
Paper-Based Laminates Impregnated with a Hybrid Lignin-Phenol-Formaldehyde Resin

Abstract
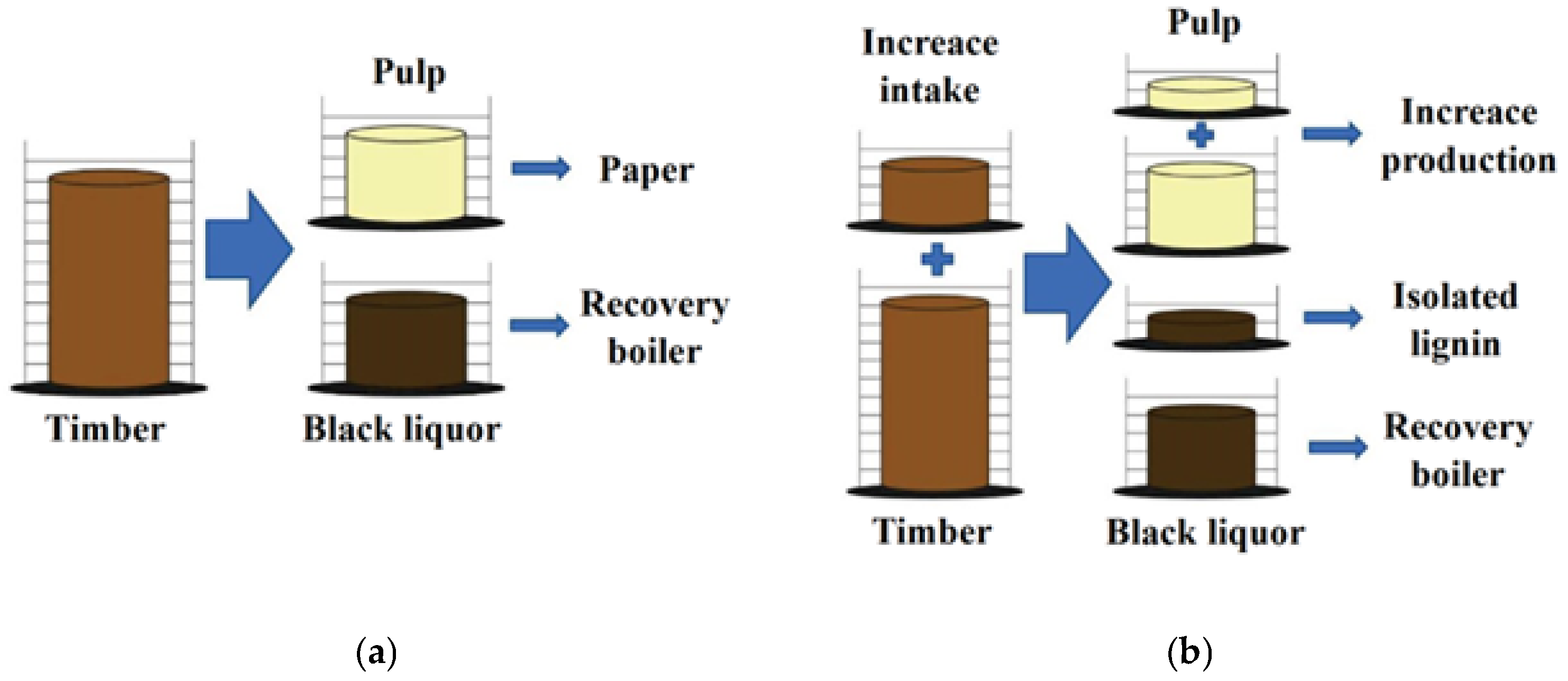
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Adhesive Preparation
2.3. HPL Manufacturing
2.4. Methodology of Experiments
2.4.1. Fourier-Transform Infrared Spectroscopy
2.4.2. Chemical Analysis of Resins
2.4.3. Moisture Resistance of Laminates
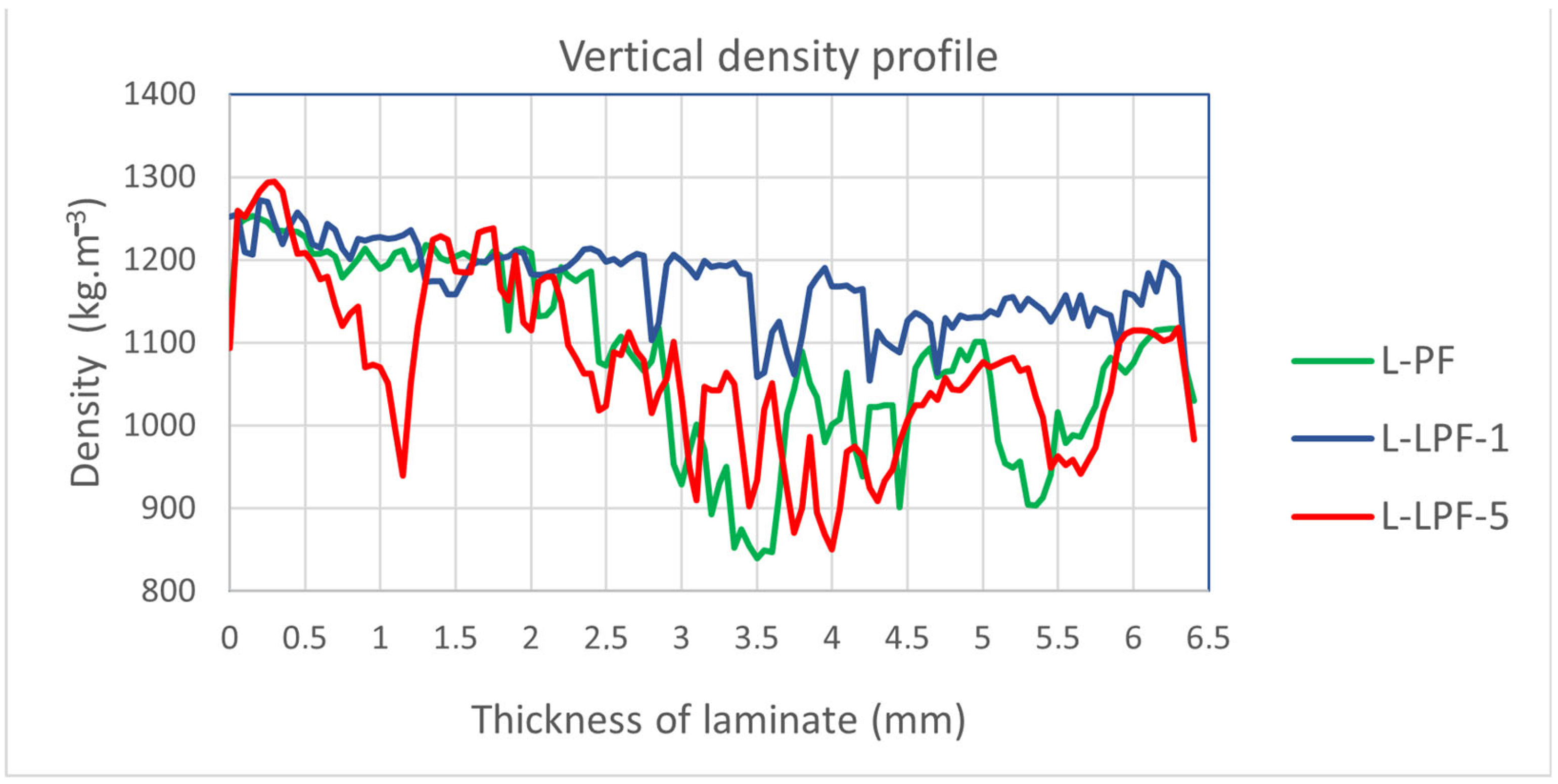
2.4.4. Vertical Density Profile
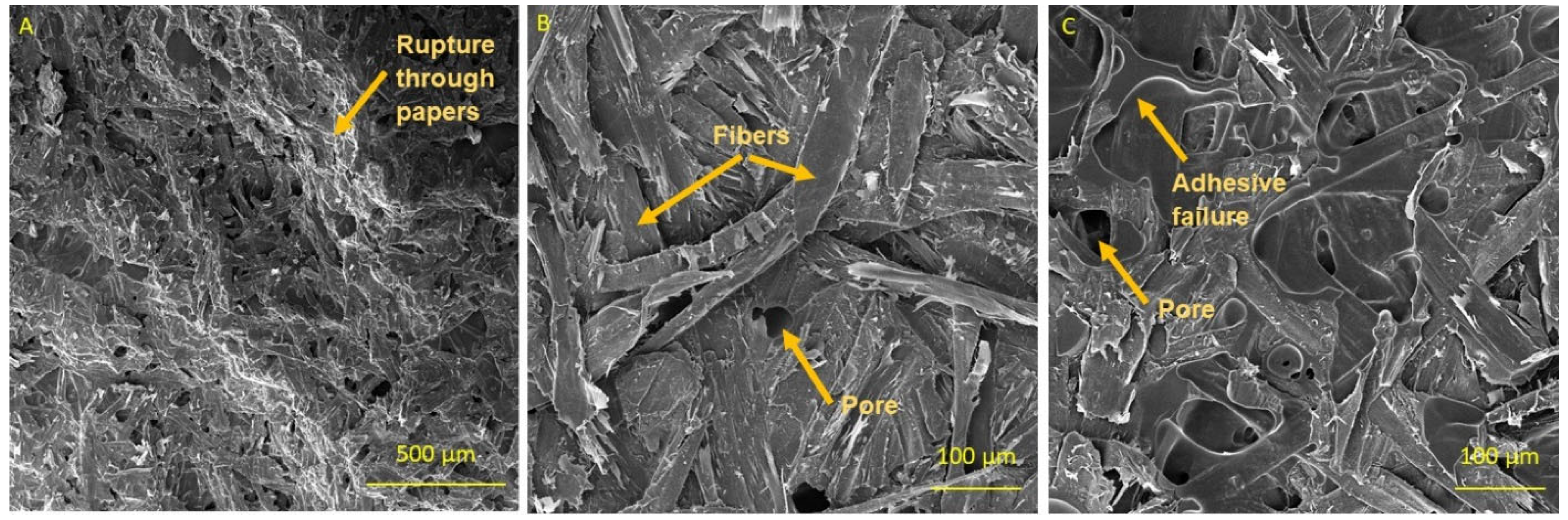
2.4.5. Scanning Electron Microscopy (SEM)
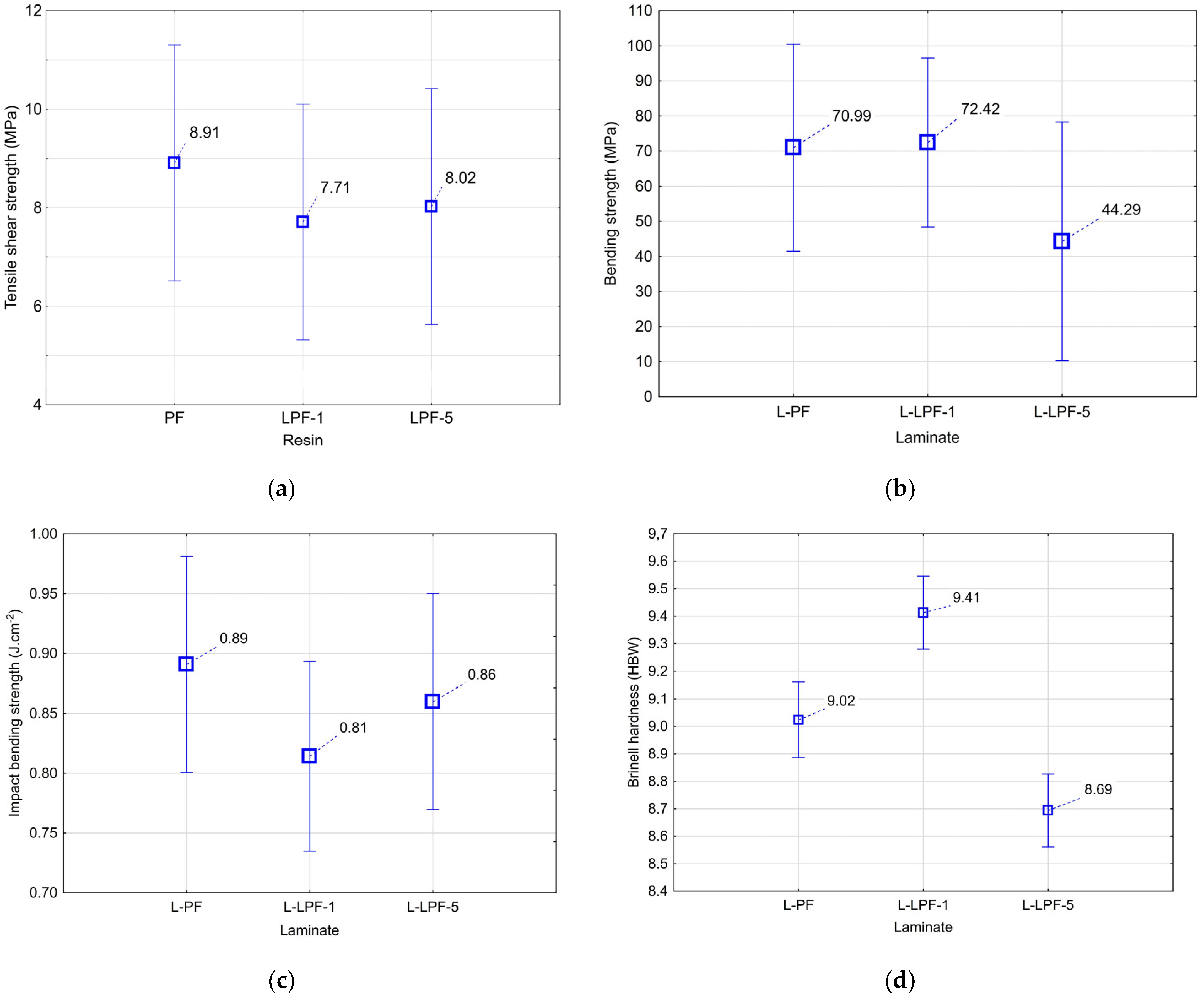
2.4.6. Tensile Shear Strength of the Glued Joint
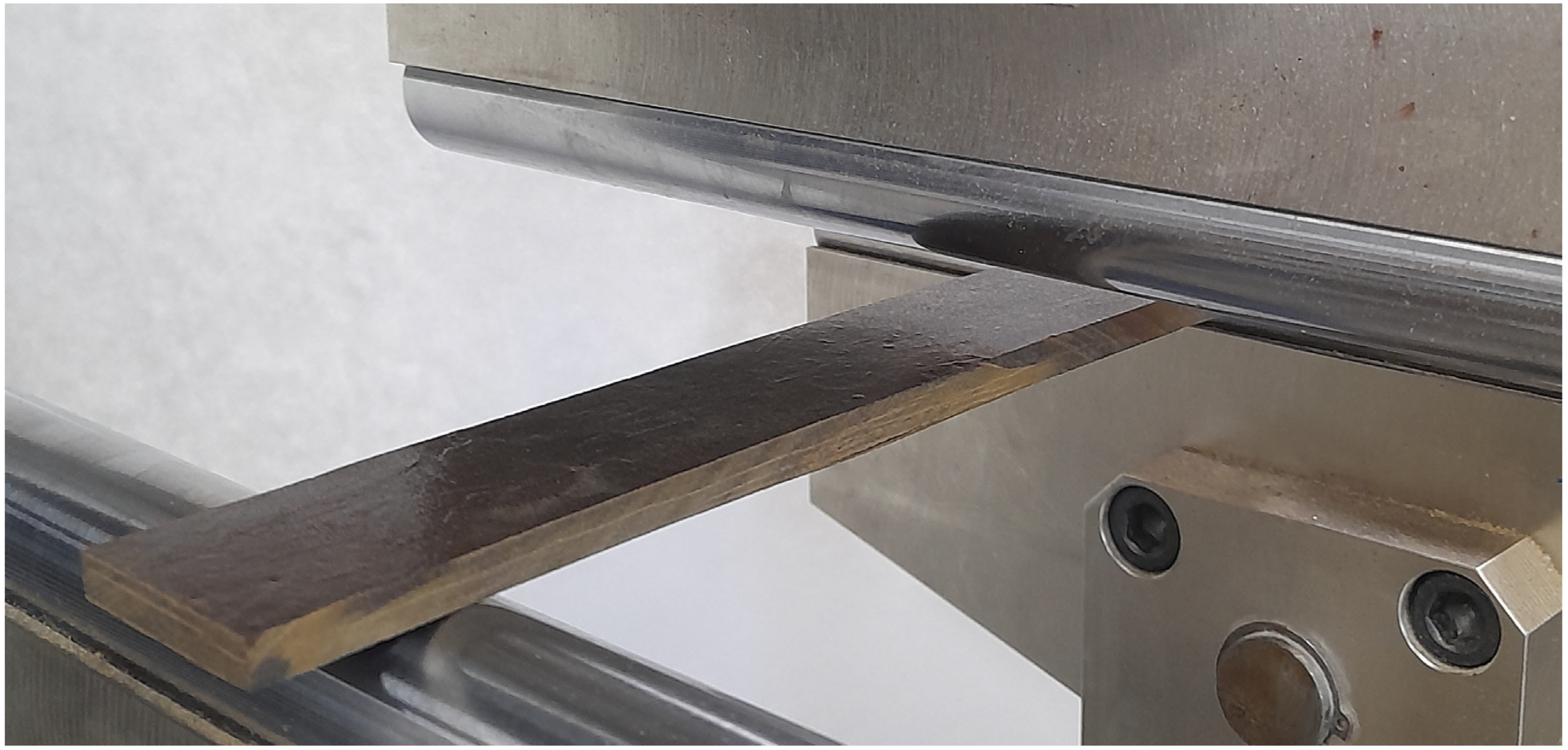
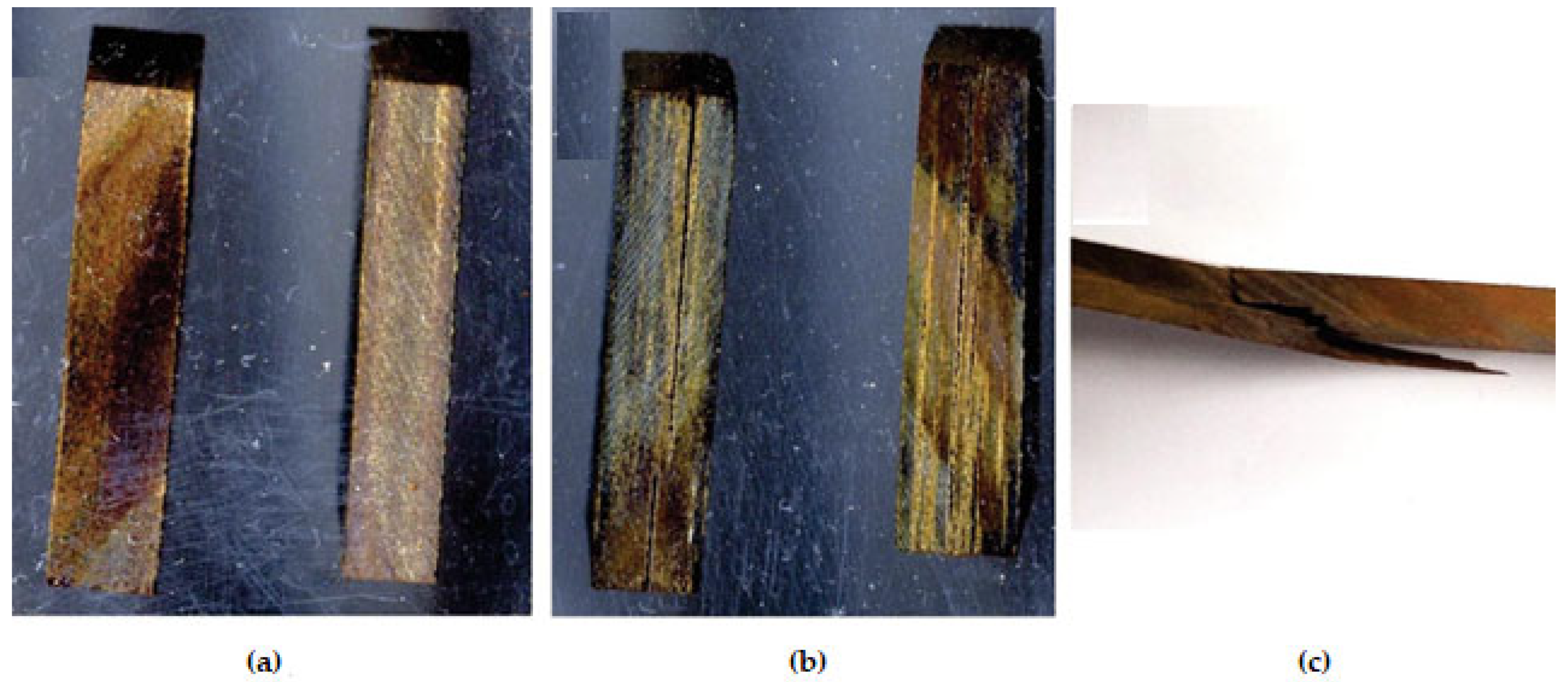
2.4.7. Bending Strength of Laminates
2.4.8. Impact Bending Strength of Laminates
2.4.9. Hardness of the Laminates
2.4.10. Statistical Analysis
3. Results and Discussion
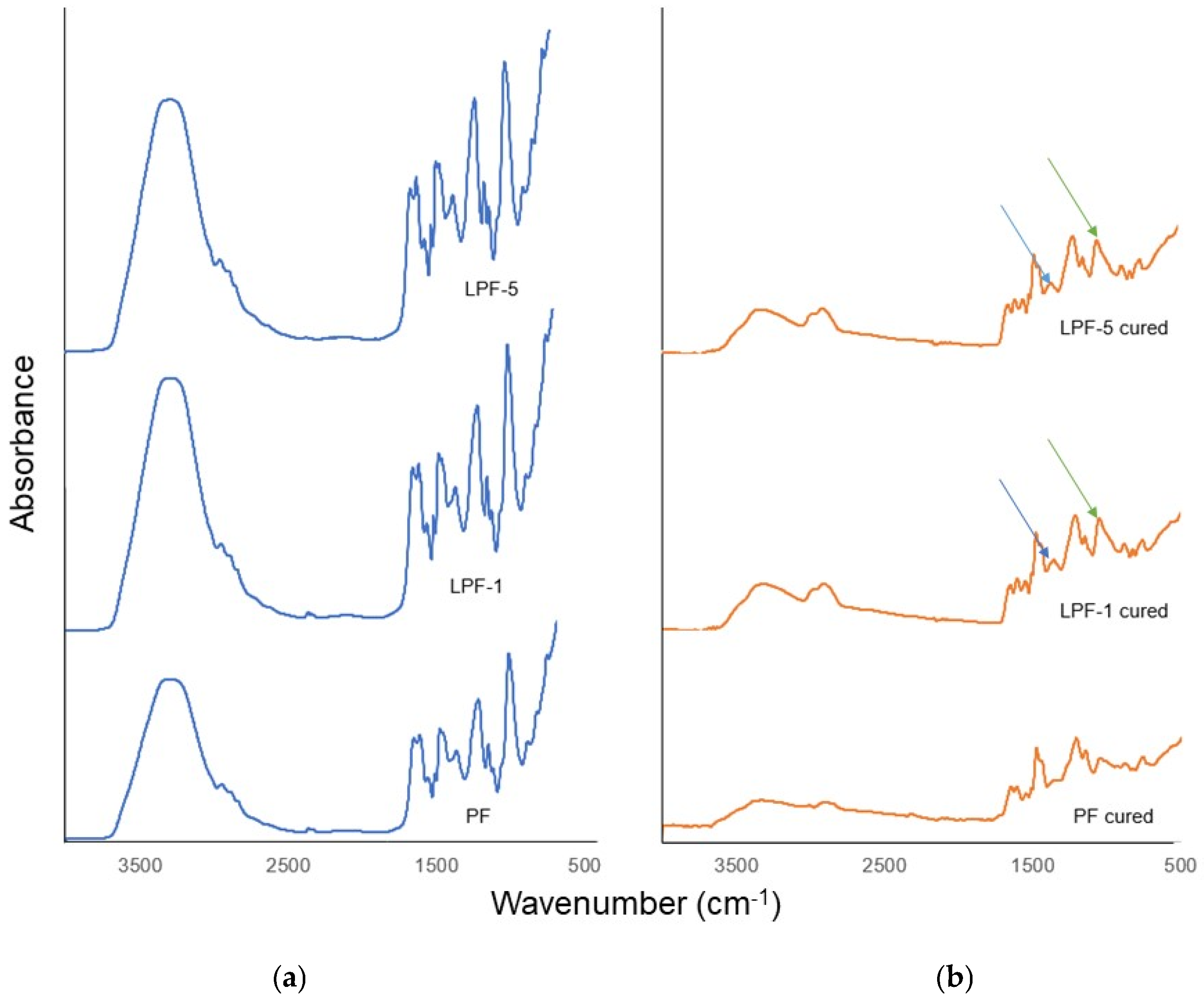
3.1. FTIR
3.2. Chemical Analysis of Resins
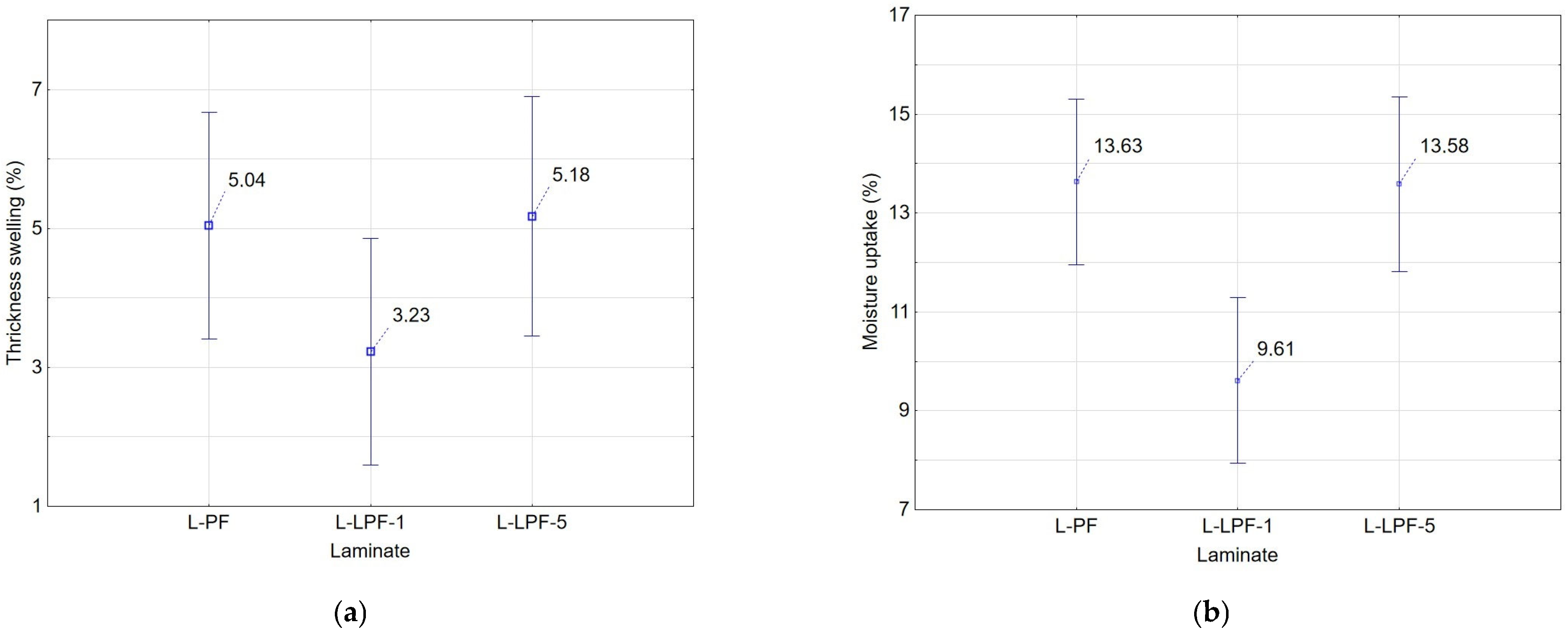
3.3. Moisture Resistance of Laminates
3.4. Vertical Density Profile of Laminates
3.5. Scanning Electron Microscopy
3.6. Mechanical Properties of Laminates
3.6.1. Tensile Shear Strength of the Glued Joint
3.6.2. Bending Strength of Laminates
3.6.3. Impact Bending Strength of Laminates
3.6.4. Hardness of the Laminate Surface
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| HPL | High-pressure laminate |
| PF | Phenol-formaldehyde |
| P | Phenol |
| F | Formaldehyde |
| LPF-1 | Commercial PF resin filled by 1% of lignin |
| LPF-5 | Commercial PF resin filled by 5% of lignin |
| L-PF | Laminate bonded with commercial PF resin |
| L-LPF-1 | Laminate bonded with commercial LPF-1 resin |
| L-LPF-5 | Laminate bonded with commercial LPF-5 resin |
| FTIR | Fourier-transform infrared spectroscopy |
| ATR mode | Attenuated Total Reflectance mode |
| TS | Thickness swelling |
| MU | Moisture uptake |
| VDP | Vertical density profile |
| SEM | Scanning electron microscopy |
| MOR | Modulus of rupture |
| TSS | Tensile shear strength |
| IBS | Impact bending strength |
References
- Porter, R.J. Paper for resin bonded paper laminates. In Plastics Additives: An A–Z Reference; Springer Science & Business Media: Dordrecht, The Netherlands, 1998; pp. 474–484. [Google Scholar]
- Ghorbani, M.; Mahendran, A.R.; Van Herwijnen, H.W.G.; Liebner, F.; Konnerth, J. Paper-based laminates produced with kraft lignin-rich phenol–formaldehyde resoles meet requirements for outdoor usage. Eur. J. Wood Wood Prod. 2018, 76, 481–487. [Google Scholar] [CrossRef] [Green Version]
- Kumar, R.N.; Pizzi, A. Adhesives for Wood and Lignocellulosic Materials; Wiley Publishing House: Hoboken, NJ, USA, 2019; p. 491. [Google Scholar]
- Zhao, L.; Liu, Y.; Xu, Z.; Zhang, Y.; Zhao, F.; Zhang, S. State of research and trends in development of wood adhesives. For. Stud. China 2011, 13, 321–326. [Google Scholar] [CrossRef]
- Mahendran, A.R.; Wuzella, G.; Kandelbauer, A. Thermal Characterization of Kraft Lignin Phenol- Formaldehyde Resin for Paper Impregnation. J. Adhes. Sci. Technol. 2010, 24, 1553–1565. [Google Scholar] [CrossRef]
- Pizzi, A. Phenolic Resin Adhesives. In Handbook of Adhesive Technology, 3rd ed.; Taylor & Francis Group: Oxfordshire, UK, 2018; pp. 223–261. [Google Scholar]
- Weber, M.; Weber, M. Phenols. Phenolic Resins: A Century of Progress; Springer-Verlag: Berlin, Germany, 2010; pp. 9–23. [Google Scholar]
- Hemmilä, V.; Trischler, J.; Sandberg, D. Lignin: An adhesive raw material of the future or waste of research energy? In Proceeding of the Northern European Network for Wood Science and Engineering, Hannover, Germany, 11–12 September 2013.
- Xu, C.; Ferdosian, F. Conversion of Lignin into Bio-Based Chemicals and Materials; Springer-Verlag: Berlin, Germany, 2017; p. 156. [Google Scholar]
- Calvo-Flores, F.G.; Dobado, J.A.; Isac-García, J.; Martín-Martínez, F.J. Lignin and Lignans as Renewable Raw Materials: Chemistry, Technology and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2015; p. 482. [Google Scholar]
- Zevallos Torres, L.A.; Lorenci Woiciechowski, A.; de Andrade Tanobe, V.O.; Karp, S.G.; Guimarães Lorenci, L.X.; Faulds, C.; Soccol, C.R. Lignin as a potential source of high-added value compounds: A review. J. Clean. Prod. 2020, 263, 121499. [Google Scholar] [CrossRef]
- International Agency for Research on Cancer. List of Classifications. Available online: https://monographs.iarc.who.int/list-of-classifications (accessed on 25 March 2021).
- Taverna, M.E.; Ollearo, R.; Morán, J.; Nicolau, V.; Estenoz, D.; Frontini, P. Mechanical Evaluation of Laminates Based on Phenolic Resins using Lignins as Partial Substitutes for Phenol. BioResources 2015, 10, 8325–8338. [Google Scholar] [CrossRef] [Green Version]
- Taverna, M.E.; Tassara, O.; Morán, J.; Sponton, M.; Frontini, P.; Nicolau, V.; Estenoz, D. Effect of Kraft Lignin from Hardwood on Viscoelastic, Thermal, Mechanical and Aging Performance of High Pressure Laminates. Waste Biomass Valorization 2019, 10, 585–597. [Google Scholar] [CrossRef]
- Thébault, M.; Kandelbauer, A.; Müller, U.; Zikulnig-Rusch, E.; Lammer, H. Factors influencing the processing and technological properties of laminates based on phenolic resin impregnated papers. Eur. J. Wood Wood Prod. 2017, 75, 785–806. [Google Scholar] [CrossRef]
- Thébault, M.; Li, Y.; Beuc, C.; Frömel-Frybort, S.; Zikulnig-Rusch, E.; Kutuzova, L.; Kandelbauer, A. Impregnated Paper-Based Decorative Laminates Prepared from Lignin-Substituted Phenolic Resins. J. Renew. Mater. 2020, 8, 1181–1198. [Google Scholar]
- EN 438-2; High-Pressure Decorative Laminates (HPL)-Sheets Based on Thermosetting Resins (usually Called Laminates)–Part 2: Determination of Properties. European Committee for Standard: Brussels, Belgium, 2019.
- EN 205; Adhesives—Wood Adhesives for Non-Structural Applications-Determination of Tensile Shear Strength of Lap Joints. European Committee for Standard: Brussels, Belgium, 2016.
- ČSN 49 0115; Wood. Determination of Ultimate Strength in Static Bending. Federal Office for Standardization and Measurement: Prague, Czech Republic, 1979. (In Slovak)
- Hýsek, Š.; Żółtowska, S. Novel Lignin–Beeswax Adhesive for Production of Composites from Beech and Spruce Particles. J. Clean. Prod. 2022, 362, 132460. [Google Scholar] [CrossRef]
- Chen, Y.; Gong, X.; Yang, G.; Li, Y.; Zhou, N. Preparation and characterization of a nanolignin phenol formaldehyde resin by replacing phenol partially with lignin nanoparticles. RSC Adv. 2019, 9, 29255–29262. [Google Scholar] [CrossRef] [PubMed]
- Younesi-Kordkheili, H.; Pizzi, A. A Comparison among Lignin Modification Methods on the Properties of Lignin–Phenol–Formaldehyde Resin as Wood Adhesive. Polymers 2021, 13, 3502. [Google Scholar] [CrossRef] [PubMed]
- Younesi-Kordkheili, H. Maleated lignin coreaction with phenol-formaldehyde resins for improved wood adhesives performance. Int. J. Adhes. Adhes. 2022, 113, 103080. [Google Scholar] [CrossRef]
- Jin, Y.; Cheng, X.; Zheng, Z. Preparation and characterization of phenol–formaldehyde adhesives modified with enzymatic hydrolysis lignin. Bioresour. Technol. 2010, 101, 2046–2048. [Google Scholar] [CrossRef] [PubMed]
- EN 438-1; High-Pressure Decorative Laminates (HPL)-Sheets Based on Thermosetting Resins (usually Called Laminates)-Part 1: Introduction and General Information. European Committee for Standard: Brussels, Belgium, 2016.
- Taverna, M.E.; Orellao, R.; Moran, J.; Frontini, P.; Nicolau, V.V.; Estenoz, D. Synthesis and Mechanical Properties of Laminates Based on Phenolic Resins Modified with Sodium Lignosulfonate. Lat. Am. Appl. Res. 2016, 46, 173–178. [Google Scholar] [CrossRef]
- Lepedat, K.; Wagner, R.; Lang, J. Laminates. Phenolic Resins: A Century of Progress; Springer-Verlag: Berlin, Germany, 2010; pp. 243–261. [Google Scholar]
- Petrie, E.M. Handbook of Adhesives and Sealants; McGraw-Hill: Beverly, CA, USA, 1999; p. 491. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Resin Variant | Description | Laminate Variant | Description |
|---|---|---|---|
| PF | Commercial PF resin | L-PF | Laminate bonded with commercial PF resin |
| LPF-1 | Commercial PF resin filled with 1% of lignin | L-LPF-1 | Laminate bonded with commercial LPF-1 resin |
| LPF-5 | Commercial PF resin filled with 5% of lignin | L-LPF-5 | Laminate bonded with commercial LPF-5 resin |
| Resin/Chemical Component | Phenol, % | Formaldehyde, % | Tannin, % |
|---|---|---|---|
| PF | 0.004 (0.00) | 0.003 (0.00) | 0.000 (0.00) |
| LPF-1 | 0.044 (0.08) | 0.017 (0.01) | 0.270 (0.00) |
| LPF-5 | 0.168 (0.03) | 0.065 (0.02) | 1.000 (0.00) |
| GB/T 14732-2006 | <6.000 | <0.300 | – |
| Resin/General Properties | pH | Solid Content, % | Density, kg·m−3 |
|---|---|---|---|
| PF | 8.72 (0.03) | 79.66 (0.17) | 1247.8 (0.12) |
| LPF-1 | 9.08 (0.07) | 35.64 (0.23) | 1222.4 (0.35) |
| LPF-5 | 8.62 (0.04) | 36.07 (0.33) | 1224.1 (0.28) |
| GB/T 14732-2006 | >7.00 | >35.00 | – |
| Tensile Shear Strength | |||
|---|---|---|---|
| Sample | L-PF | L-LPF-1 | L-LPF-5 |
| L-PF | 0.74803 | 0.852602 | |
| L-LPF-1 | 0.74803 | 0.980253 | |
| L-LPF-5 | 0.852602 | 0.980253 | |
| Impact bending strength | |||
| Sample | L-PF | L-LPF-1 | L-LPF-5 |
| L-PF | 0.404424 | 0.873932 | |
| L-LPF-1 | 0.404424 | 0.720273 | |
| L-LPF-5 | 0.873932 | 0.720273 | |
| Bending strength | |||
| Sample | L-PF | L-LPF-1 | L-LPF-5 |
| L-PF | 0.996234 | 0.416119 | |
| L-LPF-1 | 0.996234 | 0.330311 | |
| L-LPF-5 | 0.416119 | 0.330311 | |
| Brinell hardness | |||
| Sample | L-PF | L-LPF-1 | L-LPF-5 |
| L-PF | 0.000611 | 0.003374 | |
| L-LPF-1 | 0.000611 | 0.00013 | |
| L-LPF-5 | 0.003374 | 0.00013 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Němec, M.; Hájková, K.; Hýsek, Š. Paper-Based Laminates Impregnated with a Hybrid Lignin-Phenol-Formaldehyde Resin. Materials 2023, 16, 2669. https://doi.org/10.3390/ma16072669
Němec M, Hájková K, Hýsek Š. Paper-Based Laminates Impregnated with a Hybrid Lignin-Phenol-Formaldehyde Resin. Materials. 2023; 16(7):2669. https://doi.org/10.3390/ma16072669
Chicago/Turabian StyleNěmec, Miroslav, Kateřina Hájková, and Štěpán Hýsek. 2023. "Paper-Based Laminates Impregnated with a Hybrid Lignin-Phenol-Formaldehyde Resin" Materials 16, no. 7: 2669. https://doi.org/10.3390/ma16072669