
3D Printing Technologies for Fabrication of Magnetic Materials Based on Metal–Polymer Composites: A Review

Abstract
:1. Introduction
2. Magnetic Parts of Complex Shapes
- (1)
- (2)
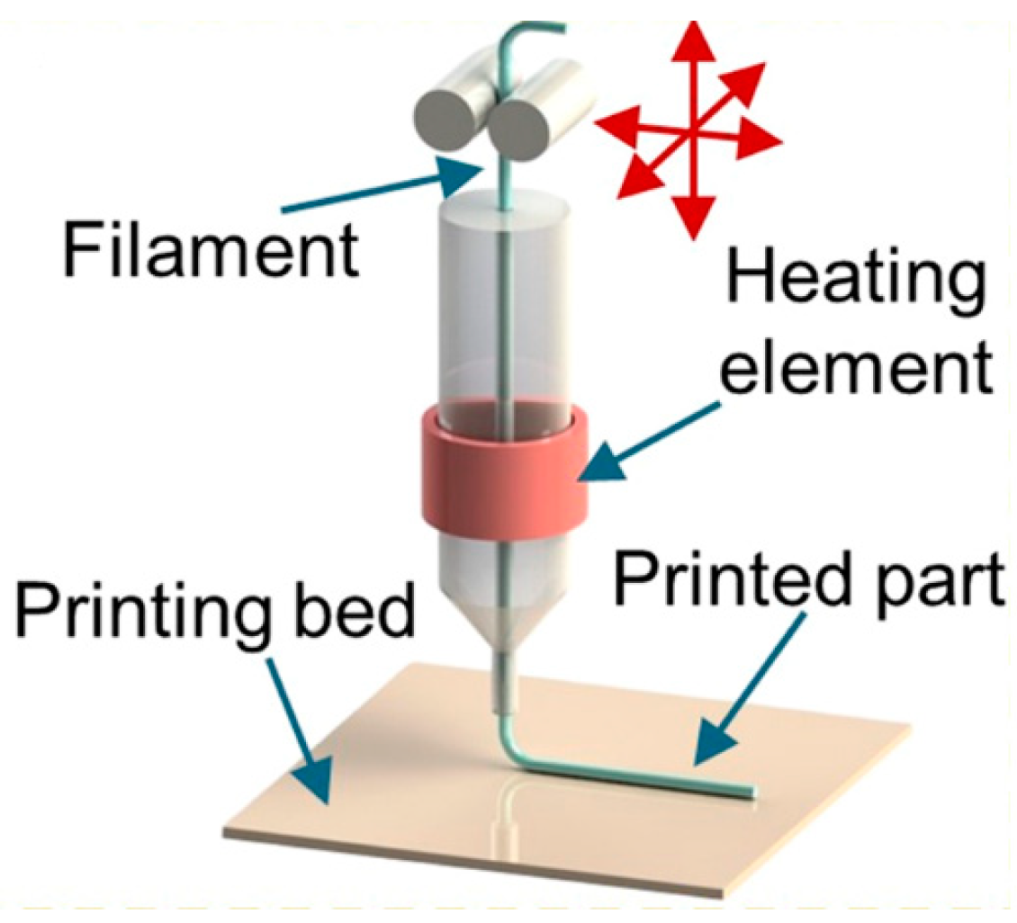
3. Fused Deposition Modeling
- -
- Extruder temperature, which is set depending on the softening or melting temperature of the polymer used;
- -
- Layer thickness, which is associated with the diameter of the used polymer filament;
- -
- The speed of the extruder nozzle motion;
- -
- Infill rate, which can be less than 100% in cases where it is needed to obtain a porous structure;
- -
- Printing strategy;
- -
- Method of attaching the first layer to the build platform;
- -
- Build platform temperature.
3.1. Magnetic Materials for ATs
3.2. Fabrication of Hard Magnetic Materials by FDM
3.3. Fabrication of Soft Magnetic Materials by FDM
3.4. Magnetic-Field-Assisted ATs
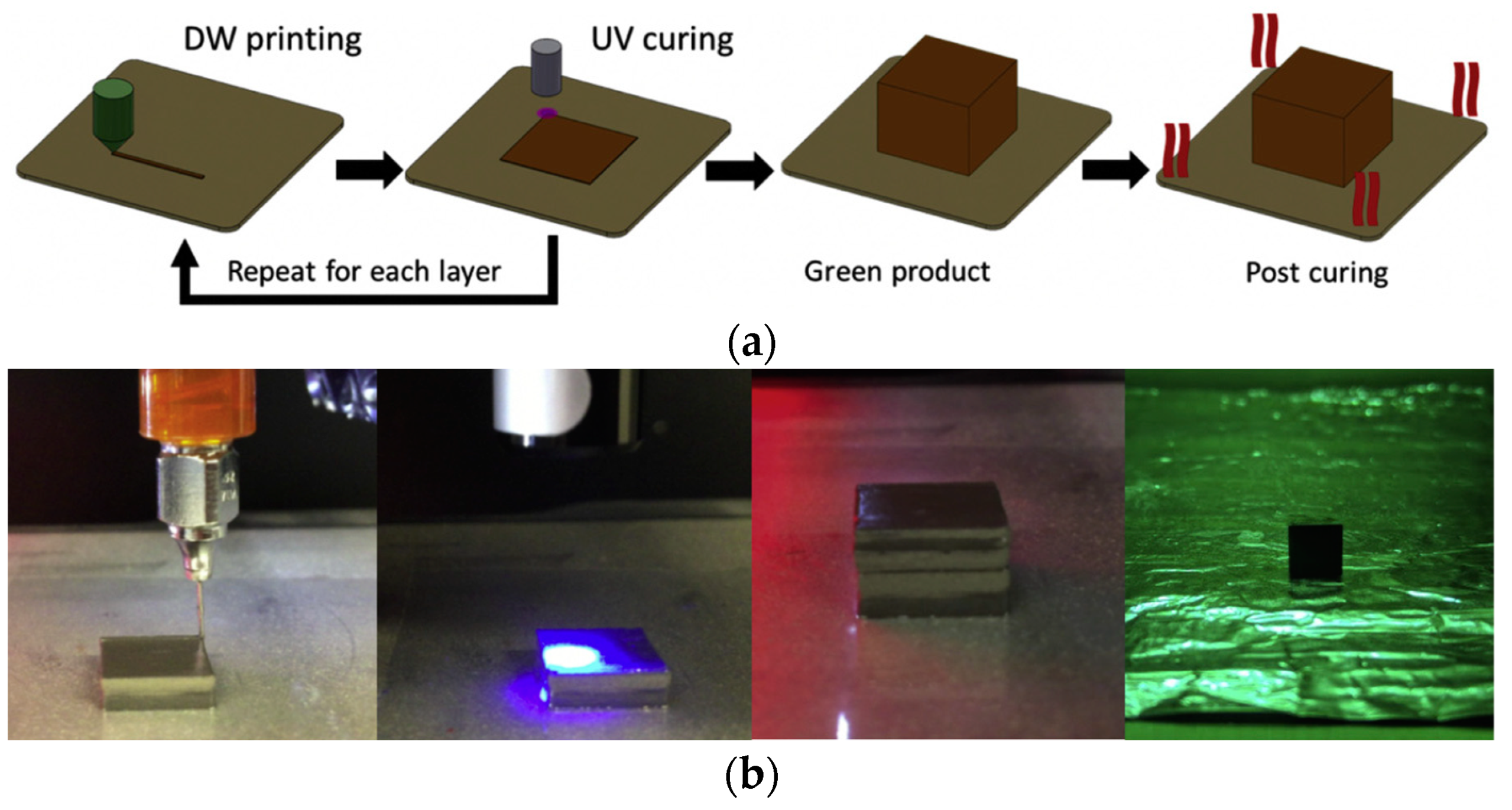
4. Direct Ink Writing
- -
- Model proposed by Mooney [119]
- -
- Model proposed by Krieger and Dougherty [120]
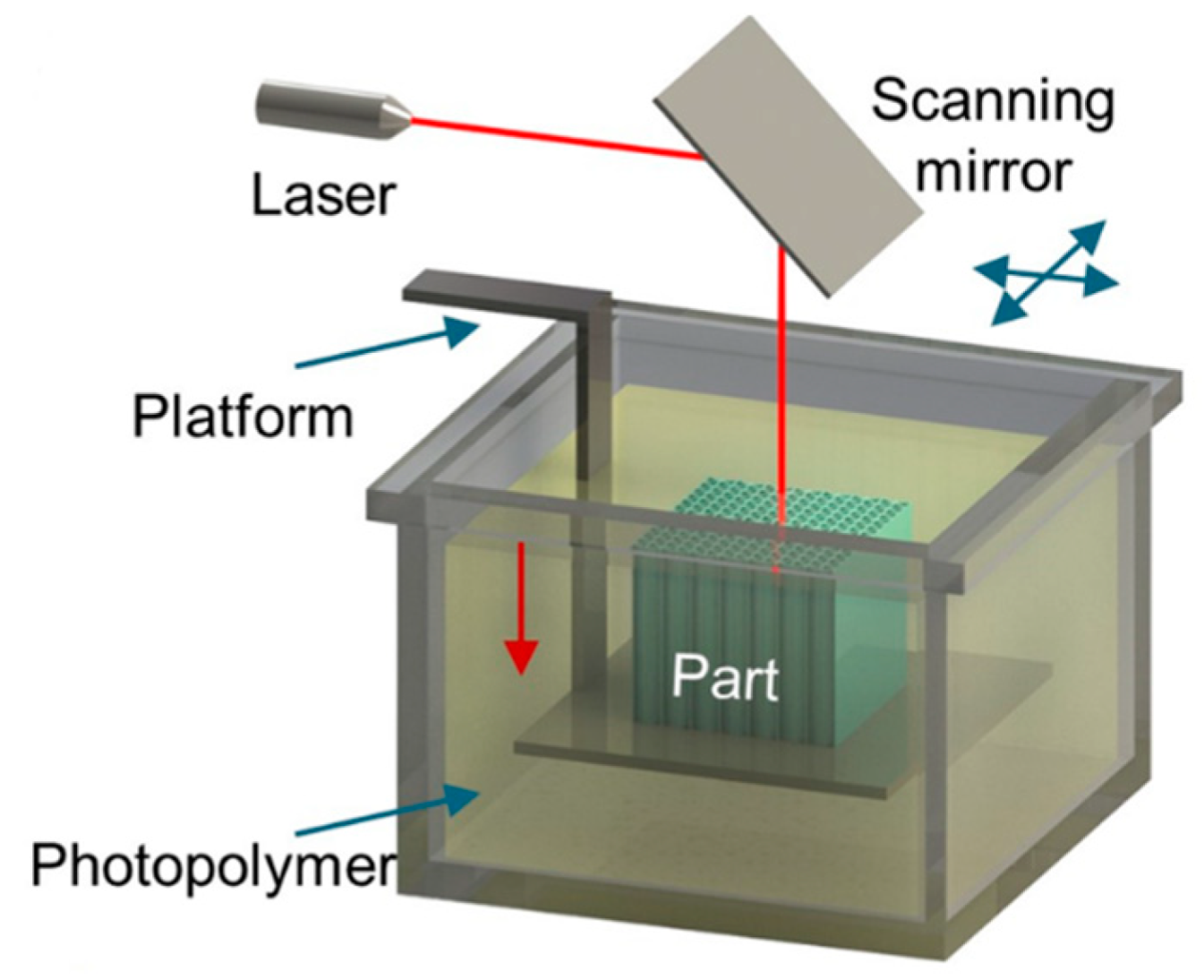
5. Stereolythography
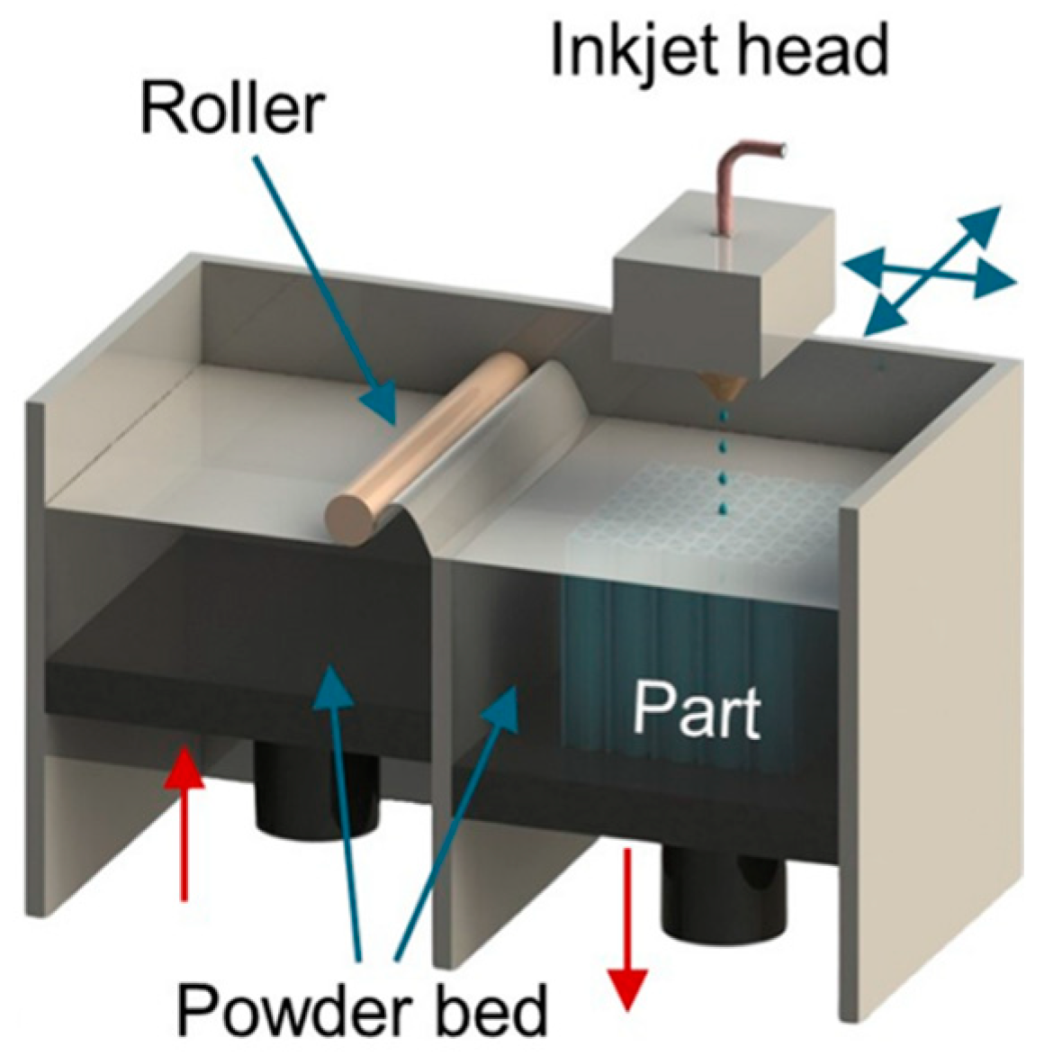
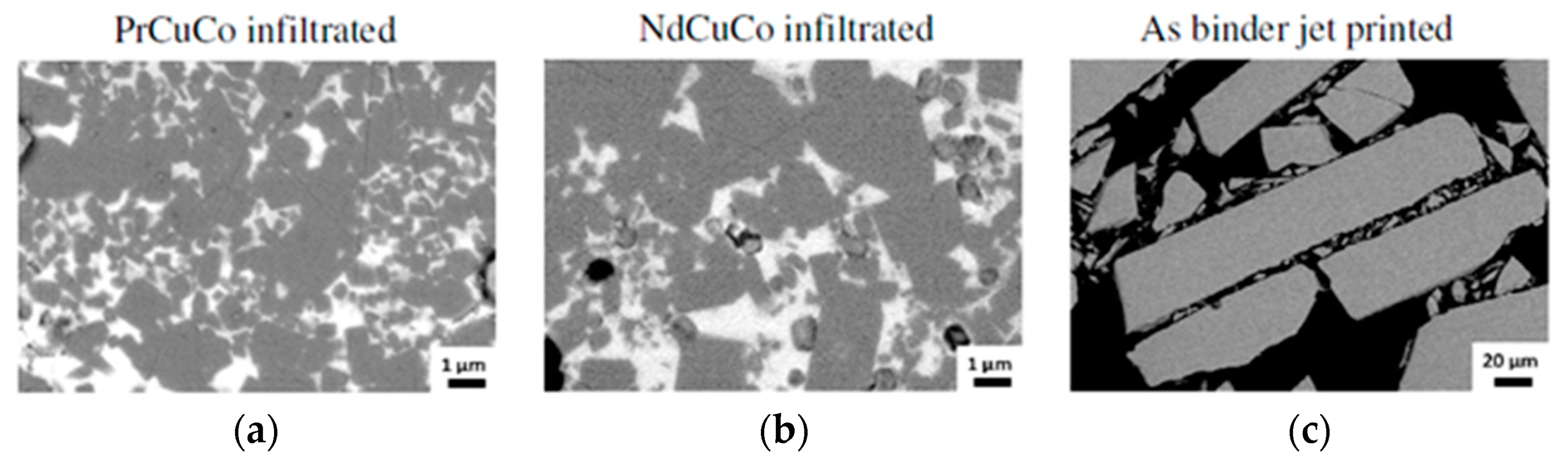
6. Binder Jetting
7. Smart Composites
7.1. Soft Robots with Magnetic Components

7.2. Smart Fillers
8. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Wilson-Heid, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Saeidi, K.; Kvetková, L.; Lofaj, F.; Shen, Z. Austenitic stainless steel strengthened by the in situ formation of oxide nanoinclusions. RSC Adv. 2015, 5, 20747–20750. [Google Scholar] [CrossRef]
- Revilla-León, M.; Özcan, M. Additive Manufacturing Technologies Used for 3D Metal Printing in Dentistry. Curr. Oral Health Rep. 2017, 4, 201–208. [Google Scholar] [CrossRef]
- Naseer, M.U.; Kallaste, A.; Asad, B.; Vaimann, T.; Rassolkin, A. A review on Additive Manufacturing Possibilities for Electrical Machines. Energies 2021, 14, 1940. [Google Scholar] [CrossRef]
- Pham, T.; Kwon, P.; Foster, S. Additive manufacturing and topology optimization of magnetic materials for electrical machines—A review. Energies 2021, 14, 283. [Google Scholar] [CrossRef]
- Wrobel, R.; Mecrow, B. A Comprehensive Review of Additive Manufacturing in Construction of Electrical Machines. IEEE Trans. Energy Convers. 2020, 35, 1054–1064. [Google Scholar] [CrossRef]
- Yan, Y.; Liu, L.; Ding, C.; Nguyen, L.; Moss, J.; Mei, Y.; Lu, G.-Q. Additive Manufacturing of Magnetic Components for Heterogeneous Integration. In Proceedings of the 2017 IEEE 67th Electronic Components and Technology Conference (ECTC), Orlando, FL, USA, 30 May–2 June 2017; pp. 324–330. [Google Scholar] [CrossRef]
- Selema, A.; Ibrahim, M.N.; Sergeant, P. Metal Additive Manufacturing for Electrical Machines: Technology Review and Latest Advancements. Energies 2022, 15, 1076. [Google Scholar] [CrossRef]
- Zhang, Z.Y.; Tsai, M.C.; Huang, P.W.; Cheng, C.W.; Huang, J.M. Characteristic comparison of transversally laminated anisotropic synchronous reluctance motor fabrication based on 2D lamination and 3D printing. In Proceedings of the 2015 18th International Conference on Electrical Machines and Systems (ICEMS), Pattaya, Thailand, 25–28 October 2016; pp. 894–897. [Google Scholar] [CrossRef]
- Lammers, S.; Adam, G.; Schmid, H.J. Additive Manufacturing of a Lightweight Rotor for a Permanent Magnet Synchronous Machine. In Proceedings of the 2016 6th International Electric Drives Production Conference (EDPC), Nuremberg, Germany, 30 November–1 December 2016. [Google Scholar]
- Urban, N.; Meyer, A.; Leckel, M.; Leder, M.; Franke, J. Additive Manufacturing of an Electric Drive. In Proceedings of the SPEEDAM 2018—2018 International Symposium on Power Electronics, Electrical Drives, Automation and Motion, Amalfi, Italy, 20–22 June 2018; pp. 1327–1331. [Google Scholar] [CrossRef]
- Jones, N.J.; Yoo, J.-H.; Ott, R.T.; Lambert, P.K.; Petculescu, G.; Simsek, E.; Schlagel, D.; Lograsso, T.A. Magnetostrictive performance of additively manufactured CoFe rods using the TM system Magnetostrictive performance of additively manufactured CoFe rods using the LENS TM system. AIP Adv. 2018, 8, 056403. [Google Scholar] [CrossRef]
- Mazeeva, A.K.; Staritsyn, M.V.; Bobyr, V.V.; Manninen, S.A.; Kuznetsov, P.A.; Klimov, V.N. Magnetic properties of Fe–Ni permalloy produced by selective laser melting. J. Alloys Compd. 2020, 814, 152315. [Google Scholar] [CrossRef]
- Mazeeva, A.K.; Kim, A.; Shamshurin, A.I.; Razumov, N.G.; Nazarov, D.V.; Borisov, A.N.; Popovich, A.A. Effect of heat treatment on structure and magnetic properties of Ni36Co37Al27 alloy produced by laser powder bed fusion. J. Alloys Compd. 2023, 938, 168461. [Google Scholar] [CrossRef]
- Pollock, T.M.; Clarke, A.J.; Babu, S.S. Design and Tailoring of Alloys for Additive Manufacturing. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2020, 51, 6000–6019. [Google Scholar] [CrossRef]
- Sirisathitkul, C.; Sirisathitkul, Y. Recent Developments in 3D Printing of Rare-Earth-Free Permanent Magnets. Inventions 2022, 7, 71. [Google Scholar] [CrossRef]
- Hirosawa, S.; Nishino, M.; Miyashita, S. Perspectives for high-performance permanent magnets: Applications, coercivity, and new materials. Adv. Nat. Sci. Nanosci. Nanotechnol. 2017, 8, 013002. [Google Scholar] [CrossRef]
- Coey, J.M.D. Perspective and Prospects for Rare Earth Permanent Magnets. Engineering 2020, 6, 119–131. [Google Scholar] [CrossRef]
- Shishkovsky, I.; Saphronov, V. Peculiarities of selective laser melting process for permalloy powder. Mater. Lett. 2016, 171, 208–211. [Google Scholar] [CrossRef]
- Mikler, C.V.; Chaudhary, V.; Borkar, T.; Soni, V.; Choudhuri, D.; Ramanujan, R.V.; Banerjee, R. Laser additive processing of Ni-Fe-V and Ni-Fe-Mo Permalloys: Microstructure and magnetic properties. Mater. Lett. 2017, 192, 9–11. [Google Scholar] [CrossRef]
- Mikler, C.V.; Chaudhary, V.; Soni, V.; Gwalani, B.; Ramanujan, R.V.; Banerjee, R. Tuning the phase stability and magnetic properties of laser additively processed Fe-30at%Ni soft magnetic alloys. Mater. Lett. 2017, 199, 88–92. [Google Scholar] [CrossRef]
- Kustas, A.B.; Susan, D.F.; Johnson, K.L.; Whetten, S.R.; Rodriguez, M.A.; Dagel, D.J.; Michael, J.R.; Keicher, D.M.; Argibay, N. Characterization of the Fe-Co-1.5V soft ferromagnetic alloy processed by Laser Engineered Net Shaping (LENS). Addit. Manuf. 2018, 21, 41–52. [Google Scholar] [CrossRef]
- White, E.; Kassen, A.G.; Simsek, E.; Tang, W.; Ott, R.T.; Anderson, I.E. Net Shape Processing of Alnico Magnets by Additive Manufacturing. Appl. Sci. 2019, 9, 4843. [Google Scholar] [CrossRef]
- Rottmann, P.F.; Polonsky, A.T.; Francis, T.; Emigh, M.G.; Krispin, M.; Rieger, G.; Echlin, M.P.; Levi, C.G.; Pollock, T.M. TriBeam tomography and microstructure evolution in additively manufactured Alnico magnets. Mater. Today 2021, 49, 23–34. [Google Scholar] [CrossRef]
- Marenkin, S.F.; Ril’, A.I. Al–Mn Hard Magnetic Alloys as Promising Materials for Permanent Magnets (Review). Russ. J. Inorg. Chem. 2020, 65, 2007–2019. [Google Scholar] [CrossRef]
- Yang, J.; Yang, W.; Shao, Z.; Liang, D.; Zhao, H.; Xia, Y.; Yang, Y. Mn-based permanent magnets. Chin. Phys. B 2018, 27, 117503. [Google Scholar] [CrossRef]
- Sarkar, A.; Basu Mallick, A. Synthesizing the Hard Magnetic Low-Temperature Phase of MnBi Alloy: Challenges and Prospects. JOM 2020, 72, 2812–2825. [Google Scholar] [CrossRef]
- Radulov, I.A.; Popov, V.V.; Koptyug, A.; Maccari, F.; Kovalevsky, A.; Essel, S.; Gassmann, J.; Skokov, K.P.; Bamberger, M. Production of net-shape Mn-Al permanent magnets by electron beam melting. Addit. Manuf. 2019, 30, 100787. [Google Scholar] [CrossRef]
- Palmero, E.M.; Rial, J.; de Vicente, J.; Camarero, J.; Skårman, B.; Vidarsson, H.; Larsson, P.O.; Bollero, A. Development of permanent magnet MnAlC/polymer composites and flexible filament for bonding and 3D-printing technologies. Sci. Technol. Adv. Mater. 2018, 19, 465–473. [Google Scholar] [CrossRef] [PubMed]
- Conteri, R.; Borkar, T.; Nag, S.; Jaeger, D.; Chen, X.; Ramanujan, R.V.; Banerjee, R. Laser additive processing of Fe-Si-B-Cu-Nb magnetic alloys. J. Manuf. Process. 2017, 29, 175–181. [Google Scholar] [CrossRef]
- Jung, H.Y.; Choi, S.J.; Prashanth, K.G.; Stoica, M.; Scudino, S.; Yi, S.; Kühn, U.; Kim, D.H.; Kim, K.B.; Eckert, J. Fabrication of Fe-based bulk metallic glass by selective laser melting: A parameter study. Mater. Des. 2015, 86, 703–708. [Google Scholar] [CrossRef]
- Sufiiarov, V.; Erutin, D.; Kantyukov, A.; Borisov, E.; Popovich, A.; Nazarov, D. Structure, Mechanical and Magnetic Properties of Selective Laser Melted Fe-Si-B Alloy. Materials 2022, 15, 4121. [Google Scholar] [CrossRef]
- Laitinen, V.; Sozinov, A.; Saren, A.; Salminen, A.; Ullakko, K. Laser powder bed fusion of Ni-Mn-Ga magnetic shape memory alloy. Addit. Manuf. 2019, 30, 100891. [Google Scholar] [CrossRef]
- Nilsén, F.; Ituarte, I.F.; Salmi, M.; Partanen, J.; Hannula, S.P. Effect of process parameters on non-modulated Ni-Mn-Ga alloy manufactured using powder bed fusion. Addit. Manuf. 2019, 28, 464–474. [Google Scholar] [CrossRef]
- Kumar, S.; Singh, R.; Batish, A.; Singh, T.P. Additive manufacturing of smart materials exhibiting 4-D properties: A state of art review. J. Thermoplast. Compos. Mater. 2019, 35, 1358–1381. [Google Scholar] [CrossRef]
- Kim, A.; Mazeeva, A.; Polozov, I.; Shamshurin, A.; Starikov, K.; Igoshin, S.; Ozerskoy, N.; Popovich, A. Additive manufacturing of ni36co37al27 ferromagnetic shape memory material using mechanically alloyed plasma spheroidized powders. In Proceedings of the METAL 2021—30th Anniversary International Conference on Metallurgy and Materials, Brno, Czech Republic, 26–28 May 2021; pp. 958–963. [Google Scholar] [CrossRef]
- Yang, Y.; Song, X.; Li, X.; Chen, Z.; Zhou, C.; Zhou, Q.; Chen, Y. Recent Progress in Biomimetic Additive Manufacturing Technology: From Materials to Functional Structures. Adv. Mater. 2018, 30, 1706539. [Google Scholar] [CrossRef] [PubMed]
- Zhang, C.; Li, X.; Jiang, L.; Tang, D.; Xu, H.; Zhao, P.; Fu, J.; Zhou, Q.; Chen, Y. 3D Printing of Functional Magnetic Materials: From Design to Applications. Adv. Funct. Mater. 2021, 31, 2102777. [Google Scholar] [CrossRef]
- Li, L.; Post, B.; Kunc, V.; Elliott, A.M.; Paranthaman, M.P. Additive manufacturing of near-net-shape bonded magnets: Prospects and challenges. Scr. Mater. 2017, 135, 100–104. [Google Scholar] [CrossRef]
- Huber, C.; Abert, C.; Bruckner, F.; Groenefeld, M.; Muthsam, O.; Schuschnigg, S.; Sirak, K.; Thanhoffer, R.; Teliban, I.; Vogler, C.; et al. 3D print of polymer bonded rare-earth magnets, and 3D magnetic field scanning with an end-user 3D printer. Appl. Phys. Lett. 2016, 109, 162401. [Google Scholar] [CrossRef]
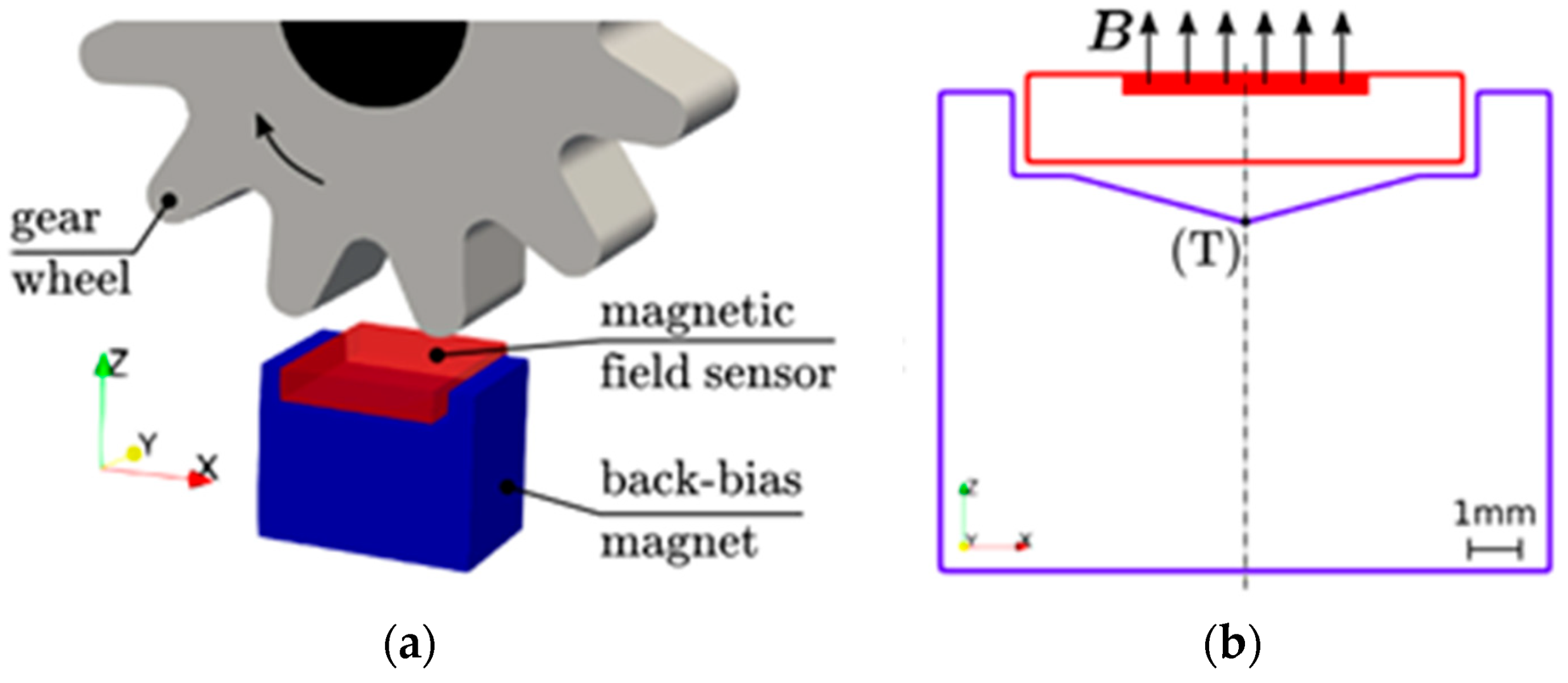
- Elian, K.; Theuss, H. Integration of polymer bonded magnets into magnetic sensors. In Proceedings of the ESTC 2014—5th Electronics System-integration Technology Conference, Helsinki, Finland, 16–18 September 2014. [Google Scholar] [CrossRef]
- Périgo, E.A.; Jacimovic, J.; Ferré, F.G.; Scherf, L.M. Additive manufacturing of magnetic materials. Addit. Manuf. 2019, 30, 100870. [Google Scholar] [CrossRef]
- Vincent, M.; Frédéric, G.; Denis, N.; Abdelkader, B.; Jean-François, W.; Michel, H.; Philippe, Q. Additive manufacturing for soft magnetic materials. In Proceedings of the 2021 IEEE International Magnetic Conference (INTERMAG), Lyon, France, 26–30 April 2021; pp. 1–5. [Google Scholar] [CrossRef]
- Sarkar, A.; Paranthaman, M.P.; Nlebedim, I.C. In-situ magnetic alignment model for additive manufacturing of anisotropic bonded magnets. Addit. Manuf. 2021, 46, 102096. [Google Scholar] [CrossRef]
- Bruckner, F.; Vogler, C.; Bergmair, B.; Huber, T.; Fuger, M.; Suess, D.; Feischl, M.; Fuehrer, T.; Page, M.; Praetorius, D. Combining micromagnetism and magnetostatic Maxwell equations for multiscale magnetic simulations. J. Magn. Magn. Mater. 2013, 343, 163–168. [Google Scholar] [CrossRef]
- Bruckner, F.; Abert, C.; Vogler, C.; Heinrichs, F.; Satz, A.; Ausserlechner, U.; Binder, G.; Koeck, H.; Suess, D. Macroscopic simulation of isotropic permanent magnets. J. Magn. Magn. Mater. 2016, 401, 875–879. [Google Scholar] [CrossRef]
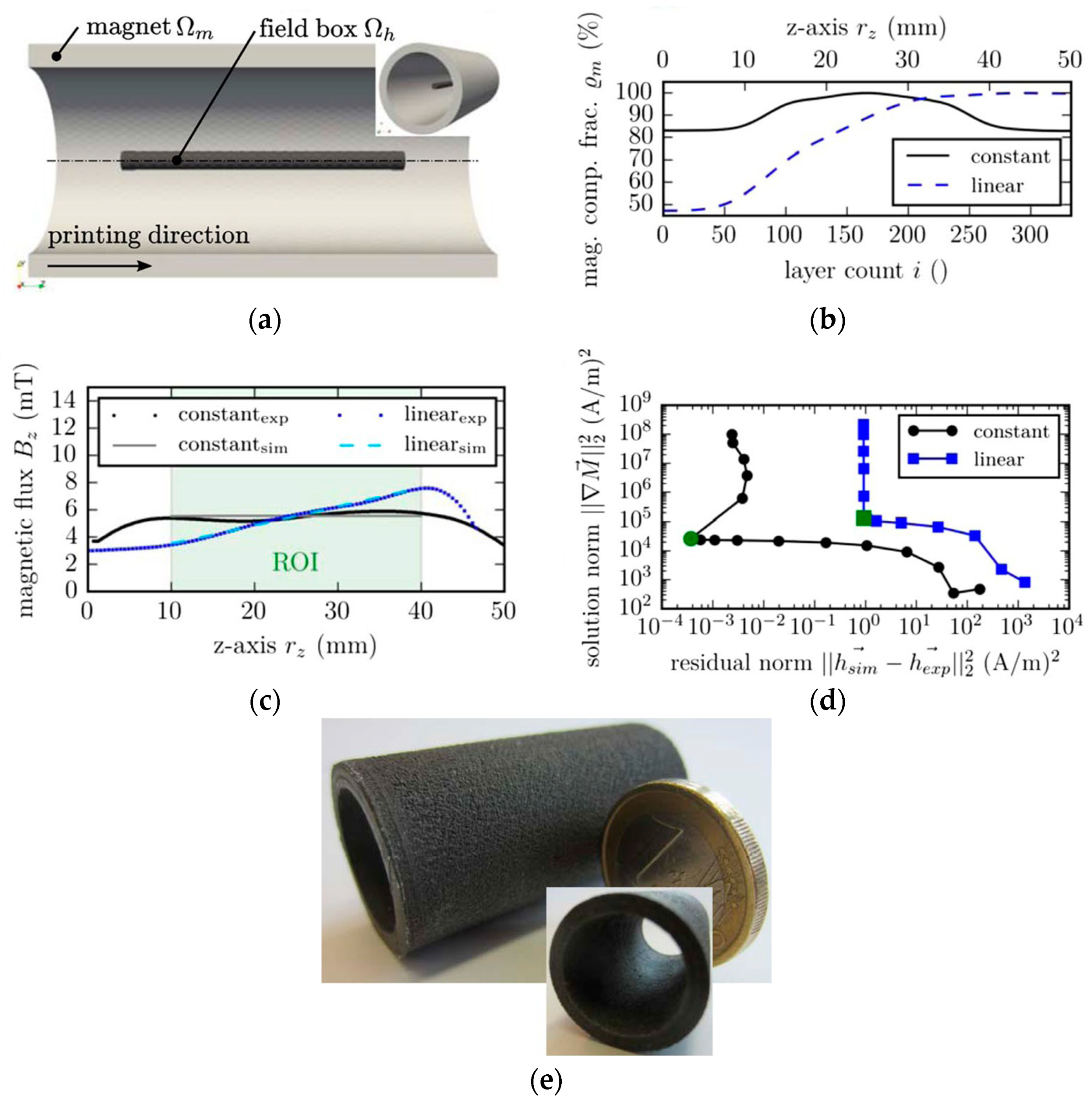
- Huber, C.; Abert, C.; Bruckner, F.; Groenefeld, M.; Schuschnigg, S.; Teliban, I.; Vogler, C.; Wautischer, G.; Windl, R.; Suess, D. 3D Printing of Polymer-Bonded Rare-Earth Magnets with a Variable Magnetic Compound Fraction for a Predefined Stray Field. Sci. Rep. 2017, 7, 9419. [Google Scholar] [CrossRef] [PubMed]
- Abert, C.; Exl, L.; Selke, G.; Drews, A.; Schrefl, T. Numerical methods for the stray-field calculation: A comparison of recently developed algorithms. J. Magn. Magn. Mater. 2013, 326, 176–185. [Google Scholar] [CrossRef]
- Huber, C.; Goertler, M.; Abert, C.; Bruckner, F.; Groenefeld, M.; Teliban, I.; Suess, D. Additive Manufactured and Topology Optimized Passive Shimming Elements for Permanent Magnetic Systems. Sci. Rep. 2018, 8, 14651. [Google Scholar] [CrossRef] [PubMed]
- Ren, Z.; Xie, D.; Li, H. Study on shimming method for open permanent magnet of MRI. Prog. Electromagn. Res. M 2009, 6, 23–34. [Google Scholar] [CrossRef]
- Jezzard, P. Shim coil design, limitations and implications. In Proceedings of the International Society of Magnetic Resonance in Medicine (ISMRM) Annual Meeting, Atlanta, GA, USA, 14–18 October 2006; pp. 1–6. Available online: https://www.mriquestions.com/uploads/3/4/5/7/34572113/shim_coil_design_jezzard.pdf (accessed on 5 June 2023).
- Anderson, W.A. Electrical Current Shims for Correcting Magnetic Fields. Rev. Sci. Instrum. 1961, 32, 241–250. [Google Scholar] [CrossRef]
- Wang, S.; Youn, D.; Moon, H.; Kang, J. Topology optimization of electromagnetic systems considering magnetization direction. IEEE Trans. Magn. 2005, 41, 1808–1811. [Google Scholar] [CrossRef]
- Huber, C.; Abert, C.; Bruckner, F.; Pfaff, C.; Kriwet, J.; Groenefeld, M.; Teliban, I.; Vogler, C.; Suess, D. Topology optimized and 3D printed polymer-bonded permanent magnets for a predefined external field. J. Appl. Phys. 2017, 122, 053904. [Google Scholar] [CrossRef]
- Tikhonov, A.N.; Goncharsky, A.V.; Stepanov, V.V.; Yagola, A.G. Numerical Methods for the Solution of Ill-Posed Problems; Kluwer Academic: Dordrecht, The Netherlands, 1995. [Google Scholar]
- Bruckner, F.; Abert, C.; Wautischer, G.; Huber, C.; Vogler, C.; Hinze, M.; Suess, D. Solving Large-Scale Inverse Magnetostatic Problems using the Adjoint Method. Sci. Rep. 2017, 7, 40816. [Google Scholar] [CrossRef]
- Jafarzadeh, S.; Wulff, A.C.; Engelbrecht, K.; Bahl, C.R.H. Additive Manufacturing of Hard Magnetic Passive Shims to Increase Field Homogeneity of a Halbach Magnet. Adv. Eng. Mater. 2023, 25, 2201790. [Google Scholar] [CrossRef]
- Lamichhane, T.N.; Charlton, T.R.; Andrews, B.; Malaviya, D.; Pathak, A.K.; Ambaye, H.; Doucet, M.; Lauter, V.; Katsaras, J.; Post, B.K.; et al. Additively Manufactured NdFeB Polyphenylene Sulfide Halbach Magnets to Generate Variable Magnetic Fields for Neutron Reflectometry. 3D Print. Addit. Manuf. 2022, 9, 245–254. [Google Scholar] [CrossRef]
- Huber, C.; Mitteramskogler, G.; Goertler, M.; Teliban, I.; Groenefeld, M.; Suess, D. Additive Manufactured Isotropic NdFeB Magnets by Stereolithography, Fused Filament Fabrication, and Selective Laser Sintering. arXiv 2019, arXiv:1911.02881. [Google Scholar]
- Huber, C.; Mitteramskogler, G.; Goertler, M.; Teliban, I.; Groenefeld, M.; Suess, D. Additive manufactured polymer-bonded isotropic ndfeb magnets by stereolithography and their comparison to fused filament fabricated and selective laser sintered magnets. Materials 2020, 13, 1916. [Google Scholar] [CrossRef] [PubMed]
- Lenz, J.; Edelstein, A.S. Magnetic sensors and their applications. IEEE Sens. J. 2006, 6, 631–649. [Google Scholar] [CrossRef]
- Leigh, S.J.; Purssell, C.P.; Bowen, J.; Hutchins, D.A.; Covington, J.A.; Billson, D.R. A miniature flow sensor fabricated by micro-stereolithography employing a magnetite/acrylic nanocomposite resin. Sens. Actuators A Phys. 2011, 168, 66–71. [Google Scholar] [CrossRef]
- Nezhad, A.S.; Ghanbari, M.; Agudelo, C.G.; Packirisamy, M.; Bhat, R.B.; Geitmann, A. PDMS microcantilever-based flow sensor integration for lab-on-a-chip. IEEE Sens. J. 2013, 13, 601–609. [Google Scholar] [CrossRef]
- Leigh, S.J.; Purssell, C.P.; Billson, D.R.; Hutchins, D.A. Using a magnetite/thermoplastic composite in 3D printing of direct replacements for commercially available flow sensors. Smart Mater. Struct. 2014, 23, 095039. [Google Scholar] [CrossRef]
- De Santis, R.; D’Amora, U.; Russo, T.; Ronca, A.; Gloria, A.; Ambrosio, L. 3D fibre deposition and stereolithography techniques for the design of multifunctional nanocomposite magnetic scaffolds. J. Mater. Sci. Mater. Med. 2015, 26, 250. [Google Scholar] [CrossRef]
- Bollig, L.M.; Hilpisch, P.J.; Mowry, G.S.; Nelson-Cheeseman, B.B. 3D printed magnetic polymer composite transformers. J. Magn. Magn. Mater. 2017, 442, 97–101. [Google Scholar] [CrossRef]
- von Petersdorff-Campen, K.; Hauswirth, Y.; Carpenter, J.; Hagmann, A.; Boës, S.; Daners, M.S.; Penner, D.; Meboldt, M. 3D printing of functional assemblies with integrated polymer-bonded magnets demonstrated with a prototype of a rotary blood pump. Appl. Sci. 2018, 8, 1275. [Google Scholar] [CrossRef]
- Gu, H.; Möckli, M.; Ehmke, C.; Kim, M.; Wieland, M.; Moser, S.; Bechinger, C.; Boehler, Q.; Nelson, B.J. Self-folding soft-robotic chains with reconfigurable shapes and functionalities. Nat. Commun. 2023, 14, 1263. [Google Scholar] [CrossRef]
- Osman, A.; Lu, J. 3D printing of polymer composites to fabricate wearable sensors: A comprehensive review. Mater. Sci. Eng. R Rep. 2023, 154, 100734. [Google Scholar] [CrossRef]
- Cao, X.; Xuan, S.; Gao, Y.; Lou, C.; Deng, H.; Gong, X. 3D Printing Ultraflexible Magnetic Actuators via Screw Extrusion Method. Adv. Sci. 2022, 9, 2200898. [Google Scholar] [CrossRef] [PubMed]
- Khatri, B.; Lappe, K.; Noetzel, D.; Pursche, K.; Hanemann, T. A 3D-printable polymer-metal soft-magnetic functional composite-development and characterization. Materials 2018, 11, 189. [Google Scholar] [CrossRef] [PubMed]
- Bernier, F.; Ibrahim, M.; Mihai, M.; Thomas, Y.; Lamarre, J.M. Additive manufacturing of soft and hard magnetic materials used in electrical machines. Met. Powder Rep. 2020, 75, 334–343. [Google Scholar] [CrossRef]
- Anandkumar, R.; Babu, S.R. FDM filaments with unique segmentation since evolution: A critical review. Prog. Addit. Manuf. 2019, 4, 185–193. [Google Scholar] [CrossRef]
- Pigliaru, L.; Rinaldi, M.; Ciccacci, L.; Norman, A.; Rohr, T.; Ghidini, T.; Nanni, F. 3D printing of high performance polymer-bonded PEEK-NdFeB magnetic composite materials. Funct. Compos. Mater. 2020, 1, 4. [Google Scholar] [CrossRef]
- Sonnleitner, K.; Huber, C.; Teliban, I.; Kobe, S.; Saje, B.; Kagerbauer, D.; Reissner, M.; Lengauer, C.; Groenefeld, M.; Suess, D. 3D printing of polymer-bonded anisotropic magnets in an external magnetic field and by a modified production process. Appl. Phys. Lett. 2020, 116, 3–8. [Google Scholar] [CrossRef]
- Zirhli, O.; Akdogan, N.G.; Odeh, Y.N.; Misirlioglu, I.B.; Devlin, E.; Akdogan, O. Fabrication and Characterization of Fe16N2 Micro-Flake Powders and Their Extrusion-Based 3D Printing into Permanent Magnet Form. Adv. Eng. Mater. 2020, 22, 2000311. [Google Scholar] [CrossRef]
- Shen, A.; Peng, X.; Bailey, C.P.; Dardona, S.; Ma, A.W.K. 3D printing of polymer-bonded magnets from highly concentrated, plate-like particle suspensions. Mater. Des. 2019, 183, 108133. [Google Scholar] [CrossRef]
- Damnjanović, A.; Kovačević, N. Influence of Magnet Particle Shape on Magnetic and Environmental Stability of FDM Polymer-Bonded Magnets. Materials 2023, 16, 2993. [Google Scholar] [CrossRef]
- Ma, B.M.; Herchenroeder, J.W.; Smith, B.; Suda, M.; Brown, D.; Chen, Z. Recent development in bonded NdFeB magnets. J. Magn. Magn. Mater. 2002, 239, 418–423. [Google Scholar] [CrossRef]
- Fan, Y.L.; Hwang, K.S. Properties of metal injection molded products using titanate-containing binders. Mater. Trans. 2007, 48, 544–549. [Google Scholar] [CrossRef]
- Nor, S.S.M.; Rahman, M.M.; Tarlochan, F.; Shahida, B.; Ariffin, A.K. The effect of lubrication in reducing net friction in warm powder compaction process. J. Mater. Process. Technol. 2008, 207, 118–124. [Google Scholar] [CrossRef]
- Palmero, E.M.; Casaleiz, D.; de Vicente, J.; Skårman, B.; Vidarsson, H.; Larsson, P.O.; Bollero, A. Effect of particle size distribution on obtaining novel MnAlC-based permanent magnet composites and flexible filaments for 3D-printing. Addit. Manuf. 2020, 33, 101179. [Google Scholar] [CrossRef]
- Cao, X.; Xuan, S.; Sun, S.; Xu, Z.; Li, J.; Gong, X. 3D Printing Magnetic Actuators for Biomimetic Applications. ACS Appl. Mater. Interfaces 2021, 13, 30127–30136. [Google Scholar] [CrossRef] [PubMed]
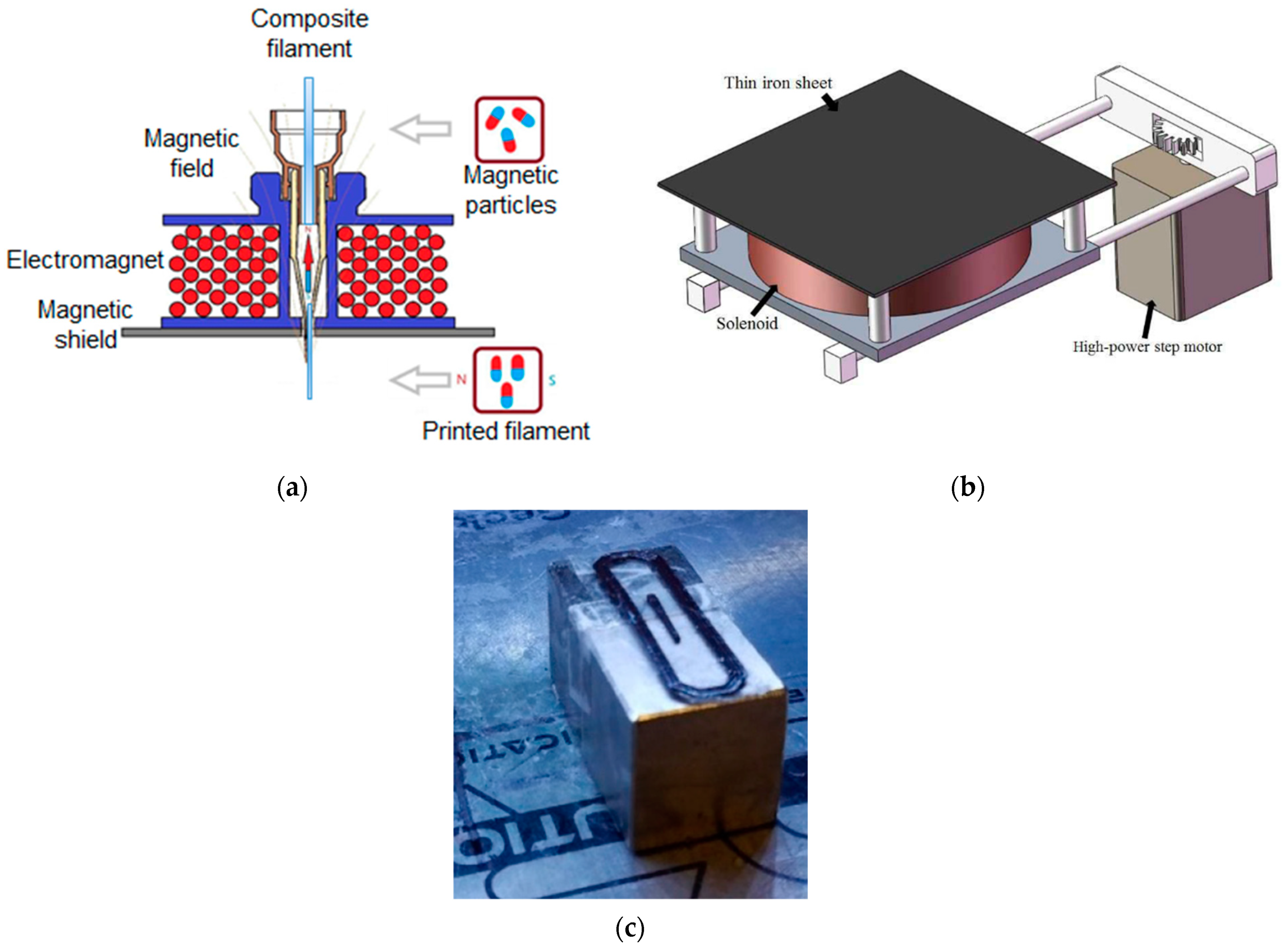
- Henderson, L.; Zamora, S.; Ahmed, T.N.; Belduque, C.; Tate, J.; Yihong Chen, M.; Geerts, W.J. Altering magnetic properties of iron filament PLA using magnetic field assisted additive manufacturing (MFAAM). J. Magn. Magn. Mater. 2021, 538, 168320. [Google Scholar] [CrossRef]
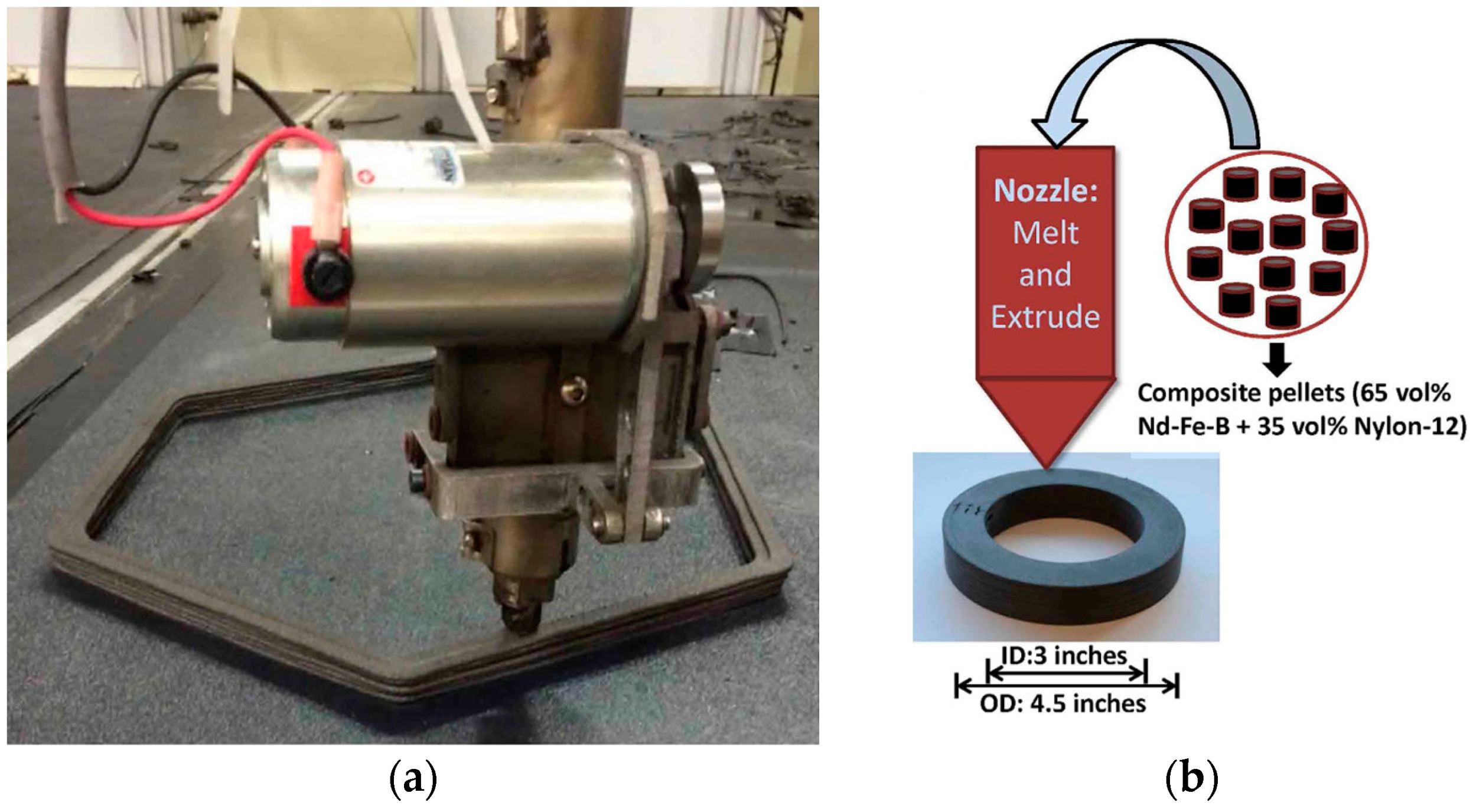
- Li, L.; Tirado, A.; Nlebedim, I.C.; Rios, O.; Post, B.; Kunc, V.; Lowden, R.R.; Lara-Curzio, E.; Fredette, R.; Ormerod, J.; et al. Big Area Additive Manufacturing of High Performance Bonded NdFeB Magnets. Sci. Rep. 2016, 6, 36212. [Google Scholar] [CrossRef]
- Cui, J.; Kramer, M.; Zhou, L.; Liu, F.; Gabay, A.; Hadjipanayis, G.; Balasubramanian, B.; Sellmyer, D. Current progress and future challenges in rare-earth-free permanent magnets. Acta Mater. 2018, 158, 118–137. [Google Scholar] [CrossRef]
- Wang, X.F.; Lee, D.; Jiang, Z.L. Magnetic properties of hybrid polymer bonded Nd-Fe-B/ferrite magnets. J. Appl. Phys. 2006, 99, 08B513. [Google Scholar] [CrossRef]
- Volegov, A.S.; Andreev, S.V.; Selezneva, N.V.; Ryzhikhin, I.A.; Kudrevatykh, N.V.; Mädler, L.; Okulov, L.V. Additive manufacturing of heavy rare earth free high-coercivity permanent magnets. Acta Mater. 2020, 188, 733–739. [Google Scholar] [CrossRef]
- Li, D.; Pan, D.S.; Li, S.J.; Zhang, Z.D. Recent developments of rare-earth-free hard-magnetic materials. Sci. China Phys. Mech. Astron. 2016, 59, 617501. [Google Scholar] [CrossRef]
- Popov, V.; Koptyug, A.; Radulov, I.; Maccari, F.; Muller, G. Prospects of additive manufacturing of rare-earth and non-rare-earth permanent magnets. Procedia Manuf. 2018, 21, 100–108. [Google Scholar] [CrossRef]
- Li, A.; Xi, L.; Feng, H.; Zou, N.; Tan, M.; Zhu, M.; Li, W. Development of Ce-based sintered magnets: Review and prospect. J. Iron Steel Res. Int. 2020, 27, 1–11. [Google Scholar] [CrossRef]
- Herzer, G. Chapter 3 Nanocrystalline soft magnetic alloys. Handb. Magn. Mater. 1997, 10, 415–462. [Google Scholar]
- Urban, N.; Kuhl, A.; Glauche, M.; Franke, J. Additive Manufacturing of Neodymium-Iron-Boron Permanent Magnets. In Proceedings of the 2018 8th International Electric Drives Production Conference (EDPC), Schweinfurt, Germany, 4–5 December 2019; pp. 2–6. [Google Scholar] [CrossRef]
- Wang, J.; Xie, H.; Wang, L.; Senthil, T.; Wang, R.; Zheng, Y.; Wu, L. Anti-gravitational 3D printing of polycaprolactone-bonded Nd-Fe-B based on fused deposition modeling. J. Alloys Compd. 2017, 715, 146–153. [Google Scholar] [CrossRef]
- Compton, B.G.; Kemp, J.W.; Novikov, T.V.; Pack, R.C.; Nlebedim, C.I.; Duty, C.E.; Rios, O.; Paranthaman, M.P. Direct-Write 3D-Printing of NdFeB Bonded Magnets. Mater. Manuf. Process. 2016, 33, 109–113. [Google Scholar] [CrossRef]
- Shen, A.; Bailey, C.P.; Ma, A.W.K.; Dardona, S. UV-assisted direct write of polymer-bonded magnets. J. Magn. Magn. Mater. 2018, 462, 220–225. [Google Scholar] [CrossRef]
- Paranthaman, M.P.; Shafer, C.S.; Elliott, A.M.; Siddel, D.H.; McGuire, M.A.; Springfield, R.M.; Martin, J.; Fredette, R.; Ormerod, J. Binder Jetting: A Novel NdFeB Bonded Magnet Fabrication Process. JOM 2016, 68, 1978–1982. [Google Scholar] [CrossRef]
- Guo, N.; Leu, M.C. Additive Manufacturing of Bonded NdFeB, Process Parameters Evaluation on Magnetic Properties. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Goll, D.; Trauter, F.; Bernthaler, T.; Schanz, J.; Riegel, H.; Schneider, G. Additive manufacturing of bulk nanocrystalline fendb based permanent magnets. Micromachines 2021, 12, 538. [Google Scholar] [CrossRef]
- Wang, H.; Lamichhane, T.N.; Paranthaman, M.P. Review of additive manufacturing of permanent magnets for electrical machines: A prospective on wind turbine. Mater. Today Phys. 2022, 24, 100675. [Google Scholar] [CrossRef]
- Gandha, K.; Li, L.; Nlebedim, I.C.; Post, B.K.; Kunc, V.; Sales, B.C.; Bell, J.; Paranthaman, M.P. Additive manufacturing of anisotropic hybrid NdFeB-SmFeN nylon composite bonded magnets. J. Magn. Magn. Mater. 2018, 467, 8–13. [Google Scholar] [CrossRef]
- Peng, E.; Wei, X.; Herng, T.S.; Garbe, U.; Yu, D.; Ding, J. Ferrite-based soft and hard magnetic structures by extrusion free-forming. RSC Adv. 2017, 7, 27128–27138. [Google Scholar] [CrossRef]
- Guo, P.; Pan, Y. Magnetic-Field-Assisted Projection Stereolithography for Three-Dimensional Printing of Smart Structures. J. Manuf. Sci. Eng. Trans. ASME 2017, 139, 071008. [Google Scholar] [CrossRef]
- Li, X.; Shan, W.; Yang, Y.; Joralmon, D.; Zhu, Y.; Chen, Y.; Yuan, Y.; Xu, H.; Rong, J.; Dai, R.; et al. Limpet Tooth-Inspired Painless Microneedles Fabricated by Magnetic Field-Assisted 3D Printing. Adv. Funct. Mater. 2021, 31, 2003725. [Google Scholar] [CrossRef]
- Safaee, S.; Chen, R. Investigation of a magnetic field-assisted digital-light-processing stereolithography for functionally graded materials. Procedia Manuf. 2019, 34, 731–737. [Google Scholar] [CrossRef]
- Skulkina, N.A.; Ivanov, O.A.; Mazeeva, A.K.; Kuznetsov, P.A.; Stepanova, E.A.; Blinova, O.V.; Mikhalitsyna, E.A. Magnetization Processes in Ribbons of Soft Magnetic Amorphous Alloys. Phys. Met. Metallogr. 2018, 119, 127–133. [Google Scholar] [CrossRef]
- Skulkina, N.A.; Mazeeva, A.K.; Kuznetsov, P.A.; Denisov, N.D.; Chekis, V.I. Polymer coating and magnetic characteristics of amorphous cobalt-based soft magnetic alloy. J. Magn. Magn. Mater. 2020, 502, 166529. [Google Scholar] [CrossRef]
- Mazeeva, A.K.; Kuznetsov, P.A. Influence of heat treatment on the structure and magnetic properties of amorphous Co–Ni–Fe–Cr–Si–B alloy and its thermal stability. Phys. Met. Metallogr. 2016, 117, 857–863. [Google Scholar] [CrossRef]
- Oryshchenko, A.S.; Kuznetsov, P.A.; Ramaldanova, A.A.; Samodelkin, E.A. Powder fillers based on a nanocrystalline soft magnetic alloy of the Fe–Cu–Nb–Si–B system. Met. Sci. Heat Treat. 2015, 56, 537–541. [Google Scholar] [CrossRef]
- Anhalt, M. Systematic investigation of particle size dependence of magnetic properties in soft magnetic composites. J. Magn. Magn. Mater. 2008, 320, 366–369. [Google Scholar] [CrossRef]
- Song, H.; Spencer, J.; Jander, A.; Nielsen, J.; Stasiak, J.; Kasperchik, V.; Dhagat, P. Inkjet printing of magnetic materials with aligned anisotropy. J. Appl. Phys. 2014, 115, 17E308. [Google Scholar] [CrossRef]
- Tannous, C.; Gieraltowski, J. The Stoner-Wohlfarth model of ferromagnetism. Eur. J. Phys. 2008, 29, 475–487. [Google Scholar] [CrossRef]
- Kim, Y.; Yuk, H.; Zhao, R.; Chester, S.A.; Zhao, X. Printing ferromagnetic domains for untethered fast-transforming soft materials. Nature 2018, 558, 274–279. [Google Scholar] [CrossRef] [PubMed]
- Liu, L.; Ge, T.; Ngo, K.D.T.; Mei, Y.; Lu, G.Q. Ferrite Paste Cured with Ultraviolet Light for Additive Manufacturing of Magnetic Components for Power Electronics. IEEE Magn. Lett. 2018, 9, 5102705. [Google Scholar] [CrossRef]
- Morissette, S.L.; Lewis, J.A.; Clem, P.G.; Cesarano, J.; Dimos, D.B. Direct-Write Fabrication of Pb(Nb,Zr,Ti)O3 Devices: Influence of Paste Rheology on Print Morphology and Component Properties. J. Am. Ceram. Soc. 2001, 84, 2462–2468. [Google Scholar] [CrossRef]
- Tuitz, C.; Exner, U.; Preh, A.; Grasemann, B. The influence of particle orientation on the loading condition of pebbles in fluvial gravel. Granul. Matter 2012, 14, 639–649. [Google Scholar] [CrossRef]
- Ma, A.W.K.; Chinesta, F.; Mackley, M.R. The rheology and modeling of chemically treated carbon nanotubes suspensions. J. Rheol. 2009, 53, 547–573. [Google Scholar] [CrossRef]
- Mooney, M. The viscosity of a concentrated suspension of spherical particles. J. Colloid Sci. 1951, 6, 162–170. [Google Scholar] [CrossRef]
- Krieger, I.M.; Dougherty, T.J. A Mechanism for Non-Newtonian Flow in Suspensions of Rigid Spheres. Trans. Soc. Rheol. 1959, 3, 137–152. [Google Scholar] [CrossRef]
- Farris, R.J. Prediction of the Viscosity of Multimodal Suspensions from Unimodal Viscosity Data. Trans. Soc. Rheol. 1968, 12, 281–301. [Google Scholar] [CrossRef]
- Rueda, M.M.; Auscher, M.C.; Fulchiron, R.; Périé, T.; Martin, G.; Sonntag, P.; Cassagnau, P. Rheology and applications of highly filled polymers: A review of current understanding. Prog. Polym. Sci. 2017, 66, 22–53. [Google Scholar] [CrossRef]
- Akdogan, N.G.; Odeh, Y.; Alshammari, H.A.; Zirhli, O.; Akdogan, O. Highly anisotropic magneto responsive SU8/Fe ink for additive manufacturing. J. Magn. Magn. Mater. 2022, 541, 168526. [Google Scholar] [CrossRef]
- Nagarajan, B.; Aguilera, A.F.E.; Wiechmann, M.; Qureshi, A.J.; Mertiny, P. Characterization of magnetic particle alignment in photosensitive polymer resin: A preliminary study for additive manufacturing processes. Addit. Manuf. 2018, 22, 528–536. [Google Scholar] [CrossRef]
- Ding, C.; Liu, L.; Mei, Y.; Ngo, K.D.T.; Lu, G.Q. Magnetic paste as feedstock for additive manufacturing of power magnetics. In Proceedings of the 2018 IEEE Applied Power Electronics Conference and Exposition (APEC), San Antonio, TX, USA, 4–8 March 2018; pp. 615–618. [Google Scholar] [CrossRef]
- Li, L.; Tirado, A.; Conner, B.S.; Chi, M.; Elliott, A.M.; Rios, O.; Zhou, H.; Paranthaman, M.P. A novel method combining additive manufacturing and alloy infiltration for NdFeB bonded magnet fabrication. J. Magn. Magn. Mater. 2017, 438, 163–167. [Google Scholar] [CrossRef]
- Du, W.; Ren, X.; Pei, Z.; Ma, C. Ceramic Binder Jetting Additive Manufacturing: A Literature Review on Density. J. Manuf. Sci. Eng. Trans. ASME 2020, 142, 040801. [Google Scholar] [CrossRef]
- Miyanaji, H.; Zhang, S.; Lassell, A.; Zandinejad, A.A.; Yang, L. Optimal Process Parameters for 3D Printing of Porcelain Structures. Procedia Manuf. 2016, 5, 870–887. [Google Scholar] [CrossRef]
- Madugundo, R.; Salazar-Jaramillo, D.; Barandiaran, J.M.; Hadjipanayis, G.C. High coercivity in rare-earth lean nanocomposite magnets by grain boundary infiltration. J. Magn. Magn. Mater. 2016, 400, 300–303. [Google Scholar] [CrossRef]
- Sepehri-Amin, H.; Ohkubo, T.; Nagashima, S.; Yano, M.; Shoji, T.; Kato, A.; Schrefl, T.; Hono, K. High-coercivity ultrafine-grained anisotropic Nd-Fe-B magnets processed by hot deformation and the Nd-Cu grain boundary diffusion process. Acta Mater. 2013, 61, 6622–6634. [Google Scholar] [CrossRef]
- Tang, M.; Bao, X.; Lu, K.; Sun, L.; Li, J.; Gao, X. Boundary structure modification and magnetic properties enhancement of Nd-Fe-B sintered magnets by diffusing (PrDy)-Cu alloy. Scr. Mater. 2016, 117, 60–63. [Google Scholar] [CrossRef]
- Akiya, T.; Liu, J.; Sepehri-Amin, H.; Ohkubo, T.; Hioki, K.; Hattori, A.; Hono, K. High-coercivity hot-deformed Nd-Fe-B permanent magnets processed by Nd-Cu eutectic diffusion under expansion constraint. Scr. Mater. 2014, 81, 48–51. [Google Scholar] [CrossRef]
- Chen, F.; Zhang, T.; Wang, J.; Zhang, L.; Zhou, G. Coercivity enhancement of a Nd-Fe-B sintered magnet by diffusion of Nd70Cu30 alloy under pressure. Scr. Mater. 2015, 107, 38–41. [Google Scholar] [CrossRef]
- Stano, G.; Percoco, G. Additive manufacturing aimed to soft robots fabrication: A review. Extrem. Mech. Lett. 2021, 42, 101079. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, Q.; Zou, R.; Song, B.; Yan, C.; Shi, Y.; Su, B. 3D-Printed Superhydrophobic and Magnetic Device That Can Self-Powered Sense A Tiny Droplet Impact. Engineering 2022, 15, 196–205. [Google Scholar] [CrossRef]
- Ma, Z.; Ai, J.; Shi, Y.; Wang, K.; Su, B. A Superhydrophobic Droplet-Based Magnetoelectric Hybrid System to Generate Electricity and Collect Water Simultaneously. Adv. Mater. 2020, 32, 2006839. [Google Scholar] [CrossRef] [PubMed]
- Fuh, Y.K.; Wang, B.S.; Tsai, C.Y. Self-Powered Pressure Sensor with fully encapsulated 3D printed wavy substrate and highly-aligned piezoelectric fibers array. Sci. Rep. 2017, 7, 6759. [Google Scholar] [CrossRef]
- Haque, R.I.; Chandran, O.; Lani, S.; Briand, D. Self-powered triboelectric touch sensor made of 3D printed materials. Nano Energy 2018, 52, 54–62. [Google Scholar] [CrossRef]
- Qi, S.; Guo, H.; Fu, J.; Xie, Y.; Zhu, M.; Yu, M. 3D printed shape-programmable magneto-active soft matter for biomimetic applications. Compos. Sci. Technol. 2020, 188, 107973. [Google Scholar] [CrossRef]
- Kwok, S.W.; Morin, S.A.; Mosadegh, B.; So, J.H.; Shepherd, R.F.; Martinez, R.V.; Smith, B.; Simeone, F.C.; Stokes, A.A.; Whitesides, G.M. Magnetic assembly of soft robots with hard components. Adv. Funct. Mater. 2014, 24, 2180–2187. [Google Scholar] [CrossRef]
- Ji, Z.; Yan, C.; Yu, B.; Wang, X.; Zhou, F. Multimaterials 3D Printing for Free Assembly Manufacturing of Magnetic Driving Soft Actuator. Adv. Mater. Interfaces 2017, 4, 1700629. [Google Scholar] [CrossRef]
- Ma, C.; Wu, S.; Ze, Q.; Kuang, X.; Zhang, R.; Qi, H.J.; Zhao, R. Magnetic Multimaterial Printing for Multimodal Shape Transformation with Tunable Properties and Shiftable Mechanical Behaviors. ACS Appl. Mater. Interfaces 2021, 13, 12639–12648. [Google Scholar] [CrossRef] [PubMed]
- Ze, Q.; Kuang, X.; Wu, S.; Wong, J.; Montgomery, S.M.; Zhang, R.; Kovitz, J.M.; Yang, F.; Qi, H.J.; Zhao, R. Magnetic Shape Memory Polymers with Integrated Multifunctional Shape Manipulation. Adv. Mater. 2020, 32, 1906657. [Google Scholar] [CrossRef] [PubMed]
- Zhang, F.; Wang, L.; Zheng, Z.; Liu, Y.; Leng, J. Magnetic programming of 4D printed shape memory composite structures. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105571. [Google Scholar] [CrossRef]
- Wu, S.; Ze, Q.; Zhang, R.; Hu, N.; Cheng, Y.; Yang, F.; Zhao, R. Symmetry-Breaking Actuation Mechanism for Soft Robotics and Active Metamaterials. ACS Appl. Mater. Interfaces 2019, 11, 41649–41658. [Google Scholar] [CrossRef] [PubMed]
- Wu, S.; Hamel, C.M.; Ze, Q.; Yang, F.; Qi, H.J.; Zhao, R. Evolutionary Algorithm-Guided Voxel-Encoding Printing of Functional Hard-Magnetic Soft Active Materials. Adv. Intell. Syst. 2020, 2, 2000060. [Google Scholar] [CrossRef]
- Roh, S.; Okello, L.B.; Golbasi, N.; Hankwitz, J.P.; Liu, J.A.-C.; Tracy, J.B.; Velev, O.D. 3D-Printed Silicone Soft Architectures with Programmed Magneto-Capillary.pdf. Adv. Mater. Tecnol. 2019, 4, 1800528. [Google Scholar] [CrossRef]
- Pierce, C.D.; Willey, C.L.; Chen, V.W.; Hardin, J.O.; Berrigan, J.D.; Juhl, A.T.; Matlack, K.H. Adaptive elastic metastructures from magneto-active elastomers. Smart Mater. Struct. 2020, 29, 065004. [Google Scholar] [CrossRef]
- Montgomery, S.M.; Kuang, X.; Armstrong, C.D.; Qi, H.J. Recent advances in additive manufacturing of active mechanical metamaterials. Curr. Opin. Solid State Mater. Sci. 2020, 24, 100869. [Google Scholar] [CrossRef]
- Jackson, J.A.; Messner, M.C.; Dudukovic, N.A.; Smith, W.L.; Bekker, L.; Moran, B.; Golobic, A.M.; Pascall, A.J.; Duoss, E.B.; Loh, K.J.; et al. Field responsive mechanical metamaterials. Sci. Adv. 2018, 4, eaau6419. [Google Scholar] [CrossRef]
- Yu, K.; Fang, N.X.; Huang, G.; Wang, Q. Magnetoactive Acoustic Metamaterials. Adv. Mater. 2018, 30, 1706348. [Google Scholar] [CrossRef]
- Xu, T.; Zhang, J.; Salehizadeh, M.; Onaizah, O.; Diller, E. Millimeter-scale flexible robots with programmable three-dimensional magnetization and motions. Sci. Robot. 2019, 4, eaav4494. [Google Scholar] [CrossRef] [PubMed]
- Shinoda, H.; Azukizawa, S.; Maeda, K.; Tsumori, F. Bio-Mimic Motion of 3D-Printed Gel Structures Dispersed with Magnetic Particles. J. Electrochem. Soc. 2019, 166, B3235–B3239. [Google Scholar] [CrossRef]
- Cui, J.; Huang, T.Y.; Luo, Z.; Testa, P.; Gu, H.; Chen, X.Z.; Nelson, B.J.; Heyderman, L.J. Nanomagnetic encoding of shape-morphing micromachines. Nature 2019, 575, 164–168. [Google Scholar] [CrossRef] [PubMed]
- Faran, E.; Shilo, D. Ferromagnetic Shape Memory Alloys—Challenges, Applications, and Experimental Characterization. Exp. Tech. 2016, 40, 1005–1031. [Google Scholar] [CrossRef]
- Lim, S.H.; Kim, S.R.; Kang, S.Y.; Park, J.K.; Nam, J.T.; Son, D. Magnetostrictive properties of polymer-bonded Terfenol-D composites. J. Magn. Magn. Mater. 1999, 191, 113–121. [Google Scholar] [CrossRef]
- Guan, X.; Dong, X.; Ou, J. Predicting performance of polymer-bonded Terfenol-D composites under different magnetic fields. J. Magn. Magn. Mater. 2009, 321, 2742–2748. [Google Scholar] [CrossRef]
- Yu, G.H.; Xu, Y.L.; Liu, Z.H.; Qiu, H.M.; Zhu, Z.Y.; Huang, X.P.; Pan, L.Q. Recent progress in Heusler-type magnetic shape memory alloys. Rare Met. 2015, 34, 527–539. [Google Scholar] [CrossRef]
- Lyange, M.V.; Barmina, E.S.; Khovaylo, V.V. Structural and Magnetic Properties of Ni-Mn-Al Heusler Alloys: A Review. Mater. Sci. Found. 2015, 81–82, 232–242. [Google Scholar] [CrossRef]
- Allenstein, U.; Ma, Y.; Arabi-Hashemi, A.; Zink, M.; Mayr, S.G. Fe-Pd based ferromagnetic shape memory actuators for medical applications: Biocompatibility, effect of surface roughness and protein coatings. Acta Biomater. 2013, 9, 5845–5853. [Google Scholar] [CrossRef]
- Fukuda, T.; Kakeshita, T. Giant magnetic field induced strain in ferromagnetic shape memory alloys and its condition. Mater. Sci. Technol. 2008, 24, 890–895. [Google Scholar] [CrossRef]
- Singh, N.; Dogan, E.; Karaman, I.; Arróyave, R. Effect of configurational order on the magnetic characteristics of Co-Ni-Ga ferromagnetic shape memory alloys. Phys. Rev. B Condens. Matter Mater. Phys. 2011, 84, 184201. [Google Scholar] [CrossRef]
- Sutou, Y.; Kainuma, R.; Ishida, K.; Taya, M. Martensitic transformation behavior under magnetic field in Co-Ni-Al ferromagnetic shape memory alloys. In Smart Structures and Materials 2003: Active Materials: Behavior and Mechanics; Smart Structures and Materials: San Diego, CA, USA, 2003; Volume 5053, pp. 159–168. [Google Scholar] [CrossRef]
- Liu, D.M.; Nie, Z.H.; Wang, G.; Wang, Y.D.; Brown, V.; Pearson, J.; Liaw, P.K.; Ren, Y. In-situ studies of stress- and magnetic-field-induced phase transformation in a polymer-bonded Ni-Co-Mn-In composite. Mater. Sci. Eng. A 2010, 527, 3561–3571. [Google Scholar] [CrossRef]


































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Technology | Br, mT | Hci, kA/m | (BH)max, MGOe | Reference |
|---|---|---|---|---|
| FDM | 310–790 | 688–789 | 5.3–12.2 | [40,41,61,86,94,95] |
| DIW | 300–466 | 756–954 | 4.72 | [78,94,96,97] |
| SLA | 388 | 738 | - | [61] |
| BJ | 300–420 | 716–1129 | 3.8 | [40,94,98] |
| SLS | 330–436 | 522–696 | 2.1 | [61,99] |
| SLM | 700 | 440 | 8.6 | [100] |
| Sintering | 1005–1140 | 950–2800 | 28–56 | [94,101] |
| IM | 480–540 | 636–720 | 4.6 | [40,94] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mazeeva, A.; Masaylo, D.; Razumov, N.; Konov, G.; Popovich, A. 3D Printing Technologies for Fabrication of Magnetic Materials Based on Metal–Polymer Composites: A Review. Materials 2023, 16, 6928. https://doi.org/10.3390/ma16216928
Mazeeva A, Masaylo D, Razumov N, Konov G, Popovich A. 3D Printing Technologies for Fabrication of Magnetic Materials Based on Metal–Polymer Composites: A Review. Materials. 2023; 16(21):6928. https://doi.org/10.3390/ma16216928
Chicago/Turabian StyleMazeeva, Alina, Dmitriy Masaylo, Nikolay Razumov, Gleb Konov, and Anatoliy Popovich. 2023. "3D Printing Technologies for Fabrication of Magnetic Materials Based on Metal–Polymer Composites: A Review" Materials 16, no. 21: 6928. https://doi.org/10.3390/ma16216928