
Large-Scale Automated Additive Construction: Overview, Robotic Solutions, Sustainability, and Future Prospect


Abstract
:1. Introduction
2. Review Methodology and Paper Structure
- -
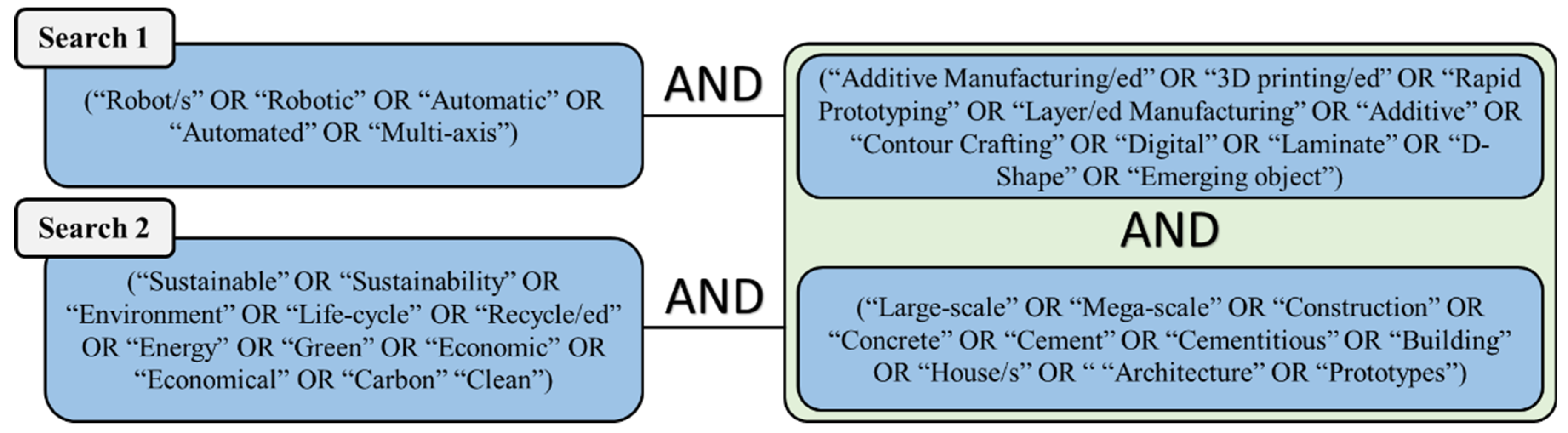
- Motivational research question 1: What robotic solutions have been found suitable for the purpose of additive construction and what are their advantages, disadvantages, limitations, and emerging challenges so far?
- -
- Motivational research question 2: How does the current research tackle the environmental sustainability challenge in the domain of additive construction and what are the current emerging topics and limitations?
- (i)
- Pioneering studies in the field of additive construction published prior to the year 2000;
- (ii)
- Advances on robotic AM with applications in the domain of additive construction (on a larger scale);
- (iii)
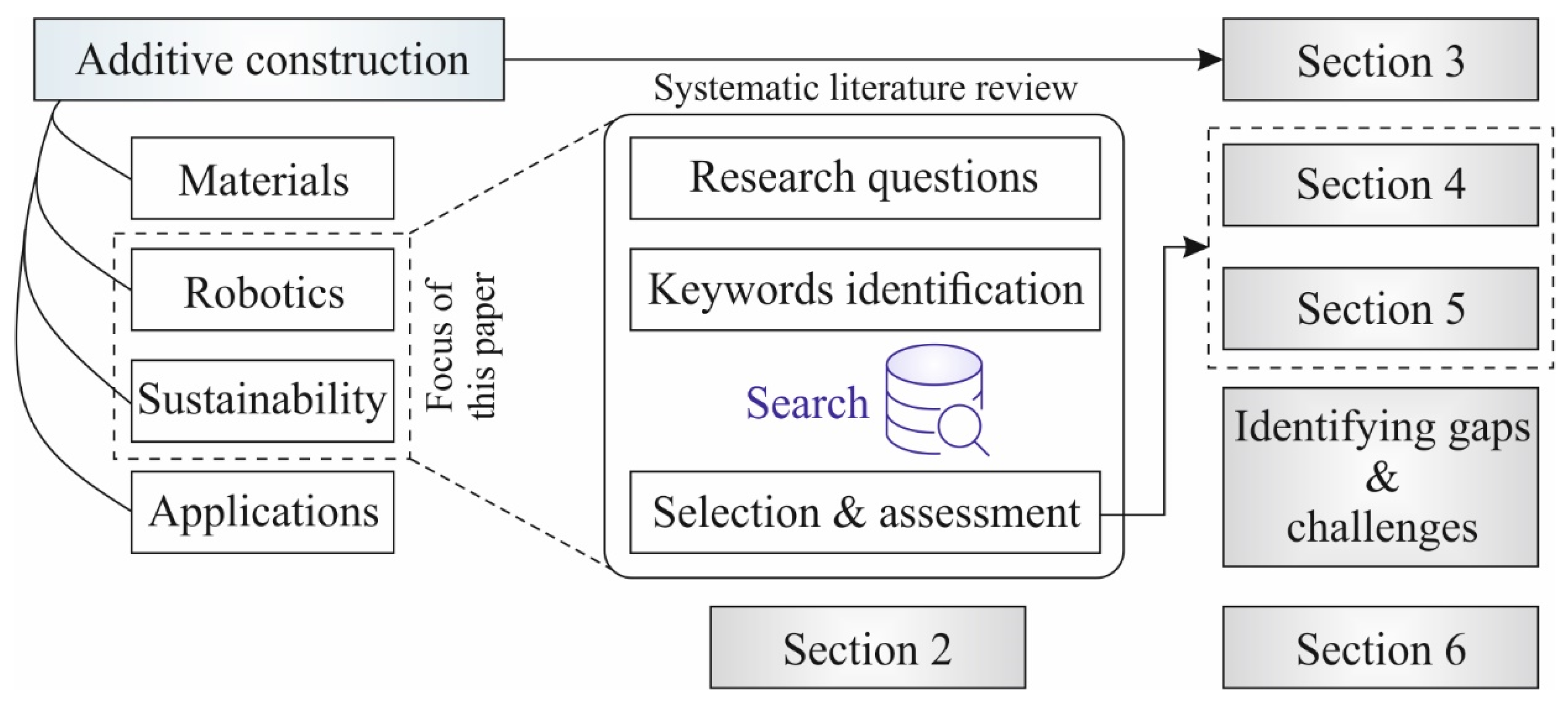
- Advances on sustainable material with applications in the additive construction domain. The overview of the paper’s structure per the above methodology is shown in Figure 2.
3. Evolution of 3D Printing in Large Scale Construction
3.1. Methods
- -
- Contour crafting: an extrusion-based technique suitable for the construction of a building in a short time [41]. In this method, a gantry system is installed at the construction site to carry the nozzle. The first layer is created by the nozzle movement and after curing it is hard to support the next fresh layer of cement [42]. In Figure 3 several advantages of contour crafting are presented.
- -
- Concrete printing: in this method, cement-based parts are produced layer-by-layer without using trowels. Hence, the resolution of the final structural elements is lower than that of the contour crafting technique. However, in concrete printing, a better control of dimensions is achievable [43].
- -
- Concrete on-site printing: developed at the TU Dresden, Germany, and intended to bring 3D concrete printing directly into the building sites. High geometrical flexibility and the utilization of commonly used construction machinery are advantages of this technique [44].
- -
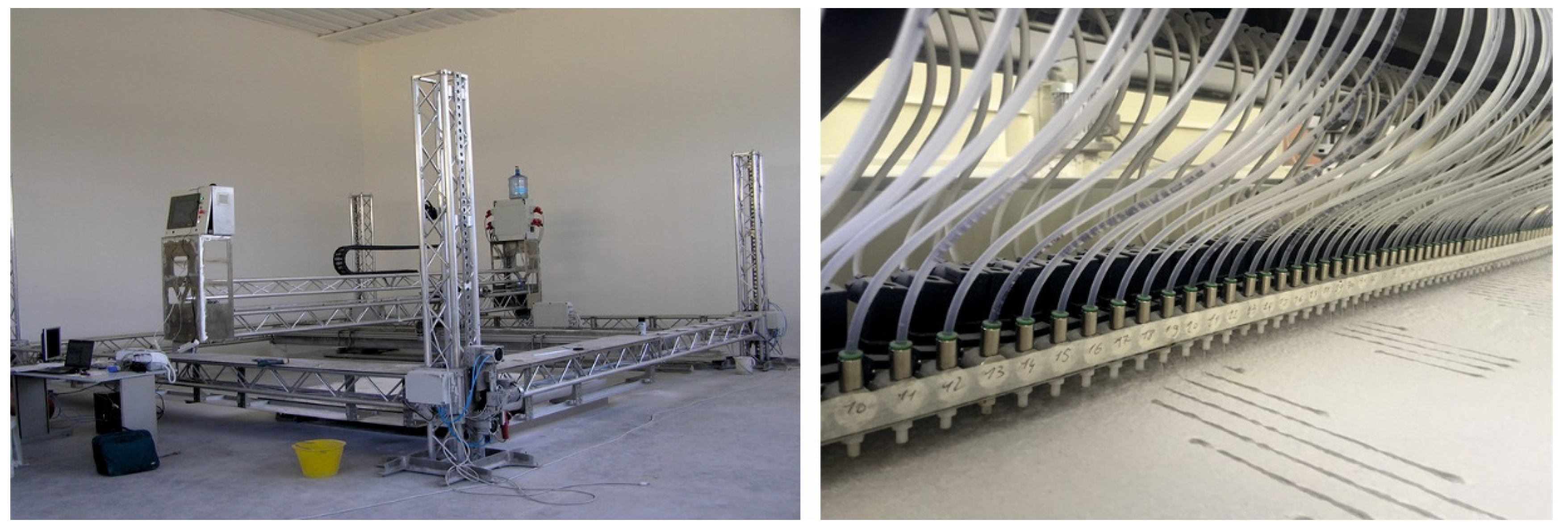
- D-shape printing: a powder-based printing method that is suitable for the offsite construction of small-scale structural components [45]. In this technique, the component is built up by bonding of the powder and a binder. In this respect, a printing head with several nozzles must be used to spread the solid powder and the binder. Figure 4 shows a six meter side D-shape 3D printer and print heads.
- -
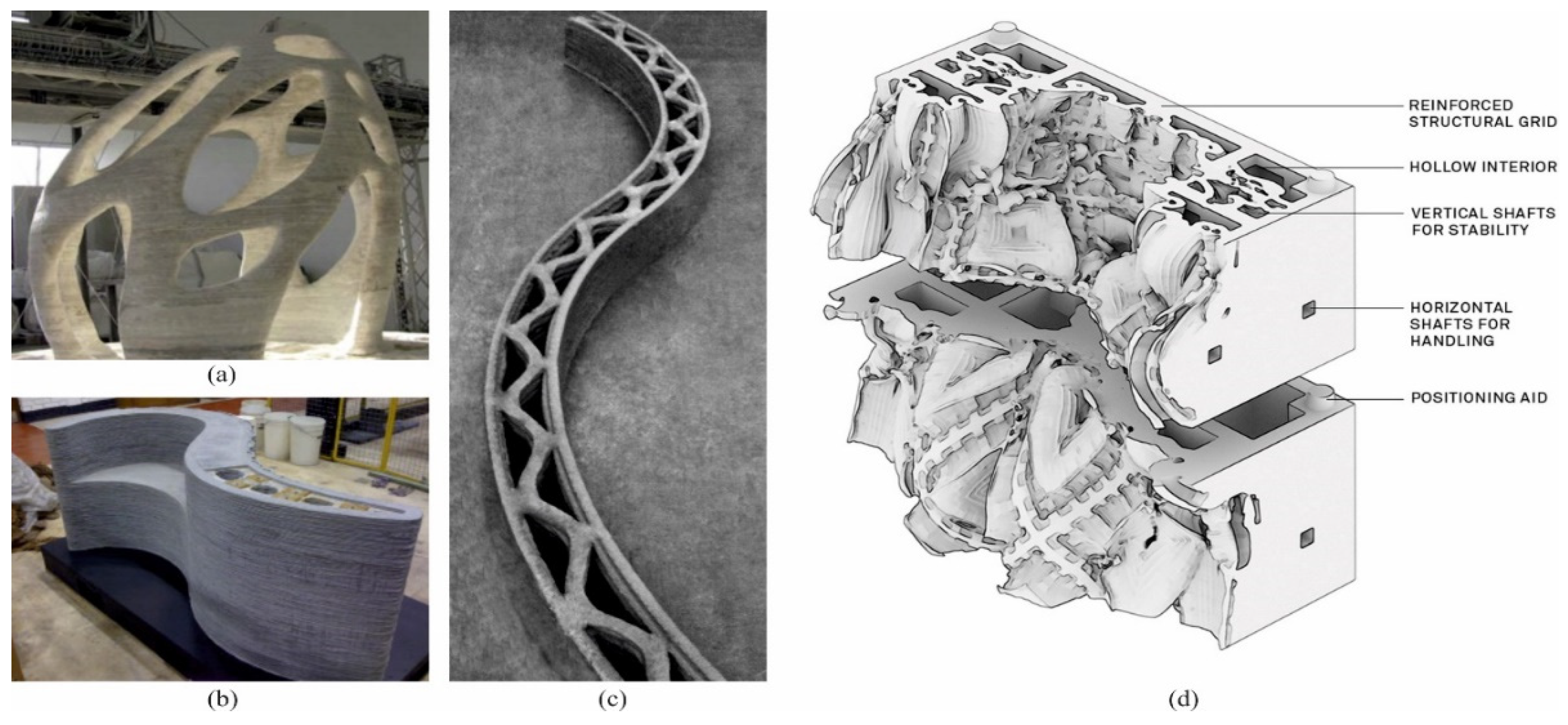
- Emerging object: uses the powder-based technique to selectively harden a proprietary cement composite formulation by the deposition of a binding agent [46]. This technology was developed in the USA and used to manufacture a tall freestanding tempietto with a footprint composed of 840 customized 3D-printed blocks [47].
- -
- It is noteworthy that additional supports are required for concrete printing and the D-shape technique, which consequently increases the production time and waste material. In this case, additional deposition equipment must be used, which can be considered a drawback of these two methods [22]. In addition to the above, the limited printing dimension and low process speed for concrete printing and the D-shape technique, respectively, are among some of disadvantages of these techniques.


3.2. Applications
3.3. Material
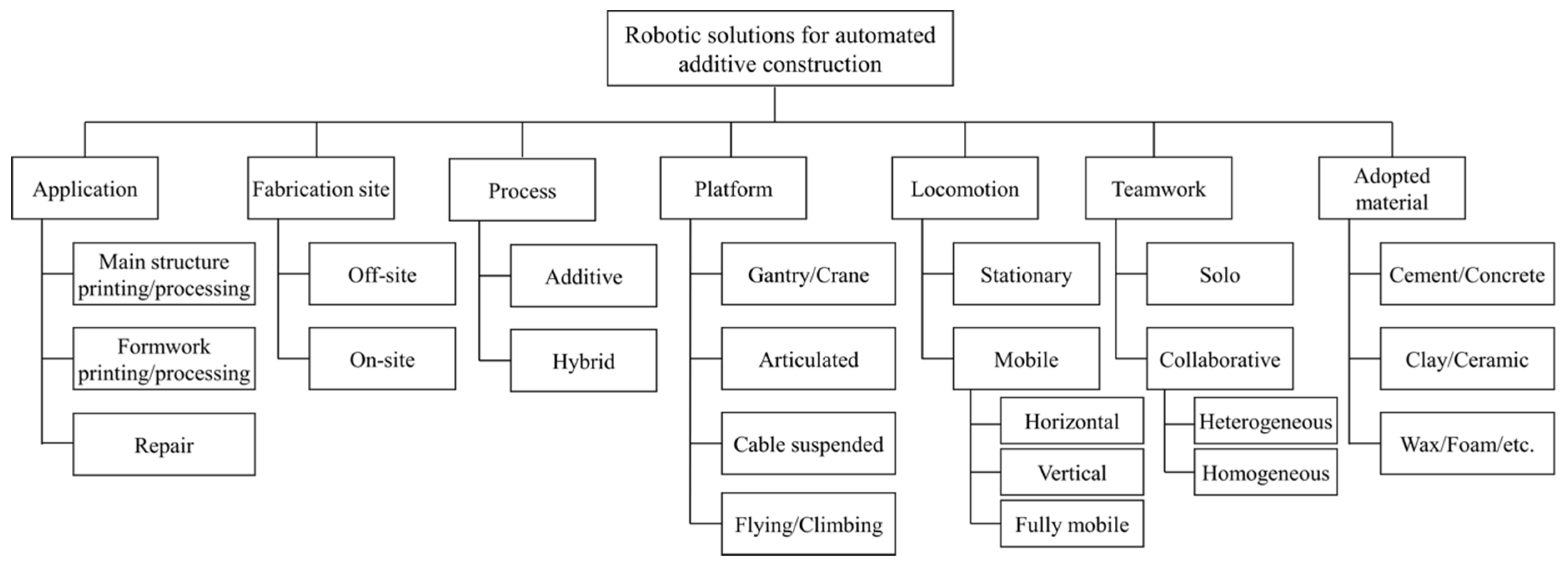
4. Application of Robots in Large-Scale Additive Construction
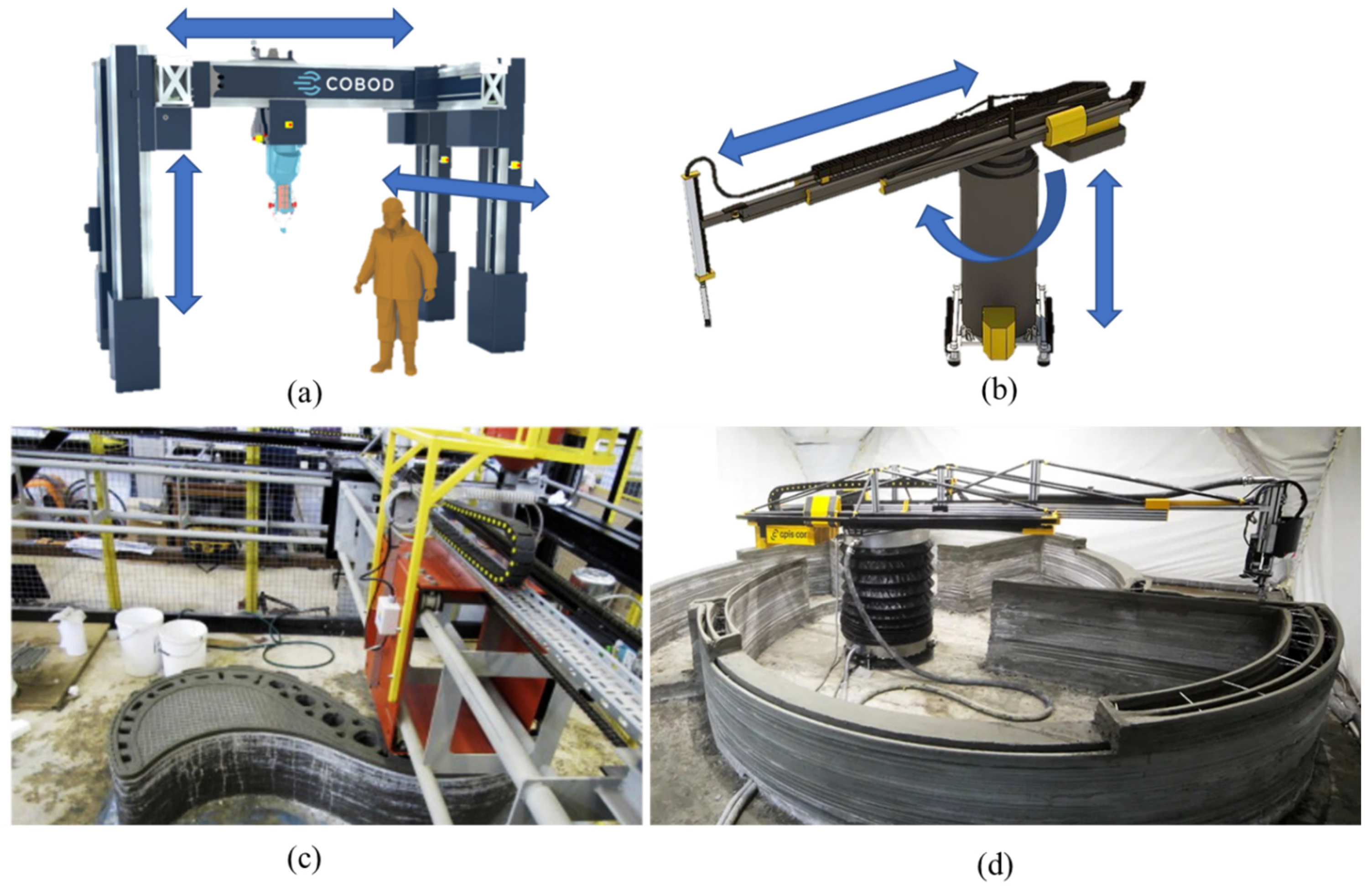
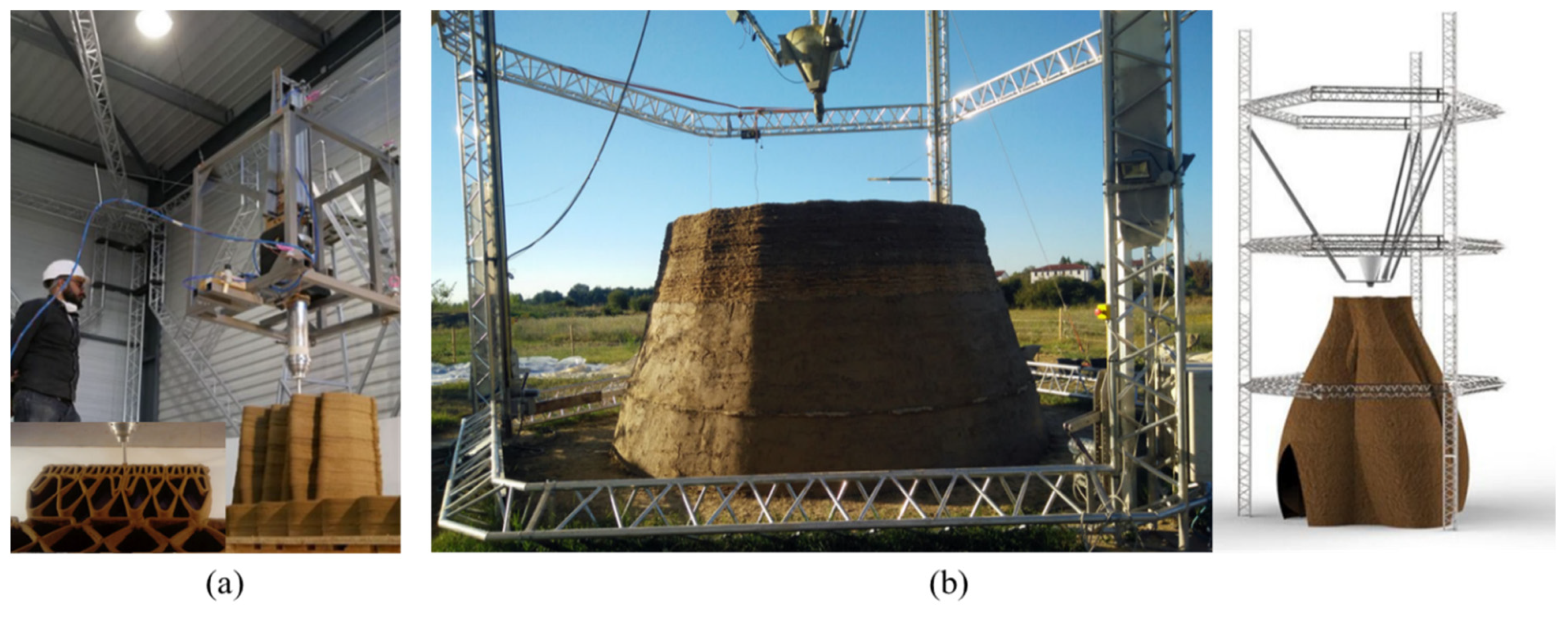
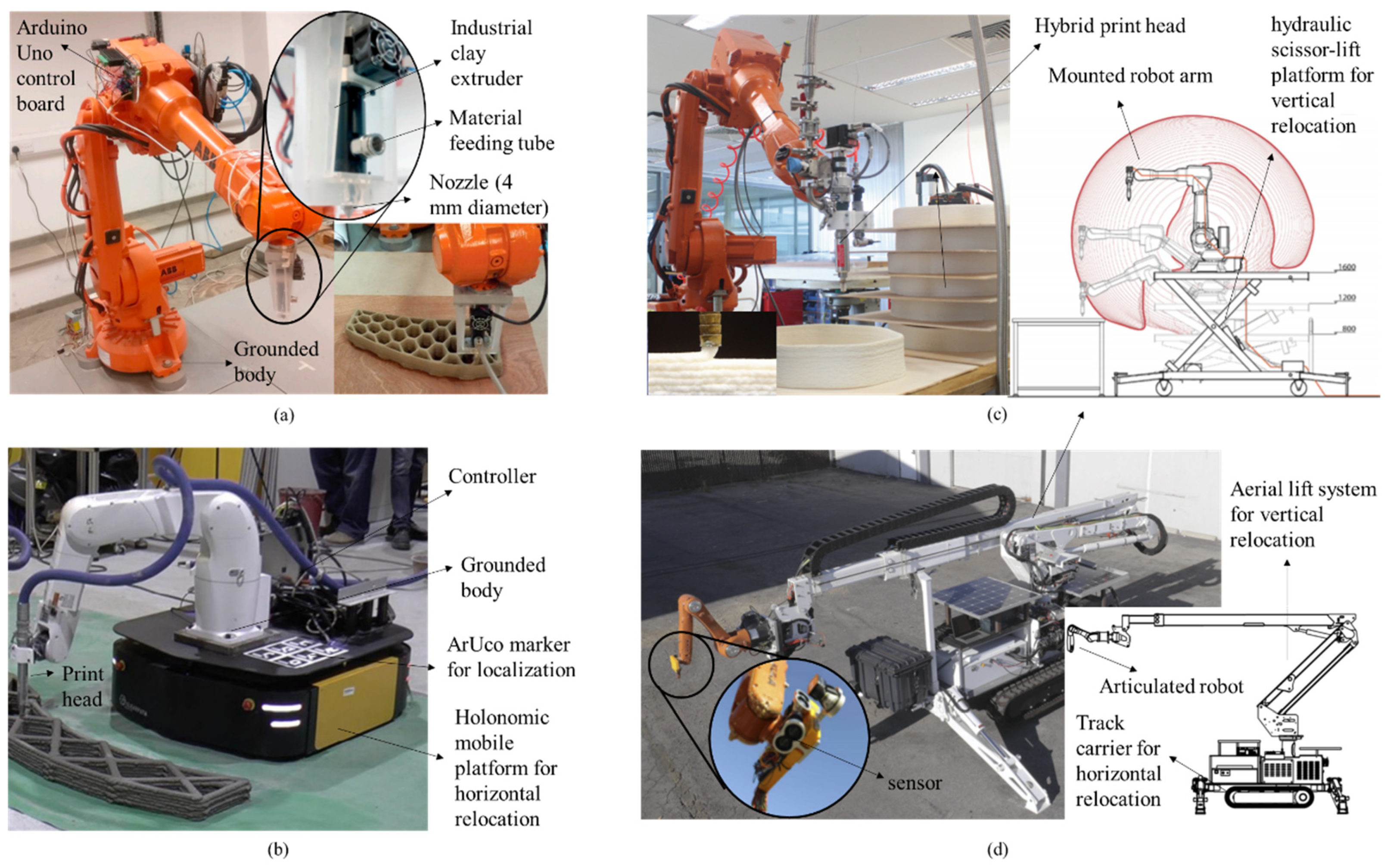
4.1. Platform
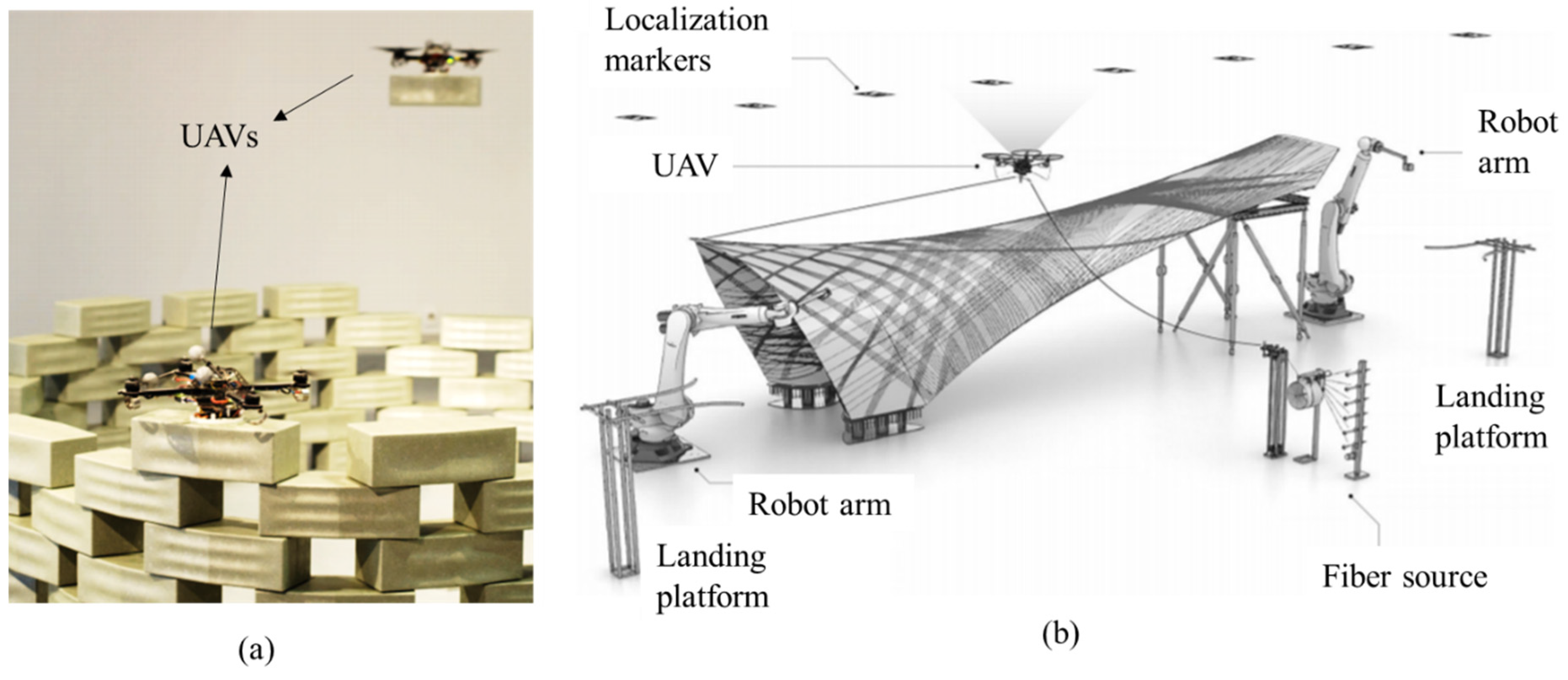
4.2. Locomotion
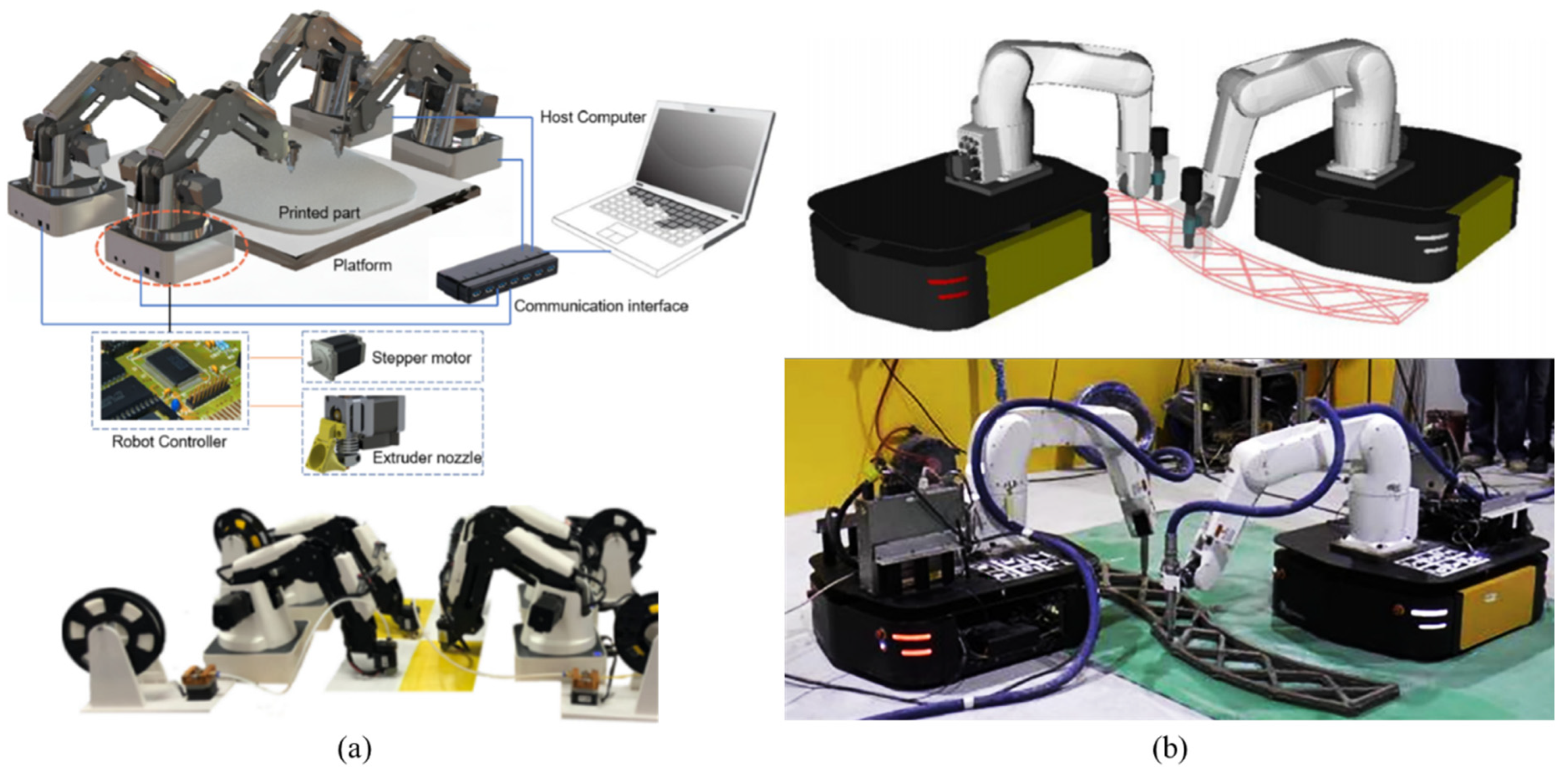
4.3. Teamwork
4.4. Application, Fabrication Site, Process, and Material
5. Environmental Impacts and Sustainability of Additive Construction
5.1. Environmental Impacts of the Additive Construction Process and Adopted Robotic Solutions
5.2. Sustainability of Materials for Large-Scale AM
5.3. Sustainability of Large-Scale 3D-Printed Structures
6. Challenges and Future Prospects
6.1. Automated Robotic Additive Construction
6.2. Environmental Sustainability in Additive Construction
7. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Kong, L.; Ambrosi, A.; Nasir, M.Z.M.; Guan, J.; Pumera, M. Smart Robots: Self-Propelled 3D-Printed “Aircraft Carrier” of Light-Powered Smart Micromachines for Large-Volume Nitroaromatic Explosives Removal. Adv. Funct. Mater. 2019, 29, 1903872. [Google Scholar] [CrossRef]
- Du Pasquier, C.; Chen, T.; Tibbits, S.; Shea, K. Design and Computational Modeling of a 3D Printed Pneumatic Toolkit for Soft Robotics. Soft Robot. 2019, 6, 657–663. [Google Scholar] [CrossRef] [PubMed]
- Juechter, V.; Franke, M.; Merenda, T.; Stich, A.; Körner, C.; Singer, R. Additive manufacturing of Ti-45Al-4Nb-C by selective electron beam melting for automotive applications. Addit. Manuf. 2018, 22, 118–126. [Google Scholar] [CrossRef]
- Khosravani, M.R.; Reinicke, T. 3D-printed sensors: Current progress and future challenges. Sens. Actuators A Phys. 2020, 305, 111916. [Google Scholar] [CrossRef]
- Mouser, V.H.M.; Levato, R.; Bonassar, L.J.; D’Lima, D.D.; Grande, D.A.; Klein, T.J.; Saris, D.B.F.; Zenobi-Wong, M.; Gawlitta, D.; Malda, J. Three-Dimensional Bioprinting and Its Potential in the Field of Articular Cartilage Regeneration. Cartilage 2017, 8, 327–340. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Odaglia, P.; Voney, V.; Dillenburger, B.; Habert, G. Advances in Binder-Jet 3D Printing of Non-cementitious Materials. In Second RILEM International Conference on Concrete and Digital Fabrication; DC. RILEM Bookseries; Springer: Cham, Switzerland, 2020; Volume 28. [Google Scholar] [CrossRef]
- Hildreth, O.J.; Nassar, A.R.; Chasse, K.R.; Simpson, T.W. Dissolvable Metal Supports for 3D Direct Metal Printing. 3D Print. Addit. Manuf. 2016, 3, 90–97. [Google Scholar] [CrossRef]
- Hansen, C.J. 3D and 4D printing of nanomaterials: Processing considerations for reliable printed nanocomposites. In 3D and 4D Printing of Polymer Nanocomposite Materials: Processes, Applications, and Challenges; Elsevier: Amsterdam, The Netherlands, 2019; pp. 25–44. [Google Scholar] [CrossRef]
- Kulkarni, A.; Sorarù, G.D.; Pearce, J.M. Polymer-derived SiOC replica of material extrusion-based 3-D printed plastics. Addit. Manuf. 2020, 32, 100988. [Google Scholar] [CrossRef] [Green Version]
- ASTM. F2792—12a. Standard Terminology for Additive Manufacturing Technologies. 2013. Available online: https://www.astm.org/DATABASE.CART/HISTORICAL/F2792-12.htm (accessed on 18 August 2021).
- Mueller, R.P.; Howe, S.; Kochmann, D.; Ali, H.; Andersen, C.; Burgoyne, H.; Chambers, W.; Clinton, R.; De Kestellier, X.; Ebelt, K.; et al. Automated additive construction (AAC) for Earth and space using in-situ resources. In Proceedings of the Fifteenth Biennial ASCE Aerospace Division International Conference on Engineering, Science, Construction, and Operations in Challenging Environments (Earth & Space 2016), American Society of Civil Engineers, Reston, VA, USA, 11–16 April 2016. [Google Scholar]
- Siddika, A.; Al Mamun, A.; Ferdous, W.; Saha, A.K.; Alyousef, R. 3D-printed concrete: Applications, performance, and challenges. J. Sustain. Cem. Mater. 2020, 9, 127–164. [Google Scholar] [CrossRef]
- Gagg, C.R. Cement and concrete as an engineering material: An historic appraisal and case study analysis. Eng. Fail. Anal. 2014, 40, 114–140. [Google Scholar] [CrossRef]
- Fernández, R.P.; Pardo, M.L. Offshore concrete structures. Ocean Eng. 2013, 58, 304–316. [Google Scholar] [CrossRef]
- Kazemian, A.; Yuan, X.; Cochran, E.; Khoshnevis, B. Cementitious materials for construction-scale 3D printing: Laboratory testing of fresh printing mixture. Constr. Build. Mater. 2017, 145, 639–647. [Google Scholar] [CrossRef]
- Campos, A.; López, C.; Blanco, A.; Aguado, A. Effects of an internal sulfate attack and an alkali-aggregate reaction in a concrete dam. Constr. Build. Mater. 2018, 166, 668–683. [Google Scholar] [CrossRef] [Green Version]
- Xue, J.; Briseghella, B.; Huang, F.; Nuti, C.; Tabatabai, H.; Chen, B. Review of ultra-high performance concrete and its application in bridge engineering. Constr. Build. Mater. 2020, 260, 119844. [Google Scholar] [CrossRef]
- Horvath, A. Construction materials and the environment. Annu. Rev. Environ. Resour. 2004, 29, 181–204. [Google Scholar] [CrossRef]
- Ghaffar, S.H.; Corker, J.; Fan, M. Additive manufacturing technology and its implementation in construction as an eco-innovative solution. Autom. Constr. 2018, 93, 1–11. [Google Scholar] [CrossRef]
- Paolini, A.; Kollmannsberger, S.; Rank, E. Additive manufacturing in construction: A review on processes, applications, and digital planning methods. Addit. Manuf. 2019, 30, 100894. [Google Scholar] [CrossRef]
- Craveiro, F.; Duarte, J.P.; Bartolo, H.; Bartolo, P.J. Additive manufacturing as an enabling technology for digital construction: A perspective on Construction 4.0. Autom. Constr. 2019, 103, 251–267. [Google Scholar] [CrossRef]
- Hamidi, F.; Aslani, F. Additive manufacturing of cementitious composites: Materials, methods, potentials, and challenges. Constr. Build. Mater. 2019, 218, 582–609. [Google Scholar] [CrossRef]
- Al Rashid, A.; Khan, S.A.; Al-Ghamdi, S.G.; Koç, M. Additive manufacturing: Technology, applications, markets, and opportunities for the built environment. Autom. Constr. 2020, 118, 103268. [Google Scholar] [CrossRef]
- El-Sayegh, S.; Romdhane, L.; Manjikian, S. A critical review of 3D printing in construction: Benefits, challenges, and risks. Arch. Civ. Mech. Eng. 2020, 20, 34. [Google Scholar] [CrossRef] [Green Version]
- Gharbia, M.; Chang-Richards, A.; Lu, Y.; Zhong, R.Y.; Li, H. Robotic technologies for on-site building construction: A systematic review. J. Build. Eng. 2020, 32, 101584. [Google Scholar] [CrossRef]
- Alkhalidi, A.; Hatuqay, D. Energy efficient 3D printed buildings: Material and techniques selection worldwide study. J. Build. Eng. 2020, 30, 101286. [Google Scholar] [CrossRef]
- Dixit, M.K. 3-D Printing in Building Construction: A Literature Review of Opportunities and Challenges of Reducing Life Cycle Energy and Carbon of Buildings. IOP Conf. Ser. Earth Environ. Sci. 2019, 290, 012012. [Google Scholar] [CrossRef]
- Bhardwaj, A.; Jones, S.Z.; Kalantar, N.; Pei, Z.; Vickers, J.; Wangler, T.; Zavattieri, P.; Zou, N. Additive Manufacturing Processes for Infrastructure Construction: A Review. J. Manuf. Sci. Eng. 2019, 141, 091010. [Google Scholar] [CrossRef]
- Roberts, C.; Bourell, D. Precursor Additive Manufacturing Inventions. JOM 2018, 70, 2249–2253. [Google Scholar] [CrossRef]
- Pegna, J. Exploratory investigation of solid freeform construction. Autom. Constr. 1997, 5, 427–437. [Google Scholar] [CrossRef]
- Wolf, A.; Rosendahl, P.L.; Knaack, U. Additive manufacturing of clay and ceramic building components. Autom. Constr. 2022, 133, 103956. [Google Scholar] [CrossRef]
- Furet, B.; Poullain, P.; Garnier, S. 3D printing for construction based on a complex wall of polymer-foam and concrete. Addit. Manuf. 2019, 28, 58–64. [Google Scholar] [CrossRef]
- Bedarf, P.; Dutto, A.; Zanini, M.; Dillenburger, B. Foam 3D printing for construction: A review of applications, materials, and processes. Autom. Constr. 2021, 130, 103861. [Google Scholar] [CrossRef]
- Li, R.Y.M. An Economic Analysis on Automated Construction Safety; Springer: Berlin/Heidelberg, Germany, 2018. [Google Scholar] [CrossRef]
- Mohammad, M.; Masad, E.; Al-Ghamdi, S.G. 3D Concrete Printing Sustainability: A Comparative Life Cycle Assessment of Four Construction Method Scenarios. Buildings 2020, 10, 245. [Google Scholar] [CrossRef]
- Khoshnevis, B.; Dutton, R. Innovative Rapid Prototyping Process Makes Large Sized, Smooth Surfaced Complex Shapes in a Wide Variety of Materials. Mater. Technol. 1998, 13, 53–56. [Google Scholar] [CrossRef]
- Lim, S.; Buswell, R.; Le, T.; Austin, S.; Gibb, A.; Thorpe, T. Developments in construction-scale additive manufacturing processes. Autom. Constr. 2012, 21, 262–268. [Google Scholar] [CrossRef] [Green Version]
- Mechtcherine, V.; Nerella, V.N.; Will, F.; Näther, M.; Otto, J.; Krause, M. Large-scale digital concrete construction—CONPrint3D concept for on-site, monolithic 3D-printing. Autom. Constr. 2019, 107, 102933. [Google Scholar] [CrossRef]
- Colla, V.; Dini, E.; Canessa, E.; Fonda, C.; Zennaro, M. Large scale 3D printing: From deep sea to the moon. In Low-Cost 3D Printing for Science, Education and Sustainable Development; ICTP: Trieste, Italy, 2013; pp. 127–132. [Google Scholar]
- Rael, R.; San Fratello, V. Developing concrete polymer building components for 3D printing. In Integration through Computation: Proceedings of the 31st Annual Conference of the Association for Computer Aided Design in Architecture, ACADIA; Association for CAD in Architecture: Fargo, ND, USA, 2011; pp. 152–157. [Google Scholar]
- Khoshnevis, B. Automated construction by contour crafting—Related robotics and information technologies. Autom. Constr. 2004, 13, 5–19. [Google Scholar] [CrossRef]
- Smith, D. Fabrication construction components using layer manufacturing technology. Constr. Res. Innov. 2012, 3, 26–31. [Google Scholar] [CrossRef]
- Lim, S.; Le, T.; Webster, J.; Buswell, R.; Austin, A.; Gibb, A.; Thorpe, T. Fabricating construction components using layer manufacturing technology. In Global Innovation in Construction Conference 2009; Loughborough University, Civil and Building Engineering: Loughborough, UK, 2018; pp. 512–520. [Google Scholar]
- Nerella, V.; Krause, V.N.; Näther, M.; Mechtcherine, M. CONPrint3D—3D printing technology for onsite construction. Concr. Aust. 2016, 42, 36–39. [Google Scholar] [CrossRef]
- Xia, M.; Nematollahi, B.; Sanjayan, J.G. Development of Powder-Based 3D Concrete Printing Using Geopolymers. In 3D Concrete Printing Technology; Elsevier: Amsterdam, The Netherlands, 2019; pp. 223–240. [Google Scholar] [CrossRef]
- Rael, R.; Fratello, V.S. Bloom. Emerging Objects. Available online: https://emergingobjects.com/project/bloom-2/ (accessed on 14 May 2021).
- Nematollahi, B.; Xia, M.; Sanjayan, M.X.A.J. Current Progress of 3D Concrete Printing Technologies. In Proceedings of the 34th International Symposium on Automation and Robotics in Construction (ISARC 2017), Taipei, Taiwan, 28 June–1 July 2017; pp. 260–267. [Google Scholar] [CrossRef]
- Lowke, D.; Dini, E.; Perrot, A.; Weger, D.; Gehlen, C.; Dillenburger, B. Particle-bed 3D printing in concrete construction—Possibilities and challenges. Cem. Concr. Res. 2018, 112, 50–65. [Google Scholar] [CrossRef]
- Cesaretti, G.; Dini, E.; De Kestelier, X.; Colla, V.; Pambaguian, L. Building components for an outpost on the Lunar soil by means of a novel 3D printing technology. Acta Astronaut. 2014, 93, 430–450. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Li, M.Y.; Tan, M.J. Effect of printing parameters in 3D concrete printing: Printing region and support structures. J. Mater. Process. Technol. 2019, 271, 261–270. [Google Scholar] [CrossRef]
- Liu, Z.; Li, M.; Weng, Y.; Qian, Y.; Wong, T.N.; Tan, M.J. Modelling and parameter optimization for filament deformation in 3D cementitious material printing using support vector machine. Compos. Part B Eng. 2020, 193, 108018. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Panda, B.; Paul, S.C.; Mohamed, N.A.N.; Tan, M.J.; Leong, K.F. 3D printing trends in building and construction industry: A review. Virtual Phys. Prototyp. 2017, 12, 261–276. [Google Scholar] [CrossRef]
- Paul, S.C.; Tay, Y.W.D.; Panda, B.; Tan, M.J. Fresh and hardened properties of 3D printable cementitious materials for building and construction. Arch. Civ. Mech. Eng. 2018, 18, 311–319. [Google Scholar] [CrossRef]
- Lu, B.; Weng, Y.; Li, M.; Qian, Y.; Leong, K.F.; Tan, M.J.; Qian, S. A systematical review of 3D printable cementitious materials. Constr. Build. Mater. 2019, 207, 477–490. [Google Scholar] [CrossRef]
- Panda, B.; Tan, M.-J. Rheological behavior of high volume fly ash mixtures containing micro silica for digital construction application. Mater. Lett. 2019, 237, 348–351. [Google Scholar] [CrossRef]
- Hambach, M.; Volkmer, D. Properties of 3D-printed fiber-reinforced Portland cement paste. Cem. Concr. Compos. 2017, 79, 62–70. [Google Scholar] [CrossRef]
- Ma, G.; Li, Z.; Wang, L.; Wang, F.; Sanjayan, J. Mechanical anisotropy of aligned fiber reinforced composite for extrusion-based 3D printing. Constr. Build. Mater. 2019, 202, 770–783. [Google Scholar] [CrossRef]
- Nematollahi, B.; Vijay, P.; Sanjayan, J.; Nazari, A.; Xia, M.; Nerella, V.N.; Mechtcherine, V. Effect of Polypropylene Fibre Addition on Properties of Geopolymers Made by 3D Printing for Digital Construction. Materials 2018, 11, 2352. [Google Scholar] [CrossRef] [Green Version]
- Kosson, M.; Brown, L.; Sanchez, F. Early-Age Performance of 3D Printed Carbon Nanofiber and Carbon Microfiber Cement Composites. Transp. Res. Rec. 2020, 2674, 10–20. [Google Scholar] [CrossRef] [Green Version]
- Nguyen-Van, V.; Choudhry, N.K.; Panda, B.; Nguyen-Xuan, H.; Tran, P. Performance of concrete beam reinforced with 3D printed Bioinspired primitive scaffold subjected to three-point bending. Autom. Constr. 2022, 134, 104060. [Google Scholar] [CrossRef]
- Heever, G.; Bester, M.; Kruger, F.; Zijl, J. Numerical modelling strategies for reinforced 3D concrete printed elements. Addit. Manuf. 2022, 50, 102569. [Google Scholar]
- Wu, Z.; Memari, A.M.; Duarte, J.P. State of the Art Review of Reinforcement Strategies and Technologies for 3D Printing of Concrete. Energies 2022, 15, 360. [Google Scholar] [CrossRef]
- Asprone, D.; Menna, C.; Bos, F.P.; Salet, T.A.; Mata-Falcón, J.; Kaufmann, W. Rethinking reinforcement for digital fabrication with concrete. Cem. Concr. Res. 2018, 112, 111–121. [Google Scholar] [CrossRef]
- Bos, F.P.; Ahmed, Z.Y.; Jutinov, E.R.; Salet, T.A.M. Experimental Exploration of Metal Cable as Reinforcement in 3D Printed Concrete. Materials 2017, 10, 1314. [Google Scholar] [CrossRef] [Green Version]
- Winsun. Demonstrating the Viability of 3D Printing at Construction Scale. World Economic Forum. 2016. Available online: https://futureofconstruction.org/case/winsun/ (accessed on 14 September 2021).
- Khoshnevis, B.; Hwang, D.; Yao, K.T.; Yeh, Z. Mega-scale fabrication by Contour Crafting. Int. J. Ind. Syst. Eng. 2006, 1, 301–320. [Google Scholar] [CrossRef] [Green Version]
- Figueiredo, S.C.; Copuroglu, O.; Schlangen, E. Effect of viscosity modifier admixture on Portland cement paste hydration and microstructure. Constr. Build. Mater. 2019, 212, 818–840. [Google Scholar] [CrossRef] [Green Version]
- Reales, O.A.M.; Duda, P.; Silva, E.C.; Paiva, M.D.; Filho, R.D.T. Nanosilica particles as structural buildup agents for 3D printing with Portland cement pastes. Constr. Build. Mater. 2019, 219, 91–100. [Google Scholar] [CrossRef]
- Kazemian, A.; Yuan, X.; Meier, R.; Khoshnevis, B. Performance-Based Testing of Portland Cement Concrete for Construction-Scale 3D Printing. In 3D Concrete Printing Technology; Elsevier: Amsterdam, The Netherlands, 2019; pp. 13–35. [Google Scholar] [CrossRef]
- Khalil, N.; Aouad, G.; El Cheikh, K.; Rémond, S. Use of calcium sulfoaluminate cements for setting control of 3D-printing mortars. Constr. Build. Mater. 2017, 157, 382–391. [Google Scholar] [CrossRef]
- Shakor, P.; Sanjayan, J.; Nazari, A.; Nejadi, S. Modified 3D printed powder to cement-based material and mechanical properties of cement scaffold used in 3D printing. Constr. Build. Mater. 2017, 138, 398–409. [Google Scholar] [CrossRef]
- Chen, Y.; Figueiredo, S.C.; Yalçinkaya, Ç.; Çopuroğlu, O.; Veer, F.; Schlangen, E. The Effect of Viscosity-Modifying Admixture on the Extrudability of Limestone and Calcined Clay-Based Cementitious Material for Extrusion-Based 3D Concrete Printing. Materials 2019, 12, 1374. [Google Scholar] [CrossRef] [Green Version]
- Sun, X.; Wang, Q.; Wang, H.; Chen, L. Influence of multi-walled nanotubes on the fresh and hardened properties of a 3D printing PVA mortar ink. Constr. Build. Mater. 2020, 247, 118590. [Google Scholar] [CrossRef]
- Wang, L.; Tian, Z.; Ma, G.; Zhang, M. Interlayer bonding improvement of 3D printed concrete with polymer modified mortar: Experiments and molecular dynamics studies. Cem. Concr. Compos. 2020, 110, 103571. [Google Scholar] [CrossRef]
- Ding, T.; Xiao, J.; Zou, S.; Wang, Y. Hardened properties of layered 3D printed concrete with recycled sand. Cem. Concr. Compos. 2020, 113, 103724. [Google Scholar] [CrossRef]
- Muthukrishnan, S.; Ramakrishnan, S.; Sanjayan, J. Technologies for improving buildability in 3D concrete printing. Cem. Concr. Compos. 2021, 122, 104144. [Google Scholar] [CrossRef]
- Zareiyan, B.; Khoshnevis, B. Interlayer adhesion and strength of structures in Contour Crafting—Effects of aggregate size, extrusion rate, and layer thickness. Autom. Constr. 2017, 81, 112–121. [Google Scholar] [CrossRef]
- Sanjayan, J.G.; Nematollahi, B.; Xia, M.; Marchment, T. Effect of surface moisture on inter-layer strength of 3D printed concrete. Constr. Build. Mater. 2018, 172, 468–475. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Ting, G.H.A.; Qian, Y.; Panda, B.; He, L.; Tan, M.J. Time gap effect on bond strength of 3D-printed concrete. Virtual Phys. Prototyp. 2019, 14, 104–113. [Google Scholar] [CrossRef]
- Panda, B.; Paul, S.C.; Mohamed, N.A.N.; Tay, Y.W.D.; Tan, M.J. Measurement of tensile bond strength of 3D printed geopolymer mortar. J. Int. Meas. Confed. 2018, 113, 108–116. [Google Scholar] [CrossRef]
- Xu, J.; Zhang, G.; Hou, Z.; Wang, J.; Liang, J.; Bao, X.; Yang, W.; Wang, W. Advances in Multi-robotic Welding Techniques: A Review. Int. J. Mech. Eng. Robot. Res. 2020, 9, 421–428. [Google Scholar] [CrossRef]
- Chea, C.P.; Bai, Y.; Pan, X.; Arashpour, M.; Xie, Y. An integrated review of automation and robotic technologies for structural prefabrication and construction. Transp. Saf. Environ. 2020, 2, 81–96. [Google Scholar] [CrossRef]
- Khan, A.; Mineo, C.; Dobie, G.; Macleod, C.; Pierce, G. Vision guided robotic inspection for parts in manufacturing and remanufacturing industry. J. Remanuf. 2021, 11, 49–70. [Google Scholar] [CrossRef]
- Faccio, M.; Bottin, M.; Rosati, G. Collaborative and traditional robotic assembly: A comparison model. Int. J. Adv. Manuf. Technol. 2019, 102, 1355–1372. [Google Scholar] [CrossRef]
- Wang, Z.; Li, H.; Yang, X. Vision-based robotic system for on-site construction and demolition waste sorting and recycling. J. Build. Eng. 2020, 32, 101769. [Google Scholar] [CrossRef]
- Björnsson, A.; Jonsson, M.; Johansen, K. Automated material handling in composite manufacturing using pick-and-place systems—A review. Robot. Comput. Manuf. 2018, 51, 222–229. [Google Scholar] [CrossRef]
- Bhatt, P.M.; Kabir, A.M.; Malhan, K.R.; Shah, B.; Shembekar, A.V.; Yoon, Y.J.; Gupta, S.K. A Robotic Cell for Mul-ti-Resolution Additive Manufacturing. In Proceedings of the IEEE International Conference on Robotics and Automation (ICRA), Montreal, QC, Canada, 20–24 May 2019; pp. 2800–2807. [Google Scholar] [CrossRef]
- Evjemo, L.D.; Gjerstad, T.; Grøtli, E.I.; Sziebig, G. Trends in Smart Manufacturing: Role of Humans and Industrial Robots in Smart Factories. Curr. Robot. Rep. 2020, 1, 35–41. [Google Scholar] [CrossRef] [Green Version]
- Labonnote, N.; Rønnquist, A.; Manum, B.; Rüther, P. Additive construction: State-of-the-art, challenges and opportunities. Autom. Constr. 2016, 72, 347–366. [Google Scholar] [CrossRef]
- Li, L.; Haghighi, A.; Yang, Y. A novel 6-axis hybrid additive-subtractive manufacturing process: Design and case studies. J. Manuf. Process. 2018, 33, 150–160. [Google Scholar] [CrossRef]
- Chandak, L.P.; Junghare, A.; Naik, T.; Ukani, N.; Chakole, S. Mobile Gantry Robot for Pick & Place Application. In 2020 IEEE International Students’ Conference on Electrical, Electronics and Computer Science (SCEECS); IEEE: Piscataway, NJ, USA, 2020; pp. 1–5. [Google Scholar] [CrossRef]
- Khoshnevis, B.; Russell, R.; Kwon, H.; Bukkapatnam, S. Crafting large prototypes. IEEE Robot. Autom. Mag. 2001, 8, 33–42. [Google Scholar] [CrossRef]
- Panda, B.; Lim, J.H.; Tan, M.J. Mechanical properties and deformation behaviour of early age concrete in the context of digital construction. Compos. Part B Eng. 2019, 165, 563–571. [Google Scholar] [CrossRef]
- Freire, T.; Brun, F.; Mateus, A.; Gaspar, F. 3D Printing Technology in the Construction Industry. In Advances in Science, Technology and Innovation; Springer: Berlin/Heidelberg, Germany, 2021; pp. 157–167. [Google Scholar]
- COBOD. Modular 3D Construction Printer. Available online: https://cobod.com/ (accessed on 27 September 2021).
- Apis-Cor.com. Apis-Cor 3D Concrete Printing. Available online: https://www.apis-cor.com/ (accessed on 27 September 2021).
- Davtalab, O.; Kazemian, A.; Khoshnevis, B. Perspectives on a BIM-integrated software platform for robotic construction through Contour Crafting. Autom. Constr. 2018, 89, 13–23. [Google Scholar] [CrossRef]
- Toklu, Y.C.; Bekdaş, G.; Geem, Z.W. Harmony Search Optimization of Nozzle Movement for Additive Manufacturing of Concrete Structures and Concrete Elements. Appl. Sci. 2020, 10, 4413. [Google Scholar] [CrossRef]
- Zhang, J.; Khoshnevis, B. Optimal machine operation planning for construction by Contour Crafting. Autom. Constr. 2013, 29, 50–67. [Google Scholar] [CrossRef]
- Kazemian, A.; Yuan, X.; Davtalab, O.; Khoshnevis, B. Computer vision for real-time extrusion quality monitoring and control in robotic construction. Autom. Constr. 2019, 101, 92–98. [Google Scholar] [CrossRef]
- Gaudillière, N.; Duballet, R.; Bouyssou, C.; Mallet, A.; Roux, P.; Zakeri, M.; Dirrenberger, J. Large-Scale Additive Manufacturing of Ultra-High-Performance Concrete of Integrated Formwork for Truss-Shaped Pillars. In Robotic Fabrication in Architecture, Art and Design 2018; Springer: Cham, Switzerland, 2019; pp. 459–472. [Google Scholar] [CrossRef] [Green Version]
- EnvisionTEC. Viridis3D. Available online: https://envisiontec.com/de/3d-printers/ (accessed on 27 September 2021).
- Gosselin, C.; Duballet, R.; Roux, P.; Gaudillière, N.; Dirrenberger, J.; Morel, P. Large-scale 3D printing of ultra-high performance concrete—A new processing route for architects and builders. Mater. Des. 2016, 100, 102–109. [Google Scholar] [CrossRef] [Green Version]
- Kwon, H.; Eichenhofer, M.; Kyttas, T.; Dillenburger, B. Digital Composites: Robotic 3D Printing of Continuous Carbon Fiber-Reinforced Plastics for Functionally-Graded Building Components. In Robotic Fabrication in Architecture, Art and Design 2018; Springer: Cham, Switzerland, 2019; pp. 363–376. [Google Scholar] [CrossRef]
- Chan, S.; Pennings, R.M.; Edwards, L.; Franks, G.V. 3D printing of clay for decorative architectural applications: Effect of solids volume fraction on rheology and printability. Addit. Manuf. 2020, 35, 101335. [Google Scholar] [CrossRef]
- Bosscher, P.; Williams, R.L., II; Bryson, L.S.; Castro-Lacouture, D. Cable-suspended robotic contour crafting system. Autom. Constr. 2007, 17, 45–55. [Google Scholar] [CrossRef]
- Barnett, E.; Gosselin, C. Large-scale 3D printing with a cable-suspended robot. Addit. Manuf. 2015, 7, 27–44. [Google Scholar] [CrossRef]
- Shahmiri, F.; Gentry, R. A Survey of Cable-Suspended Parallel Robots and their Applications in Architecture and Construction. In Proceedings of the Congress of the Iberoamerican Society of Digital Graphics, Buenos Aires, Argentina, 9–11 November 2016; pp. 914–920. [Google Scholar] [CrossRef] [Green Version]
- Williams, R.L.; Albus, J.S.; Bostelman, R.V. Self-contained automated construction deposition system. Autom. Constr. 2004, 13, 393–407. [Google Scholar] [CrossRef]
- Izard, J.-B.; Dubor, A.; Hervé, P.-E.; Cabay, E.; Culla, D.; Rodriguez, M.; Barrado, M. Large-scale 3D printing with cable-driven parallel robots. Constr. Robot. 2017, 1, 69–76. [Google Scholar] [CrossRef]
- Jung, J. Workspace and Stiffness Analysis of 3D Printing Cable-Driven Parallel Robot with a Retractable Beam-Type End-Effector. Robotics 2020, 9, 65. [Google Scholar] [CrossRef]
- WASP. BigDelta WASP 12m. Available online: https://www.3dwasp.com/stampante-3d-gigante-bigdelta-wasp-12mt/ (accessed on 28 September 2021).
- Chesser, P.; Post, B.; Lind, R.; Roschli, A.; Atkins, C.; Boulger, A.; Mhatre, P.; Lloyd, P. Skybaam large-scale fieldable deposition platform system architecture. In Proceedings of the 30th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 12–14 August 2019; pp. 1558–1567. [Google Scholar]
- Chesser, P.C.; Wang, P.L.; Vaughan, J.E.; Lind, R.F.; Post, B.K. Kinematics of a Cable-Driven Robotic Platform for Large-Scale Additive Manufacturing. J. Mech. Robot. 2022, 14, 021010. [Google Scholar] [CrossRef]
- Bulgakov, A.G.; Pakhomova, E.G. Coordination of construction manipulation robotic system using UAV. IOP Conf. Ser. Mater. Sci. Eng. 2020, 789, 012007. [Google Scholar] [CrossRef]
- Shahmoradi, J.; Talebi, E.; Roghanchi, P.; Hassanalian, M. A Comprehensive Review of Applications of Drone Technology in the Mining Industry. Drones 2020, 4, 34. [Google Scholar] [CrossRef]
- Lombard, N.F.; Byland, W.W.; Henry, G.J.; Liga, M.V.; Price, V.N. Seeing from above, What’s below: How Drones Can Be Used in Pipeline Design and Construction. in Pipelines 2020: Utility Engineering, Surveying, and Multidisciplinary Topics. In Proceedings of the Sessions of the Pipelines 2020 Conference, American Society of Civil Engineers, Reston, VA, USA, 9–12 August 2020; pp. 392–401. [Google Scholar]
- Ollero, A.; Heredia, G.; Franchi, A.; Antonelli, G.; Kondak, K.; Sanfeliu, A.; Viguria, A.; Martinez-de Dios, J.R.; Pierri, F.; Cortés, J.; et al. The AEROARMS Project: Aerial Robots with Advanced Manipulation Capabilities for Inspection and Maintenance. IEEE Robot. Autom. Mag. 2018, 25, 12–23. [Google Scholar] [CrossRef] [Green Version]
- Mirjan, A.; Augugliaro, F.; D’Andrea, R.; Gramazio, F.; Kohler, M. Building a Bridge with Flying Robots. In Robotic Fabrication in Architecture, Art and Design 2016; Springer: Cham, Switzerland, 2016; pp. 34–47. [Google Scholar]
- Hunt, G.; Mitzalis, F.; Alhinai, T.; Hooper, P.A.; Kovac, M. 3D printing with flying robots. In Proceedings of the IEEE International Conference on Robotics and Automation, Hong Kong, China, 31 May–5 June 2014; pp. 4493–4499. [Google Scholar] [CrossRef]
- Dams, B.; Sareh, S.; Zhang, K.; Shepherd, P.; Kovac, M.; Ball, R.J. Aerial additive building manufacturing: Three-dimensional printing of polymer structures using drones. Proc. Inst. Civ. Eng. Constr. Mater. 2020, 173, 3–14. [Google Scholar] [CrossRef] [Green Version]
- Vélez, M.; Toala, E.; Zagal, J.C. Koala 3D: A continuous climbing 3D printer. Robot. Comput. Manuf. 2020, 64, 101950. [Google Scholar] [CrossRef]
- Howe, A.S.; Wilcox, B.; McQuin, C.; Mittman, D.; Townsend, J.; Polit-Casillas, R.; Litwin, T. Modular Additive Construction Using Native Materials. in Earth and Space 2014: Engineering for Extreme Environments. In Proceedings of the 14th Biennial International Conference on Engineering, Science, Construction, and Operations in Challenging Environments, Reston, VA, USA, 27–29 October 2014; pp. 301–312. [Google Scholar]
- Keating, S.J.; Leland, J.C.; Cai, L.; Oxman, N. Toward site-specific and self-sufficient robotic fabrication on architectural scales. Sci. Robot. 2017, 2, 8986. [Google Scholar] [CrossRef]
- Tiryaki, M.E.; Zhang, X.; Pham, Q.-C. Printing-while-moving: A new paradigm for large-scale robotic 3D Printing. In Proceedings of the IEEE International Conference on Intelligent Robots and Systems, Macau, China, 4–8 November 2019; pp. 2286–2291. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Li, M.; Lim, J.H.; Weng, Y.; Tay, Y.W.D.; Pham, H.; Pham, Q.-C. Large-scale 3D printing by a team of mobile robots. Autom. Constr. 2018, 95, 98–106. [Google Scholar] [CrossRef]
- Sutjipto, S.; Tish, D.; Paul, G.; Vidal-Calleja, T.; Schork, T. Towards Visual Feedback Loops for Robot-Controlled Additive Manufacturing. In Robotic Fabrication in Architecture, Art and Design 2019; Springer: Cham, Switzerland, 2019; pp. 85–97. [Google Scholar] [CrossRef] [Green Version]
- Dörfler, K.; Hack, N.; Sandy, T.; Giftthaler, M.; Lussi, M.; Walzer, A.N.; Buchli, J.; Gramazio, F.; Kohler, M. Mobile robotic fabrication beyond factory conditions: Case study Mesh Mould wall of the DFAB HOUSE. Constr. Robot. 2019, 3, 53–67. [Google Scholar] [CrossRef] [Green Version]
- Kontovourkis, O.; Phocas, M.C.; Tryfonos, G.; Georgiou, C. Multi-axis 3D printing of material reduced shell structures on a reconfigurable supporting system using topology optimization principles. Procedia Manuf. 2020, 44, 379–386. [Google Scholar] [CrossRef]
- Kontovourkis, O.; Tryfonos, G.; Georgiou, C. Robotic additive manufacturing (RAM) with clay using topology optimization principles for toolpath planning: The example of a building element. Arch. Sci. Rev. 2020, 63, 105–118. [Google Scholar] [CrossRef]
- Kontovourkis, O.; Tryfonos, G. Robotic 3D clay printing of prefabricated non-conventional wall components based on a parametric-integrated design. Autom. Constr. 2020, 110, 103005. [Google Scholar] [CrossRef]
- Dritsas, S.; Vijay, Y.; Dimopoulou, M.; Sanadiya, N.; Fernandez, J.G. An Additive and Subtractive Process for Manufacturing with Natural Composites. In Robotic Fabrication in Architecture, Art and Design 2018; Springer: Cham, Switzerland, 2019; pp. 181–191. [Google Scholar] [CrossRef]
- Arai, T.; Pagello, E.; Parker, L. Advances in multirobot systems. IEEE Trans. Robot. Autom. 2002, 18, 655–661. [Google Scholar] [CrossRef] [Green Version]
- Lindsey, Q.; Mellinger, D.; Kumar, V. Construction of Cubic Structures with Quadrotor Teams. Robot. Sci. Syst. 2012, 7, 177–184. [Google Scholar] [CrossRef]
- Augugliaro, F.; Lupashin, S.; Hamer, M.; Male, C.; Hehn, M.; Mueller, M.W.; Willmann, J.S.; Gramazio, F.; Kohler, M.; D‘Andrea, R. The flight assembled architecture installation: Cooperative construction with flying machines. IEEE Control. Syst. Mag. 2014, 34, 46–64. [Google Scholar]
- Dogar, M.R.; Knepper, R.A.; Spielberg, A.; Choi, C.; Christensen, H.I.; Rus, D. Multi-scale assembly with robot teams. Int. J. Robot. Res. 2015, 34, 1645–1659. [Google Scholar] [CrossRef]
- Kayser, M.; Cai, L.; Bader, C.; Falcone, S.; Inglessis, N.; Darweesh, B.; Costa, J.; Oxman, N. FIBERBOTS: Design and Digital Fabrication of Tubular Structures Using Robot Swarms. In Robotic Fabrication in Architecture, Art and Design 2018; Springer: Cham, Switzerland, 2019; pp. 285–296. [Google Scholar] [CrossRef]
- Estrada, R.D.; Kannenberg, F.; Wagner, H.J.; Yablonina, M.; Menges, A. Spatial winding: Cooperative heterogeneous multi-robot system for fibrous structures. Constr. Robot. 2020, 4, 205–215. [Google Scholar] [CrossRef]
- Vasey, L.; Felbrich, B.; Prado, M.; Tahanzadeh, B.; Menges, A. Physically distributed multi-robot coordination and collaboration in construction. Constr. Robot. 2020, 4, 3–18. [Google Scholar] [CrossRef]
- Shen, H.; Pan, L.; Qian, J. Research on large-scale additive manufacturing based on multi-robot collaboration technology. Addit. Manuf. 2019, 30, 100906. [Google Scholar] [CrossRef]
- Sustarevas, J.; Tan, K.X.B.; Gerber, D.; Stuart-Smith, R.; Pawar, V.M. YouWasps: Towards Autonomous Multi-Robot Mobile Deposition for Construction. In Proceedings of the IEEE International Conference on Intelligent Robots and Systems, Macau, China, 4–8 November 2019; pp. 2320–2327. [Google Scholar] [CrossRef]
- Poudel, L.; Zhou, W.; Sha, Z. A Generative Approach for Scheduling Multi-Robot Cooperative Three-Dimensional Printing. J. Comput. Inf. Sci. Eng. 2020, 20, 061011. [Google Scholar] [CrossRef]
- Poudel, L.; Zhou, W.; Sha, Z. Resource-Constrained Scheduling for Multi-Robot Cooperative Three-Dimensional Printing. J. Mech. Des. 2021, 143, 072002, Transactions of the ASME. [Google Scholar] [CrossRef]
- Fascetti, A.; Latteur, P.; Lim, S.H. Ground-based automated construction of droxel structures: An experimental approach. Autom. Constr. 2021, 131, 103899. [Google Scholar] [CrossRef]
- Buswell, R.; Soar, R.; Gibb, A.; Thorpe, A. Freeform Construction: Mega-scale Rapid Manufacturing for construction. Autom. Constr. 2007, 16, 224–231. [Google Scholar] [CrossRef] [Green Version]
- Buswell, R.; Thorpe, A.; Soar, R.; Gibb, A. Design, data and process issues for mega-scale rapid manufacturing machines used for construction. Autom. Constr. 2008, 17, 923–929. [Google Scholar] [CrossRef] [Green Version]
- Hwang, D.; Khoshnevis, B. An Innovative Construction Process-Contour Crafting (CC). In Proceedings of the 22nd International Symposium on Automation and Robotics in Construction (ISARC), Ferrara, Italy, 11–14 September 2005; Volume 1, pp. 1–6. [Google Scholar] [CrossRef]
- Gardiner, J.; Janssen, S.; Kirchner, S.J.A.N. A Realization of a Construction Scale Robotic System for 3D Printing of Complex Formwork. In Proceedings of the 33rd International Symposium on Automation and Robotics in Construction (ISARC), Auburn, AL, USA, 18–21 July 2016; pp. 515–521. [Google Scholar] [CrossRef] [Green Version]
- Ou, Y.; Bao, D.-W.; Zhu, G.-Q.; Luo, D. Additive Fabrication of Large-Scale Customizable Formwork Using Robotic Fiber-Reinforced Polymer Winding. 3D Print. Addit. Manuf. 2021, 9, 109–121. [Google Scholar] [CrossRef]
- Jipa, A.; Dillenburger, B. 3D Printed Formwork for Concrete: State-of-the-Art, Opportunities, Challenges, and Applications. 3D Print. Addit. Manuf. 2022, 9, 84–107. [Google Scholar] [CrossRef]
- Lim, S.; Buswell, R.A.; Valentine, P.J.; Piker, D.; Austin, S.A.; De Kestelier, X. Modelling curved-layered printing paths for fabricating large-scale construction components. Addit. Manuf. 2016, 12, 216–230. [Google Scholar] [CrossRef] [Green Version]
- Chong, L.; Ramakrishna, S.; Singh, S. A review of digital manufacturing-based hybrid additive manufacturing processes. Int. J. Adv. Manuf. Technol. 2018, 95, 2281–2300. [Google Scholar] [CrossRef]
- Merklein, M.; Junker, D.; Schaub, A.; Neubauer, F. Hybrid Additive Manufacturing Technologies—An Analysis Regarding Potentials and Applications. Phys. Procedia 2016, 83, 549–559. [Google Scholar] [CrossRef] [Green Version]
- Sealy, M.P.; Madireddy, G.; Williams, R.E.; Rao, P.; Toursangsaraki, M. Hybrid Processes in Additive Manufacturing. J. Manuf. Sci. Eng. 2018, 140, 060801. [Google Scholar] [CrossRef]
- Khosravani, M.R.; Reinicke, T. On the environmental impacts of 3D printing technology. Appl. Mater. Today 2020, 20, 100689. [Google Scholar] [CrossRef]
- Hager, I.; Golonka, A.; Putanowicz, R. 3D Printing of Buildings and Building Components as the Future of Sustainable Construction? Procedia Eng. 2016, 151, 292–299. [Google Scholar] [CrossRef] [Green Version]
- Agustí-Juan, I.; Müller, F.; Hack, N.; Wangler, T.; Habert, G. Potential benefits of digital fabrication for complex structures: Environmental assessment of a robotically fabricated concrete wall. J. Clean. Prod. 2017, 154, 330–340. [Google Scholar] [CrossRef] [Green Version]
- ISO 14044:2006; Environmental Management—Life Cycle Assessement—Requirements and Guidelines, ISO 14044. International Organization for Standardization: Geneva, Switzerland, 2006.
- Muñoz, I.; Alonso-Madrid, J.; Menéndez-Muñiz, M.; Uhart, M.; Canou, J.; Martin, C.; Fabritius, M.; Calvo, L.; Poudelet, L.; Cardona, R.; et al. Life cycle assessment of integrated additive–subtractive concrete 3D printing. Int. J. Adv. Manuf. Technol. 2021, 112, 2149–2159. [Google Scholar] [CrossRef]
- Batikha, M.; Jotangia, R.; Baaj, M.Y.; Mousleh, I. 3D concrete printing for sustainable and economical construction: A comparative study. Autom. Constr. 2022, 134, 104087. [Google Scholar] [CrossRef]
- Kuzmenko, K.; Gaudillière, N.; Feraille, A.; Dirrenberger, J.; Baverel, O. Assessing the Environmental Viability of 3D Concrete Printing Technology. In Impact: Design with All Senses; Springer: Berlin/Heidelberg, Germany, 2020; pp. 517–528. [Google Scholar] [CrossRef]
- Weng, Y.; Li, M.; Ruan, S.; Wong, T.N.; Tan, M.J.; Yeong, K.L.O.; Qian, S. Comparative economic, environmental and productivity assessment of a concrete bathroom unit fabricated through 3D printing and a precast approach. J. Clean. Prod. 2020, 261, 121245. [Google Scholar] [CrossRef]
- Long, W.-J.; Lin, C.; Tao, J.-L.; Ye, T.-H.; Fang, Y. Printability and particle packing of 3D-printable limestone calcined clay cement composites. Constr. Build. Mater. 2021, 282, 122647. [Google Scholar] [CrossRef]
- Muñiz, M.M.; Chantin, M.; Vintila, C.R.; Fabritius, M.; Martin, C.; Calvo, L.; Poudelet, L.; Canou, J.; Uhart, M.; Papacharalampopoulos, A.; et al. Concrete hybrid manufacturing: A machine architecture. Procedia CIRP 2021, 97, 51–58. [Google Scholar] [CrossRef]
- Haghighi, A.; Mohammed, A.; Wang, L. Energy Efficient Multi-Robotic 3D Printing for Large-Scale Construction—Framework, Challenges, and a Systematic Approach. In Proceedings of the International Manufacturing Science and Engineering Conferencem, Online, 21–25 June 2021. [Google Scholar] [CrossRef]
- Alhumayani, H.; Gomaa, M.; Soebarto, V.; Jabi, W. Environmental assessment of large-scale 3D printing in construction: A comparative study between cob and concrete. J. Clean. Prod. 2020, 270, 122463. [Google Scholar] [CrossRef]
- Weng, Y.; Ruan, S.; Li, M.; Mo, L.; Unluer, C.; Tan, M.J.; Qian, S. Feasibility study on sustainable magnesium potassium phosphate cement paste for 3D printing. Constr. Build. Mater. 2019, 221, 595–603. [Google Scholar] [CrossRef]
- Khan, M.S.; Sanchez, F.; Zhou, H. 3-D printing of concrete: Beyond horizons. Cem. Concr. Res. 2020, 133, 106070. [Google Scholar] [CrossRef]
- Perrot, A.; Rangeard, D.; Courteille, E. 3D Printing of Earth-Based Materials: Processing Aspects. In Construction and Building Materials; Elsevier: Amsterdam, The Netherlands, 2018; Volume 172, pp. 670–676. [Google Scholar]
- Gounni, A.; Louahlia, H. Dynamic behavior and economic analysis of sustainable building integrating cob and phase change materials. Constr. Build. Mater. 2021, 262, 120795. [Google Scholar] [CrossRef]
- de Brito, J.; Kurda, R. The past and future of sustainable concrete: A critical review and new strategies on cement-based materials. J. Clean. Prod. 2020, 281, 123558. [Google Scholar] [CrossRef]
- Panda, B.; Paul, S.C.; Hui, L.J.; Tay, Y.W.D.; Tan, M.J. Additive manufacturing of geopolymer for sustainable built environment. J. Clean. Prod. 2017, 167, 281–288. [Google Scholar] [CrossRef]
- Panda, B.; Paul, S.C.; Tan, M.J. Anisotropic mechanical performance of 3D printed fiber reinforced sustainable construction material. Mater. Lett. 2017, 209, 146–149. [Google Scholar] [CrossRef]
- Yao, Y.; Hu, M.; Di Maio, F.; Cucurachi, S. Life cycle assessment of 3D printing geo-polymer concrete: An ex-ante study. J. Ind. Ecol. 2020, 24, 116–127. [Google Scholar] [CrossRef] [Green Version]
- Long, W.-J.; Tao, J.-L.; Lin, C.; Gu, Y.-C.; Mei, L.; Duan, H.-B.; Xing, F. Rheology and buildability of sustainable cement-based composites containing micro-crystalline cellulose for 3D-printing. J. Clean. Prod. 2019, 239, 118054. [Google Scholar] [CrossRef]
- Bhattacherjee, S.; Basavaraj, A.S.; Rahul, A.; Santhanam, M.; Gettu, R.; Panda, B.; Schlangen, E.; Chen, Y.; Copuroglu, O.; Ma, G.; et al. Sustainable materials for 3D concrete printing. Cem. Concr. Compos. 2021, 122, 104156. [Google Scholar] [CrossRef]
- Dey, D.; Srinivas, D.; Panda, B.; Suraneni, P.; Sitharam, T. Use of industrial waste materials for 3D printing of sustainable concrete: A review. J. Clean. Prod. 2022, 340, 130749. [Google Scholar] [CrossRef]
- Ting, G.H.A.; Tay, Y.W.D.; Qian, Y.; Tan, M.J. Utilization of recycled glass for 3D concrete printing: Rheological and mechanical properties. J. Mater. Cycles Waste Manag. 2019, 21, 994–1003. [Google Scholar] [CrossRef]
- Xiao, J.; Zou, S.; Yu, Y.; Wang, Y.; Ding, T.; Zhu, Y.; Yu, J.; Li, S.; Duan, Z.; Wu, Y.; et al. 3D recycled mortar printing: System development, process design, material properties and on-site printing. J. Build. Eng. 2020, 32, 101779. [Google Scholar] [CrossRef]
- Lin, A.; Tan, Y.K.; Wang, C.-H.; Kua, H.W.; Taylor, H. Utilization of waste materials in a novel mortar–polymer laminar composite to be applied in construction 3D-printing. Compos. Struct. 2020, 253, 112764. [Google Scholar] [CrossRef]
- Rehman, A.U.; Lee, S.-M.; Kim, J.-H. Use of municipal solid waste incineration ash in 3D printable concrete. Process Saf. Environ. Prot. 2020, 142, 219–228. [Google Scholar] [CrossRef]
- Bai, G.; Wang, L.; Ma, G.; Sanjayan, J.; Bai, M. 3D printing eco-friendly concrete containing under-utilised and waste solids as aggregates. Cem. Concr. Compos. 2021, 120, 104037. [Google Scholar] [CrossRef]
- Lu, B.; Zhu, W.; Weng, Y.; Liu, Z.; Yang, E.-H.; Leong, K.F.; Tan, M.-J.; Wong, T.N.; Qian, S. Study of MgO-activated slag as a cementless material for sustainable spray-based 3D printing. J. Clean. Prod. 2020, 258, 120671. [Google Scholar] [CrossRef]
- Han, Y.; Yang, Z.; Ding, T.; Xiao, J. Environmental and economic assessment on 3D printed buildings with recycled concrete. J. Clean. Prod. 2021, 278, 123884. [Google Scholar] [CrossRef]
- Arunothayan, A.R.; Nematollahi, B.; Ranade, R.; Khayat, K.H.; Sanjayan, J.G. Digital fabrication of eco-friendly ultra-high performance fiber-reinforced concrete. Cem. Concr. Compos. 2022, 125, 104281. [Google Scholar] [CrossRef]
- Liu, J.; Li, S.; Gunasekara, C.; Fox, K.; Tran, P. 3D-printed concrete with recycled glass: Effect of glass gradation on flexural strength and microstructure. Constr. Build. Mater. 2022, 314, 125561. [Google Scholar] [CrossRef]
- Yang, Y.; Che, H. Recycling of aggregate micro fines as a partial replacement for fly ash in 3D printing cementitious materials. Constr. Build. Mater. 2022, 321, 126372. [Google Scholar] [CrossRef]
- United Nations Environment Programme. Sustainable Buildings. 2021. Available online: https://www.unep.org/explore-topics/resource-efficiency/what-we-do/cities/sustainable-buildings (accessed on 20 July 2021).
- De Schutter, G.; Lesage, K.; Mechtcherine, V.; Nerella, V.N.; Habert, G.; Agusti-Juan, I. Vision of 3D printing with concrete—Technical, economic and environmental potentials. Cem. Concr. Res. 2018, 112, 25–36. [Google Scholar] [CrossRef]
- Kaszyńska, M.; Skibicki, S.; Hoffmann, M. 3D Concrete Printing for Sustainable Construction. Energies 2020, 13, 6351. [Google Scholar] [CrossRef]
- Biswas, K.; Rose, J.; Eikevik, L.; Guerguis, M.; Enquist, P.; Lee, B.; Love, L.; Green, J.; Jackson, R. Additive Manufacturing Integrated Energy—Enabling Innovative Solutions for Buildings of the Future. J. Sol. Energy Eng. 2017, 139, 015001. [Google Scholar] [CrossRef]
- Agustí-Juan, I.; Jipa, A.; Habert, G. Environmental assessment of multi-functional building elements constructed with digital fabrication techniques. Int. J. Life Cycle Assess. 2019, 24, 1027–1039. [Google Scholar] [CrossRef] [Green Version]
- Jipa, A.; Bernhard, M.; Dillenburger, B.; Meibodi, M.; Aghaei-Meibodi, M. 3D-Printed Stay-in-Place Formwork for Topologically Optimized Concrete Slabs. In Proceedings of the 2016 TxA Emerging Design + Technology, San Antonio, TX, USA, 3–4 November 2016; pp. 1–11. [Google Scholar] [CrossRef]
- Ali, E. Cradle to Gate Life Cycle Assessment (LCA) of 3D Printing Houses. J. Earth Sci. Eng. 2021, 9, 13–19. [Google Scholar] [CrossRef]
- Mahadevan, M.; Francis, A.; Thomas, A. A simulation-based investigation of sustainability aspects of 3D printed structures. J. Build. Eng. 2020, 32, 101735. [Google Scholar] [CrossRef]
- Zeng, Q.; Mao, T.; Li, H.; Peng, Y. Thermally insulating lightweight cement-based composites incorporating glass beads and nano-silica aerogels for sustainably energy-saving buildings. Energy Build. 2018, 174, 97–110. [Google Scholar] [CrossRef]
- Yang, S.; Wi, S.; Park, J.H.; Cho, H.M.; Kim, S. Novel proposal to overcome insulation limitations due to nonlinear structures using 3D printing: Hybrid heat-storage system. Energy Build. 2019, 197, 177–187. [Google Scholar] [CrossRef]
- He, Y.; Zhang, Y.; Zhang, C.; Zhou, H. Energy-saving potential of 3D printed concrete building with integrated living wall. Energy Build. 2020, 222, 110110. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Techniques | Advantages | Country | Ref. |
|---|---|---|---|
| Contour crafting | Superior surface finish | USA | [36] |
| Concrete printing | Smaller resolution of deposition | UK | [37] |
| Concrete on-site printing | Lower dependency on skilled workers | Germany | [38] |
| D-shape printing | Construction of complex geometries | Italy | [39] |
| Emerging object | Construction of interior structures | USA | [40] |
| Material | AM Process | Main Environmental Effects Contributor | Ref. | ||
|---|---|---|---|---|---|
| Concrete | Extrusion-based | Concrete | Printing system | - | [161] |
| Concrete | Extrusion-based | Concrete | Electricity | Formwork | [162] |
| Cementitious | Extrusion-based | Electricity | Carbon emission | - | [163] |
| Concrete | Extrusion-based | Concrete | Electricity | Transportation | [164] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khosravani, M.R.; Haghighi, A. Large-Scale Automated Additive Construction: Overview, Robotic Solutions, Sustainability, and Future Prospect. Sustainability 2022, 14, 9782. https://doi.org/10.3390/su14159782
Khosravani MR, Haghighi A. Large-Scale Automated Additive Construction: Overview, Robotic Solutions, Sustainability, and Future Prospect. Sustainability. 2022; 14(15):9782. https://doi.org/10.3390/su14159782
Chicago/Turabian StyleKhosravani, Mohammad Reza, and Azadeh Haghighi. 2022. "Large-Scale Automated Additive Construction: Overview, Robotic Solutions, Sustainability, and Future Prospect" Sustainability 14, no. 15: 9782. https://doi.org/10.3390/su14159782