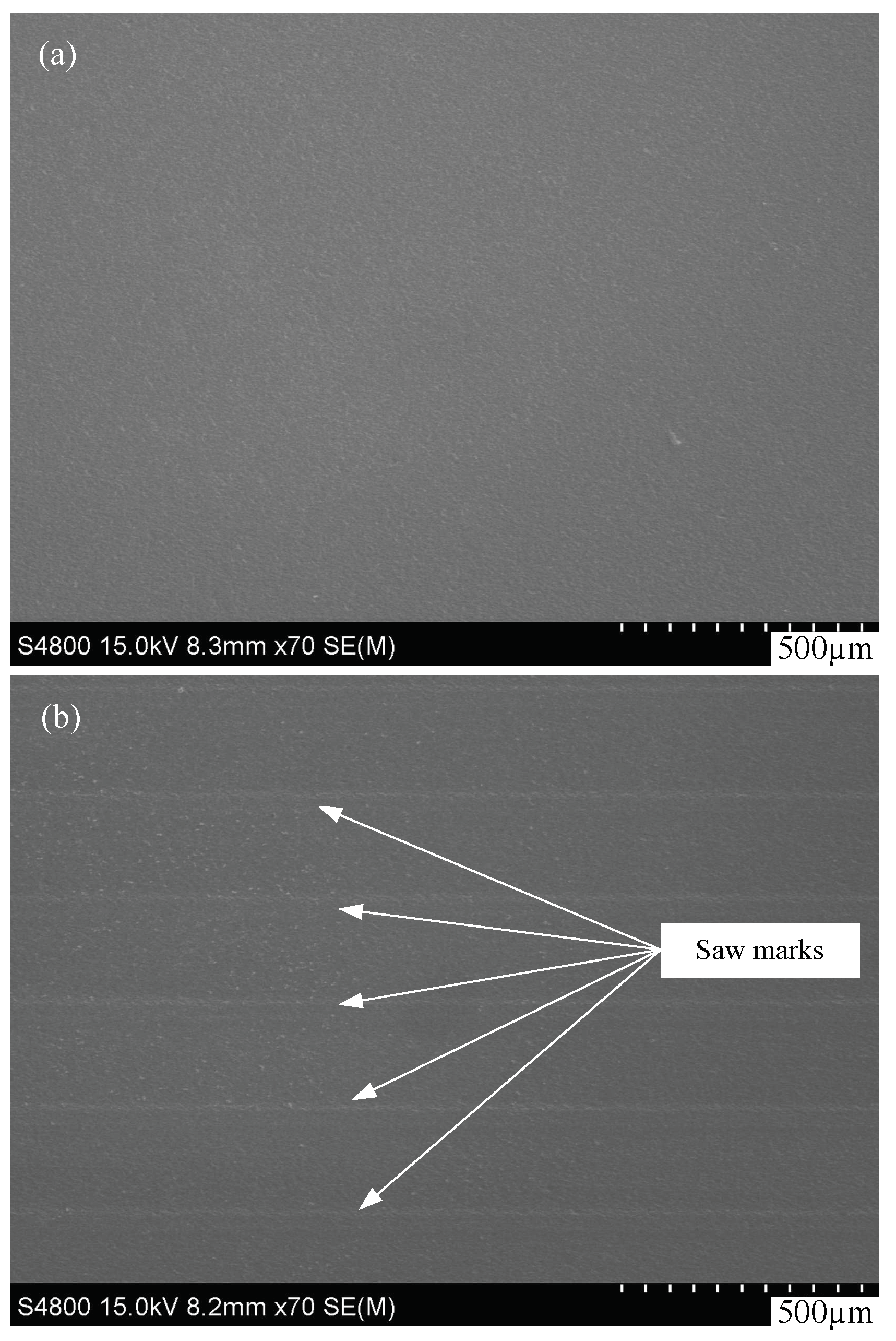
3.2.1. Analysis of Saw Marks
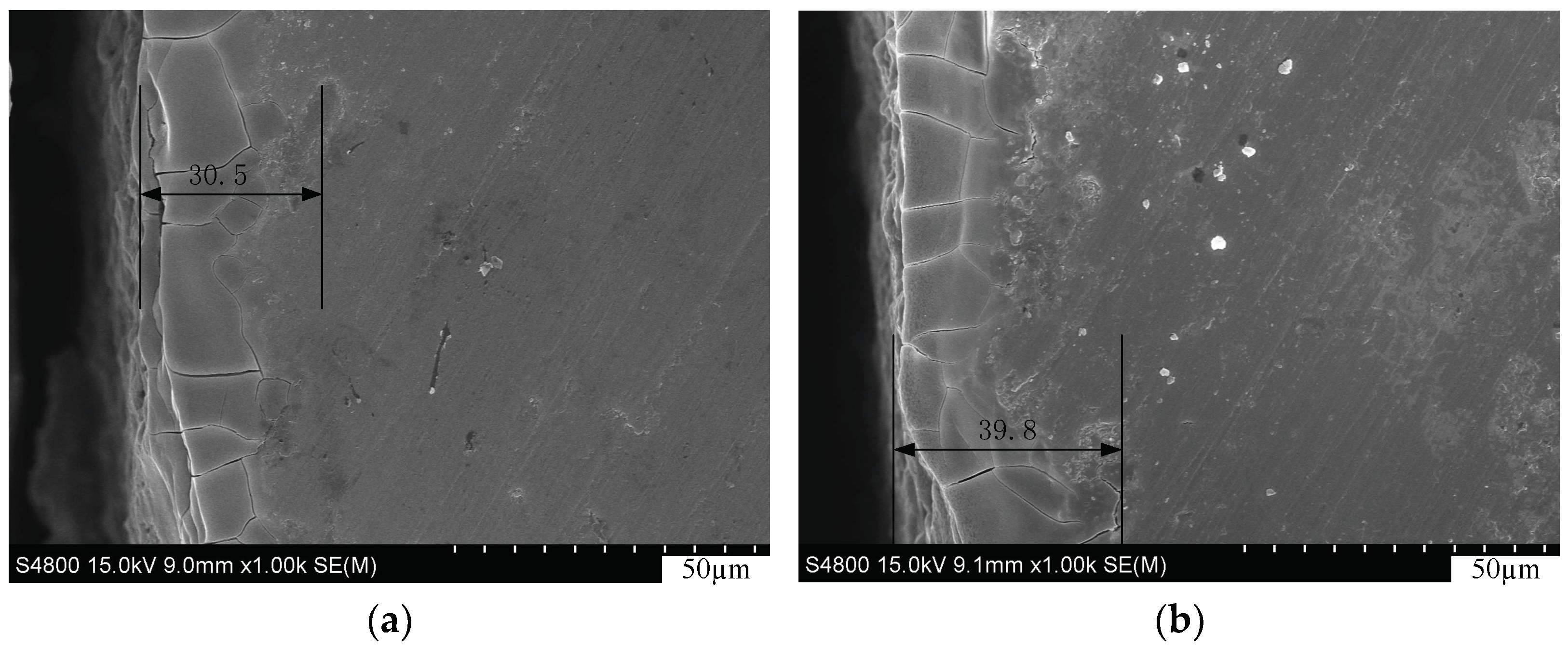
3.2.2. Analysis of Surface Damage Layer
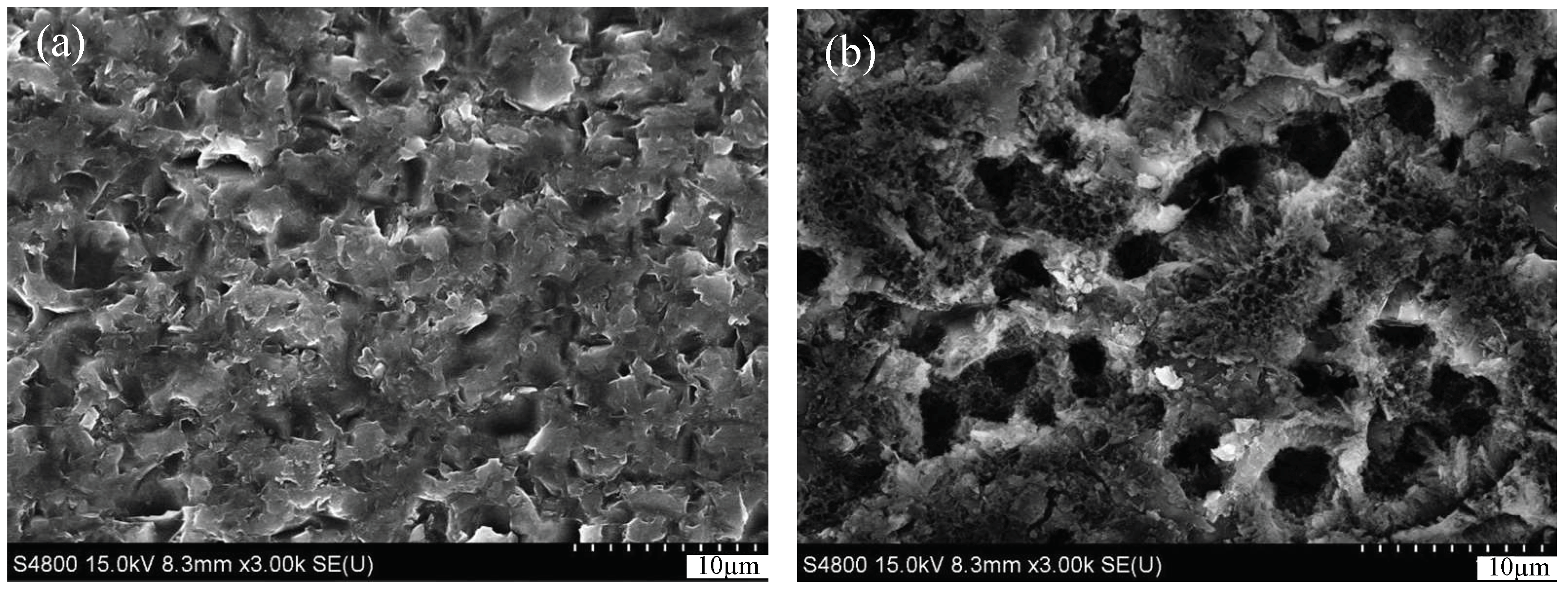
3.2.3. Analysis of Anodic Oxide Layer
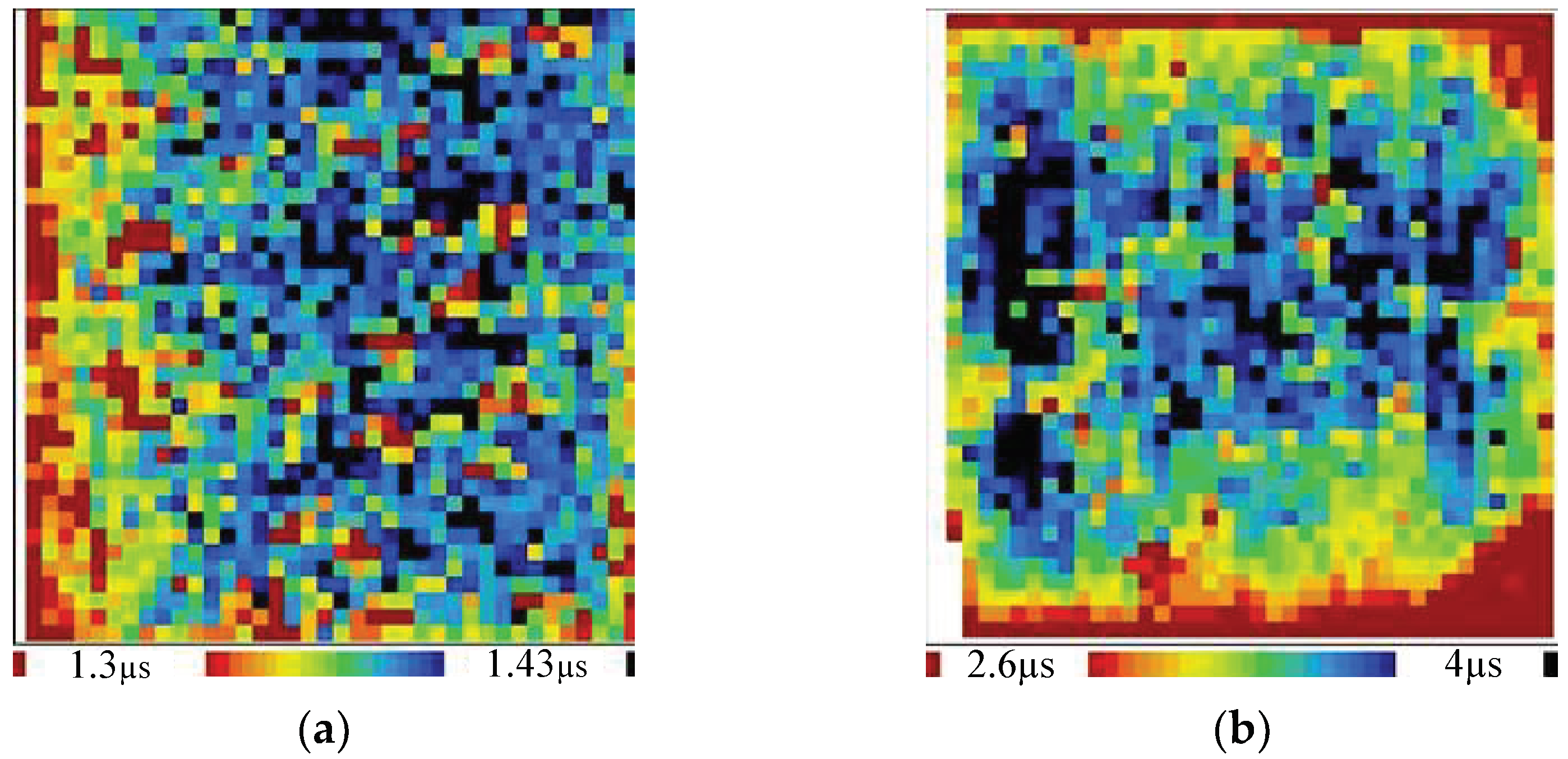
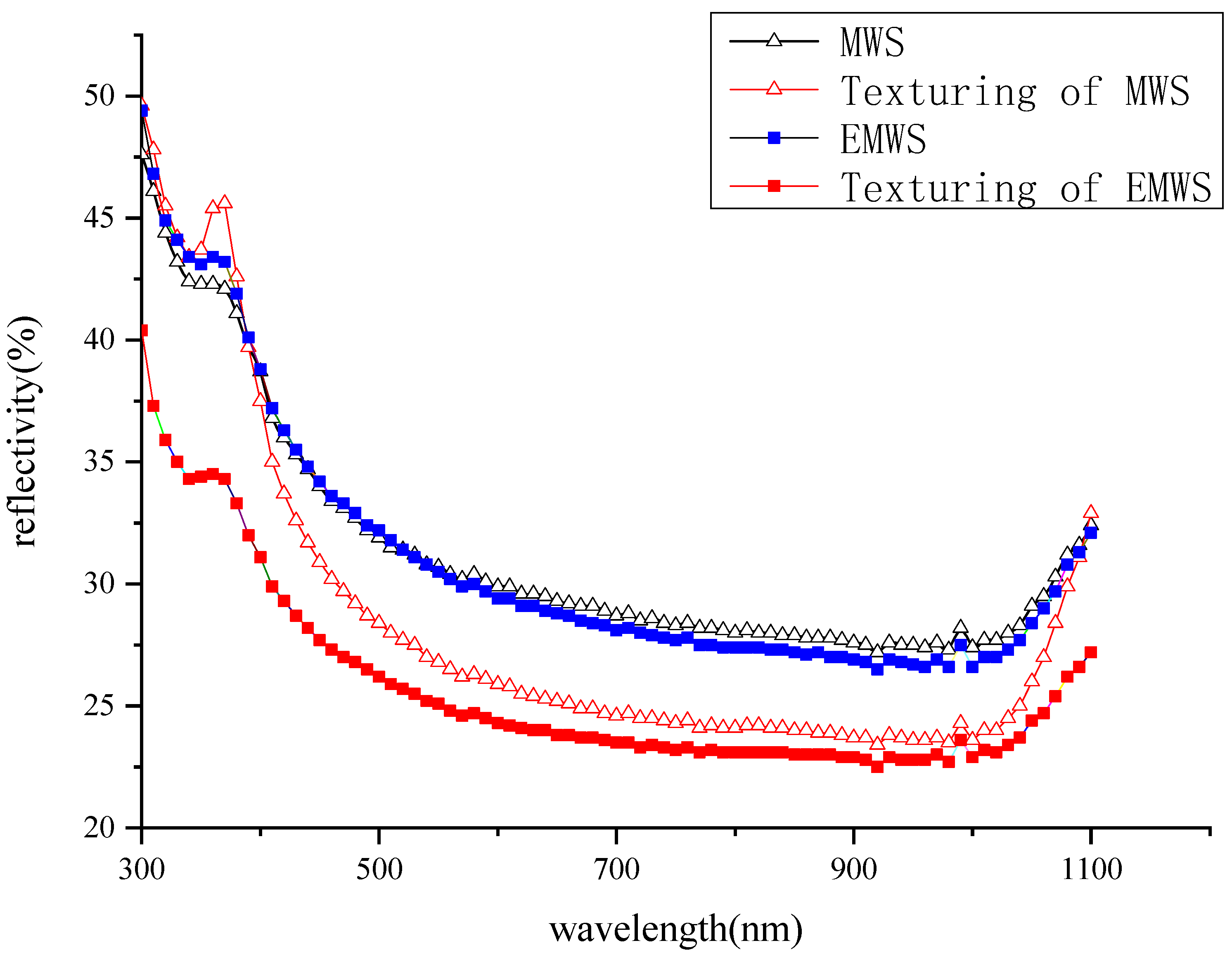
3.3. Detection of Minority-Carrier Lifetime and Reflectivity
4. Conclusions
- According to the statistical data of batch experiments, compared with the MWS method, the qualified rate of the EMWS method is increased by 1.28%; and the bow of the wafers is reduced by 2.74 µm, mainly distributed in the range of 0–9 µm.
- The inspection and analysis of the silicon wafers indicate that the EMWS method can reduce the saw marks and the thickness of the surface damage layer. The surface of the anodic oxidation layer produced by electrochemical action is loose and porous; and its hardness is 0.5 Gpa, which is much smaller than the hardness of the natural oxidation layer of 2.5 Gpa. Therefore, the surface of the wafer that is cut by EMWS has fewer saw marks; in addition, the thickness of the surface damage layer is low.
- The EMWS method has no negative effect on the minority carrier lifetime of silicon wafers. After the same texturing process is used, the surface reflectivity of the EMWS-sliced wafers is reduced by 2%–10% in the wavelength of 300–1100 nm compared with that of the MWS-sliced wafers.
Author Contributions
Funding
Conflicts of Interest
References
- Liu, T.; Ge, P.; Bi, W. The influence of wire speed on phase transitions and residual stress in single crystal silicon wafers sawn by resin bonded diamond wire saw. Micromachines 2021, 12, 429. [Google Scholar] [CrossRef] [PubMed]
- Möller, H. Basic mechanisms and models of multi-wire sawing. Adv. Eng. Mater. 2004, 6, 501–513. [Google Scholar] [CrossRef]
- Kim, D.-Y.; Lee, T.-K.; Park, C.-J.; Lee, S.-J.; Jeong, H.-D.; Kim, H.-J. Evaluation of cutting ability of electroplated diamond wire using a test system and theoretical approach. Int. J. Precis. Eng. Manuf. 2018, 19, 553–560. [Google Scholar] [CrossRef]
- Ryningen, B.; Tetlie, P.; Johnsen, S.G.; Dalaker, H. Capillary forces as a limiting factor for sawing of ultrathin silicon wafers by diamond multi-wire saw. Eng. Sci. Technol. Int. J. 2020, 23, 1100–1108. [Google Scholar] [CrossRef]
- Zheng, J.; Ge, P.; Bi, W.; Zhao, Y.; Wang, C. Action mechanism of liquid bridge between electroplated diamond wires for ultrathin wafer slicing. Sol. Energy 2022, 231, 343–354. [Google Scholar] [CrossRef]
- Peng, W.Y.; Liao, Y.S. Study of electrical discharge machining technology for slicing silicon ingots. J. Mater. Process. Technol. 2003, 140, 274–279. [Google Scholar] [CrossRef]
- Huijun, P.; Zhidong, L.; Lian, G.; Mingbo, Q.; Zongjun, T. Study of small holes on monocrystalline silicon cut by WEDM. Mater. Sci. Semicond. Process. 2013, 16, 385–389. [Google Scholar] [CrossRef]
- Wu, X.; Li, S. Experimental investigations of a hybrid machining combining wire electrical discharge machining (WEDM) and fixed abrasive wire saw. Int. J. Adv. Manuf. Tech. 2018, 95, 2613–2623. [Google Scholar] [CrossRef]
- Zhou, M.; Wang, X.; Ngoi, B.; Gan, J. Brittle–ductile transition in the diamond cutting of glasses with the aid of ultrasonic vibration. J. Mater. Process. Technol. 2002, 121, 243–251. [Google Scholar] [CrossRef]
- Li, S.; Wan, B.; Landers, R.G. Surface roughness optimization in processing SiC monocrystal wafers by wire saw machining with ultrasonic vibration. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 228, 725–739. [Google Scholar] [CrossRef]
- Wang, Y.; Li, D.-L.; Ding, Z.-J.; Liu, J.-G.; Wang, R. Modeling and verifying of sawing force in ultrasonic vibration assisted diamond wire sawing (UAWS) based on impact load. Int. J. Mech. Sci. 2019, 164, 105161. [Google Scholar] [CrossRef]
- Li, X.Y.; Gao, Y.F.; Ge, P.Q.; Zhang, L.; Bi, W.B. The effect of cut depth and distribution for abrasives on wafer surface morphology in diamond wire sawing of PV polycrystalline silicon. Mater. Sci. Semicond. Process. 2019, 91, 316–326. [Google Scholar] [CrossRef]
- Pu, T.; Gao, Y.; Wang, L.; Yin, Y. Experimental investigation on the machining characteristics of fixed-free abrasive combined wire sawing PV polycrystalline silicon solar cell. Int. J. Adv. Manuf. Tech. 2020, 107, 843–858. [Google Scholar] [CrossRef]
- Wang, W.; Liu, Z.X.; Zhang, W.; Allen, D.M. Abrasive electrochemical multi-wire slicing of solar silicon ingots into wafers. CIRP Ann.-Manuf. Technol. 2011, 60, 255–258. [Google Scholar] [CrossRef]
- Bao, G.; Wang, W.; Zhang, L. Mechanism of material removal in abrasive electrochemical multi-wire sawing of multi-crystalline silicon ingots into wafers. Int. J. Adv. Manuf. Tech. 2017, 91, 383–388. [Google Scholar] [CrossRef]
- Mader, C.; Eitner, U.; Kajari-Schröder, S.; Brendel, R. Bow of Silicon Wafers After In-Line High-Rate Evaporation of Aluminum. IEEE J. Photovolt. 2012, 3, 212–216. [Google Scholar] [CrossRef]
- Chen, C.-H.; Hu, H.-T.; Lin, F.-M.; Hsieh, H.-H. Residual stress analysis and bow simulation of crystalline silicon solar cells. J. Zhejiang Univ. A 2017, 18, 49–58. [Google Scholar] [CrossRef]
- Liu, R.; Gao, Y.; Cheng, D.; Pu, T. Study on a novel fixed and free abrasive combined wire sawing multi-crystalline silicon wafers for wet acid texturization. Sol. Energy 2021, 220, 713–721. [Google Scholar] [CrossRef]
- Basher, M.K.; Hossain, M.K.; Akand, M.A.R. Effect of surface texturization on minority carrier lifetime and photovoltaic performance of monocrystalline silicon solar cell. Optik 2019, 176, 93–101. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| EMWS | MWS | |
|---|---|---|
| Material | P-type poly-Si | P-type poly-Si |
| Wafer size | 156 × 156 mm | 156 × 156 mm |
| Slurry | SiC + PEG | SiC + PEG |
| Wire tension | 18 N | 18 N |
| Wire | Φ115 μm | Φ115 μm |
| Wire speed | 9 m/s | 9 m/s |
| Feed rate | 300 μm/min | 300 μm/min |
| EMWS | |
|---|---|
| Voltage | 48 V |
| Peak current | 25–30 A |
| Peak current density | 1.1–1.5 mA/mm2 |
| Period | 500 μs |
| Pulse width | 250 μs |
| Qualified (Wafers) | Qualified Rate (%) | Broken Wafer (%) | TTV (%) | Saw Marks (%) | Microcrack (%) | |
|---|---|---|---|---|---|---|
| EMWS | 19,198 | 93.23% | 1.63% | 1.08% | 3.15% | 0.19% |
| MWS | 17,654 | 91.95% | 1.59% | 0.87% | 4.50% | 0.24% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bao, G.; Huang, C.; Zhang, Y.; Yu, Z.; Wang, W. Experimental Study on Surface Integrity of Solar Cell Silicon Wafers Sliced by Electrochemical Multi-Wire Saw. Micromachines 2022, 13, 1469. https://doi.org/10.3390/mi13091469
Bao G, Huang C, Zhang Y, Yu Z, Wang W. Experimental Study on Surface Integrity of Solar Cell Silicon Wafers Sliced by Electrochemical Multi-Wire Saw. Micromachines. 2022; 13(9):1469. https://doi.org/10.3390/mi13091469
Chicago/Turabian StyleBao, Guanpei, Chen Huang, Yajing Zhang, Zhen Yu, and Wei Wang. 2022. "Experimental Study on Surface Integrity of Solar Cell Silicon Wafers Sliced by Electrochemical Multi-Wire Saw" Micromachines 13, no. 9: 1469. https://doi.org/10.3390/mi13091469