
On the Stability of Complex Concentrated (CC)/High Entropy (HE) Solid Solutions and the Contamination with Oxygen of Solid Solutions in Refractory Metal Intermetallic Composites (RM(Nb)ICs) and Refractory Complex Concentrated Alloys (RCCAs)

Abstract
:1. Introduction
1.1. Alloy Design and the Alloy Design Methodology NICE
1.2. Aim of This Work
2. Complex Concentrated Bcc Solid Solution
3. Contamination of the Bcc Solid Solution with Oxygen
3.1. Contamination of Nb with Interstitials
3.2. Effect of Contamination with Oxygen on Properties of the Solid Solution
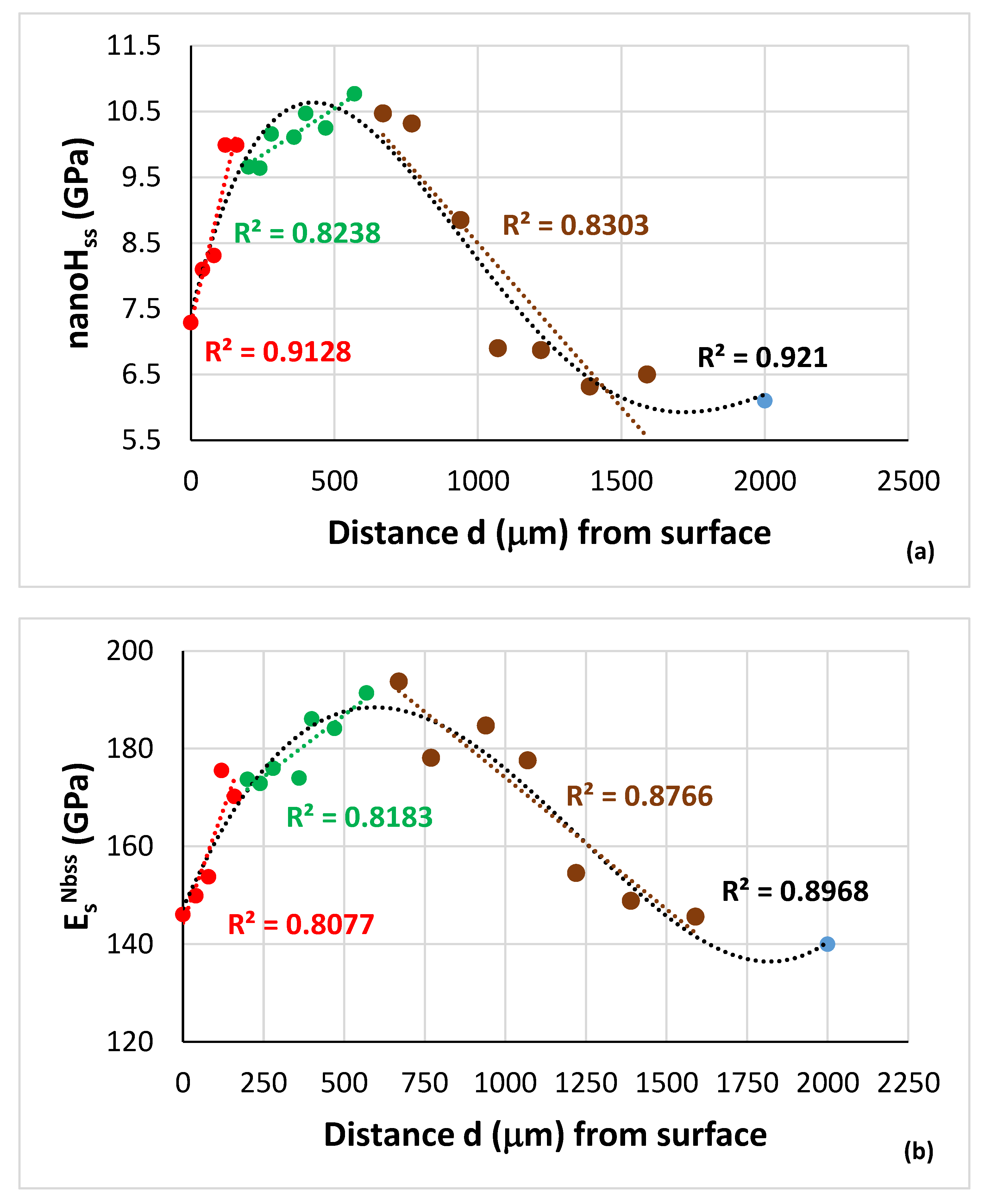
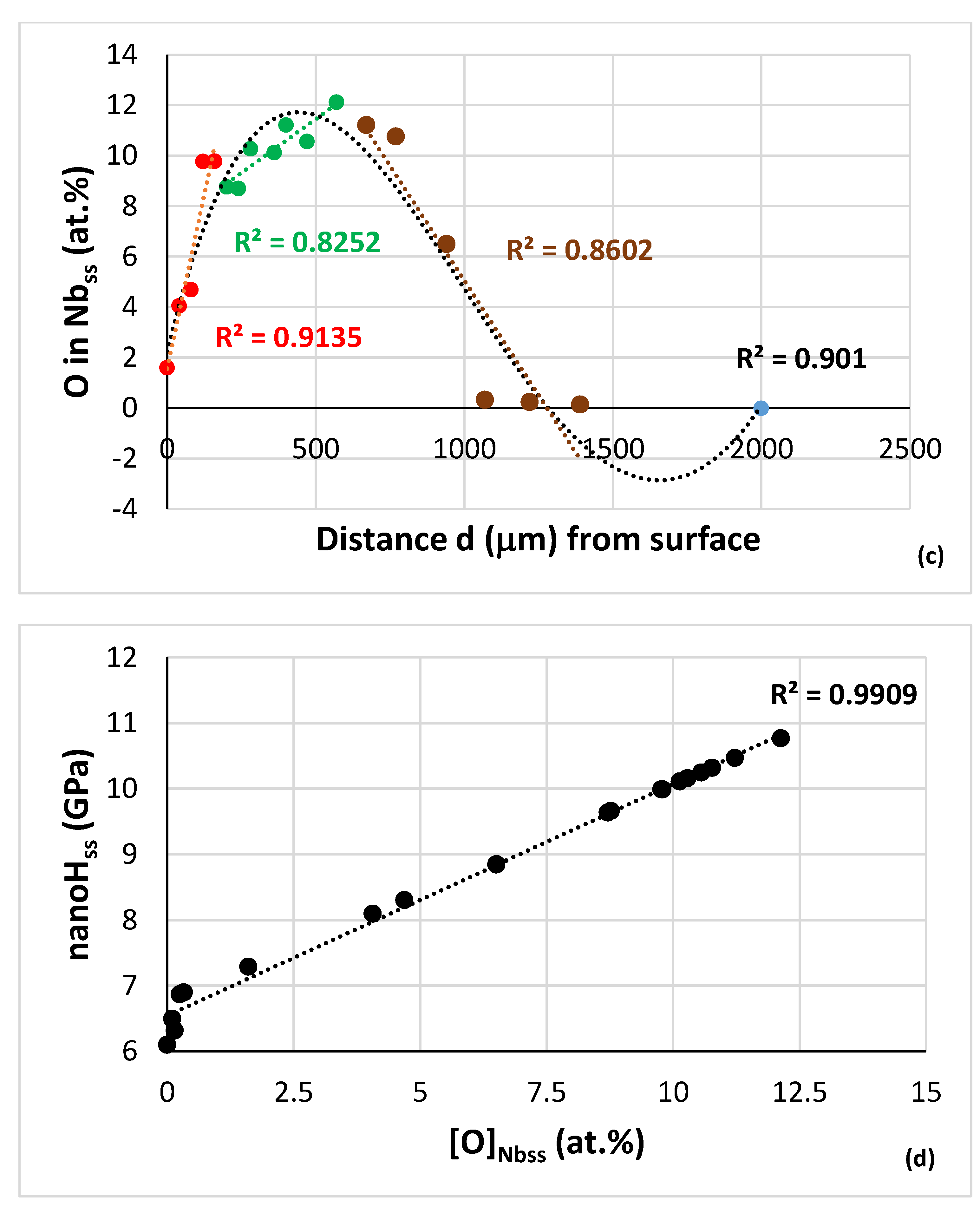
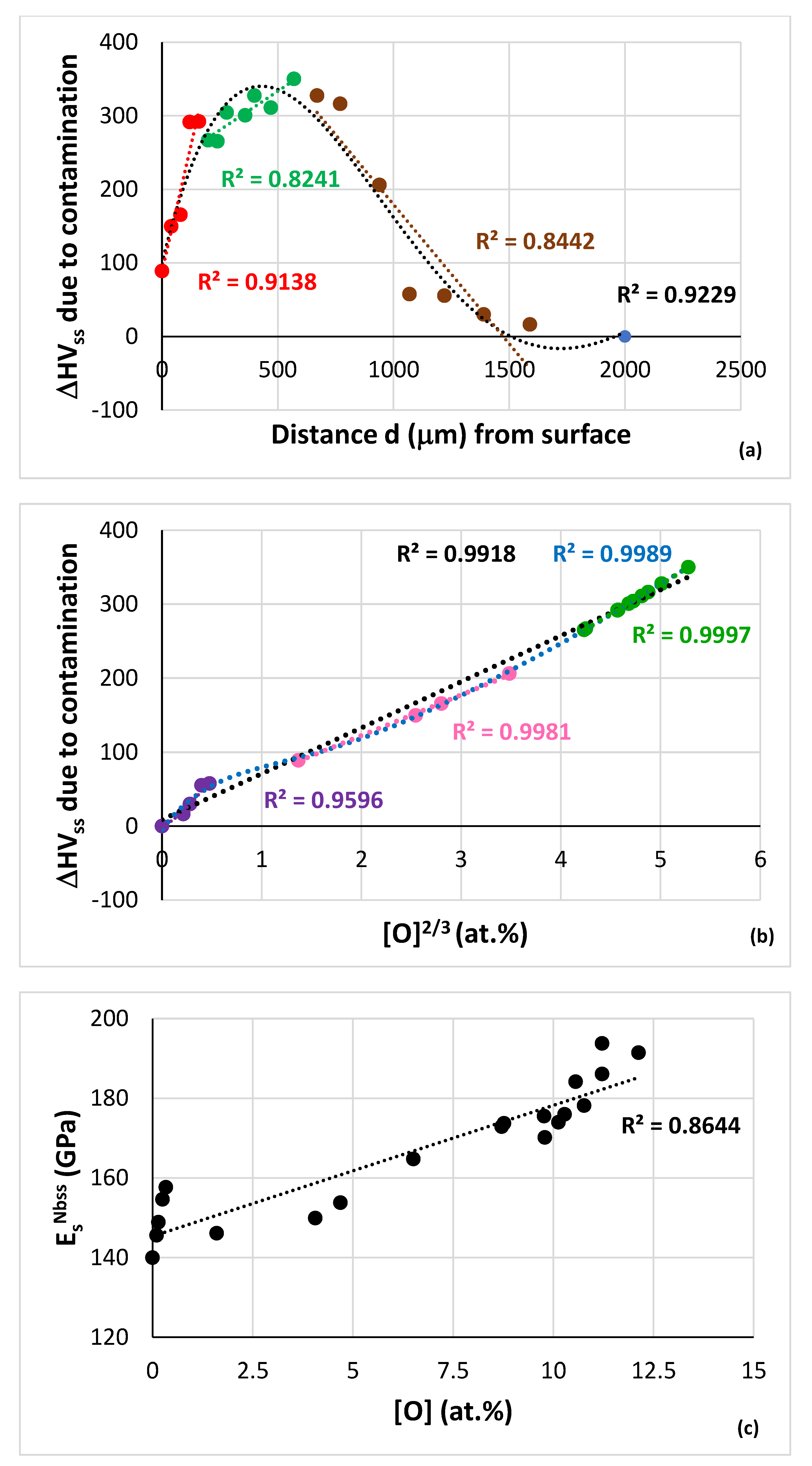
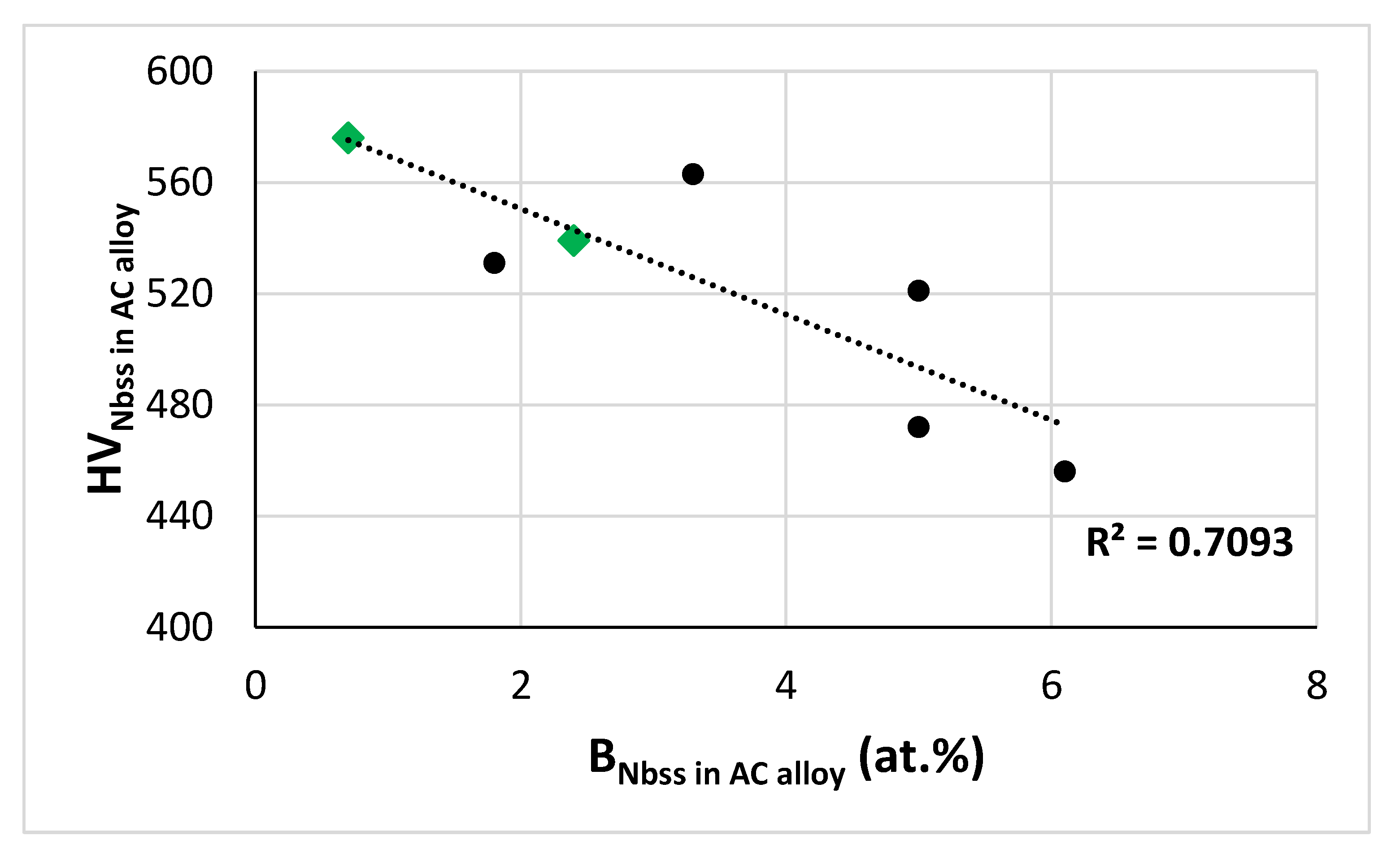
3.2.1. Hardness
Boron Free RM(Nb)ICs
Boron Containing RM(Nb)ICs
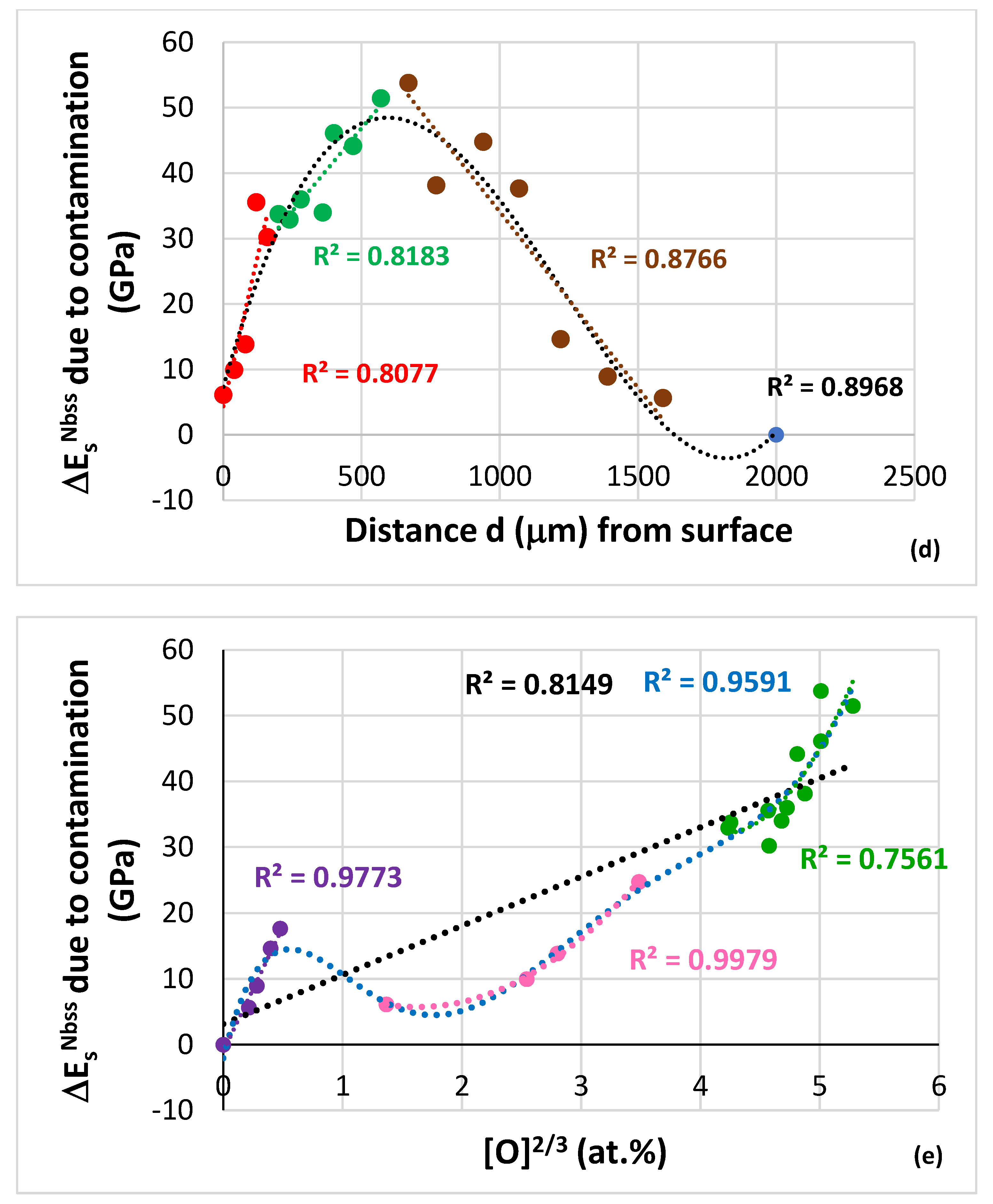
3.2.2. Young’s Modulus
4. Summary
5. Suggestions for Future Research
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Nb | Ti | Si | Al | B | Hf | Cr | Mo | Ta | V | W | Fe | Ge | Sn | Ref. |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| EZ5 | 43 | 24 | 18 | 5 | - | 5 | - | - | - | - | - | - | - | 5 | [15] |
| EZ6 | 43 | 24 | 18 | - | - | 5 | 5 | - | - | - | - | - | - | 5 | [15] |
| EZ8 | 38 | 24 | 18 | 5 | - | 5 | 5 | - | - | - | - | - | - | 5 | [15] |
| JG3 | 46 | 24 | 18 | 5 | - | - | 5 | 2 | - | - | - | - | - | - | [87] |
| JG6 | 36 | 24 | 18 | 5 | - | 5 | 5 | 2 | - | - | - | - | - | 5 | [87] |
| JN1 | 43 | 24 | 18 | 5 | - | 5 | 5 | - | - | - | - | - | - | - | [44] |
| JN2 | 43 | 15 | 18 | - | - | 2 | 10 | 5 | - | - | 5 | - | - | 2 | [51] |
| JN3 | 51 | 15 | 18 | - | - | 2 | 2 | 5 | - | - | 5 | - | - | 2 | [51] |
| JN4 | 45 | 20 | 20 | - | - | 2 | 2 | 6 | - | - | - | - | - | 5 | [51] |
| JZ3 | 41.8 | 12.4 | 17.7 | 4.7 | - | 1 | 5.2 | - | 6 | - | 2.7 | - | 4.8 | 3.7 | [33] |
| JZ3+ | 38.7 | 12.4 | 19.7 | 4.6 | - | 0.8 | 5.2 | - | 5.7 | - | 2.3 | - | 4.9 | 5.7 | [33] |
| JZ4 * | 38.9 | 12.5 | 17.8 | 5 | - | 1.1 | 5.2 | 6.2 | - | - | 2.3 | - | 5.2 | 5.8 | [34] |
| JZ5 * | 32 | 20.4 | 19.2 | 4.5 | - | 0.9 | 4.7 | 6.3 | - | - | 1.1 | - | 5.2 | 5.7 | [34] |
| KZ4 | 53 | 24 | 18 | - | - | - | 5 | - | - | - | - | - | - | - | [88] |
| KZ5 | 48 | 24 | 18 | 5 | - | - | 5 | - | - | - | - | - | - | - | [88] |
| KZ6 | 42 | 24 | 18 | 5 | -- | - | 5 | - | 6 | - | - | - | - | - | [89] |
| KZ7 | 53 | 24 | 18 | 5 | - | - | - | - | - | - | - | - | - | - | [88] |
| OHS1 | 38 | 24 | 18 | 5 | - | - | 5 | - | - | - | - | - | 5 | 5 | [32] |
| NV1 | 53 | 23 | 5 | 5 | - | 5 | 2 | - | - | 5 | - | - | - | 2 | [16] |
| NV2 | 43 | 30 | 10 | 2 | - | 2 | 5 | - | - | - | - | 3 | - | 5 | [13] |
| NV5 | 43 | 24 | 18 | - | - | - | 5 | - | - | - | - | 5 | - | 5 | [11] |
| TT1 | 50 | 24 | 18 | - | 8 | - | - | - | - | - | - | - | - | - | [90] |
| TT2 | 48 | 24 | 16 | - | 7 | - | 5 | - | - | - | - | - | - | - | [36] |
| TT3 | 48 | 24 | 16 | 5 | 7 | - | - | - | - | - | - | - | - | - | [36] |
| TT4 * | 42.4 | 24.6 | 15.7 | 5 | 6.9 | - | 5.4 | - | - | - | - | - | - | - | [36] |
| TT5 | 37 | 24 | 18 | 5 | 5 | - | 5 | - | 6 | - | - | - | - | - | [35] |
| TT6 | 39 | 24 | 18 | 4 | 6 | - | 5 | - | - | - | - | - | - | 4 | [35] |
| TT7 | 38 | 24 | 17 | 5 | 6 | 5 | 5 | - | - | - | - | - | - | - | [35] |
| TT8 | 42.5 | 24 | 17 | 3.5 | 6 | 5 | 2 | - | - | - | - | - | - | - | [36] |
| YG8 | 67 | - | 20 | - | - | 5 | - | 5 | - | - | 3 | - | - | - | [91] |
| YG10 | 59 | 10 | 18 | - | - | 5 | - | 5 | - | - | 3 | - | - | - | [92] |
| YG11 | 54 | 10 | 18 | 5 | - | 5 | - | 5 | - | - | 3 | - | - | - | [92] |
| ZF6 | 43 | 24 | 18 | 5 | - | - | 5 | - | - | - | - | - | 5 | - | [93] |
| ZF9 | 38 | 24 | 18 | 5 | - | 5 | 5 | - | - | - | - | - | 5 | - | [93] |
| ZX5 | 51 | 24 | 18 | 5 | - | - | - | - | - | - | - | - | - | 2 | [17] |
| ZX7 | 46 | 24 | 18 | 5 | - | - | 5 | - | - | - | - | - | - | 2 | [17] |
References
- Shah, D.M.; Anton, D.L.; Musson, C.W. Feasibility Study of Intermetallic Composites. MRS Proc. 1990, 194, 333–340. [Google Scholar] [CrossRef]
- Bewlay, B.P.; Jackson, M.R.; Gigliotti MF, X. Niobium silicide high temperature in situ composites. Chapter 6 in Intermetallic Compounds: Principles and Practice. Intermet. Compd. Princ. Pract. 2002, 3, 541–560. [Google Scholar]
- Tsakiropoulos, P. Alloys for application at ultra-high temperatures: Nb-silicide in situ composites. Prog. Mater. Sci. 2020, 123, 100714. [Google Scholar] [CrossRef]
- Eshed, E.; Larianovsky, N.; Kovalevsky, A.; Popov, V., Jr.; Gorbachev, I.; Katz-Demyanetz, A. Microstructural Evolution and Phase Formation in 2nd-Generation Refractory-Based High Entropy Alloys. Materials 2018, 11, 175. [Google Scholar] [CrossRef] [Green Version]
- Zhang, H.; Zhao, Y.; Huang, S.; Zhu, S.; Wang, F.; Li, D. Manufacturing and Analysis of High-Performance Refractory High-Entropy Alloy via Selective Laser Melting (SLM). Materials 2019, 12, 720. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Moravcikova-Gouvea, L.; Moravcik, I.; Pouchly, V.; Kovacova, Z.; Kitzmantel, M.; Neubauer, E.; Dlouhy, I. Tailoring a Refractory High Entropy Alloy by Powder Metallurgy Process Optimization. Materials 2021, 14, 5796. [Google Scholar] [CrossRef]
- Srikanth, M.; Annamalai, A.R.; Muthuchamy, A.; Jen, C.-P. A Review of the Latest Developments in the Field of Refractory High-Entropy Alloys. Crystals 2021, 11, 612. [Google Scholar] [CrossRef]
- Heilmaier, M.; Krüger, M.; Saage, H.; Rösler, J.; Mukherji, D.; Glatzel, U.; Völkl, R.; Hüttner, R.; Eggeler, G.; Somsen, C.; et al. Metallic materials for structural applications beyond nickel-based superalloys (Review). JOM 2009, 61, 61–676. [Google Scholar] [CrossRef]
- Tsakiropoulos, P. Refractory Metal (Nb) Intermetallic Composites, High Entropy Alloys, Complex Concentrated Alloys and the Alloy Design Methodology NICE—Mise-en-scène † Patterns of Thought and Progress. Materials 2021, 14, 989. [Google Scholar] [CrossRef]
- Tsakiropoulos, P. On Nb Silicide Based Alloys: Alloy Design and Selection. Materials 2018, 11, 844. [Google Scholar] [CrossRef] [Green Version]
- Vellios, N.; Tsakiropoulos, P. Study of the role of Fe and Sn additions in the microstructure of Nb-24Ti-18Si-5Cr silicide based alloys. Intermetallics 2010, 18, 1729–1736. [Google Scholar] [CrossRef]
- Vellios, N.; Tsakiropoulos, P. The role of Fe and Ti additions in the microstructure of Nb–18Si–5Sn silicide-based alloys. Intermetallics 2007, 15, 1529–1537. [Google Scholar] [CrossRef]
- Vellios, N.; Tsakiropoulos, P. The Effect of Fe Addition in the RM(Nb)IC Alloy Nb–30Ti–10Si–2Al–5Cr–3Fe–5Sn–2Hf (at.%) on Its Microstructure, Complex Concentrated and High Entropy Phases, Pest Oxidation, Strength and Contamination with Oxygen, and a Comparison with Other RM(Nb)ICs, Refractory Complex Concentrated Alloys (RCCAs) and Refractory High Entropy Alloys (RHEAs). Materials 2022, 15, 5815. [Google Scholar] [CrossRef]
- Tsakiropoulos, P. Refractory Metal Intermetallic Composites, High-Entropy Alloys, and Complex Concentrated Alloys: A Route to Selecting Substrate Alloys and Bond Coat Alloys for Environmental Coatings. Materials 2022, 15, 2832. [Google Scholar] [CrossRef] [PubMed]
- Zacharis, E.; Utton, C.; Tsakiropoulos, P. A Study of the Effects of Hf and Sn on the Microstructure, Hardness and Oxidation of Nb-18Si Silicide-Based Alloys-RM(Nb)ICs with Ti Addition and Comparison with Refractory Complex Concentrated Alloys (RCCAs). Materials 2022, 15, 4596. [Google Scholar] [CrossRef]
- Vellios, N.; Keating, P.; Tsakiropoulos, P. On the Microstructure and Properties of the Nb-23Ti-5Si-5Al-5Hf-5V-2Cr-2Sn (at.%) Silicide-Based Alloy—RM(Nb)IC. Metals 2021, 11, 1868. [Google Scholar] [CrossRef]
- Xu, Z.; Utton, C.; Tsakiropoulos, P. A Study of the Effect of 2 at.% Sn on the Microstructure and Isothermal Oxidation at 800 and 1200 °C of Nb-24Ti-18Si-Based Alloys with Al and/or Cr Additions. Materials 2018, 11, 1826. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xu, Z.; Utton, C.; Tsakiropoulos, P. A Study of the Effect of 5 at.% Sn on the Micro-Structure and Isothermal Oxidation at 800 and 1200 °C of Nb-24Ti-18Si Based Alloys with Al and/or Cr Additions. Materials 2020, 13, 245. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Senkov, O.N.; Miracle, D.B.; Chaput, K.J.; Couzinie, J.-P. Development and exploration of refractory high entropy alloys—A review. J. Mater. Res. 2018, 33, 3092–3128. [Google Scholar] [CrossRef] [Green Version]
- Shah, D.M. MoSi2 and other silicides as high temperature structural materials. In Superalloys 1992; Antolovich, S.D., Stusrud, R.W., MacKay, R.A., Anton, D.L., Khan, T., Kissinger, R.D., Klastrom, D.L., Eds.; TMS (The Minerals, Metals & Materials Society): Pittsburgh, PA, USA, 1992; pp. 409–422. [Google Scholar]
- Shah, D.; Anton, D. Evaluation of refractory intermetallics with A15 structure for high temperature structural applications. Mater. Sci. Eng. A 1992, 153, 402–409. [Google Scholar] [CrossRef]
- Reed, R.C. The Superalloys: Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2006. [Google Scholar]
- Inoue, A. Stabilization of metallic supercooled liquid and bulk amorphous alloys. Acta Mater. 2000, 48, 279–306. [Google Scholar] [CrossRef]
- Fang, S.; Xiao, X.; Xia, L.; Li, W.; Dong, Y. Relationship between the widths of supercooled liquid regions and bond parameters of Mg-based bulk metallic glasses. J. Non-Cryst. Solids 2003, 321, 120–125. [Google Scholar] [CrossRef]
- Suryanarayana, C. Phase formation under non-equilibrium processing conditions: Rapid solidification processing and mechanical alloying. J. Mater. Sci. 2018, 53, 13364–13379. [Google Scholar] [CrossRef]
- Tsakiropoulos, P. On Nb silicide based alloys: Part II. J. Alloys Compd. 2018, 748, 569–576. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y. High Entropy Materials; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar] [CrossRef]
- Tsakiropoulos, P. On the Nb silicide based alloys: Part I—The bcc Nb solid solution. J. Alloys Compd. 2017, 708, 961–971. [Google Scholar] [CrossRef] [Green Version]
- Tsakiropoulos, P. On the Alloying and Properties of Tetragonal Nb5Si3 in Nb-Silicide Based Alloys. Materials 2018, 11, 69. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tsakiropoulos, P. Alloying and Properties of C14–NbCr2 and A15–Nb3X (X = Al, Ge, Si, Sn) in Nb–Silicide-Based Alloys. Materials 2018, 11, 395. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tsakiropoulos, P. Alloying and Hardness of Eutectics with Nbss and Nb5Si3 in Nb-silicide Based Alloys. Materials 2018, 11, 592. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hernández-Negrete, O.; Tsakiropoulos, P. On the Microstructure and Isothermal Oxidation at 800 and 1200 °C of the Nb-24Ti-18Si-5Al-5Cr-5Ge-5Sn (at.%) Silicide-Based Alloy. Materials 2020, 13, 722. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhao, J.; Utton, C.; Tsakiropoulos, P. On the Microstructure and Properties of Nb-12Ti-18Si-6Ta-5Al-5Cr-2.5W-1Hf (at.%) Silicide-Based Alloys with Ge and Sn Additions. Materials 2020, 13, 3719. [Google Scholar] [CrossRef]
- Zhao, J.; Utton, C.; Tsakiropoulos, P. On the Microstructure and Properties of Nb-18Si-6Mo-5Al-5Cr-2.5W-1Hf Nb-Silicide Based Alloys with Ge, Sn and Ti Additions (at.%). Materials 2020, 13, 4548. [Google Scholar] [CrossRef] [PubMed]
- Thandorn, T.; Tsakiropoulos, P. On the Microstructure and Properties of Nb-Ti-Cr-Al-B-Si-X (X = Hf, Sn, Ta) Refractory Complex Concentrated Alloys. Materials 2021, 14, 7615. [Google Scholar] [CrossRef] [PubMed]
- Thandorn, T.; Tsakiropoulos, P. The Effect of Boron on the Microstructure and Properties of Refractory Metal Intermetallic Composites (RM(Nb)ICs) Based on Nb-24Ti-xSi (x = 16, 17 or 18 at.%) with Additions of Al, Cr or Mo. Materials 2021, 14, 6101. [Google Scholar] [CrossRef] [PubMed]
- Ghadyani, M.; Utton, C.; Tsakiropoulos, P. Microstructures and Isothermal Oxidation of the Alumina Scale Forming Nb1.7Si2.4Ti2.4Al3Hf0.5 and Nb1.3Si2.4Ti2.4Al3.5Hf0.4 Alloys. Materials 2019, 12, 222. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ghadyani, M.; Utton, C.; Tsakiropoulos, P. Microstructures and Isothermal Oxidation of the Alumina Scale Forming Nb1.45Si2.7Ti2.25Al3.25Hf0.35 and Nb1.35Si2.3Ti2.3Al3.7Hf0.35 Alloys. Materials 2019, 12, 759. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, Y.; Zhou, Y.J.; Lin, J.P.; Chen, G.L.; Liaw, P.K. Solid-Solution Phase Formation Rules for Multi-component Alloys. Adv. Eng. Mater. 2008, 10, 534–538. [Google Scholar] [CrossRef]
- Tsai, M.-H.; Yeh, J.-W. High-entropy alloys: A critical review. Mater. Res. Lett. 2014, 2, 107–123. [Google Scholar] [CrossRef]
- Zhu, J.H.; Liaw, P.K.; Liu, C.T. Effect of electron concentration on the phase stability of NbCr2-based Laves phase alloys. Mater. Sci. Eng. A 1997, 239-240, 260–264. [Google Scholar] [CrossRef]
- Li, Z.; Tsakiropoulos, P. The Effect of Ge Addition on the Oxidation of Nb-24Ti-18Si Silicide Based Alloys. Materials 2019, 12, 3120. [Google Scholar] [CrossRef] [Green Version]
- Zacharis, E.; Utton, C.; Tsakiropoulos, P. A Study of the Effects of Hf and Sn on the Microstructure, Hardness and Oxidation of Nb-18Si Silicide Based Alloys without Ti Addition. Materials 2018, 11, 2447. [Google Scholar] [CrossRef] [PubMed]
- Nelson, J.; Ghadyani, M.; Utton, C.; Tsakiropoulos, P. A Study of the Effects of Al, Cr, Hf, and Ti Additions on the Microstructure and Oxidation of Nb-24Ti-18Si Silicide Based Alloys. Materials 2018, 11, 1579. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhao, J.; Utton, C.; Tsakiropoulos, P. On the Microstructure and Properties of Nb-12Ti-18Si-6Ta-2.5W-1Hf (at.%) Silicide-Based Alloys with Ge and Sn Additions. Materials 2020, 13, 1778. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Papadimitriou, I.; Utton, C.; Tsakiropoulos, P. The impact of Ti and temperature on the stability of Nb5Si3 phases: A first-principles study. Sci. Technol. Adv. Mater. 2017, 18, 467–479. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- McCaughey, C.; Tsakiropoulos, P. Type of Primary Nb5Si3 and Precipitation of Nbss in αNb5Si3 in a Nb-8.3Ti-21.1Si-5.4Mo-4W-0.7Hf (at.%) Near Eutectic Nb-Silicide-Based Alloy. Materials 2018, 11, 967. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Schlesinger, M.E.; Okamoto, H.; Gokhale, A.B.; Abbaschian, R. The Nb-Si (Niobium-Silicon) system. J. Phase Equilibria Diffus. 1993, 14, 502–509. [Google Scholar] [CrossRef]
- Wang, Z.; Wu, H.; Wu, Y.; Huang, H.; Zhu, X.; Zhang, Y.; Zhu, H.; Yuan, X.; Chen, Q.; Wang, S.; et al. Solving oxygen embrittlement of re-fractory high-entropy alloy via grain boundary. Mater. Today 2022, 54, 83–89. [Google Scholar] [CrossRef]
- Chan, K.S. Modelling creep behaviour of niobium silicide in-situ composites. Mater. Sci. Eng. A 2002, 337, 59–66. [Google Scholar] [CrossRef]
- Nelson, J. Study of the Effects of Cr, Hf and Sn with Refractory Metal Additions on the Microstructure and Properties of Nb-Silicide Based Alloys. Ph.D. Thesis, University of Sheffield, Sheffield, UK, 2015. [Google Scholar]
- Knittel, S.; Mathieu, S.; Portebois, L.; Vilasi, M. Effect of tin addition on Nb-Si based in situ composites. Part II: Oxidation behaviour. Intermetallics 2014, 47, 43–52. [Google Scholar]
- Jackson, M.R.; Bewlay, B.P.; Zhao, J.-C. Niobium Silicide Based Composites Resistant to Low Temperature Pesting. U.S. Patent 6,419,765, 16 July 2002. [Google Scholar]
- Tsakiropoulos, P. Alloys. U.S. Patent 10,227,680, 12 May 2019. [Google Scholar]
- Jackson, M.R.; Jones, K.D. Mechanical behaviour of Nb-Ti base alloys. In Refractory Metals, Extraction, Processing and Applications; Liddell, K.C., Sadoway, D.R., Bautista, R.G., Eds.; Tms: Warrendale, PA, USA, 1990; pp. 311–320. [Google Scholar]
- Pionke, L.J.; Davis, J.W. Technical Assessment of Nb Alloys Data Base for Fusion Reactor Applications, Report C00-4247-2; McDonnell Douglas Corporation: St. Louis, MI, USA, 1979. [Google Scholar]
- Inouye, H. Interactions of refractory metals with active gases in vacua and inert gas environments. In Refractory Metals and Alloys—Metallurgy and ’Technology; Plenum Press: Salem, OR, USA, 1968; pp. 165–195. [Google Scholar]
- Harris, B.; Quarrell, A.G. (Eds.) Niobium, Tantalum, Molybdenum and Tungsten; Elsevier: Amsterdam, The Netherlands, 1961; p. 367. [Google Scholar]
- Seigle, L.L.; Promisel, N.E. (Eds.) The Science and Technology of Tungsten, Tantalum, Molybdenum, Niobium and their Alloys; Pergamon: London, UK, 1964; p. 63. [Google Scholar]
- Szkopiak, Z.C. Hardness of Nb-N and Nb-O alloys. J. Less Common Met. 1969, 16, 93–103. [Google Scholar] [CrossRef]
- Sankar, M.; Baligidad, R.; Gokhale, A. Effect of oxygen on microstructure and mechanical properties of niobium. Mater. Sci. Eng. A 2013, 569, 132–136. [Google Scholar] [CrossRef]
- Tottle, C.R. The physical and mechanical properties of niobium. Inst. Met. 1957, 85, 375–378. [Google Scholar]
- Donoso, J.R.; Reed-Hill, R.E. Slow strain-rate embrittlement of niobium by Oxygen. Met. Mater. Trans. A 1976, 7, 961–965. [Google Scholar] [CrossRef]
- Yang, P.-J.; Li, Q.-J.; Tsuru, T.; Ogata, S.; Zhang, J.-W.; Sheng, H.-W.; Shan, Z.-W.; Sha, G.; Han, W.-Z.; Li, J.; et al. Mechanism of hardening and damage initiation in oxygen embrittlement of body-centred-cubic niobium. Acta Mater. 2019, 168, 331–342. [Google Scholar] [CrossRef]
- Enrietto, J.F.; Sinclair, G.M.; Wert, C.A. Mechanical behaviour of Columbium containing oxygen. In Columbium Metallurgy, Metallurgical Society Conference; Interscience Publishers: Geneva, Switzerland, 1960; Volume 10, pp. 503–519. [Google Scholar]
- Begley, R.T.; France, L.L. Effect of oxygen and nitrogen on the workability and mechanical properties of Columbium. In Newer Metals; ASTM STP-272; ASTM International: West Conshohocken, PL, USA, 1959; pp. 56–67. [Google Scholar]
- Begley, R.T.; Bechtold, J.H. Effect of alloying on the mechanical properties of Niobium. J. Less Common Met. 1961, 3, 1–12. [Google Scholar] [CrossRef]
- Hahn, G.T.; Gilbert, A.; Jaffee, R.I. The Effects of Solutes on the Ductile-to-Brittle Transition in Refractory Metals. In Proceedings of the Refractory Metals and Alloys II, Metallurgical Society Conferences, Chicago, IL, USA, 12–13 April 1963; Interscience Publishers: Geneva, Switzerland, 1963; Volume 17, pp. 23–63. [Google Scholar]
- ASM Alloy Phase Diagram Database; Villars, P.; Okamoto, H.; Cenzual, K. (Eds.) ASM International: Materials Park, OH, USA, 2020; ISBN 0-87170-682-2. [Google Scholar]
- Klopp, W.D.; Sims, C.T.; Jaffee, R.I. High Temperature Oxidation and Contamination of Nb; Report Number BMI-1170; Battelle Memorial Institute: Columbus, OH, USA, 19 February 1957. [Google Scholar]
- Bryant, R. The solubility of oxygen in transition metal alloys. J. Less Common Met. 1962, 4, 62–68. [Google Scholar] [CrossRef]
- Fisher, E.S.; Westlake, D.G.; Ockers, S.T. Effects of hydrogen and oxygen on the elastic moduli of vanadium, niobium, and tantalum single crystals. Phys. Status Solidi 1975, 28, 591–602. [Google Scholar] [CrossRef]
- Wriedt, H.A.; Oriani, R.A. The effect of hydrogen on the Young’s modulus of tantalum, niobium and vanadium. Scripta Metall. 1970, 8, 203–208. [Google Scholar] [CrossRef]
- Buck, O.; Thompson, D.O.; Wert, C.A. The effect of hydrogen on the low temperature internal friction of a niobium single crystal. J. Phys. Chem. Solids 1971, 32, 2331–2344. [Google Scholar] [CrossRef]
- Jones, K.A.; Moss, C.; Rose, R.M. The effect of small oxygen additions on the elastic constants and low temperature ultrasonic attenuation of Nb single crystals. Acta Metall. 1969, 17, 365–372. [Google Scholar] [CrossRef]
- Calhoun, C.D. Brittle to Ductile Transition of Nb-V Alloys as Affected by Notches, Strain Rate, Nitrogen and Oxygen; KAPLL 3119 report; GE: Boston, MA, USA, April 1965. [Google Scholar]
- Gorr, B.; Schellert, S.; Müller, F.; Christ, H.J.; Kauffmann, A.; Heilmaier, M. Current Status of Research on the Oxidation Behaviour of Refractory High Entropy Alloys. Adv. Eng. Mater. 2021, 23, 2001047. [Google Scholar] [CrossRef]
- Uttley, J. Study of the Hardness of the Nb Solid Solution and Nb5Si3 Silicide in Nb Silicide Based Alloys Exposed to High Temperatures; Final Year Project; University of Sheffield: Sheffield, UK, 2010. [Google Scholar]
- Zinkle, S.J.; Huang, J.S. Mechanical Properties of Carbon-Implanted Niobium. MRS Proc. 1990, 188, 121–126. [Google Scholar] [CrossRef] [Green Version]
- Yao, H.W.; Qiao, J.W.; Hawk, J.A.; Zhou, H.F.; Chen, M.W.; Gao, M.C. Mechanical properties of refractory high-entropy alloys: Experiments and modeling. J. Alloy. Compd. 2017, 696, 1139–1150. [Google Scholar] [CrossRef]
- Koch, C.C.; Scarbrough, J.O.; Kroeger, D.M. Effects of interstitial oxygen on the superconductivity of niobium. Phys. Rev. B 1974, 9, 888–897. [Google Scholar] [CrossRef]
- Chapman, O. Study of the Hardness of the Nbss and Nb5Si3 Phases in a Nb Silicide Based Alloy; Final Year Project; University of Sheffield: Sheffield, UK, 2010. [Google Scholar]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Triboscope User Manual; Hysitron Ltd: Eden Prairie, MN, USA, 2005.
- Kumar, K.S. Intermetallic Compounds: Principles and Practice; Westbrook, H., Fleischer, R.L., Eds.; John Wiley & Sons: Chichester, UK, 1995; Volume 2, p. 213. [Google Scholar]
- Shang, Y.; Brechtl, J.; Pistidda, C.; Liaw, P.K. Mechanical Behavior of High-Entropy Alloys: A Review. In High-Entropy Materials: Theory, Experiments, and Applications; Springer: Berlin/Heidelberg, Germany, 2021; pp. 435–522. [Google Scholar] [CrossRef]
- Geng, J.; Tsakiropoulos, P. A study of the microstructures and oxidation of Nb-Si-CrAl-Mo in situ composites alloyed with Ti, Hf and Sn. Intermetallics 2007, 15, 382–395. [Google Scholar] [CrossRef]
- Zelenitsas, K.; Tsakiropoulos, P. Study of the role of Cr and Al additions in the microstructure of Nb-Ti-Si in situ composites. Intermetallics 2005, 13, 1079–1095. [Google Scholar] [CrossRef]
- Zelenitsas, K.; Tsakiropoulos, P. Study of the role of Ta and Cr additions in the microstructure of Nb-Ti-Si-Al in situ composites. Intermetallics 2006, 14, 639–659. [Google Scholar] [CrossRef]
- Thandorn, T.; Tsakiropoulos, P. Study of the role of B addition on the microstructure of the Nb-24Ti-18Si-8B alloy. Intermetallics 2010, 18, 1033–1038. [Google Scholar] [CrossRef]
- Grammenos, I.; Tsakiropoulos, P. Study of the role of Hf, Mo and W additions in the microstructure of Nb-20Si silicide based alloys. Intermetallics 2011, 19, 1612–1621. [Google Scholar] [CrossRef]
- Grammenos, I. Characterisation of Creep Resistant Ultra-High Temperature Niobium Silicide-Based Alloys. PhD Thesis, University of Surrey, Guildford, UK, 2008. [Google Scholar]
- Li, Z.; Tsakiropoulos, P. On The Microstructures and Hardness of The Nb-24Ti-18Si-5Al-5Cr-5Ge and Nb-24Ti-18Si-5Al-5Cr-5Ge-5Hf (at.%) Silicide Based Alloys. Materials 2019, 12, 2655. [Google Scholar] [CrossRef] [PubMed]



























Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tsakiropoulos, P. On the Stability of Complex Concentrated (CC)/High Entropy (HE) Solid Solutions and the Contamination with Oxygen of Solid Solutions in Refractory Metal Intermetallic Composites (RM(Nb)ICs) and Refractory Complex Concentrated Alloys (RCCAs). Materials 2022, 15, 8479. https://doi.org/10.3390/ma15238479
Tsakiropoulos P. On the Stability of Complex Concentrated (CC)/High Entropy (HE) Solid Solutions and the Contamination with Oxygen of Solid Solutions in Refractory Metal Intermetallic Composites (RM(Nb)ICs) and Refractory Complex Concentrated Alloys (RCCAs). Materials. 2022; 15(23):8479. https://doi.org/10.3390/ma15238479
Chicago/Turabian StyleTsakiropoulos, Panos. 2022. "On the Stability of Complex Concentrated (CC)/High Entropy (HE) Solid Solutions and the Contamination with Oxygen of Solid Solutions in Refractory Metal Intermetallic Composites (RM(Nb)ICs) and Refractory Complex Concentrated Alloys (RCCAs)" Materials 15, no. 23: 8479. https://doi.org/10.3390/ma15238479