
Study on Co-Pyrolysis of Coal and Biomass and Process Simulation Optimization
Abstract
:1. Introduction
2. Materials and Methods
2.1. Pyrolysis Experiment Design
2.1.1. Raw Material
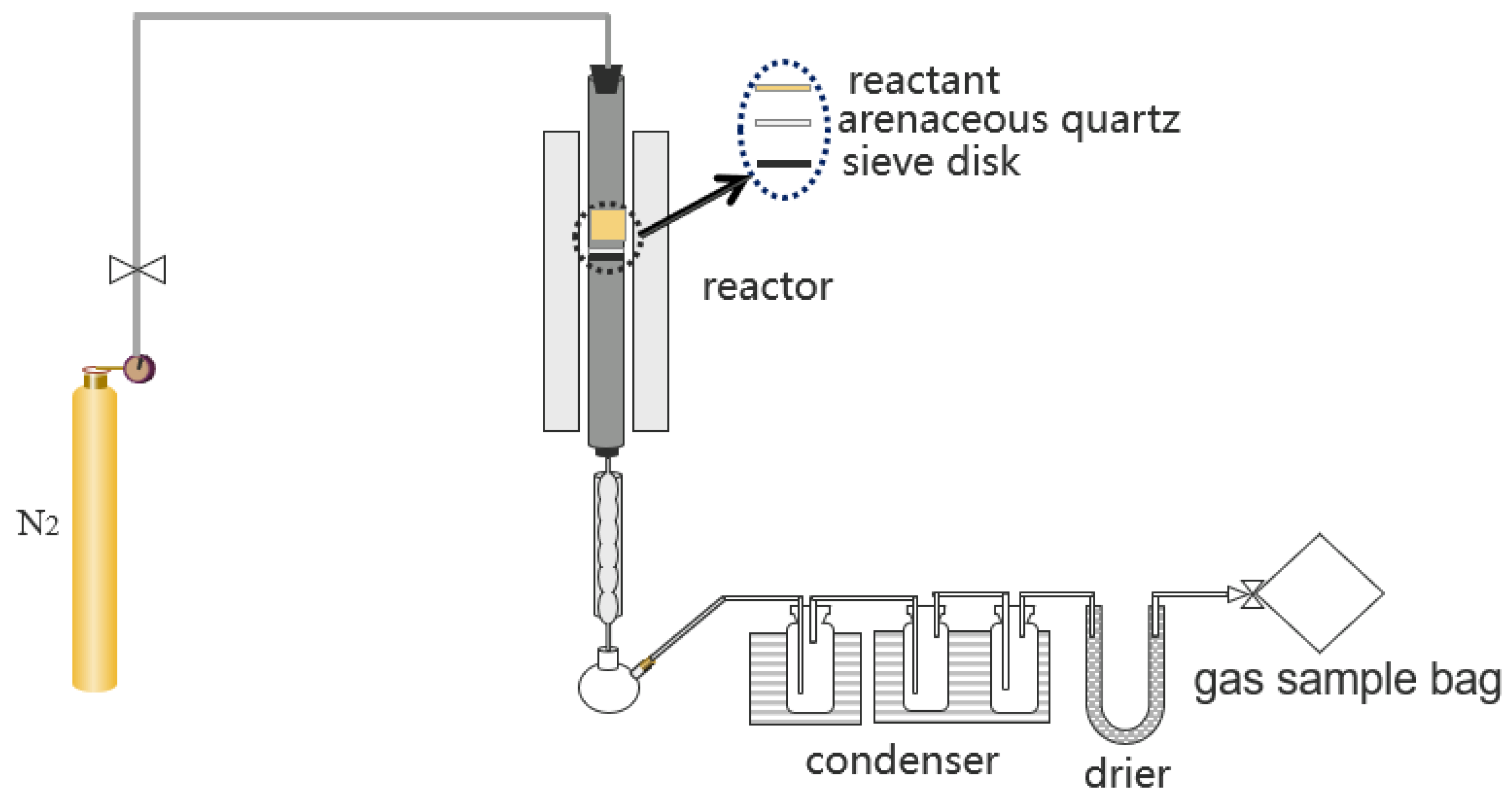
2.1.2. Experimental Apparatus and Process
2.1.3. Product Analysis
2.2. Aspen Plus Process Simulation Design
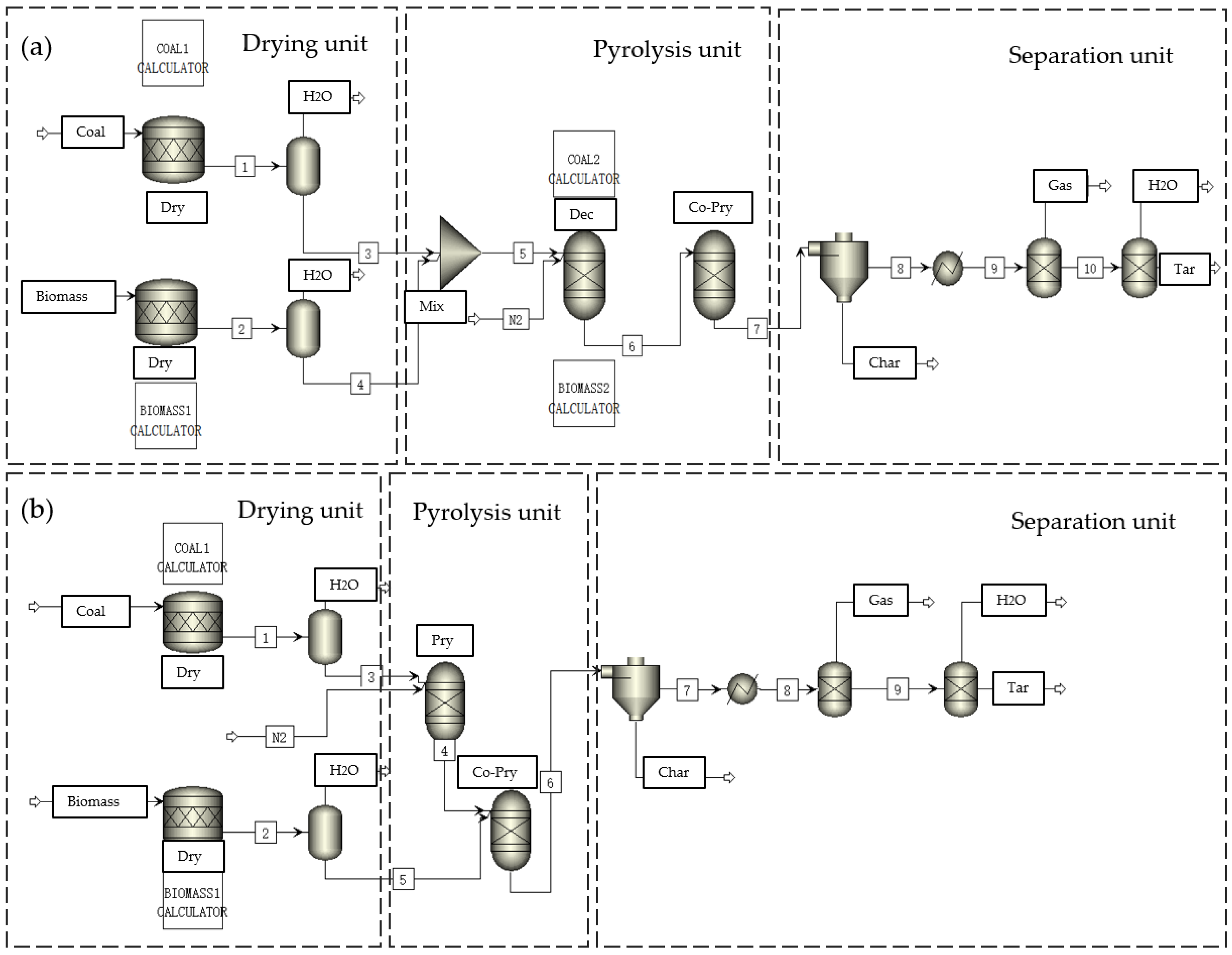
2.2.1. Simulation Flow Description
2.2.2. Model Building Assumptions
- (1)
- The simulation system is a steady-state process;
- (2)
- Ash in coal and biomass is an inert component and does not participate in the pyrolysis simulation process;
- (3)
- Coal exists in the form of carbon, as does the pyrolytic carbon after the reaction;
- (4)
- It does not consider the loss of quality and energy transmitted between modules;
- (5)
- The pyrolysis process of the simulation process reaches equilibrium;
- (6)
- Gas-phase products with CO, CH4, CO2, H2, C2H4, C2H6, C3H6, and C3H8, and these eight products were replaced.
- (7)
2.2.3. Simulation Process Module and Function
2.2.4. Aspen Plus Simulates the Pyrolysis Product Components
2.3. Technical and Economic Analysis
2.3.1. Economic Analysis Basis
2.3.2. Cost of Capital
2.3.3. Operating Cost
2.3.4. Product Sales
3. Results and Discussion
3.1. Analysis of Pyrolysis Experiment Results
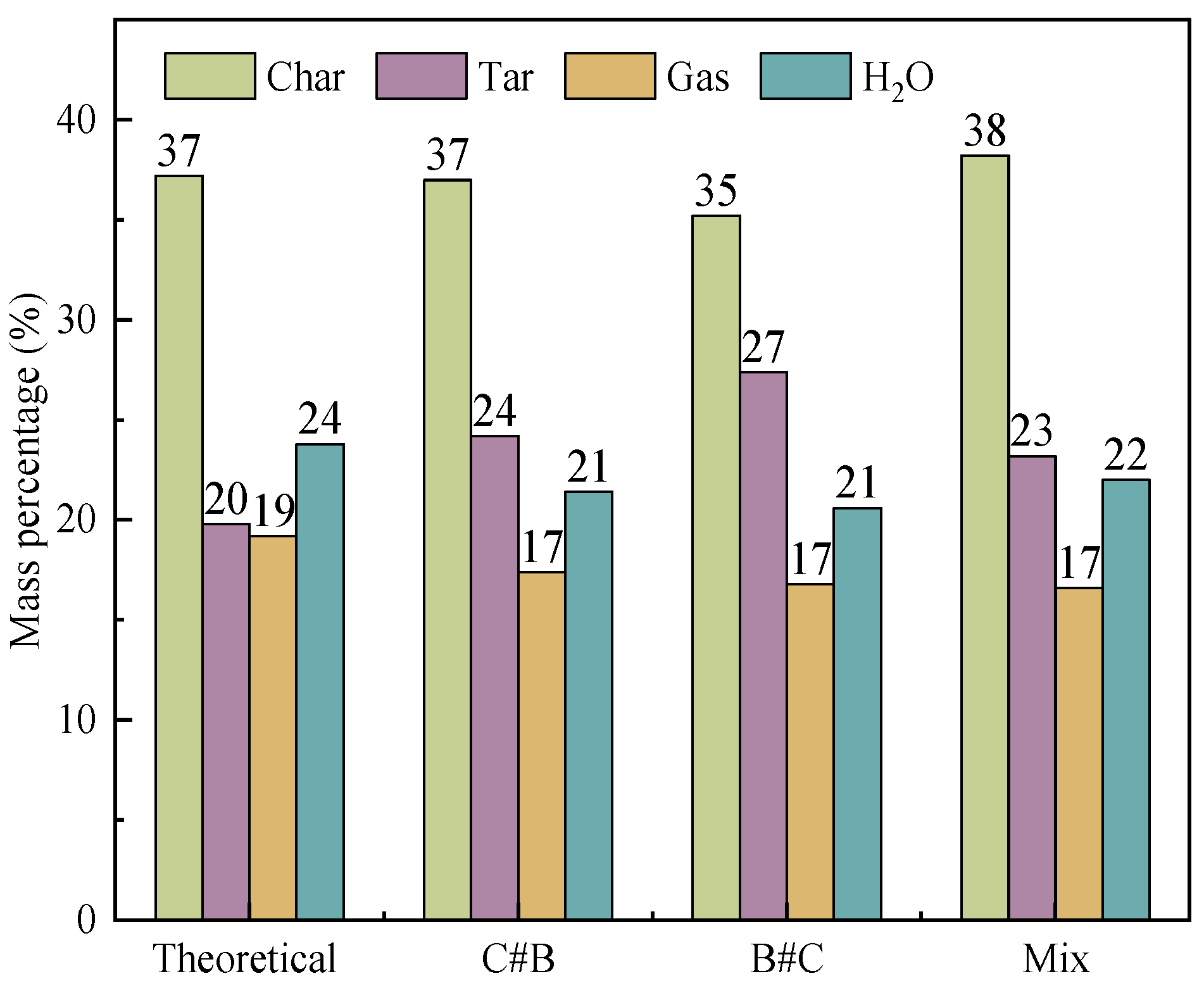
3.1.1. Choice of Filling Method
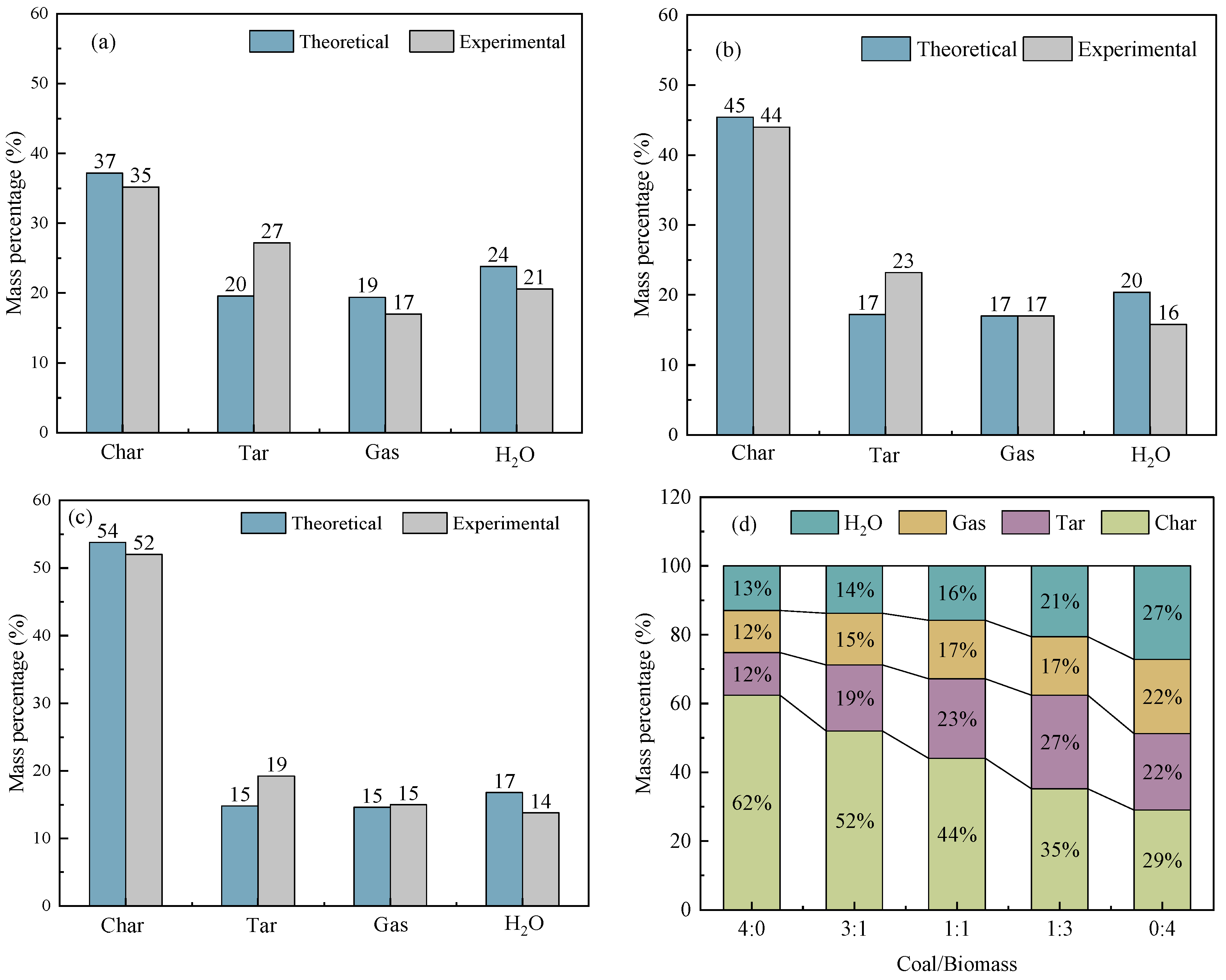
3.1.2. Optimal Raw Material Ratio
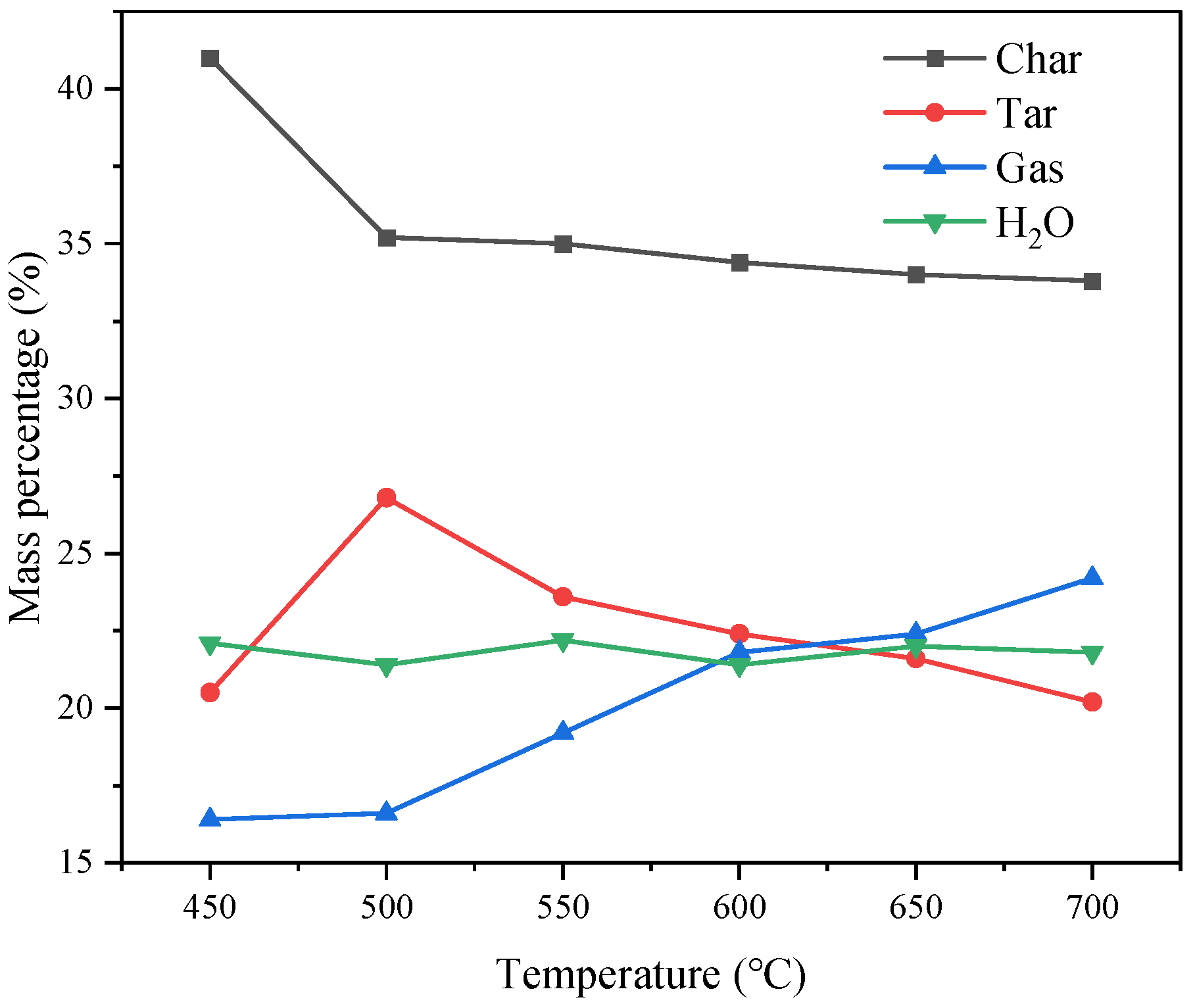
3.1.3. Pyrolysis Temperature
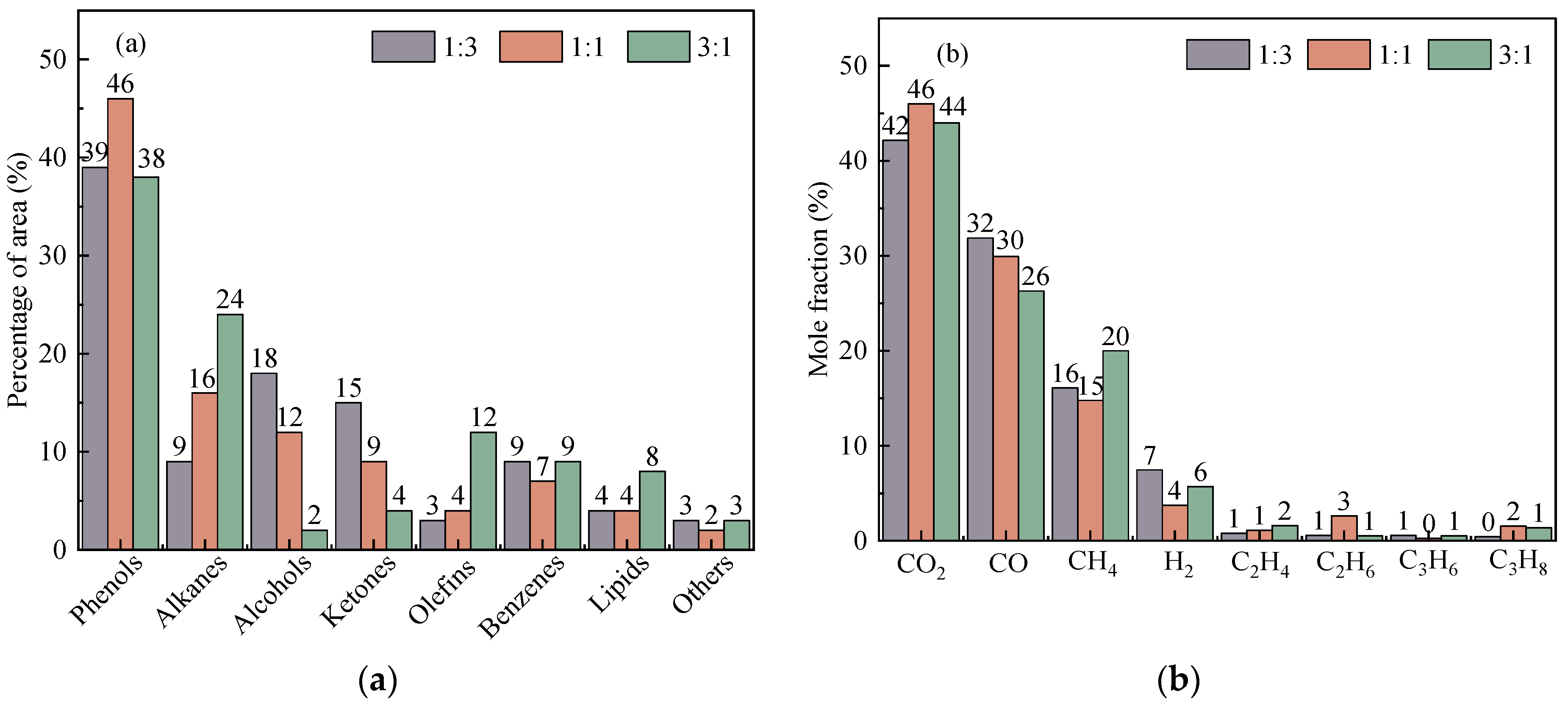
3.1.4. Analysis of Pyrolysis Products
3.2. Simulation Result Analysis
3.2.1. Pyrolysis Oil Model Compound Analysis
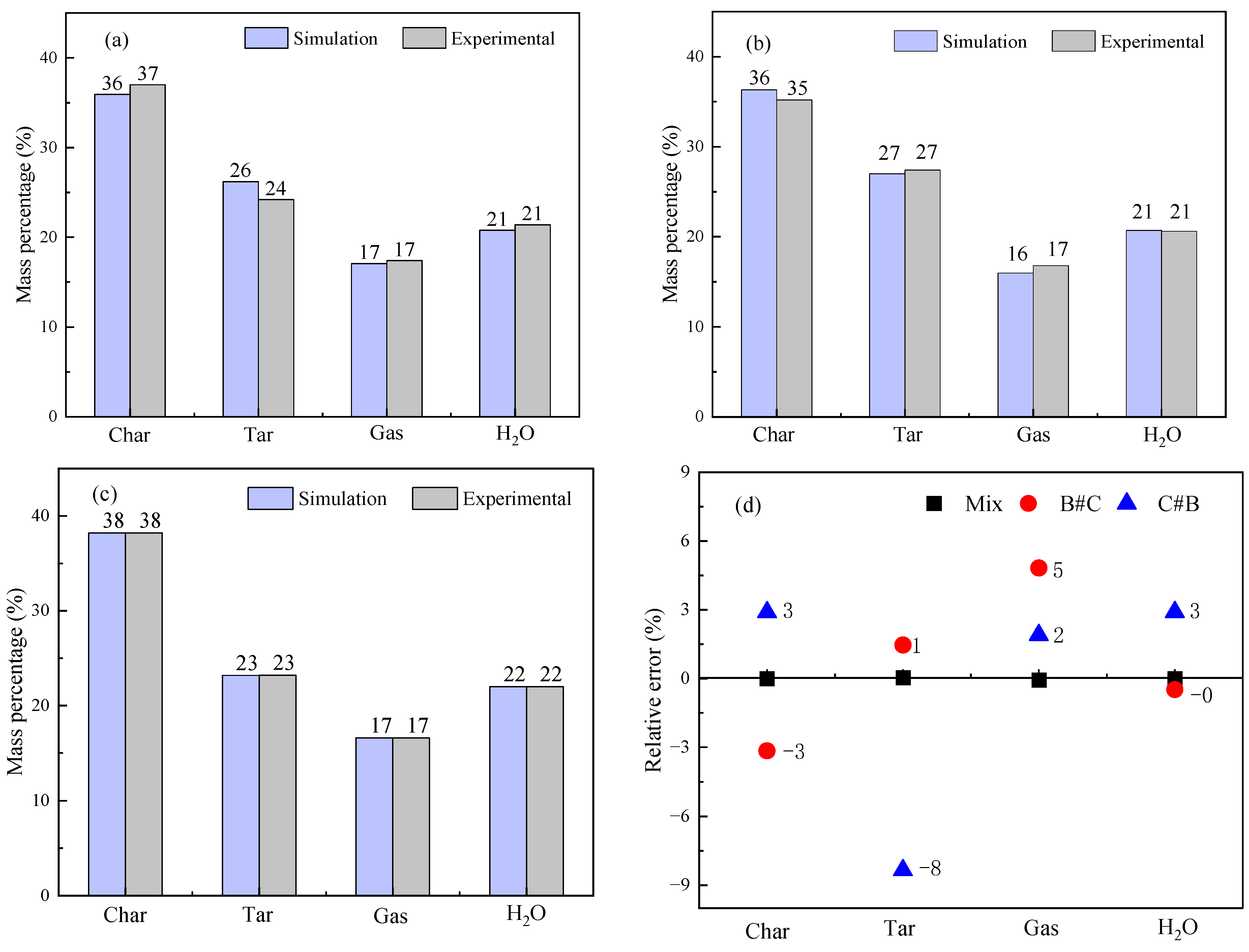
3.2.2. Pyrolysis Simulation Error Analysis
3.3. Economic Analysis
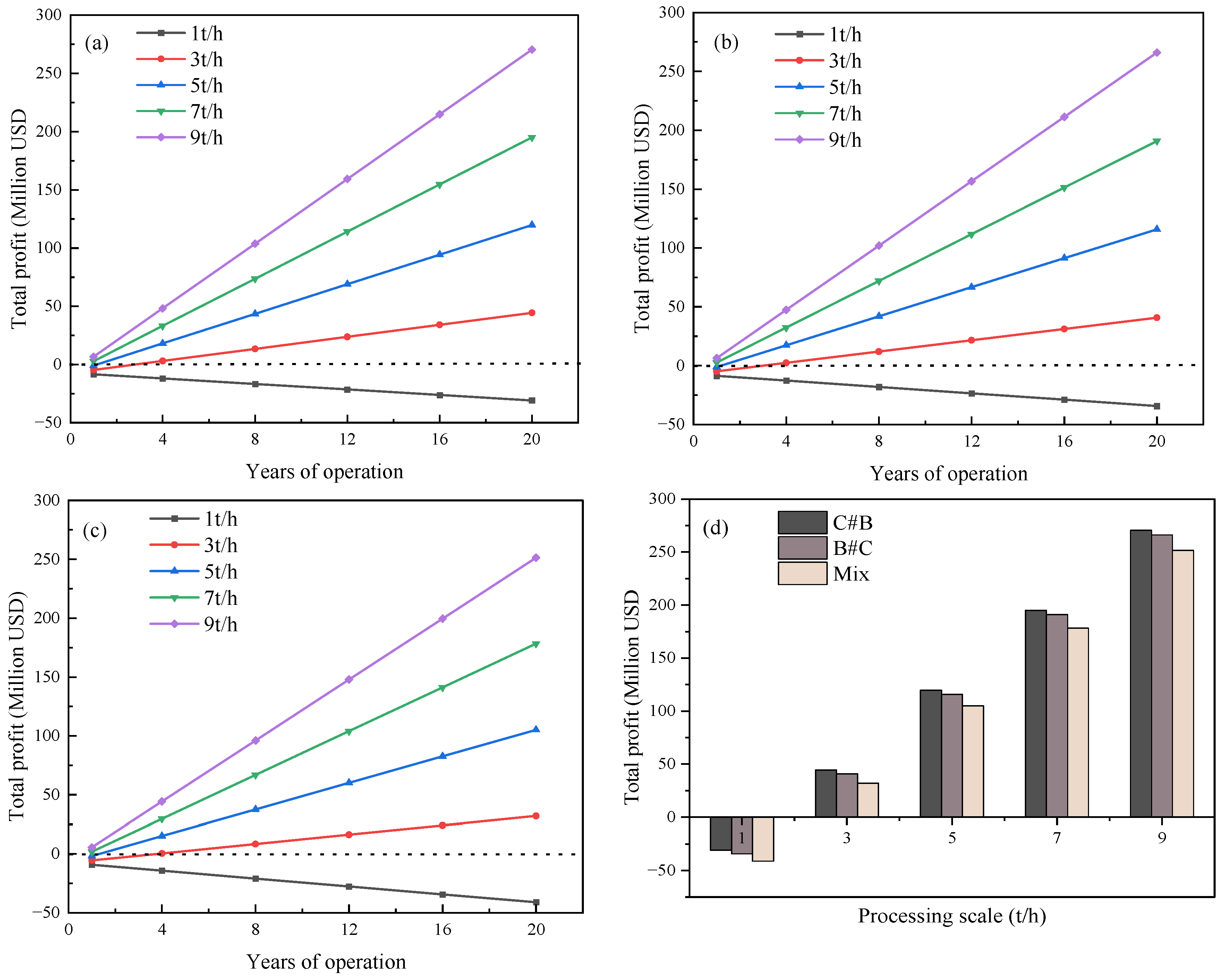
Breakeven Analysis of Pyrolysis System
4. Conclusions
- (1)
- Firstly, the effects of pyrolysis temperature, filling method, and raw material ratio on the distribution and composition of co-pyrolysis products during the process of coal–biomass co-pyrolysis were studied. The components of pyrolysis oil and pyrolysis gas under relevant conditions were analyzed to explore the synergistic effect of coal and biomass in the process of co-pyrolysis, and the optimal technological conditions of coal–biomass co-pyrolysis were obtained. The results show that the maximum pyrolysis oil production is obtained under the optimal conditions of pyrolysis temperature at 500 °C, loading method B#C, and the raw material ratio of coal to biomass at 3:1, so the positive synergistic effect is the largest. The contents of phenols, alcohols, and ketones in pyrolysis oil were increased by increasing the proportion of biomass. The increase in coal increases the benzene, alkanes, lipids, and olefin in pyrolysis oil. This indicates that the quality of pyrolysis oil from coal–biomass pyrolysis is better. When the ratio of coal to biomass is 1:3, the content of CO2 is the least, and the content of CO and H2 is higher than that of the other two ratios. Therefore, the quality of pyrolysis gas is better when the ratio of coal/biomass raw materials is 1:3;
- (2)
- Aspen Plus V11 software was used to build the coal–biomass co-pyrolysis model for the two loading methods of stratified pyrolysis and mixed pyrolysis. The modeling scheme of each main unit in the system was determined, and the process simulation was carried out. According to the simulation results, the experimental values of pyrolytic carbon, pyrolytic oil, pyrolysis gas, and water under three different raw material ratios are close to the simulated values. The maximum error of the pyrolysis products is 8%, verifying that the model has good reliability.
- (3)
- The economic analysis of investment and factory construction, raw material collection and product production, and product sales was carried out, and the impact of the raw material processing scale on total profit was explored. The results showed that when the processing scale is 1 ton/h, the pyrolysis plant is not economically efficient and is in a loss-making state. And when the processing scale is 9 ton/h, the pyrolysis plant can be profitable in the first year. This study provides the basic data and basis for the commercialization, investment, and construction of coal–biomass co-pyrolysis technology.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kwon, G.; Park, Y.-K.; Ok, Y.S.; Kwon, E.E.; Song, H. Catalytic pyrolysis of low-rank coal using Fe-carbon composite as a catalyst. Energy Convers. Manag. 2019, 199, 111978. [Google Scholar] [CrossRef]
- Chen, W.-H.; Naveen, C.; Ghodke, P.K.; Sharma, A.K.; Bobde, P. Co-pyrolysis of lignocellulosic biomass with other carbonaceous materials: A review on advance technologies, synergistic effect, and future prospectus. Fuel 2023, 345, 128177. [Google Scholar] [CrossRef]
- Onay, Ö. Co-pyrolysis of a coal/biomass blend into biofuel: Optimization of operational parameters using central composite design. Biofuels Bioprod. Biorefining 2022, 16, 1015–1024. [Google Scholar] [CrossRef]
- Hu, X.; Gholizadeh, M. Biomass pyrolysis: A review of the process development and challenges from initial researches up to the commercialisation stage. J. Energy Chem. 2019, 39, 109–143. [Google Scholar] [CrossRef]
- Abomohra, A.E.-F.; Sheikh, H.M.A.; El-Naggar, A.H.; Wang, Q. Microwave vacuum co-pyrolysis of waste plastic and seaweeds for enhanced crude bio-oil recovery: Experimental and feasibility study towards industrialization. Renew. Sustain. Energy Rev. 2021, 149, 111335. [Google Scholar] [CrossRef]
- Zhang, M.; Fan, G.; Liu, N.; Yang, M.; Li, X.; Wu, Y. Tar removal in pine pyrolysis catalyzed by bio-char supported nickel catalyst. J. Anal. Appl. Pyrolysis 2023, 169, 105843. [Google Scholar] [CrossRef]
- Lian, W.; Shi, W.; Tian, S.; Gong, X.; Yu, Q.; Lu, H.; Liu, Z.; Zheng, J.; Wang, Y.; Bian, R.; et al. Preparation and application of biochar from co-pyrolysis of different feedstocks for immobilization of heavy metals in contaminated soil. Waste Manag. 2023, 163, 12–21. [Google Scholar] [CrossRef]
- Tian, B.; Zhao, W.; Guo, Q.; Tian, Y. A comprehensive understanding of synergetic effect and volatile interaction mechanisms during co-pyrolysis of rice husk and different rank coals. Energy 2022, 254, 124388. [Google Scholar] [CrossRef]
- Li, S.; Li, J.; Xu, J. Investigating the release behavior of biomass and coal during the co-pyrolysis process. Int. J. Hydrogen Energy 2021, 46, 34652–34662. [Google Scholar] [CrossRef]
- Hong, W.; Zhang, Y.; Jiang, H.; Li, S.; Chen, J.; Zhang, L. Co-pyrolysis of corn stalk and coal fly ash: A case study on catalytic pyrolysis behavior, bio-oil yield and its characteristics. Case Stud. Therm. Eng. 2022, 38, 102346. [Google Scholar] [CrossRef]
- Wu, Z.; Zhang, J.; Fan, Y.; Zhang, B.; Guo, W.; Zhang, R.; Li, Y.; Yang, B. Synergistic effects from co-pyrolysis of lignocellulosic biomass with low-rank coal: A perspective based on the interaction of organic components. Fuel 2021, 306, 121648. [Google Scholar] [CrossRef]
- Chen, X.; Xing, C.; Zhang, L.; Jiao, Z.; Yang, C.; Qiu, P. Effect of mixing ratio and active alkali and alkaline earth metals on gaseous products from co-pyrolysis of coal and corn stalks. J. Anal. Appl. Pyrolysis 2021, 159, 105326. [Google Scholar] [CrossRef]
- Chen, X.; Liu, L.; Zhang, L.; Zhao, Y.; Xing, C.; Jiao, Z.; Yang, C.; Qiu, P. Effect of active alkali and alkaline earth metals on physicochemical properties and gasification reactivity of co-pyrolysis char from coal blended with corn stalks. Renew. Energy 2021, 171, 1213–1223. [Google Scholar] [CrossRef]
- Jaroenkhasemmeesuk, C.; Tippayawong, N.; Shimpalee, S.; Ingham, D.B.; Pourkashanian, M. Improved simulation of lignocellulosic biomass pyrolysis plant using chemical kinetics in Aspen Plus® and comparison with experiments. Alex. Eng. J. 2023, 63, 199–209. [Google Scholar] [CrossRef]
- Rosha, P.; Kumar, S.; Ibrahim, H. Sensitivity analysis of biomass pyrolysis for renewable fuel production using Aspen Plus. Energy 2022, 247, 123545. [Google Scholar] [CrossRef]
- Dwivedi, K.K.; Pramanick, A.K.; Karmakar, M.K.; Chatterjee, P.K. Synergistic effect on co-pyrolysis mechanism and kinetics of waste coal blended with high-rank coal and biomass. J. Therm. Anal. Calorim. 2021, 147, 8323–8343. [Google Scholar] [CrossRef]
- Wu, Z.; Zhang, J.; Fan, Y.; Zhang, B.; Guo, W.; Zhang, R.; Li, Y.; Yang, B. Synergistic effects from co-pyrolysis of lignocellulosic biomass main component with low-rank coal: Online and offline analysis on products distribution and kinetic characteristics. Applied Energy 2020, 276, 115461. [Google Scholar] [CrossRef]
- Mo, W.; Xiong, Z.; Leong, H.; Gong, X.; Jiang, L.; Xu, J.; Su, S.; Hu, S.; Wang, Y.; Xiang, J. Processes simulation and environmental evaluation of biofuel production via Co-pyrolysis of tropical agricultural waste. Energy 2022, 242, 123016. [Google Scholar] [CrossRef]
- van Schalkwyk, D.L.; Mandegari, M.; Farzad, S.; Görgens, J.F. Techno-economic and environmental analysis of bio-oil production from forest residues via non-catalytic and catalytic pyrolysis processes. Energy Convers. Manag. 2020, 213, 112815. [Google Scholar] [CrossRef]
- Peters, J.F.; Banks, S.W.; Bridgwater, A.V.; Dufour, J. A kinetic reaction model for biomass pyrolysis processes in Aspen Plus. Appl. Energy 2017, 188, 595–603. [Google Scholar] [CrossRef]
- Patel, M.; Oyedun, A.O.; Kumar, A.; Gupta, R. A Techno-Economic Assessment of Renewable Diesel and Gasoline Production from Aspen Hardwood. Waste Biomass Valorization 2018, 10, 2745–2760. [Google Scholar] [CrossRef]
- Naqi, A.; Kuhn, J.N.; Joseph, B. Techno-economic analysis of producing liquid fuels from biomass via anaerobic digestion and thermochemical conversion. Biomass Bioenergy 2019, 130, 105395. [Google Scholar] [CrossRef]
- Mohammed, I.Y.; Abakr, Y.A.; Mokaya, R. Integrated biomass thermochemical conversion for clean energy production: Process design and economic analysis. J. Environ. Chem. Eng. 2019, 7, 103093. [Google Scholar] [CrossRef]
- Han, D.; Yang, X.; Li, R.; Wu, Y. Environmental impact comparison of typical and resource-efficient biomass fast pyrolysis systems based on LCA and Aspen Plus simulation. J. Clean. Prod. 2019, 231, 254–267. [Google Scholar] [CrossRef]
- Shahbaz, M.; AlNouss, A.; Parthasarathy, P.; Abdelaal, A.H.; Mackey, H.; McKay, G.; Al-Ansari, T. Investigation of biomass components on the slow pyrolysis products yield using Aspen Plus for techno-economic analysis. Biomass Convers. Biorefinery 2020, 12, 669–681. [Google Scholar] [CrossRef]
- Unrean, P.; Lai Fui, B.C.; Rianawati, E.; Acda, M. Comparative techno-economic assessment and environmental impacts of rice husk-to-fuel conversion technologies. Energy 2018, 151, 581–593. [Google Scholar] [CrossRef]
- Fivga, A.; Dimitriou, I. Pyrolysis of plastic waste for production of heavy fuel substitute: A techno-economic assessment. Energy 2018, 149, 865–874. [Google Scholar] [CrossRef]
- Aspen-Icarus: Aspen Process Economic Analyzer. 2014. Available online: https://www.aspentech.com/Company/About-AspenTech/ (accessed on 14 December 2015).
- Ringer, M.; Putsche, V.; Scahill, J. Large-Scale Pyrolysis Oil Production: A Technology Economic Analysis; National Renewable Energy Laboratory (NREL): Golden, CO, USA, 2006. [Google Scholar] [CrossRef]
- Yang, Z.; Qian, K.; Zhang, X.; Lei, H.; Xin, C.; Zhang, Y.; Qian, M.; Villota, E. Process design and economics for the conversion of lignocellulosic biomass into jet fuel range cycloalkanes. Energy 2018, 154, 289–297. [Google Scholar] [CrossRef]
- Koveria, A.; Kieush, L.; Usenko, A.; Sova, A. Study of cellulose additive effect on the caking properties of coal. Min. Miner. Depos. 2023, 17, 1–8. [Google Scholar] [CrossRef]
- Wang, W.; Lemaire, R.; Bensakhria, A.; Luart, D. Review on the catalytic effects of alkali and alkaline earth metals (AAEMs) including sodium, potassium, calcium and magnesium on the pyrolysis of lignocellulosic biomass and on the co-pyrolysis of coal with biomass. J. Anal. Appl. Pyrolysis 2022, 163, 105479. [Google Scholar] [CrossRef]
- Nyoni, B.; Hlangothi, S.P. Co-pyrolysis of low-grade bituminous coal and algal biomass in a rotary kiln: Effect of coal/algae ratio and kiln temperature on the yield and composition of the resultant oils. J. Anal. Appl. Pyrolysis 2023, 171, 105950. [Google Scholar] [CrossRef]
- Qiu, S.; Zhang, S.; Fang, Y.; Qiu, G.; Yin, C.; Reddy, R.G.; Zhang, Q.; Wen, L. Effects of poplar addition on tar formation during the co-pyrolysis of fat coal and poplar at high temperature. RSC Adv. 2019, 9, 28053–28060. [Google Scholar] [CrossRef] [PubMed]
- Samy Berthold, E.E.; Fang, S.L.; Xue, Y.T.; Wang, Y.; Xiong, Z.; Guo, J.H.; Hu, S.; Xiang, J.; Su, S. An Investigation on the Interaction between Biomass and Coal during their Co-Pyrolysis. Key Eng. Mater. 2019, 797, 299–308. [Google Scholar] [CrossRef]
- Ding, X.; Yan, L.; Guo, C.; Jia, D.; Guo, N.; Wang, L. Synergistic Effects between Lignin, Cellulose and Coal in the Co-Pyrolysis Process of Coal and Cotton Stalk. Molecules 2023, 28, 5708. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Proximate Analysis (wt.%, ad) | Ultimate Analysis (wt.%, daf) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| M | A | V | FC | C | H | O | N | S | |
| Coal | 15.37 | 4.68 | 52.37 | 27.58 | 66.86 | 4.98 | 26.78 | 1.01 | 0.37 |
| Biomass | 3.26 | 2.26 | 75.16 | 19.32 | 47.90 | 5.59 | 46.12 | 0.39 | 0 |
| Operating Unit | Aspen Plus Module | Function |
|---|---|---|
| Drying unit | RStoic | Raw material drying |
| Flash | Gas–solid separation (removing water) | |
| Pyrolysis unit | RYield | The raw material decomposes into elemental substances |
| RYield | Pyrolytic product generation | |
| Separation unit | FSplit | Gas–solid separation |
| Cooler | Oil–water condensation | |
| Sep | Pyrolysis gas separation | |
| Sep | Oil–water separation |
| Compound | Molecular Formula | Mass Fraction (%) | ||
|---|---|---|---|---|
| (a) | (b) | (c) | ||
| liquid-phase product | - | - | - | - |
| phenol | C6H6O | 9.71 | 11.3 | 11.4 |
| pentene | C5H10 | 0.71 | 0.83 | 0.87 |
| pentane | C5H12 | 1.17 | 1.36 | 1.31 |
| ethanol | C2H5OH | 4.67 | 5.44 | 5.48 |
| acetone | CH3COCH3 | 3.69 | 4.29 | 4.25 |
| benzene | C6H6 | 2.34 | 2.73 | 2.77 |
| methyl acetate | C3H6O2 | 0.9 | 1.05 | 1.01 |
| water | H2O | 22 | 21.4 | 20.7 |
| gaseous product | - | - | - | - |
| carbon monoxide | CO | 4.79 | 5.09 | 4.61 |
| methane | CH4 | 1.37 | 1.45 | 1.32 |
| carbon dioxide | CO2 | 9.96 | 10.54 | 9.59 |
| hydrogen | H2 | 0.098 | 0.1 | 0.094 |
| ethylene | C2H4 | 0.098 | 0.1 | 0.094 |
| ethane | C2H6 | 0.098 | 0.1 | 0.094 |
| propylene | C3H6 | 0.098 | 0.1 | 0.094 |
| propane | C3H8 | 0.098 | 0.1 | 0.094 |
| solid-phase product | - | - | - | - |
| carbon | C | 38.2 | 37 | 36.31 |
| Unit | Equipment | Equipment Cost USD | Installed Cost USD | Quantity |
|---|---|---|---|---|
| Drying unit | Biomass and coal drying | 133,200 | 248,200 | 2 |
| Flash vessel | 16,400 | 30,800 | 2 | |
| Pyrolysis unit | Mixer | 37,000 | 69,000 | 1 |
| Pyrolysis reactor | 497,800 | 630,200 | 2 | |
| Separation unit | Cyclone | 13,000 | 37,000 | 1 |
| Condensers | 43,500 | 236,300 | 1 | |
| Separator | 31,000 | 199,900 | 2 | |
| Storage tank | 52,000 | 78,000 | 2 | |
| Pipeline | 55,040 | 82,560 |
| Component | Basis |
|---|---|
| Total Equipment Cost (TEC) | Equipment cost and Installed cost |
| Warehouse | 1.5% of TEC |
| Site Development | 9% of TEC |
| Total Installed Cost (TIC) | Sum of Above |
| Indirect Costs | |
| Field Expenses | 20% of TIC |
| Home Office and Construction Fee | 25% of TIC |
| Project Contingency | 3% of TIC |
| Total Capital Investment (TCI) | Sum of Above |
| Other Costs (Startup) | 10% of TCI |
| Total Project Investment | Sum of Above |
| Positions Required | Number Required |
|---|---|
| Plant manager | 1 |
| Plant engineer | 1 |
| Maintenance supervisor | 1 |
| Lab manager | 1 |
| Shift supervisor | 3 |
| Maintenance tech | 9 |
| Shift operators | 33 |
| Yard employees | 18 |
| Clerks and secretaries | 3 |
| Total annual salaries | USD 1,600,000 |
| Maintenance | 3% of Total equipment cost |
| Insurance and taxes | 2% of Total installed cost |
| Material Cost | Components | USD t−1 |
|---|---|---|
| Biomass cost | Cutting cost | 9.96 |
| Skidding cost | 8.91 | |
| Crushing cost | 8.22 | |
| Road construction and infrastructure cost | 20.06 | |
| Afforestation cost | 30.64 | |
| Royalty/premium fee | 5.98 | |
| Loading, unloading, and transportation cost | 13.00 | |
| Delivered cost | 96.77 | |
| Coal cost | Cost of purchase | 80.12 |
| Loading, unloading, and transportation cost | 13.00 | |
| Crushing costs | 8.22 | |
| Delivered cost | 101.34 |
| Property Comparison | Model Compounds | Pyrolysis Oil |
|---|---|---|
| Heat capacity (J/kg-K) | 2.17 | 1.78 |
| Viscosity (cp) | 0.97 | 0.64 |
| Total calorific value (MJ/kg) | 31.30 | 27.80 |
| Net calorific value (MJ/kg) | 29.25 | 26.11 |
| Density (kg/m3) | 888.25 | 875.84 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, B.; Liu, N.; Wang, S.; Li, X.; Li, R.; Wu, Y. Study on Co-Pyrolysis of Coal and Biomass and Process Simulation Optimization. Sustainability 2023, 15, 15412. https://doi.org/10.3390/su152115412
Wang B, Liu N, Wang S, Li X, Li R, Wu Y. Study on Co-Pyrolysis of Coal and Biomass and Process Simulation Optimization. Sustainability. 2023; 15(21):15412. https://doi.org/10.3390/su152115412
Chicago/Turabian StyleWang, Biao, Na Liu, Shanshan Wang, Xiaoxian Li, Rui Li, and Yulong Wu. 2023. "Study on Co-Pyrolysis of Coal and Biomass and Process Simulation Optimization" Sustainability 15, no. 21: 15412. https://doi.org/10.3390/su152115412