
Facilitating Safe FFF 3D Printing: A Prototype Material Case Study

 , , , , and
, , , , and 
Abstract
:1. Introduction
1.1. Additive Manufacturing
- On-demand part manufacturing, with the potential to remove barriers posed by remote manufacturing and the delivery of parts, as well as the need to maintain a large inventory.
- Economical production of small batches.
- Individual customization of print objects and the uncomplicated redesign of parts.
- Small waste generation.
- Straightforward supply chains and a reduced need for tooling.
- The increased involvement of consumers in the manufacturing process, as 3D printing files can be distributed and will enable printing in non-professional settings.
1.2. Fused Filament Fabrication
1.2.1. The Emission Potential of the FFF Technique
1.2.2. Toxicity of the Emitted Particles
1.2.3. Novel FFF Materials
1.2.4. FFF and Microfluidics
1.3. Utility of a Production Goal-Based Assessment
2. Materials and Methods
2.1. Materials
2.2. Exposure Assessment Methodology
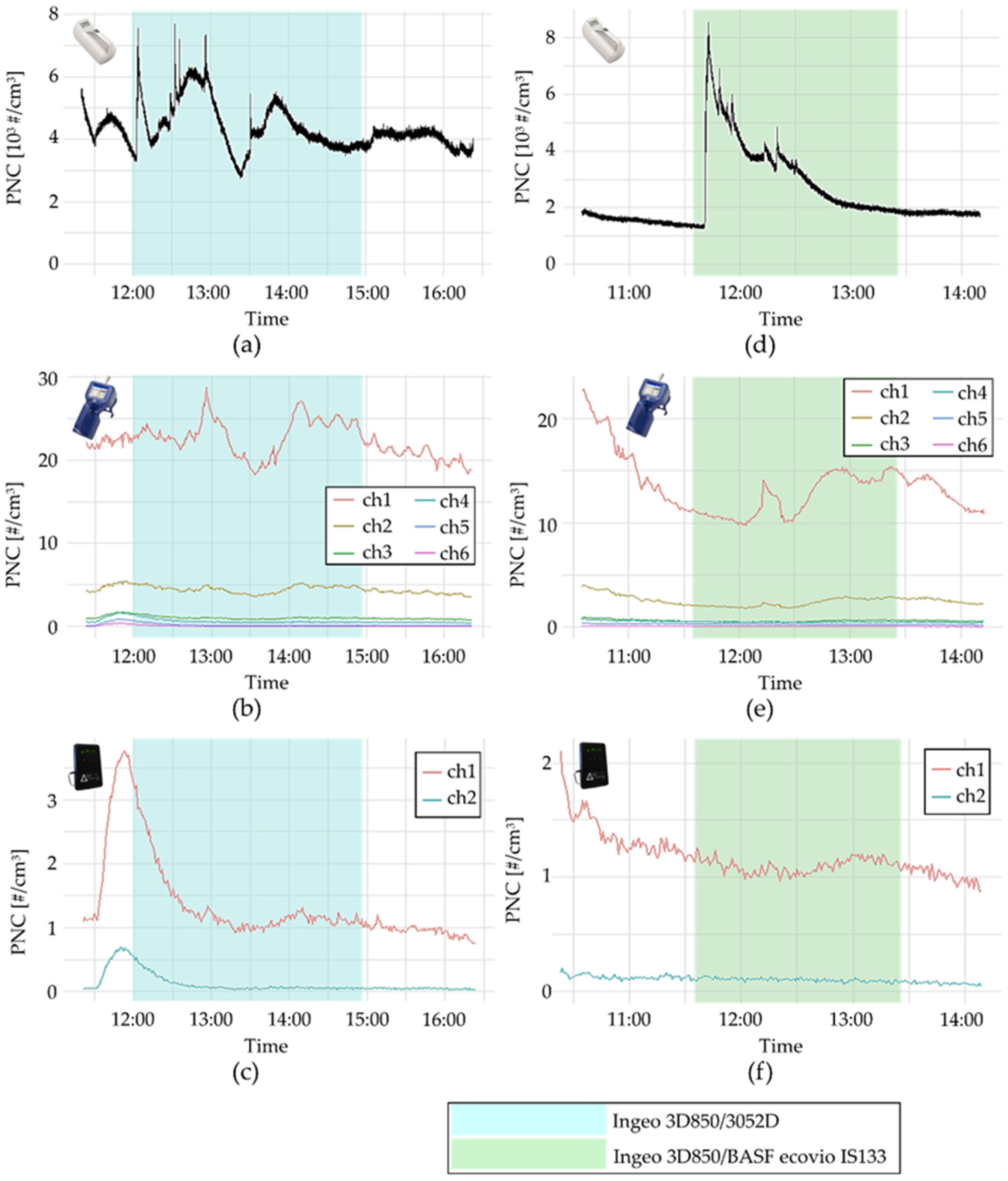
2.3. Instrument Selection and Characteristics
- Channel (ch) 1: 300 nm–400 nm
- Channel (ch) 2: 400 nm–500 nm
- Channel (ch) 3: 500 nm–600 nm
- Channel (ch) 4: 600 nm–1 μm
- Channel (ch) 5: 1 μm–2.5 μm
- Channel (ch) 6: 2.5 μm–25 μm
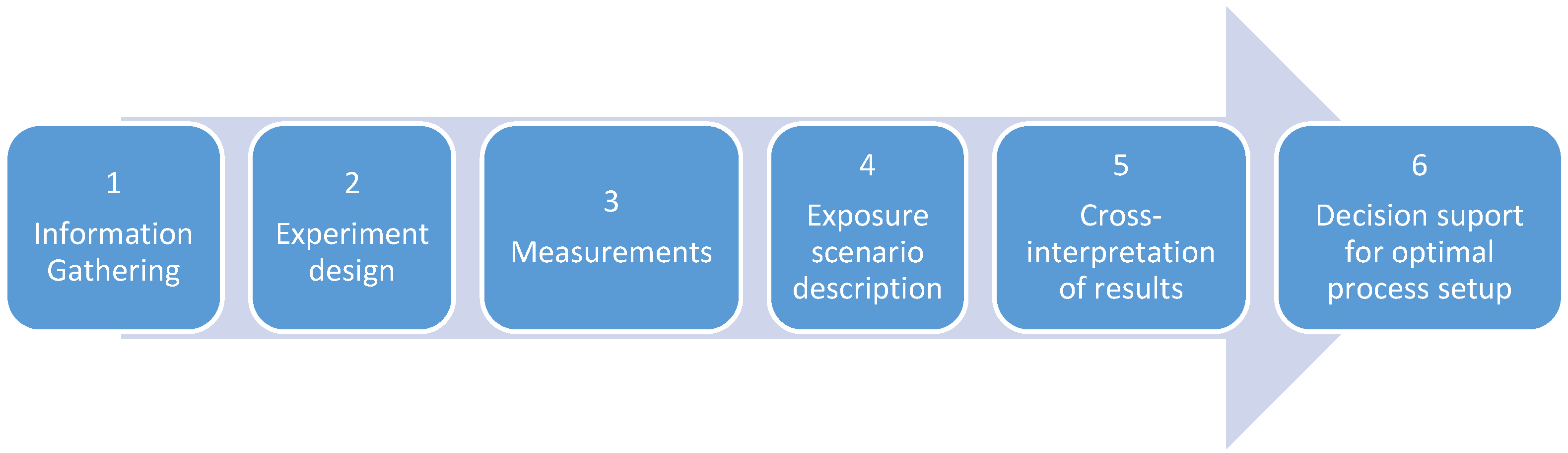
2.4. Information-Gathering
- Equipment used;
- Materials used;
- Description of work practices;
- Controls in place;
- Maintenance schedule;
- Potential incidental particle and VOC sources.
2.5. Hazard Identification
2.6. Measurement Campaign Design
2.6.1. Instrument Placement
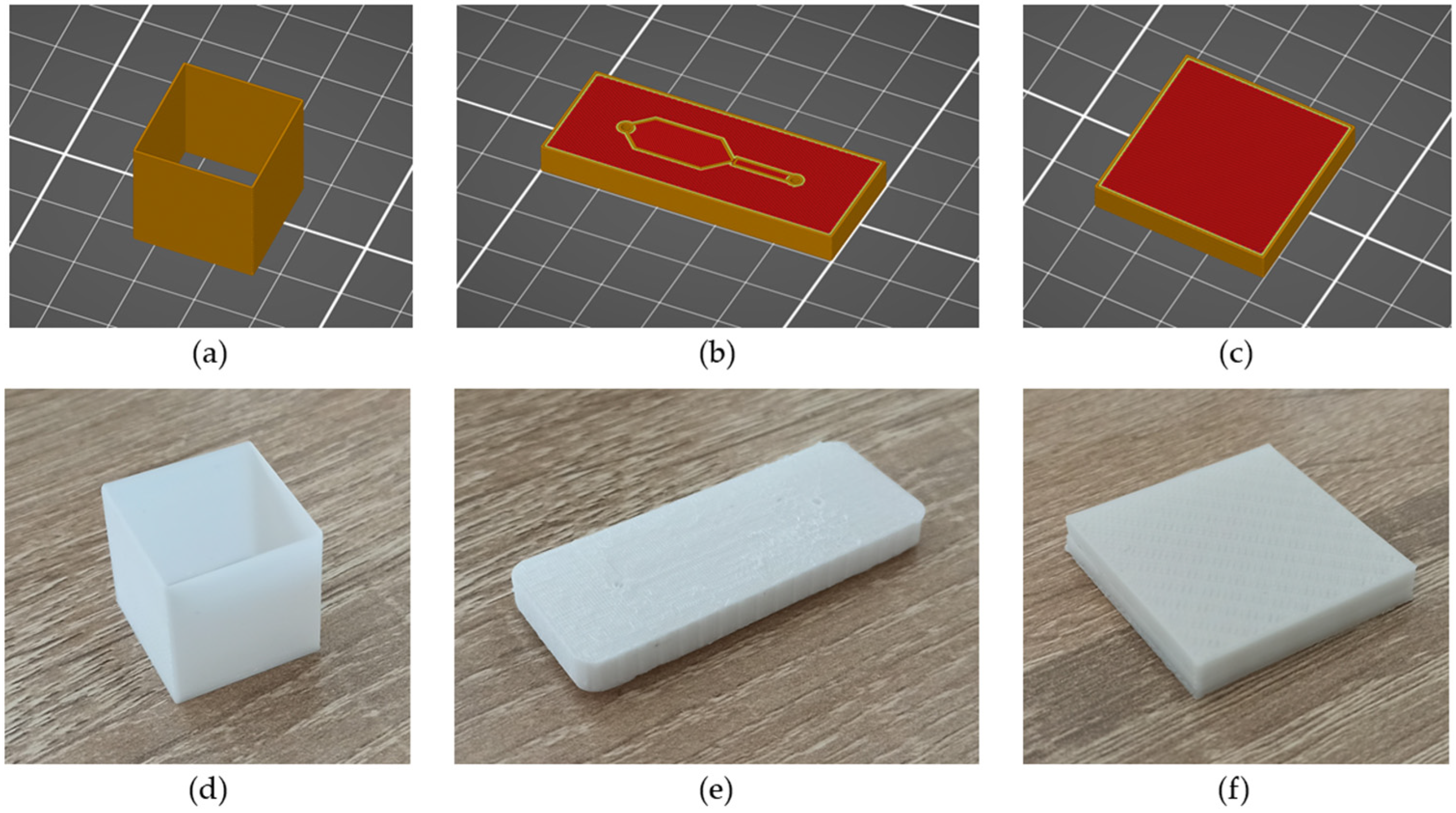
2.6.2. Print Object Shape and Print Settings
3. Results
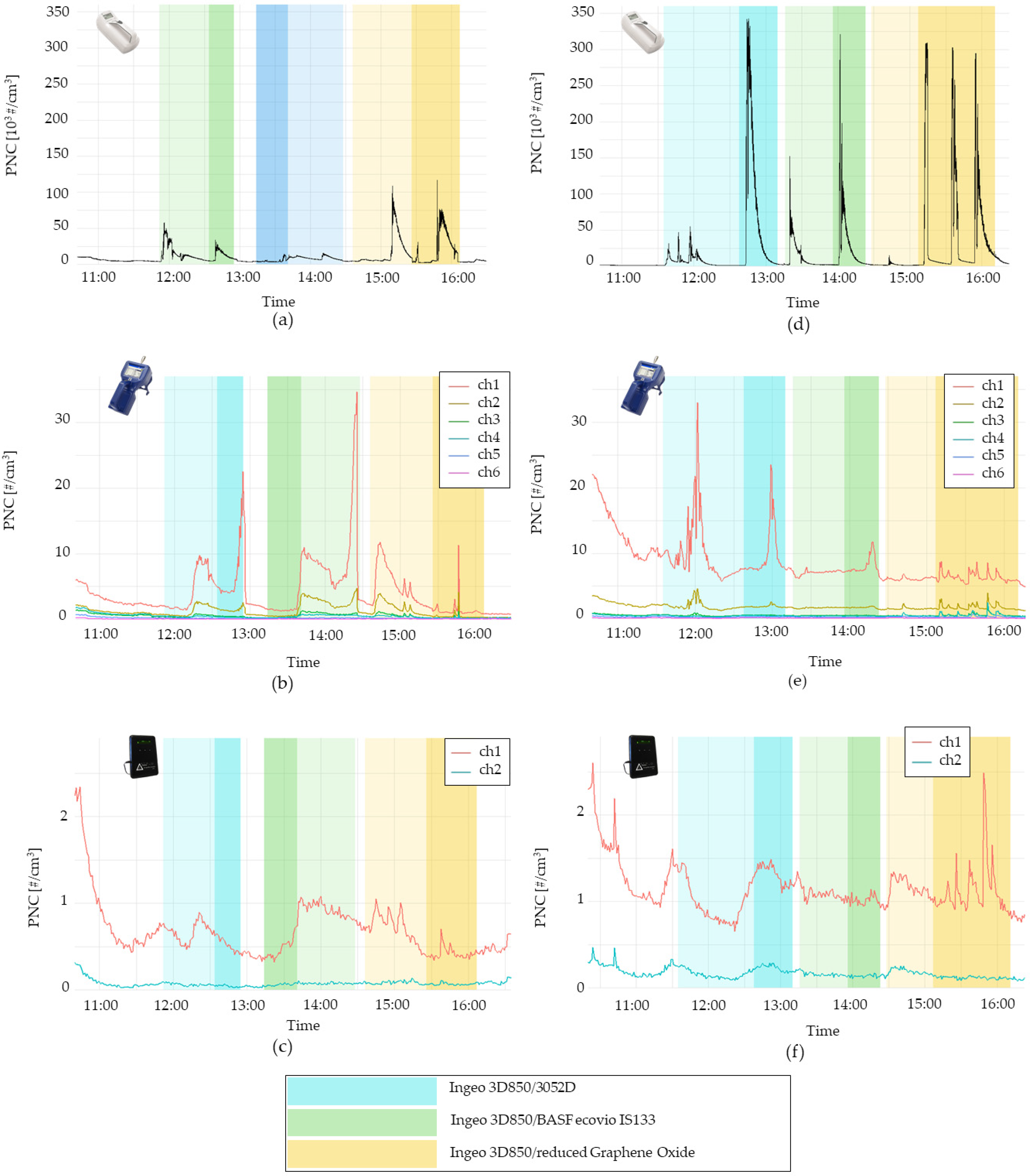
3.1. Measurements 1 and 2 (Impact of Temperature)
3.2. Measurement 3, 5 and 6 Results
3.2.1. Measurement 3 (Impact of Shape)
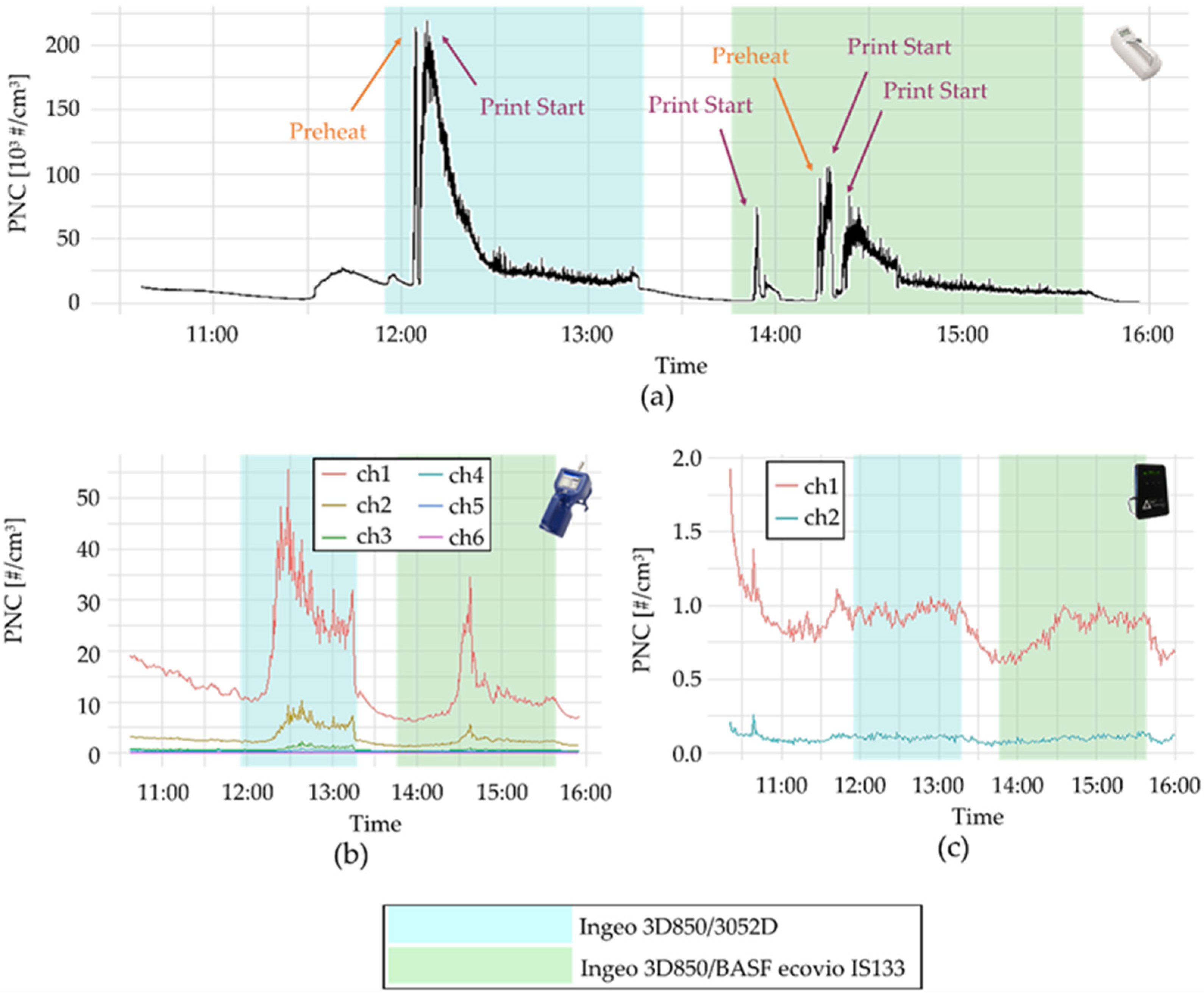
3.2.2. Measurements 5 and 6 (Operator Exposure)
3.3. Comparison with the Literature
3.4. Comparison with Exposure Limits
3.5. Exposure Scenarios
4. Discussion
- Lay out a methodology for a basic-level, but highly informative emission/exposure assessment without the use of instruments, which, although very accurate and producing detailed input, may be out of reach for a small-scale 3D printing workspace (e.g., SMPS, GCMS).
- Enable basic-level emission assessments without the need for additional installations and controlled chambers, utilizing printer enclosure features.
- Enable the identification of emission issues through the fewest possible experiments, requiring minimal interference and with normal productivity or process disruption.
- Provide an additional dimension of supporting data on the printability test workflow, which is a well-established and widely practiced methodology in most 3D printing workplaces.
- Minimize the material required, enabling comparative assessment of multiple filament feedstock samples and reducing time-investment requirements.
- Produce data that can be highly valuable in the setting-up of a safe production capacity in FFF 3D printing
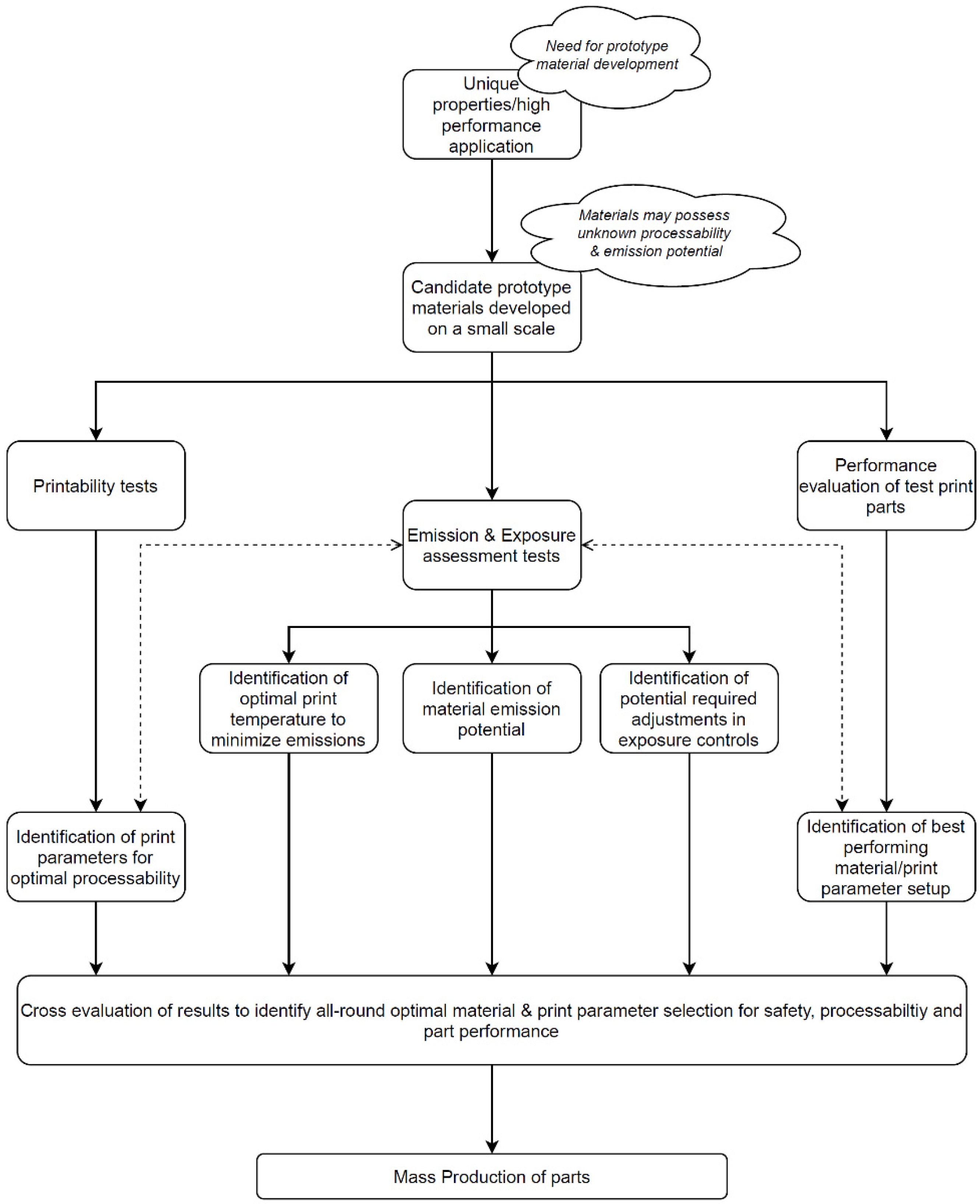
4.1. Suggesting a Methodology
- Perform emission assessment in print objects of low complexity (e.g., hollow cubes) to assess the different peak emission potential of the various candidate materials, as well as the impact of different temperatures on emission potential.
- Perform an emission assessment in the objects to be produced, or objects displaying similar structural properties, to assess if specific object qualities could lead to higher emissions.
- Perform cross-evaluation of emission assessment with printability test results, to assess if there is any agreement or compromise between properties/printability and reduced emission potential. Conclude with an optimal set of parameters.
- Use the optimal set of parameters to perform exposure assessment for prolonged prints of the structurally relevant objects, to assess the efficiency of controls, and evaluate potentially needed adjustments to work practices. Evaluation of the adequacy of controls and the performance of amendments if this is deemed necessary.
- Compile data generated from the printability assessment, material performance, and emission/exposure studies, to support the selection of all-around viable options in terms of material selection, print parameter definition, and work practice refinement.
4.2. Study Limitations and Potential for Refinement
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- ISO/ASTM 52900:2015; Additive Manufacturing—General Principles—Terminology. International Organization for Standardization: Geneva, Switzerland, 2015.
- Simons, M. Additive manufacturing—A revolution in progress? Insights from a multiple case study. Int. J. Adv. Manuf. Technol. 2018, 96, 735–749. [Google Scholar] [CrossRef]
- Masters, W.E. Computer Automated Manufacturing Process and System. U.S. Patent 4,665,492, 12 May 1987. [Google Scholar]
- Tofail, S.A.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Sreehitha, V. Impact of 3D printing in automotive industry. Int. J. Mech. Prod. Eng. 2017, 5, 91–94. [Google Scholar]
- Javaid, M.; Haleem, A. Additive manufacturing applications in medical cases: A literature based review. Alex. J. Med. 2018, 54, 411–422. [Google Scholar] [CrossRef] [Green Version]
- Singamneni, S.; Lv, Y.; Hewitt, A.; Chalk, R.; Thomas, W.; Jordison, D. Additive Manufacturing for the Aircraft Industry: A Review. J. Aeronaut. Aerosp. Eng. 2019, 8, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Q.; Zhang, F.; Medarametla, S.P.; Li, H.; Zhou, C.; Lin, D. 3D Printing of Graphene Aerogels. Small 2016, 12, 1702–1708. [Google Scholar] [CrossRef]
- Noor, N.; Shapira, A.; Edri, R.; Gal, I.; Wertheim, L.; Dvir, T. 3D Printing of Personalized Thick and Perfusable Cardiac Patches and Hearts. Adv. Sci. 2019, 6, 1900344. [Google Scholar] [CrossRef] [Green Version]
- Attaran, M. The rise of 3-D printing: The advantages of additive manufacturing over traditional manufacturing. Bus. Horiz. 2017, 60, 677–688. [Google Scholar] [CrossRef]
- Dombroski, C.E.; Balsdon, M.E.R.; Froats, A. The use of a low cost 3D scanning and printing tool in the manufacture of custom-made foot orthoses: A preliminary study. BMC Res. Notes 2014, 7, 443. [Google Scholar] [CrossRef] [Green Version]
- Xu, J.; Ding, L.; Love, P. Digital reproduction of historical building ornamental components: From 3D scanning to 3D printing. Autom. Constr. 2017, 76, 85–96. [Google Scholar] [CrossRef]
- Karayannis, P.; Petrakli, F.; Gkika, A.; Koumoulos, E.P. 3D-Printed Lab-on-a-Chip Diagnostic Systems-Developing a Safe-by-Design Manufacturing Approach. Micromachines 2019, 10, 825. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Schraufnagel, D.E. The health effects of ultrafine particles. Exp. Mol. Med. 2020, 52, 311–317. [Google Scholar] [CrossRef] [PubMed]
- Dobrzyńska, E.; Kondej, D.; Kowalska, J.; Szewczyńska, M. State of the art in additive manufacturing and its possible chemical and particle hazards—Review. Indoor Air 2021, 31, 1733–1758. [Google Scholar] [CrossRef] [PubMed]
- Wojtyła, S.; Klama, P.; Śpiewak, K.; Baran, T. 3D printer as a potential source of indoor air pollution. Int. J. Environ. Sci. Technol. 2019, 17, 207–218. [Google Scholar] [CrossRef]
- Stephens, B.; Azimi, P.; El Orch, Z.; Ramos, T. Ultrafine particle emissions from desktop 3D printers. Atmos. Environ. 2013, 79, 334–339. [Google Scholar] [CrossRef]
- Zhang, Q.; Pardo, M.; Rudich, Y.; Kaplan-Ashiri, I.; Wong, J.P.S.; Davis, A.Y.; Black, M.S.; Weber, R.J. Chemical Composition and Toxicity of Particles Emitted from a Consumer-Level 3D Printer Using Various Materials. Environ. Sci. Technol. 2019, 53, 12054–12061. [Google Scholar] [CrossRef] [Green Version]
- Jeon, H.; Park, J.; Kim, S.; Park, K.; Yoon, C. Effect of nozzle temperature on the emission rate of ultrafine particles during 3D printing. Indoor Air 2019, 30, 306–314. [Google Scholar] [CrossRef]
- Bernatikova, S.; Dudacek, A.; Prichystalova, R.; Klecka, V.; Kocurkova, L. Characterization of Ultrafine Particles and VOCs Emitted from a 3D Printer. Int. J. Environ. Res. Public Health 2021, 18, 929. [Google Scholar] [CrossRef]
- Dunn, K.L.; Hammond, D.; Lo, S. Three-dimensional printer emissions and employee exposures to ultrafine particles during the printing of thermoplastic filaments containing carbon nanotubes or carbon nanofibers. J. Nanoparticle Res. 2020, 22, 46. [Google Scholar] [CrossRef]
- Zhu, Q.; Yao, Q.; Liu, J.; Sun, J.; Wang, Q. Emissions from the fused filament fabrication 3D printing with lignocellulose/polylactic acid filament. BioResources 2020, 15, 7560–7572. [Google Scholar] [CrossRef]
- Alberts, E.; Ballentine, M.; Barnes, E.; Kennedy, A. Impact of metal additives on particle emission profiles from a fused filament fabrication 3D printer. Atmos. Environ. 2021, 244, 117956. [Google Scholar] [CrossRef]
- Katz, E.F.; Goetz, J.D.; Wang, C.; Hart, J.L.; Terranova, B.; Taheri, M.L.; Waring, M.S.; Decarlo, P.F. Chemical and Physical Characterization of 3D Printer Aerosol Emissions with and without a Filter Attachment. Environ. Sci. Technol. 2020, 54, 947–954. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Q.; Wong, J.P.S.; Davis, A.Y.; Black, M.S.; Weber, R.J. Characterization of particle emissions from consumer fused deposition modeling 3D printers. Aerosol Sci. Technol. 2017, 51, 1275–1286. [Google Scholar] [CrossRef] [Green Version]
- Ding, S.; Ng, B.F.; Shang, X.; Liu, H.; Lu, X.; Wan, M.P. The characteristics and formation mechanisms of emissions from thermal decomposition of 3D printer polymer filaments. Sci. Total Environ. 2019, 692, 984–994. [Google Scholar] [CrossRef]
- Farcas, M.T.; Stefaniak, A.B.; Knepp, A.K.; Bowers, L.; Mandler, W.K.; Kashon, M.; Jackson, S.R.; Stueckle, T.A.; Sisler, J.D.; Friend, S.A.; et al. Acrylonitrile butadiene styrene (ABS) and polycarbonate (PC) filaments three-dimensional (3-D) printer emissions-induced cell toxicity. Toxicol. Lett. 2019, 317, 1–12. [Google Scholar] [CrossRef]
- Farcas, M.T.; McKinney, W.; Qi, C.; Mandler, K.W.; Battelli, L.; Friend, S.A.; Stefaniak, A.B.; Jackson, M.; Orandle, M.; Winn, A.; et al. Pulmonary and systemic toxicity in rats following inhalation exposure of 3-D printer emissions from acrylonitrile butadiene styrene (ABS) filament. Inhal. Toxicol. 2020, 32, 403–418. [Google Scholar] [CrossRef]
- Stefaniak, A.; LeBouf, R.; Duling, M.; Yi, J.; Abukabda, A.; McBride, C.; Nurkiewicz, T. Inhalation exposure to three-dimensional printer emissions stimulates acute hypertension and microvascular dysfunction. Toxicol. Appl. Pharmacol. 2017, 335, 1–5. [Google Scholar] [CrossRef]
- Gümperlein, I.; Fischer, E.; Dietrich-Gümperlein, G.; Karrasch, S.; Nowak, D.; Jörres, R.A.; Schierl, R. Acute health effects of desktop 3D printing (fused deposition modeling) using acrylonitrile butadiene styrene and polylactic acid materials: An experimental exposure study in human volunteers. Indoor Air 2018, 28, 611–623. [Google Scholar] [CrossRef]
- Umans, J.G.; Levi, R. Nitric Oxide in the Regulation of Blood Flow and Arterial Pressure. Annu. Rev. Physiol. 1995, 57, 771–790. [Google Scholar] [CrossRef]
- Furchgott, R.F.; Zawadzki, J.V. The obligatory role of endothelial cells in the relaxation of arterial smooth muscle by acetylcholine. Nature 1980, 288, 373–376. [Google Scholar] [CrossRef]
- Chan, F.L.; House, R.; Kudla, I.; Lipszyc, J.C.; Rajaram, N.; Tarlo, S. Health survey of employees regularly using 3D printers. Occup. Med. 2018, 68, 211–214. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- House, R.; Rajaram, N.; Tarlo, S. Case report of asthma associated with 3D printing. Occup. Med. 2017, 67, 652–654. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ferreira, I.; Machado, M.; Alves, F.J.L.; Marques, A.T. A review on fibre reinforced composite printing via FFF. Rapid Prototyp. J. 2019, 25, 972–988. [Google Scholar] [CrossRef]
- Shalom, H.; Kapishnikov, S.; Brumfeld, V.; Naveh, N.; Tenne, R.; Lachman, N. Strong, tough and bio-degradable polymer-based 3D-ink for fused filament fabrication (FFF) using WS2 nanotubes. Sci. Rep. 2020, 10, 1–8. [Google Scholar] [CrossRef]
- Zhang, D.; Chi, B.; Li, B.; Gao, Z.; Du, Y.; Guo, J.; Wei, J. Fabrication of highly conductive graphene flexible circuits by 3D printing. Synth. Met. 2016, 217, 79–86. [Google Scholar] [CrossRef]
- Spinelli, G.; Kotsilkova, R.; Ivanov, E.; Petrova-Doycheva, I.; Menseidov, D.; Georgiev, V.; Di Maio, R.; Silvestre, C. Effects of Filament Extrusion, 3D Printing and Hot-Pressing on Electrical and Tensile Properties of Poly(Lactic) Acid Composites Filled with Carbon Nanotubes and Graphene. Nanomaterials 2019, 10, 35. [Google Scholar] [CrossRef] [Green Version]
- Love, L.J.; Kunc, V.; Rios, O.; Duty, C.E.; Elliott, A.M.; Post, B.K.; Smith, R.J.; Blue, C.A. The importance of carbon fiber to polymer additive manufacturing. J. Mater. Res. 2014, 29, 1893–1898. [Google Scholar] [CrossRef] [Green Version]
- LW-PLA BLACK. Available online: https://colorfabb.com/lw-pla-black (accessed on 20 July 2021).
- Tothill, A.M.; Partridge, M.; James, S.W.; Tatam, R. Fabrication and ptimization of a fused filament 3D-printed microfluidic platform. J. Micromech. Microeng. 2017, 27, 035018. [Google Scholar] [CrossRef] [Green Version]
- Pranzo, D.; Larizza, P.; Filippini, D.; Percoco, G. Extrusion-Based 3D Printing of Microfluidic Devices for Chemical and Biomedical Applications: A Topical Review. Micromachines 2018, 9, 374. [Google Scholar] [CrossRef] [Green Version]
- Kotz, F.; Mader, M.; Dellen, N.; Risch, P.; Kick, A.; Helmer, D.; Rapp, B.E. Fused Deposition Modeling of Microfluidic Chips in Polymethylmethacrylate. Micromachines 2020, 11, 873. [Google Scholar] [CrossRef]
- Morgan, A.J.L.; Jose, L.H.S.; Jamieson, W.; Wymant, J.M.; Song, B.; Stephens, P.; Barrow, D.A.; Castell, O. Simple and Versatile 3D Printed Microfluidics Using Fused Filament Fabrication. PLoS ONE 2016, 11, e0152023. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- M3DloC—Additive Manufacturing of 3D Microfluidic MEMS for Lab-on-a-Chip Applications. Available online: https://www.m3dloc.net/ (accessed on 15 June 2021).
- Gomez, J.; Villaro, E.; Navas, A.; Recio, I. Testing the influence of the temperature, RH and filler type and content on the universal power law for new reduced graphene oxide TPU composites. Mater. Res. Express 2017, 4, 105020. [Google Scholar] [CrossRef] [Green Version]
- Hummers, W.S., Jr.; Offeman, R.E. Preparation of Graphitic Oxide. J. Am. Chem. Soc. 1958, 80, 1339. [Google Scholar] [CrossRef]
- Maddalena, L.; Gomez, J.; Fina, A.; Carosio, F. Effects of graphite oxide nanoparticle size on the functional properties of layer-by-layer coated flexible foams Nanomaterials. Nanomaterials 2021, 11, 266. [Google Scholar] [CrossRef]
- ANSI/CAN/UL 2904; Standard Method for Testing and Assessing Particle and Chemical Emissions from 3D Printers. UL; LLC: Northbrook, IL, USA, 2019.
- ISO/ASTM CD 52932; Additive Manufacturing—Environmental Health and Safety—Standard Test Method for Determination of Particle Emission Rates from Desktop 3D Printers Using Material Extrusion. International Organization for Standardization: Geneva, Switzerland, 2015.
- OECD-ENV/JM/MONO(2015)19; Harmonized Tiered Approach to Measure and Assess the Potential Exposure to Airborne Emissions of Engineered Nano-Objects and Their Agglomerates and Aggregates at Workplaces; Series on the Safety of Manufactured Nanomaterials No. 55. OECD Environment Directorate, Environment, Health and Safety Division: Paris, France.
- Concentration Particle Counter 3007|TSI. Available online: https://www.tsi.com/condensation-particle-counter-3007/ (accessed on 10 June 2021).
- Aerotrak Handheld Particle Counter|TSI. Available online: https://www.tsi.com/aerotrak-handheld-particle-counter-9306/ (accessed on 10 June 2021).
- DC1700-PM PM2.5/PM10 AQM. Available online: http://www.dylosproducts.com/dcpmaqm.html (accessed on 10 June 2021).
- Handheld VOC Gas Detector. Available online: https://www.ionscience.com/products/tiger-handheld-voc-detector/ (accessed on 10 June 2021).
- RAE Systems. The PID Handbook Theory and Applications of Direct-Reading Photoionization Detectors (PIDs), 3rd ed.; RAE Systems Inc.: San Jose, CA, USA, 2013. [Google Scholar]
- Laboratory Evaluation Dylos-DC1700 PM Sensor, AQ-SPEC Air Quality Sensor Performance Evaluation Center. Available online: http://www.aqmd.gov/docs/default-source/aq-spec/laboratory-evaluations/dylos---lab-evaluation.pdf?sfvrsn=2 (accessed on 10 June 2021).
- Park, H.-Y.; Gilbreath, S.; Barakatt, E. Respiratory outcomes of ultrafine particulate matter (UFPM) as a surrogate measure of near-roadway exposures among bicyclists. Environ. Health 2017, 16, 6. [Google Scholar] [CrossRef] [Green Version]
- Urban Air Quality Monitoring: Number-and Mass-Based Solutions from TSI Application Note ENV-002 (US). Available online: https://tsi.com/getmedia/f1da0f65-4d63-46d6-8caa-5f8a5969b8aa/Application-Note-ENV-002-(US)-Rev-A_Web_2 (accessed on 18 August 2021).
- Kim, Y.; Yoon, C.; Ham, S.; Park, J.; Kim, S.; Kwon, O.; Tsai, P.-J. Emissions of Nanoparticles and Gaseous Material from 3D Printer Operation. Environ. Sci. Technol. 2015, 49, 12044–12053. [Google Scholar] [CrossRef]
- Large Format 3D Printer Raise3d Pro2 Plus. Available online: https://www.raise3d.com/products/pro2-plus-3d-printer/ (accessed on 3 August 2021).
- Stefaniak, A.B.; Bowers, L.N.; Knepp, A.K.; Virji, M.A.; Birch, E.M.; Ham, J.E.; Wells, J.R.; Qi, C.; Schwegler-Berry, D.; Friend, S.; et al. Three-dimensional printing with nano-enabled filaments releases polymer particles containing carbon nanotubes into air. Indoor Air 2018, 28, 840–851. [Google Scholar] [CrossRef]
- Graphene Enhanced PLA Filament. Available online: http://3dfilaprint.com/msds-for-haydale-graphene-enhanced-pla-filament/ (accessed on 1 August 2021).
- Davis, A.; Black, M.; Zhang, Q.; Wong, J.P.S.; Weber, R. Fine Particulate and Chemical Emissions from Desktop 3D Printers. In NIP & Digital Fabrication Conference; Society for Imaging Science and Technology: Virginia, VA, USA, 2016; pp. 121–123. [Google Scholar]
- Steinle, P. Characterization of emissions from a desktop 3D printer and indoor air measurements in office settings. J. Occup. Environ. Hyg. 2016, 13, 121–132. [Google Scholar] [CrossRef]
- Zontek, T.L.; Ogle, B.R.; Jankovic, J.T.; Hollenbeck, S.M. An exposure assessment of desktop 3D printing. ACS Chem. Health Saf. 2017, 24, 15–25. [Google Scholar] [CrossRef] [Green Version]
- Deng, Y.; Cao, S.-J.; Chen, A.; Guo, Y. The impact of manufacturing parameters on submicron particle emissions from a desktop 3D printer in the perspective of emission reduction. Build. Environ. 2016, 104, 311–319. [Google Scholar] [CrossRef]
- Pal, N.; Banerjee, S.; Roy, P.; Pal, K. Reduced graphene oxide and PEG-grafted TEMPO-oxidized cellulose nanocrystal reinforced poly-lactic acid nanocomposite film for biomedical application. Mater. Sci. Eng. C 2019, 104, 109956. [Google Scholar] [CrossRef] [PubMed]
- ICRP. Human Respiratory Tract Model for Radiological Protection; ICRP Publication 66. Ann.; ICRP: Stockholm, Sweden, 1994; Volume 24, pp. 1–3. [Google Scholar]
- Mendes, L.; Kangas, A.; Kukko, K.; Mølgaard, B.; Säämänen, A.; Kanerva, T.; Ituarte, I.F.; Huhtiniemi, M.; Stockmann-Juvala, H.; Partanen, J.; et al. Characterization of Emissions from a Desktop 3D Printer. J. Ind. Ecol. 2017, 21, 94–106. [Google Scholar] [CrossRef]
- Hendrikx, B.; Van Broekhuizen, P. Nano reference values in the Netherlands. Gefahrst. Reinhalt. Luft. 2013, 73, 407–414. [Google Scholar]
- Quang, T.N.; He, C.; Morawska, L.; Knibbs, L. Influence of ventilation and filtration on indoor particle concentrations in urban office buildings. Atmos. Environ. 2013, 79, 41–52. [Google Scholar] [CrossRef] [Green Version]
- D’Alicandro, A.C.; Mauro, A. Effects of operating room layout and ventilation system on ultrafine particle transport and deposition. Atmos. Environ. 2021, 270, 118901. [Google Scholar] [CrossRef]
- MacCuspie, R.I.; Hill, W.C.; Hall, D.R.; Korchevskiy, A.; Strode, C.D.; Kennedy, A.J.; Ballentine, M.L.; Rycroft, T.; Hull, M.S. Prevention through design: Insights from computational fluid dynamics modeling to predict exposure to ultrafine particles from 3D printing. J. Toxicol. Environ. Health Part A 2021, 84, 458–474. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Name | Composition | Type of Material | Quantity of Filament |
|---|---|---|---|
| Ingeo 3D850/3052D | 4:1 blend (20 wt %) | PLA/PLA | 8 m |
| Ingeo 3D850/BASF ecovio IS1335 | 4:1 blend (20 wt %) | PLA/PBAT/inorganic filler | 8 m |
| Ingeo 3D850/reduced graphene oxide (rGO) | 0.05 wt % rGO | PLA/reduced graphene oxide | 8 m |
| Basic Exposure-Related Information | ||
|---|---|---|
| Process | Fused filament fabrication 3D printing | |
| Release/exposure expected | Emission of particles (ultrafine and microscale) and VOCs due to partial decomposition and the thermal degradation of polymer filament. | |
| Workroom characteristics | Volume: ≈45 m3 Air conditioning in function during the whole workday Temperature: 24 °C–30 °C Relative Humidity: 43–48% | |
| Secondary processes conducted within the workroom | Office work supportive to the printer (e.g., STL file preparation, print video capture), print post-processing (e.g., support removal), print test result evaluation. | |
| Materials used | Ingeo 3D850/3052D—8 m of filament Ingeo 3D850/BASF ecovio IS133—8 m of filament Ingeo 3D850/reduced Graphene Oxide(rGO)—8 m of filament | |
| Process automation | Manual process initiation (print start) and finish (print removal); printing itself requires only progress monitoring. Manual stop and object removal in the case of critical defects. | |
| Process containment | Printer (Raise3D Pro2 Plus 3D [61]) is fully enclosed while operating. Specific process sub-phases require short-term enclosure disruption. | |
| Process duration | Full 8 h workday. Long prints may continue overnight, being monitored remotely. | |
| Employees associated with the process | 2 employees are directly involved (applicable for exposure scenarios 1–5—see Section 3.5) and 2 employees are indirectly involved (applicable for exposure scenarios 3–5—see Section 3.5). | |
| Work patterns | Specific print phases or maintenance, repair, and process optimization activities require employees to work in close proximity to the printer, and with the main exposure control (printer enclosure) disabled. | |
| Maintenance schedule | Cleaning of the printer bed every day, removal of filament waste after every print, regular hot-end replacement, regular HEPA (high-efficiency particulate absorbing filter) filter replacement (printer outflow and air purifier). | |
| Primary particle emission source | Main 3D printing process | |
| Incidental particle emission sources | No other instruments that can lead to particle generation are used within the specific workroom during print operations. No apparent sources of significant incidental ultrafine particle emissions. General workplace dust particles may be present. Disturbance of settled/deposited particles on work surfaces may occur (e.g., due to air conditioning airflow). | |
| Primary VOC emission source | Main 3D printing process | |
| Incidental VOC emission sources | Print bed adhesion sprays, print object coloring sprays | |
| Current controls applied | General Ventilation, Mechanical ventilation, HEPA filter in printer enclosure exhaust, Air purifier equipped with HEPA filter, filtering facepiece respirators (FFP3) masks available in the workplace. | |
| Parameter | Measurement 1 | Measurement 2 | Measurement 3 | Measurement 4 | Measurement 5 | Measurement 6 |
|---|---|---|---|---|---|---|
| Instrument setup | Setup I. Emission source and far field | Setup I. Emission source and far field | Setup I. Emission source and far field | Setup II. Breathing Zone | Setup II. Breathing Zone | Setup II. Breathing Zone |
| Nozzle diameter | 0.4 mm | 0.4 mm | 0.2 mm | 0.4 mm | 0.2 mm | 0.2 mm |
| Print object | Type A | Type A | Type B | Type C | Type B | Type B |
| Controls Active | All controls | All controls | All controls | All controls | All controls | All controls |
| Materials tested | Ingeo 3D850/3052DIngeo 3D850/BASF ecovio IS133 Ingeo 3D850/reduced Graphene Oxide(rGO) | Ingeo 3D850/3052DIngeo 3D850/BASF ecovio IS133 Ingeo 3D850/reduced Graphene Oxide(rGO) | Ingeo 3D850/3052DIngeo 3D850/BASF ecovio IS133 | Ingeo 3D850/3052DIngeo 3D850/BASF ecovio IS133 Ingeo 3D850/reduced Graphene Oxide(rGO) | Ingeo 3D850/3052D | Ingeo 3D850/BASF ecovio IS133 |
| Print nozzle temperature | 215 °C 225 °C | 205 °C 235 °C | 215 °C | 215 °C | 215 °CC | 215 °CC |
| Objective | Determine the comparative particle emission potential of the 3 filament materials at temperatures close to the optimal | Determine the comparative particle emission potential of the 3 filament materials at temperatures farther from the optimal (higher and lower) | Determine the particle emission potential when printing objects relevant to microfluidics and comparison to test objects | Determine the comparative TVOC emission potential of the 3 filament materials | Determine the employee airborne particle exposure magnitude and control efficiency, compared to Measurement 3, for Ingeo 3D850/3052D | Determine the employee airborne particle exposure magnitude and control efficiency, compared to Measurement 3, for Ingeo 3D850/BASF ecovio IS133 |
| Material | Temperature | Max. Peak conc. Value (UFPs) × 103 #/cm3 | Process Phase (Time) | Max. Peak conc. Value (300–400 nm) #/cm3 | Process Phase (Time) |
|---|---|---|---|---|---|
| Ingeo 3D850/3052D | 205 | 47.4 | Print Start (11:58) | 33 | Print Start (12:00) |
| 215 | 58 | Preheat (11:55) | 9.8 | During printing (12:17) | |
| 225 | 31.3 | Print Start (12:37) | 22.5 | Print End (12:55) | |
| 235 | 343 | Print Start (12:43) | 23.5 | Print End (12:59) | |
| Ingeo 3D850/BASF ecovio IS1335 | 205 | 152 | Filament Loading (13:19) | 79.1 | Preheat (13:26) |
| 215 | 15.9 | Print Start (14:07) | 34.7 | Print End (14:25) | |
| 225 | 14.3 | During printing (13:35) | 11 | Filament Unloading (13:41) | |
| 235 | 321 | Print Start (14:00) | 11.7 | Print End (14:18) | |
| Ingeo 3D850/reduced Graphene Oxide (rGO) | 205 | 15.3 | Print Start (14:41) | 6.9 | Print Start (14:41) |
| 215 | 109 | Print Start (15:07) | 11.7 | Preheat (14:38) | |
| 225 | 113 | Preheat (15:47) | 11.3 | Preheat (15:45) | |
| 235 | 308 | Print Start (15:11) | 8.8 | Print Start (15:11) |
| Material | Instrument Placement | Max. Peak conc. Value (UFPs) × 103 #/cm3 | Process Phase | Max. Peak conc. Value (300–400 nm) #/cm3 | Process Phase |
|---|---|---|---|---|---|
| Ingeo 3D850/3052D | Source | 219 | Preheat/Print Start | 55.7 | During Printing |
| Breathing Zone | 7.66 | Preheat | 28.8 | Print Start | |
| Ingeo 3D850/BASF ecovio IS1335 | Source | 106 | Print Start | 34.5 | During Printing |
| Breathing Zone | 8.56 | Print Start | 15.3 | During Printing |
| Scenario No. | Scenario Description | Exposure duration and Pattern | Applicable Controls | Comments |
|---|---|---|---|---|
| 1 | Employee performing printer and office work within the printing room for the whole duration of the working day. | Employee exposed to workplace concentrations for an 8h shift. | Administrative controls, shift optimization, minimization of employee presence during print operations. | Exposure to both peaks and sustained workroom concentration. Can be easily mitigated through proper risk awareness and administrative controls. |
| 2 | Employee controlling the printer during crucial print stages (print failure removal, process inspection, and monitoring) but not present during the whole print operation. | Employee potentially repeatedly exposed to high concentration peaks for short timeframes. | Ventilation, personal protective equipment, remote monitoring. | Employee presence and interference with the printer is needed for specific processes and tests, so many administrative controls are inapplicable. |
| 3 | Employee regularly checking print status but not present during the whole print operation. | If print proceeds successfully, very short exposure time. In case of failure, see scenario 2. | Ventilation, personal protective equipment (in case of peak stage entry). | Can be eliminated as a need with remote monitoring. |
| 4 | Printer Cleaning and maintenance. | If performed during an inappropriate print phase (e.g., high emission event), it can lead to high exposure. | Administrative controls, ventilation, personal protective equipment. | Proper scheduling of cleaning activities can remove exposure risk. |
| 5 | Employee enters workspace after print completion (e.g., long “overnight” prints). | Particle decay and removal is expected to lead to negligible exposure levels, provided that a level of ventilation remains in place. | Additional controls not needed. | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karayannis, P.; Saliakas, S.; Kokkinopoulos, I.; Damilos, S.; Koumoulos, E.P.; Gkartzou, E.; Gomez, J.; Charitidis, C. Facilitating Safe FFF 3D Printing: A Prototype Material Case Study. Sustainability 2022, 14, 3046. https://doi.org/10.3390/su14053046
Karayannis P, Saliakas S, Kokkinopoulos I, Damilos S, Koumoulos EP, Gkartzou E, Gomez J, Charitidis C. Facilitating Safe FFF 3D Printing: A Prototype Material Case Study. Sustainability. 2022; 14(5):3046. https://doi.org/10.3390/su14053046
Chicago/Turabian StyleKarayannis, Panagiotis, Stratos Saliakas, Ioannis Kokkinopoulos, Spyridon Damilos, Elias P. Koumoulos, Eleni Gkartzou, Julio Gomez, and Constantinos Charitidis. 2022. "Facilitating Safe FFF 3D Printing: A Prototype Material Case Study" Sustainability 14, no. 5: 3046. https://doi.org/10.3390/su14053046