
Microstructure and Mechanical Properties of Stainless Steel/6082 Aluminum Alloy Heterogeneous Laser Welded Joint
Abstract
:1. Introduction
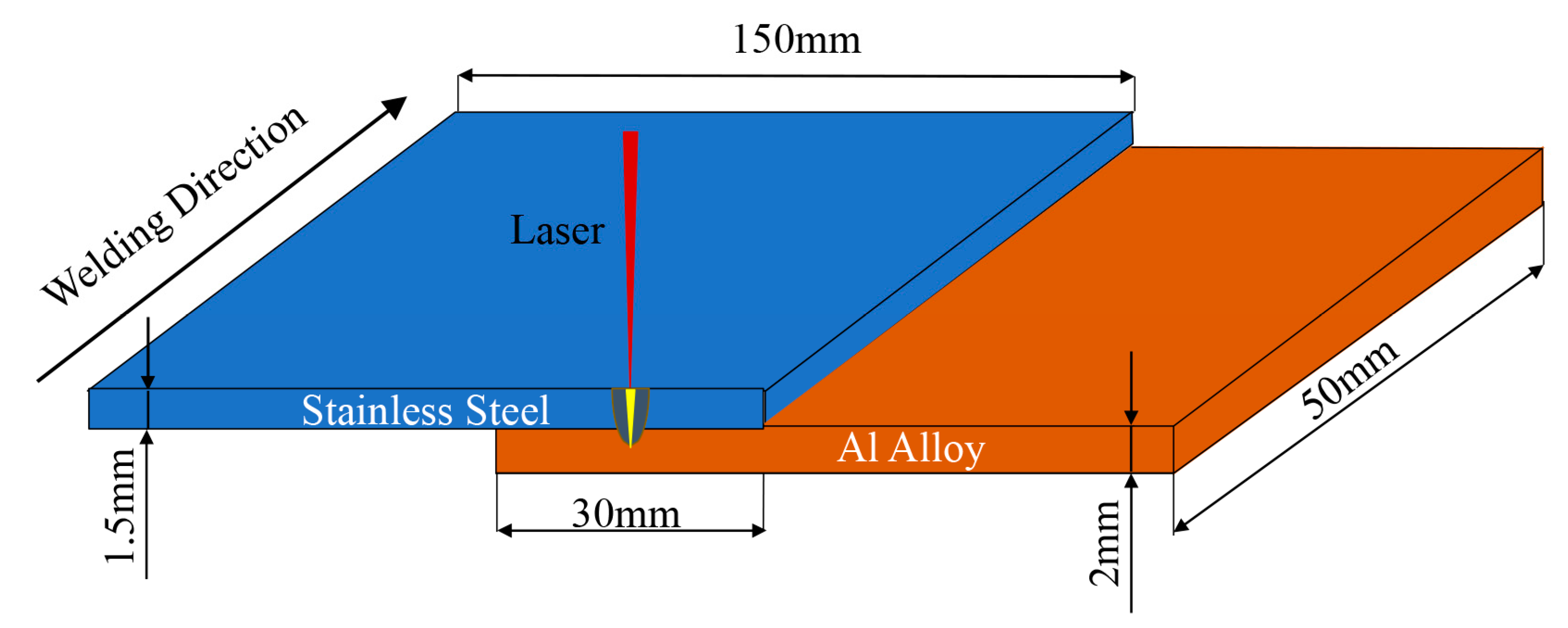
2. Material and Methods
2.1. Material
2.2. Material Model
3. Results and Discussion
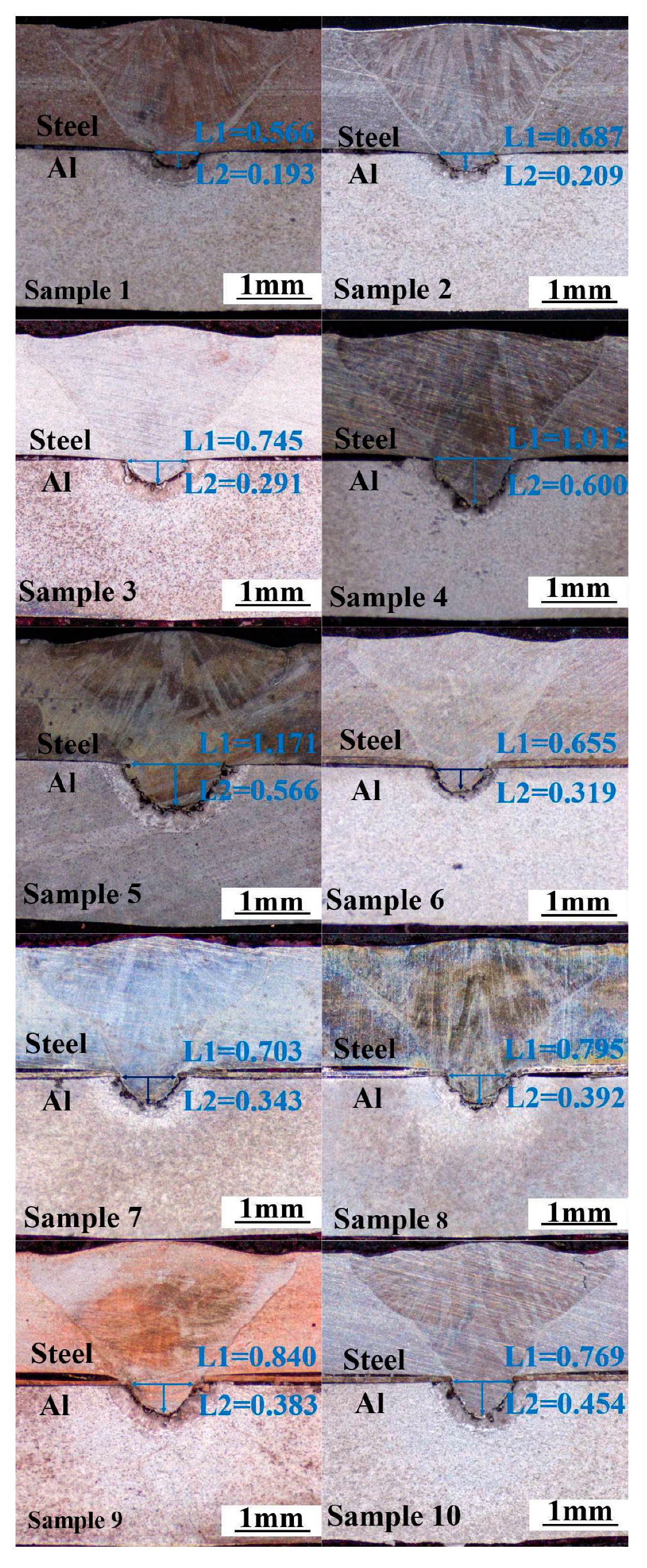
3.1. Surface Quality and Macro-Analysis
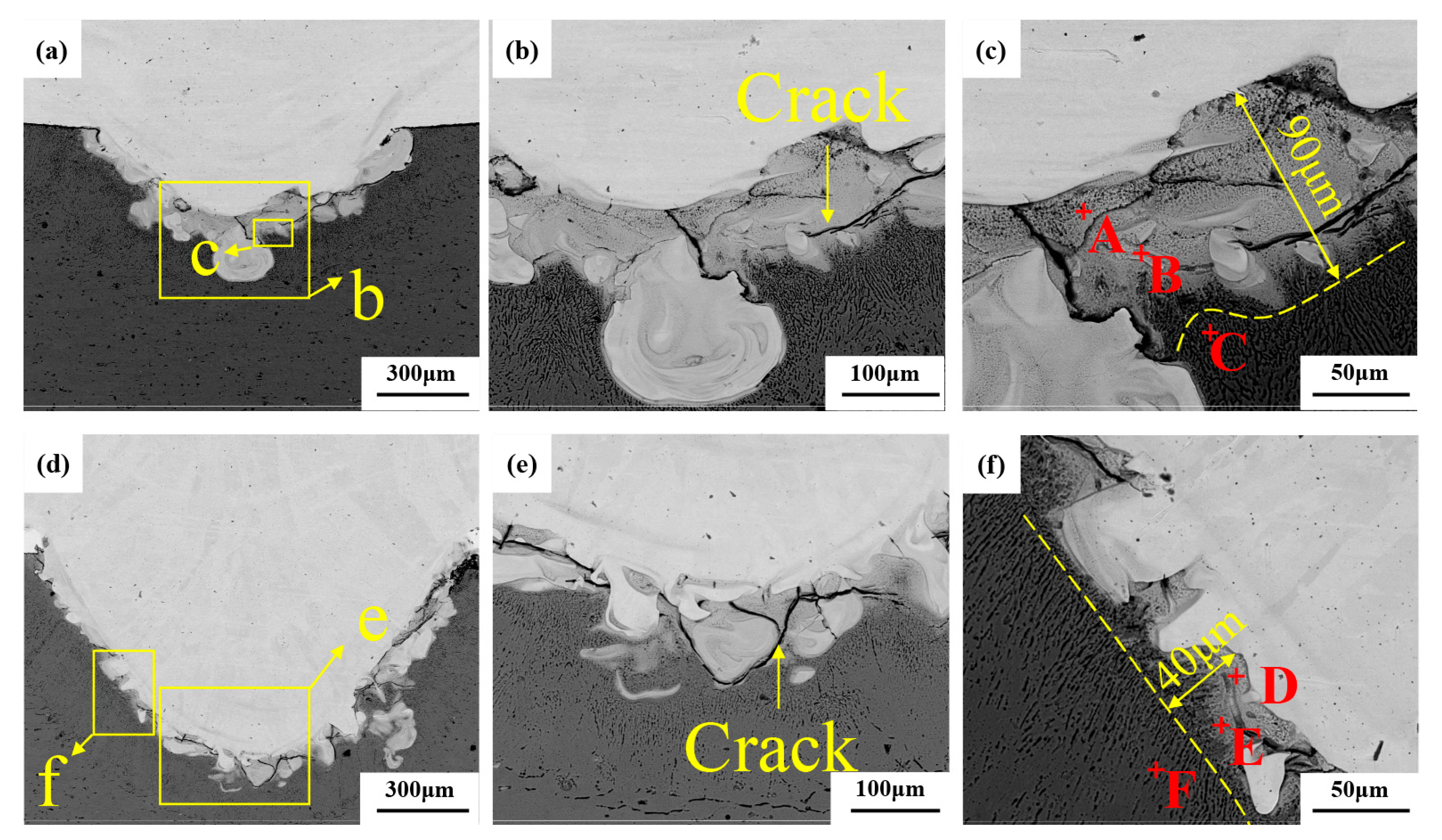
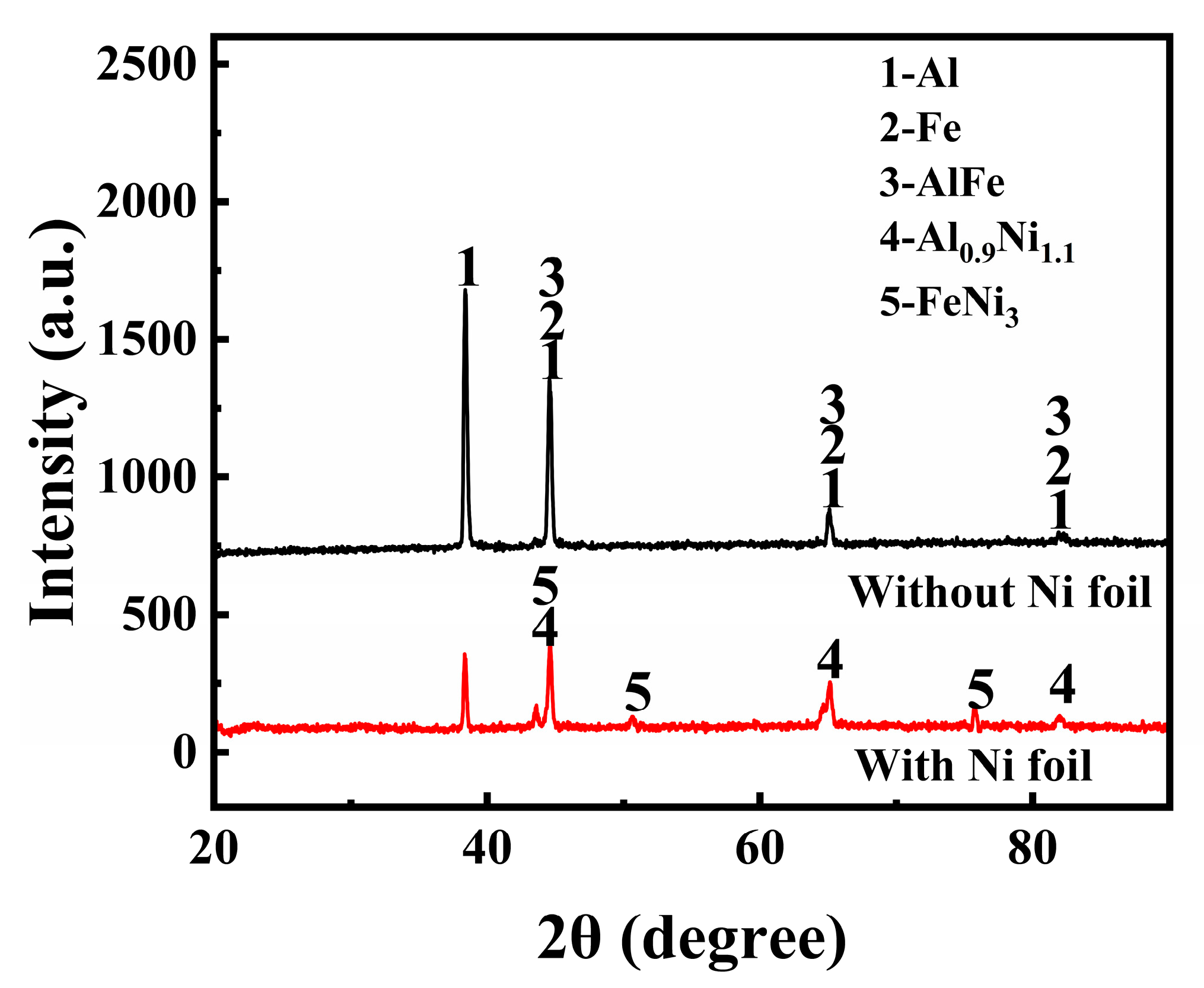
3.2. Microstructure and Phase Analysis
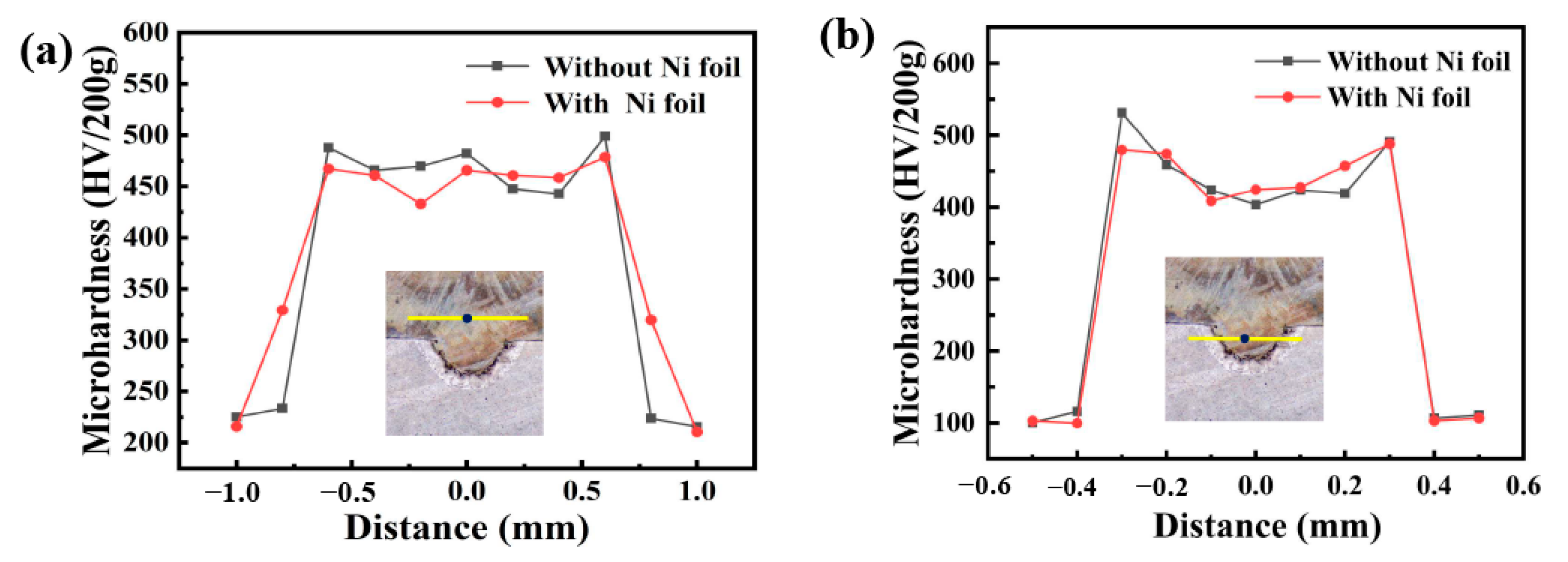
3.3. Microhardness
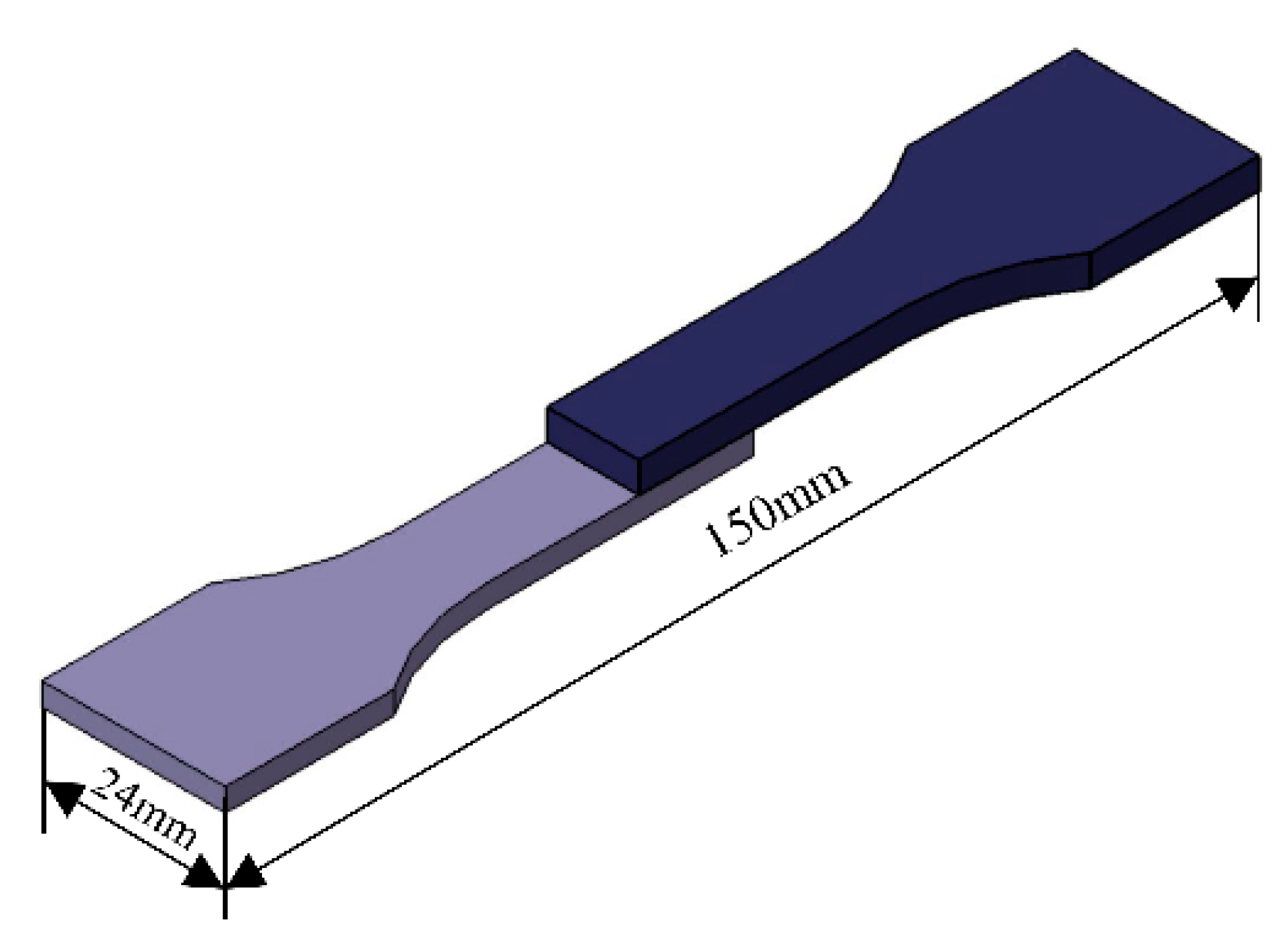
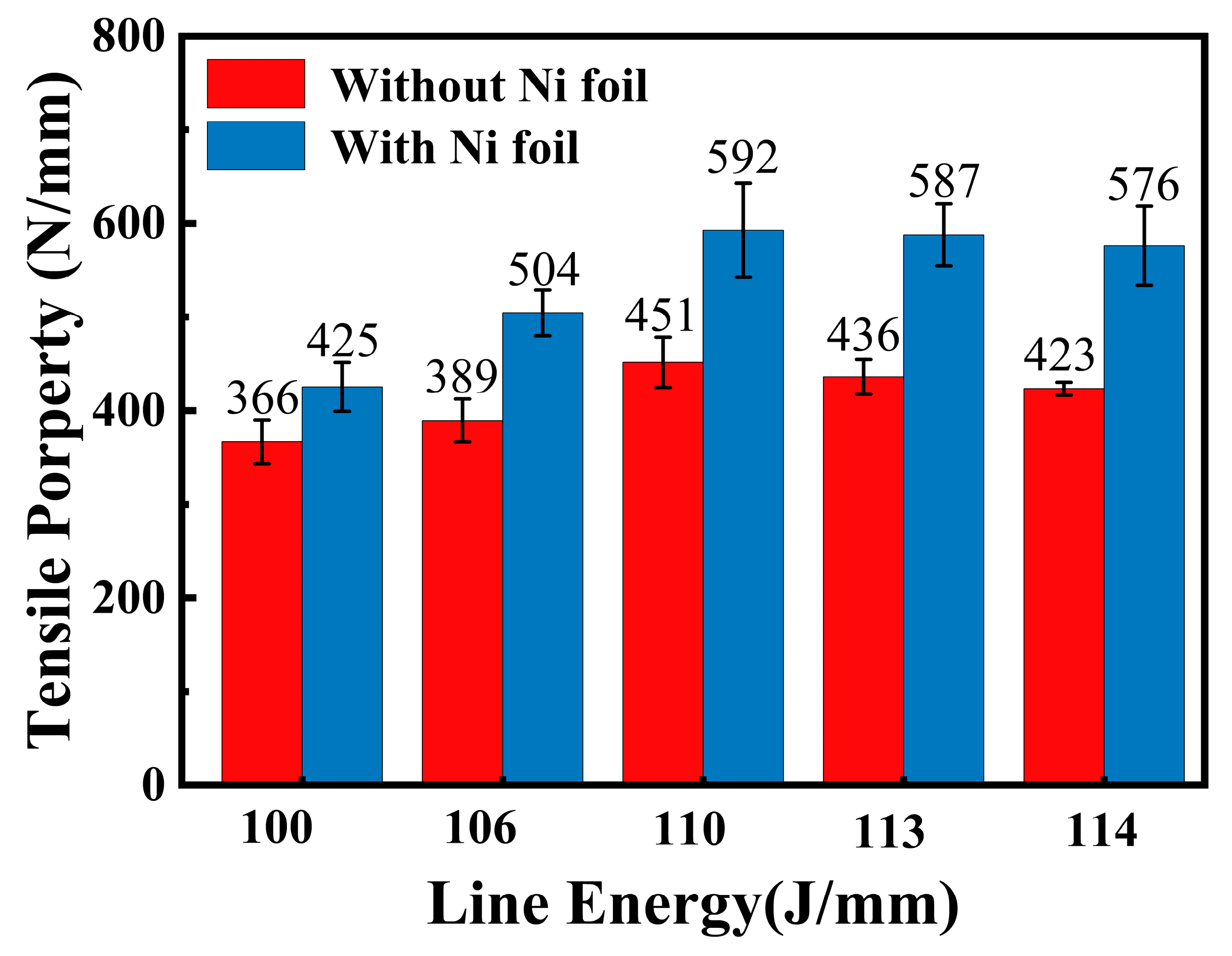
3.4. Tensile Properties
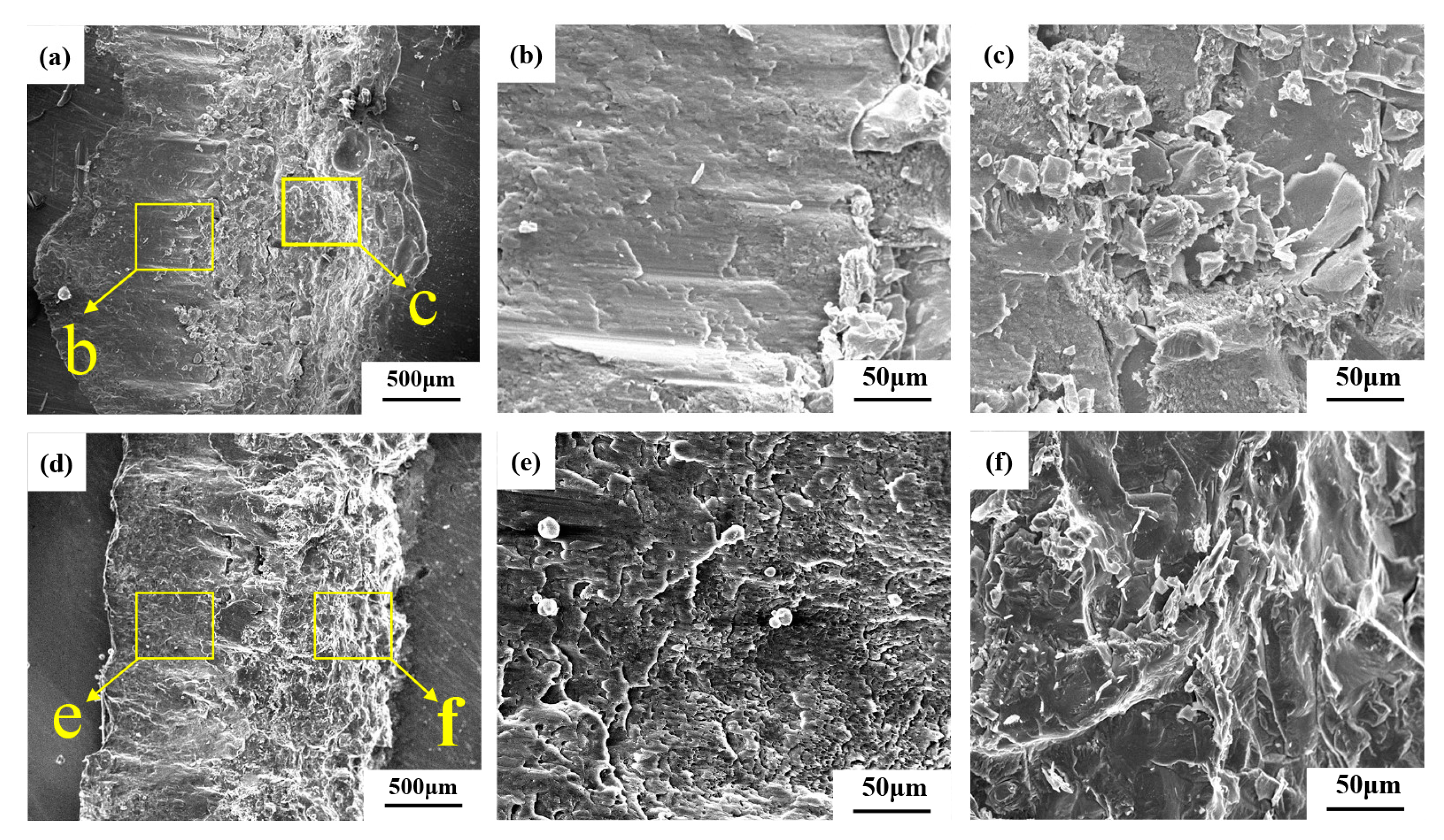
3.5. Fracture Morphology
4. Conclusions
- During laser welding, the melting of stainless steel embedded into the aluminum matrix and an interfacial metallurgical reaction with the molten aluminum alloy have occurred to form an intermetallic compound layer. The structures of the intermetallic compound layer without Ni interlayer consist of FeAl and FeAl3. After the addition of the nickel intermediate layer, the thickness of the intermetallic compound layer and the content of the brittle and hard Al-Fe phase decreased significantly, and some new phases of Al0.9Ni1.1 and FeNi were formed.
- The tensile properties of the joints with and without Ni interlayer first increase and then decrease with increase in the line energy. Using the nickel interlayer can expand the volume of the aluminum melted pool, enhanced the tensile property of the joint by about 40% and decrease the microhardness of the intermetallic compounds.
- Improving the metallurgical reaction of the molten pool for laser welding by adding a Ni interlayer is an effective way of enhancing the mechanical properties of the joint. Using the Ni interlayer can significantly reduce the thickness of the IMCs layer, and change the structure of the IMCs layer. The fracture morphology of the joint changes from obvious brittle fracture to partial toughness fracture, indicating the enhancement of the toughness of the joint and the tensile properties. In subsequent experiments, we would like to improve the effect of different thicknesses of nickel foil on welded joints.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, L.M.; Shan, C. Study on laser-tungsten inert gas hybrid welding of dissimilar Mg alloy and steel with Ni as interlayer. Mater. Werkst. 2009, 40, 780–783. [Google Scholar] [CrossRef]
- Teshome, F.B.; Peng, B.; Oliveira, J.P.; Shen, J.; Ao, S.; Li, H.; Chen, L.; Tan, C.; Song, X.; Zhou, N.; et al. Role of Pd interlayer on NiTi to Ti6Al4V laser welded joints: Microstructural evolution and strengthening mechanisms. Mater. Des. 2023, 228, 111845. [Google Scholar] [CrossRef]
- Tan, Z.; Pang, B.; Oliveira, J.P.; Chen, L.; Bu, X.; Wang, Z.; Cong, B.; Zeng, Z. Effect of S-curve laser power for power distribution control on laser oscillating welding of 5A06 aluminum alloy. Opt. Laser Technol. 2022, 149, 107909. [Google Scholar] [CrossRef]
- Zheng, M.; Yang, J.; Xu, J.; Jiang, J.; Zhang, H.; Oliveira, J.P.; Lv, X.; Xue, J.; Li, Z. Interfacial microstructure and strengthening mechanism of dissimilar laser al/steel joint via a porous high entropy alloy coating. J. Mater. Res. Technol. 2023, 23, 3997–4011. [Google Scholar] [CrossRef]
- Meco, S.; Pardal, G.; Ganguly, S.; Williams, S.; McPherson, N. Application of laser in seam welding of dissimilar steel to aluminium joints for thick structural components. Opt. Lasers Eng. 2015, 67, 22–30. [Google Scholar] [CrossRef]
- Wang, C.; Cui, L.; Mi, G.; Jiang, P.; Shao, X.; Rong, Y. The influence of heat input on microstructure and mechanical properties for dissimilar welding of galvanized steel to 6061 aluminum alloy in a zero-gap lap joint configuration. J. Alloys Compd. 2017, 726, 556–566. [Google Scholar] [CrossRef]
- Sun, J.; Huang, J.; Yan, Q.; Li, Z. Fiber laser butt joining of aluminum to steel using welding-brazing method. Int. J. Adv. Manuf. Technol. 2015, 85, 2639–2650. [Google Scholar] [CrossRef]
- Zhou, D.W.; Liu, J.S.; Lu, Y.Z.; Xu, S.H. Effect of adding powder on joint properties of laser penetration welding for dual phase steel and aluminum alloy. Opt. Laser Technol. 2017, 94, 171–179. [Google Scholar] [CrossRef]
- Yan, F.; Fang, X.; Chen, L.; Wang, C.; Zhao, J.; Chai, F.; Wang, W. Microstructure evolution and phase transition at the interface of steel/Al dissimilar alloys during Nd: YAG laser welding. Opt. Laser Technol. 2018, 108, 193–201. [Google Scholar] [CrossRef]
- Qi, X.-D.; Liu, L.-M. Fusion welding of Fe-added lap joints between AZ31B magnesium alloy and 6061 aluminum alloy by hybrid laser–tungsten inert gas welding technique. Mater. Des. 2012, 33, 436–443. [Google Scholar] [CrossRef]
- Li, J.; Li, H.; Wei, H.; Gao, Y. Effect of torch position and angle on welding quality and welding process stability in Pulse on Pulse MIG welding–brazing of aluminum alloy to stainless steel. Int. J. Adv. Manuf. Technol. 2015, 84, 705–716. [Google Scholar] [CrossRef]
- Cui, L.; Chen, B.; Chen, L.; He, D. Dual beam laser keyhole welding of steel/aluminum lapped joints. J. Mater. Process. Technol. 2018, 256, 87–97. [Google Scholar] [CrossRef]
- Pfestorf, M. Manufacturing of High Strength Steel and Aluminum for a Mixed Material Body in White. Adv. Mater. Res. 2005, 6–8, 109–126. [Google Scholar] [CrossRef]
- Mathieu, A.; Pontevicci, S.; Viala, J.-c.; Cicala, E.; Matteï, S.; Grevey, D. Laser brazing of a steel/aluminium assembly with hot filler wire (88% Al, 12% Si). Mater. Sci. Eng. A 2006, 435–436, 19–28. [Google Scholar] [CrossRef]
- Sierra, G.; Peyre, P.; Deschaux-Beaume, F.; Stuart, D.; Fras, G. Steel to aluminium key-hole laser welding. Mater. Sci. Eng. A 2007, 447, 197–208. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, F.; Guo, G.; Wang, G.; Wei, H. Effects of different powders on the micro-gap laser welding-brazing of an aluminium-steel butt joint using a coaxial feeding method. Mater. Des. 2016, 109, 10–18. [Google Scholar] [CrossRef]
- Laukant, H.; Wallmann, C.; Müller, M.; Korte, M.; Stirn, B.; Haldenwanger, H.G.; Glatzel, U. Fluxless laser beam joining of aluminium with zinc coated steel. Sci. Technol. Weld. Join. 2013, 10, 219–226. [Google Scholar] [CrossRef]
- Chen, S.; Huang, J.; Ma, K.; Zhao, X.; Vivek, A. Microstructures and Mechanical Properties of Laser Penetration Welding Joint With/Without Ni-Foil in an Overlap Steel-on-Aluminum Configuration. Metall. Mater. Trans. A 2014, 45, 3064–3073. [Google Scholar] [CrossRef]
- Xu, T.; Zhou, S.; Wu, H.; Hong, C.; Ma, X. Effect of nickel interlayer thickness on lap joint laser welding for aluminium-steel dissimilar materials. Sci. Technol. Weld. Join. 2022, 27, 166–175. [Google Scholar] [CrossRef]
- Fu, Z.H.; Yang, B.J.; Shan, M.L.; Li, T.; Zhu, Z.Y.; Ma, C.P.; Zhang, X.; Gou, G.Q.; Wang, Z.R.; Gao, W. Hydrogen embrittlement behavior of SUS301L-MT stainless steel laser-arc hybrid welded joint localized zones. Corros. Sci. 2020, 164, 108337. [Google Scholar] [CrossRef]
- Arunakumara, P.C.; Sagar, H.N.; Gautam, B.; George, R.; Rajeesh, S. A review study on fatigue behavior of aluminum 6061 T-6 and 6082 T-6 alloys welded by MIG and FS welding methods. Mater. Today Proc. 2023, 74, 293–301. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Ni | Cr | N | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.03 | 1.0 | 2.0 | 0.045 | 0.03 | 7.0 | 17.0 | 0.1 | Bal. |
| Mg | Si | Cu | Fe | Mn | Cr | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|
| 0.97 | 1.2 | 0.01 | 0.22 | 0.87 | 0.18 | 0.02 | 0.04 | Bal. |
| Metal Name | Density/g·cm−3 | Melting Point/°C | Specific Heat /J·kg−1·K−1 | Thermal Conductivity/W·m−1·K−1 | Linear Expansion /10−6·K−1 | Resistivity/10−6Ω·m |
|---|---|---|---|---|---|---|
| Nickel | 8.90 | 1453 | 240 | 90.7 | 5.2 | 6.84 |
| Test Piece Number | Line Energy (J/mm) | Intermediate Layer | Macrostructure |
|---|---|---|---|
| Sample 1 | 100 | No |  |
| Sample 6 | 100 | 0.05 mm Ni |  |
| Sample 2 | 106 | No |  |
| Sample 7 | 106 | 0.05 mm Ni |  |
| Sample 3 | 110 | No |  |
| Sample 8 | 110 | 0.05 mm Ni |  |
| Sample 4 | 113 | No |  |
| Sample 9 | 113 | 0.05 mm Ni |  |
| Sample 5 | 114 | No |  |
| Sample 10 | 114 | 0.05 mm Ni |  |
| Region | Composition% | Potential Phases | |||||
|---|---|---|---|---|---|---|---|
| Al | Fe | Cr | Si | Ni | Mn | ||
| A | 14.28 | 59.49 | 18.02 | 0.91 | 5.81 | 1.48 | Fe3Al + FeAl |
| B | 96.56 | 1.32 | 0.39 | 1.08 | 0.13 | 0.12 | Al + FeAl |
| C | 98.72 | 0 | 0 | 1.25 | 0 | 0.03 | Al |
| D | 19.08 | 58.17 | 13.93 | 0.88 | 7.85 | 0.13 | FeNi3 + Al0.9Ni1.1 |
| E | 55.77 | 31.26 | 7.91 | 1.22 | 3.47 | 0.37 | FeAl + Al0.9Ni1.1 |
| F | 97.29 | 0.57 | 0.62 | 0.78 | 0.06 | 0.14 | Al |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kang, L.; Li, X.; Chen, J.; Zhang, Y.; Wang, T. Microstructure and Mechanical Properties of Stainless Steel/6082 Aluminum Alloy Heterogeneous Laser Welded Joint. Materials 2023, 16, 6958. https://doi.org/10.3390/ma16216958
Kang L, Li X, Chen J, Zhang Y, Wang T. Microstructure and Mechanical Properties of Stainless Steel/6082 Aluminum Alloy Heterogeneous Laser Welded Joint. Materials. 2023; 16(21):6958. https://doi.org/10.3390/ma16216958
Chicago/Turabian StyleKang, Lei, Xin Li, Jing Chen, Yu Zhang, and Ting Wang. 2023. "Microstructure and Mechanical Properties of Stainless Steel/6082 Aluminum Alloy Heterogeneous Laser Welded Joint" Materials 16, no. 21: 6958. https://doi.org/10.3390/ma16216958