

Study on Physical and Mechanical Properties of High-Water Material Made by Seawater

Abstract
:1. Introduction
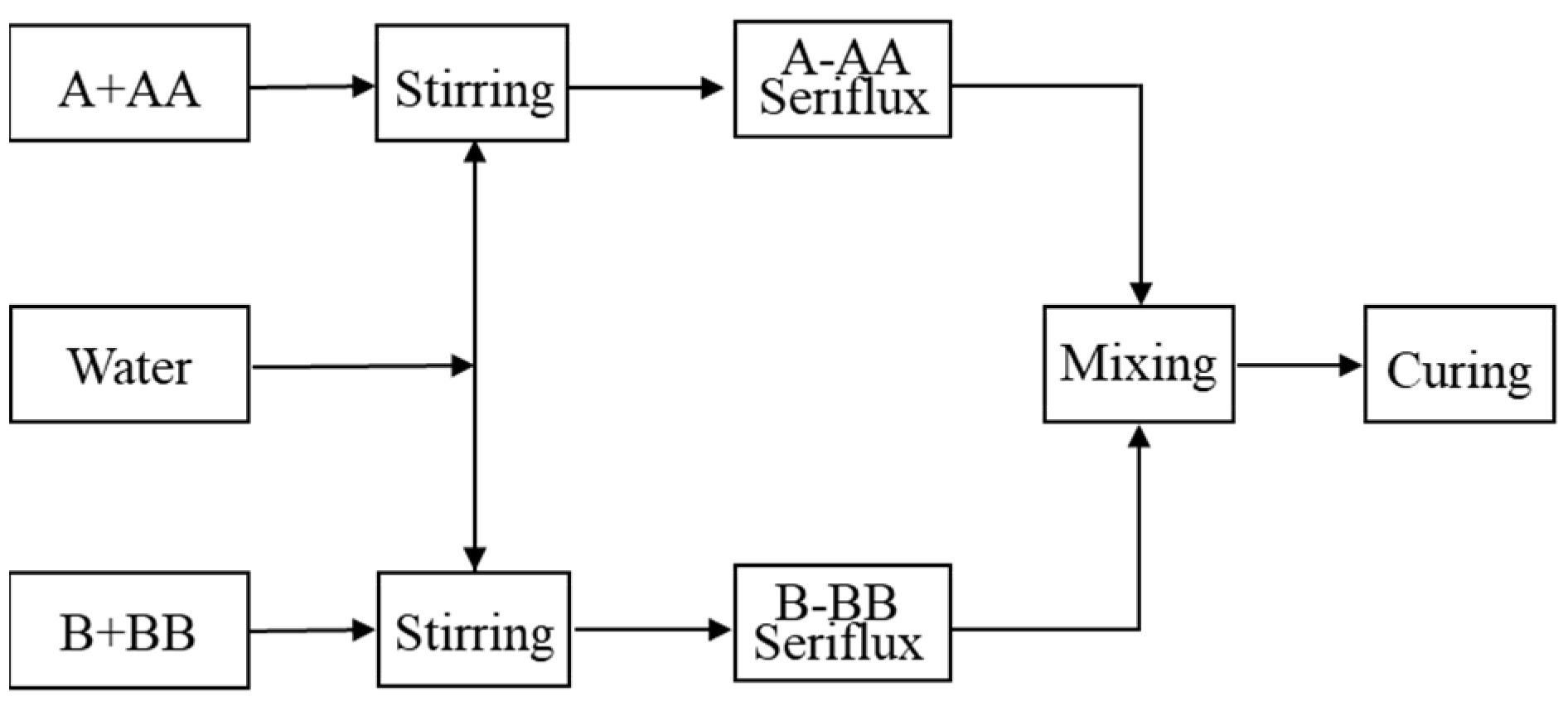
2. Materials and Methods
3. Results
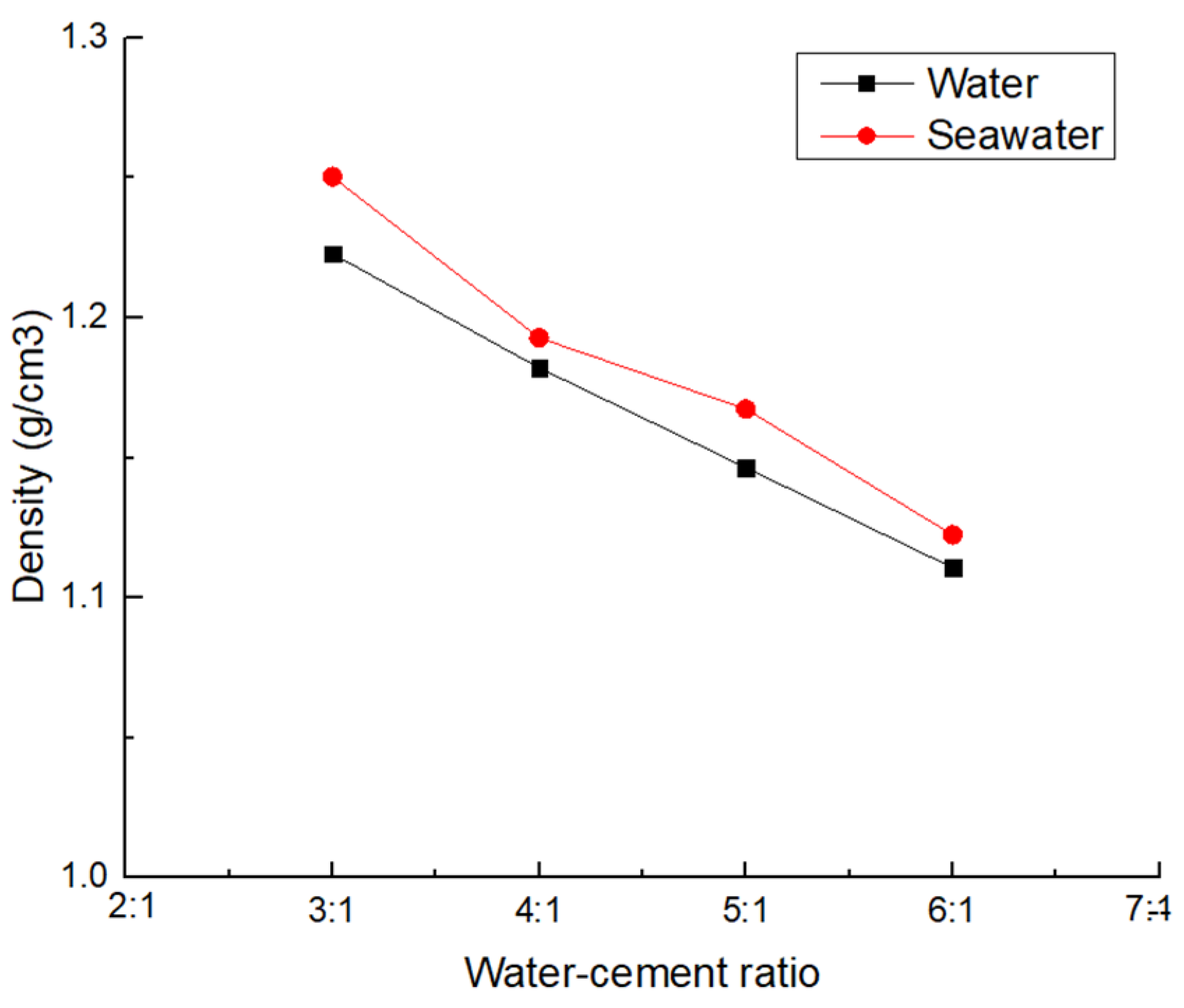
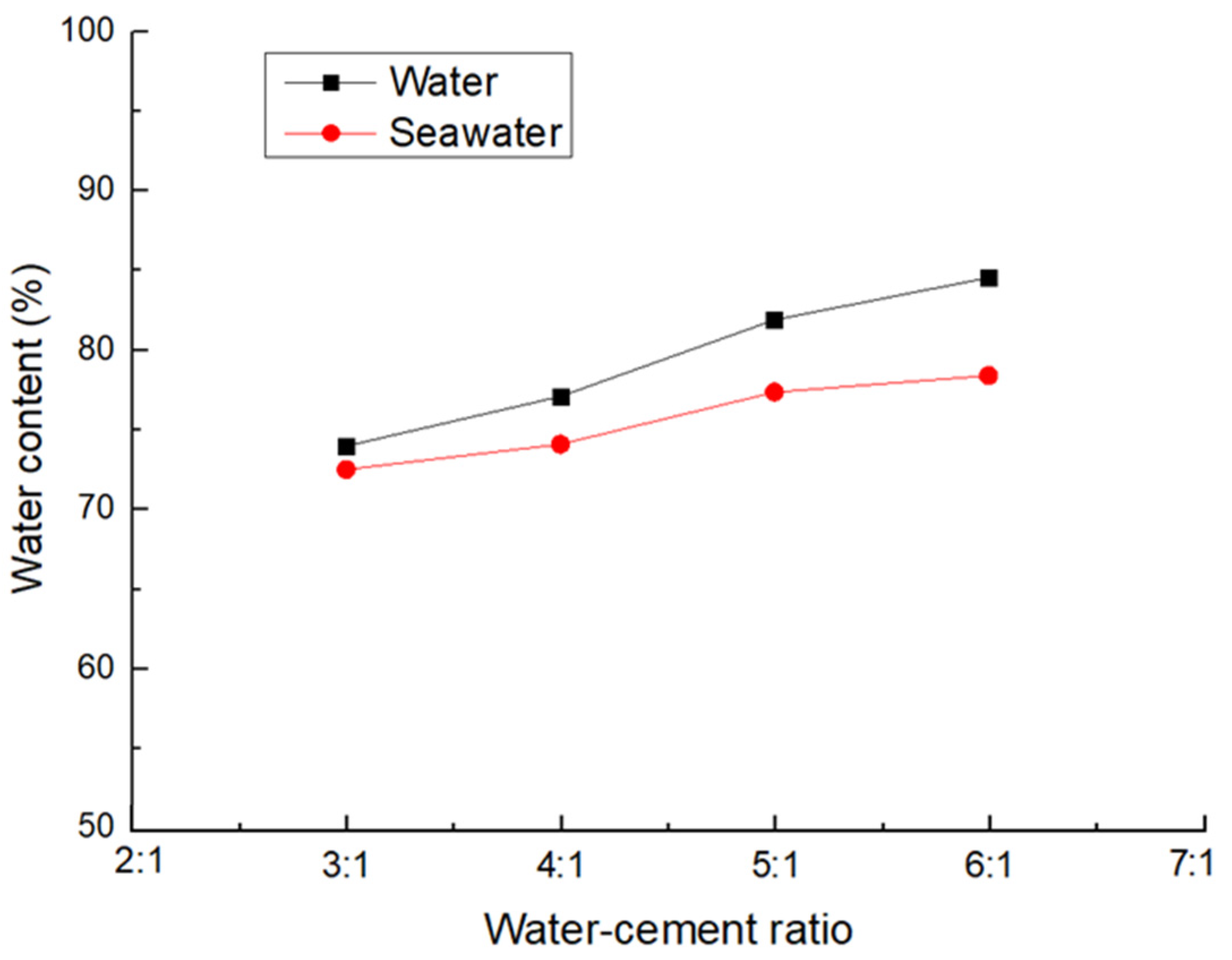
3.1. Density and Water Content
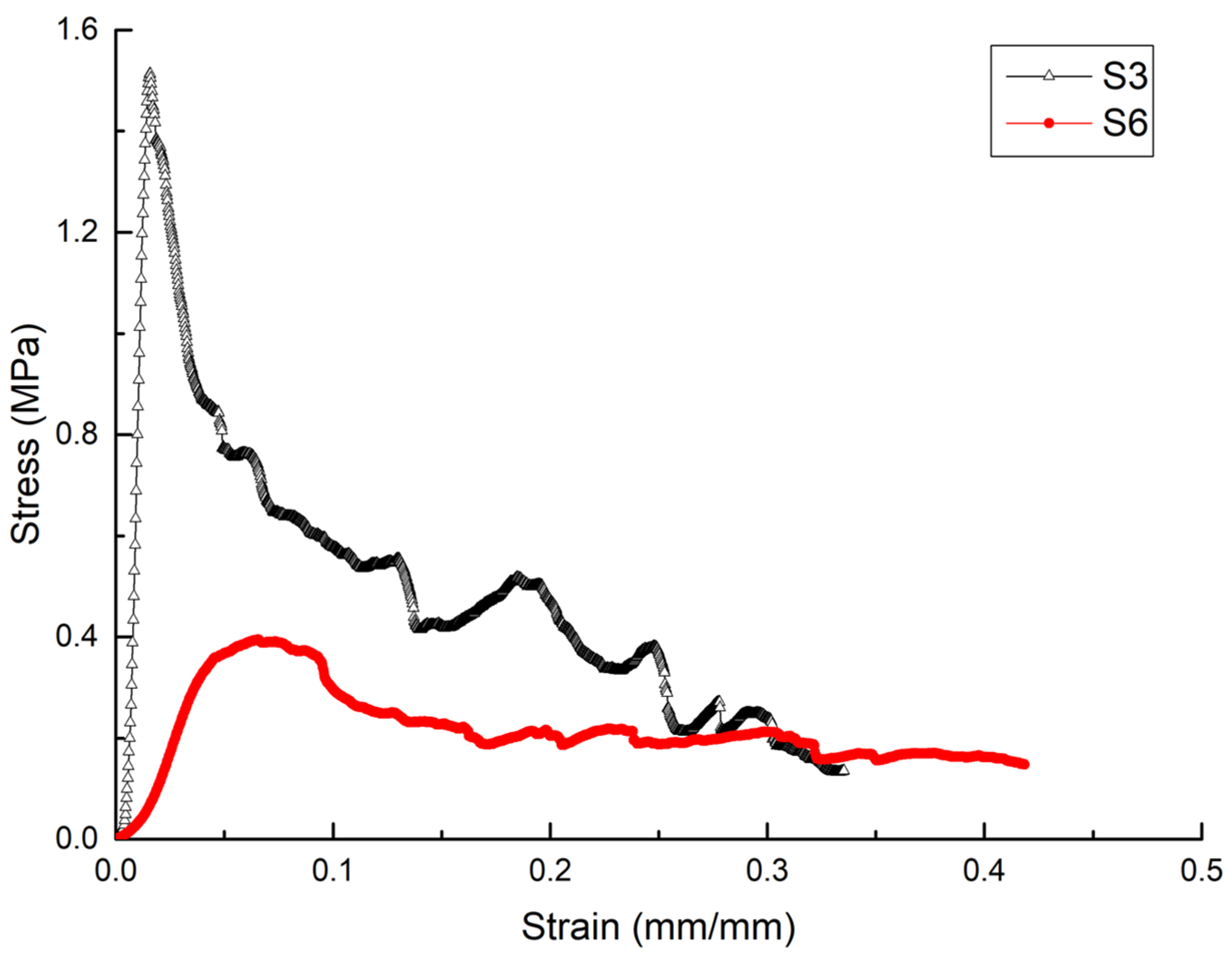
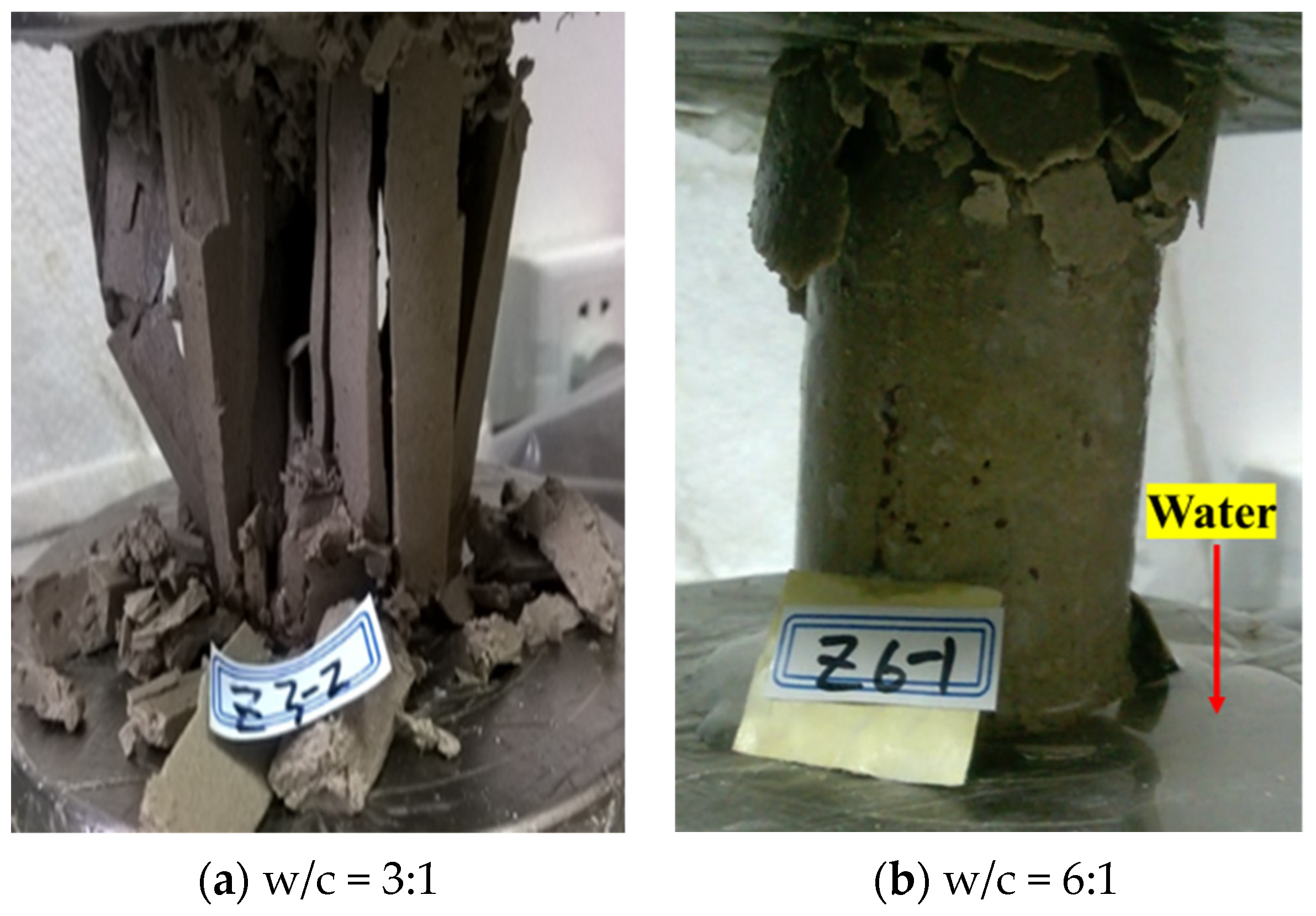
3.2. Mechanical Characteristics
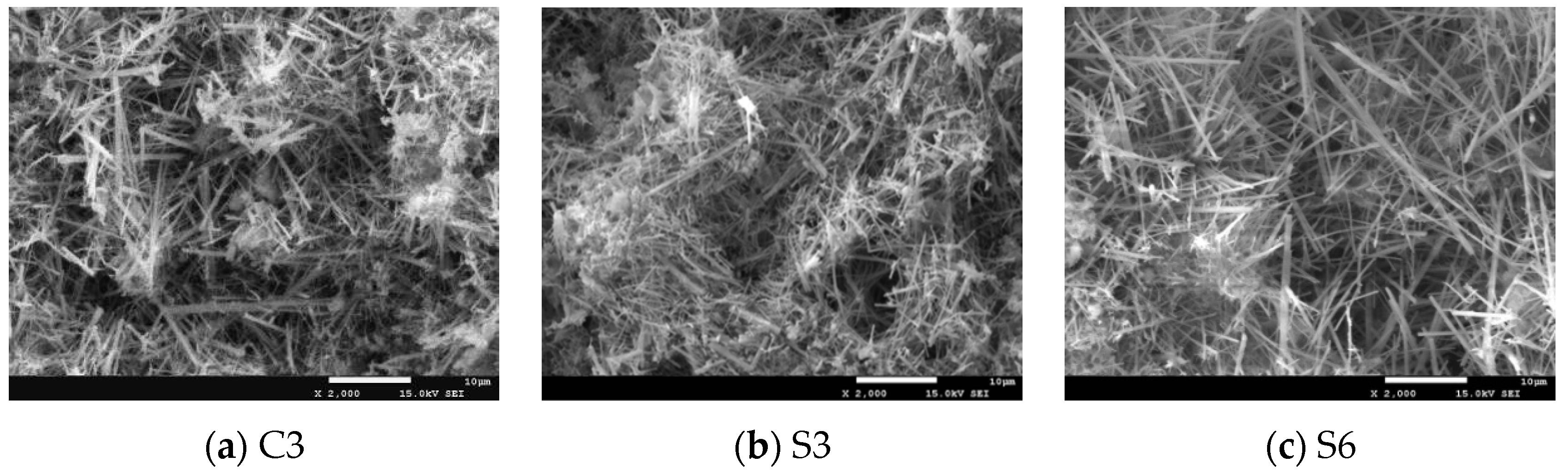
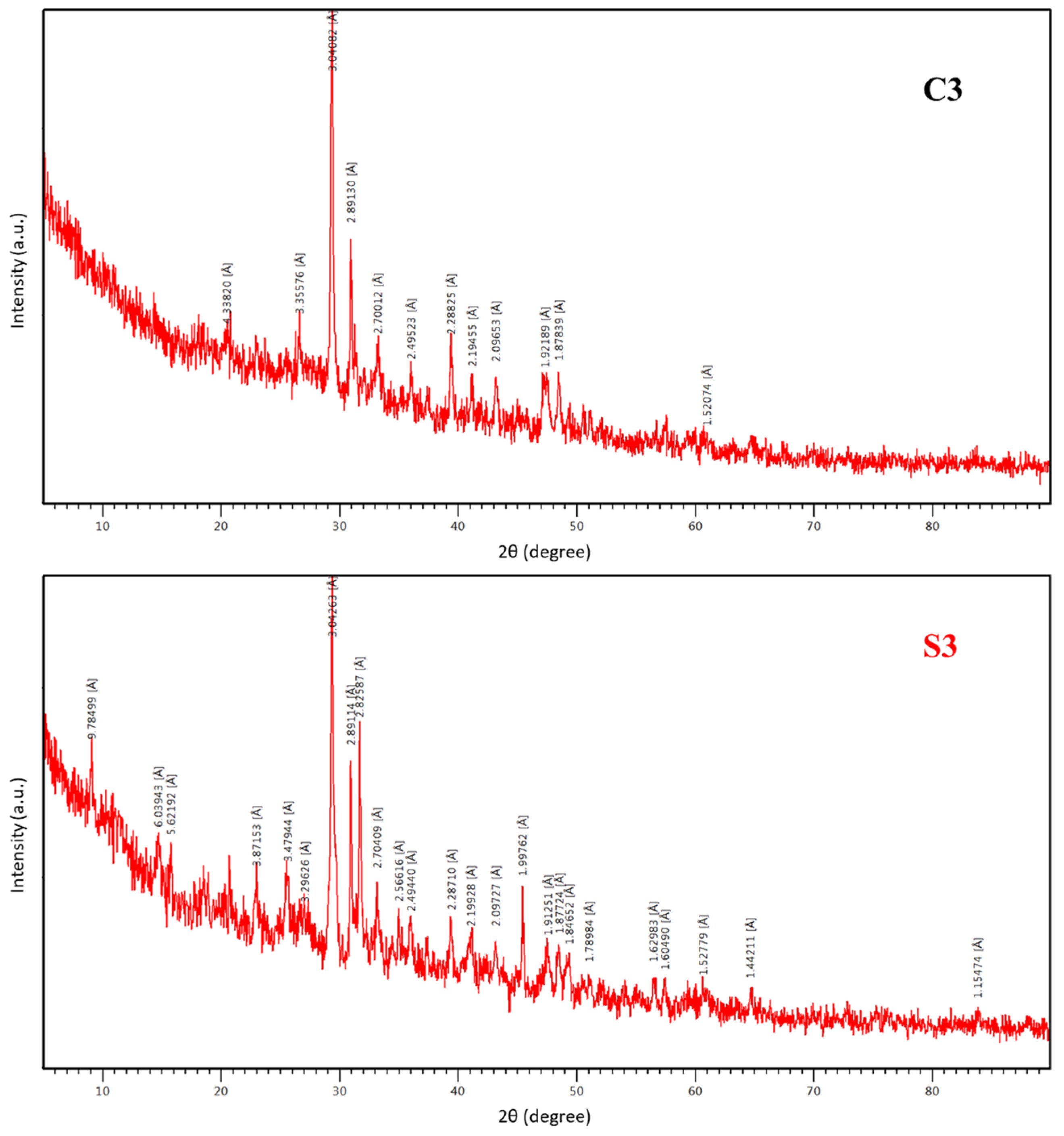
3.3. Microstructure and Chemical Compositions Analysis
4. Discussion
4.1. Effects of w/c on the Microscopic and Macroscopic Properties of HWM Made by Seawater
4.2. Effects of Seawater on the Physical and Mechanical Properties of HWM
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- To, W.-M.; Lee, P.K.C. China’s Maritime Economic Development: A Review, the Future Trend, and Sustainability Implica-tions. Sustainability 2018, 10, 4844. [Google Scholar] [CrossRef]
- Qu, F.; Li, W.; Dong, W.; Tam, V.W.; Yu, T. Durability deterioration of concrete under marine environment from material to structure: A critical review. J. Build. Eng. 2021, 35, 102074. [Google Scholar] [CrossRef]
- Poudyal, L.; Adhikari, K. Environmental sustainability in cement industry: An integrated approach for green and economical cement production. Resour. Environ. Sustain. 2021, 4, 100024. [Google Scholar] [CrossRef]
- Naqi, A.; Jang, J.G. Recent Progress in Green Cement Technology Utilizing Low-Carbon Emission Fuels and Raw Materials: A Review. Sustainability 2019, 11, 537. [Google Scholar] [CrossRef]
- Mousavi, M.A.; Sadeghi-Nik, A.; Bahari, A.; Ashour, A.; Khayat, K.H. Cement Paste Modified by Nano-Montmorillonite and Carbon Nanotubes. Mater. J. 2022, 119, 173–185. [Google Scholar]
- Mousavi, M.A.; Sadeghi-Nik, A.; Bahari, A.; Jin, C.; Ahmed, R.; Ozbakkaloglu, T.; de Brito, J. Strength optimization of cementitious composites reinforced by carbon nanotubes and Titania nanoparticles. Constr. Build. Mater. 2021, 303, 124510. [Google Scholar] [CrossRef]
- Zeybek, Ö.; Özkılıç, Y.O.; Karalar, M.; Çelik, A.İ.; Qaidi, S.; Ahmad, J.; Burduhos-Nergis, D.D.; Burduhos-Nergis, D.P. Influence of Replacing Cement with Waste Glass on Mechanical Properties of Concrete. Materials 2022, 15, 7513. [Google Scholar] [CrossRef]
- Karalar, M.; Bilir, T.; Çavuşlu, M.; Özkılıç, Y.O.; Sabri, M.M.S. Use of recycled coal bottom ash in reinforced concrete beams as replacement for aggregate. Front. Mater. 2022, 9, 1064604. [Google Scholar] [CrossRef]
- Qaidi, S.; Najm, H.M.; Abed, S.M.; Özkılıç, Y.O.; Al Dughaishi, H.; Alosta, M.; Sabri, M.M.S.; Alkhatib, F.; Milad, A. Concrete Containing Waste Glass as an Environmentally Friendly Aggregate: A Review on Fresh and Mechanical Characteristics. Materials 2022, 15, 6222. [Google Scholar] [CrossRef]
- Karalar, M.; Özkılıç, Y.O.; Aksoylu, C.; Sabri, M.M.S.; Beskopylny, A.N.; Stel’makh, S.A.; Shcherban’, E.M. Flexural behavior of reinforced concrete beams using waste marble powder towards application of sustainable concrete. Front. Mater. 2022, 9, 1068791. [Google Scholar] [CrossRef]
- Karalar, M.; Özkılıç, Y.O.; Deifalla, A.F.; Aksoylu, C.; Arslan, M.H.; Ahmad, M.; Sabri, M.M.S. Improvement in Bending Performance of Reinforced Concrete Beams Produced with Waste Lathe Scraps. Sustainability 2022, 14, 12660. [Google Scholar] [CrossRef]
- Çelik, A.İ.; Özkılıç, Y.O.; Zeybek, Ö.; Özdöner, N.; Tayeh, B.A. Performance Assessment of Fiber-Reinforced Concrete Produced with Waste Lathe Fibers. Sustainability 2022, 14, 11817. [Google Scholar] [CrossRef]
- Zeybek, Ö.; Özkılıç, Y.O.; Çelik, A.İ.; Deifalla, A.F.; Ahmad, M.; Sabri, M.M.S. Performance evaluation of fiber-reinforced concrete produced with steel fibers extracted from waste tire. Front. Mater. 2022, 9, 1057128. [Google Scholar] [CrossRef]
- Wang, J.; Huang, T.; Liu, X.; Wu, P.; Guo, Z. Mechanical properties of recycled concrete in marine environment. Sci. World J. 2013, 2013, 728357. [Google Scholar] [CrossRef]
- Liu, J.; Ju, B.; Xie, W.; Yu, H.; Xiao, H.; Dong, S.; Yang, W. Design and Evaluation of an Ultrahigh-Strength Coral Aggregate Concrete for Maritime and Reef Engineering. Materials 2021, 14, 5871. [Google Scholar] [CrossRef] [PubMed]
- Cui, Y.; Jiang, J.; Fu, T.; Liu, S. Feasibility of using Waste Brine/Seawater and Sea Sand for the Production of Concrete: An Experimental Investigation from Mechanical Properties and Durability Perspectives. Sustainability 2022, 14, 13340. [Google Scholar] [CrossRef]
- Yang, G.; Zhao, J.; Wang, Y. Durability properties of sustainable alkali-activated cementitious materials as marine engineering material: A review. Mater. Today Sustain. 2022, 17, 100099. [Google Scholar] [CrossRef]
- Afzal, M.S.; Tahir, F.; Al-Ghamdi, S.G. Recommendations and Strategies to Mitigate Environmental Implications of Artificial Island Developments in the Gulf. Sustainability 2022, 14, 5027. [Google Scholar] [CrossRef]
- Hayek, M.; Salgues, M.; Souche, J.-C.; Cunge, E.; Giraudel, C.; Paireau, O. Influence of the Intrinsic Characteristics of Cementitious Materials on Biofouling in the Marine Environment. Sustainability 2021, 13, 2625. [Google Scholar] [CrossRef]
- Sun, H.H.; Song, C.Y. Application of High-Water Solidifying Materials; China University of Mining and Technology Press: Xuzhou, China, 1994. [Google Scholar]
- Peng, M.X.; Jiang, J.H.; Zhang, X. Effect of composition on the performance and microstructures of mining high-water solidified materials. Miner. Eng. Res. 2011, 26, 56–59. [Google Scholar]
- Xie, H.; Liu, C. Analysis on Raw Material of High-water and Quick-setting Material Stone. Sci. Technol. Eng. 2014, 14, 254–258. [Google Scholar]
- Xia, J.; Zhao, W.; Liu, D.; Bai, J. Study on the hydration and hardening mechanism of the high-water rapid-setting material. AEMCME 2018, 439, 42–44. [Google Scholar] [CrossRef]
- Xie, H.; Liu, C. Analysis on influence of moisture content on deformation characteristics of the high-water-content material stone. J. Sichuan Univ. Sci. Eng. (Nat. Sci. Ed.) 2013, 45, 1–6. [Google Scholar]
- Zhang, Y.; Liu, C.; Xie, H.; Lu, B.W.; Wang, C.; Zou, J.L. Experimental research on influence of water cement ratio on mechanical characteristics of the high-water-content material. Adv. Eng. Sci. 2017, 49, 115–120. [Google Scholar]
- Zhou, Q.; Xu, H.B.; Liu, J.H. Unstable failure characteristics and performance improvement of water-high filling materials. J. China Coal Soc. 2017, 42, 1123–1129. [Google Scholar] [CrossRef]
- Zhang, F.T.; Wang, X.Y.; Bai, J.B.; Wang, G.Y.; Wu, B.W. Post-peak mechanical characteristics of the high-water material for backfilling the gob-side entry retaining: From experiment to field application. Arab. J. Geosci. 2020, 13, 386. [Google Scholar] [CrossRef]
- Bai, E.; Guo, W.; Tan, Y.; Huang, G.; Guo, M.; Ma, Z. Roadway backfill mining with super-high-water material to protect surface buildings: A case study. Appl. Sci. 2019, 10, 107. [Google Scholar] [CrossRef]
- Xie, S.; Wang, E.; Chen, D.; Li, H.; Jiang, Z.; Yang, H. Stability analysis and control technology of gob-side entry retaining with double roadways by filling with high-water material in gently inclined coal seam. Int. J. Coal Sci. Technol. 2022, 9, 1–18. [Google Scholar] [CrossRef]
- Cao, W.; Wang, X.; Li, P.; Zhang, D.; Sun, C.; Qin, D. Wide Strip Backfill Mining for Surface Subsidence Control and Its Application in Critical Mining Conditions of a Coal Mine. Sustainability 2018, 10, 700. [Google Scholar] [CrossRef]
- Li, S.; Yu, Z.; Yu, H.; Wang, X. The Recent Progress China Has Made in High-Concentration Backfill. Sustainability 2022, 14, 2758. [Google Scholar] [CrossRef]
- Hou, L.T.; Tang, J.W.; Jiang, K.H. Basic characteristics of superabsorbent polymers and its application in port engineering. Port Waterw. Eng. 2007, 5, 54–56. [Google Scholar]
- Hou, L.T. Applied experiments of superabsorbent polymers on repaired and strengthened calcareous sands island. Concrete 2012, 12, 122–124. [Google Scholar]
- He, T.; Liu, C.W.; Ye, D.Y.; Wang, Y. Experimental study on environmental effects on the compressive strength of the high-water-content and quick-setting stone. Adv. Eng. Sci. 2014, 46, 86–91. [Google Scholar]
- Wang, E.; Xie, S.; Chen, D.; Sun, Y.; Qi, P. Influence of different loading rates on the mechanics and failure characteristics of high-water-content material. Geomech. Geoengin. 2022, 17, 797–808. [Google Scholar] [CrossRef]
- Xia, J.; Su, Q.; Liu, D. Optimal gypsum-lime content of high water material. Mater. Lett. 2018, 215, 284–287. [Google Scholar] [CrossRef]
- Zuo, J.P.; Hong, Z.J.; Xiong, Z.Q.; Wang, C.; Song, H.Q. Influence of different W/C on the performances and hydration progress of dual liquid high water backfilling material. Constr. Build. Mater. 2018, 190, 910–917. [Google Scholar] [CrossRef]
- Guan, G.; Wang, X.; He, J. Research Progress of Seawater Sea-Sand Concrete. Bull. Chin. Ceram. Soc. 2022, 41, 1483–1493. [Google Scholar]
- Zhao, Y.; Hu, X.; Shi, C.; Zhang, Z.; Zhu, D. A review on seawater sea-sand concrete: Mixture proportion, hydration, microstructure and properties. Constr. Build. Mater. 2021, 295, 123602. [Google Scholar] [CrossRef]
- GB/T 50081; Standard for the Test Method of Mechanical Properties of Ordinary Concrete. Standardization Administration of China: Beijing, China, 2002. (In Chinese)
- GB/T 23561.1; Methods for Determination of Physical and Mechanical Properties of Coal and Rocks. Standardization Administration of China: Beijing, China, 2009. (In Chinese)
- ASTM D1141-98; Standard Practice for the Preparation of Substitute Ocean Water. ASTM International: West Conshohocken, PA, USA, 2013. Available online: www.astm.org (accessed on 16 July 2021).
- Feng, B.; Liu, C.W.; Xie, H.; Wu, M.S.; Jiang, Y. Experimental study on the size and the shape of high-water-content material that modified. Adv. Eng. Sci. 2017, 49 (Suppl. S2), 121–127. [Google Scholar]
- Wang, G.; Xiong, Z.Q.; Su, C.D. Analysis on size effect and failure characteristics of filling pillars with modified high-water material. Coal Sci. Technol. 2021, 49, 82–88. [Google Scholar]
- Liao, Y.; Liu, C.; Kang, S. Effect of Mineral Admixtures on the Hydration of Sulphoaluminate Cement under Seawater Condition. J. Chin. Ceram. Soc. 2017, 36, 1333–1338. [Google Scholar]
- Wang, C.L.; Liu, Z.P.; Zhang, T. Influence of Seawater and Curing Conditions on the Hydration Performance of Portland Cement. Mater. Rep. 2022, 36, 21010137-7. [Google Scholar]
- Zhang, T.; Dieckmann, E.; Song, S.; Xie, J.; Yu, Z.; Cheeseman, C. Properties of magnesium silicate hydrate (MSH) cement mortars containing chicken feather fibres. Constr. Build. Mater. 2018, 180, 692–697. [Google Scholar] [CrossRef]
- Song, Q.; Hu, Y.; Wang, Q.; Zhang, J.; Chen, Y. Research Development of Magnesium Silicate Hydrate Cement. J. Chin. Ceram. Soc. 2019, 47, 1642–1651. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ID | Materials | Main Compositions |
|---|---|---|
| A | Bauxite | 3CaO·3Al2O3·CaSO4, 2CaO·SiO2 etc. |
| A-A | Additives | Na2CO3, BaBiO3, etc. |
| B | Lime, gypsum, etc. | CaSO4, CaSO4·2H2O CaSO4·0.5H2O etc. |
| B-B | Additives | SiO2, CaSO4, etc. |
| Test ID | Test Group | Mixing and Curing Water | w/c | Parameters Investigated |
|---|---|---|---|---|
| C | Control test group | Tap water | 3:1, 4:1, 5:1 and 6:1 | Density, water content, strength, microstructure, chemical component etc. |
| S | Seawater test group | Artificial seawater |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, B.; Liu, C.; Guo, J.; Feng, N. Study on Physical and Mechanical Properties of High-Water Material Made by Seawater. Sustainability 2023, 15, 3334. https://doi.org/10.3390/su15043334
Lu B, Liu C, Guo J, Feng N. Study on Physical and Mechanical Properties of High-Water Material Made by Seawater. Sustainability. 2023; 15(4):3334. https://doi.org/10.3390/su15043334
Chicago/Turabian StyleLu, Bangwen, Changwu Liu, Jungang Guo, and Naiqi Feng. 2023. "Study on Physical and Mechanical Properties of High-Water Material Made by Seawater" Sustainability 15, no. 4: 3334. https://doi.org/10.3390/su15043334