
Sourcing, Refining and Recycling of Rare-Earth Magnets
 , , , and
, , , and
Abstract
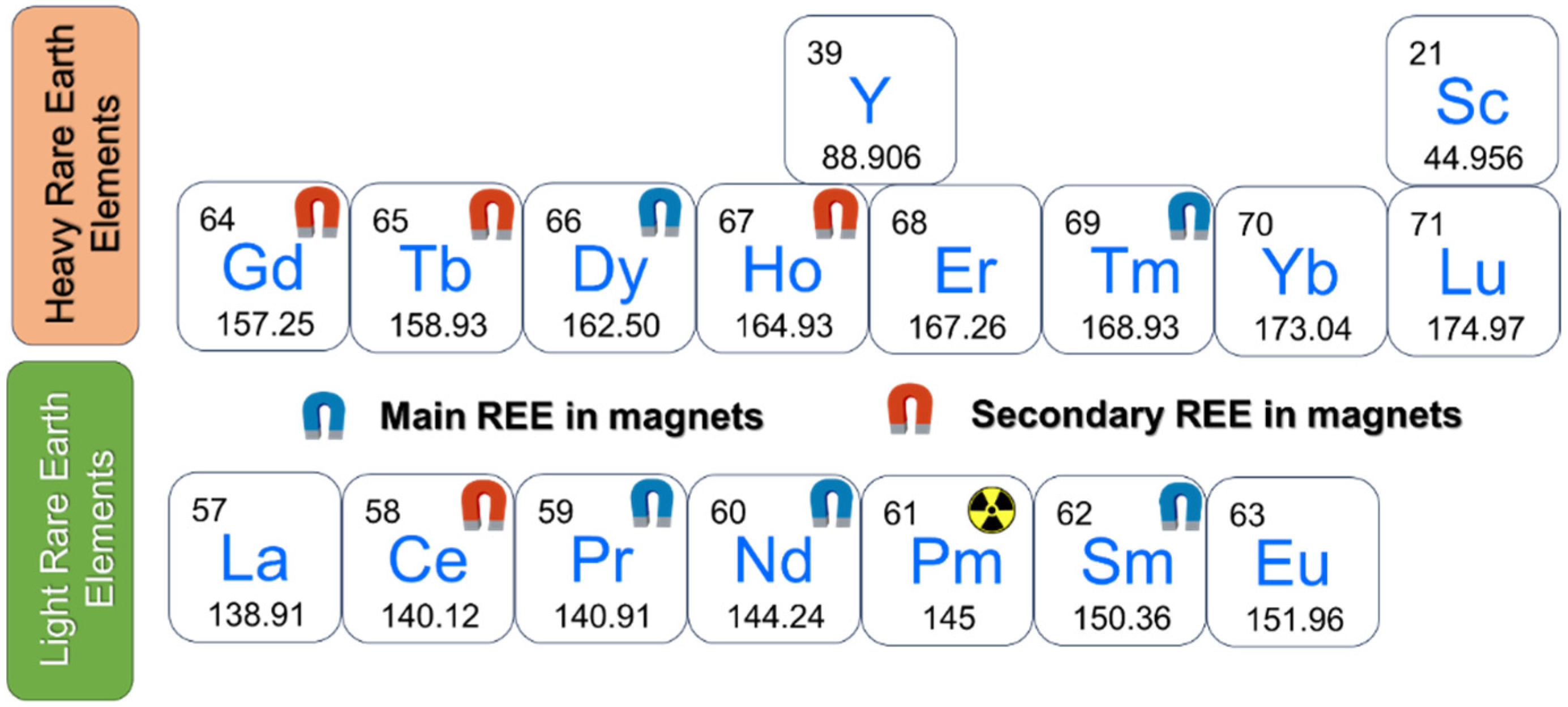
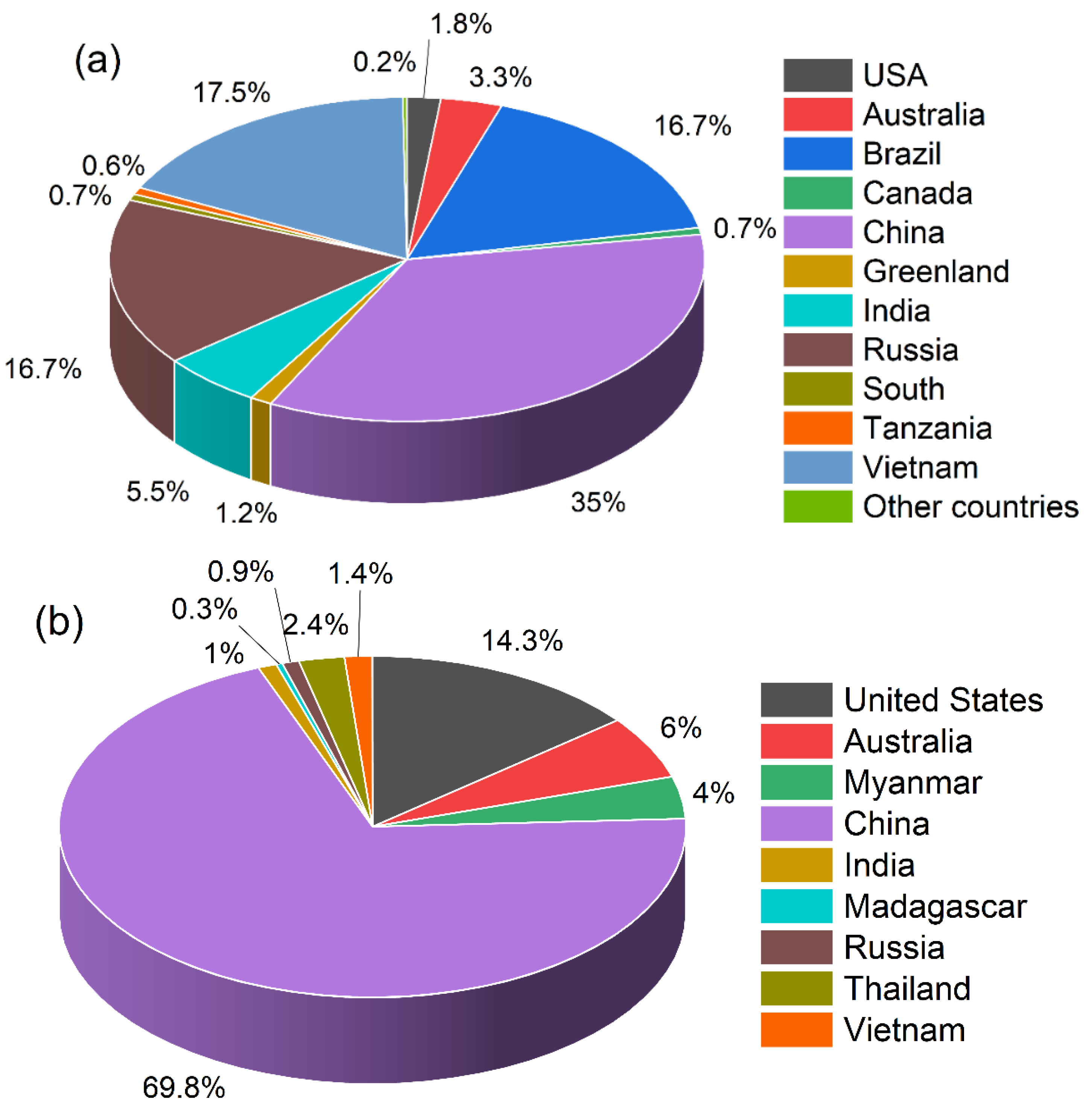
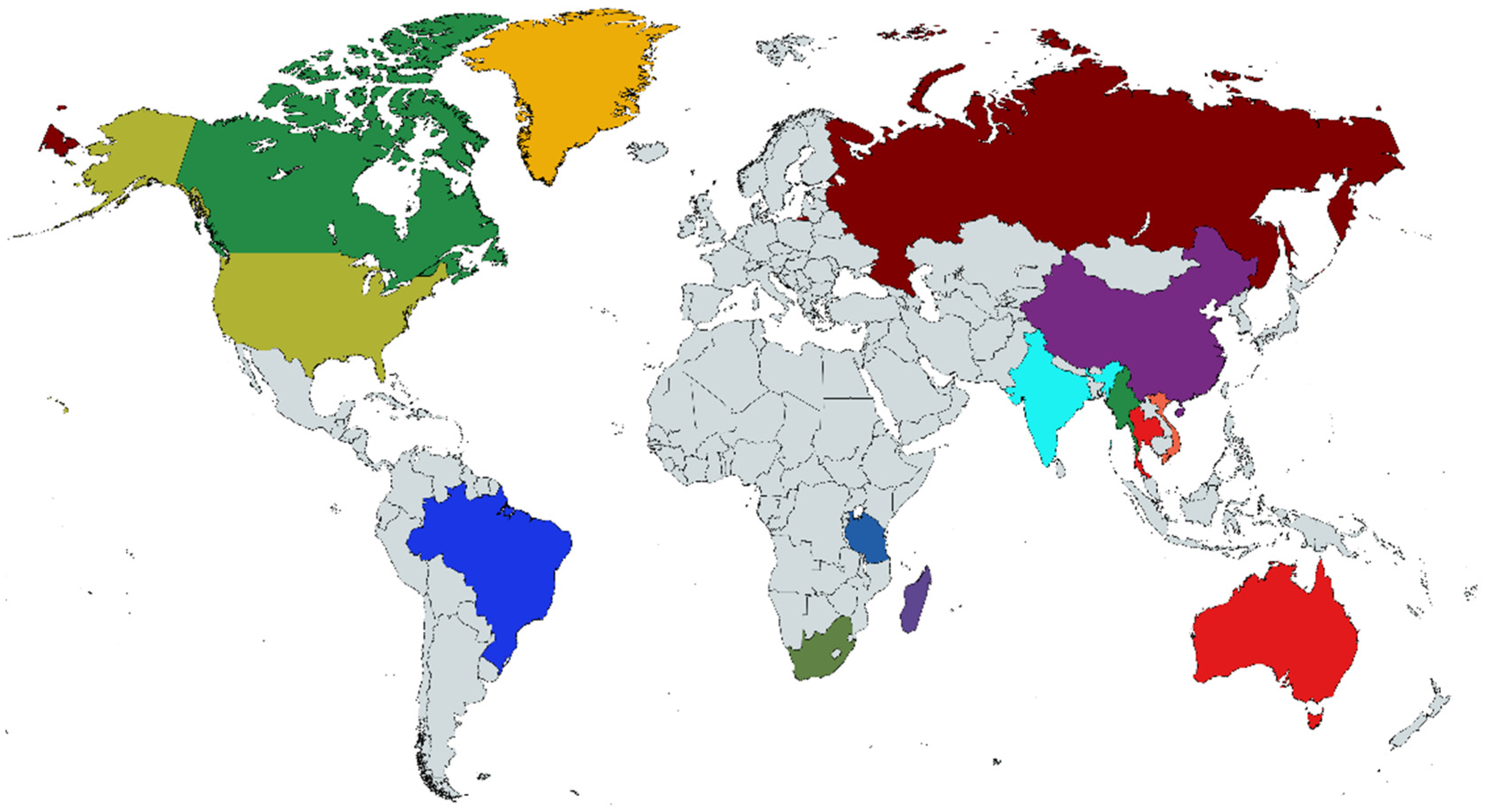
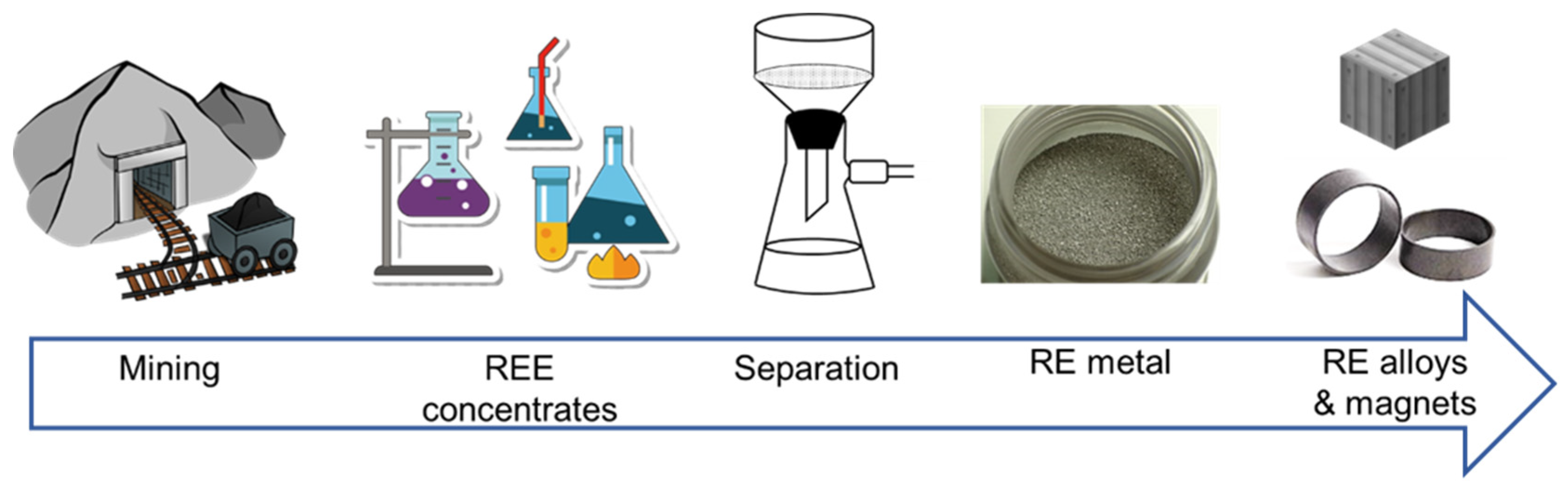
:1. Rare-Earth Elements (REE): Sources, Classification, Concentration, and Refinement
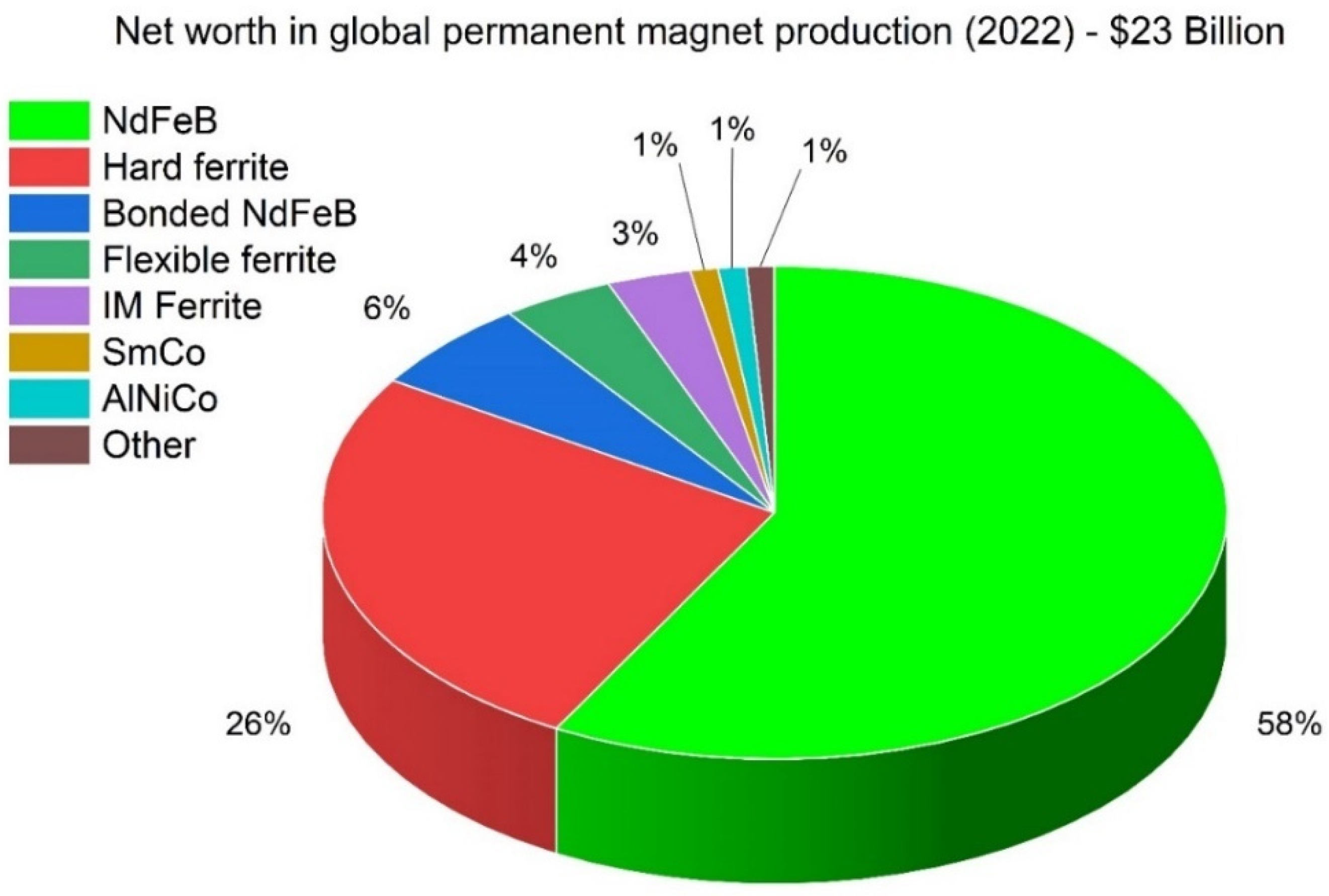
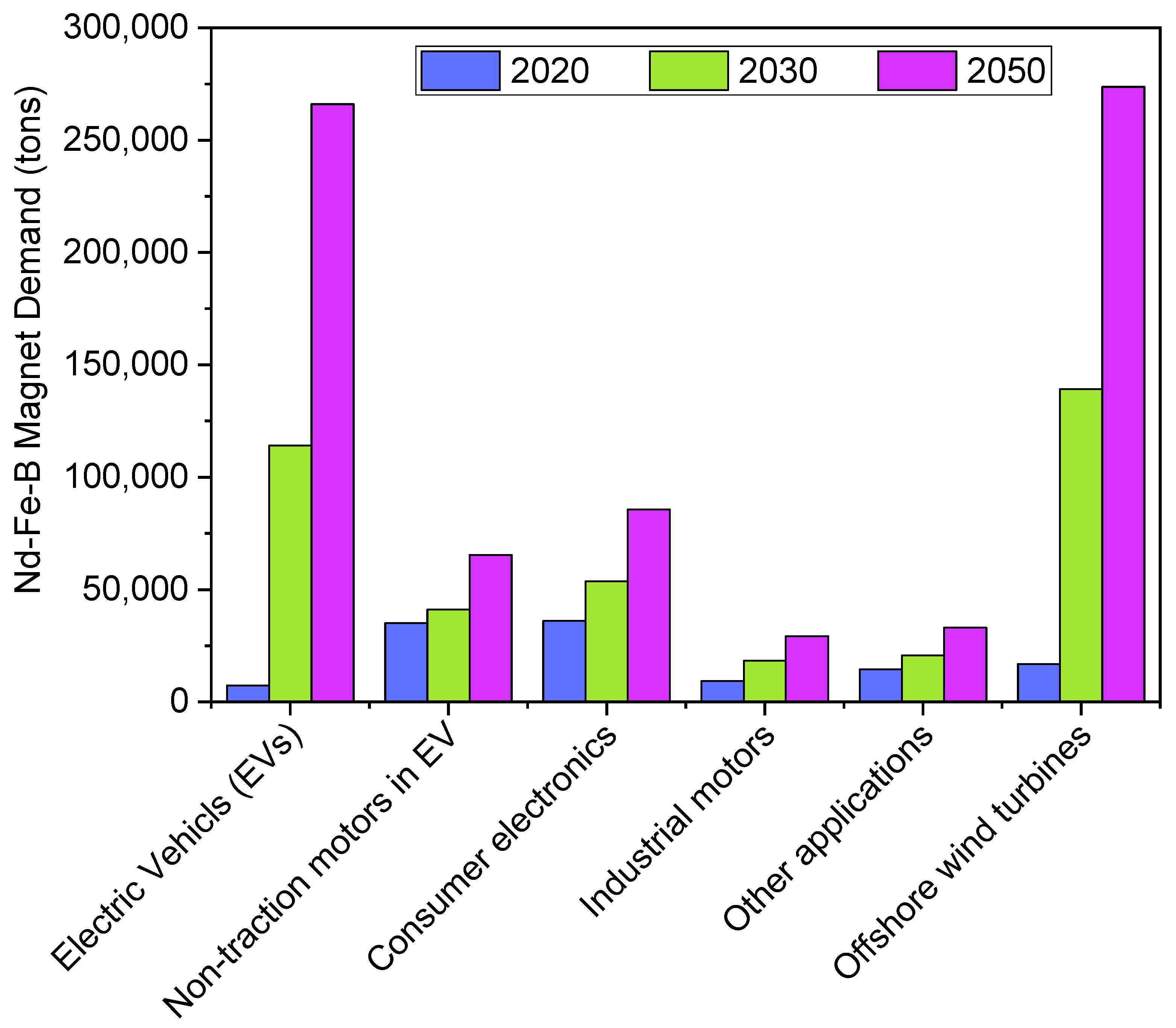
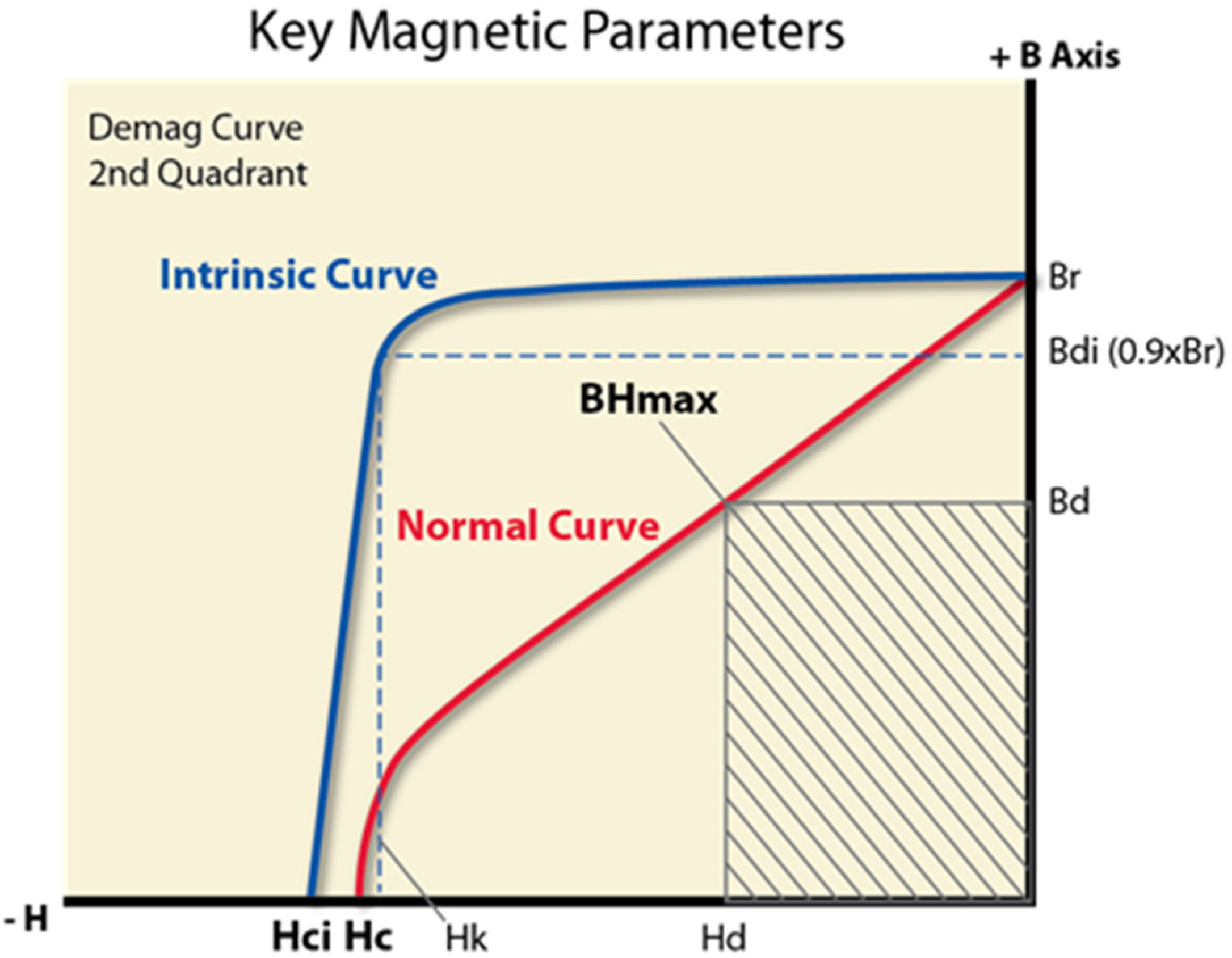
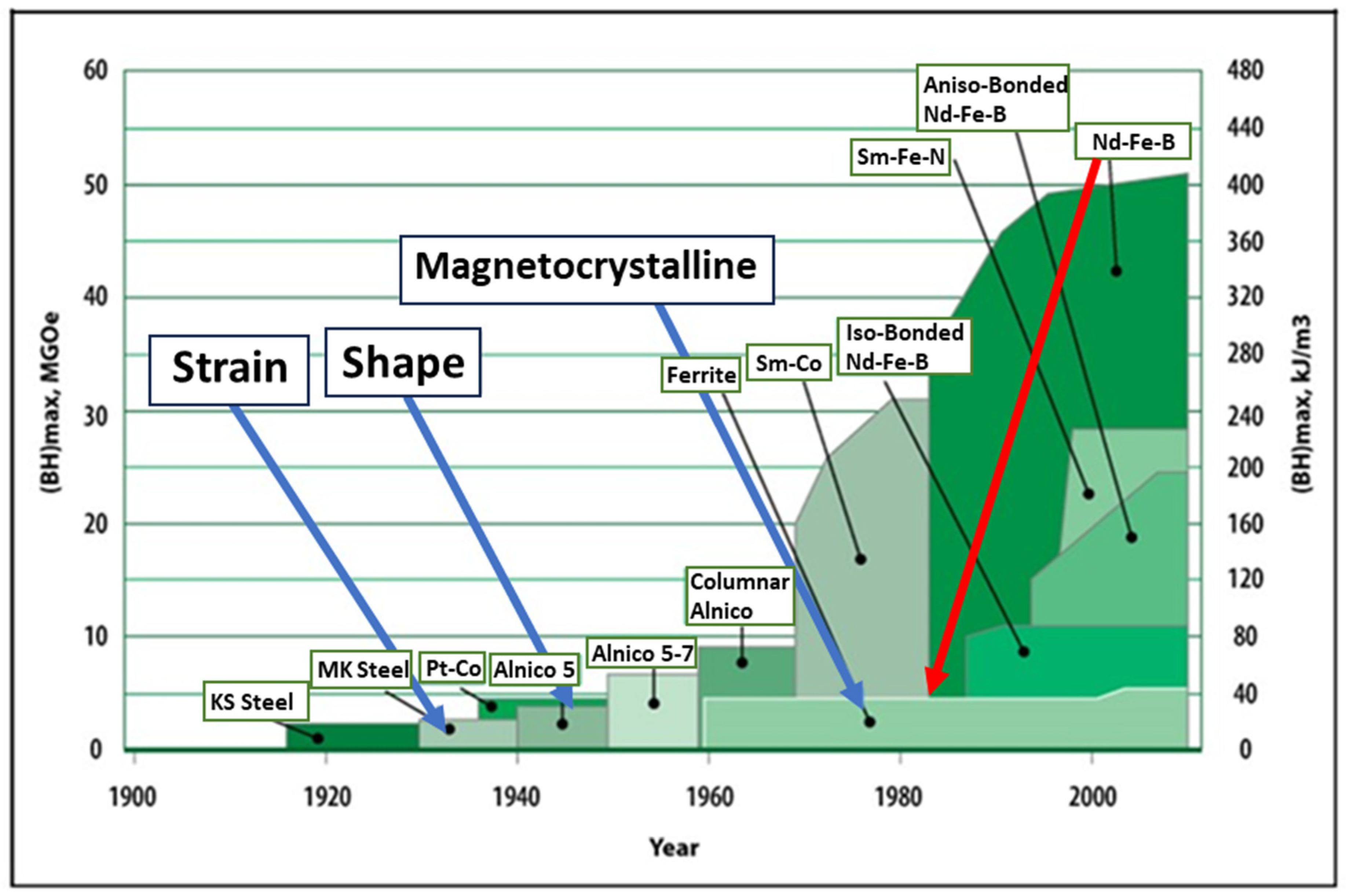
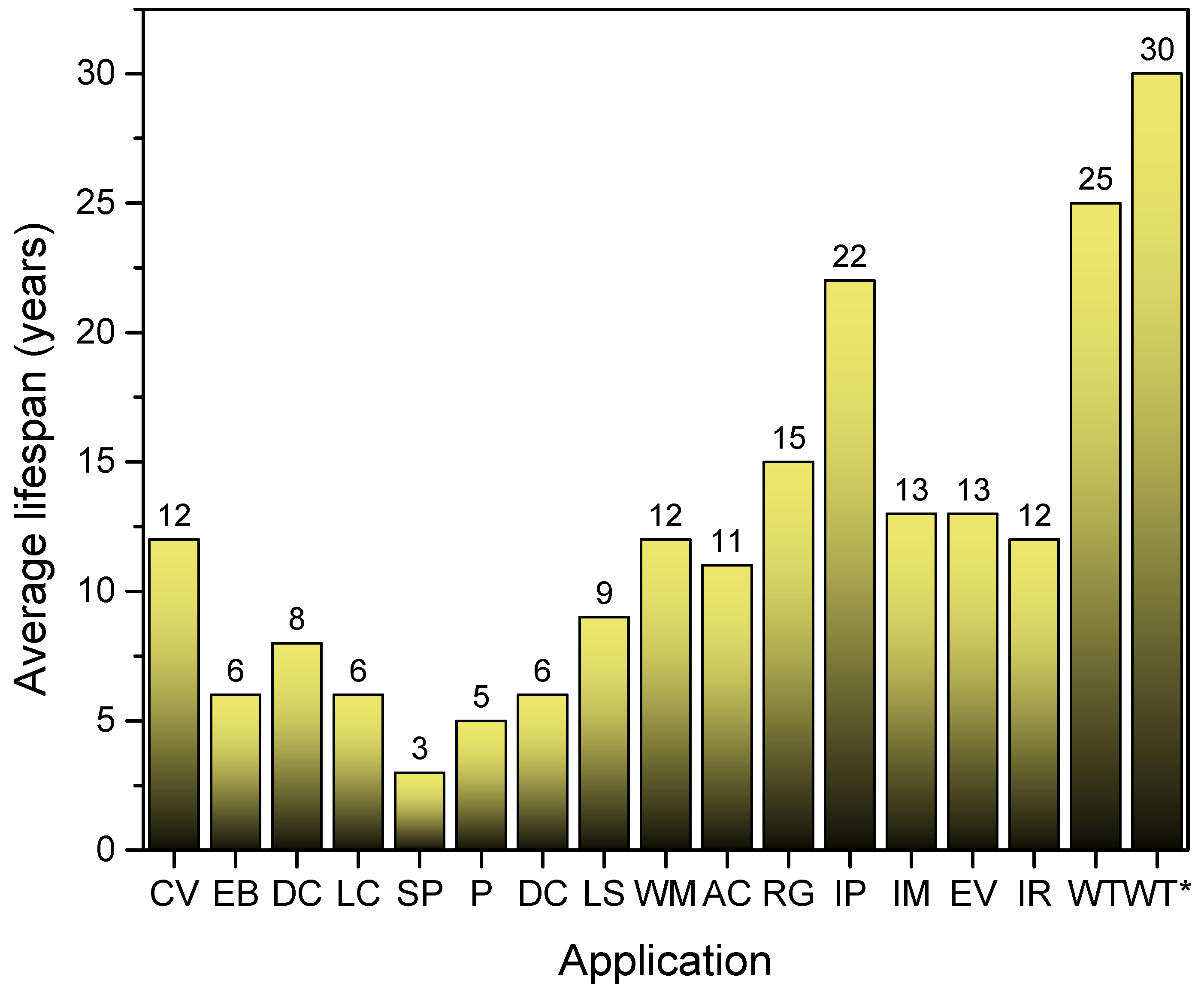
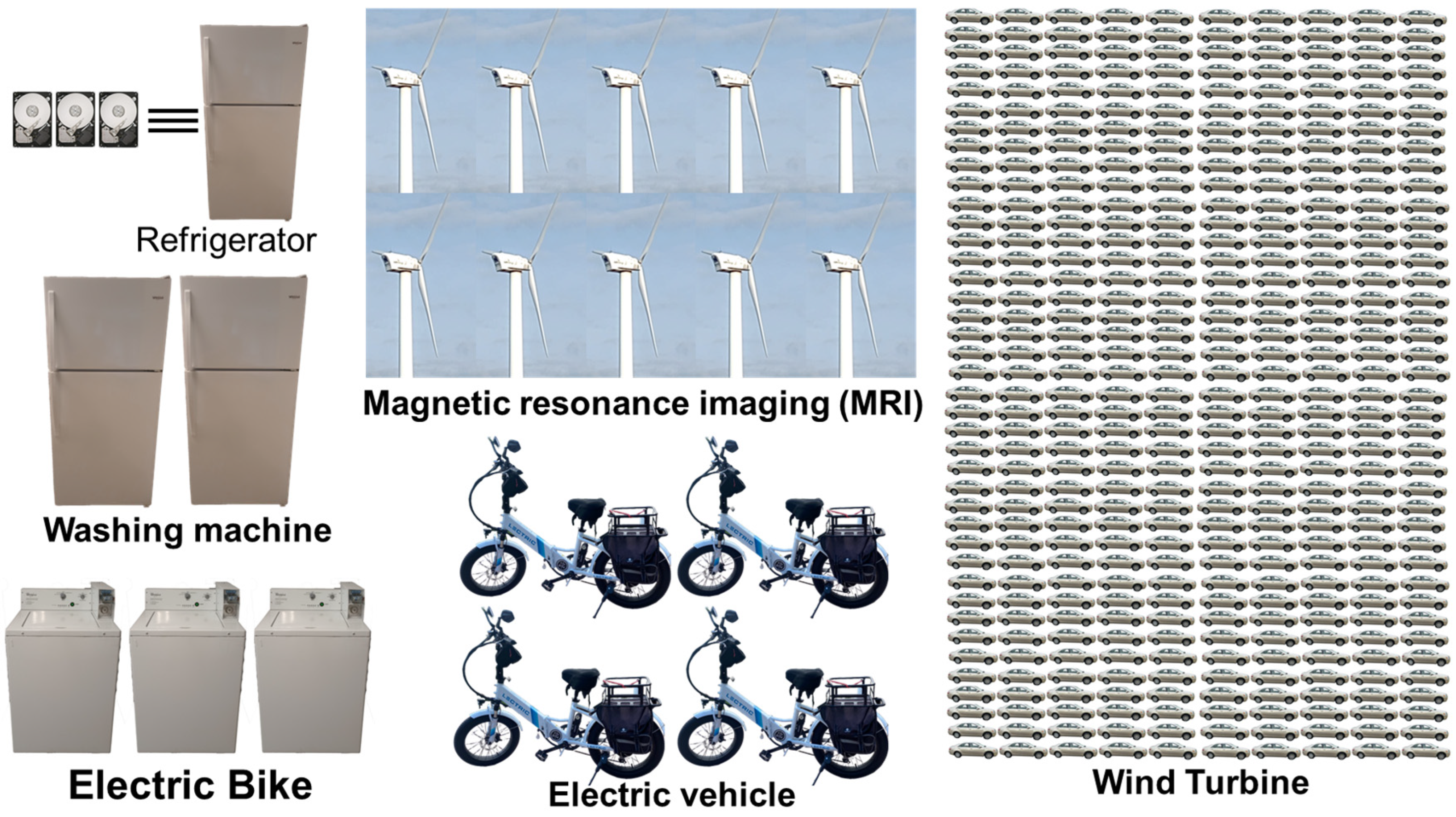
2. Rare-Earth Permanent Magnets and Applications

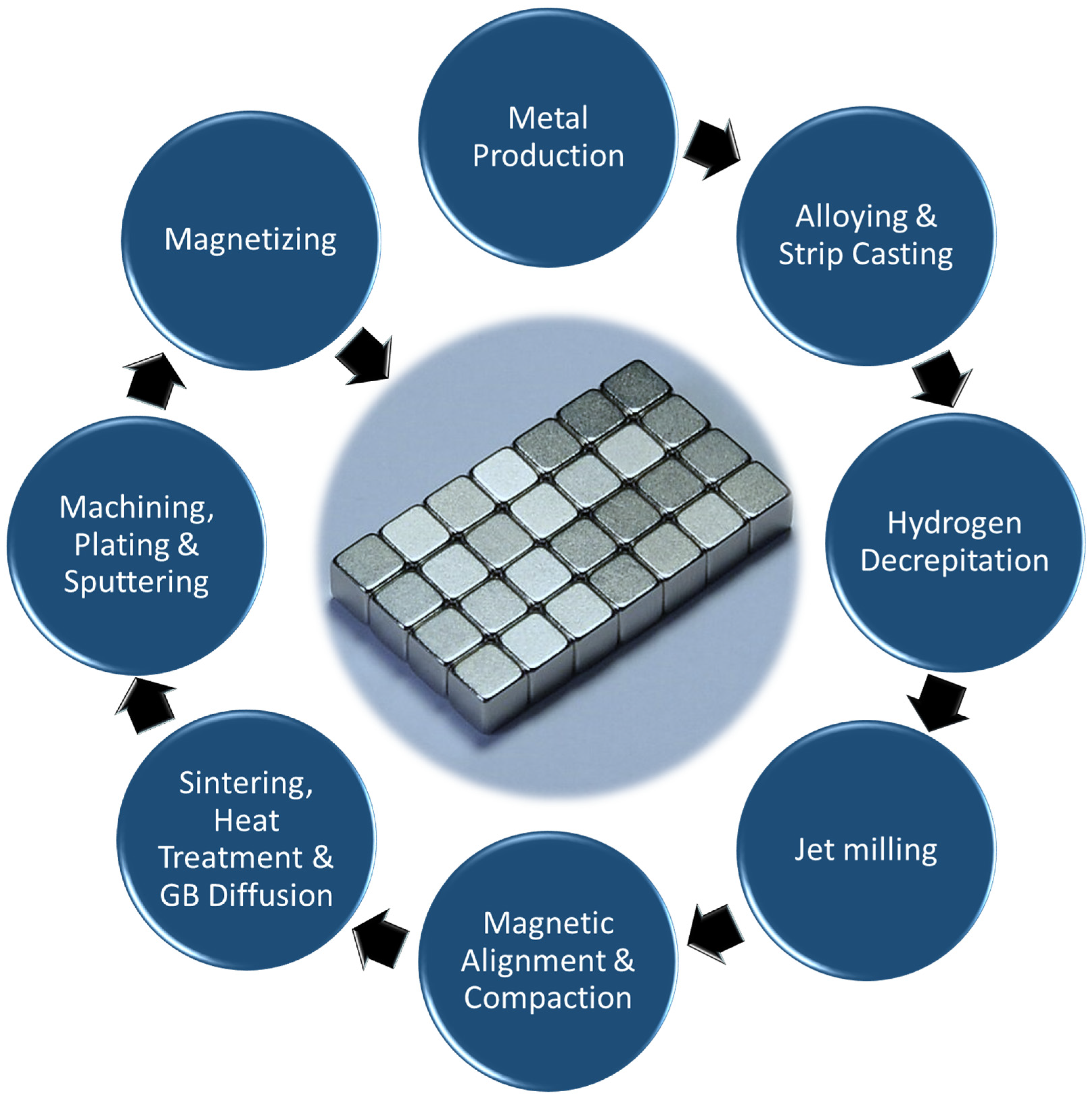
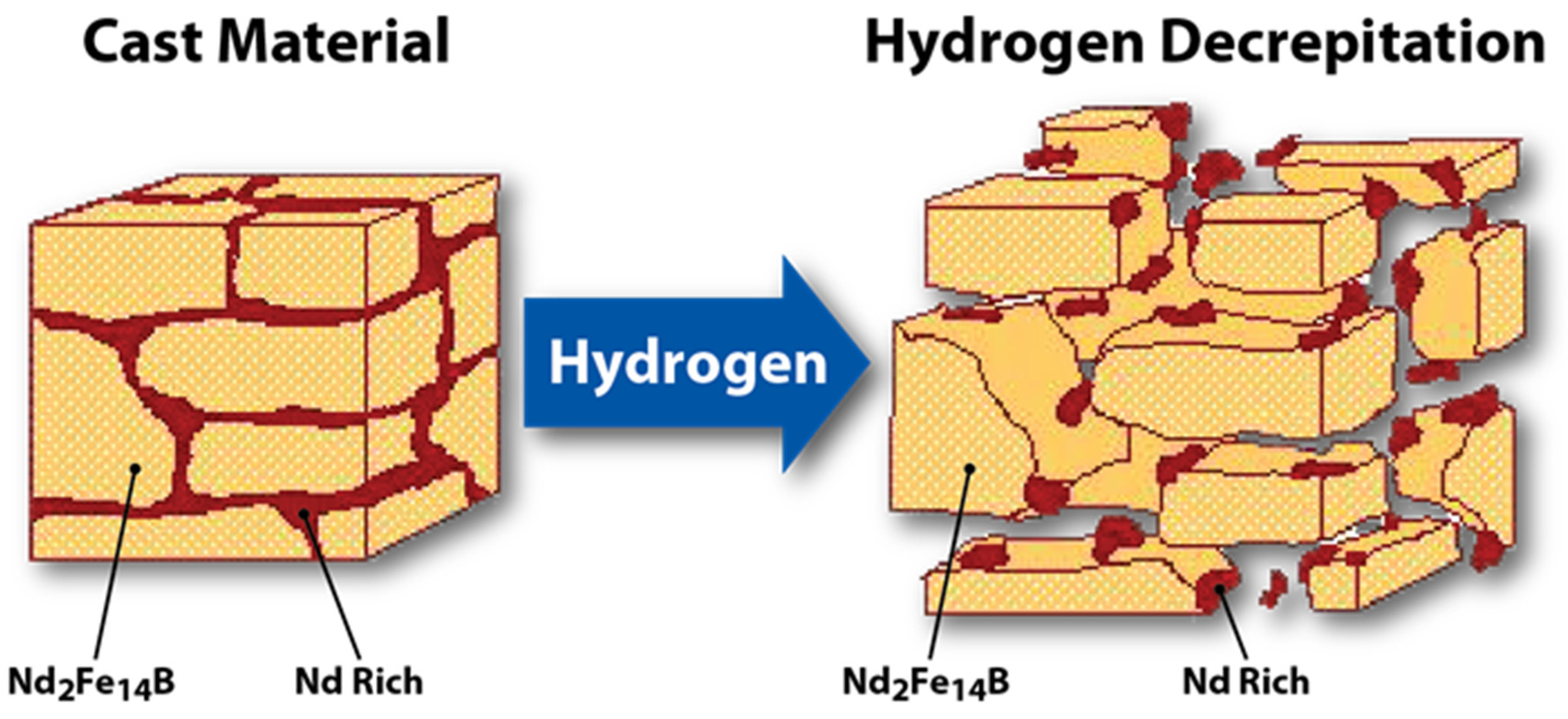
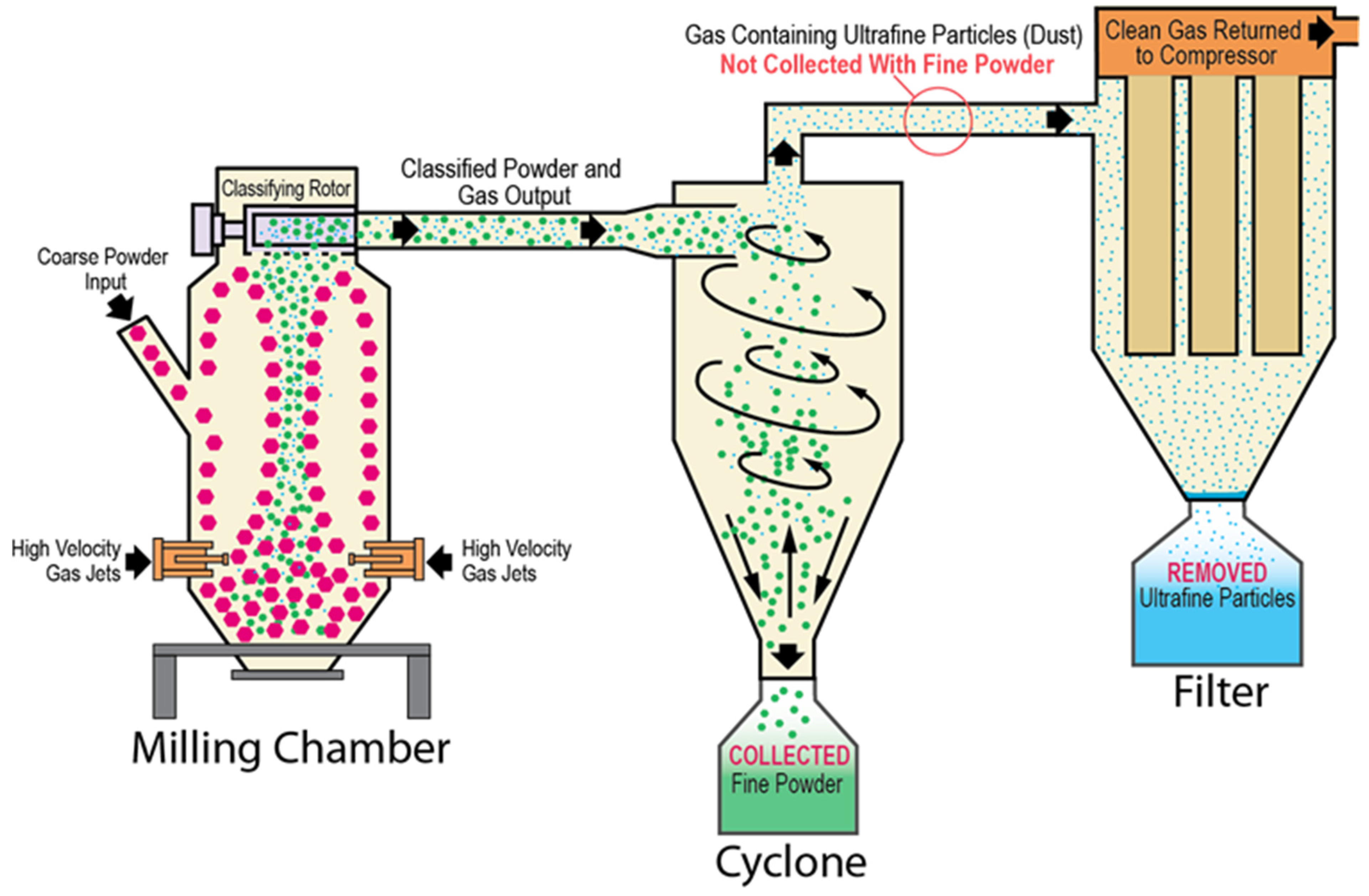
3. Sintered Nd-Fe-B-Based Magnet Processing
4. Introduction to REE Recycling
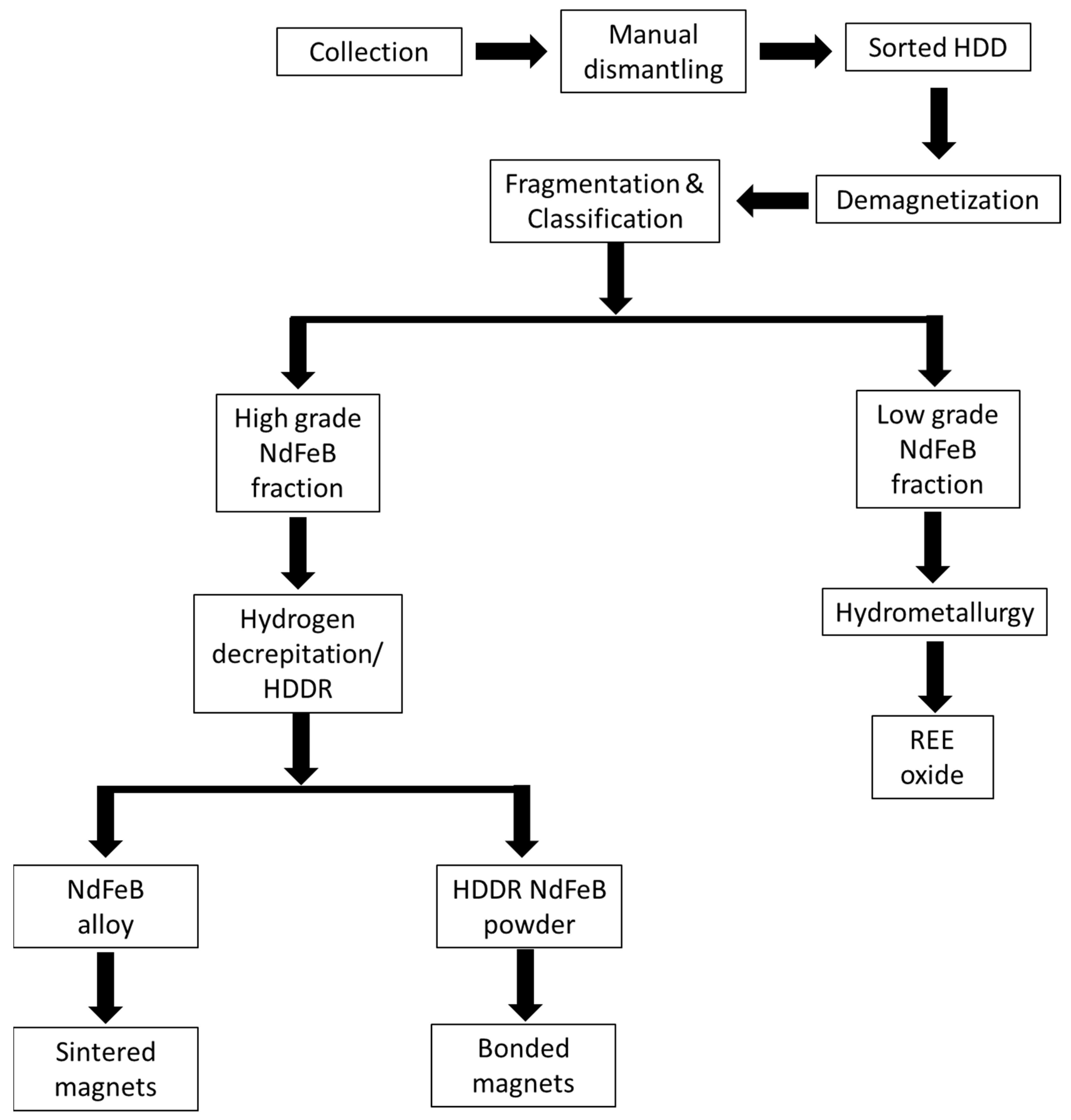
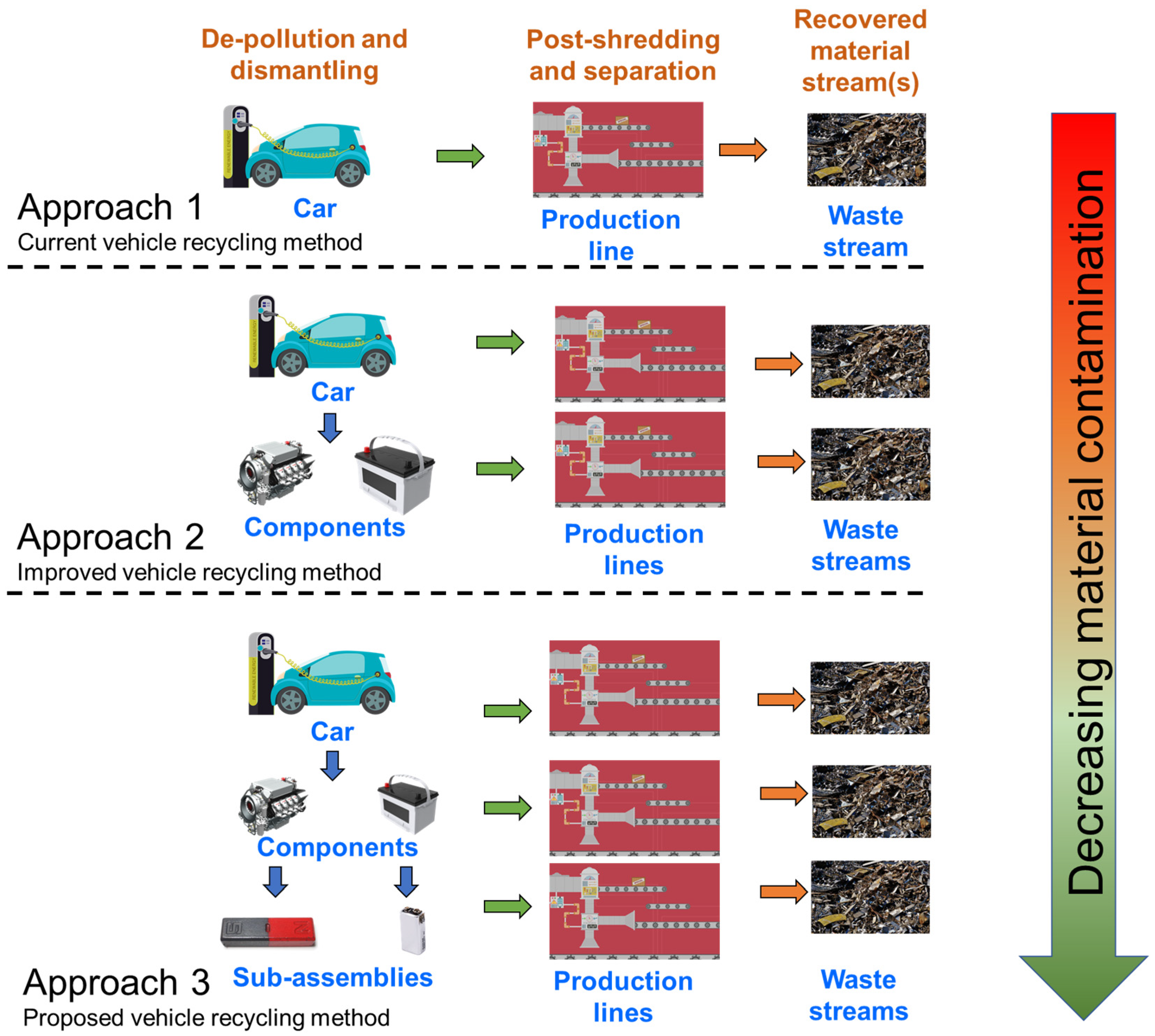
5. Recycling of Permanent Magnets
5.1. Challenges and Opportunities in Recycling of REEs from E-Waste
- (i)
- Collection

- (ii)
- Pre-processing
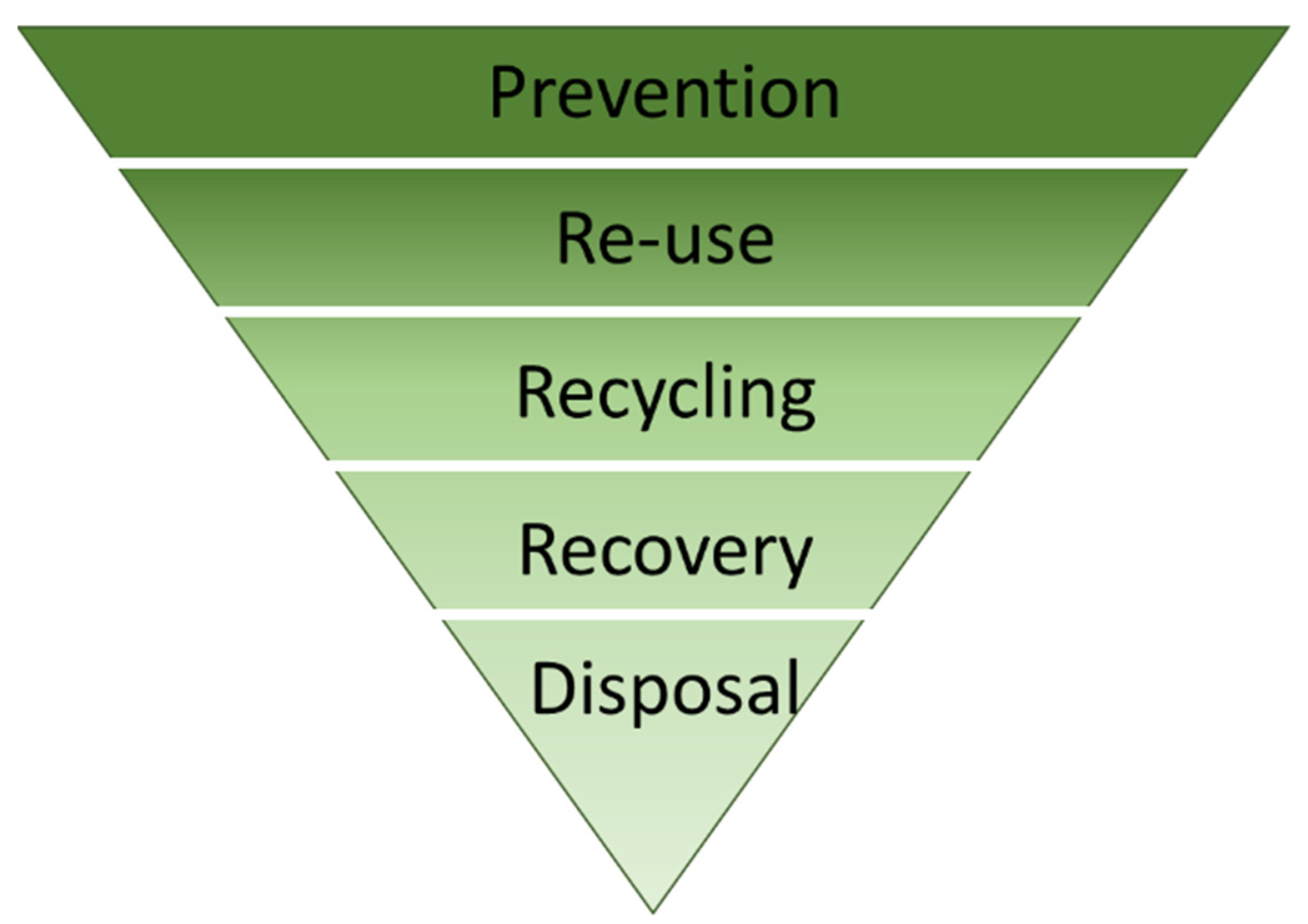
5.2. Recycling of Magnets—Terminologies
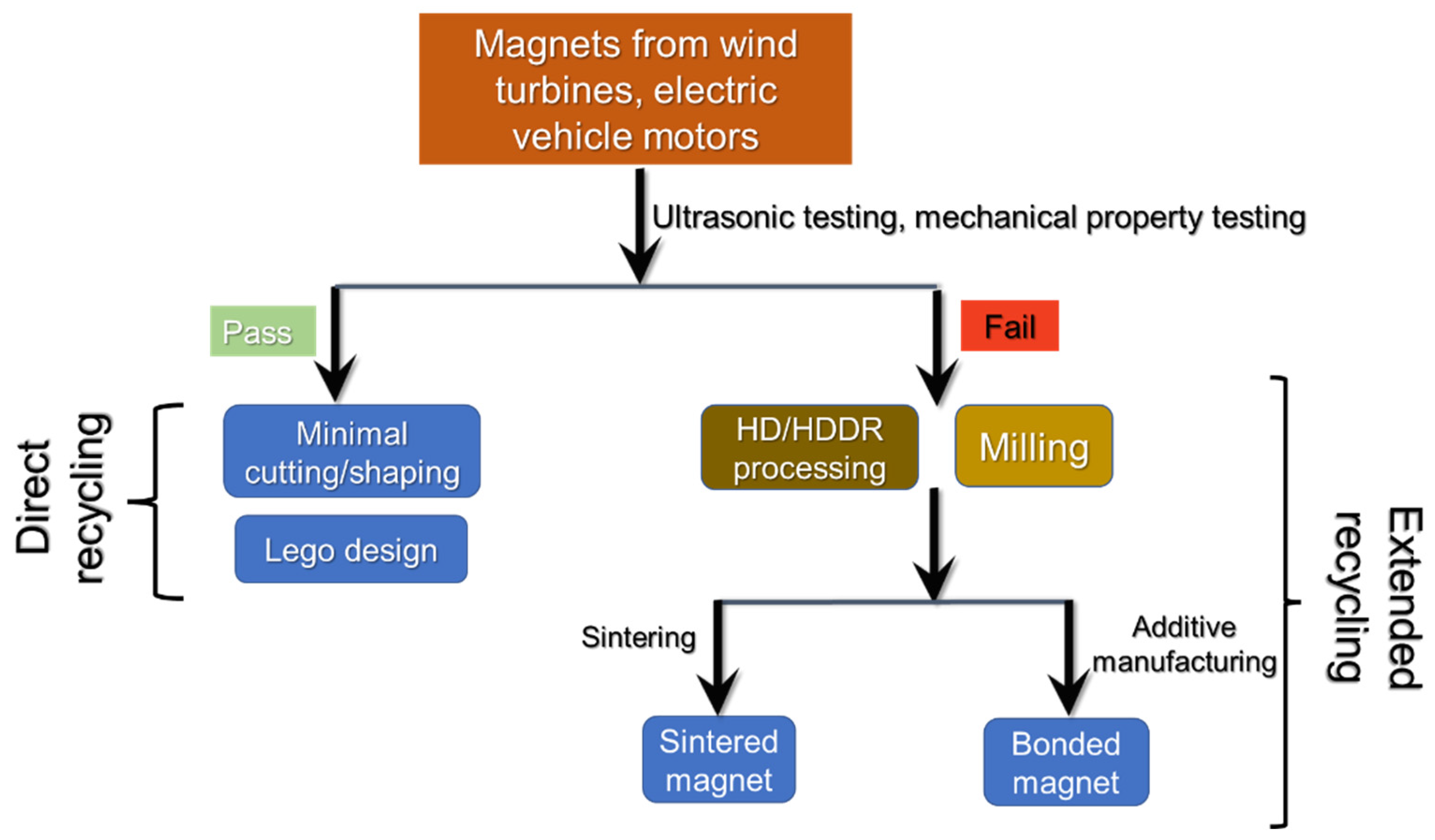
5.3. Direct Recycling and Extended Recycling
5.4. Recovery—A Subset of Extended Recycling
- (i)
- Hydrometallurgical recycling
- (ii)
- Pyrometallurgical recycling
6. Commercialization Efforts
7. Future Outlooks
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rare Earth Elements: Frequently Asked Questions. Available online: https://www.woodmac.com/news/editorial/rare-earth-elements-frequently-asked-questions/ (accessed on 6 July 2023).
- Securing America’s Clean Energy Supply Chain. Available online: https://www.energy.gov/policy/securing-americas-clean-energy-supply-chain (accessed on 6 July 2023).
- Critical Materials for The Energy Transition: Rare Earth Elements. Available online: https://www.irena.org/Technical-Papers/Critical-Materials-For-The-Energy-Transition-Rare-Earth-elements (accessed on 6 July 2023).
- Binnemans, K.; Jones, P.T.; Müller, T.; Yurramendi, L. Rare Earths and the Balance Problem: How to Deal with Changing Markets? J. Sustain. Metall. 2018, 4, 126–146. [Google Scholar] [CrossRef]
- Rare Earth Elements. Available online: https://web.mit.edu/12.000/www/m2016/finalwebsite/elements/ree.html (accessed on 23 July 2023).
- Balaram, V. Rare Earth Elements: A Review of Applications, Occurrence, Exploration, Analysis, Recycling, and Environmental Impact. Geosci. Front. 2019, 10, 1285–1303. [Google Scholar] [CrossRef]
- Dostal, J. Rare Earth Element Deposits of Alkaline Igneous Rocks. Resources 2017, 6, 34. [Google Scholar] [CrossRef]
- Reck, B.K.; Graedel, T.E. Challenges in Metal Recycling. Science 2012, 337, 690–695. [Google Scholar] [CrossRef]
- Du, X.; Graedel, T.E. Uncovering the Global Life Cycles of the Rare Earth Elements. Sci. Rep. 2011, 1, 145. [Google Scholar] [CrossRef]
- Balaram, V. Potential Future Alternative Resources for Rare Earth Elements: Opportunities and Challenges. Minerals 2023, 13, 425. [Google Scholar] [CrossRef]
- Gaustad, G.; Williams, E.; Leader, A. Rare Earth Metals from Secondary Sources: Review of Potential Supply from Waste and Byproducts. Resour. Conserv. Recycl. 2021, 167, 105213. [Google Scholar] [CrossRef]
- Peiravi, M.; Dehghani, F.; Ackah, L.; Baharlouei, A.; Godbold, J.; Liu, J.; Mohanty, M.; Ghosh, T. A Review of Rare-Earth Elements Extraction with Emphasis on Non-Conventional Sources: Coal and Coal Byproducts, Iron Ore Tailings, Apatite, and Phosphate Byproducts. Min. Metall. Explor. 2021, 38, 1–26. [Google Scholar] [CrossRef]
- Mineral Commodity Summaries 2023. Available online: https://pubs.usgs.gov/publication/mcs2023 (accessed on 8 September 2023).
- Javed, A.; Singh, J. Process Intensification for Sustainable Extraction of Metals from E-Waste: Challenges and Opportunities. Environ. Sci. Pollut. Res. 2023, 1–34. [Google Scholar] [CrossRef]
- Zeng, X.; Mathews, J.A.; Li, J. Urban Mining of E-Waste Is Becoming More Cost-Effective Than Virgin Mining. Environ. Sci. Technol. 2018, 52, 4835–4841. [Google Scholar] [CrossRef]
- Illinois Basin Carbon Ore, Rare Earth, and Critical Minerals Initiative. Available online: https://netl.doe.gov/node/11905 (accessed on 6 July 2023).
- Critical Minerals in Coaly Strata of the Cherokee-Forest City Basin. Available online: https://netl.doe.gov/node/11894 (accessed on 6 July 2023).
- Manufacturing Valuable Coal-Derived Products in Southern Appalachia. Available online: https://netl.doe.gov/node/11892 (accessed on 6 July 2023).
- Assessment of Rare Earth Elements and Critical Minerals in Coal and Coal Ash in the U.S. Gulf Coast. Available online: https://netl.doe.gov/node/11895 (accessed on 6 July 2023).
- Bringing Alaska’s CORE-CM Potential into Perspective. Available online: https://netl.doe.gov/node/11890 (accessed on 6 July 2023).
- Clegg, S.M.; Alamos, L. Evaluation of Laser-Based Analysis of Rare Earth Elements in Coal-Related Materials. Available online: https://netl.doe.gov/sites/default/files/netl-file/20VPRREE_Clegg.pdf (accessed on 7 July 2023).
- Ziemkiewicz, P.; Noble, A.; Tech, V.; Quaranta, J.; Lian, W.; Lin, S.; Finklea, H. Development and Testing of an Integrated AMD/REE-CM Plant. Available online: https://netl.doe.gov/sites/default/files/netl-file/20VPRREE_Ziemkiewicz.pdf (accessed on 6 July 2023).
- Zhang, P. Technology Development, and Integration for Volume Production of High Purity Rare Earth Metals from Phosphate Processing DE-FE0032123. Available online: https://netl.doe.gov/sites/default/files/netl-file/22RS-26_Zhang.pdf (accessed on 7 July 2023).
- Ayora, C.; Macías, F.; Torres, E.; Lozano, A.; Carrero, S.; Nieto, J.M.; Pérez-López, R.; Fernández-Martínez, A.; Castillo-Michel, H. Recovery of Rare Earth Elements and Yttrium from Passive-Remediation Systems of Acid Mine Drainage. Environ. Sci. Technol. 2016, 50, 8255–8262. [Google Scholar] [CrossRef] [PubMed]
- Merten, D.; Geletneky, J.; Bergmann, H.; Haferburg, G.; Kothe, E.; Büchel, G. Rare Earth Element Patterns: A Tool for Understanding Processes in Remediation of Acid Mine Drainage. Geochemistry 2005, 65, 97–114. [Google Scholar] [CrossRef]
- Ferreira da Silva, E.; Bobos, I.; Xavier Matos, J.; Patinha, C.; Reis, A.P.; Cardoso Fonseca, E. Mineralogy and Geochemistry of Trace Metals and REE in Volcanic Massive Sulfide Host Rocks, Stream Sediments, Stream Waters and Acid Mine Drainage from the Lousal Mine Area (Iberian Pyrite Belt, Portugal). J. Appl. Geochem. 2009, 24, 383–401. [Google Scholar] [CrossRef]
- Sahoo, P.K.; Tripathy, S.; Equeenuddin, S.M.; Panigrahi, M.K. Geochemical Characteristics of Coal Mine Discharge Vis-à-Vis Behavior of Rare Earth Elements at Jaintia Hills Coalfield, Northeastern India. J. Geochem. Explor. 2012, 112, 235–243. [Google Scholar] [CrossRef]
- León, R.; Macías, F.; Cánovas, C.R.; Millán-Becerro, R.; Pérez-López, R.; Ayora, C.; Nieto, J.M. Evidence of Rare Earth Elements Origin in Acid Mine Drainage from the Iberian Pyrite Belt (SW Spain). Ore Geol. Rev. 2023, 154, 105336. [Google Scholar] [CrossRef]
- Rare Earth Oxide Demand Worldwide 2025. Available online: https://www.statista.com/statistics/1114638/global-rare-earth-oxide-demand/ (accessed on 6 September 2023).
- Rare Earth Magnet Market Outlook to 2035—Adamas Intelligence. Available online: https://www.adamasintel.com/rare-earth-magnet-market-outlook-to-2035/ (accessed on 6 July 2023).
- Global Permanent Magnet Industry Report. Available online: https://www.magnetreport.com/ (accessed on 6 July 2023).
- Critical Minerals Market Review 2023. Available online: https://www.iea.org/reports/critical-minerals-market-review-2023 (accessed on 6 September 2023).
- Metal Production by Salt Electrolysis. Available online: https://www.eurare.org/technologies/REE-metal-production.html (accessed on 6 July 2023).
- World Energy Transitions Outlook 2022. Available online: https://www.irena.org/Digital-Report/World-Energy-Transitions-Outlook-2022 (accessed on 6 July 2023).
- Croat, J.J.; Ormerod, J.G. Modern Permanent Magnets; Woodhead Publishing: Sawston, UK, 2022; ISBN 9780323886581/9780323886406. [Google Scholar]
- Rare Earth Magnets: Yesterday, Today and Tomorrow. Available online: https://www.slideshare.net/JohnOrmerod/2019-01-17-magnetics-2019 (accessed on 6 July 2023).
- Dushyantha, N.; Batapola, N.; Ilankoon, I.M.S.K.; Rohitha, S.; Premasiri, R.; Abeysinghe, B.; Ratnayake, N.; Dissanayake, K. The Story of Rare Earth Elements (REEs): Occurrences, Global Distribution, Genesis, Geology, Mineralogy and Global Production. Ore Geol. Rev. 2020, 122, 103521. [Google Scholar] [CrossRef]
- Nesbitt, E.A.; Wernick, J.H. Rare Earth Permanent Magnets; Academic Press: New York, NY, USA, 1973. [Google Scholar]
- Strnat, K.J.; Strnat, R.M.W. Rare Earth-Cobalt Permanent Magnets. J. Magn. Magn. Mater. 1991, 100, 38–56. [Google Scholar] [CrossRef]
- Menth, A.; Nagel, H.; Perkins, R.S. New high-performance permanent magnets based on rare earth-transition metal compounds. Annu. Rev. Mater. Res. 1978, 8, 21–47. [Google Scholar] [CrossRef]
- Livingston, J.D. Chalmers Anniversary Volume, 1st ed.; Christian, J.W., Haasen, P., Massalski, T.B., Eds.; Pergamon Press: Oxford, UK, 1981; pp. 243–268. [Google Scholar]
- Ormerod, J. The Physical Metallurgy and Processing of Sintered Rare Earth Permanent Magnets. J. Less-Common Met. 1985, 111, 49–69. [Google Scholar] [CrossRef]
- Strnat, K.J. Modern permanent magnets for applications in electro-technology. Proc. IEEE 1990, 78, 923–946. [Google Scholar] [CrossRef]
- Rare Earth Magnet Market Outlook to 2040. Available online: https://www.adamasintel.com/rare-earth-magnet-market-outlook-to-2040/ (accessed on 6 September 2023).
- Smith, B.J.; Riddle, M.E.; Earlam, M.R.; Iloeje, C.; Diamond, D. Rare Earth Permanent Magnets: Supply Chain Deep Dive Assessment; USDOE Office of Policy: Washington, DC, USA, 2022. [Google Scholar] [CrossRef]
- Cullity, B.D. Introduction to Magnetic Materials; Addison-Wesley Pub. Co.: Reading, MA, USA, 1972. [Google Scholar]
- Additive Manufacturing of Permanent Magnets. Available online: https://www.sigmaaldrich.com/US/en/technical-documents/technical-article/materials-science-and-engineering/nanoparticle-and-microparticle-synthesis/additive-manufacturing-of-permanent-magnets (accessed on 6 September 2023).
- Constantinides, S. The elements of magnetics. MRS Online Proc. Libr. Arch. 2013, 1492, 54–65. [Google Scholar] [CrossRef]
- Types of Rare Earth Magnets: Part 1. Available online: https://bunting-dubois.com/tech-briefs/types-of-rare-earth-magnets-part-1/ (accessed on 6 September 2023).
- Cui, J.; Ormerod, J.; Parker, D.; Ott, R.; Palasyuk, A.; Mccall, S.; Paranthaman, M.P.; Kesler, M.S.; McGuire, M.A.; Nlebedim, I.C.; et al. Manufacturing Processes for Permanent Magnets: Part I—Sintering and Casting. JOM 2022, 74, 1279–1295. [Google Scholar] [CrossRef]
- Croat, J.J. Rapidly Solidified Neodymium-Iron-Boron Permanent Magnets. In Rapidly Solidified Neodymium-Iron-Boron Permanent Magnets; Woodhead Publishing: Sawston, UK, 2017; pp. 1–374. [Google Scholar] [CrossRef]
- How to Assure Every Rare Earth (or Any) Magnet Meets Your Requirements 100 Percent of the Time? Available online: https://bunting-dubois.com/news/september-21-2016-how-to-assure-every-rare-earth-or-any-magnet-meets-your-requirements-100-percent-of-the-time/ (accessed on 6 September 2023).
- Pan, M.; Zhang, P.; Li, X.; Ge, H.; Wu, Q.; Jiao, Z.; Liu, T. Effect of Terbium Addition on the Coercivity of the Sintered Nd-Fe-B Magnets. J. Rare Earths 2010, 28, 399–402. [Google Scholar] [CrossRef]
- Bunting DuBois. Available online: https://bunting-dubois.com/ (accessed on 23 July 2023).
- Constantinides, S. The Demand for Rare Earth Materials in Permanent Magnets. In Proceedings of the 51st Annual Conference of Metallurgists COM Niagara Falls, Niagara Falls, NY, USA, 30 September–3 October 2012. [Google Scholar]
- Tech Library. Available online: https://product.tdk.com/en/techlibrary/index.html (accessed on 6 July 2023).
- BMW X5 Plug-In Hybrid Prototype: We Drive Future Electric SUV. Available online: https://www.greencarreports.com/news/1091471_bmw-x5-plug-in-hybrid-prototype-we-drive-future-electric-suv (accessed on 6 July 2023).
- Parajuly, K.; Kuehr, R.; Awasthi, A.K.; Fitzpatrick, C.; Lepawsky, J.; Smith, E.; Widmer, R.; Zeng, X. Future E-Waste Scenarios. Available online: https://www.unep.org/ietc/resources/publication/future-e-waste-scenarios (accessed on 7 July 2023).
- Adrian, S.; Drisse, M.B.; Cheng, Y.; Devia, L.; Deubzer, O.; Goldizen, F.; Gorman, J.; Herat, S.; Honda, S.; Iattoni, G.; et al. Quantities, Flows, and the Circular Economy Potential. The Global E-Waste Monitor. 2020. Available online: https://ewastemonitor.info/wp-content/uploads/2020/11/GEM_2020_def_july1_low.pdf (accessed on 7 July 2023).
- Baldé, C.P.; Angelo, E.D.; Luda, V.; Deubzer, O.; Kuehr, R. Global Transboundary E-Waste Flows Monitor 2022. Available online: https://ewastemonitor.info/wp-content/uploads/2022/06/Global-TBM_webversion_june_2_pages.pdf (accessed on 7 July 2023).
- Gorman, J.F.; Parvez, S.M.; Jahan, F.; Brune, M.-N.; Gorman, J.F.; Rahman, J.; Carpenter, D.; Islam, Z.; Rahman, M. Health Consequences of Exposure to E-Waste: An Updated Systematic Review. Lancet Glob. Health 2021, 5, 905–925. [Google Scholar] [CrossRef]
- Jin, H.; Song, B.D.; Yih, Y.; Sutherland, J.W. Sustainable Value Recovery of Nd-Fe-B Magnets: A Multi-Objective Network Design and Genetic Algorithm. ACS Sustain. Chem. Eng. 2018, 6, 4767–4775. [Google Scholar] [CrossRef]
- Global Hard Disk Drive (HDD) Shipments 1976–2022. Available online: https://www.statista.com/statistics/398951/global-shipment-figures-for-hard-disk-drives/ (accessed on 7 July 2023).
- Global Sales and Sales Market Share of Electric Cars, 2010–2021. Available online: https://www.iea.org/data-and-statistics/charts/global-sales-and-sales-market-share-of-electric-cars-2010-2021 (accessed on 7 July 2023).
- EV Sales Forecasts. Available online: https://evadoption.com/ev-sales/ev-sales-forecasts/ (accessed on 7 July 2023).
- Akatsu, K.; Matsui, N. New Trend of Motor Technology for Automobiles—Introduction and Overview. In Proceedings of the 5th IEEE Annual International Energy Conversion Congress and Exhibition (ECCE) Asia DownUnder Conference, Melbourne, Australia, 3–6 June 2013; pp. 130–135. [Google Scholar] [CrossRef]
- Reimer, M.V.; Schenk-Mathes, H.Y.; Hoffmann, M.F.; Elwert, T. Recycling Decisions in 2020, 2030, and 2040—When Can Substantial Nd-Fe-B Extraction Be Expected in the EU? Metals 2018, 8, 867. [Google Scholar] [CrossRef]
- Maani, T.; Mathur, N.; Singh, S.; Rong, C.; Sutherland, J.W. Potential for Nd, and Dy Recovery from End-of-Life Products to Meet Future Electric Vehicle Demand in the U.S. Procedia CIRP 2021, 98, 109–114. [Google Scholar] [CrossRef]
- Klier, T.; Risch, F.; Franke, J. Disassembly, Recycling, and Reuse of Magnet Material of Electric Drives. In Proceedings of the 2013 IEEE International Symposium on Assembly and Manufacturing (ISAM), Xi’an, China, 30 July–2 August 2013; pp. 88–90. [Google Scholar] [CrossRef]
- Elwert, T.; Goldmann, D.; Roemer, F.; Schwarz, S. Recycling of Nd-Fe-B Magnets from Electric Drive Motors of (Hybrid) Electric Vehicles. J. Sus. Meta. 2017, 3, 108–121. [Google Scholar] [CrossRef]
- Electricity Data Browser—Net Generation for All Sectors. Available online: https://www.eia.gov/electricity/data/browser/ (accessed on 7 July 2023).
- Abrahamsen, A.B.; Magnusson, N.; Jensen, B.B.; Runde, M. Large Superconducting Wind Turbine Generators. Energy Procedia 2012, 24, 60–67. [Google Scholar] [CrossRef]
- Wind Vision. Available online: https://www.energy.gov/eere/wind/wind-vision-1 (accessed on 7 July 2023).
- Fishman, T.; Graedel, T.E. Impact of the Establishment of US Offshore Wind Power on Neodymium Flows. Nat. Sustain. 2019, 2, 332–338. [Google Scholar] [CrossRef]
- Rizos, V.; Righetti, E.; Kassab, A. Developing a Supply Chain for Recycled Rare Earth Permanent Magnets in the EU Ceps In-Depth Analysis Challenges and Opportunities. Available online: https://www.ceps.eu/wp-content/uploads/2022/12/CEPS-In-depth-analysis-2022-07_Supply-chain-for-recycled-rare-earth-permanent-magnets.pdf (accessed on 7 July 2023).
- Kumari, A.; Kumar Sahu, S. A Comprehensive Review on Recycling of Critical Raw Materials from Spent Neodymium Iron Boron (Nd-Fe-B) Magnet. Sep. Purif. Technol. 2023, 317, 123527. [Google Scholar] [CrossRef]
- Coelho, F.; Abrahami, S.; Yang, Y.; Sprecher, B.; Li, Z.; Menad, N.-E.; Bru, K.; Marcon, T.; Rado, C.; Saje, B.; et al. Upscaling of Permanent Magnet Dismantling and Recycling through VALOMAG Project. Mater. Proc. 2021, 5, 74. [Google Scholar] [CrossRef]
- ORNL Licenses Rare Earth Magnet Recycling Process to Momentum Technologies. Available online: https://www.ornl.gov/news/ornl-licenses-rare-earth-magnet-recycling-process-momentum-technologies (accessed on 7 July 2023).
- Li, J.; Barwood, M.; Rahimifard, S. Robotic Disassembly for Increased Recovery of Strategically Important Materials from Electrical Vehicles. Robot Comput. Integr. Manuf. 2018, 50, 203–212. [Google Scholar] [CrossRef]
- Li, Z.; Kedous-Lebouc, A.; Dubus, J.M.; Garbuio, L.; Personnaz, S. Direct Reuse Strategies of Rare Earth Permanent Magnets for PM Electrical Machines—An Overview Study. EPJ Appl. Phys. 2019, 86, 20901. [Google Scholar] [CrossRef]
- Gandha, K.; Ouyang, G.; Gupta, S.; Kunc, V.; Paranthaman, M.P.; Nlebedim, I.C. Recycling of Additively Printed Rare-Earth Bonded Magnets. Waste Manag. 2019, 90, 94–99. [Google Scholar] [CrossRef]
- Pavel, C.C.; Thiel, C.; Degreif, S.; Blagoeva, D.; Buchert, M.; Schüler, D.; Tzimas, E. Role of Substitution in Mitigating the Supply Pressure of Rare Earths in Electric Road Transport Applications. Sustain. Mater. Technol. 2017, 12, 62–72. [Google Scholar] [CrossRef]
- Pavel, C.C.; Lacal-Arántegui, R.; Marmier, A.; Schüler, D.; Tzimas, E.; Buchert, M.; Jenseit, W.; Blagoeva, D. Substitution Strategies for Reducing the Use of Rare Earths in Wind Turbines. Res. Pol. 2017, 52, 349–357. [Google Scholar] [CrossRef]
- Baghel, A.P.S.; Nlebedim, I.C. A Hybrid Rotor Design with Reduced Rare Earth Magnets for Traction Motors. JOM 2023, 75, 557–565. [Google Scholar] [CrossRef]
- El-Refaie, A.; Raminosoa, T.; Reddy, P.; Galioto, S.; Pan, D.; Grace, K.; Alexander, J.; Huh, K.K. Comparison of Traction Motors That Reduce or Eliminate Rare-Earth Materials. In Proceedings of the ECCE 2016—IEEE Energy Conversion Congress and Exposition, Milwaukee, WI, USA, 18–22 September 2016; pp. 1–88. [Google Scholar] [CrossRef]
- Jeong, C.L.; Hur, J. A Novel Proposal to Improve Reliability of Spoke-Type BLDC Motor Using Ferrite Permanent Magnet. IEEE Trans. Ind. Appl. 2016, 52, 3814–3821. [Google Scholar] [CrossRef]
- Seagate Introduces HDDs as Fast as SSDs. Available online: https://www.networkworld.com/article/3681656/seagate-introduces-hdds-as-fast-as-ssds.html (accessed on 7 July 2023).
- Kolchanova, I.; Poltavets, V. Superconducting Generators for Wind Turbines. In Proceedings of the International Conference on Electrotechnical Complexes and Systems, Ufa, Russia, 26–29 October 2021; pp. 529–533. [Google Scholar]
- Harper, G.; Sommerville, R.; Kendrick, E.; Driscoll, L.; Slater, P.; Stolkin, R.; Walton, A.; Christensen, P.; Heidrich, O.; Lambert, S.; et al. Recycling Lithium-Ion Batteries from Electric Vehicles. Nature 2019, 575, 75–86. [Google Scholar] [CrossRef]
- Hogberg, S.; Pedersen, T.S.; Bendixen, F.B.; Mijatovic, N.; Jensen, B.B.; Holboll, J. Direct Reuse of Rare Earth Permanent Magnets—Wind Turbine Generator Case Study. In Proceedings of the 2016 22nd International Conference on Electrical Machines, ICEM 2016, Lausanne, Switzerland, 4–7 September 2016; pp. 1625–1629. [Google Scholar] [CrossRef]
- Hogberg, S.; Holboll, J.; Mijatovic, N.; Jensen, B.B.; Bendixen, F.B. Direct Reuse of Rare Earth Permanent Magnets—Coating Integrity. IEEE Trans. Magn. 2017, 53, 1–9. [Google Scholar] [CrossRef]
- Cui, B.; Cui, J.; Barnard, D.J.; Bond, L.J. Internal Defect Detection and Characterization of Samarium-Cobalt Sintered Magnets by Ultrasonic Testing Technique. J. Magn. Magn. Mater. 2023, 570, 170524. [Google Scholar] [CrossRef]
- Liu, X.B.; Kesler, M.S.; Besser, M.F.; Kramer, M.J.; McGuire, M.A.; Nlebedim, I.C. Effect of Processing Hydrogen Pressure on Magnetic Properties of HDDR Nd-Fe-B Magnet. IEEE Trans. Magn. 2021, 57, 2100604. [Google Scholar] [CrossRef]
- Sheridan, R.S.; Sillitoe, R.; Zakotnik, M.; Harris, I.R.; Williams, A.J. Anisotropic Powder from Sintered Nd-Fe-B Magnets by the HDDR Processing Route. J. Magn. Magn. Mater. 2012, 324, 63–67. [Google Scholar] [CrossRef]
- Zakotnik, M.; Harris, I.R.; Williams, A.J. Multiple Recycling of Nd-Fe-B-Type Sintered Magnets. J. Alloys Compd. 2009, 469, 314–321. [Google Scholar] [CrossRef]
- Harris, I.R.; Williams, A.; Walton, A.; Speight, J. Magnet Recycling. U.S. Patent 8734714B2, 27 May 2011. [Google Scholar]
- Cui, J.; Ormerod, J.; Parker, D.S.; Ott, R.; Palasyuk, A.; McCall, S.; Paranthaman, M.P.; Kesler, M.S.; McGuire, M.A.; Nlebedim, C.; et al. Manufacturing Processes for Permanent Magnets: Part II—Bonding and Emerging Methods. JOM 2022, 74, 2492–2506. [Google Scholar] [CrossRef]
- Kumari, A.; Sinha, M.K.; Pramanik, S.; Sahu, S.K. Recovery of Rare Earths from Spent Nd-Fe-B Magnets of Wind Turbine: Leaching and Kinetic Aspects. Waste Manag. 2018, 75, 486–498. [Google Scholar] [CrossRef]
- Becci, A.; Beolchini, F.; Amato, A.; Ippolito, M.; Innocenzi, V. Sustainable Strategies for the Exploitation of End-of-Life Permanent Magnets. Processes 2021, 9, 857. [Google Scholar] [CrossRef]
- Yang, Y.; Lan, C.; Wang, Y.; Zhao, Z.; Li, B. Recycling of Ultrafine Nd-Fe-B Waste by the Selective Precipitation of Rare Earth, and the Electrodeposition of Iron in Hydrofluoric Acid. Sep. Purif. Technol. 2020, 230, 115870. [Google Scholar] [CrossRef]
- Vander Hoogerstraete, T.; Blanpain, B.; Van Gerven, T.; Binnemans, K. From Nd-Fe-B Magnets towards the Rare-Earth Oxides: A Recycling Process Consuming Only Oxalic Acid. RSC Adv. 2014, 4, 64099–64111. [Google Scholar] [CrossRef]
- Abrahami, S.T.; Xiao, Y.; Yang, Y. Rare-Earth Elements Recovery from Post-Consumer Hard-Disc Drives. Miner. Process. Extr. Metall. Trans. Inst. Min. Metall. 2014, 124, 106–115. [Google Scholar] [CrossRef]
- Liu, F.; Porvali, A.; Wang, J.L.; Wang, H.; Peng, C.; Wilson, B.P.; Lundström, M. Recovery and Separation of Rare Earths and Boron from Spent Nd-Fe-B Magnets. Miner. Eng. 2020, 145, 106097. [Google Scholar] [CrossRef]
- Binnemans, K.; Jones, P.T.; Blanpain, B.; Van Gerven, T.; Yang, Y.; Walton, A.; Buchert, M. Recycling of Rare Earths: A Critical Review. J. Clean Prod. 2013, 51, 1–22. [Google Scholar] [CrossRef]
- Venkatesan, P.; Vander Hoogerstraete, T.; Binnemans, K.; Sun, Z.; Sietsma, J.; Yang, Y. Selective Extraction of Rare-Earth Elements from Nd-Fe-B Magnets by a Room temperature Electrolysis Pretreatment Step. ACS Sustain. Chem. Eng. 2018, 6, 9375–9382. [Google Scholar] [CrossRef]
- Maât, N.; Nachbaur, V.; Lardé, R.; Juraszek, J.; Le Breton, J.M. An Innovative Process Using Only Water and Sodium Chloride for Recovering Rare Earth Elements from Nd-Fe-B Permanent Magnets Found in the Waste of Electrical and Electronic Equipment. ACS Sustain. Chem. Eng. 2016, 4, 6455–6462. [Google Scholar] [CrossRef]
- Mudring, A.-V.; Prodius, D.; Nlebedim, C.I. Dissolution and Separation of Rare Earth Metals. U.S. Patent 10648063B2, 12 May 2018. [Google Scholar]
- Green Rare-Earth Recycling Goes Commercial in the US. Available online: https://www.ameslab.gov/news/green-rare-earth-recycling-goes-commercial-in-the-us (accessed on 7 July 2023).
- Rare-Earth Magnet Recycling Wins FLC Innovation Award. Available online: https://www.ameslab.gov/news/rare-earth-magnet-recycling-wins-flc-innovation-award (accessed on 7 July 2023).
- Acid Free Dissolution Recycling: A Second Chance for Rare Earth Elements. Available online: https://www.energy.gov/eere/ammto/articles/acid-free-dissolution-recycling-second-chance-rare-earth-elements (accessed on 7 July 2023).
- Prodius, D.; Gandha, K.; Mudring, A.V.; Nlebedim, I.C. Sustainable Urban Mining of Critical Elements from Magnet and Electronic Wastes. ACS Sustain. Chem. Eng. 2020, 8, 1455–1463. [Google Scholar] [CrossRef]
- Prodius, D.; Klocke, M.; Smetana, V.; Alammar, T.; Perez Garcia, M.; Windus, T.L.; Nlebedim, I.C.; Mudring, A.V. Rationally Designed Rare Earth Separation by Selective Oxalate Solubilization. Chem. Comm. 2020, 56, 11386–11389. [Google Scholar] [CrossRef] [PubMed]
- Prodius, D.; Nlebedim, C.A.; Mudring, A.-V. Separating Rare Earth Metal Oxalates. U.S. Patent 11090579B2, 17 August 2021. [Google Scholar]
- Rationally Designed Rare Earth Separation by Selective Oxalate Solubilization. Available online: https://www.ameslab.gov/cmi/research-highlights/rationally-designed-rare-earth-separation-by-selective-oxalate (accessed on 7 July 2023).
- Laputka, M.; Xie, W. A review of recent advances in pyrometallurgical process measurement and modelling and their applications to process improvement. Mining Metall. Explor. 2021, 38, 1135–1165. [Google Scholar] [CrossRef]
- Ellis, T.W.; Schmidt, F.A. Recycling of Rare Earth Metals from Rare Earth-Transition Metal Alloy Scrap by Liquid Metal Extraction. U.S. Patent 5437709A, 1 August 1995. [Google Scholar]
- Ott, R.T.; McCallum, R.W. Recovering Rare Earth Metals from Magnet Scrap. U.S. Patent 10323299B2, 18 June 2019. [Google Scholar]
- Ott, R.T.; McCallum, R.W.; Jones, L.L. Recovering Heavy Rare Earth Metals from Magnet Scrap. U.S. Patent 9725788B2, 28 January 2016. [Google Scholar]
- Xu, Y.; Chumbley, L.S.; Laabs, F.C. Liquid metal extraction of Nd from NdFeB magnet scrap. J. Mater. Res. 2000, 15, 2296–2304. [Google Scholar] [CrossRef]
- Schmidt, F.; Peterson, D.; Wheelock, J.; Jones, L. Method for Treating Rare Earth-Transition Metal Scrap. U.S. Patent 5174811A, 29 December 1992. [Google Scholar]
- Ellis, T.W.; Schmidt, F.A.; Jones, L.L. Methods and opportunities in the recycling of rare earth based materials. In Symposium on Metals and Materials Waste Reduction: Recovery and Remediation; Liddell, K.C., Bautista, R.G., Orth, R.J., Eds.; The Minerals, Metals & Materials Society: Warrendale, PA, USA, 1994; pp. 199–206. [Google Scholar]
- Nlebedim, I.C.; King, A.H. Addressing Criticality in Rare Earth Elements via Permanent Magnets Recycling. JOM 2018, 70, 115–123. [Google Scholar] [CrossRef]
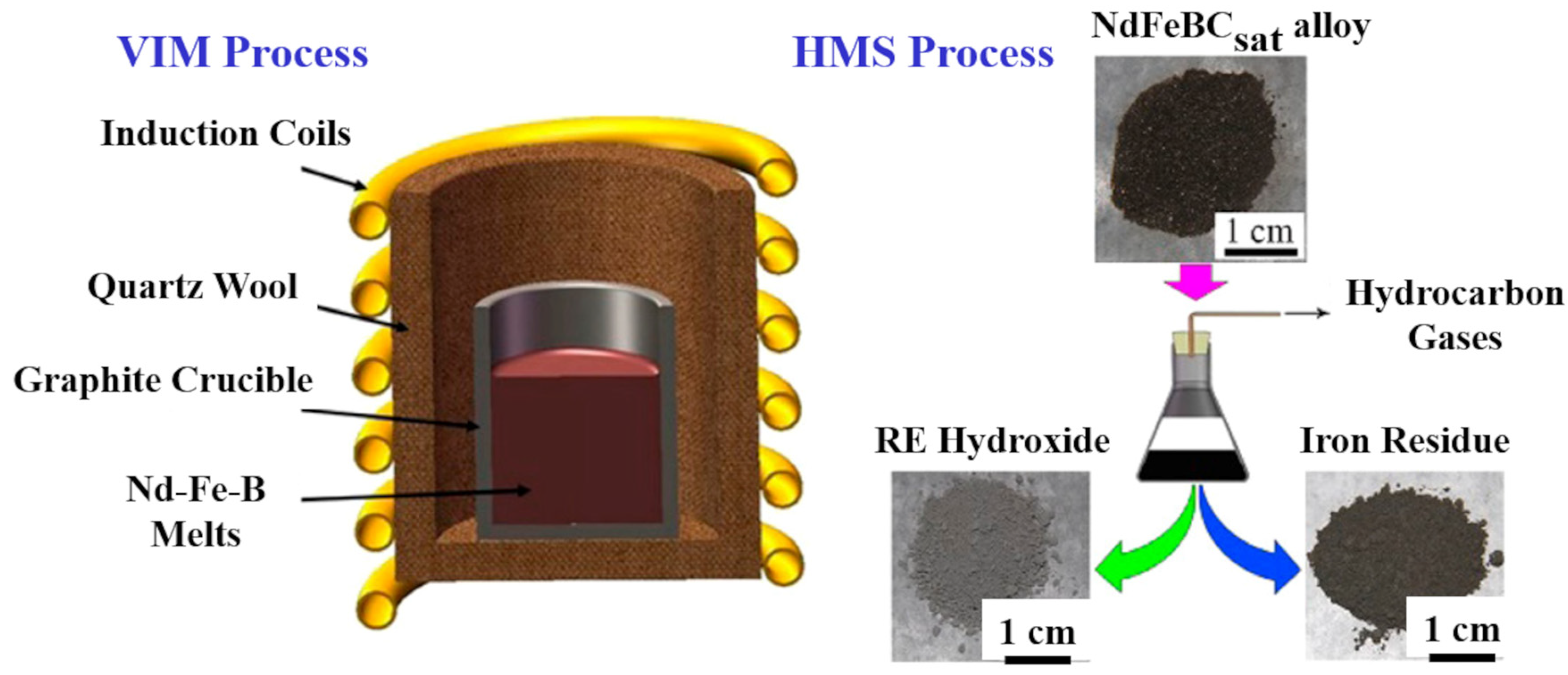
- Bian, Y.; Guo, S.; Jiang, L.; Liu, J.; Tang, K.; Ding, W. Recovery of Rare Earth Elements from Nd-Fe-B Magnet by VIM-HMS Method. ACS Sustain. Chem. Eng. 2016, 4, 810–818. [Google Scholar] [CrossRef]
- Yue, M.; Yin, X.; Li, X.; Li, M.; Li, X.; Liu, W.; Wu, Y.; Zhang, D.; Chen, J.; Yi, X.; et al. Recycling of Nd-Fe-B Sintered Magnets Sludge via the Reduction-Diffusion Route to Produce Sintered Magnets with Strong Energy Density. ACS Sustain. Chem. Eng. 2018, 6, 6547–6553. [Google Scholar] [CrossRef]
- Saito, T.; Sato, H.; Ozawa, S.; Yu, J.; Motegi, T. The Extraction of Nd from Waste Nd–Fe–B Alloys by the Glass Slag Method. J. Alloys Compd. 2003, 353, 189–193. [Google Scholar] [CrossRef]
- Hua, Z.; Wang, J.; Wang, L.; Zhao, Z.; Li, X.; Xiao, Y.; Yang, Y. Selective Extraction of Rare Earth Elements from Nd-Fe-B Scrap by Molten Chlorides. ACS Sustain. Chem. Eng. 2014, 2, 2536–2543. [Google Scholar] [CrossRef]
- Rhodia, Umicore Jointly Develop Process Recycling Rare Earth Elements. Available online: https://www.worldofchemicals.com/media/rhodia-umicore-jointly-develop-process-for-recycling-rare-earth-elements/875.html (accessed on 7 July 2023).
- AERC Recycling Solutions Partners with Global Tungsten and Powders Corporation to Reclaim Rare Earth Metals from Spent Fluorescent Lamps. Available online: https://www.prweb.com/releases/2012/9/prweb9851073.htm (accessed on 7 July 2023).
- USA Rare Earth and Texas Mineral Resources Corp Announce Opening of First Heavy and Light Rare Earths Processing Facility Outside of China. Available online: https://www.prnewswire.com/news-releases/usa-rare-earth-and-texas-mineral-resources-corp-announce-opening-of-first-heavy-and-light-rare-earths-processing-facility-outside-of-china-300975088.html (accessed on 7 July 2023).
- USA Rare Earth Acquires US Rare Earth Permanent Magnet Manufacturing Capability from Hitachi; Mine-to-Magnet—Green Car Congress. Available online: https://www.greencarcongress.com/2020/04/20200415-rareearth.html (accessed on 7 July 2023).
- Solvay to Develop Major Hub for Rare Earth Magnets in Europe. Available online: https://www.solvay.com/en/press-release/solvay-develop-major-hub-rare-earth-magnets-europe (accessed on 7 July 2023).
- MP Materials—MP Materials Awarded Department of Defense Heavy Rare Earth Processing Contract. Available online: https://investors.mpmaterials.com/investor-news/news-details/2022/MP-Materials-Awarded-Department-of-Defense-Heavy-Rare-Earth-Processing-Contract/default.aspx (accessed on 7 July 2023).
- DoD Awards $35 Million to MP Materials to Build U.S. Heavy Rare Earth Separation Capacity. Available online: https://www.defense.gov/News/Releases/Release/Article/2941793/dod-awards-35-million-to-mp-materials-to-build-us-heavy-rare-earth-separation-c/ (accessed on 7 July 2023).
- Energy Fuels Completes Acquisition of Rare Earth and Heavy Mineral Project in Brazil. Available online: https://www.prnewswire.com/news-releases/energy-fuels-completes-acquisition-of-rare-earth-and-heavy-mineral-project-in-brazil-301744927.html (accessed on 7 July 2023).
- Noveon Targets Rare Earth Magnet Production with Recycled Inputs. Available online: https://www.recyclingtoday.com/news/noveon-targets-rare-earth-magnet-manufacturing-using-recycled-material/ (accessed on 7 July 2023).
- CAT Net Zero Target Evaluations. Available online: https://climateactiontracker.org/global/cat-net-zero-target-evaluations/ (accessed on 7 July 2023).
- Chart: The Road to Net Zero. Available online: https://www.statista.com/chart/26053/countries-with-laws-policy-documents-or-timed-pledges-for-carbon-neutrality/ (accessed on 7 July 2023).
- Mercedes-Benz Says It Will Go All-Electric in 2030, but with a Major Caveat. Available online: https://www.theverge.com/2021/7/22/22588587/mercedes-benz-electric-ev-2030-caveat (accessed on 8 July 2023).
- General Motors, Maker of Giant Trucks and SUVs, Vows to Be Carbon Neutral by 2040. Available online: https://www.theverge.com/2021/1/28/22254116/general-motors-carbon-neutral-vow-2040-tailpipe-emissions-ev (accessed on 8 July 2023).
- Ford Says It Will Go All-Electric in Europe by 2030. Available online: https://www.theverge.com/2021/2/17/22287284/ford-electric-vehicles-ev-europe-2030 (accessed on 8 July 2023).
- Stellantis, Parent Company of Dodge and Jeep, Had an ‘EV Day’ and It Was Extremely Weird. Available online: https://www.theverge.com/2021/7/8/22568625/stellantis-jeep-dodge-ev-day-shark-drone-autonomous (accessed on 8 July 2023).
- Volvo Says It Will Only Sell Electric Cars by 2030. Available online: https://www.theverge.com/2021/3/2/22308851/volvo-electric-cars-only-2030-online-sales (accessed on 8 July 2023).
- Here Are the Biggest Announcements from Volkswagen’s Battery Event. Available online: https://www.theverge.com/2021/3/15/22325813/vw-volkswagen-power-day-battery-electric-car-announcement (accessed on 8 July 2023).
- BMW’s I4 Sedan Is the Electric 4 Series You’ve Been Waiting for. Available online: https://www.theverge.com/2021/6/1/22462504/bmw-i4-ev-price-specs-photos-release-date (accessed on 8 July 2023).
- Who Will Drive Electric Cars to the Tipping Point? Available online: https://www.bcg.com/publications/2020/drive-electric-cars-to-the-tipping-point (accessed on 8 July 2023).
- Alsauskas, O.; Dasgupta, A.; Connelly, E.; Gouy, A.; Le Marois, J.-B.; Mcdonagh, S.; Fernandez Pales, A.; Petropoulos, A.; Teter, J. Global EV Outlook 2023. Available online: https://www.iea.org/reports/global-ev-outlook-2023 (accessed on 8 July 2023).








































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mineral | Formula | REO (wt. %) |
|---|---|---|
| Allanite | (Y,Ln,Ca)2(Al,Fe3+)3(SiO4)3(OH) | 39 |
| Apatite | (Ca,Ln)5(PO4)3(F,Cl,OH) | 19 |
| Bastnaesite | (Ln,Y)(CO3)F | 75 |
| Eudialyte | Na4(Ca,Ln)2(Fe2+,Mn2+,Y)ZrSi8O22(OH,Cl)2 | 9 |
| Fergusonite | (Ln, Y)NbO4 | 53 |
| Iimoriite | Y2(SiO4)(CO3) | 68 |
| Kainosite | Ca2(Y,Ln)2Si4O12(CO3).H2O | 38 |
| Loparite | (Ln,Na,Ca)(Ti,Nb)O3 | 30 |
| Monazite | (Ln,Th)PO4 | 65 |
| Mosandrite | (Na,Ca)3Ca3Ln(Ti,Nb,Zr)(Si2O7)2(O,OH,F)4 | 33 |
| Parisite | Ca(Ln)2(CO3)3F2 | 61 |
| Rinkite | (Ca,Ln)4Na(Na,Ca)2Ti(Si2O7)2(O,F)2 | 20 |
| Steenstrupine | Na14Ln6Mn2Fe2(Zr,Th)(Si6O18)2(PO4)7.3H2O | 31 |
| Synchysite | Ca(Ln)(CO3)2F | 51 |
| Xenotime | YPO4 | 61 |
| Zircon | (Zr,Ln)SiO4 | 4 |
| Country | Mine Production (Tons) | Total Reserves (Tons) | % of Reserves Mined | Share of World Reserves |
|---|---|---|---|---|
| United States | 43,000 | 2,300,000 | 1.87 | 1.83 |
| Australia | 18,000 | 4,200,000 | 0.43 | 3.34 |
| Brazil | 80 | 21,000,000 | 0.0004 | 16.71 |
| Myanmar | 12,000 | - | - | - |
| Canada | - | 830,000 | - | 0.66 |
| China | 210,000 | 44,000,000 | 0.48 | 35.01 |
| Greenland | - | 1,500,000 | - | 1.19 |
| India | 2900 | 6,900,000 | 0.04 | 5.49 |
| Madagascar | 960 | - | - | - |
| Russia | 2600 | 21,000,000 | 0.01 | 16.71 |
| South Africa | - | 790,000 | - | 0.63 |
| Tanzania | - | 890,000 | - | 0.71 |
| Thailand | 7100 | - | - | - |
| Vietnam | 4300 | 22,000,000 | 0.02 | 17.50 |
| Other countries | 80 | 280,000 | 0.03 | 0.22 |
| S. No. | Institution | Key Goals and Findings | |
|---|---|---|---|
| 1 | University of Illinois, USA | A database of carbon ore, rare earth, and critical minerals (CORE-CM) has been developed by collecting datasets from several thousand samples along the Illinois Basin. Development of technology to aid in separating RE materials operating at or near the mine-face. | [16] |
| 2 | University of Kansas Center for Research, USA | The commissioning of a Geotek core scanner will assess CMs in the Cherokee forest City Basin. This includes regions of Kansas, Iowa, Missouri, Nebraska, and Oklahoma, and Osage Nation. | [17] |
| 3 | Collaborative Composite Solutions Corporation, USA | Revitalize the coal production for CM assessment in the Southern Appalachian Basin. Parameters needed to determine REE security costs for the US in the coming years have been investigated. | [18] |
| 4 | University of Texas, Austin, USA | Investigation of REE from coal mines and power plants in the US Gulf Coast Basin. Investigations found significant REE in Gibbons Creek mine (TREE: 1000–8000 ppm) and San Miguel mine (TREE: 300–900 ppm). | [19] |
| 5 | NETL, USA | Investigation of CORE-CM in Usibelli Coal Mine and Graphite Creek in Alaska. Preliminary studies have indicated an encouraging amount of REE minerals in coal samples from the mines. | [20] |
| 6 | LANL, USA | Quantitative investigation of REEs in coal samples using laser-induced breakdown spectroscopy (LIBS). Construction of LIBS in a backpack to quantitatively analyze the presence of REE in coal. | [21] |
| 7 | West Virginia University, USA | Development of pilot-scale plant for treating acid mine drainage to produce RE and CMs. Extracted and separated samples demonstrate the presence of >67% HREE+CM. 807 tons of TREE production per year waste product is non-hazardous and can be disposed of on-site. | [22] |
| 8 | Florida Polytechnic University, USA | Extract REE from phosphoric acid sludge. Demonstrated extraction of 90% REE and 100% heavy REEs. Planned production capacity of 900 to 1100 tons of REM per year. | [23] |
| 9 | Institute of Environmental Assessment and Water Research, Spain | 7.9 and 3.5 mg/L REE and Y concentrations obtained from Monte Romero and Almagrera acid mine drainage. REE includes predominantly La and Ce. | [24] |
| 10 | Institute of Earth Sciences, Germany | 1.8 and 2.5 mg/L concentrations of REE detected in Giessenbach Creek. Higher concentrations of middle and heavy REEs were detected. | [25] |
| 11 | Universidade de Aveiro, Portugal | 110, 120, and 124 mg/kg of REE located in Lousal mine area in the Iberian Pyrite Belt, Portugal. 14–20 mg/kg of HREE detected. | [26] |
| 12 | IIT Kharagpur, India | 0.71 mg/L of REE detected in mine drainage from Jaintia Hills coalfields, India. | [27] |
| 13 | University of Huelva, Spain | Origin of REE traced in acid mine drainage from the Iberian Pyrite Belt (SW Spain). 20–30 mg/kg of REE detected in Felsic volcanic from Poderosa mine. 20–30 mg/kg of REE detected in Shales from the Perrunal mine. | [28] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ormerod, J.; Karati, A.; Baghel, A.P.S.; Prodius, D.; Nlebedim, I.C. Sourcing, Refining and Recycling of Rare-Earth Magnets. Sustainability 2023, 15, 14901. https://doi.org/10.3390/su152014901
Ormerod J, Karati A, Baghel APS, Prodius D, Nlebedim IC. Sourcing, Refining and Recycling of Rare-Earth Magnets. Sustainability. 2023; 15(20):14901. https://doi.org/10.3390/su152014901
Chicago/Turabian StyleOrmerod, John, Anirudha Karati, Ajay Pal Singh Baghel, Denis Prodius, and Ikenna C. Nlebedim. 2023. "Sourcing, Refining and Recycling of Rare-Earth Magnets" Sustainability 15, no. 20: 14901. https://doi.org/10.3390/su152014901