
Processing and Profile Control of Microhole Array for PDMS Mask with Femtosecond Laser


Abstract
:1. Introduction
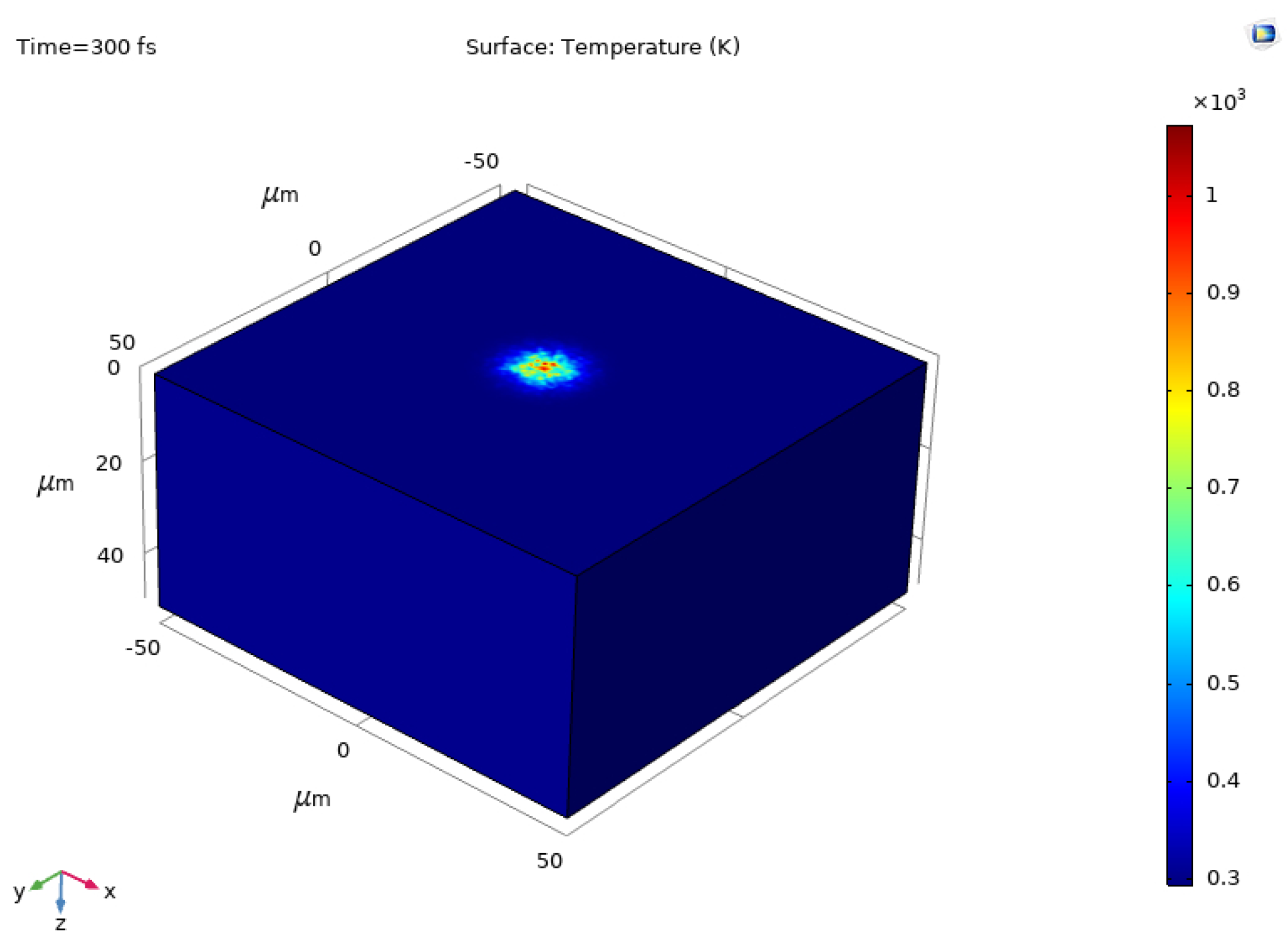
2. Modeling and Simulation of the Ablation Threshold
- (a)
- The material is homogeneous and isotropic;
- (b)
- The lifetime of induced plasma (~100 ps) is much longer than the laser pulse;
- (c)
- The diffusion of plasma is neglected in the timescale of the laser pulse;
- (d)
- In the range of interests, the laser beam can be regarded as collimated.
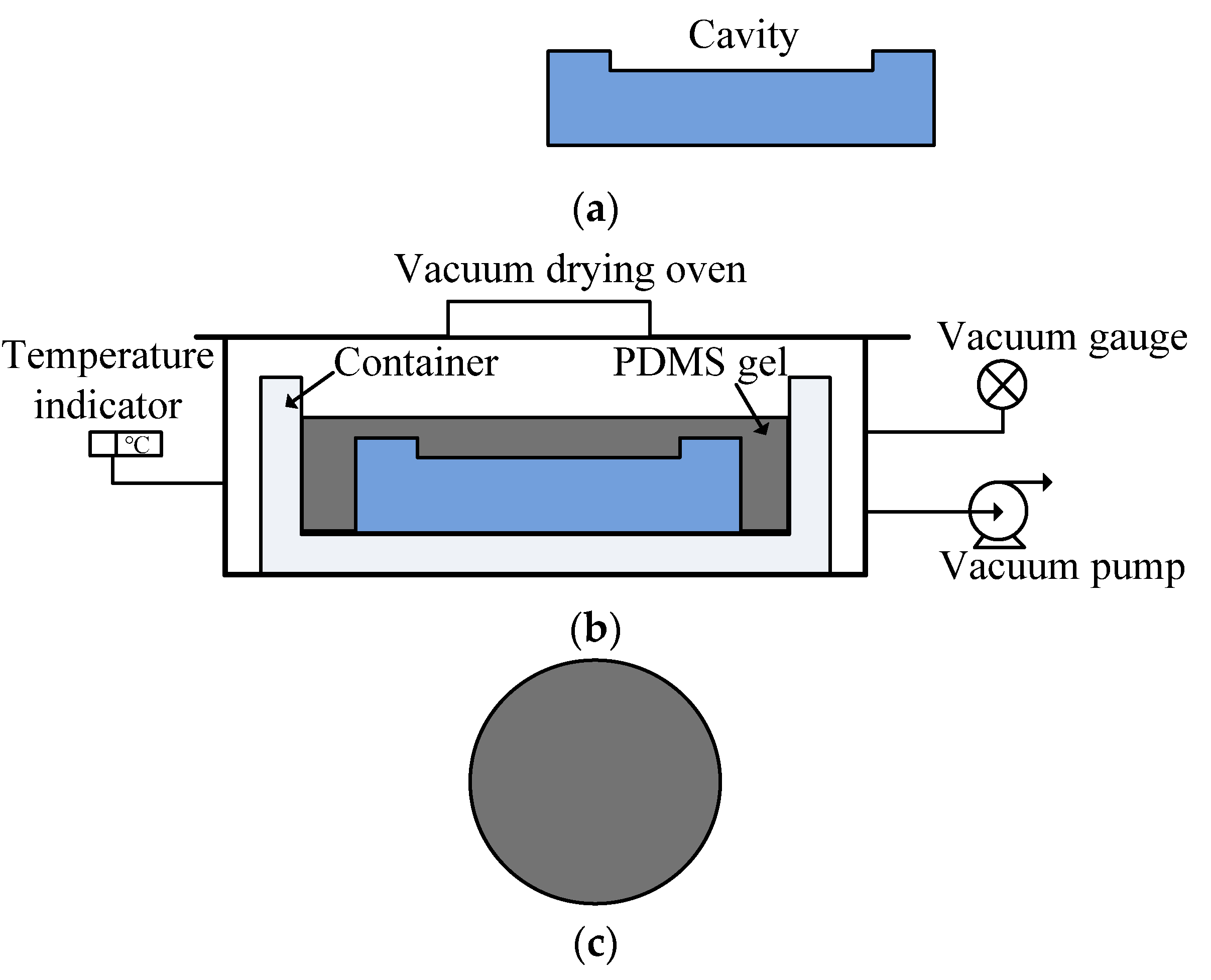
3. Material Preparation and Process Methodology
3.1. Material Preparation of PDMS Film
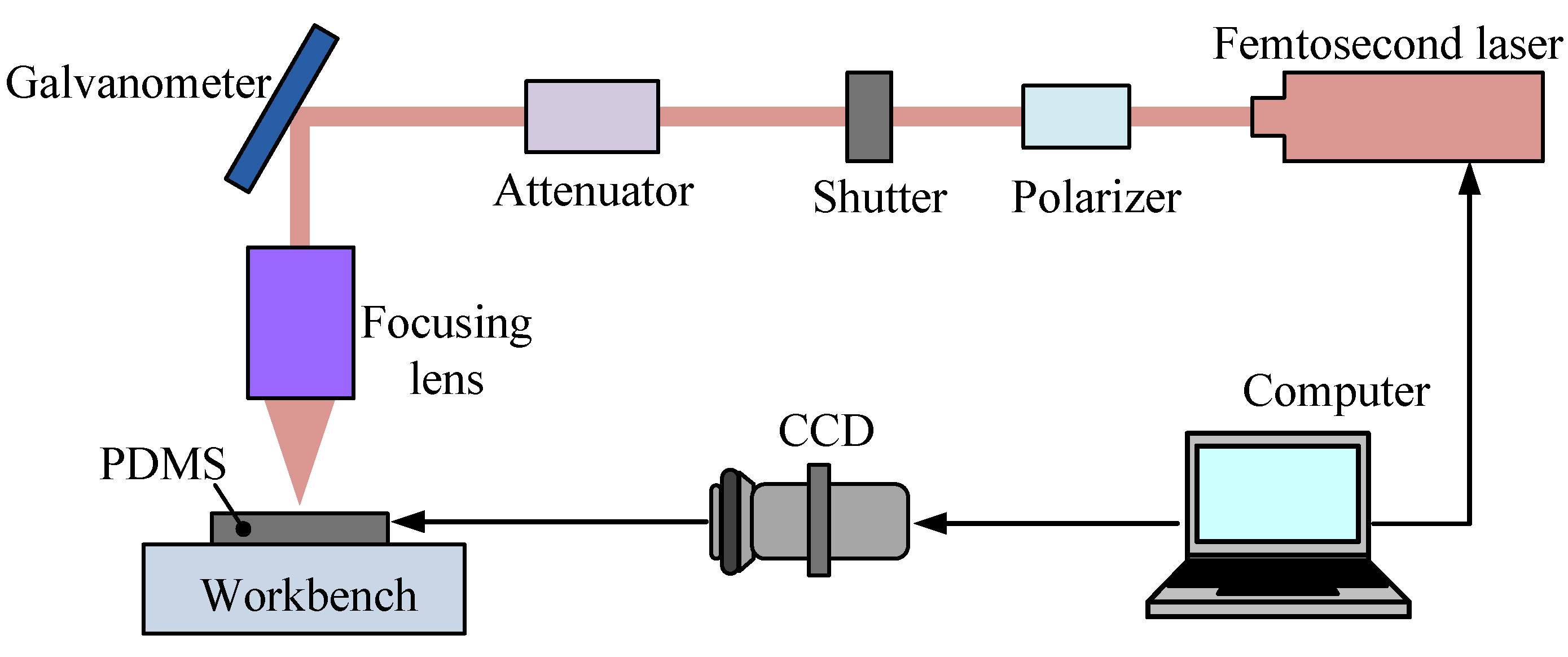
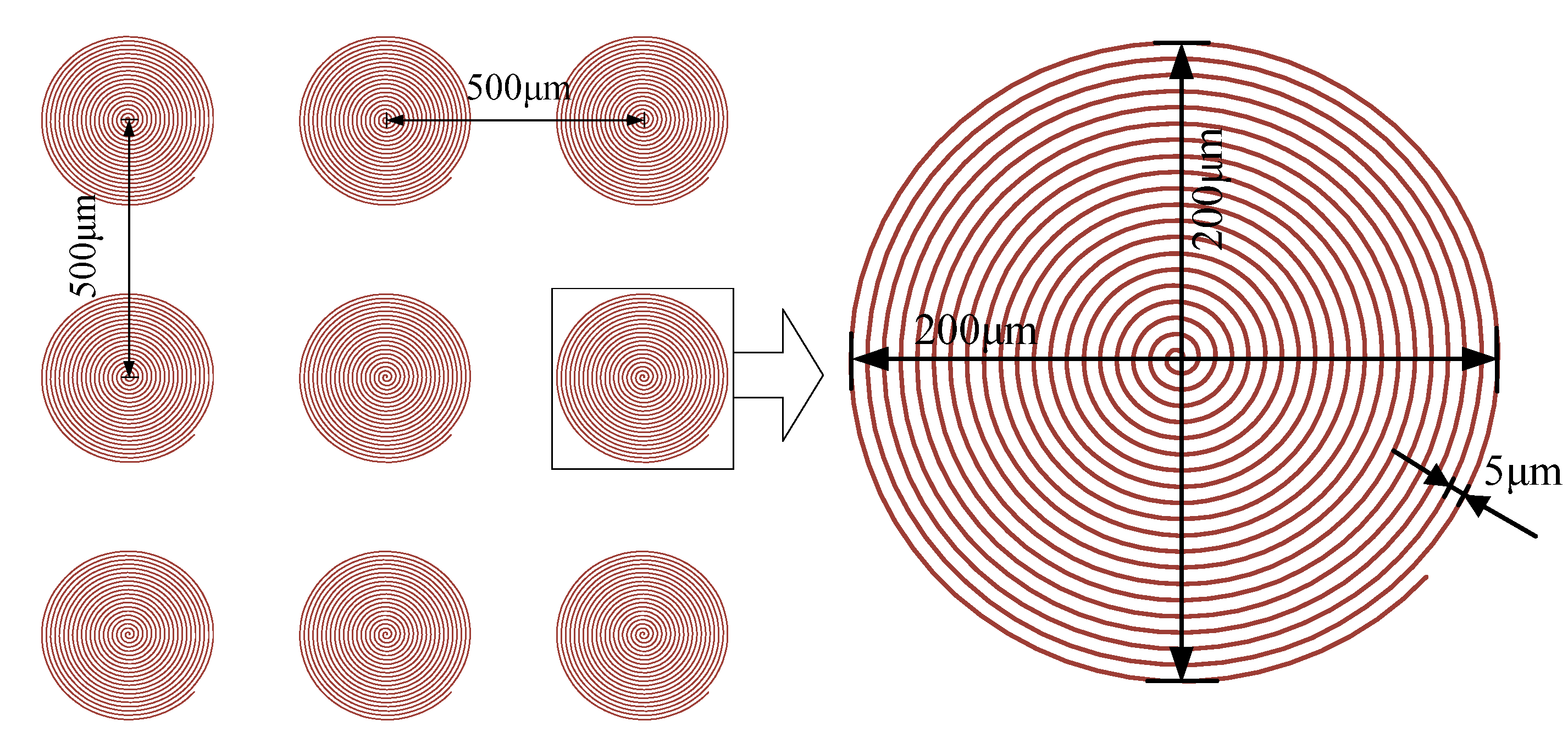
3.2. Fabrication of Micro-Holes on PDMS with Femtosecond Laser Ablation
4. Results and Discussion
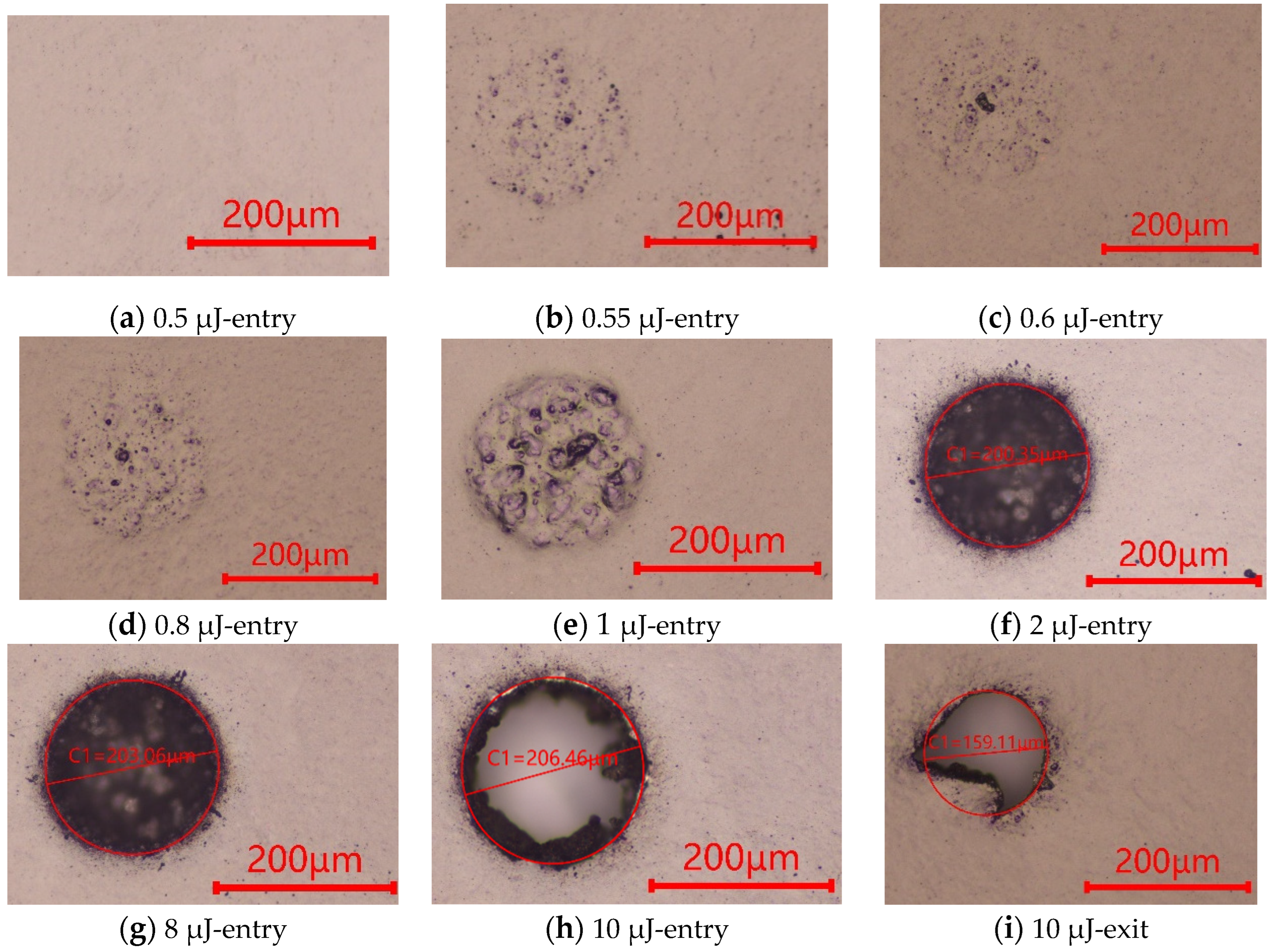
4.1. The Ablation Threshold of Laser Pulse Energy on PDMS Film
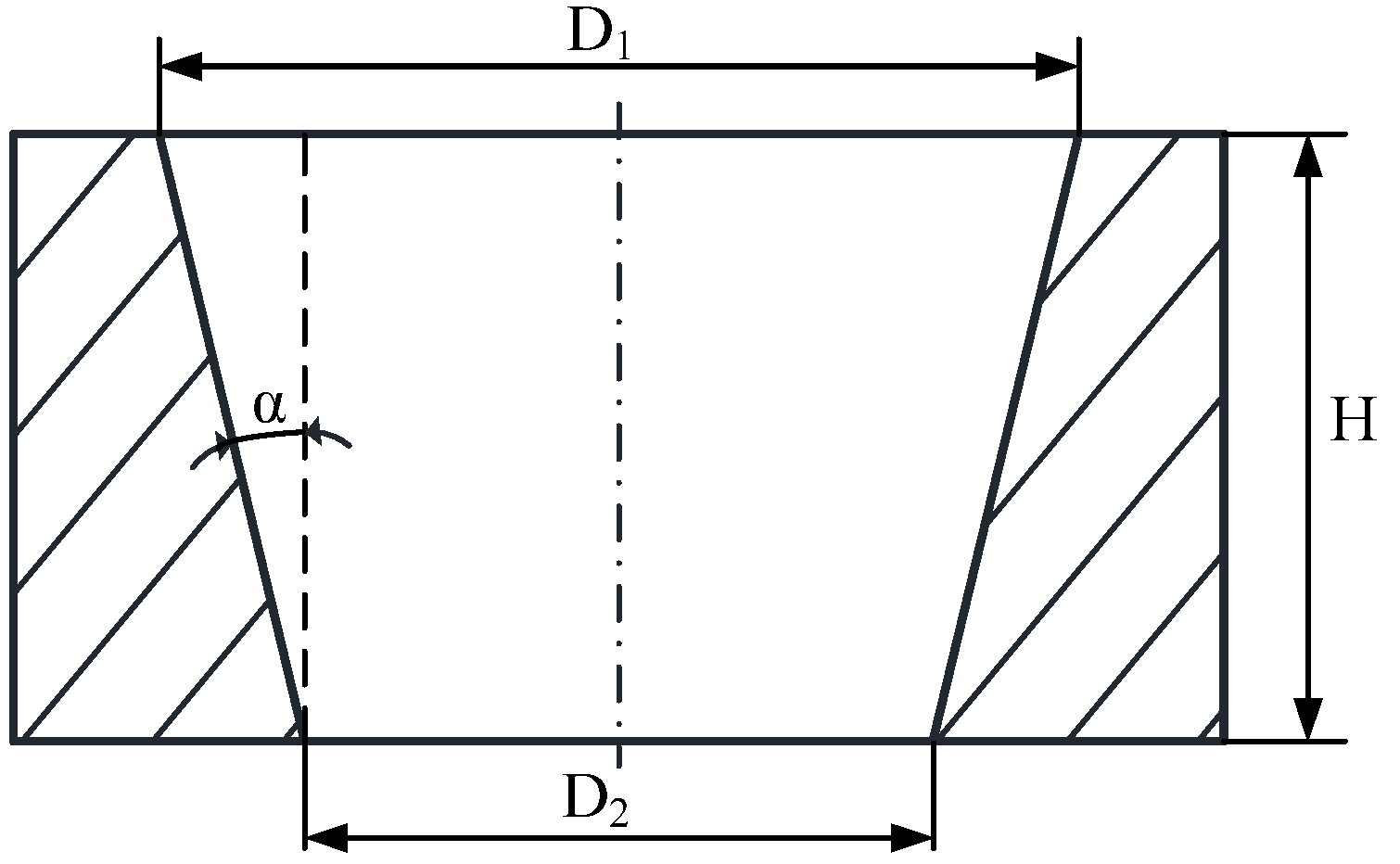
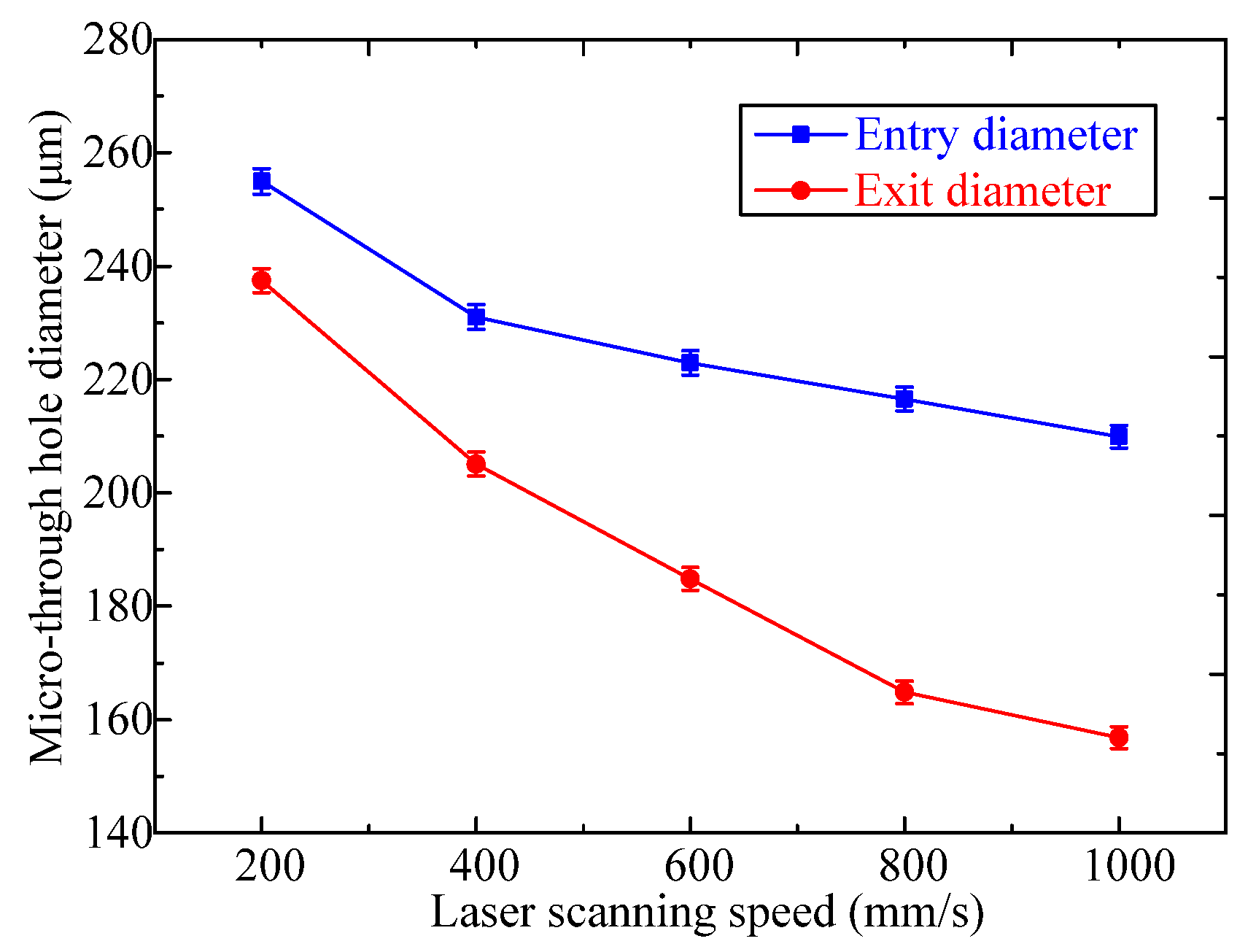
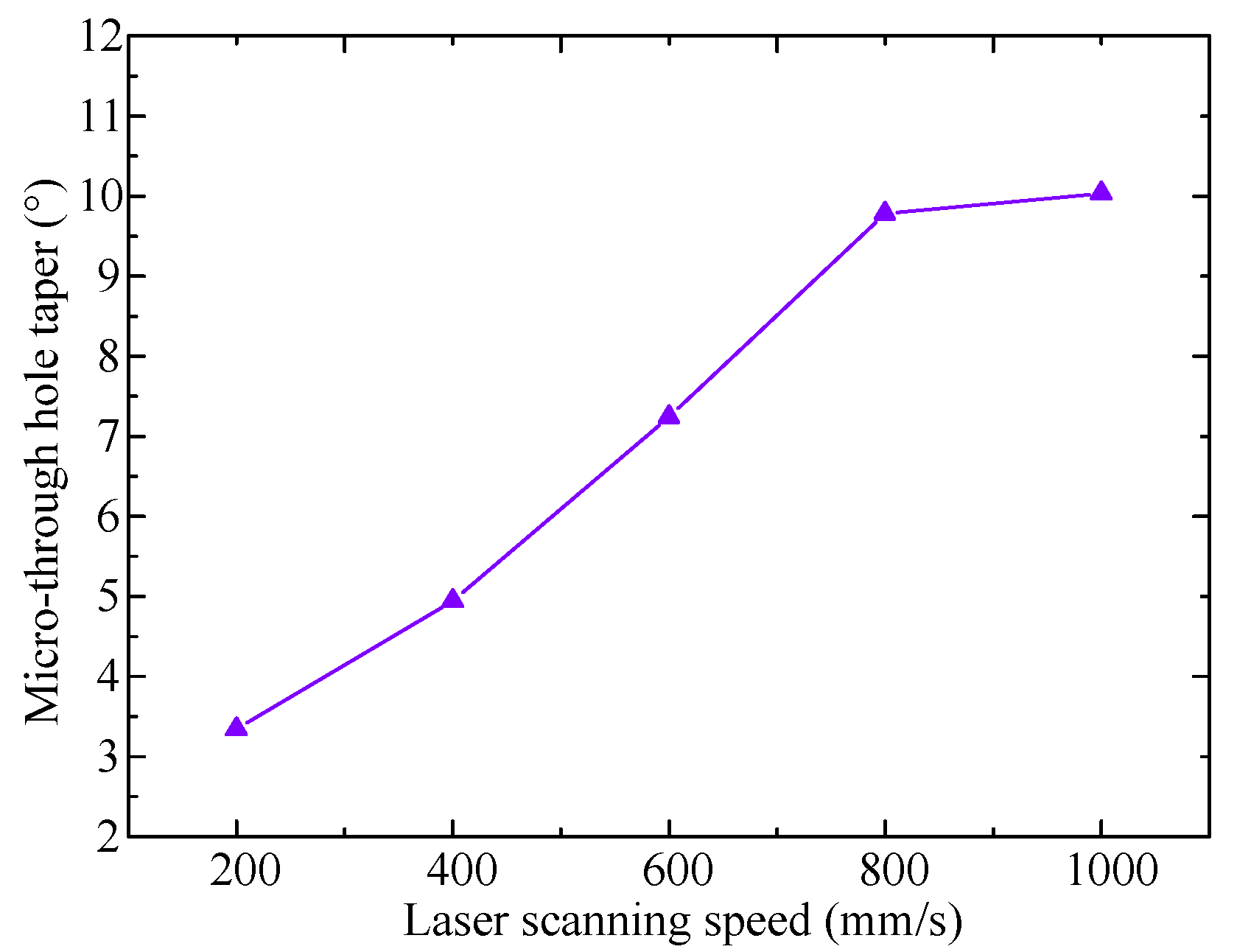
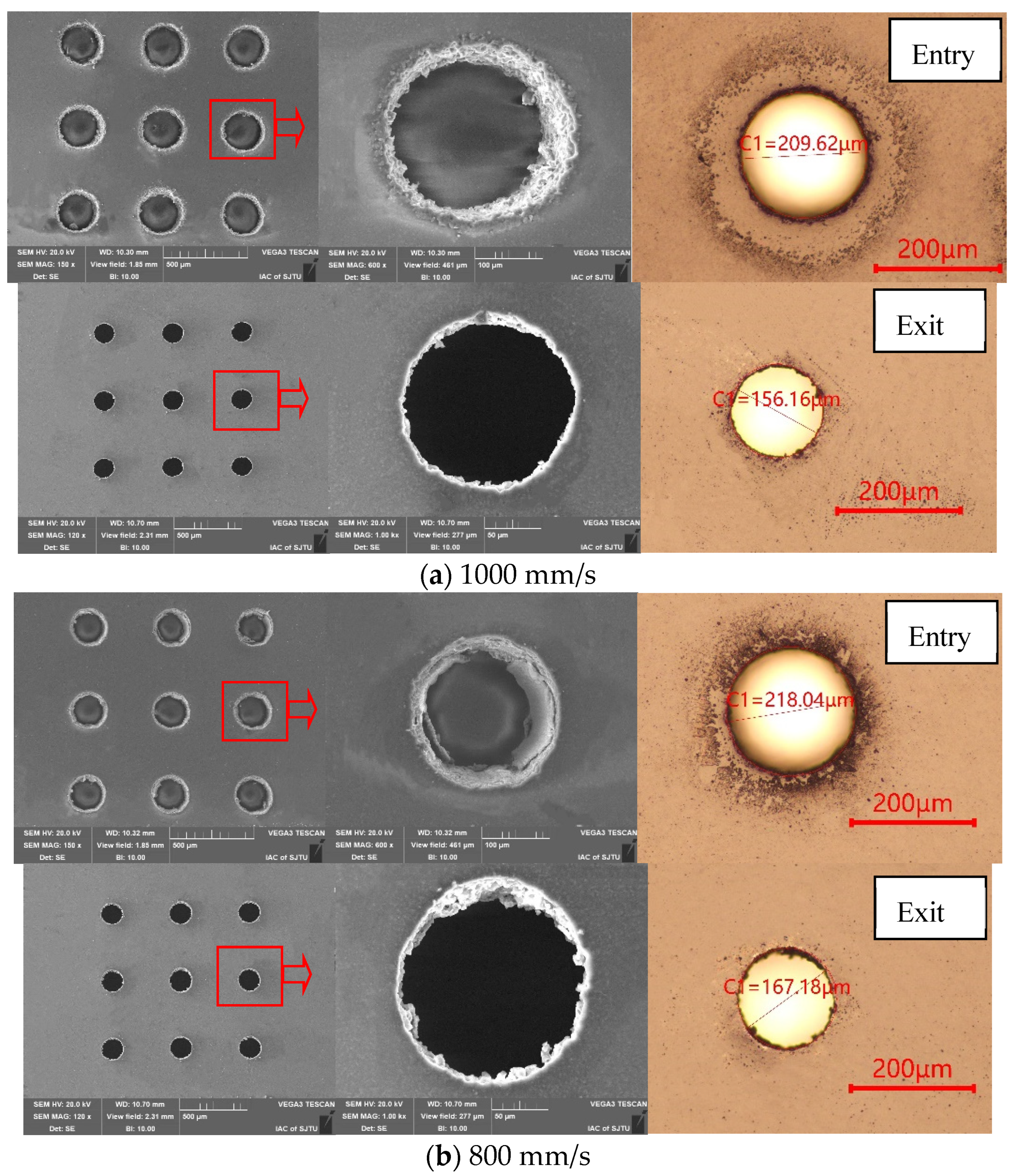
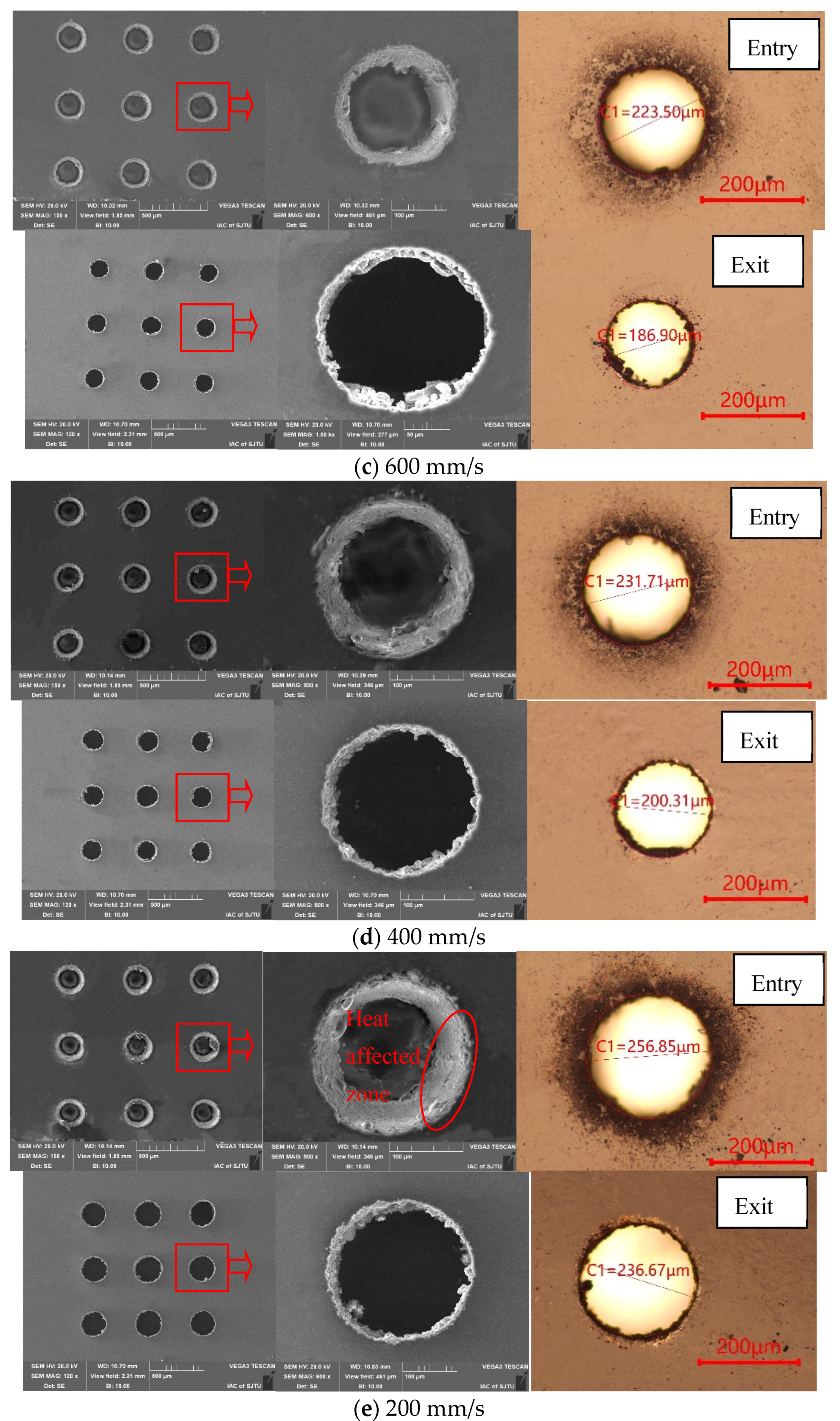
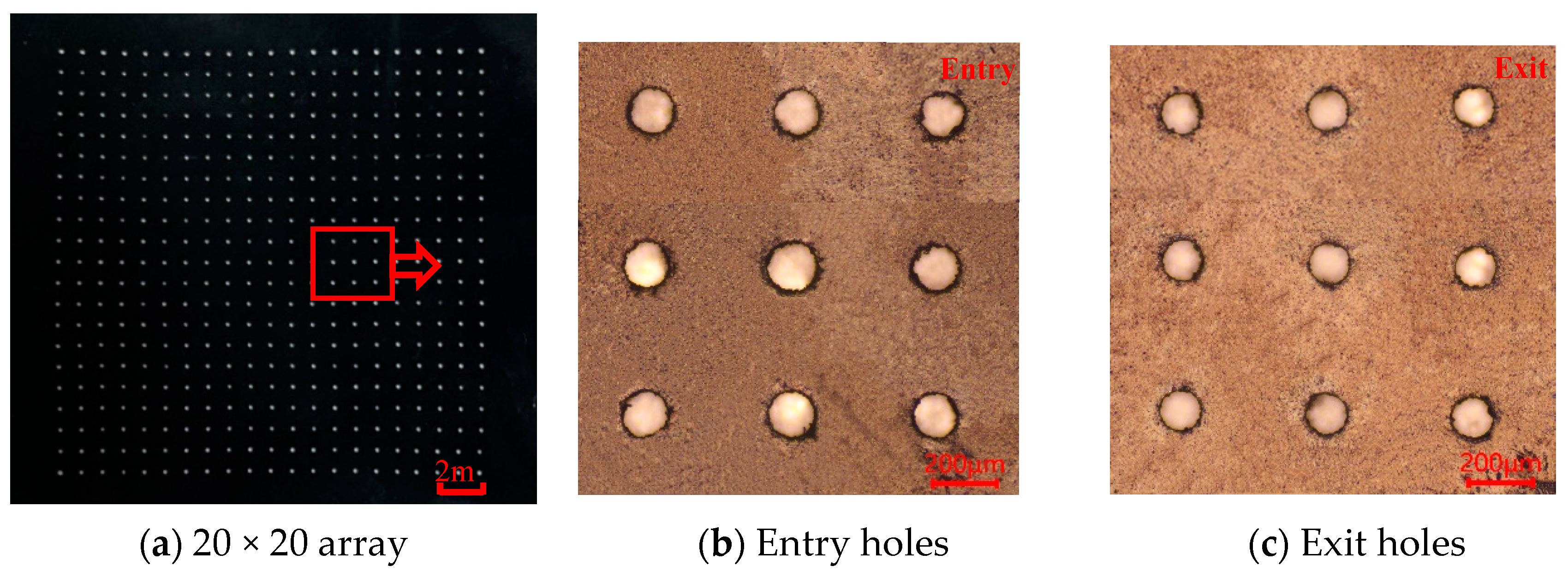
4.2. Effect of Laser Scanning Speed on the Micro-through-Holes on PDMS
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wolf, M.P.; Salieb-Beugelaar, G.B.; Hunziker, P. PDMS with designer functionalities—Properties, modifications strategies, and applications. Prog. Polym. Sci. 2018, 83, 97–134. [Google Scholar] [CrossRef]
- Cao, C.; Liang, F.; Liu, R.; Zhang, Y.; Zhang, W.; Zhu, T.; Yi, B.; Tang, Y.; Lai, Y. “PDMS-in-water” emulsion enables mechanochemically robust superhydrophobic surfaces with self-healing nature. Nanoscale Horiz. 2020, 5, 65–73. [Google Scholar]
- Liu, Y.; Gu, H.; Jia, Y.; Liu, J.; Zhang, H.; Wang, R.; Zhang, B.; Zhang, H.; Zhang, Q. Design and preparation of biomimetic polydimethylsiloxane (PDMS) films with superhydrophobic, self-healing and drag reduction properties via replication of shark skin and SI-ATRP. Chem. Eng. J. 2019, 356, 318–328. [Google Scholar] [CrossRef]
- Descamps, L.; le Roy, D.; Tomba, C.; Deman, A. Magnetic polymers for magnetophoretic separation in microfluidic devices. Magnetochemistry 2021, 7, 100. [Google Scholar] [CrossRef]
- Chen, C.; Shi, L.-A.; Huang, Z.; Hu, Y.; Wu, S.; Li, J.; Wu, D.; Chu, J. Microhole-Arrayed PDMS with Controllable Wettability Gradient by One-Step Femtosecond Laser Drilling for Ultrafast Underwater Bubble Unidirectional Self-Transport. Adv. Mater. Interfaces 2019, 6, 1900297. [Google Scholar] [CrossRef]
- Zhou, B.; Su, B.; Ta, W.; Yang, Z.; Meng, J. Fabrication of high-aspect-ratio polydimethylsiloxane microstructures by reducing the interfacial adhesion in soft lithography. J. Micromech. Microeng. 2021, 31, 075004. [Google Scholar] [CrossRef]
- Maram, S.K.; Barron, B.; Leung, J.C.K.; Pallapa, M.; Rezai, P. Fabrication and thermoresistive behavior characterization of three-dimensional silver-polydimethylsiloxane (Ag-PDMS) microbridges in a mini-channel. Sens. Actuators A Phys. 2018, 277, 43–51. [Google Scholar] [CrossRef]
- Dabaghi, M.; Shahriari, S.; Saraei, N.; Da, K.; Chandiramohan, A.; Selvaganapathy, P.R.; Hirota, J.A. Surface modification of PDMS-based microfluidic devices with collagen using polydopamine as a spacer to enhance primary human bronchial epithelial cell adhesion. Micromachines 2021, 12, 132. [Google Scholar] [CrossRef]
- Raj, M.K.; Chakraborty, S. PDMS microfluidics: A mini review. J. Appl. Polym. Sci. 2020, 137, 48958. [Google Scholar] [CrossRef]
- Zhou, B.; Su, B.; Li, M.; Meng, J. Microelectroforming of freestanding metallic microcomponents using silver-coated poly (dimethylsiloxane) molds. J. Micromech. Microeng. 2020, 30, 045013. [Google Scholar] [CrossRef]
- Akther, F.; Yakob, S.B.; Nguyen, N.T.; Ta, H.T. Surface Modification Techniques for Endothelial Cell Seeding in PDMS Microfluidic Devices. Biosensors 2020, 10, 182. [Google Scholar] [CrossRef]
- Yamashita, T.; Yasukawa, K.; Yunoki, E. Fabrication of polydimethylsiloxane (PDMS) fluidic chip using sacrificial template made by fused deposition modeling (FDM) 3D printing and application for flow injection analysis. Anal. Sci. 2019, 35, 18P554. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, J.; Zheng, H.; Dai, X.; Poh, P.S.; Machens, H.G.; Schilling, A.F. Transparent PDMS Bioreactors for the Fabrication and Analysis of Multi-Layer Pre-vascularized Hydrogels under Continuous Perfusion. Front. Bioeng. Biotechnol. 2020, 8, 1408–1417. [Google Scholar] [CrossRef]
- Kecili, S.; Tekin, H.C. Adhesive bonding strategies to fabricate high-strength and transparent 3D printed microfluidic device. Biomicrofluidics 2020, 14, 024113. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Faria, C.L.; Pinho, D.; Santos, J.; Gonçalves, L.M.; Lima, R. Low cost 3D printed biomodels for biofluid mechanics applications. J. Mech. Eng. Biomech. 2018, 3, 1–7. [Google Scholar] [CrossRef]
- Chande, C.; Riaz, N.; Harbour, V.; Noor, H.; Torralba, M.; Cheng, Y.-H.; Li, Z.; Tong, A.; Voronov, R.; Basuray, S. Universal method for fabricating PDMS microfluidic device using SU8, 3D printing and soft lithography. Technology 2020, 8, 50–57. [Google Scholar] [CrossRef]
- Chen, P.C.; Cheng, Y.F.; Young, K.C.; Hsieh, H.L.; Yang, C.L. Design and characterization of a capillary-driven and parallelized microfluidic chip for distributing a liquid plug. Int. J. Precis. Eng. Manuf. 2016, 17, 1547–1554. [Google Scholar] [CrossRef]
- Song, K.; Gang, M.G.; Jun, M.B.G.; Min, B.K. Cryogenic machining of PDMS fluidic channel using shrinkage compensation and surface roughness control. Int. J. Precis. Eng. Manuf. 2017, 18, 1711–1717. [Google Scholar] [CrossRef]
- Zhang, G.; Sun, Y.; Liu, X.; Gao, H.; Zuo, D. Experimental investigations of machining characteristics on polydimethylsiloxane (PDMS) by cryogenic abrasive air-jet machining. Int. J. Adv. Manuf. Technol. 2021, 118, 2711–2723. [Google Scholar] [CrossRef]
- Chen, X.; Qu, N.; Li, H.; Xu, Z. Electrochemical micromachining of micro-dimple arrays using a polydimethylsiloxane (PDMS) mask. J. Mater. Process. Technol. 2016, 229, 102–110. [Google Scholar] [CrossRef]
- Chen, X.; Qu, N.; Li, H.; Zhu, D. The Fabrication and Application of a PDMS Micro Through-Holes Mask in Electrochemical Micromanufacturing. Adv. Mech. Eng. 2014, 2014, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Isiksacan, Z.; Guler, M.T.; Aydogdu, B.; Bilican, I.; Elbuken, C. Rapid fabrication of microfluidic PDMS devices from reusable PDMS molds using laser ablation. J. Micromech. Microeng. 2016, 26, 035008. [Google Scholar] [CrossRef]
- Liang, C.; Su, W.; Sun, X.; Hu, Y.; Duan, J.A. Femtosecond Laser Patterning Wettability-Assisted PDMS for Fabrication of Flexible Silver Nanowires Electrodes. Adv. Mater. Interfaces 2021, 8, 2100608. [Google Scholar] [CrossRef]
- Yong, J.; Chen, F.; Huo, J.; Fang, Y.; Yang, Q.; Zhang, J.; Hou, X. Femtosecond laser induced underwater superaerophilic and superaerophobic PDMS sheets with through microholes for selective passage of air bubbles and further collection of underwater gas. Nanoscale 2018, 10, 3688–3696. [Google Scholar] [CrossRef]
- Saadat, M.; Taylor, M.; Hughes, A.; Hajiyavand, A.M. Rapid prototyping method for 3D PDMS microfluidic devices using a red femtosecond laser. Adv. Mech. Eng. 2020, 12, 035008. [Google Scholar] [CrossRef]
- Homma, K.; Watanabe, W. Fabrication of PDMS-based volume Bragg gratings by stitching of femtosecond laser filament. Jpn. J. Appl. Phys. 2021, 60, 032003. [Google Scholar] [CrossRef]
- Ha, N.P.; Ohishi, T.; Mizoshiri, M. Direct writing of Cu patterns on polydimethylsiloxane substrates using femtosecond laser pulse-induced reduction of glyoxylic acid copper complex. Micromachines 2021, 12, 493. [Google Scholar] [CrossRef]
- Yin, J.; Chen, G.; Zhu, Z.; Jin, M.; Hu, B. Ablation mechanism investigation and ablation threshold prediction of single crystal diamond irradiated by femtosecond laser. Diam. Relat. Mater. 2020, 111, 108173. [Google Scholar] [CrossRef]
- Huang, H.; Zhang, P.; Yu, Z.; Shen, L.; Shi, H.; Tian, Y. Femtosecond laser-induced transformation mechanism from 1D groove structure to 2D microholes structure on the surface of Zr-based metallic glasses. Opt. Laser Technol. 2022, 146, 107555. [Google Scholar] [CrossRef]
- Qu, N.; Chen, X.; Li, H.; Zhu, D. Fabrication of PDMS micro through-holes for electrochemical micromachining. Int. J. Adv. Manuf. Technol. 2014, 72, 487–494. [Google Scholar] [CrossRef]
- De Zanet, A.; Casalegno, V.; Salvo, M. Laser surface texturing of ceramics and ceramic composite materials–A review. Ceram. Int. 2021, 47, 7307–7320. [Google Scholar] [CrossRef]
- Herman, R.M.; Wiggins, T.A. Rayleigh range and the M 2 factor for Bessel-Gauss beams. Appl. Opt. 1998, 37, 3398–3400. [Google Scholar] [CrossRef] [PubMed]
- Li, Q.; Lao, H.; Lin, J.; Chen, Y.; Chem, X. Study of femtosecond ablation on aluminum film with 3D two-temperature model and experimental verifications. Appl. Phys. A 2011, 105, 125. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Material density, ρ | 950 kg/m3 |
| Thermal conductivity of material, k | 0.2 W/(m·K) |
| Specific heat capacity of material, Cp | 35,000 J/(kg·K) |
| Laser spot radius, r0 | 6 μm |
| Laser pulse duration, τp | 218 fs |
| Laser pulse frequency, f | 100 kHz |
| Single pulse laser energy, P0 | 0.55 μJ |
| Parameter | Value |
|---|---|
| Laser wavelength (nm) | 1028 |
| Pulse duration (fs) | 218 |
| Pulse frequency (kHz) | 100 |
| Minimal laser spot diameter (μm) | 12 |
| Thickness of PDMS (μm) | 150 |
| Laser scanning cycles | 20 |
| Laser scanning path | Spiral scanning |
| Laser scanning speed (mm/s) | 200, 400, 600, 800, 1000 |
| Laser pulse energy (μJ) | 0.5, 0.55, 0.6, 0.8, 1, 2, 4, 6, 8, 10, 12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Yao, Z.; Hou, Z.; Song, J. Processing and Profile Control of Microhole Array for PDMS Mask with Femtosecond Laser. Micromachines 2022, 13, 340. https://doi.org/10.3390/mi13020340
Zhang X, Yao Z, Hou Z, Song J. Processing and Profile Control of Microhole Array for PDMS Mask with Femtosecond Laser. Micromachines. 2022; 13(2):340. https://doi.org/10.3390/mi13020340
Chicago/Turabian StyleZhang, Xifang, Zhenqiang Yao, Zhibao Hou, and Jiacheng Song. 2022. "Processing and Profile Control of Microhole Array for PDMS Mask with Femtosecond Laser" Micromachines 13, no. 2: 340. https://doi.org/10.3390/mi13020340