
Impact of Titanium Addition on Microstructure, Corrosion Resistance, and Hardness of As-Cast Al+6%Li Alloy
 ,
,  , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Microstructure
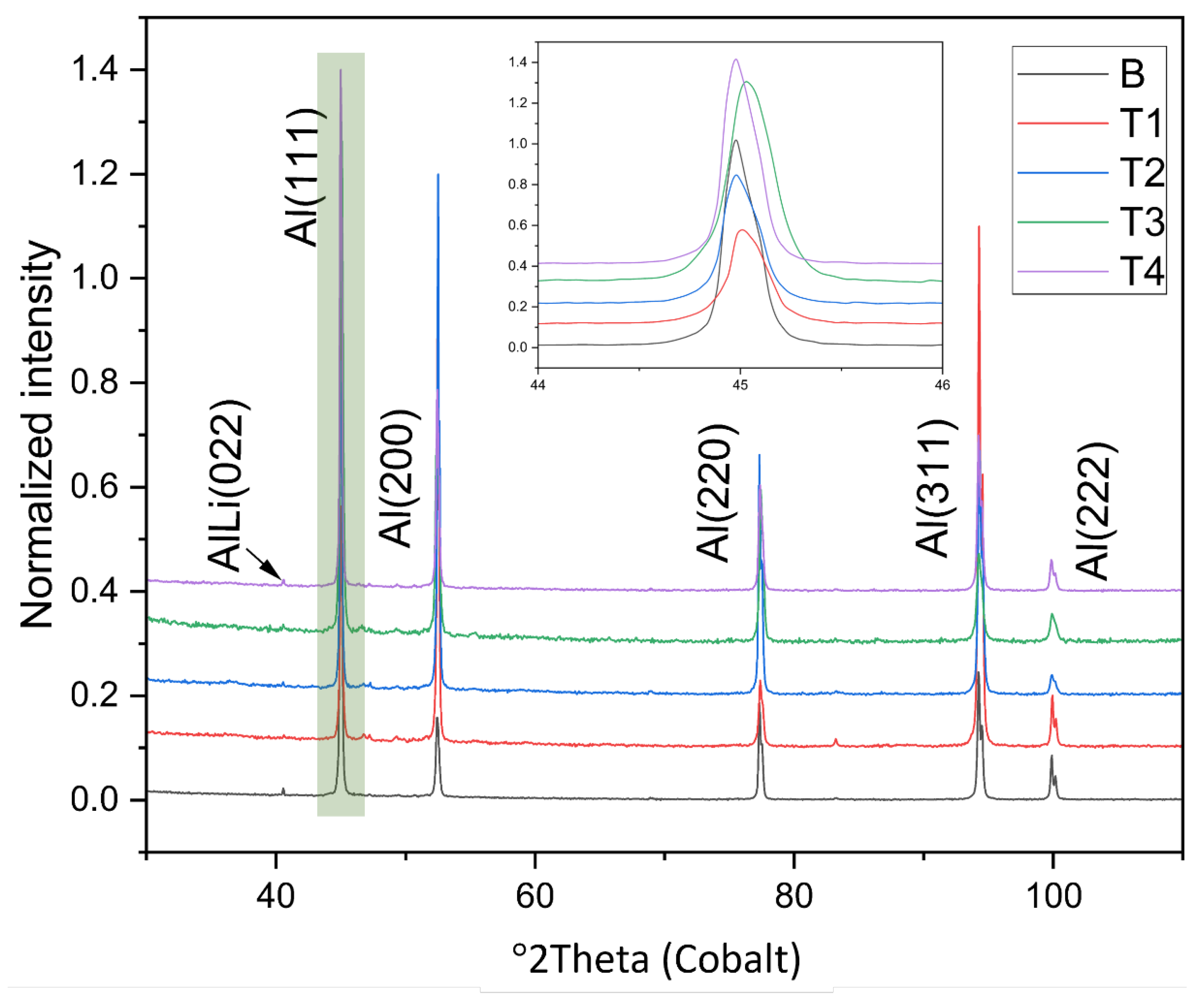
3.2. X-ray Diffraction (XRD)
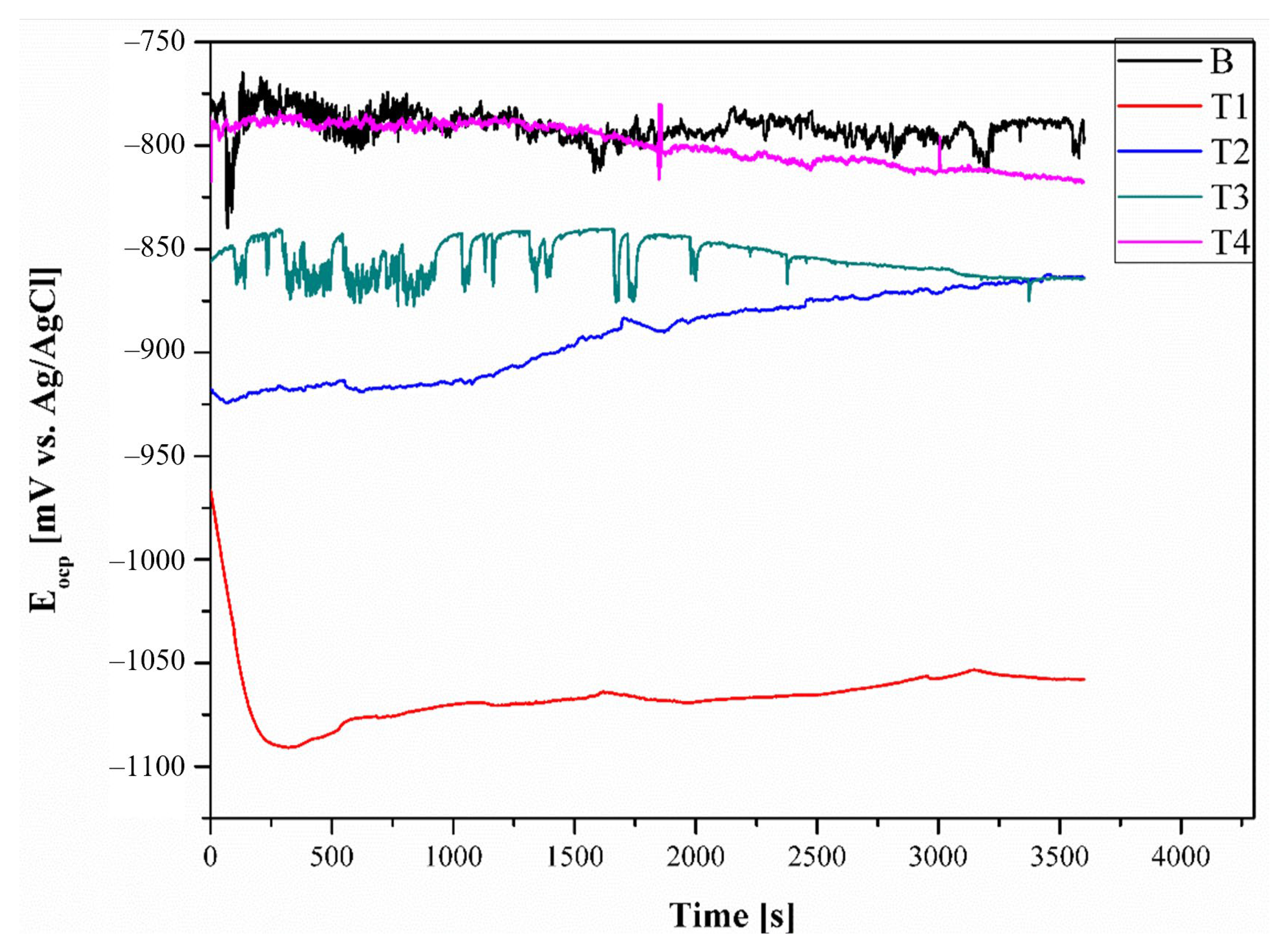
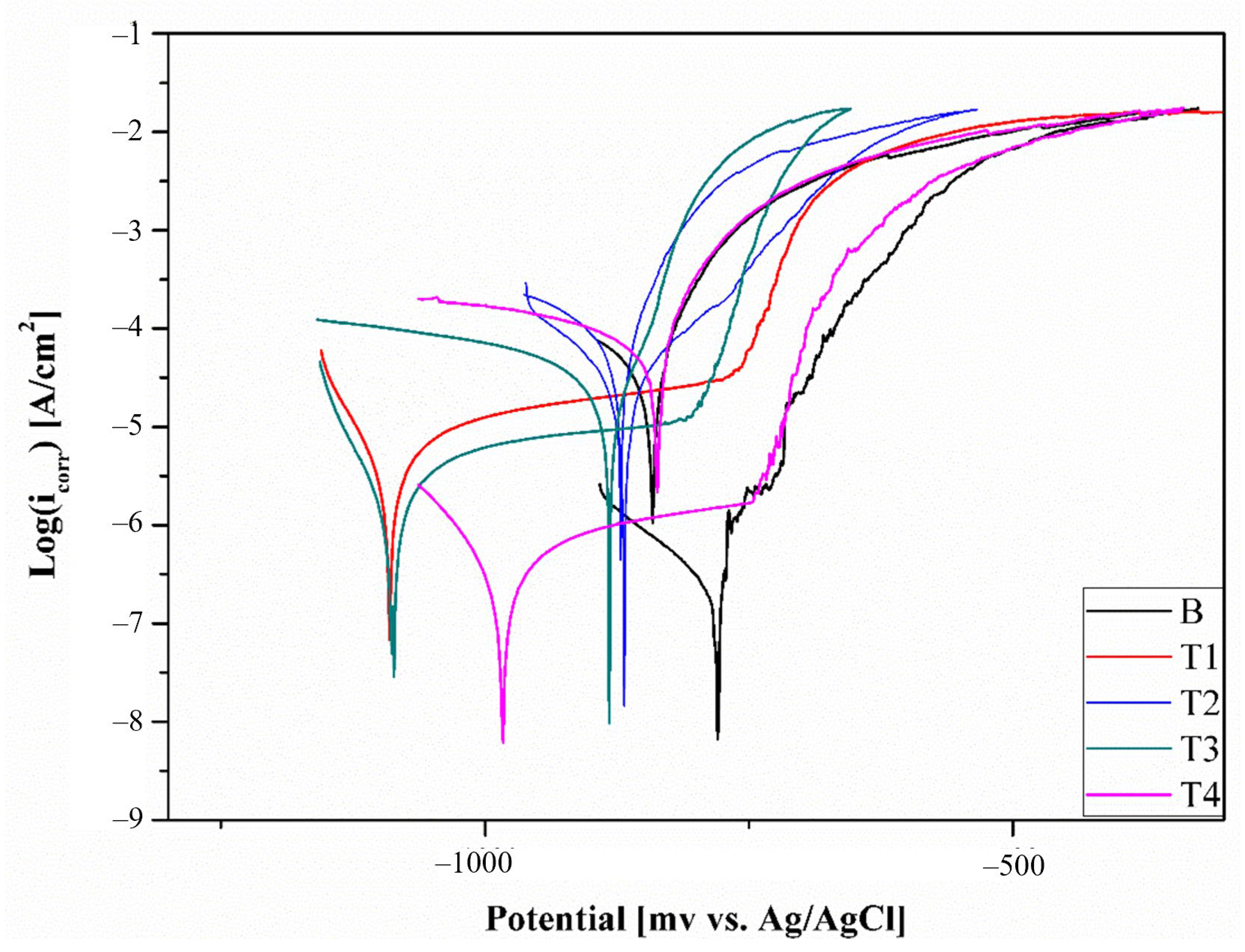
3.3. Corrosion Resistance Tests
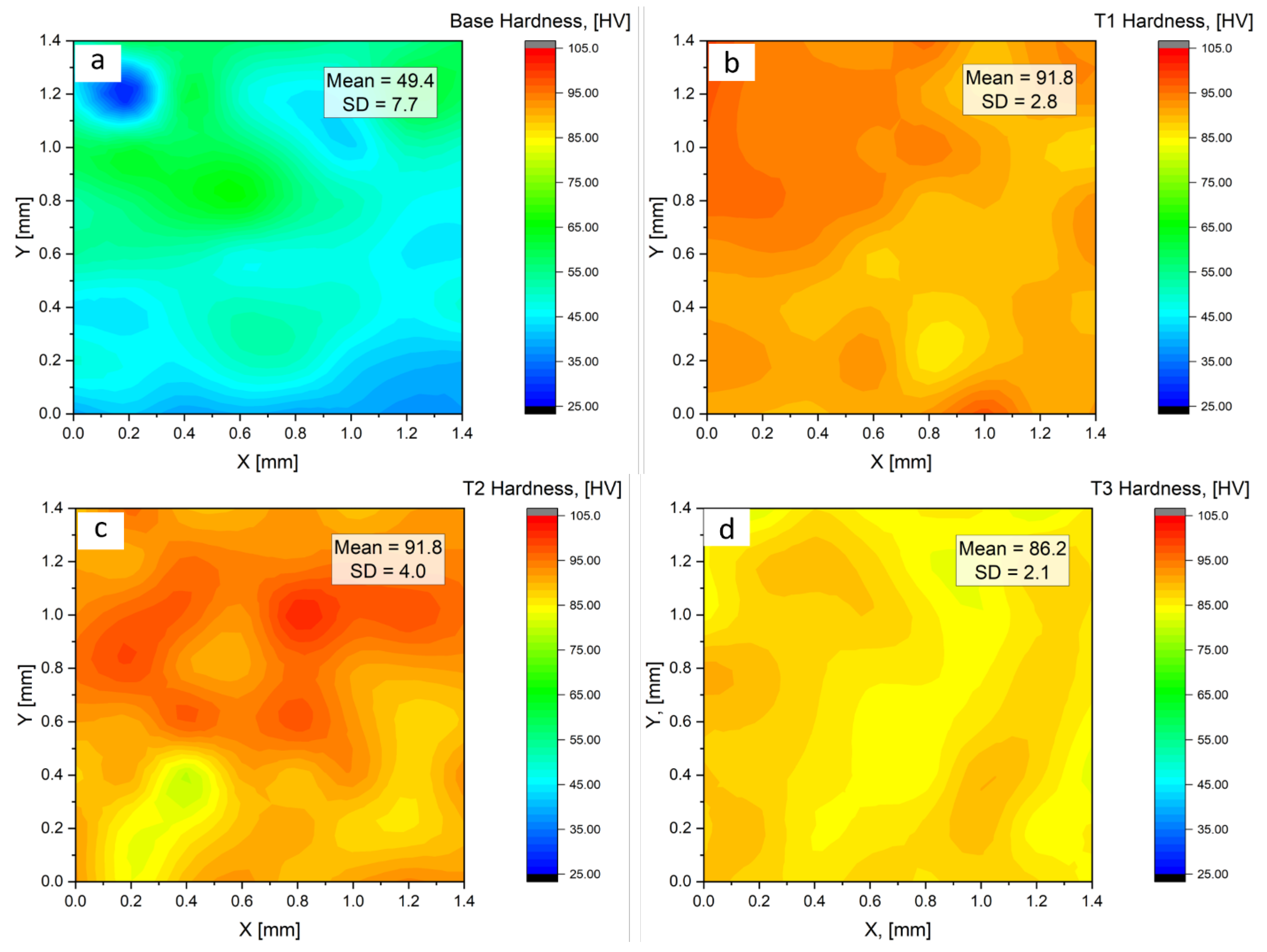
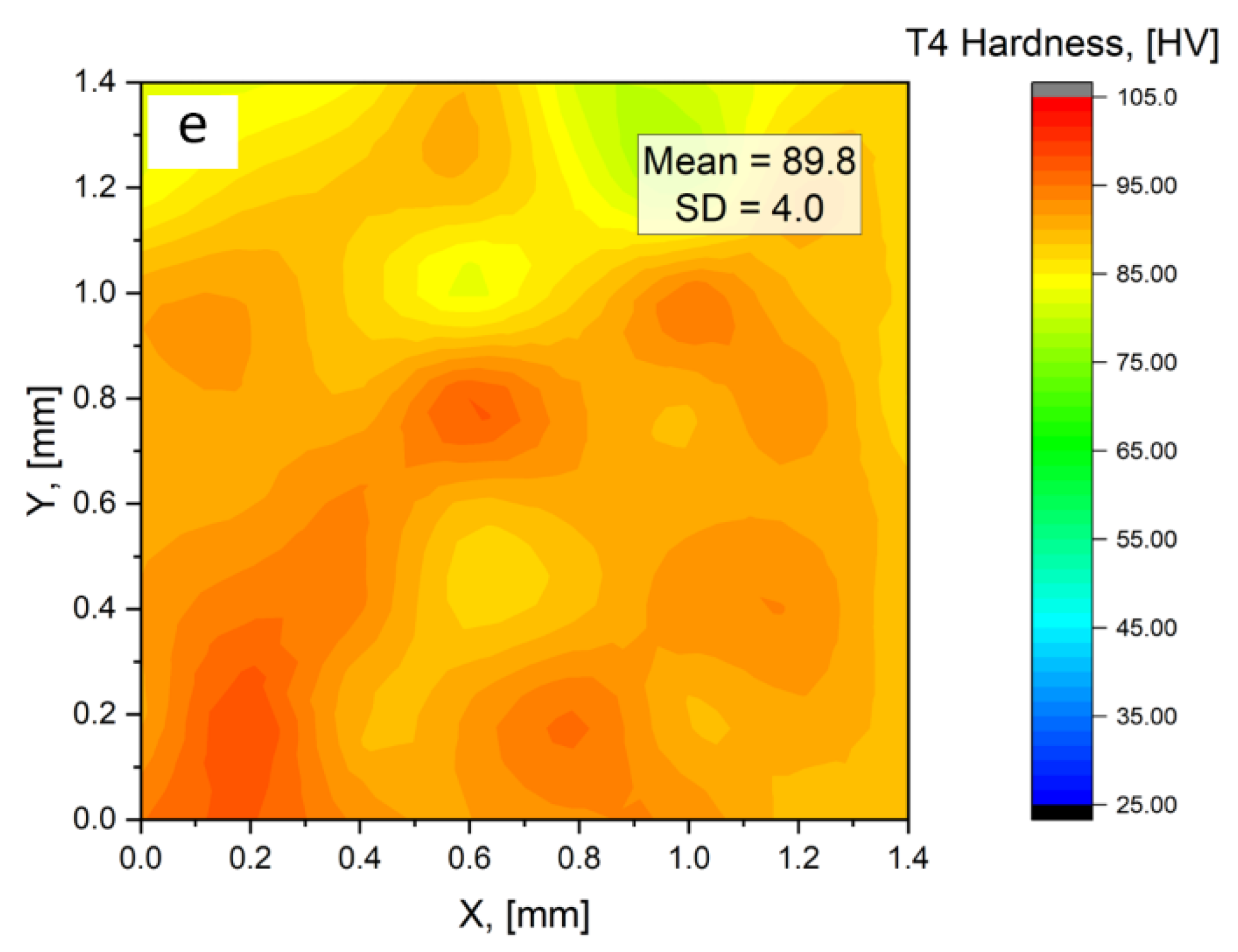
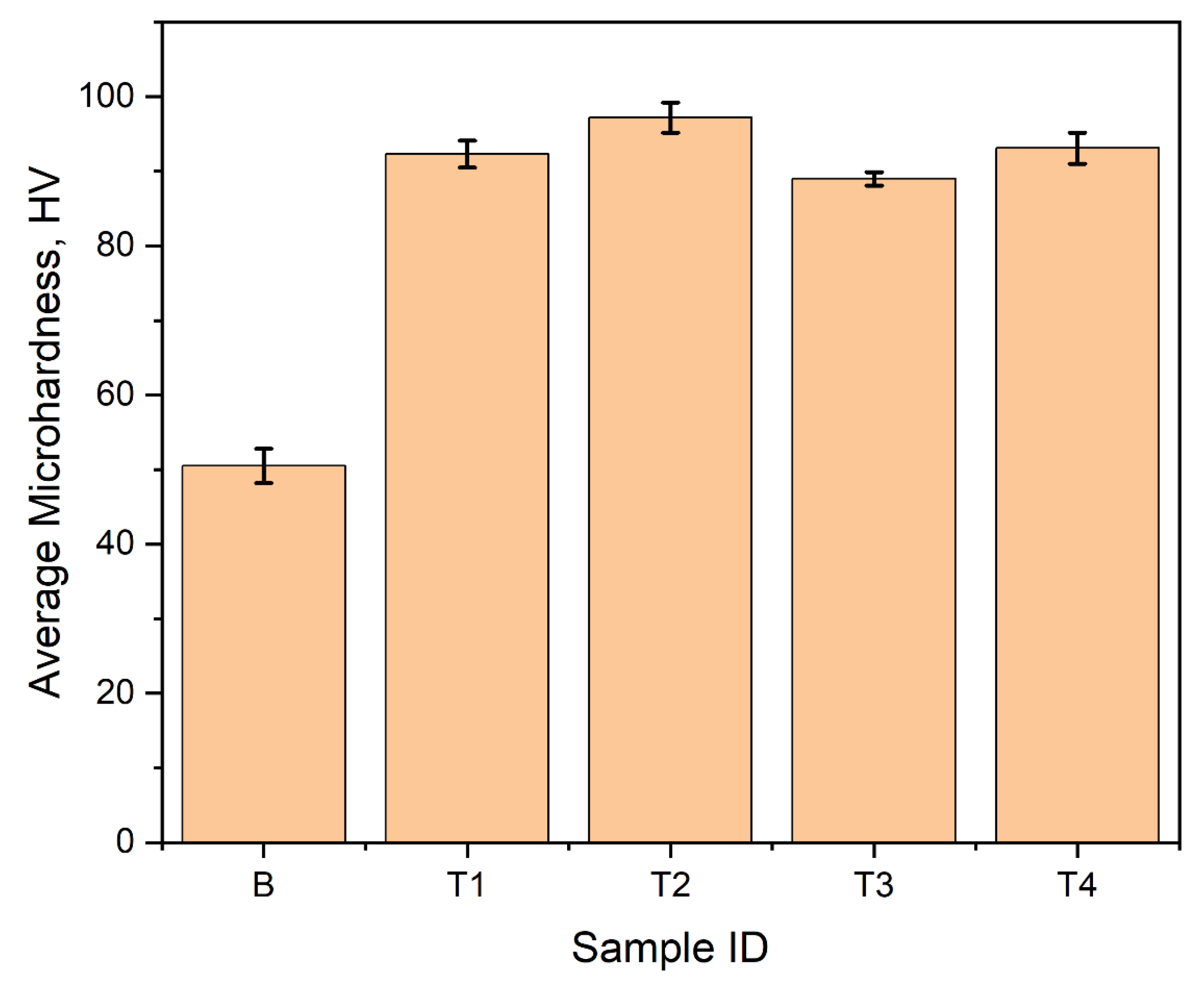
3.4. Hardness
4. Conclusions
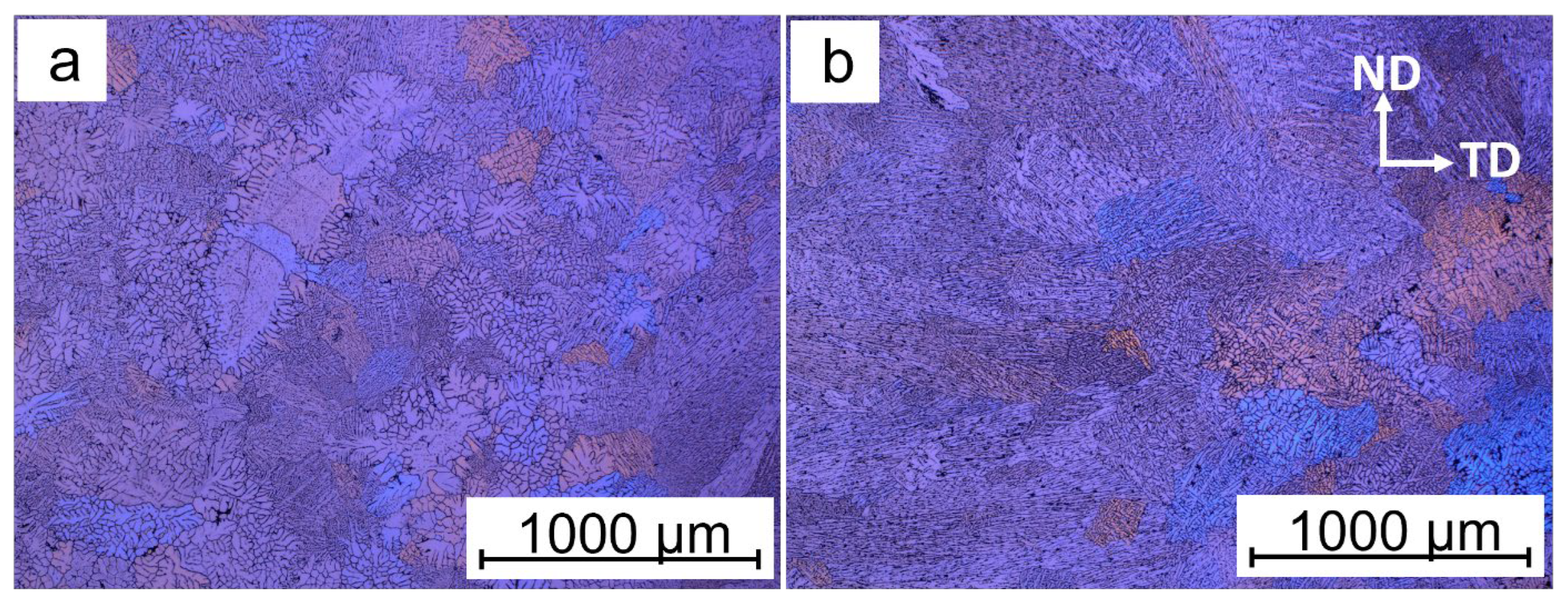
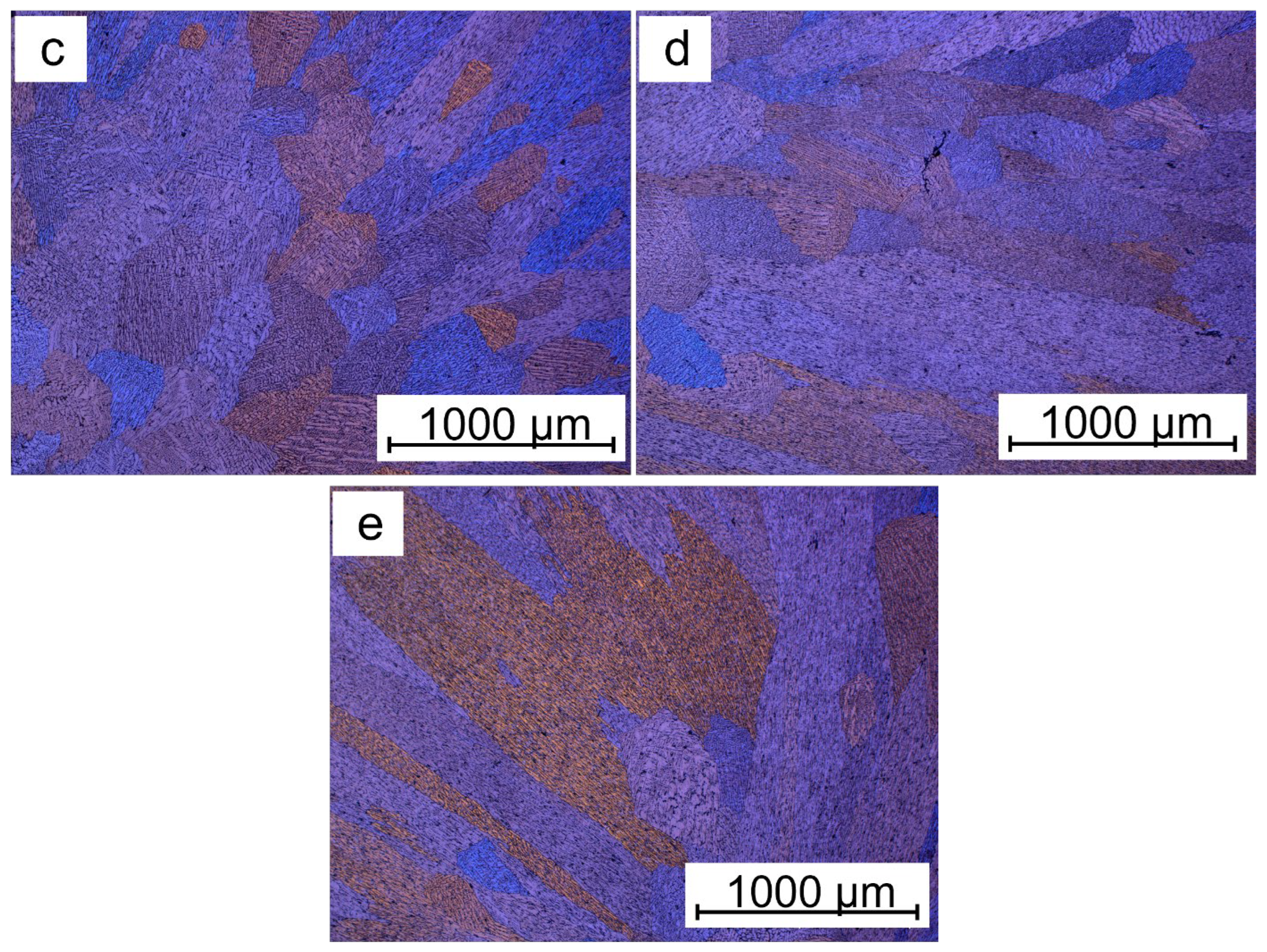
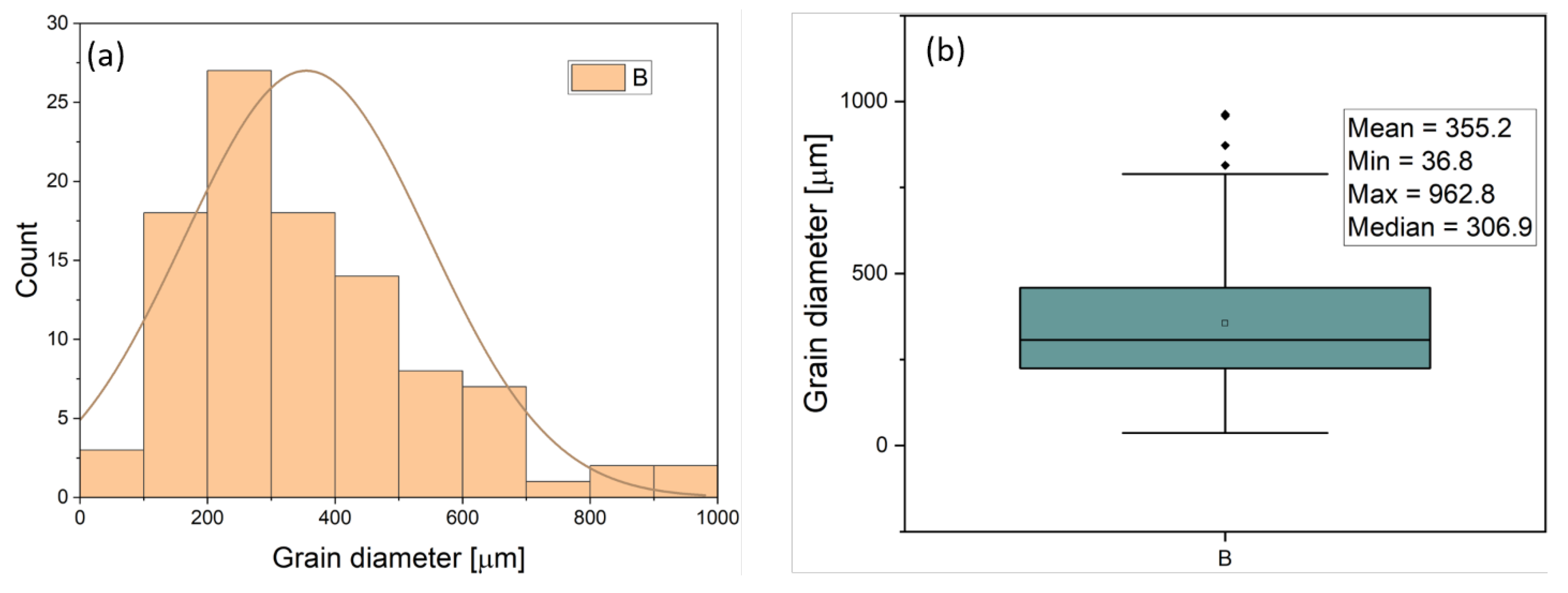
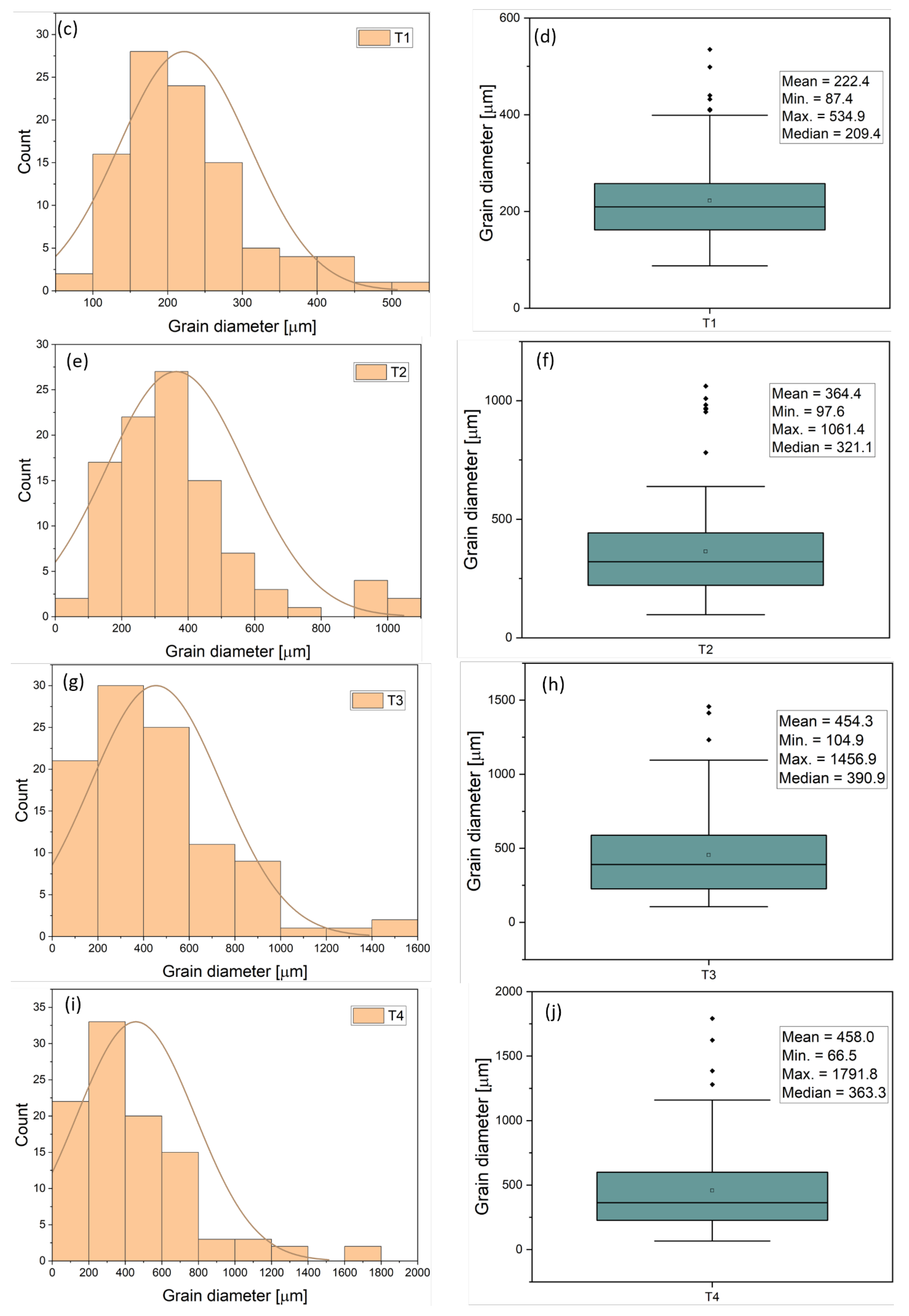
- The microstructure of the alloy was modified after adding Ti, resulting in a decrease in average grain size to about 60% with the optimal refinement happening at 0.05 wt% Ti content. However, further increases in Ti content resulted in an increase in average grain size.
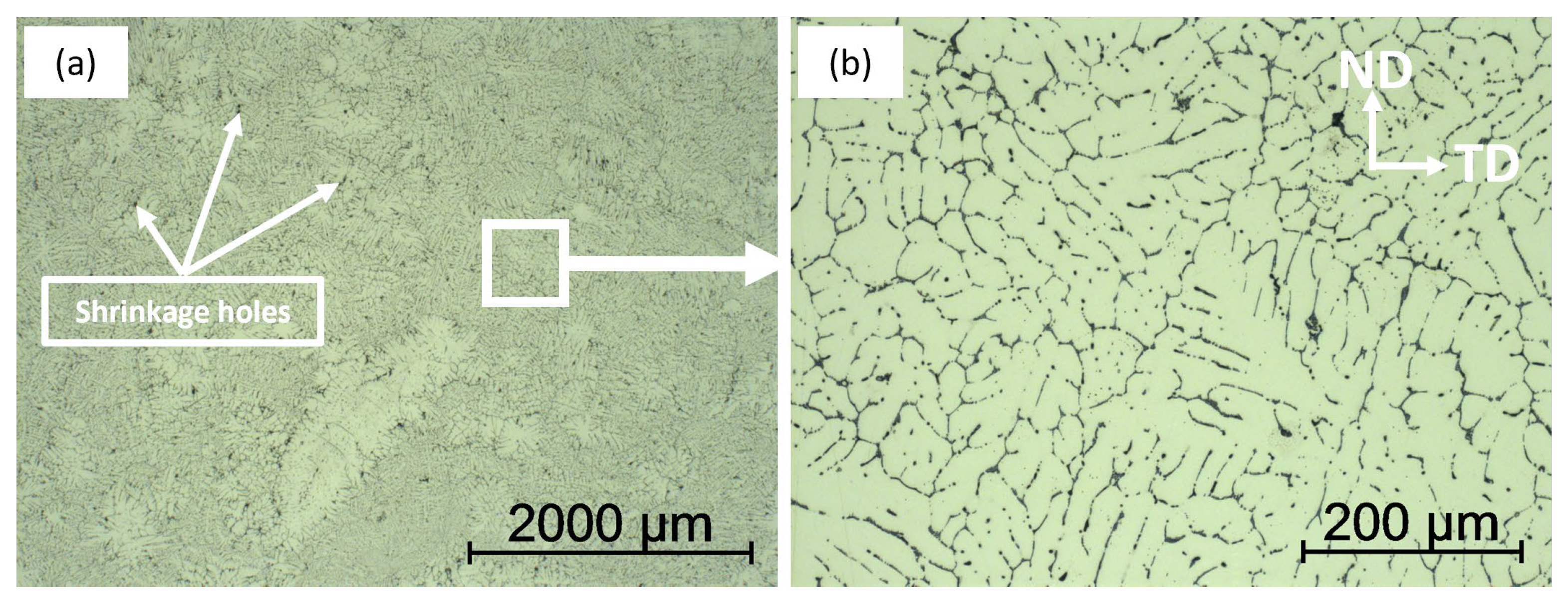
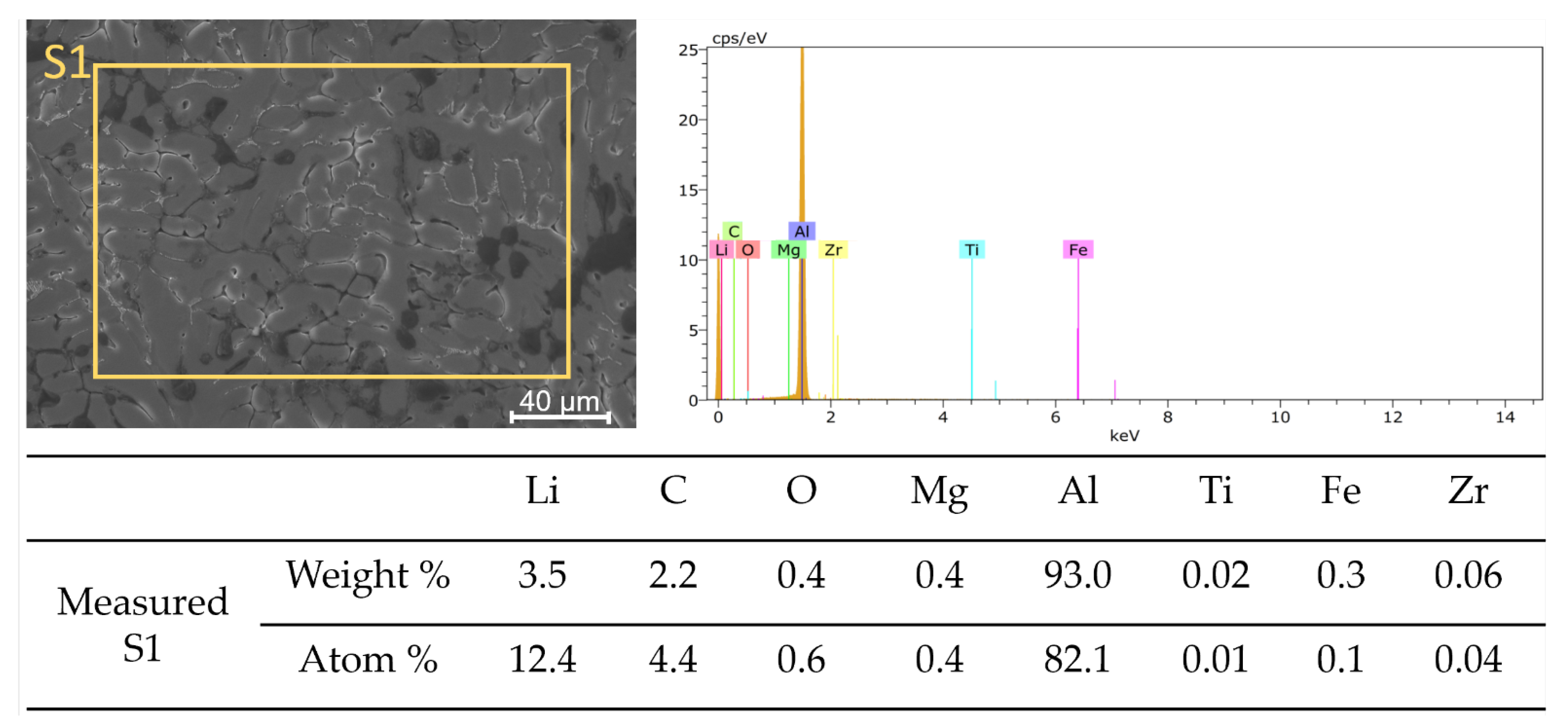
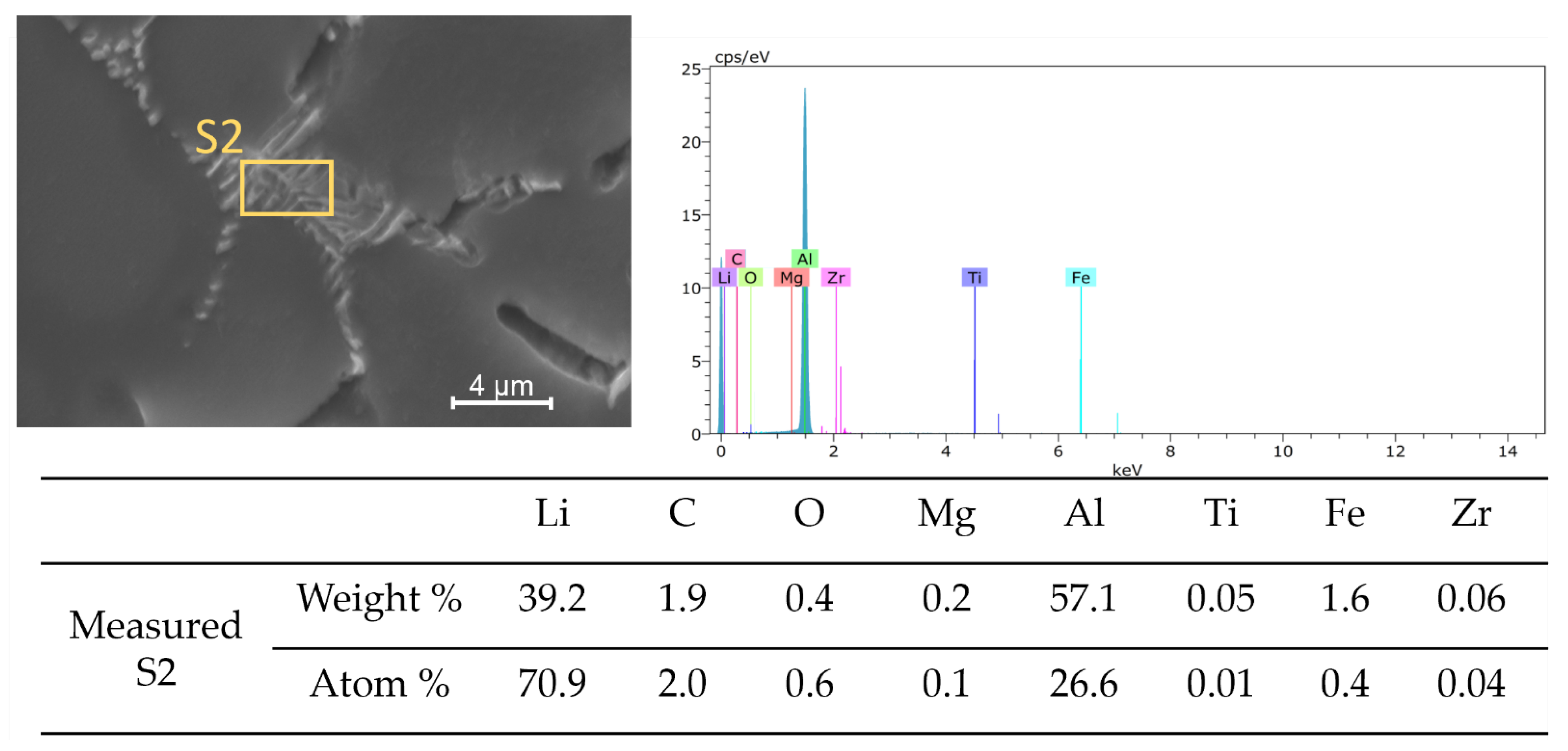
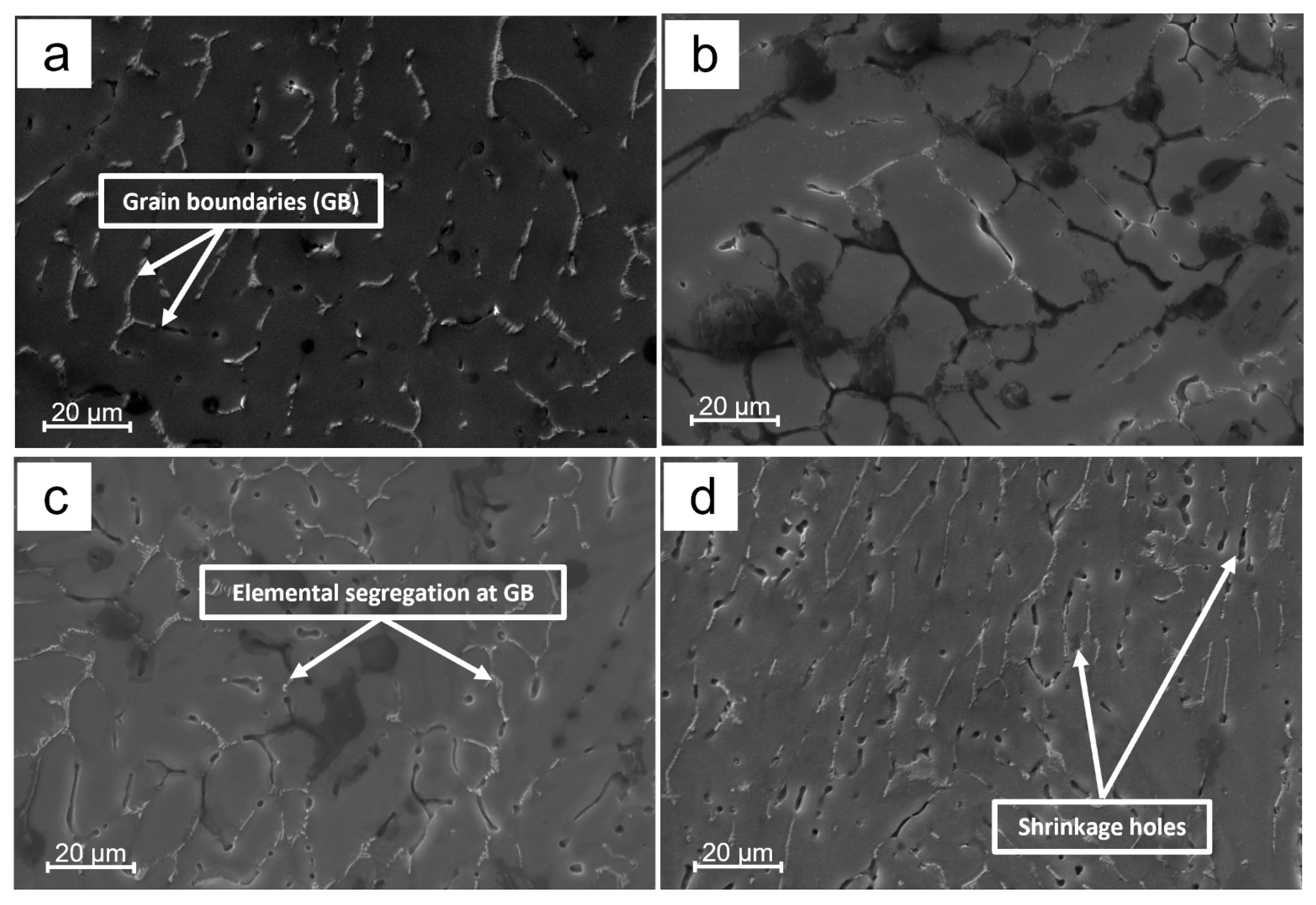
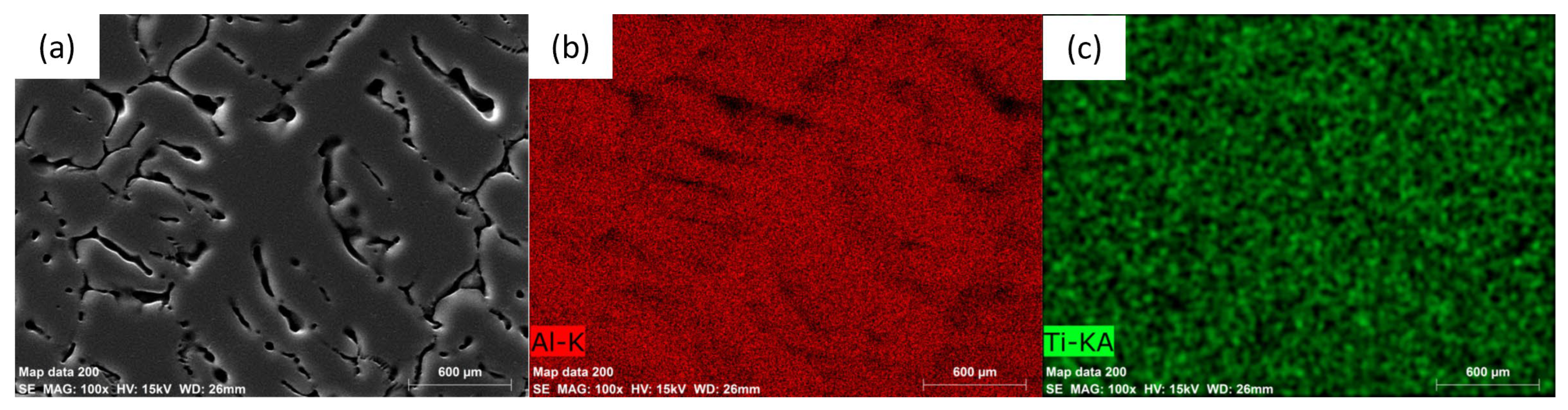
- SEM observations, coupled with EDS analyses revealed an irregular net-shaped interdendritic microstructure, with an elemental microsegregation at the grain boundaries, mostly made up of Li.
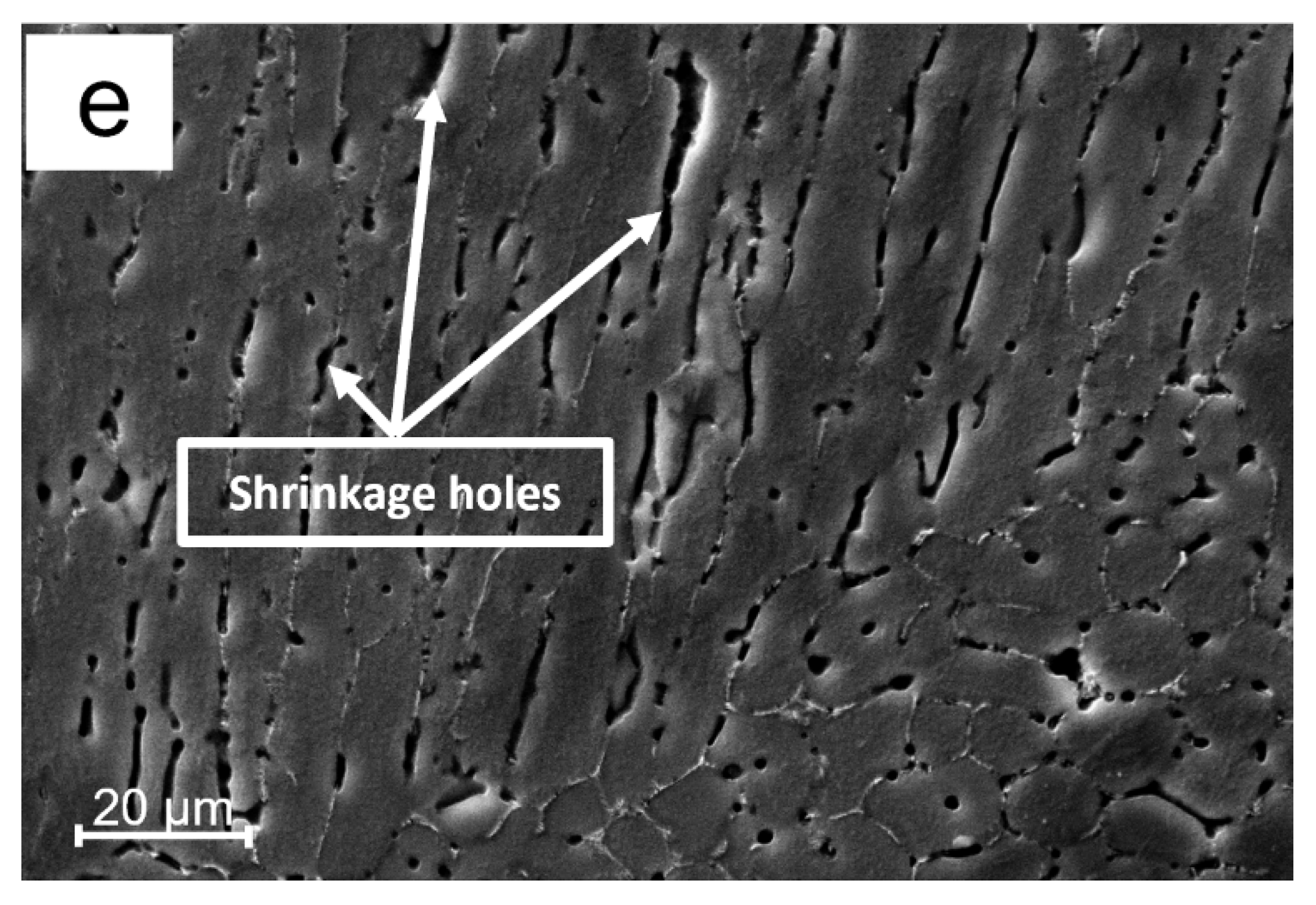
- Casting defects were observed after sample preparation, attributed to the high content of Li in the alloy, which absorbed air during casting, resulting in material defects such as shrinkage holes. The corrosion resistance test results were correspondingly low for the samples showing casting defects. The sample T2, with more casting defects, consequently recorded the least corrosion resistance.
- The microhardness of the alloy increased from an average of 49.4 ± 7.7 HV to the highest average of 91.8 ± 2.8 HV, after the addition of the Ti alloying element. This is attributed to the structural grain refinement of the alloy and the formation of Al3Ti intermetallic, upon the addition of Ti to the base Al-Li alloy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hoyer, W.D.; Kroschke, M.; Schmitt, B.; Kraume, K.; Shankar, V. Transforming the Customer Experience through New Technologies. J. Interact. Mark. 2020, 51, 57–71. [Google Scholar] [CrossRef]
- Appiah, A.N.S.; Bialas, O.; Czupryński, A.; Adamiak, M. Powder Plasma Transferred Arc Welding of Ni-Si-B+ 60 Wt% WC and Ni-Cr-Si-B+ 45 Wt% WC for Surface Cladding of Structural Steel. Materials 2022, 15, 4956. [Google Scholar] [CrossRef]
- Appiah, A.N.S.; Bialas, O.; Żuk, M.; Czupryński, A.; Sasu, D.K.; Adamiak, M. Hardfacing of Mild Steel with Wear-Resistant Ni-Based Powders Containing Tungsten Carbide Particles Using Powder Plasma Transferred Arc Welding Technology. Mater. Sci.-Pol. 2022, 40, 42–63. [Google Scholar] [CrossRef]
- Prasad, N.E.; Gokhale, A.; Wanhill, R. Aluminum-Lithium Alloys: Processing, Properties, and Applications; Butterworth-Heinemann: Oxford, UK, 2013. [Google Scholar]
- Snopiński, P.; Appiah, A.N.S.; Hilšer, O.; Kotoul, M. Investigation of Microstructure and Mechanical Properties of SLM-Fabricated AlSi10Mg Alloy Post-Processed Using Equal Channel Angular Pressing (ECAP). Materials 2022, 15, 7940. [Google Scholar] [CrossRef] [PubMed]
- Snopiński, P.; Matus, K.; Tatiček, F.; Rusz, S. Overcoming the Strength-Ductility Trade-off in Additively Manufactured AlSi10Mg Alloy by ECAP Processing. J. Alloys Compd. 2022, 918, 165817. [Google Scholar] [CrossRef]
- Akhtar, N.; Akhtar, W.; Wu, S. Melting and Casting of Lithium Containing Aluminium Alloys. Int. J. Cast Met. Res. 2015, 28, 1–8. [Google Scholar] [CrossRef]
- Starke, E.A. Aluminum-Lithium Alloys: Chapter 1. Historical Development and Present Status of Aluminum–Lithium Alloys; Elsevier Inc.: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Starke, E.A., Jr. Historical Development and Present Status of Aluminum–Lithium Alloys. In Aluminum-Lithium Alloys; Elsevier: Amsterdam, The Netherlands, 2014; pp. 3–26. [Google Scholar]
- Fridlyander, I.; Rokhlin, L.; Dobatkina, T.; Nikitina, N. Investigation of the Phase Equilibria in Aluminum Alloys Containing Lithium. Met. Sci. Heat Treat. 1993, 35, 567–571. [Google Scholar] [CrossRef]
- Sadjadi, S.; Shiri, S.; Hekmatshoar, R.; Beheshtiha, Y.S. Nanocrystalline Aluminium Oxide: A Mild and Efficient Reusable Catalyst for the One-Pot Synthesis of Poly-Substituted Quinolines via Friedlander Hetero-Annulation. Mon. Chem.-Chem. Mon. 2009, 140, 1343–1347. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, H.; Ma, X.; Wu, R.; Sun, J.; Hou, L.; Zhang, J.; Li, X.; Zhang, M. Effects of Sc and Zr on Microstructure and Properties of 1420 Aluminum Alloy. Mater. Charact. 2019, 154, 241–247. [Google Scholar] [CrossRef]
- Bochkareva, A.; Shlyakhova, G.; Zuev, L. Structure and Mechanical Properties of Aluminum-Lithium Alloy 1420 with a Weld; AIP Publishing LLC: Melville, NY, USA, 2022; Volume 2509, p. 020025. [Google Scholar]
- Gromova, E.A. Integration of Modern Production Paradigms in the Context of Russian Industry Development; AIP Publishing LLC: Melville, NY, USA, 2021; Volume 2316, p. 030017. [Google Scholar]
- Tišma, M. Višenamenski Borbeni Avion MiG-29M/M2 Preimenovan u MiG-35/D 9. Aviat. Week Space Technol. 2013, 4, 291–300. [Google Scholar]
- Mogucheva, A.; Kaibyshev, R. Structure and Properties of Aluminum Alloy 1421 after Equal-Channel Angular Pressing and Isothermal Rolling. Phys. Met. Metallogr. 2008, 106, 424–433. [Google Scholar] [CrossRef]
- Shepelevich, V.; Bushkevich, I.; Wendler, E.; Tashlykova-Bushkevich, I. Changes in the Structure and Microhardness of Rapidly Solidified Foils of Aluminum Alloy 1421 during Their Annealing. J. Surf. Investig. X-Ray Synchrotron Neutron. Tech. 2019, 13, 555–561. [Google Scholar] [CrossRef] [Green Version]
- Bushkevich, I.; Shepelevich, V.; Wendler, E. Analysis of Microstructure of Rapid-Hardening Aircraft Alloy 1421 of Al-Mg-Li System by Means of Ion and Electron Beams; IAEA: Vienna, Austria, 2019. [Google Scholar]
- Ablakatov, I.; Baiserikov, B.; Ismailov, M.; Nurgozhin, M. Aluminum-Lithium Alloys: Types, Properties, Application, and Production Technologies. Overview. Kompleks. Ispolz. Miner. Syra 2022, 323, 5–14. [Google Scholar] [CrossRef]
- De, P.; Mishra, R.; Baumann, J.A. Characterization of High Cycle Fatigue Behavior of a New Generation Aluminum Lithium Alloy. Acta Mater. 2011, 59, 5946–5960. [Google Scholar] [CrossRef]
- Wanhill, R.; Bray, G. Aerostructural Design and Its Application to Aluminum–Lithium Alloys. In Aluminum-Lithium Alloys; Elsevier: Amsterdam, The Netherlands, 2014; pp. 27–58. [Google Scholar]
- Antipov, V.V.; Kolobnev, N.I.; Khokhlatova, L.B. Advancement of Al–Li Alloys and of Multistage Modes of Their Heat Treatment. Met. Sci. Heat Treat. 2014, 55, 459–465. [Google Scholar] [CrossRef]
- Giummarra, C.; Thomas, B.; Rioja, R.J. New Aluminum Lithium Alloys for Aerospace Applications. In Proceedings of the 3rd International Conference on Light Metals Technology, Saint-Saveur, QC, Canada, 24–26 September 2007; Volume 2007. [Google Scholar]
- Hajjioui, E.A.; Bouchaâla, K.; Faqir, M.; Essadiqi, E. A Review of Manufacturing Processes, Mechanical Properties and Precipitations for Aluminum Lithium Alloys Used in Aeronautic Applications. Heliyon 2022, 9, e12565. [Google Scholar] [CrossRef]
- Lynch, S.; Wanhill, R.; Byrnes, R.; Bray, G. Fracture Toughness and Fracture Modes of Aerospace Aluminum–Lithium Alloys. In Aluminum-Lithium Alloys; Elsevier: Amsterdam, The Netherlands, 2014; pp. 415–455. [Google Scholar]
- Marynowski, K. Fractional Rheological Model of a Metal Alloy in the Study Vibrations of an Axially Moving Aluminum Beam in Thermal Environment. Int. J. Mech. Sci. 2020, 174, 105458. [Google Scholar] [CrossRef]
- Gairola, S.; Joshi, A.; Gangil, B.; Rawat, P.; Verma, R. Correlation of Tensile Properties and Fracture Toughness with Microstructural Features for Al–Li 8090 Alloy Processed by Cryorolling and Post-Rolled Annealing. Trans. Indian Inst. Met. 2019, 72, 1743–1755. [Google Scholar] [CrossRef]
- Sandler, V.; Nikol’skaya, T.; Kolobnev, N.; Khokhlatova, L. Effect of Cold Deformation on the Structure and Mechanical Properties of Sheets of Alloy 1430. Met. Sci. Heat Treat. 1996, 38, 168–170. [Google Scholar] [CrossRef]
- Ovchinnikov, V.; Gushchina, N.; Makhin’ko, F.; Chemerinskaya, L.; Shkol’nikov, A.; Mozharovskii, S.; Filippov, A.; Kaigorodova, L. Structural Features of Aluminium Alloy 1441 Irradiated by Ar+ Ions. Russ. Phys. J. 2007, 50, 177–186. [Google Scholar] [CrossRef]
- Kaigorodova, L.; Rasposienko, D.Y.; Pilyugin, V.; Pushin, V. Effect of Storage on the Stability of the Grained Structure and Phase Transformations in the Nanocrystalline Alloy 1450 Doped with Sc and Mg. Phys. Met. Metallogr. 2012, 113, 867–877. [Google Scholar] [CrossRef]
- Zhegina, I.; Morozova, L. Use of Fractography for Estimating Fracture Resistance of Aluminum Alloys. Met. Sci. Heat Treat. 2014, 55, 472–476. [Google Scholar] [CrossRef]
- Markashova, L.; Ishchenko, A.Y.; Kushnaryova, O.; FEDORCHUK, V. Effect of Structural-Phase Transformations in Aluminium-Lithium Alloy 1460 Joints on Physical-Mechanical Properties. Paton. Weld. J. 2012, 5, 17–25. [Google Scholar]
- Fridlyander, I.; Khokhlatova, L.; Kolobnev, N.; Rendiks, K.; Tempus, G. Thermally Stable Aluminum-Lithium Alloy 1424 for Application in Welded Fuselage. Met. Sci. Heat Treat. 2002, 44, 3–8. [Google Scholar] [CrossRef]
- Alam, M.P.; Sinha, A. Fabrication of Third Generation Al–Li Alloy by Friction Stir Welding: A Review. Sādhanā 2019, 44, 153. [Google Scholar] [CrossRef] [Green Version]
- Hua, N.; Wang, W.; Wang, Q.; Ye, Y.; Lin, S.; Zhang, L.; Guo, Q.; Brechtl, J.; Liaw, P.K. Mechanical, Corrosion, and Wear Properties of Biomedical Ti–Zr–Nb–Ta–Mo High Entropy Alloys. J. Alloys Compd. 2021, 861, 157997. [Google Scholar] [CrossRef]
- Zhang, D.; Liu, Y.; Wu, L.; Feng, L.; Jin, S.; Zhang, R.; Jin, M. Effect of Ti Ion Doping on Electrochemical Performance of Ni-Rich LiNi0. 8Co0. 1Mn0. 1O2 Cathode Material. Electrochim. Acta 2019, 328, 135086. [Google Scholar] [CrossRef]
- Li, S.; Wei, B.; Yu, C.; Li, Y.; Xu, G.; Li, Y. Evolution of Microstructure and Properties during Homogenization of the Novel Al–Li Alloy Fabricated by Electromagnetic Oscillation Twin-Roll Casting. J. Mater. Res. Technol. 2020, 9, 3304–3317. [Google Scholar] [CrossRef]
- Crossley, F.; Mondolfo, L. Mechanism of Grain Refinement in Aluminum Alloys. JOM 1951, 3, 1143–1148. [Google Scholar] [CrossRef]
- Marcantonio, J.; Mondolfo, L. Nucleation of Aluminium by Several Intermetallic Compounds. J. Inst. Met. 1970, 98, 23–27. [Google Scholar]
- Eborall, M.D. Grain Refinement of Aluminium and Its Alloys by Small Additions of Other Elements. J. Inst. Met. 1949, 76, 295. [Google Scholar]
- Chen, Z.; Yan, K. Grain Refinement of Commercially Pure Aluminum with Addition of Ti and Zr Elements Based on Crystallography Orientation. Sci. Rep. 2020, 10, 16591. [Google Scholar] [CrossRef] [PubMed]
- Kang, Y.; Bai, Y.; Bao, C.; Wang, Y.; Chen, H.; Gao, Y.; Li, B. Defects/CMAS Corrosion Resistance Relationship in Plasma Sprayed YPSZ Coating. J. Alloys Compd. 2017, 694, 1320–1330. [Google Scholar] [CrossRef]
- Lin, Y.; Zheng, Z.; Li, S.; Kong, X.; Han, Y. Microstructures and Properties of 2099 Al-Li Alloy. Mater. Charact. 2013, 84, 88–99. [Google Scholar] [CrossRef]
- Choi, N.; Taheriniya, S.; Yang, S.; Esin, V.A.; Yu, J.H.; Lee, J.-S.; Wilde, G.; Divinski, S.V. “Non-Equilibrium” Grain Boundaries in Additively Manufactured CoCrFeMnNi High-Entropy Alloy: Enhanced Diffusion and Strong Segregation. J. Appl. Phys. 2022, 132, 245105. [Google Scholar] [CrossRef]
- Yao, Y.; Wu, D.; Zhao, X.; Yang, F. Premature Failure Induced by Non-Equilibrium Grain-Boundary Tantalum Segregation in Air-Plasma Sprayed ZrO2−YO1.5−TaO2.5 Thermal Barrier Coatings. Int. J. Miner. Metall. Mater. 2022, 29, 2189–2200. [Google Scholar] [CrossRef]
- Kawakubo, T.; Ushioda, K.; Fujii, H. Grain Boundary Segregation and Toughness of Friction-Stir-Welded High-Phosphorus Weathering Steel. Mater. Sci. Eng. A 2022, 832, 142350. [Google Scholar] [CrossRef]
- El-Sayed, A.-R.; Mohamed, A.E.; Hassan, F.S.; El-Mahdy, M.S. Influence of Titanium Additions to Aluminum on the Microhardness Value and Electrochemical Behavior of Synthesized Aluminum-Titanium Alloy in Solutions of HCl and H3PO4. J. Mater. Eng. Perform. 2023, 32, 1760–1777. [Google Scholar] [CrossRef]
- Adamiak, M.; Fogagnolo, J.; Ruiz-Navas, E.; Dobrzañski, L.; Torralba, J. Mechanically Milled AA6061/(Ti3Al) P MMC Reinforced with Intermetallics–the Structure and Properties. J. Mater. Process. Technol. 2004, 155, 2002–2006. [Google Scholar] [CrossRef]
- Zhuang, W.; Zhi, H.; Liu, H.; Zhang, D.; Shi, D. Effect of Titanium Alloying on the Microstructure and Properties of High Manganese Steel; EDP Sciences: Les Ulis, France, 2019; Volume 79, p. 01001. [Google Scholar]
- Peng, H.; Xie, W.; Chen, H.; Wang, H.; Yang, B. Effect of Micro-Alloying Element Ti on Mechanical Properties of Cu–Cr Alloy. J. Alloys Compd. 2021, 852, 157004. [Google Scholar] [CrossRef]
- Qiu, X.; Zhang, Y.; Liu, C. Effect of Ti Content on Structure and Properties of Al2CrFeNiCoCuTix High-Entropy Alloy Coatings. J. Alloys Compd. 2014, 585, 282–286. [Google Scholar] [CrossRef]
- Lopes, E.; Cremasco, A.; Afonso, C.; Caram, R. Effects of Double Aging Heat Treatment on the Microstructure, Vickers Hardness and Elastic Modulus of Ti–Nb Alloys. Mater. Charact. 2011, 62, 673–680. [Google Scholar] [CrossRef]
- Christofidou, K.; Jones, N.; Pickering, E.; Flacau, R.; Hardy, M.C.; Stone, H. The Microstructure and Hardness of Ni-Co-Al-Ti-Cr Quinary Alloys. J. Alloys Compd. 2016, 688, 542–552. [Google Scholar] [CrossRef]
- Tan, Q.; Zhang, J.; Sun, Q.; Fan, Z.; Li, G.; Yin, Y.; Liu, Y.; Zhang, M.-X. Inoculation Treatment of an Additively Manufactured 2024 Aluminium Alloy with Titanium Nanoparticles. Acta Mater. 2020, 196, 1–16. [Google Scholar] [CrossRef]
- Jaradeh, M.; Carlberg, T. Effect of Titanium Additions on the Microstructure of DC-Cast Aluminium Alloys. Mater. Sci. Eng. A 2005, 413, 277–282. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample ID | Alloy Constituents |
|---|---|
| B | Al+6%Li |
| T1 | Al+6%Li + 0.05 wt% Ti |
| T2 | Al+6%Li + 0.1 wt% Ti |
| T3 | Al+6%Li + 0.5 wt% Ti |
| T4 | Al+6%Li + 1.0 wt% Ti |
| Sample ID | Ecorr [mV vs. Ag/AgCl] | Eb [mV vs. Ag/AgCl] | Enp [mV vs. Ag/AgCl] | icorr [µA/cm2] |
|---|---|---|---|---|
| B | −798 | −616 | - | 0.36 |
| T1 | −1105 | - | - | 4.56 |
| T2 | −863 | −705 | - | 32.44 |
| T3 | −1100 | −741 | −882 | 4.97 |
| T4 | −811 | −790 | - | 5.22 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Adamiak, M.; Appiah, A.N.S.; Woźniak, A.; Nuckowski, P.M.; Nazarov, S.A.; Ganiev, I.N. Impact of Titanium Addition on Microstructure, Corrosion Resistance, and Hardness of As-Cast Al+6%Li Alloy. Materials 2023, 16, 2671. https://doi.org/10.3390/ma16072671
Adamiak M, Appiah ANS, Woźniak A, Nuckowski PM, Nazarov SA, Ganiev IN. Impact of Titanium Addition on Microstructure, Corrosion Resistance, and Hardness of As-Cast Al+6%Li Alloy. Materials. 2023; 16(7):2671. https://doi.org/10.3390/ma16072671
Chicago/Turabian StyleAdamiak, Marcin, Augustine Nana Sekyi Appiah, Anna Woźniak, Paweł M. Nuckowski, Shuhratjon Abdugulomovich Nazarov, and Izatullo Navruzovich Ganiev. 2023. "Impact of Titanium Addition on Microstructure, Corrosion Resistance, and Hardness of As-Cast Al+6%Li Alloy" Materials 16, no. 7: 2671. https://doi.org/10.3390/ma16072671