
Effect of Tool Coatings on Machining Properties of Compacted Graphite Iron


Abstract
:1. Introduction
2. Experimental Preparation
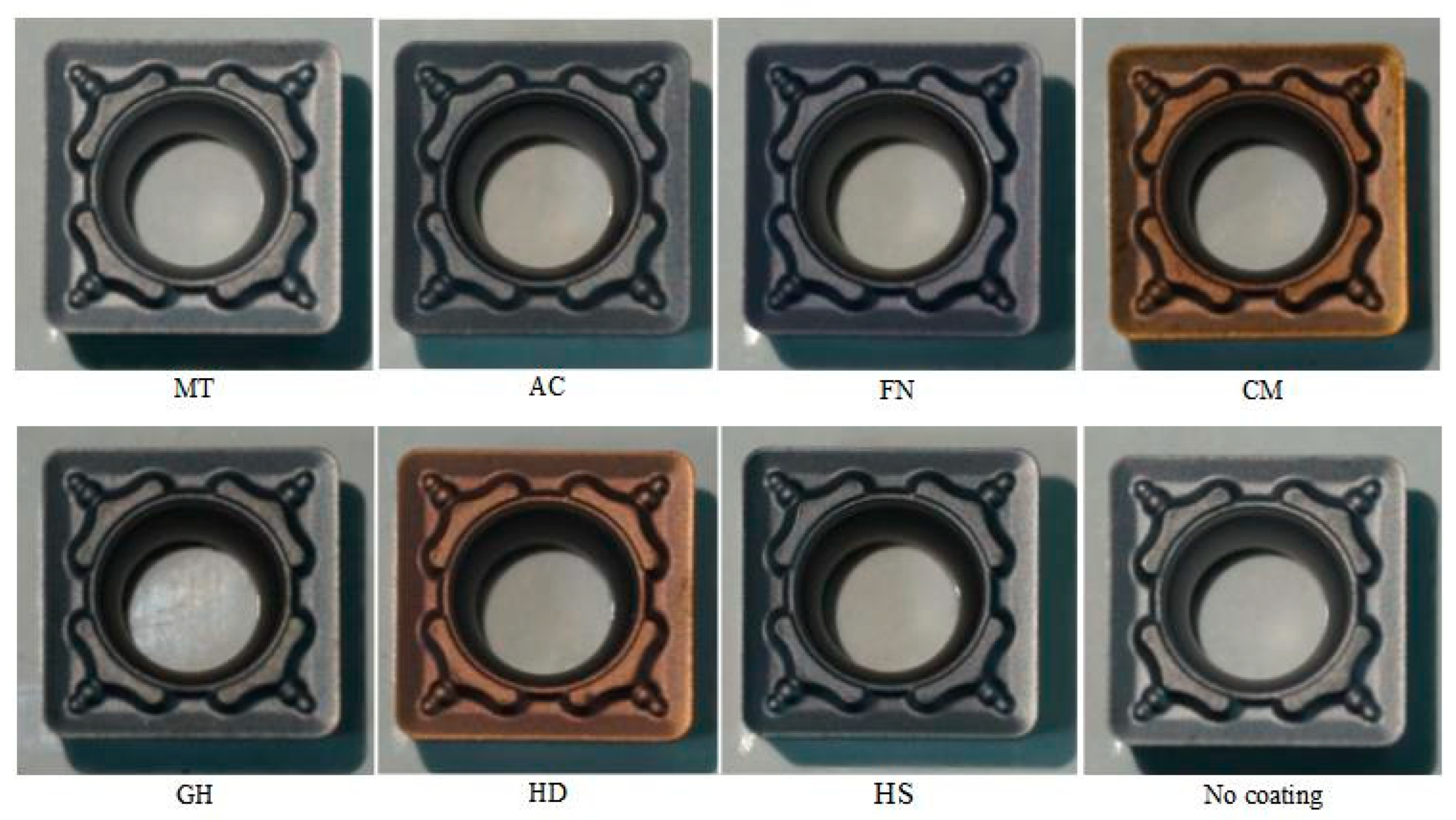
2.1. Coated Tool Preparation
2.2. Physical Property Test of Tool Coatings
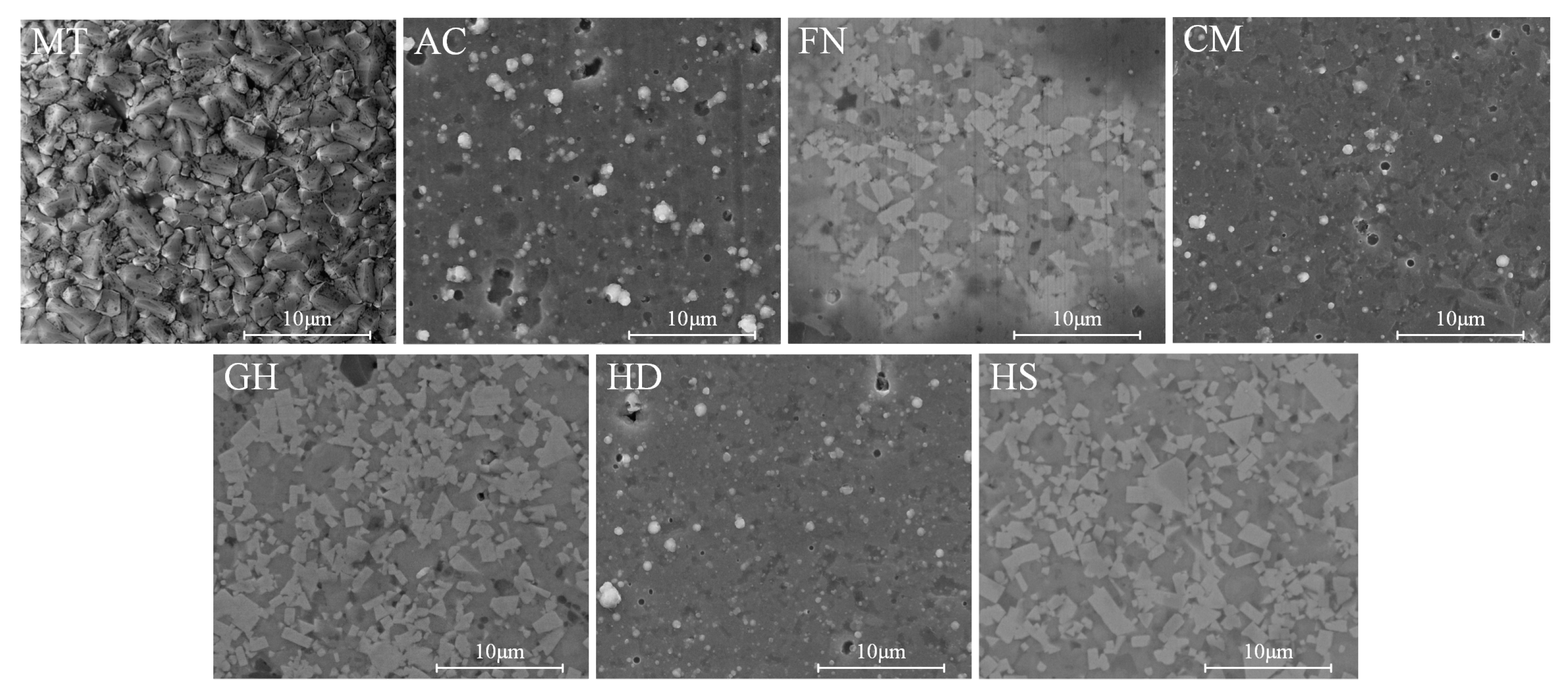
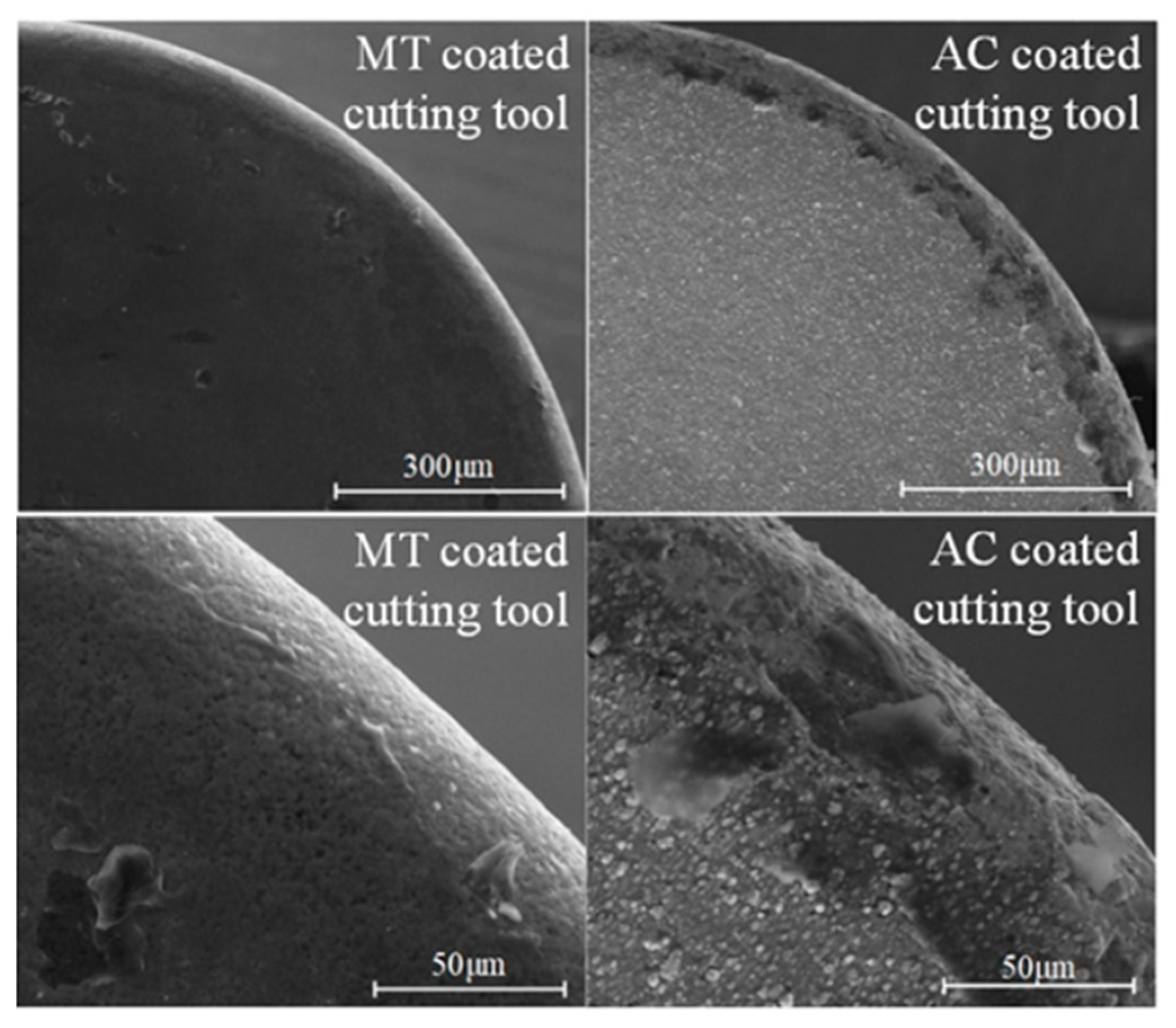
2.2.1. Surface Coating Morphology Inspection
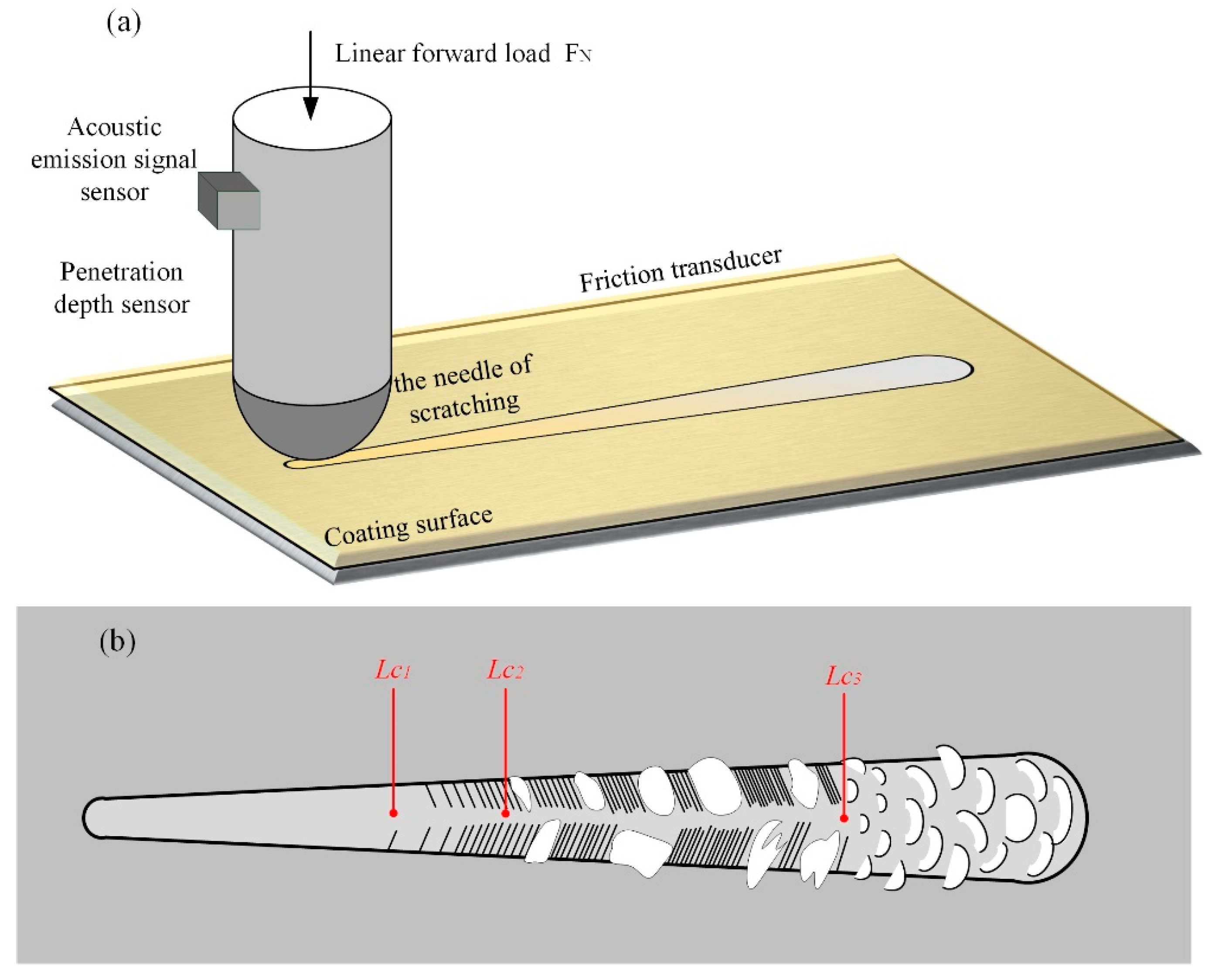
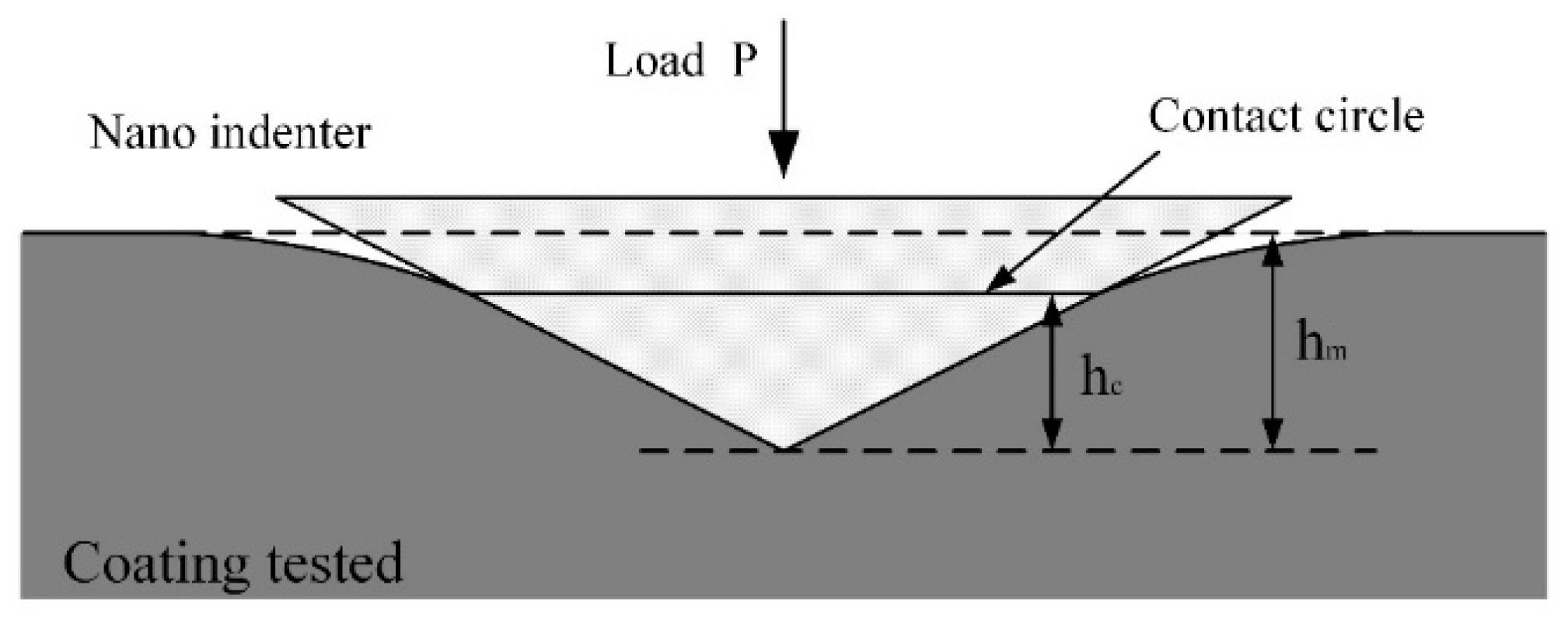
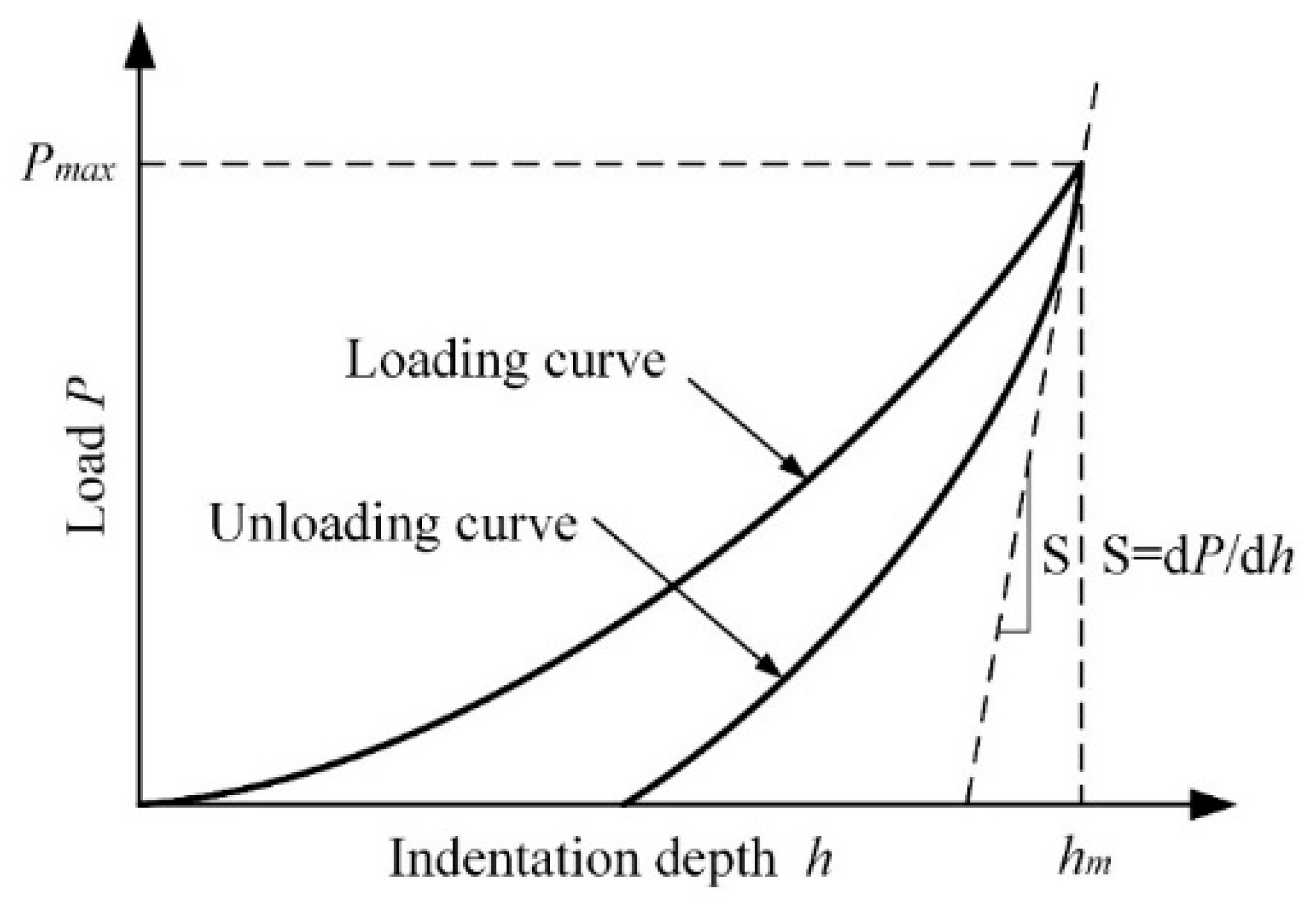
2.2.2. Surface Coating Mechanical Property Test
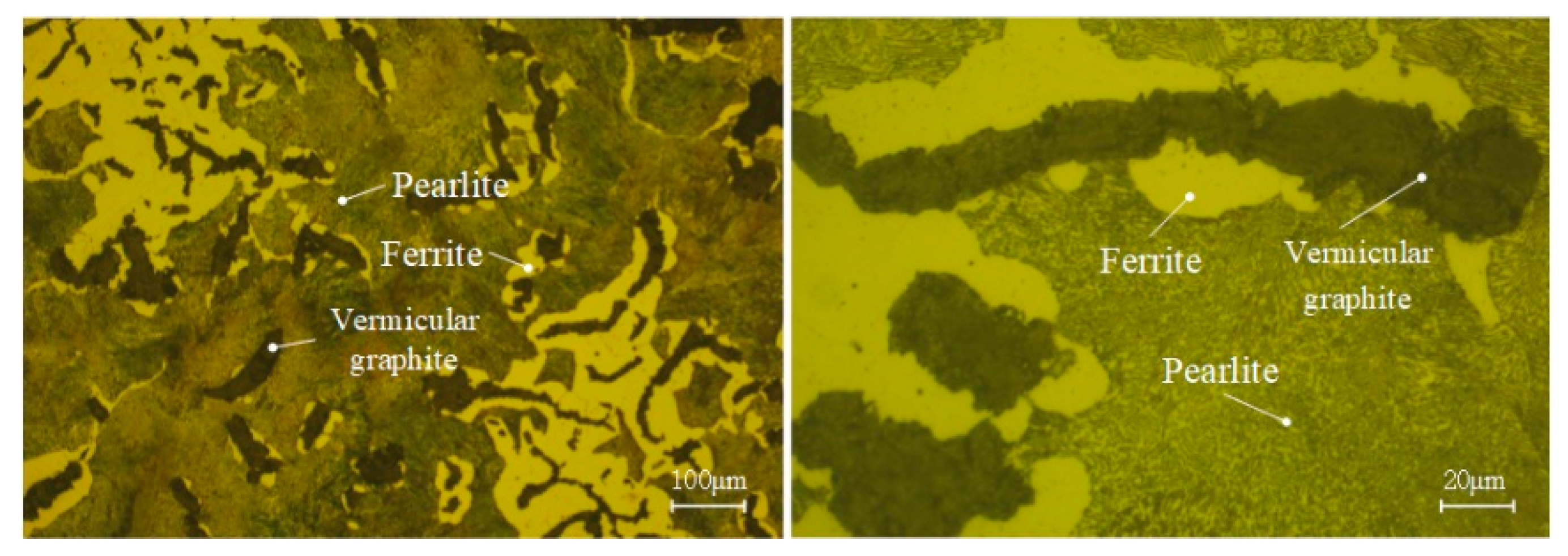
2.3. Workpiece Material
2.4. Cutting Experiments
3. Results and Discussion
3.1. Coating Morphology
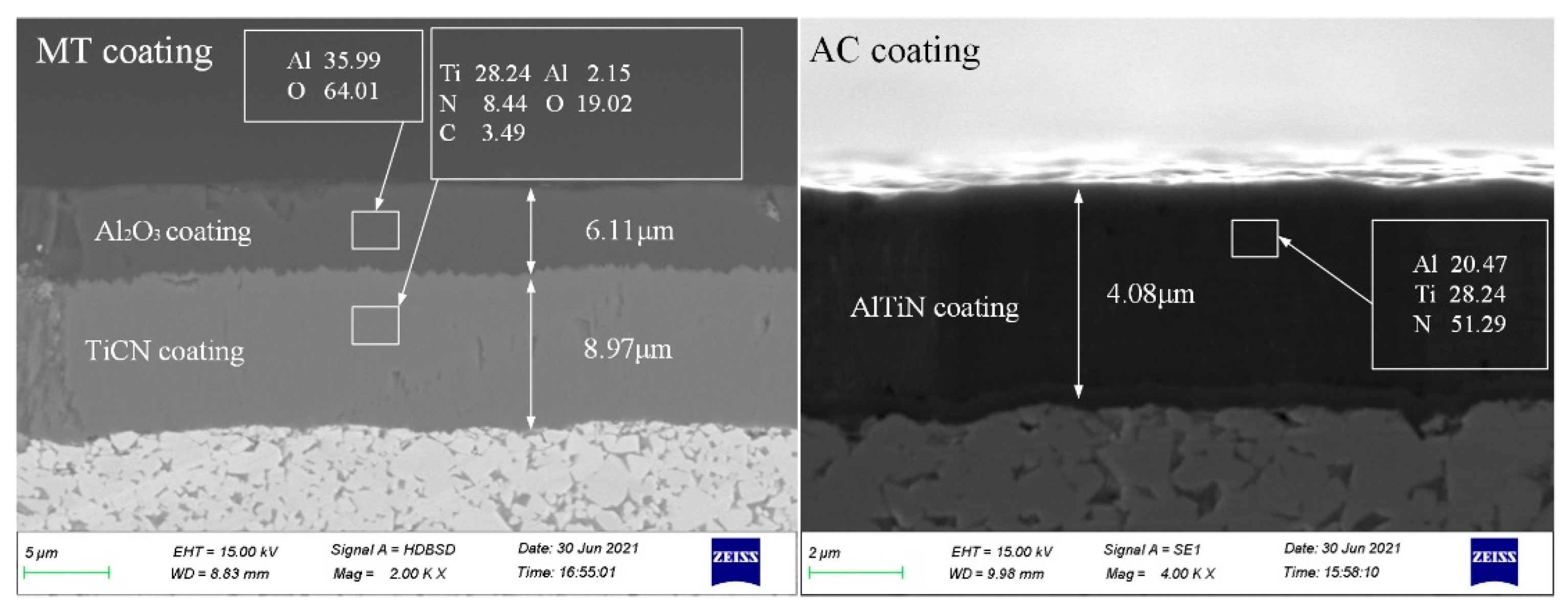
3.2. Thickness and Coating Composition
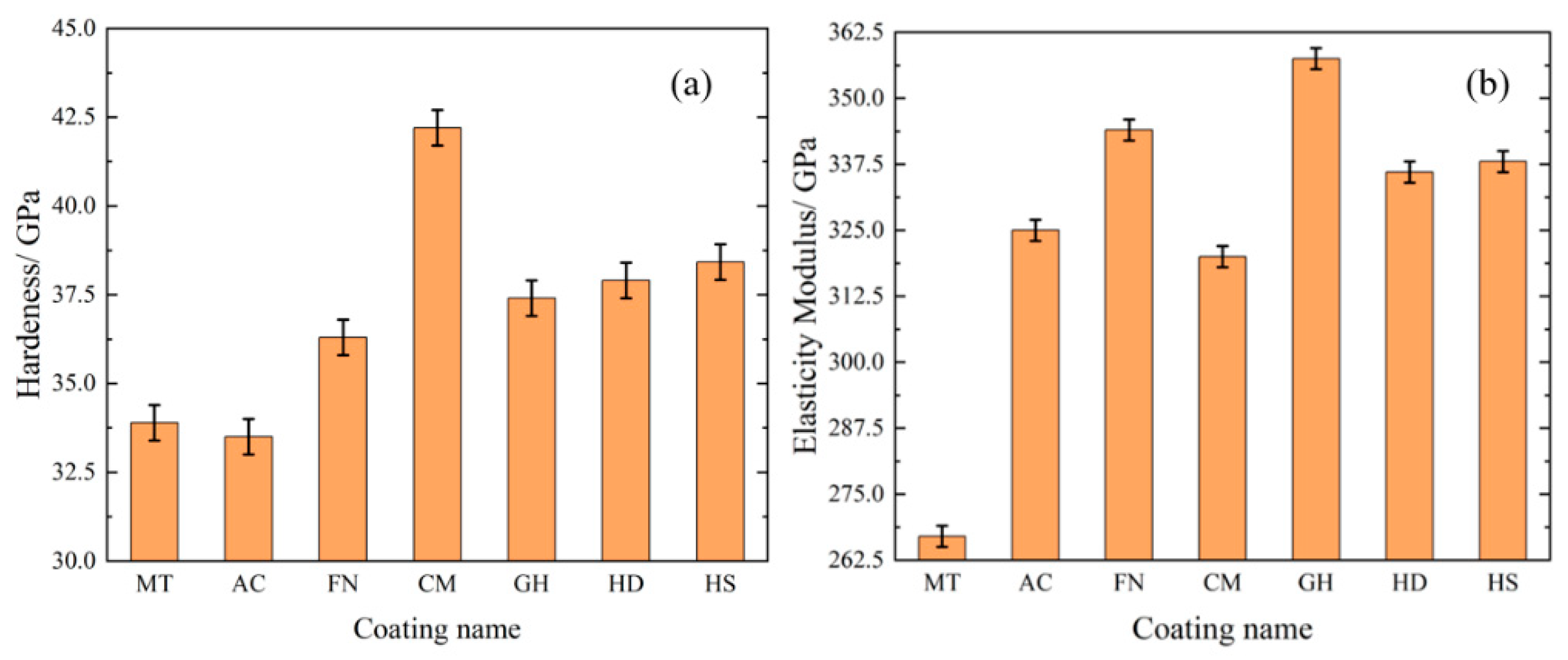
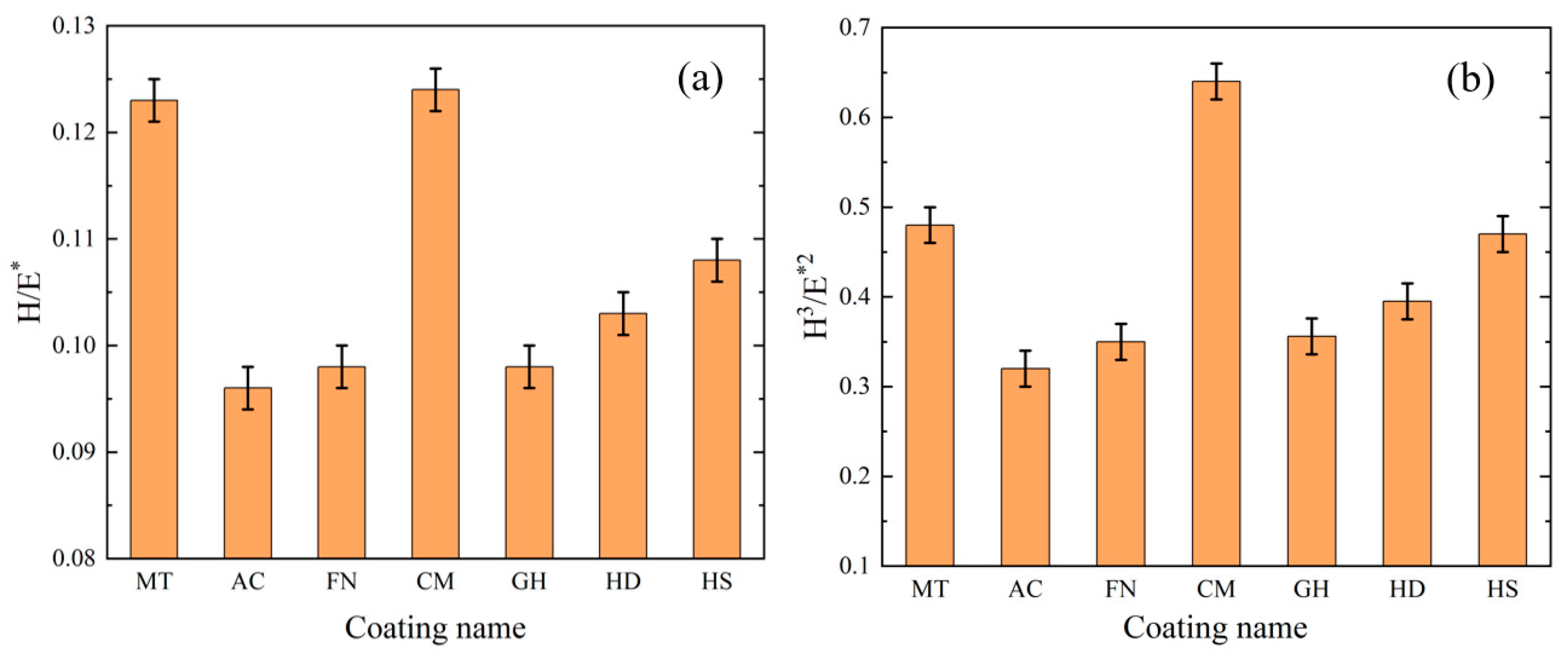
3.3. Mechanical Properties of Coatings
3.4. Cutting Performance Test of Coated Tools
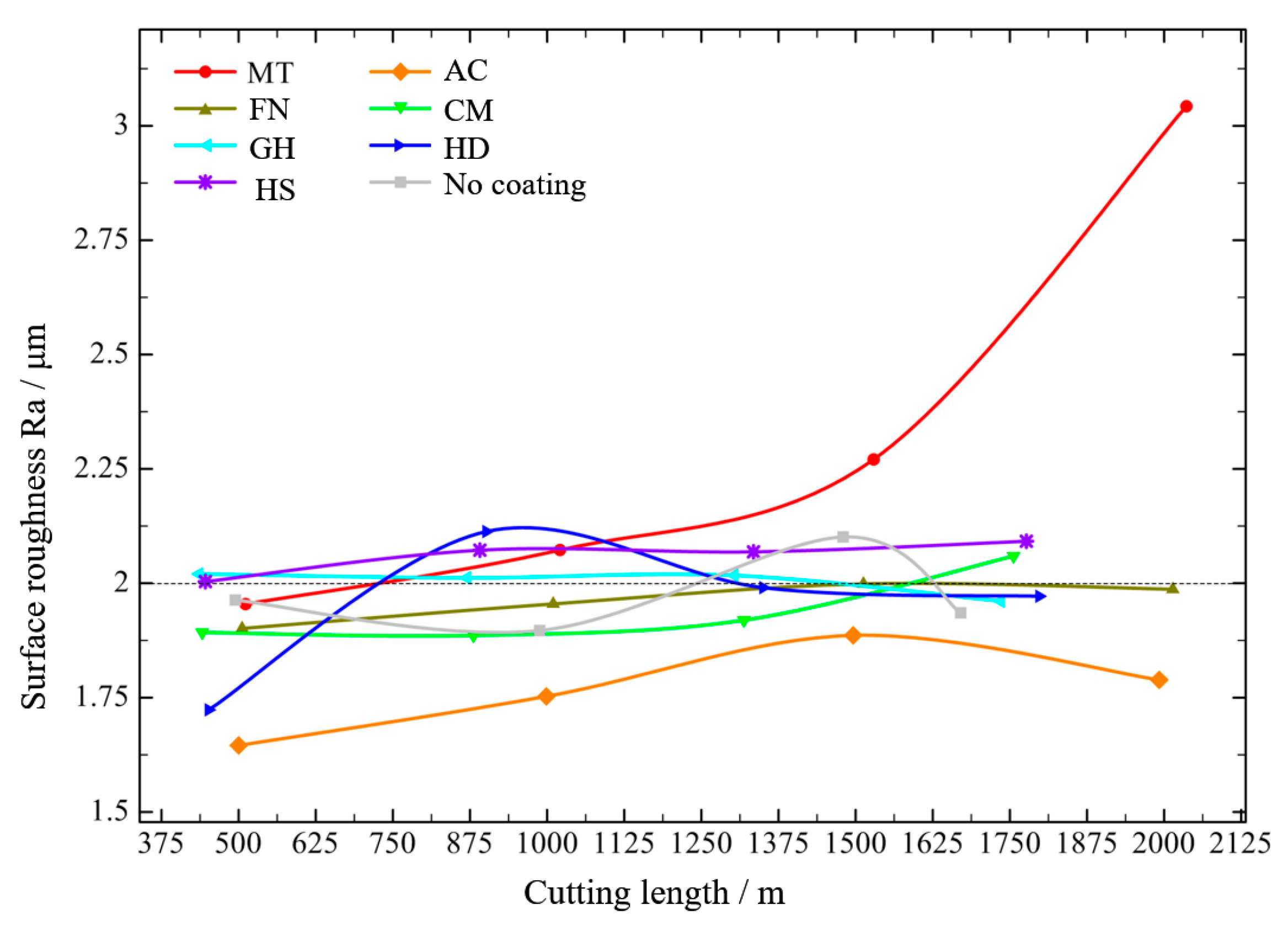
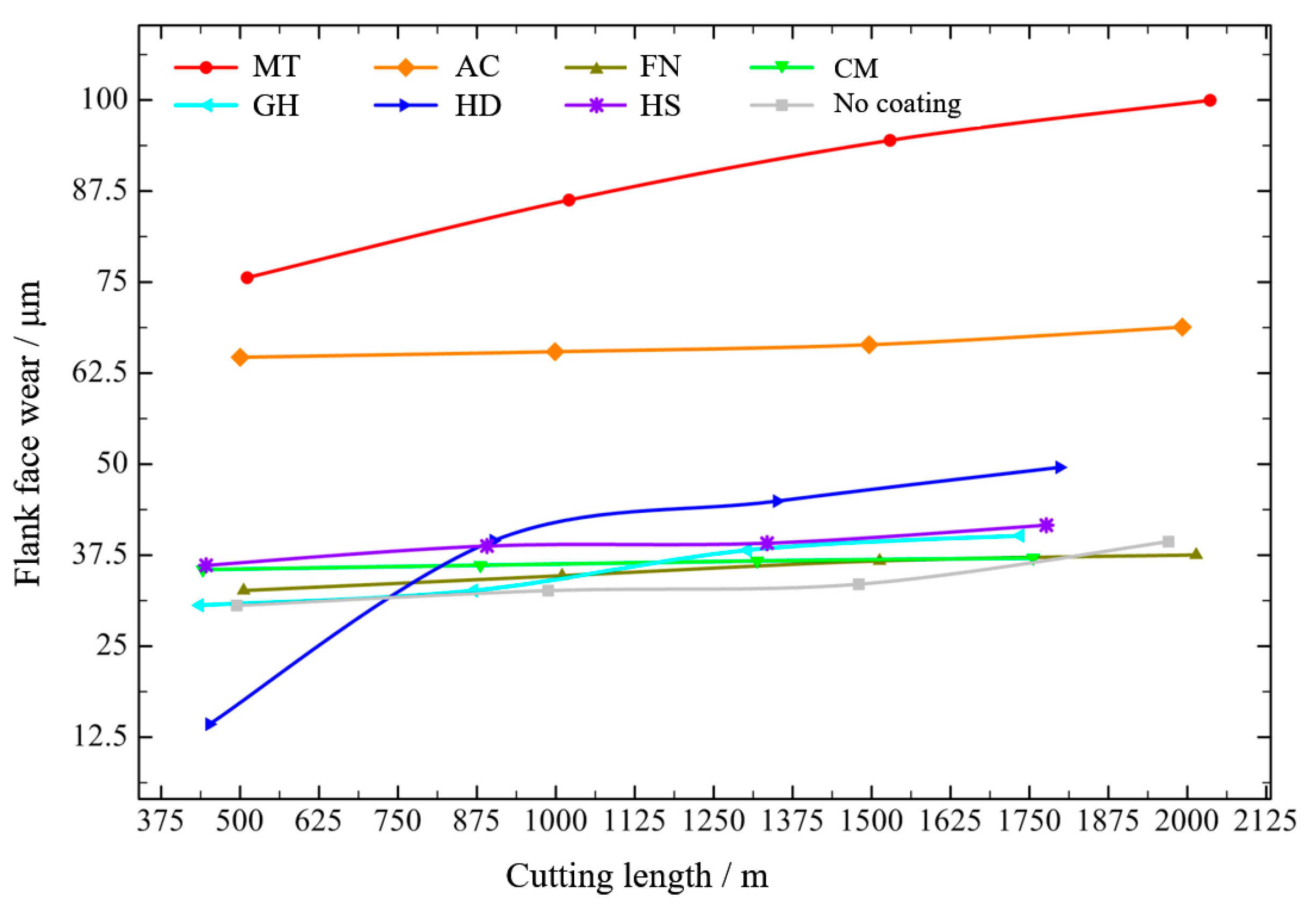
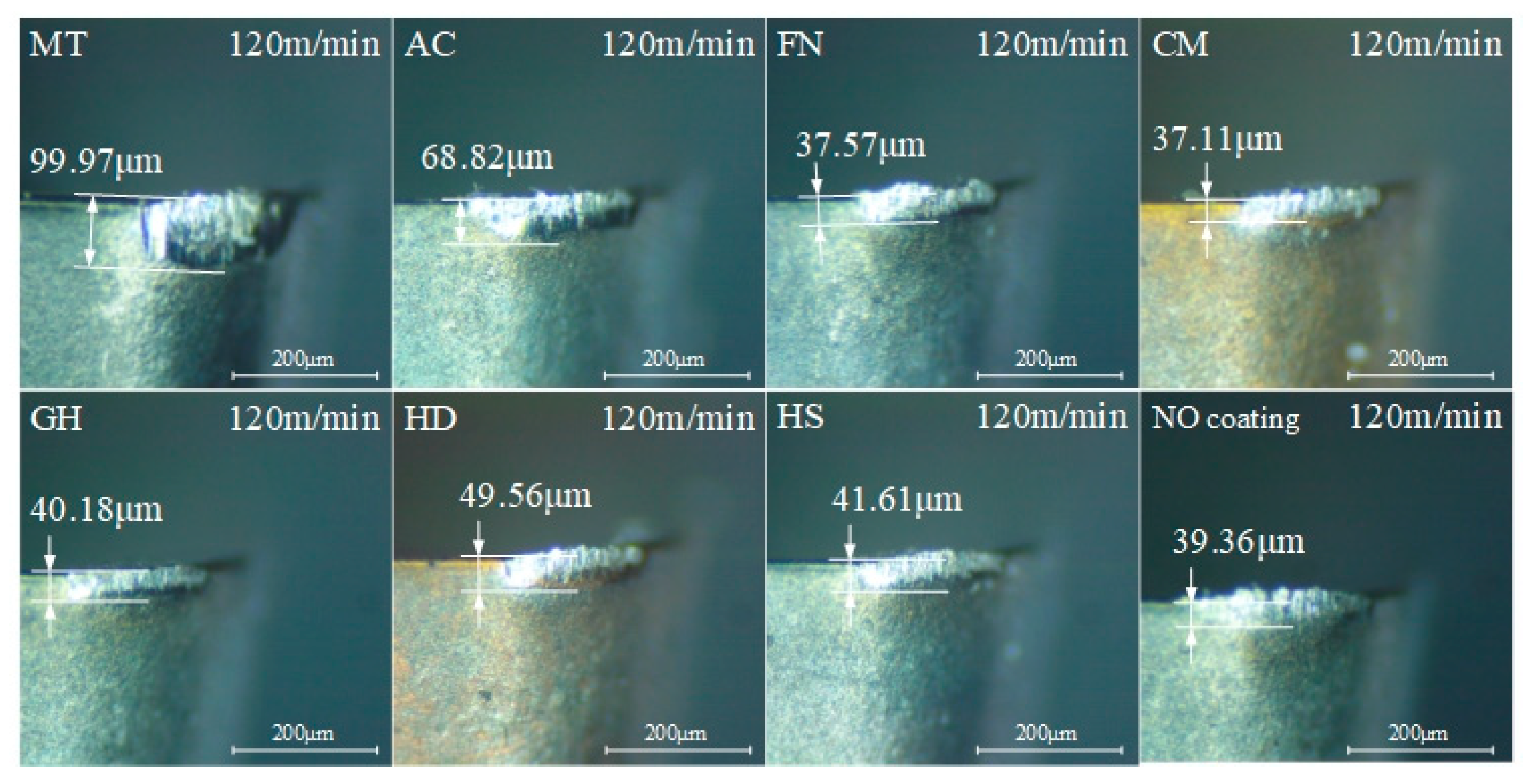
3.4.1. Cutting Experiment under Low-Speed Condition
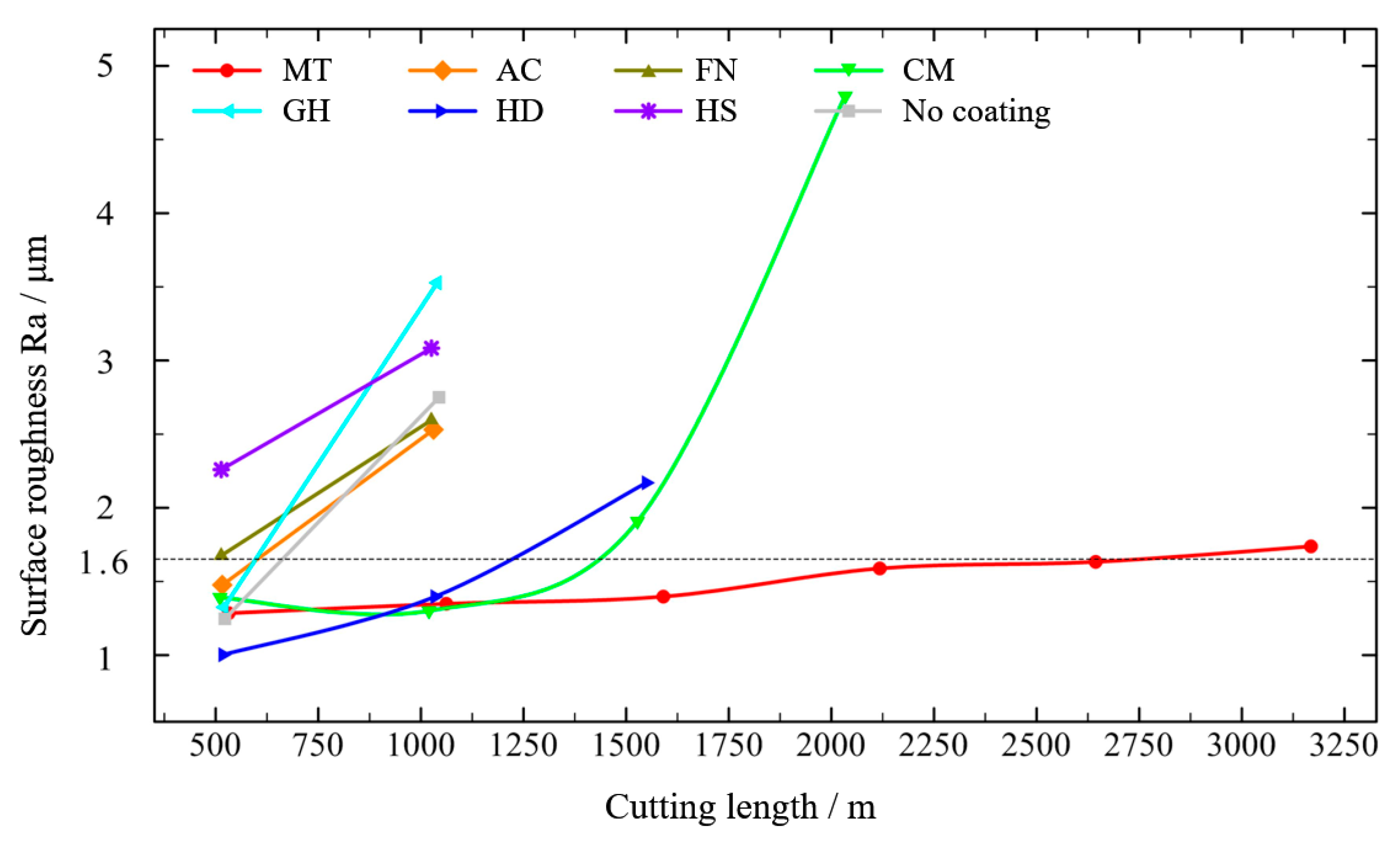
3.4.2. Cutting Experiment under High-Speed Condition
4. Conclusions
- (1)
- The AC coating was the best tool coating for machining of CGI at a low speed of 120 m/min. In the low-speed cutting experiment, with increased cutting length, the surface roughness value of most coatings exceeded 2 μm when the cutting length reached 1250 m. However, when cutting length exceeded 2000 m, the surface roughness value of the AC-coated tool did not exceed 2 μm, with a 60% longer cutting life than other coated tools, achieving the best cutting performance among all tested coatings. The AC coating was an AlCrN series PVD coating, with low coating hardness, low elastic modulus and the lowest H/E* and H3/E*2 values, indicating the low coating hardness and toughness. Compared with the CVD coating, its denser PVD surface coating can resulted in a better resistance at low speed. Compared with other PVD coatings, the lower hardness and toughness of the coating can make it wear less during low-speed machining.
- (2)
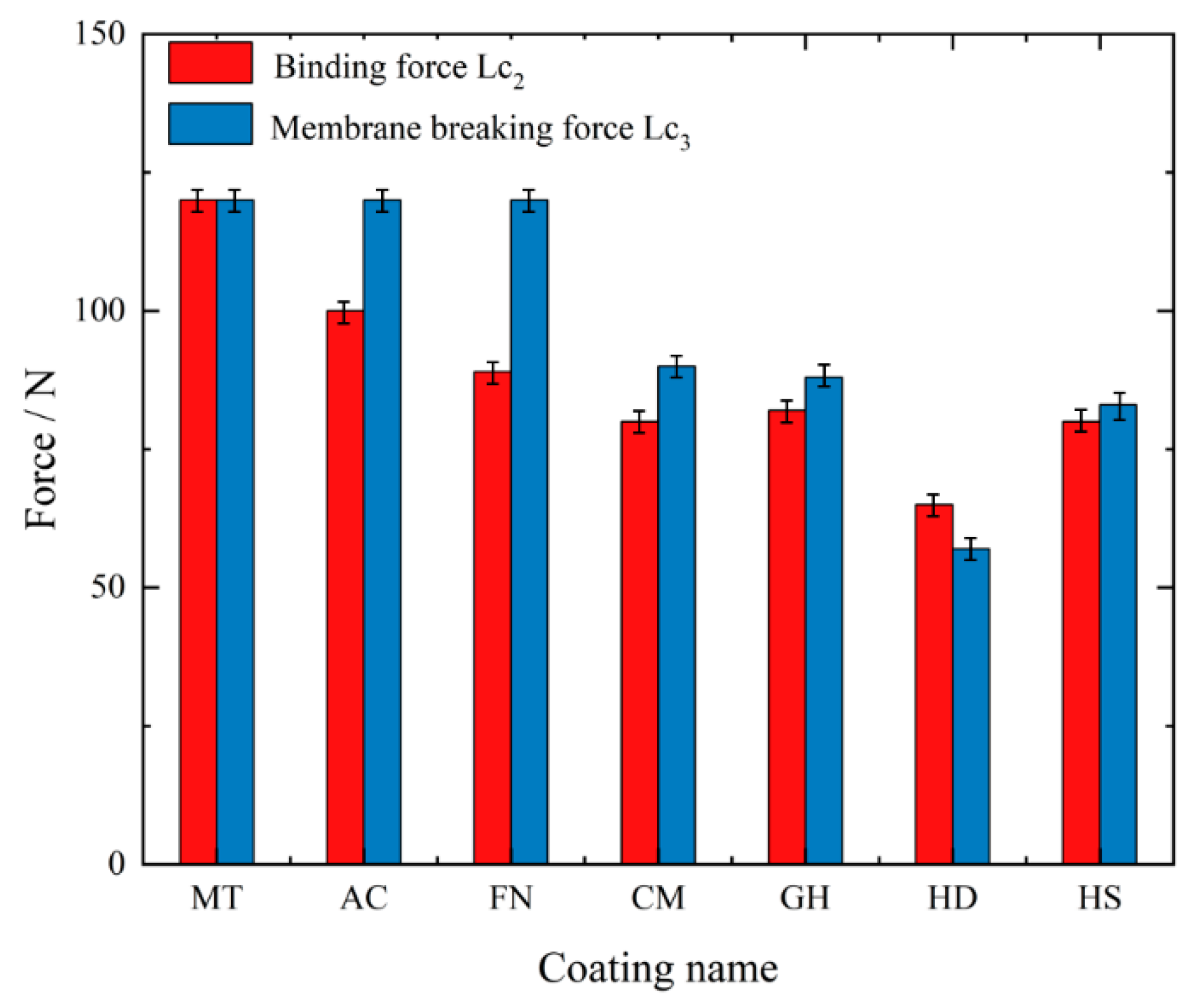
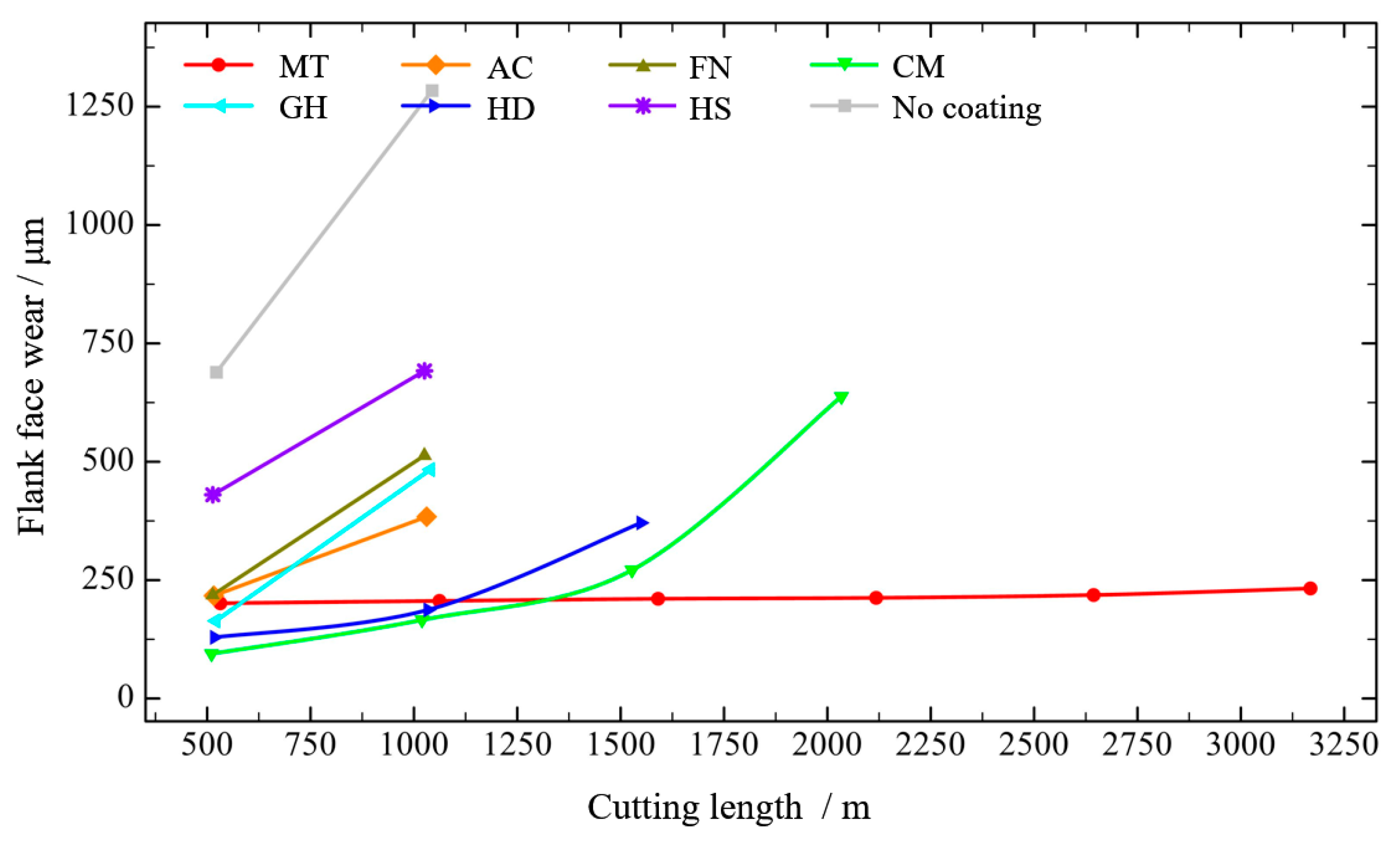
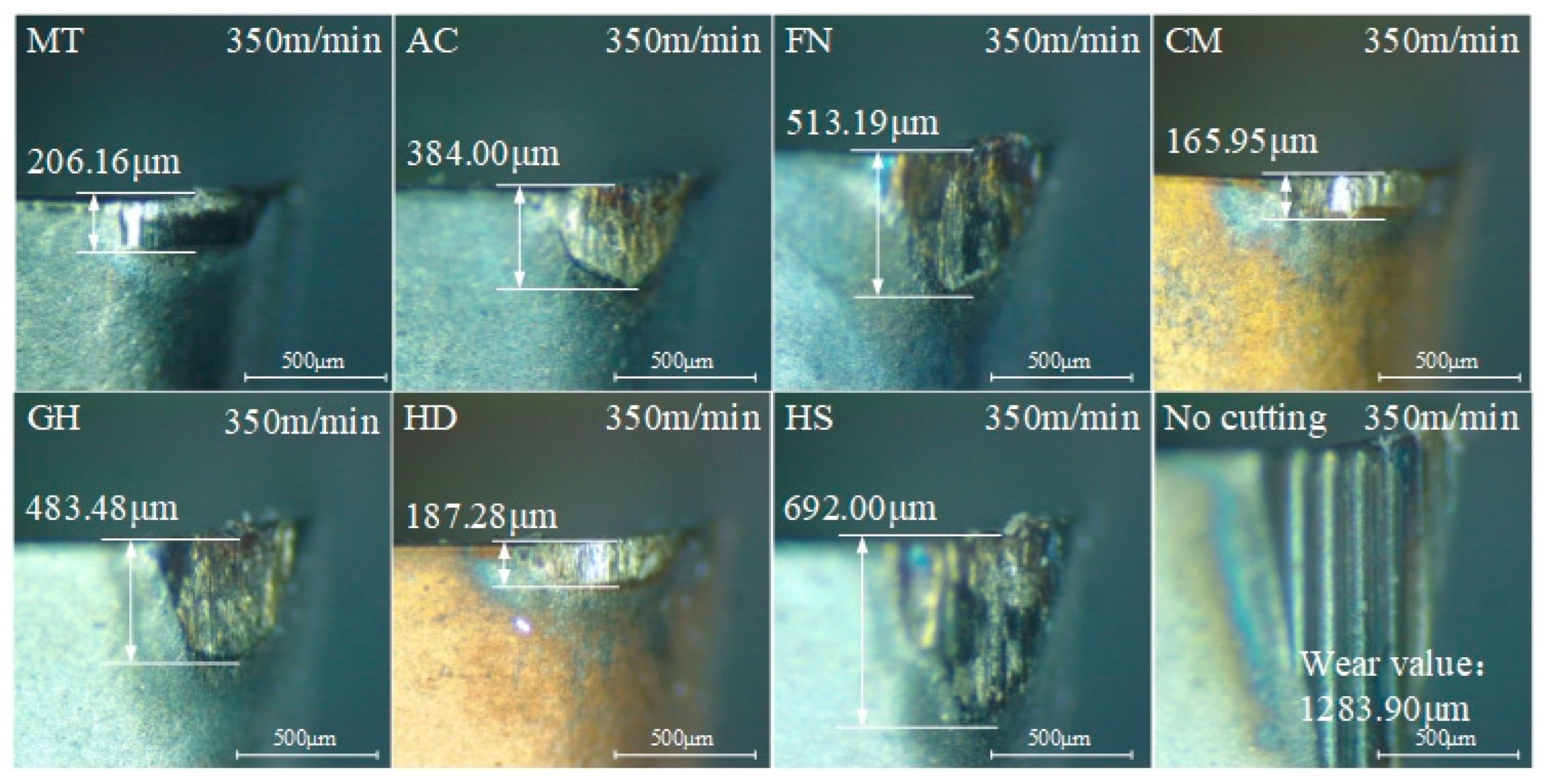
- The MT coating was the best tool coating for machining of CGI at a high speed of 350 m/min. In the high-speed cutting experiment, the flank wear of the MT-coated tool increased slowly with increased cutting length. When the machined surface roughness was close to 1.6 μm, the flank wear value was about 218.57 μm, and when the cutting distance exceeded 2250 m, the surface roughness exceeded 1.6 μm. Its cutting life exceeded that of other coatings by at least 70%. The MT coating was a CVD coating; the inner layer was TiCN with a thickness of about 9 μm, and the outer layer was Al2O3 with a thickness of about 6 μm. It had relatively low hardness and the lowest elastic modulus of all tested coatings. However, the H/E* and H3/E*2 values of the MT coating were high, which proved that the coating had high toughness and wear resistance. As a CVD coating, the MT coating had a high bonding strength and high toughness and wear resistance, indicating that it can better protect the tool than other coatings under the intense action of high speed.
Author Contributions
Funding
Conflicts of Interest
References
- Ma, Z.; Yang, Z.; Guo, Y.; Tao, D.; Li, J.; Wang, S. 3D morphology characterization of graphite and its effect on the thermal conductivity of vermicular graphite iron. Int. J. Mater. Res. 2019, 110, 591–599. [Google Scholar] [CrossRef]
- Lin, X.; Hua, M.; Tian, X.; Jiang, A.; Li, S.; Zhang, X.; Song, L.; Shao, A.; Wang, L. Growth mechanisms of vermicular graphite in cast iron. Mater. Today Commun. 2021, 29, 102993. [Google Scholar] [CrossRef]
- Tang, C.; Liu, L.; Yang, Z.; Tao, D.; Li, J.; Guo, Q.; Zhen, J.; He, Y.; He, H. Surface evolution of vermicular cast iron in ultra-high temperature combustion with different single-pulsing duration. Eng. Fail. Anal. 2022, 141, 106679. [Google Scholar] [CrossRef]
- Wang, G.; Liu, Z.; Li, Y.; Chen, X. Different thermal fatigue behaviors between gray cast iron and vermicular graphite cast iron. China Foundry 2022, 19, 245–252. [Google Scholar] [CrossRef]
- Lin, Y.; Zhou, Y.; Ji, Q.; Huang, J.; Lai, D.; He, S.; Zhu, N. Effect of h-BN on the turning performance of high-strength vermicular graphite cast iron. Int. J. Adv. Manuf. Technol. 2021, 113, 1929–1941. [Google Scholar] [CrossRef]
- Guo, Q.; Yang, Z.; Guo, D.; Tao, D.; Guo, Y.; Li, J.; Bai, Y. Research on the oxidation mechanism of vermicular graphite cast iron. Materials 2019, 12, 3130. [Google Scholar] [CrossRef] [Green Version]
- Lin, Y.; He, S.; Lai, D.; Wei, J.; Ji, Q.; Huang, J.; Pan, M. Wear mechanism and tool life prediction of high-strength vermicular graphite cast iron tools for high-efficiency cutting. Wear 2020, 454, 203319. [Google Scholar] [CrossRef]
- Wang, L.; Liu, H.; Huang, C.; Niu, J.; Liu, X.; Yao, P. Three-dimensional transient cutting tool temperature field model based on periodic heat transfer for high-speed milling of compacted graphite iron. J. Clean. Prod. 2021, 322, 129106. [Google Scholar] [CrossRef]
- Ma, Z.J.; Tao, D.; Yang, Z.; Guo, Y.C.; Li, J.P.; Liang, M.X.; Yeung, L.T.L. The effect of vermicularity on the thermal conductivity of vermicular graphite cast iron. Mater. Des. 2016, 93, 418–422. [Google Scholar] [CrossRef]
- Da Silva, M.B.; Naves, V.T.G.; De Melo, J.D.B.; De Andrade, C.L.F.; Guesser, W.L. Analysis of wear of cemented carbide cutting tools during milling operation of gray iron and compacted graphite iron. Wear 2011, 271, 2426–2432. [Google Scholar] [CrossRef]
- Heck, M.; Ortner, H.M.; Flege, S.; Reuter, U.; Ensinger, W. Analytical investigations concerning the wear behaviour of cutting tools used for the machining of compacted graphite iron and grey cast iron. Int. J. Refract. Met. Hard Mater. 2008, 26, 197–206. [Google Scholar] [CrossRef]
- Niu, J.H.; Huang, C.Z.; Su, R.; Zou, B.; Wang, J.; Liu, Z.; Li, C. Study on surface integrity of compacted graphite iron milled by cemented carbide tools and ceramic tools. Int. J. Adv. Manuf. Technol. 2019, 103, 9–12. [Google Scholar] [CrossRef]
- Sousa, T.A.; Paula, M.A.D.; Konatu, R.T.; Ribeiro, M.V.; De Campos, E.; Souza, J.V.C. Investigation of the performance of ceramic tools of alumina doped with magnesium oxide in the dry machining of compacted graphite iron. Mater. Res. Express 2019, 6, 046546. [Google Scholar] [CrossRef]
- Gabaldo, S.; Diniz, A.E.; Andrade, C.L.; Guesser, W.L. Performance of carbide and ceramic tools in the milling of compact graphite iron-CGI. J. Braz. Soc. Mech. Sci. Eng. 2010, 32, 511–517. [Google Scholar] [CrossRef] [Green Version]
- De Oliveira, V.V.; Beltrão, P.A.C.; Pintaude, G. Effect of tool geometry on the wear of cemented carbide coated with TiAlN during drilling of compacted graphite iron. Wear 2011, 271, 2561–2569. [Google Scholar] [CrossRef]
- Karabulut, Ş.; Güllü, A. Wear model in milling compacted graphite iron with different lead angle using ceramic cutting tools. Solid State Phenom. 2013, 199, 371–376. [Google Scholar] [CrossRef]
- Beyhaghi, M.; Kashefi, M.; Kiani-Rashid, A.; Khaki, J.V.; Jonsson, S. In-situ synthesis of nanostructured NiAl-Al2O3 composite coatings on cast iron substrates by spark plasma sintering of mechanically activated powders. Surf. Coat. Technol. 2015, 272, 254–267. [Google Scholar] [CrossRef]
- Günen, A.; Kanca, E.; Karakaş, M.S.; Gök, M.S.; Kalkandelen, M.; Kurt, B.; Çetin, M.; Karahan, I.H. Effect of thermal degradation on the properties and wear behavior of Cr−V−C composite coatings grown on ductile iron. Surf. Coat. Technol. 2021, 419, 127305. [Google Scholar] [CrossRef]
- Wang, C.; Lin, H.; Wang, X.; Zheng, L.; Xiong, W. Effect of different oil-on-water cooling conditions on tool wear in turning of compacted graphite cast iron. J. Clean. Prod. 2017, 148, 477–489. [Google Scholar] [CrossRef] [Green Version]
- Meng, F.; Ding, Z.; Meng, X.; Ai, X.; Zhang, Z.; Ma, W.; Boyjoo, Y.; Wang, K. Research on different cooling methods in the machining of CGI and GCI. Appl. Nanosci. 2020, 10, 2177–2188. [Google Scholar] [CrossRef]
- Tooptong, S.; Park, K.H.; Lee, S.W.; Kwon, P.Y. A preliminary machinability study of flake and compacted graphite irons with multilayer coated and uncoated carbide inserts. Procedia Manuf. 2016, 5, 644–657. [Google Scholar] [CrossRef] [Green Version]
- Chen, M.; Jiang, L.; Guo, G.Q.; An, Q. Experimental and FEM study of coated and uncoated tools used for dry milling of compacted graphite cast iron. Trans. Tianjin Univ. 2011, 17, 235–241. [Google Scholar] [CrossRef]
- Abdoos, M.; Yamamoto, K.; Bose, B.; Fox-Rabinovich, G.; Veldhuis, S. Effect of coating thickness on the tool wear performance of low stress TiAlN PVD coating during turning of compacted graphite iron (CGI). Wear 2019, 422–423, 128–136. [Google Scholar] [CrossRef]
- Duchosal, A.; Joly, D.; Leroy, R.; Serra, R. Effects of microstructure of compacted graphite iron in tribological strategy. J. Tribol. 2018, 140, 051302. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Wang, S.; Xu, J.; Li, H.; Liu, J.; Zhou, C. The effect of thermal aging on the mechanical properties of ethylene propylene diene monomer charge coating. Mech. Time Depend. Mater. 2022, 1–16. [Google Scholar] [CrossRef]
- Zhong, J.; Zhang, S.; He, Y.; Zhang, Z.; Li, H.; Song, R. Preparation, corrosion resistance and mechanical properties of electroless Ni-WP-eGO composite coatings. Colloids Surf. A Physicochem. Eng. Asp. 2022, 651, 129704. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. Design criteria for wear-resistant nanostructured and glassy-metal coatings. Surf. Coat. Technol. 2004, 177, 317–324. [Google Scholar] [CrossRef]
- Dong, Y.; Wang, T.G.; Yan, B.; Qi, H.J.; Guo, Y.Y.; Xu, S. Study on the microstructure and mechanical properties of Zr-B-(N) tool coatings prepared by hybrid coating system. Procedia Manuf. 2018, 26, 806–817. [Google Scholar] [CrossRef]
- Huang, J.; Pham, D.T.; Ji, C.; Zhou, Z. Smart cutting tool integrated with optical fiber sensors for cutting force measurement in turning. IEEE Trans. Instrum. Meas. 2019, 69, 1720–1727. [Google Scholar] [CrossRef]
- Chen, X.; Xu, J.; Fang, H.; Tian, R. Influence of cutting parameters on the ductile-brittle transition of single-crystal calcium fluoride during ultra-precision cutting. Int. J. Adv. Manuf. Technol. 2017, 89, 219–225. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Physical Property | Density (g/cm3) | Young’s Modulus (GPa) | Poisson’s Ratio | Thermal Conductivity (W/mK) | Specific Heat (J/g·K) | Thermal Comparator |
|---|---|---|---|---|---|---|
| Value | 14.85 | 640 | 0.25 | 79.6 | 0.176 | 0.9 |
| Name | Work Pressure (Pa) | Deposition Temperature (°C) | Target Current (A) | Deposition Time (min) | Bias Voltage (V) |
|---|---|---|---|---|---|
| AC | 3.5 | 480 | 140 | 64 | 40/100 |
| FN | 3.2 | 450 | 200 | 78 | 40 |
| CM | 3.5 | 480 | 125 | 35 | 40 |
| GH | 3 | 480 | 110 | 40 | 100 |
| HD | 4 | 480 | 120 | 65 | 40 |
| HS | 3.5 | 480 | 110 | 35 | 100 |
| Physical Property | Density (g/cm3) | Young’s Modulus (GPa) | Poisson’s Ratio | Thermal Conductivity (W/mK) | Thermal Diffusivity (mm2/s) | Specific Heat (J/g·K) |
|---|---|---|---|---|---|---|
| Number | 7.1 | 133 | 0.26 | 36.28 | 0.996 | 0.471 |
| Coating Name | Coating Thickness (μm) | Elemental Content (%) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Al | Cr | Ti | Si | N | O | C | |||
| MT (double-layer) | 6.11 | (outer) | 35.99% | - | - | - | - | 64.01% | - |
| 8.97 | (inner) | 2.15% | - | 45.41% | - | 8.44% | 19.02% | 34.99% | |
| AC | 4.08 | 36.30% | 17.60% | - | - | 46.10% | - | - | |
| FN | 2.14 | 20.47% | - | 28.24% | - | 51.29% | - | - | |
| CM | 1.86 | - | - | 34.23% | 14.41% | 51.36% | - | - | |
| GH | 2.21 | 35.21% | 14.86% | - | - | 49.93% | - | - | |
| HD | 2.26 | 17.63% | 8.85% | 20.68% | 3.47% | 49.37% | - | - | |
| HS | 1.48 | 33.94% | 15.28% | - | - | 50.78% | - | - | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ai, X.; Tan, J.; Sun, H.; Lu, L.; Yang, Z.; Yu, Z.; Liao, G.; Li, S.; Jin, Y.; Niu, Y.; et al. Effect of Tool Coatings on Machining Properties of Compacted Graphite Iron. Micromachines 2022, 13, 1781. https://doi.org/10.3390/mi13101781
Ai X, Tan J, Sun H, Lu L, Yang Z, Yu Z, Liao G, Li S, Jin Y, Niu Y, et al. Effect of Tool Coatings on Machining Properties of Compacted Graphite Iron. Micromachines. 2022; 13(10):1781. https://doi.org/10.3390/mi13101781
Chicago/Turabian StyleAi, Xiaonan, Jun Tan, Hui Sun, Lu Lu, Zhenming Yang, Zhongguang Yu, Guojun Liao, Shiyong Li, Yilin Jin, Yusheng Niu, and et al. 2022. "Effect of Tool Coatings on Machining Properties of Compacted Graphite Iron" Micromachines 13, no. 10: 1781. https://doi.org/10.3390/mi13101781