
Research on Compound PID Control Strategy Based on Input Feedforward and Dynamic Compensation Applied in Noncircular Turning

Abstract
:1. Introduction
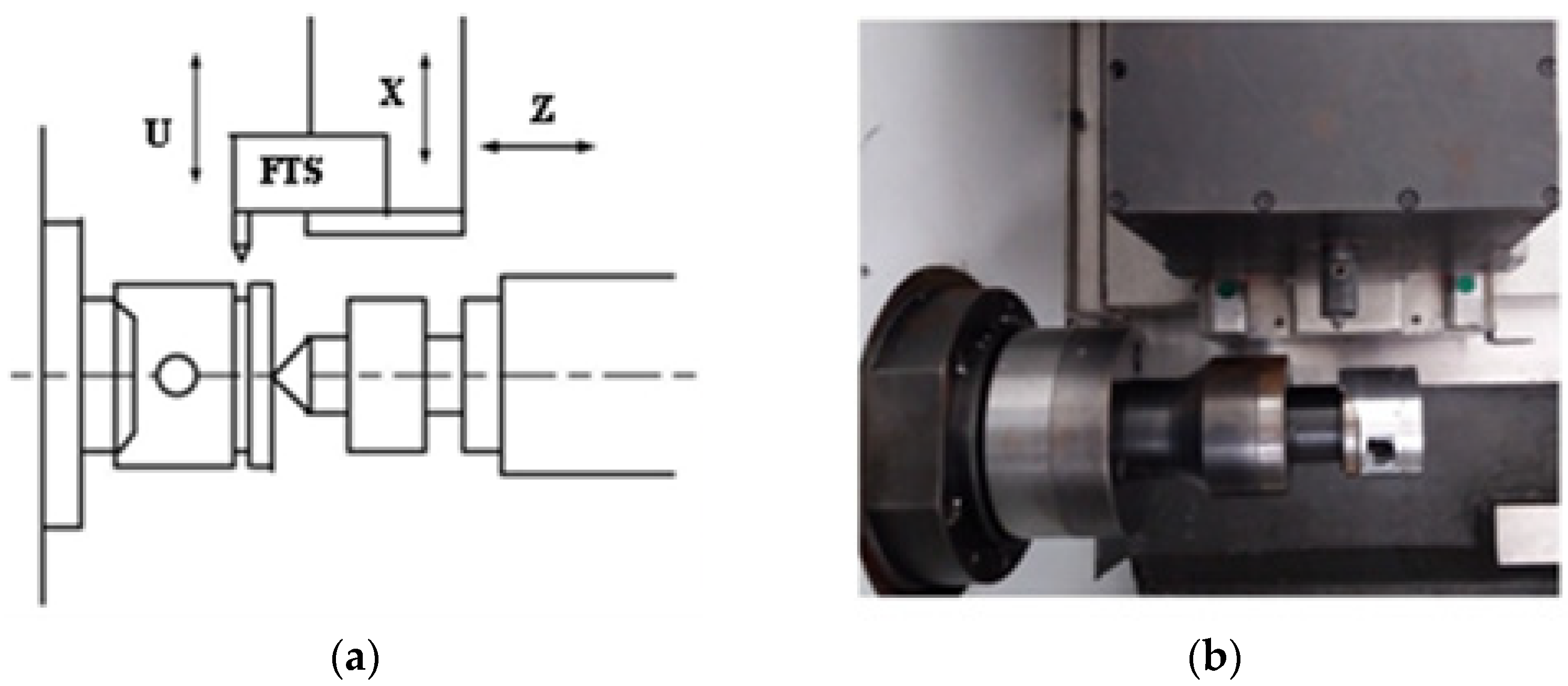
2. Mathematical Model of FTS
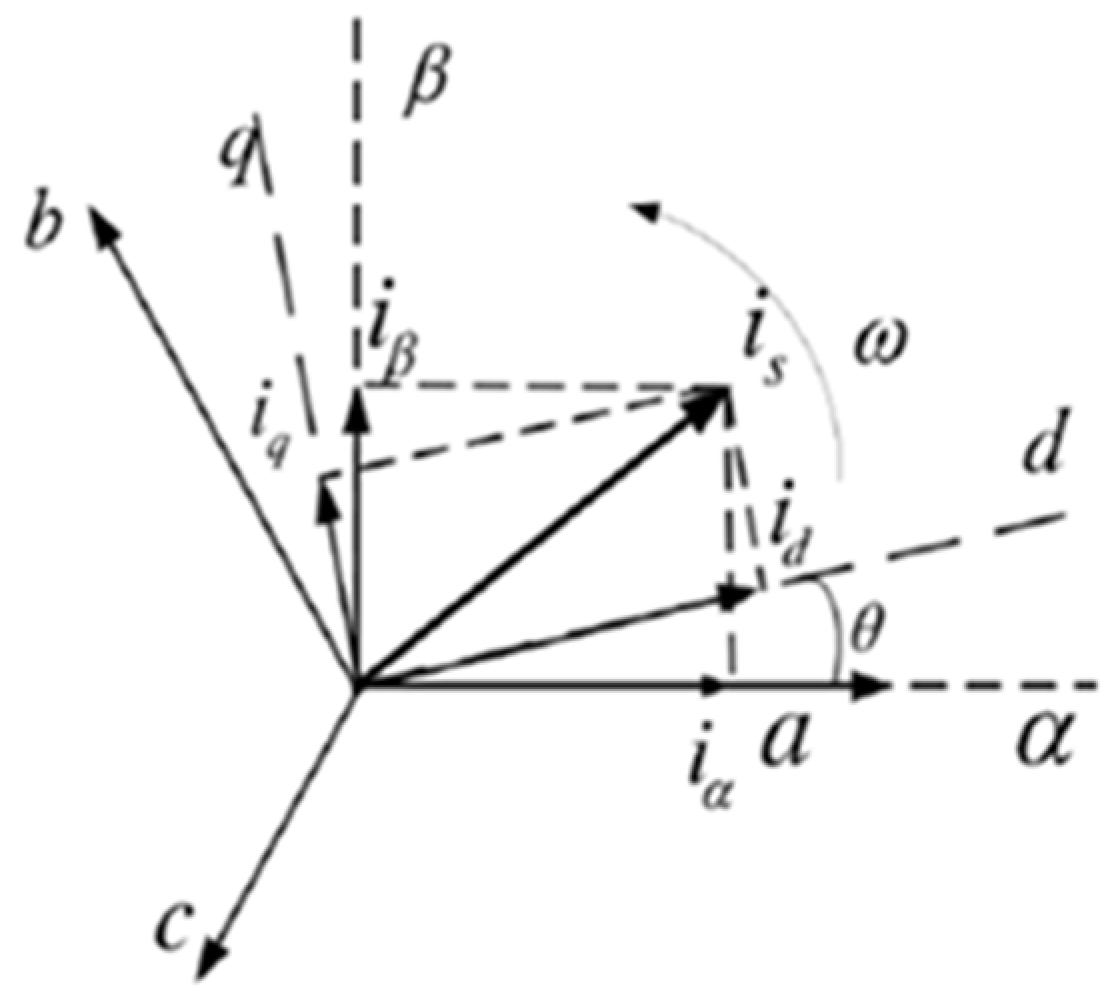
2.1. Mathematical Model of the Motor
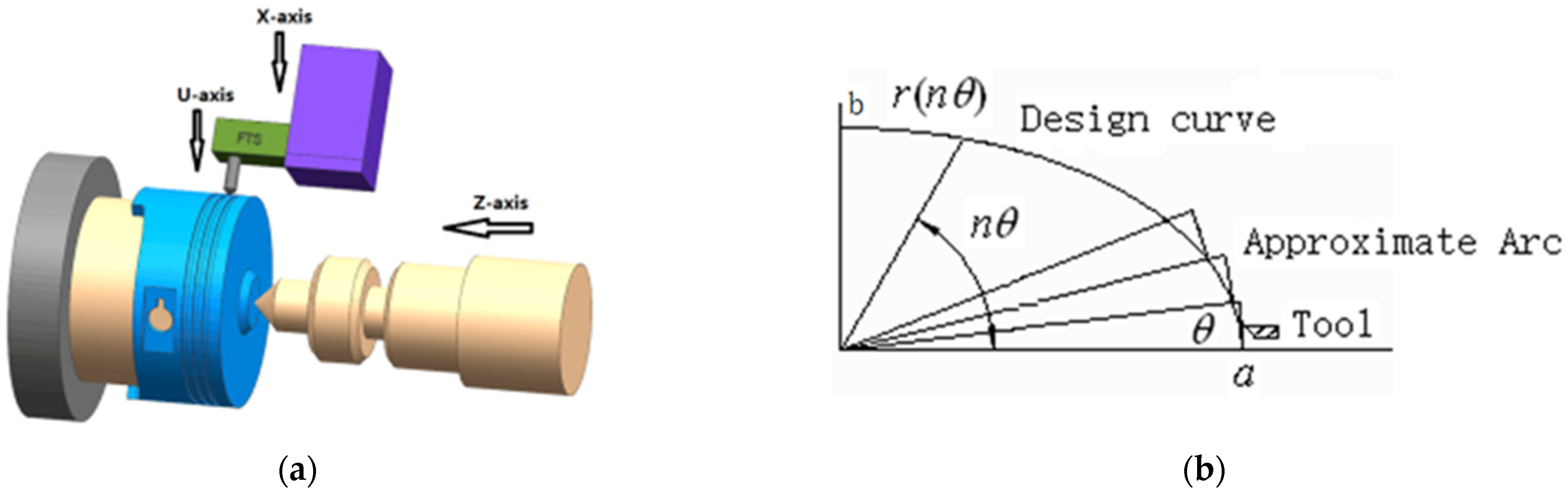
2.2. Mathematical Model of the Cutting Force
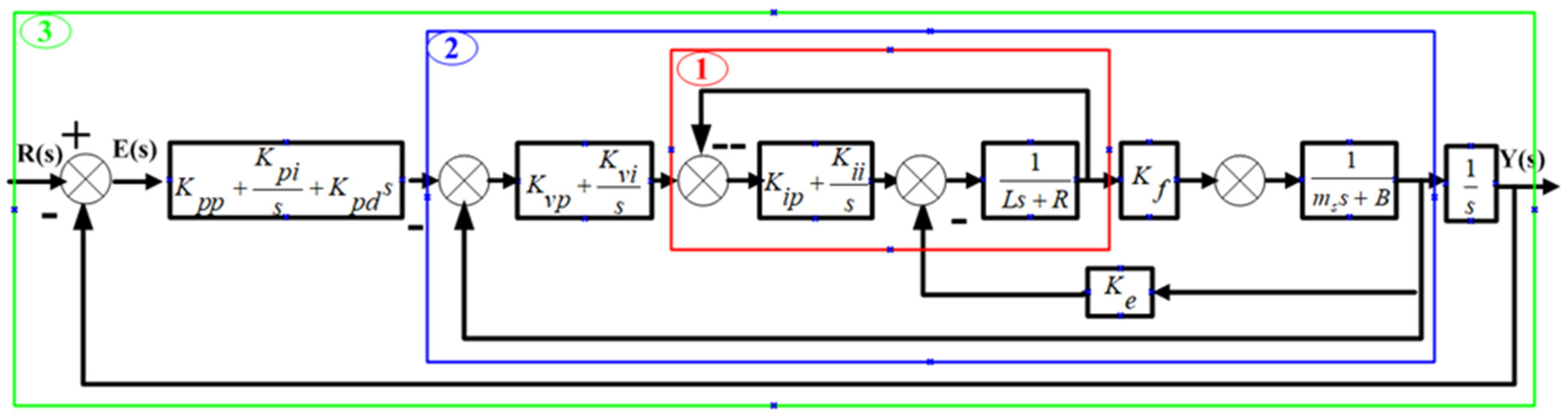
3. Compound PID Control Strategy Based on Speed/Acceleration Feedforward
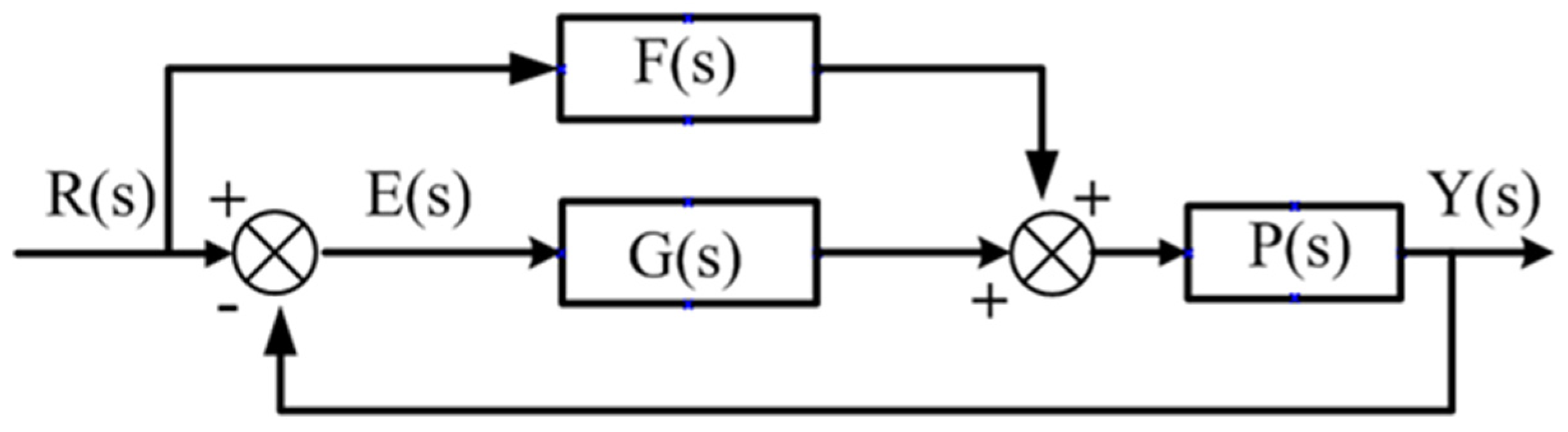
3.1. Compound Feedforward PID Control Principle
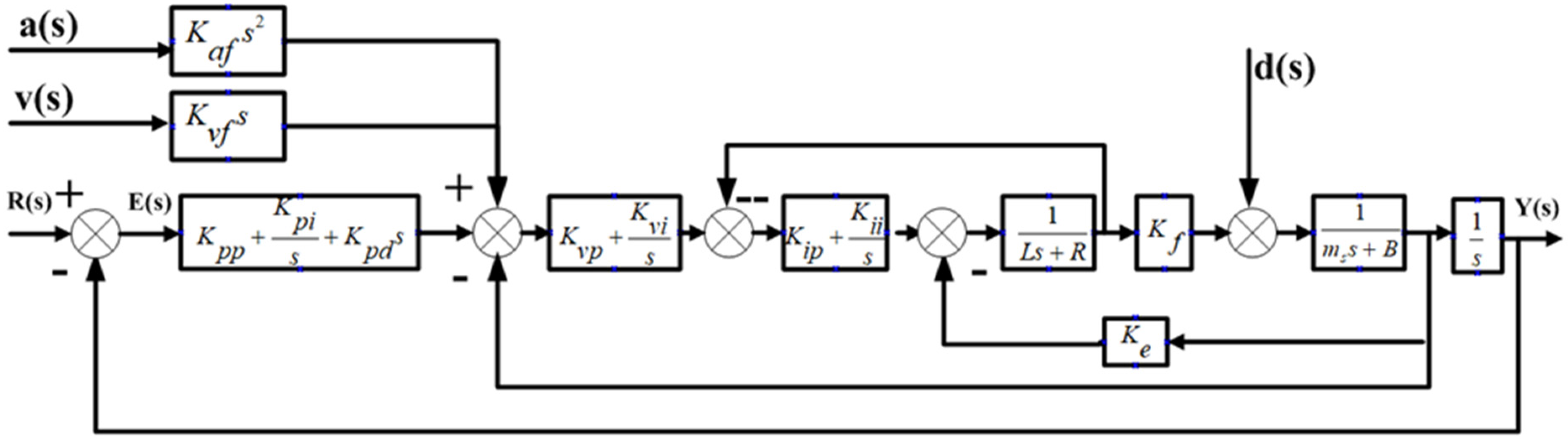
3.2. Application of Velocity/Acceleration Feedforward PID Control in Noncircular Turning
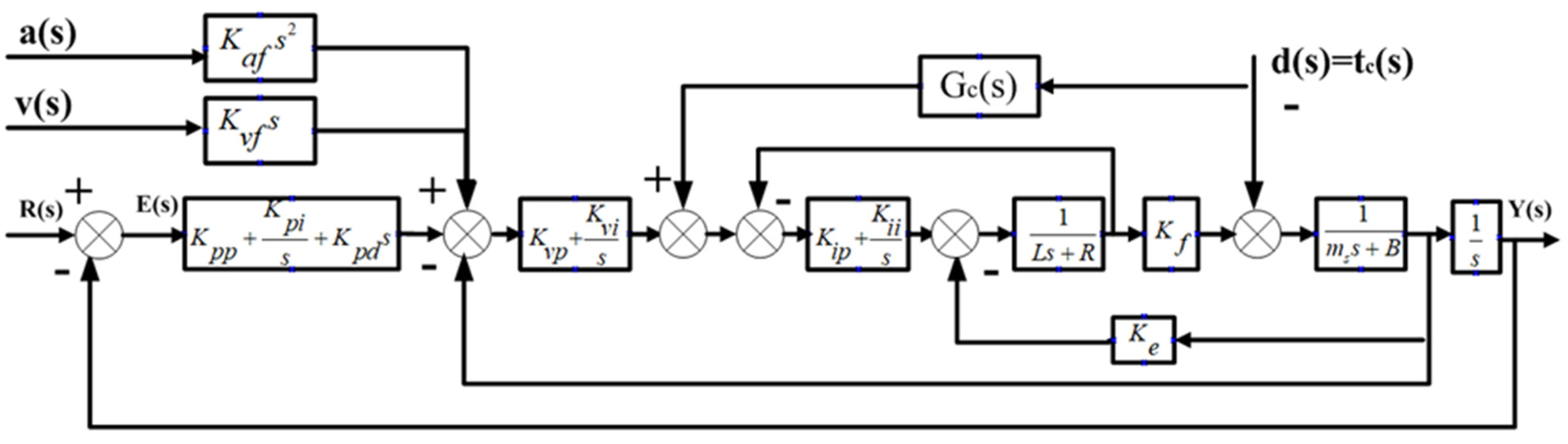
4. Compound PID Control Strategy Based on Input Feedforward and Dynamic Compensation
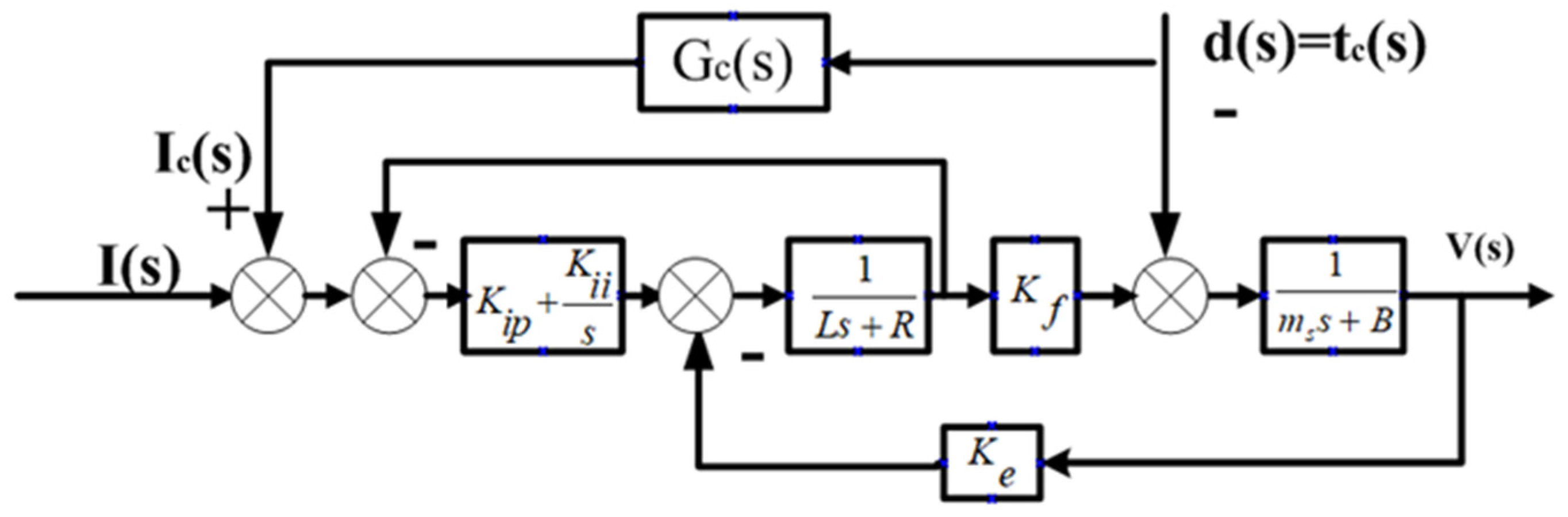
4.1. Perturbation Model
4.2. Application of Compound PID Control with Input Feedforward and Dynamic Compensation in High-Speed Noncircular Turning
5. Conclusions
- (1)
- The mathematical model of the FTS is proposed to investigate the control method and cutting force. The PID control model of the FTS is derived from the analysis of a mathematical model of a linear motor that includes voltage equation, electromagnetic thrust equation and mechanical motion equation. The force analysis shows that the cutting force is constantly changing because of the changes in speed and acceleration. It can be concluded that noncircular turning is more complex than ordinary turning.
- (2)
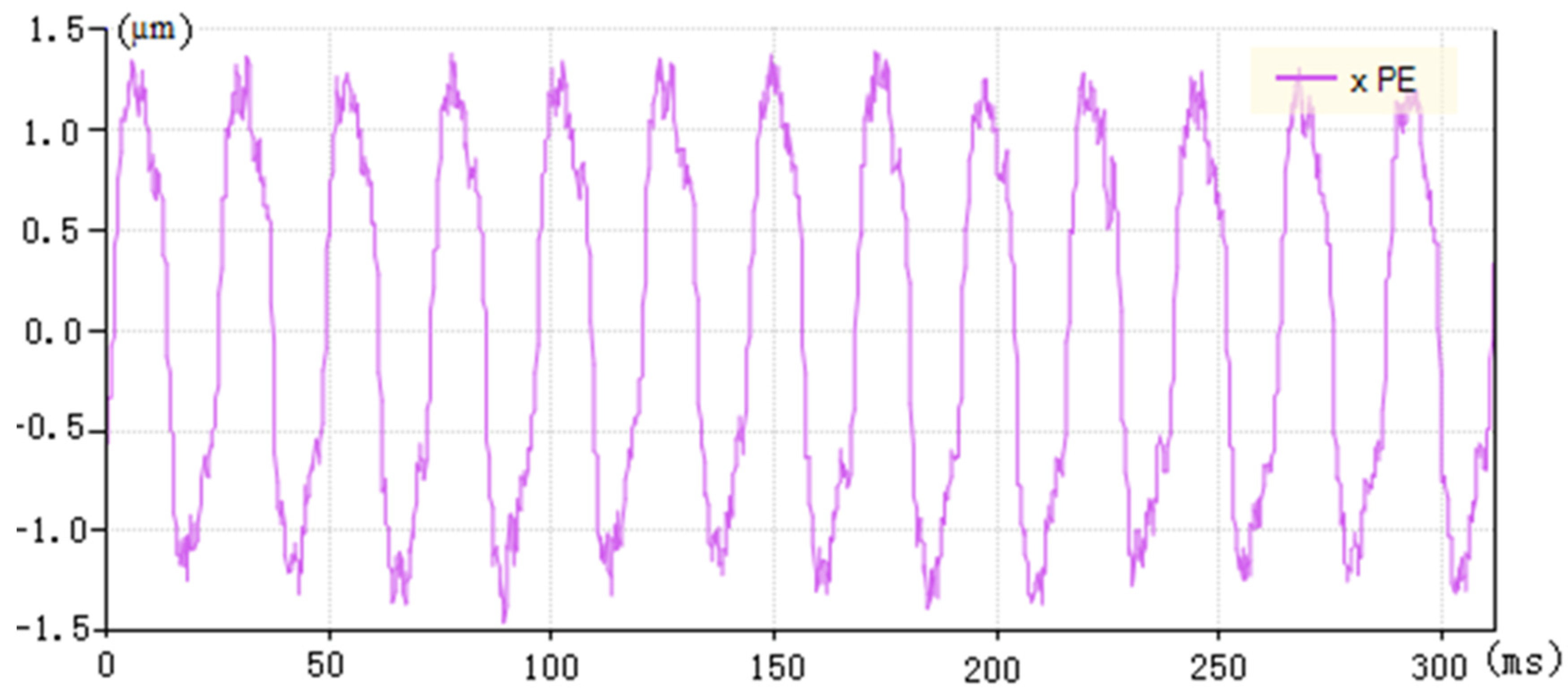
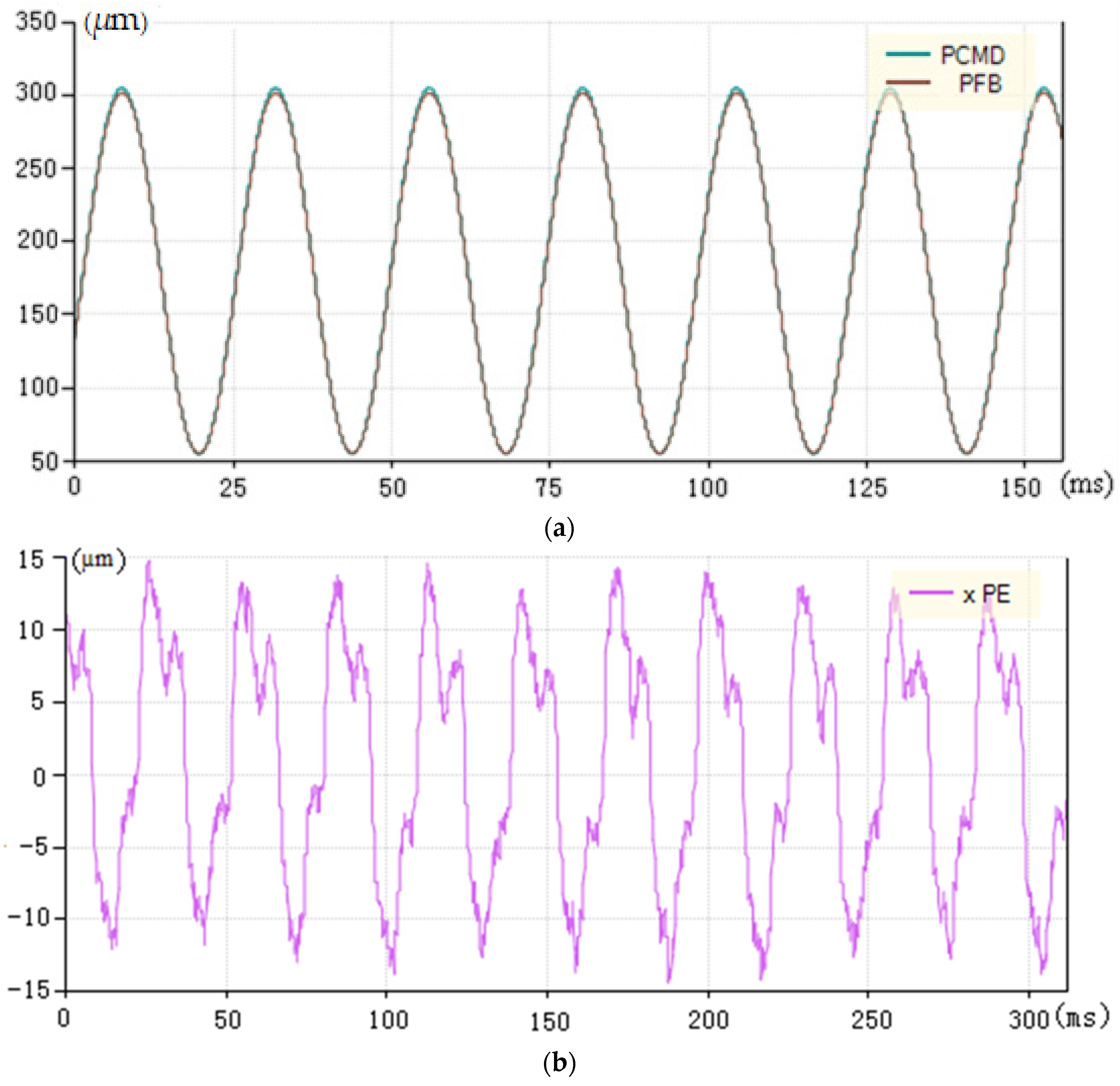
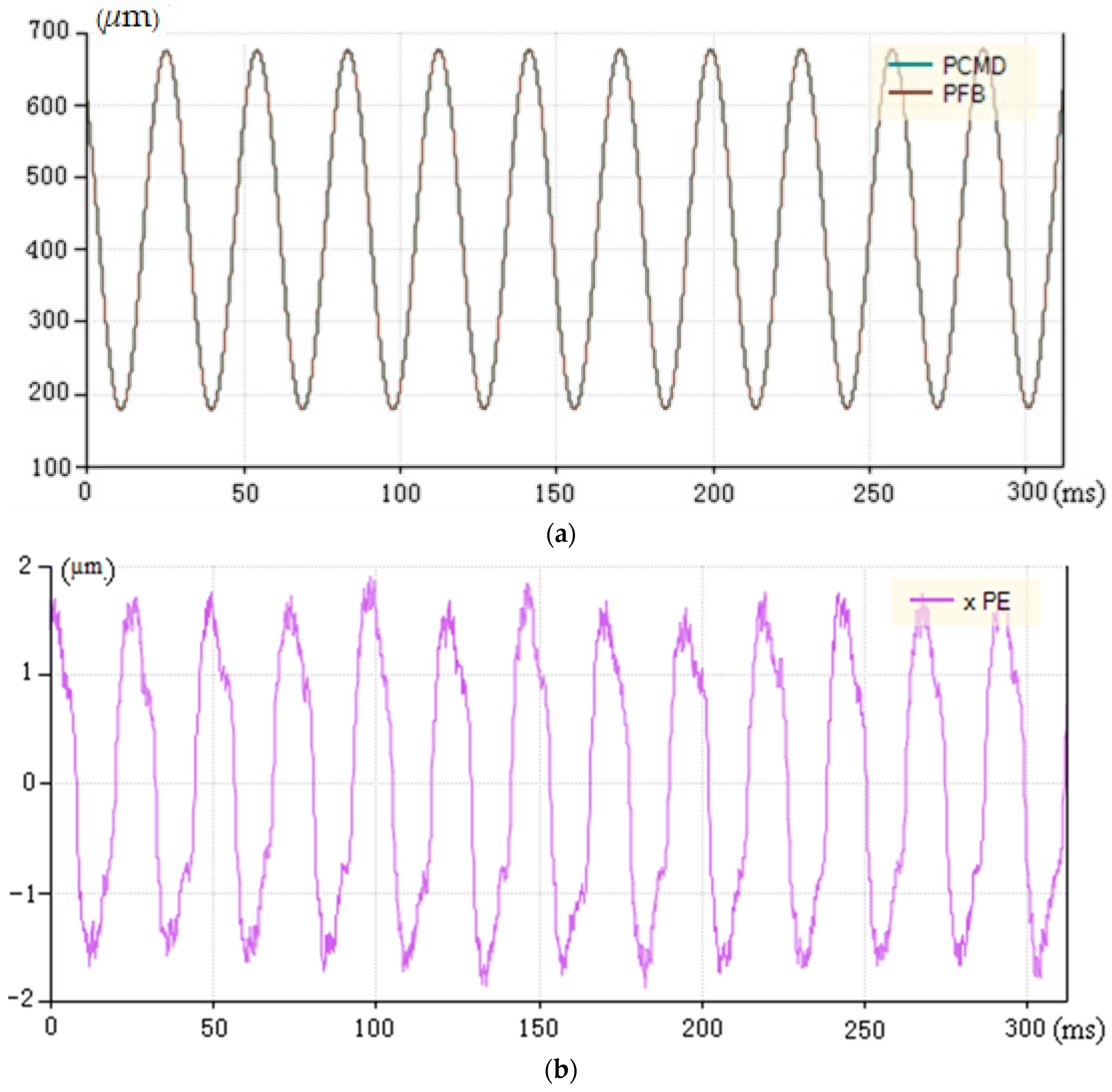
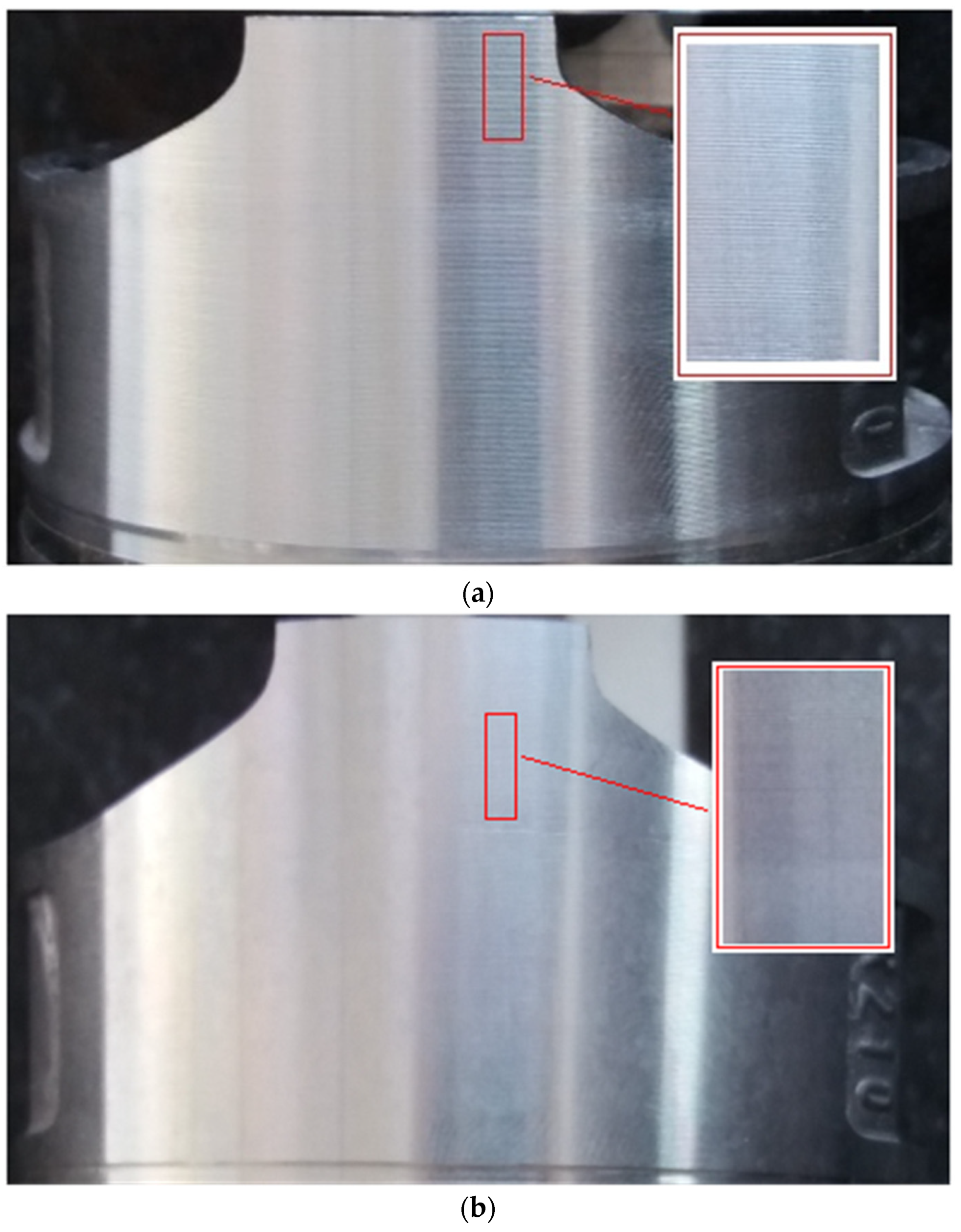
- The test results show that the machining tracking error is improved from ±14 µm to less than ±2 µm by using the compound PID control strategy based on input feedforward and dynamic compensation. The depth and shallow consistency of the piston skirt are neat and compliant. The findings demonstrate that this strategy fully considers the time-varying complexity of the actual cutting force, the diversity of intermittent cutting and fluctuations in the machine spindle speed. The experimental results also demonstrate that the strategy has a very good tracking performance and machining effect.
Author Contributions
Funding
Conflicts of Interest
References
- Wang, B.; Wu, Y.; Wu, X.; Liu, X.; Peng, H. Real-time measuring method to measure the micro-displacement of a rotating cutter in precise piston noncylinder pinhole boring. Int. J. Adv. Manuf. Technol. 2014, 70, 1931–1937. [Google Scholar] [CrossRef]
- Sosnicki, O.; Pages, A.; Pacheco, C.; Maillard, T. Servo piezo tool SPT400MML for the fast and precise machining of free forms. Int. J. Adv. Manuf. Technol. 2010, 47, 903–910. [Google Scholar] [CrossRef]
- Zhang, Y.; Huang, Y.; Shao, W.; Ming, W. Research on MCVE piston machining and process parameter optimization. Int. J. Adv. Manuf. Technol. 2017, 93, 3955–3966. [Google Scholar] [CrossRef]
- Uthayakumar, M.; Prabhakaran, G.; Aravindan, S.; Sivaprasad, J.V. Precision machining of an aluminum alloy piston reinforced with a cast iron insert. Int. J. Precis. Eng. Manuf. 2009, 10, 7–13. [Google Scholar] [CrossRef]
- Saurabh, S.; Pandit, V.S. A pi/pid controller for time delay systems with desired closed loop time response and guaranteed gain and phase margins. J. Process. Control 2016, 37, 70–77. [Google Scholar]
- Mizumoto, I.; Ikeda, D.; Hirahata, T.; Iwai, Z. Design of discrete time adaptive PID control systems with parallel feedforward compensator. Control Eng. Pract. 2010, 18, 168–176. [Google Scholar] [CrossRef]
- Romero, J.G.; Ortega, R.; Donaire, A. Energy shaping of mechanical systems via pid control and extension to constant speed tracking. IEEE Trans. Autom. Control. 2016, 61, 3551–3556. [Google Scholar] [CrossRef] [Green Version]
- Dittmar, R.; Gill, S.; Singh, H.; Darby, M. Robust optimization-based multi-loop PID controller tuning: A new tool and its industrial application. Control Eng. Pract. 2012, 20, 355–370. [Google Scholar] [CrossRef]
- Cho, S.H. Trajectory tracking control of a pneumatic X-Y table using neural network based PID control. Int. J. Precis. Eng. Manuf. 2009, 10, 37–44. [Google Scholar] [CrossRef]
- Sharma, R.; Kumar, V.; Gaur, P.; Mittal, A. An adaptive PID like controller using mix locally recurrent neural network for robotic manipulator with variable payload. ISA Trans. 2016, 62, 258–267. [Google Scholar] [CrossRef]
- Chunsheng, W.; Dirk, S. Optimization strategy for pid-controller design of amb rotor systems. IEEE Trans. Control Syst. Technol. 2015, 24, 788–803. [Google Scholar]
- Felter, C.L.; Vølund, A.; Imran, T.; Klit, P. Development of a model capable of predicting the performance of piston ring—cylinder liner-like tribological interfaces. Proc. Inst. Mech. Eng. 2010, 224, 877–883. [Google Scholar] [CrossRef]
- Zhang, Y.; Huang, Y.; Shao, W. Research on the Machining and Control Principle of a Fast Servo Used in Noncircular Piston Turning. In Proceedings of the 2017 International Conference on Computer Systems, Electronics and Control (ICCSEC), Dalian, China, 25–27 December 2017; pp. 837–842. [Google Scholar]
- Wang, H.; Yang, S. Design and control of a fast tool servo used in noncircular piston turning process. Mech. Syst. Signal Process. 2013, 36, 87–94. [Google Scholar] [CrossRef]
- Ma, H.; Tian, J.; Hu, D. Development of a fast tool servo in noncircular turning and its control. Mech. Syst. Signal Process. 2013, 41, 705–713. [Google Scholar] [CrossRef]
- Mikalsen, R.; Jones, E.; Roskilly, A.P. Predictive piston motion control in a free-piston internal combustion engine. Appl. Energy 2010, 87, 1722–1728. [Google Scholar] [CrossRef]
- Wu, D.; Chen, K. Chatter suppression in fast tool servo-assisted turning by spindle speed variation. Int. J. Mach. Tools Manuf. 2010, 50, 1038–1047. [Google Scholar] [CrossRef]
- Ting, C.; Chang, Y.; Shi, B.; Lieu, J. Adaptive backstepping control for permanent magnet linear synchronous motor servo drive. IET Electr. Power Appl. 2015, 9, 265–279. [Google Scholar] [CrossRef]
- Kung, Y.-S. Design and Implementation of a High-Performance PMLSM Drives Using DSP Chip. IEEE Trans. Ind. Electron. 2008, 55, 1341–1351. [Google Scholar] [CrossRef]
- Li, S.; Zhou, M.; Yu, X. Design and Implementation of Terminal Sliding Mode Control Method for PMSM Speed Regulation System. IEEE Trans. Ind. Inform. 2013, 9, 1879–1891. [Google Scholar] [CrossRef]
- Ming, W.; Zhang, Y.; Li, X.; Shen, D.; He, W.; Ma, J.; Shen, F. Multi-objective optimization based IBCS for surface roughness and textural feature in MCVE piston machining. Int. J. Adv. Manuf. Technol. 2018, 97, 1285–1304. [Google Scholar] [CrossRef]
- Wu, D.; Chen, K.; Wang, X. Tracking control and active disturbance rejection with application to noncircular machining. Int. J. Mach. Tools Manuf. 2007, 47, 2207–2217. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Parameter |
|---|---|
| material | aluminum alloy |
| 606.36 | |
| 0.76 | |
| 0.7 | |
| 0.04 | |
| S (spindle speed (rpm)) | 1500 |
| F (Z feed (mm/min)) | 250 |
| maximum ovality (mm) | 1 |
| maximum profile (mm) | 0.5 |
| Name | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|
| S (spindle speed (rpm)) | 1500 | 1350 | 1200 | 1050 | 900 |
| F (Z feed (mm/min)) | 250 | 225 | 200 | 175 | 150 |
| maximum ovality (mm) | 1 | 1 | 1 | 1 | 1 |
| maximum profile (mm) | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 |
| tracking error (μm) (general control) | 14 | 13.5 | 13.2 | 13 | 12.9 |
| tracking error (μm) (compound PID control) | 2 | 2 | 1.9 | 1.8 | 1.8 |
| surface roughness (μm) (general control) | 1.01 | 0.96 | 0.96 | 0.92 | 0.91 |
| surface roughness (μm) (compound PID control) | 0.61 | 0.58 | 0.58 | 0.57 | 0.56 |
| Name | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|
| S (spindle speed (rpm)) | 1500 | 1500 | 1500 | 1500 | 1500 |
| F (Z feed (mm/min)) | 250 | 250 | 250 | 250 | 250 |
| maximum ovality (mm) | 1 | 0.9 | 0.8 | 0.7 | 0.6 |
| maximum profile (mm) | 0.5 | 0.4 | 0.3 | 0.2 | 0.1 |
| tracking error (μm) (general control) | 14 | 13.8 | 13.7 | 13.5 | 13.5 |
| tracking error (μm) (compound PID control) | 2 | 2.05 | 2 | 1.9 | 1.9 |
| surface roughness (μm) (general control) | 1.01 | 0.95 | 0.92 | 0.91 | 0.91 |
| surface roughness (μm) (compound PID control) | 0.61 | 0.60 | 0.60 | 0.58 | 0.58 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Huang, Y.; Wang, Y. Research on Compound PID Control Strategy Based on Input Feedforward and Dynamic Compensation Applied in Noncircular Turning. Micromachines 2022, 13, 341. https://doi.org/10.3390/mi13020341
Zhang Y, Huang Y, Wang Y. Research on Compound PID Control Strategy Based on Input Feedforward and Dynamic Compensation Applied in Noncircular Turning. Micromachines. 2022; 13(2):341. https://doi.org/10.3390/mi13020341
Chicago/Turabian StyleZhang, Yong, Yue Huang, and Yu Wang. 2022. "Research on Compound PID Control Strategy Based on Input Feedforward and Dynamic Compensation Applied in Noncircular Turning" Micromachines 13, no. 2: 341. https://doi.org/10.3390/mi13020341