

Stress Dependence on Relaxation of Deformation Induced by Laser Spot Heating

Abstract
:1. Introduction
2. Materials and Methods
2.1. Specimen
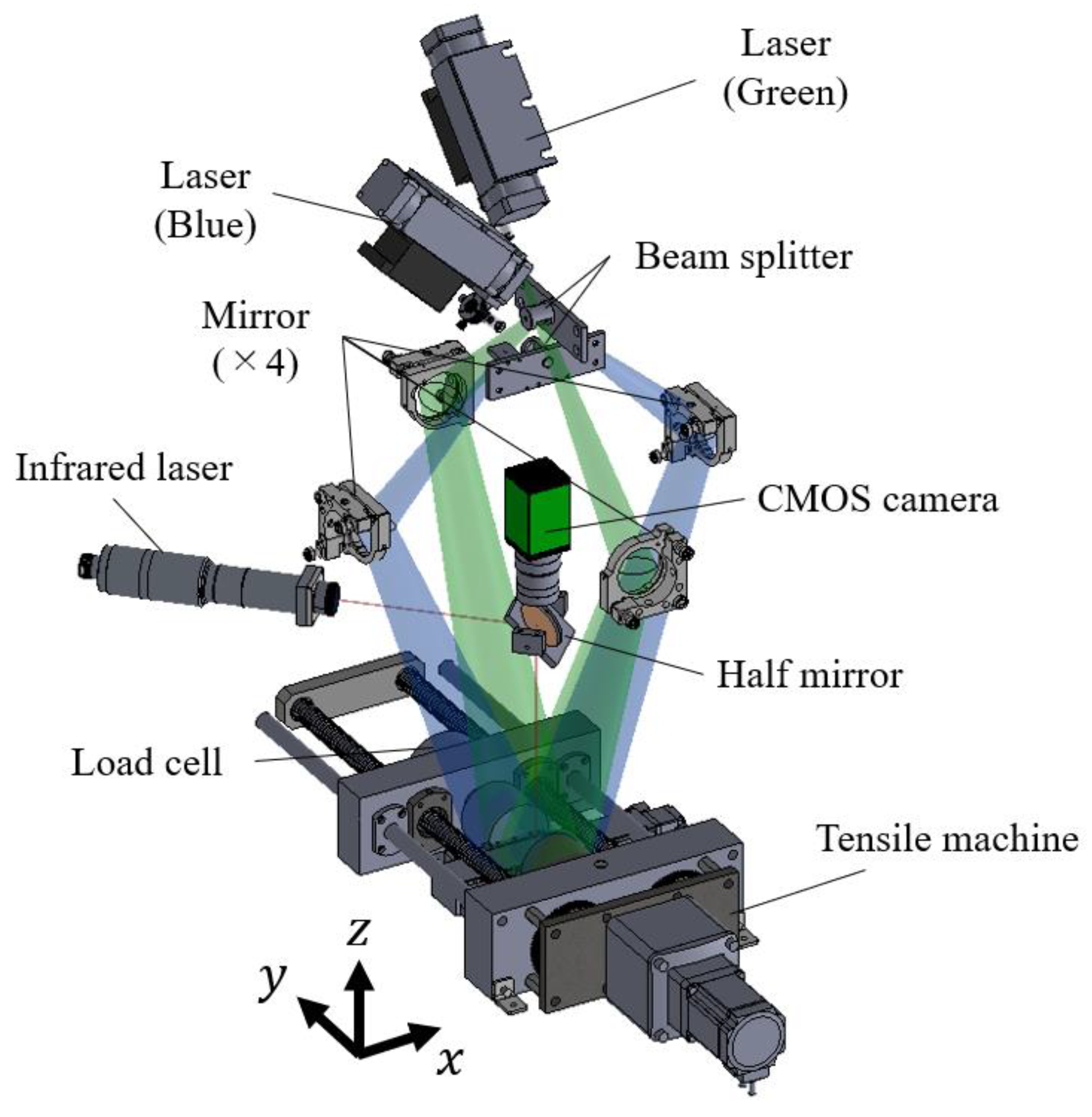
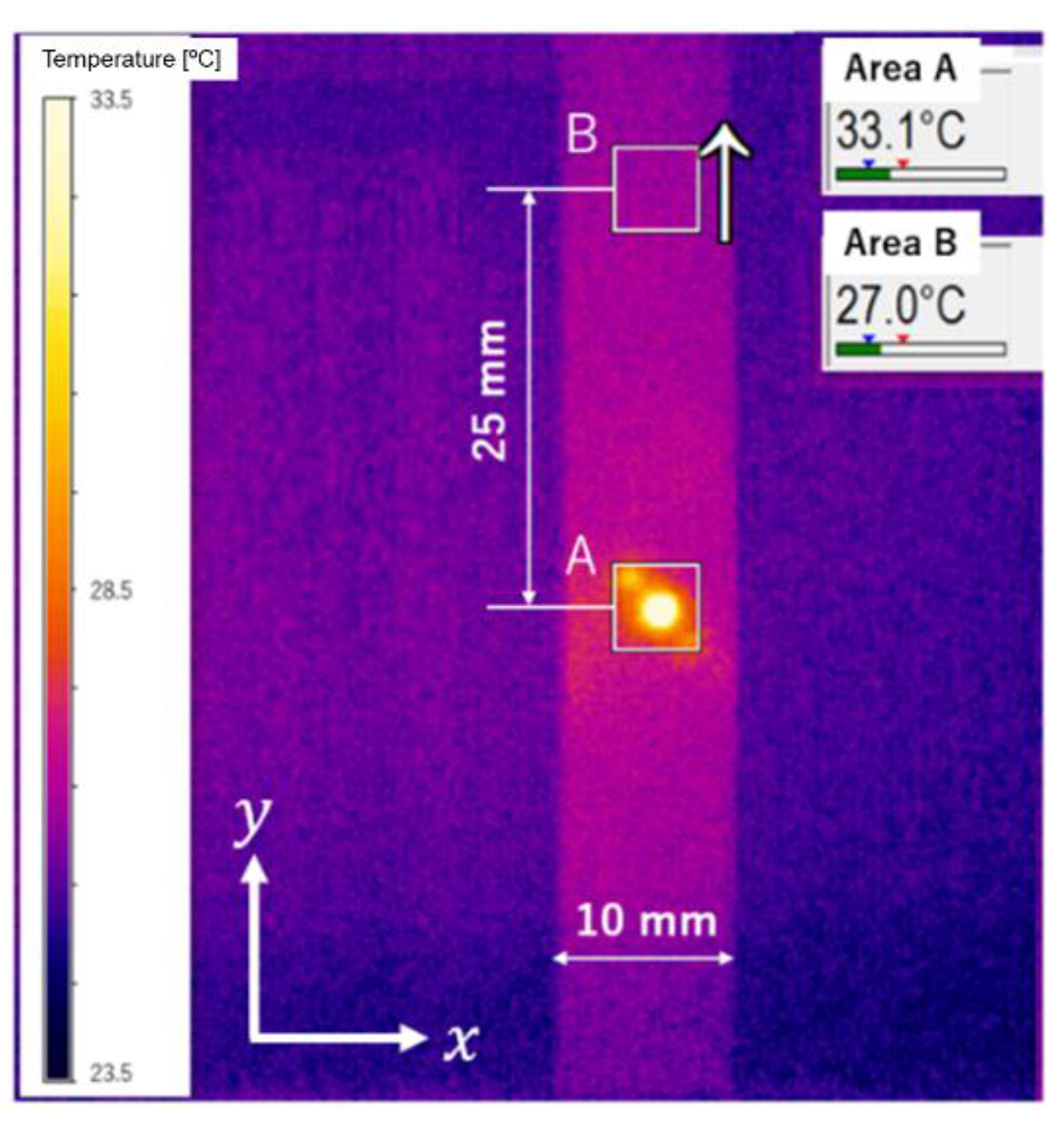
2.2. Local Spot Heating
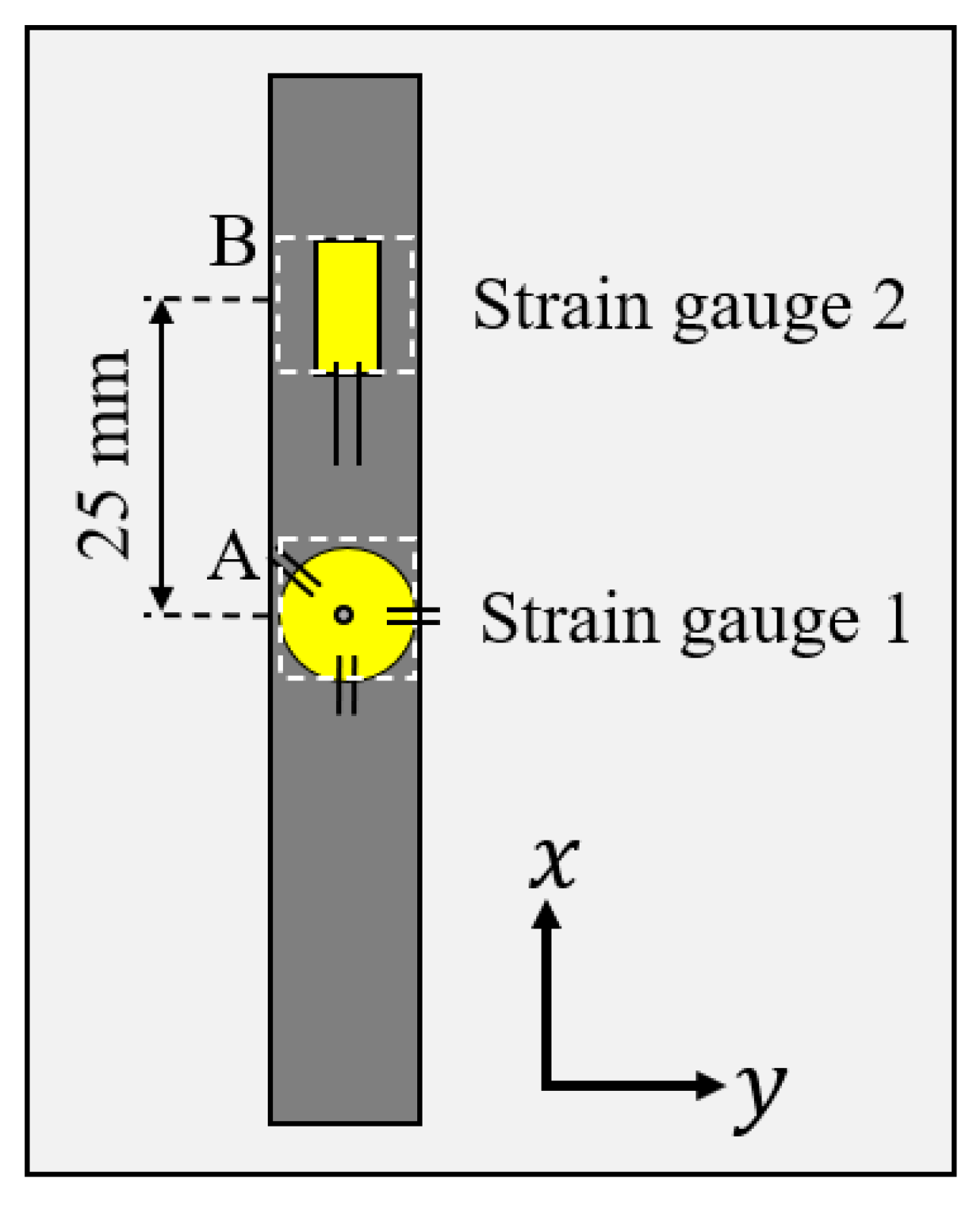
2.3. Strain Measurement
- (i)
- Strain gauge
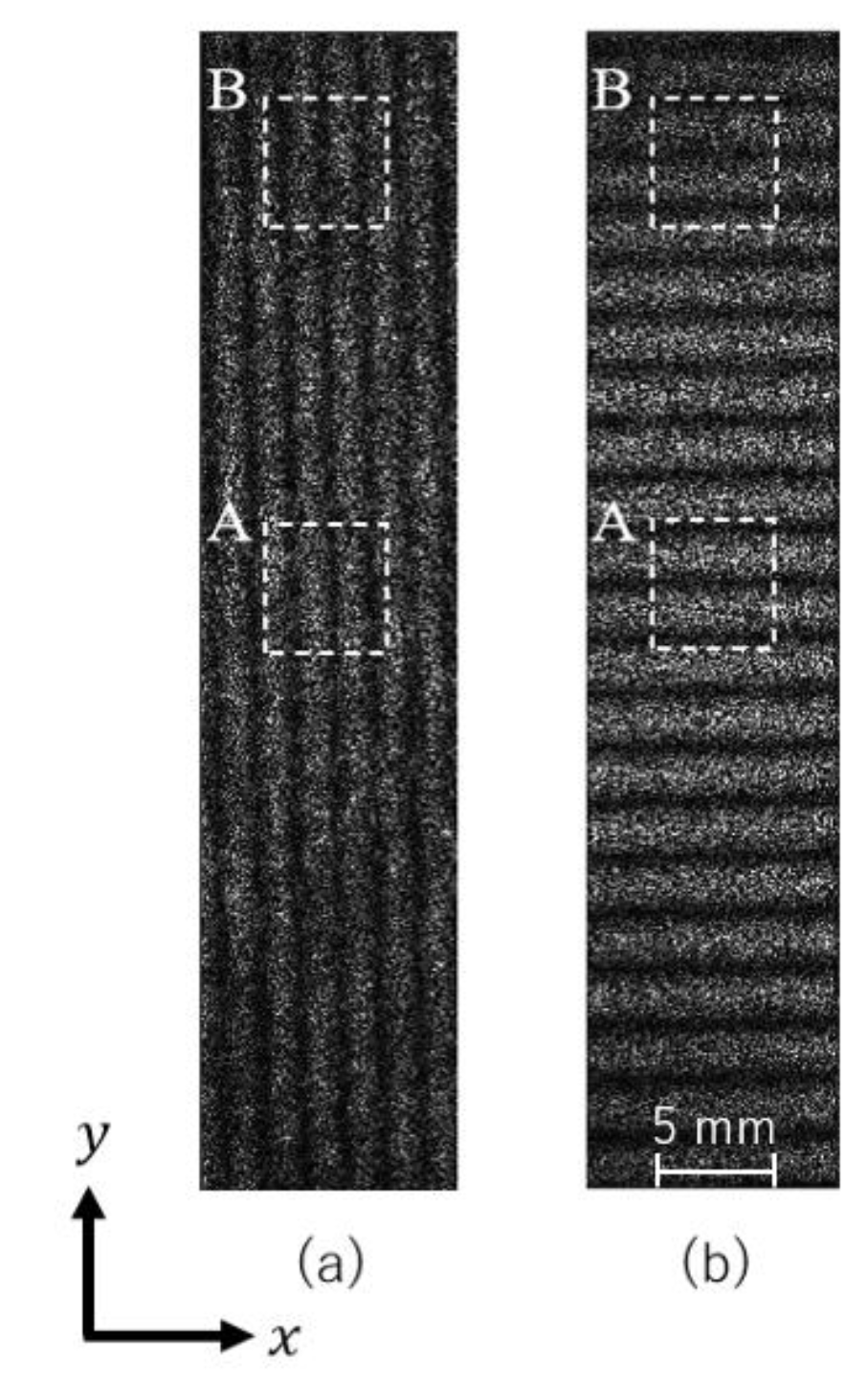
- (ii)
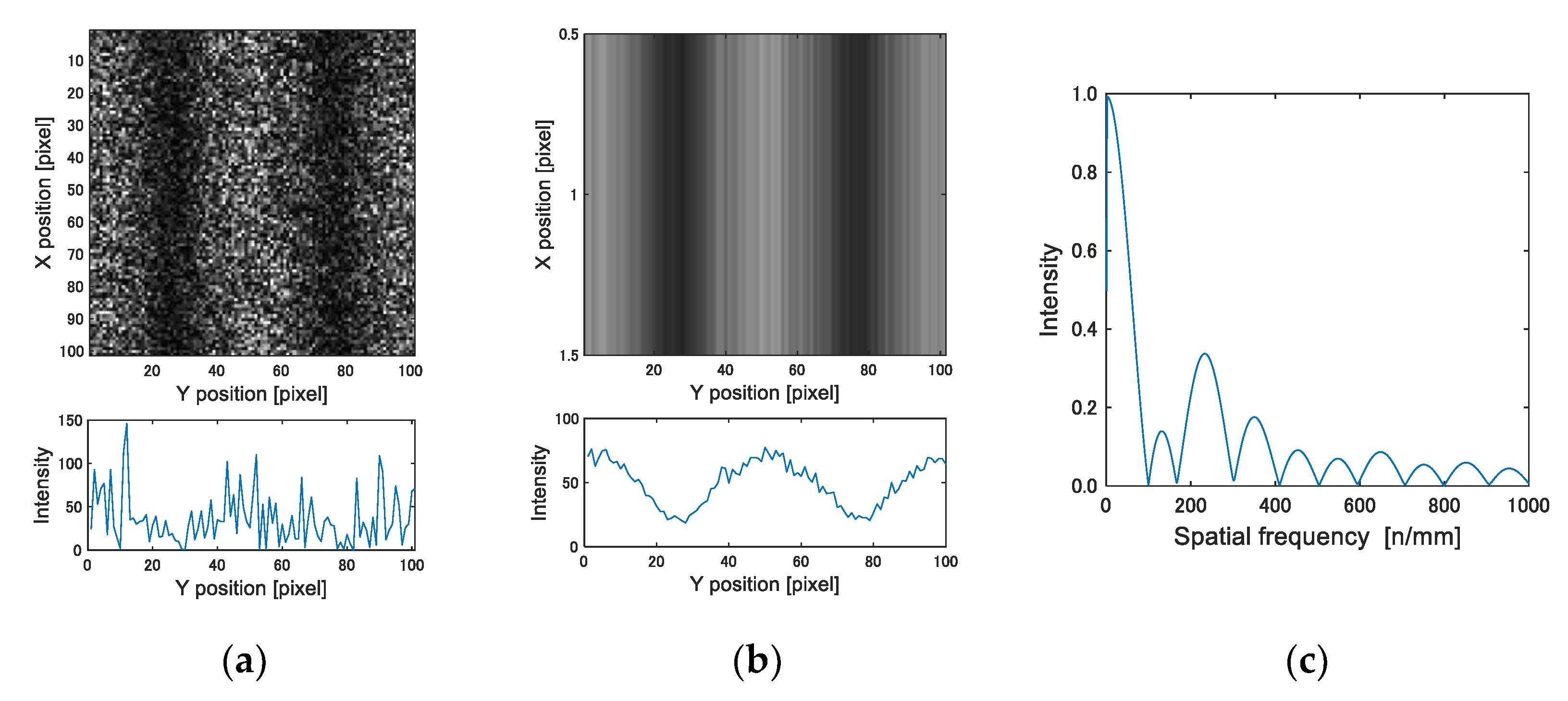
- Two-dimensional electronic speckle pattern interferometry (ESPI)
3. Results and Discussion
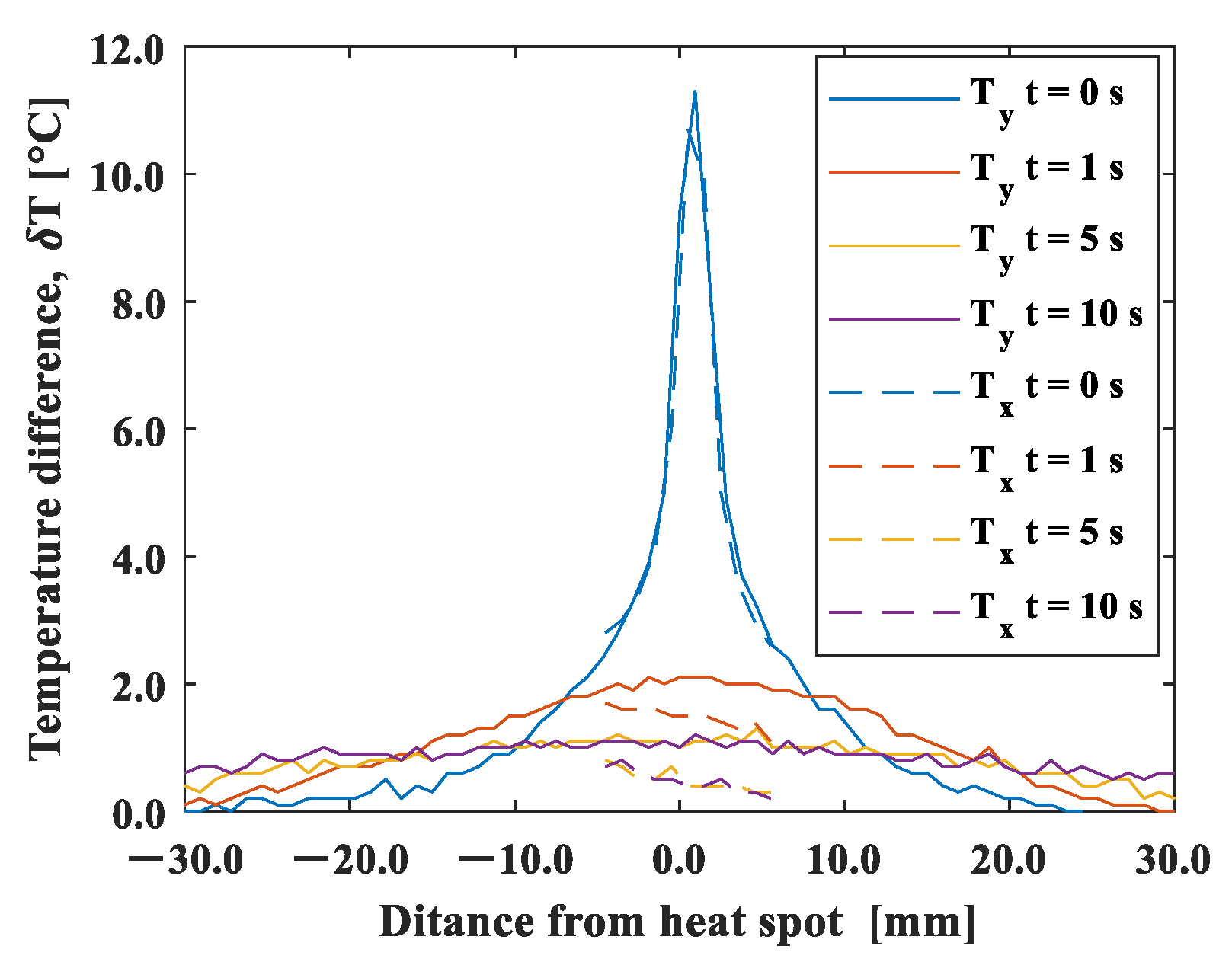
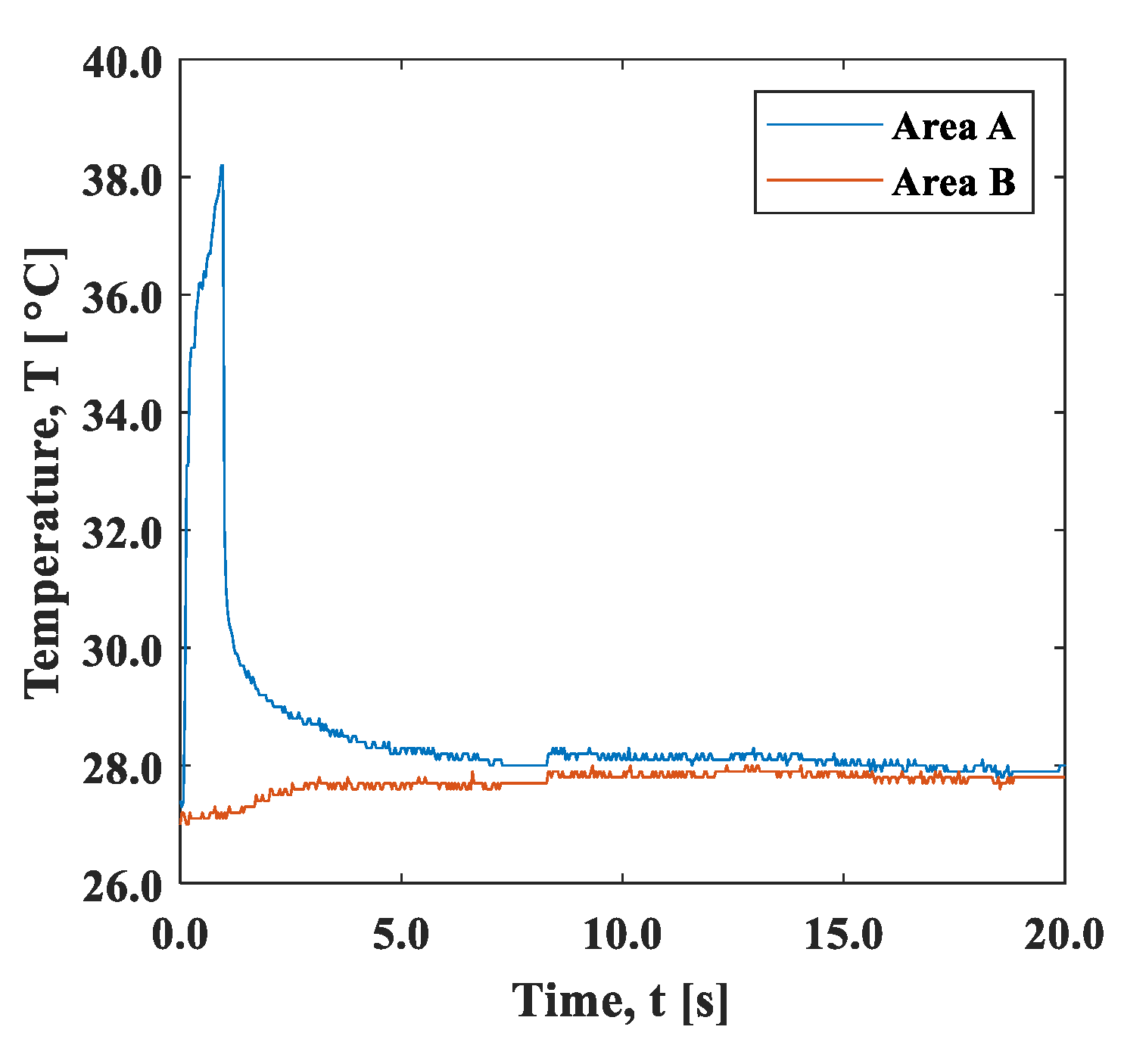
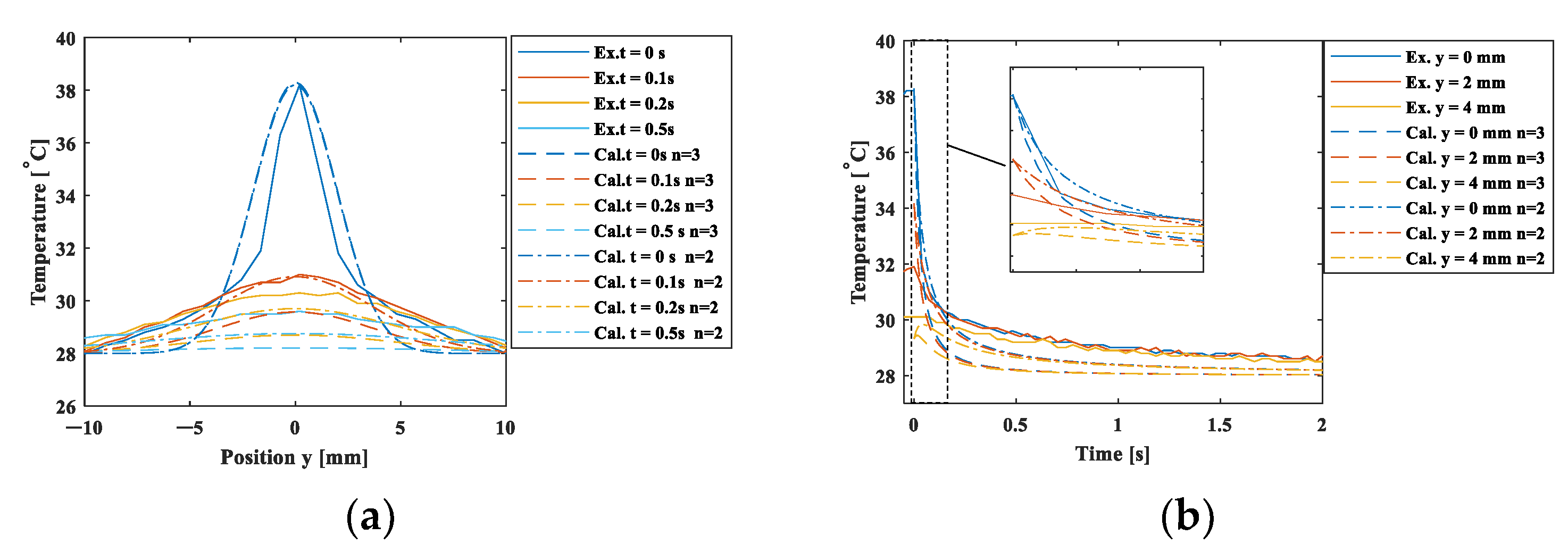
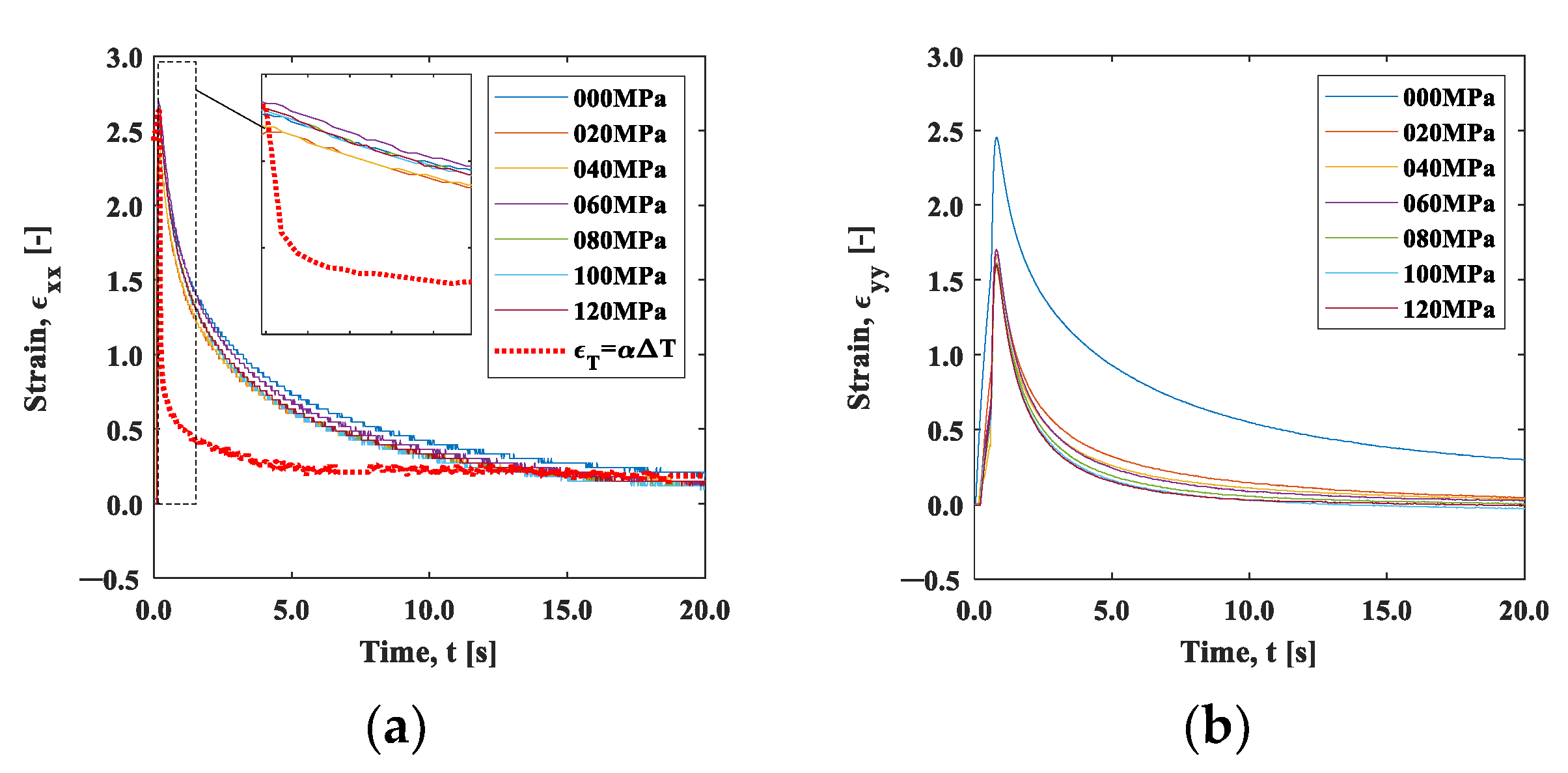
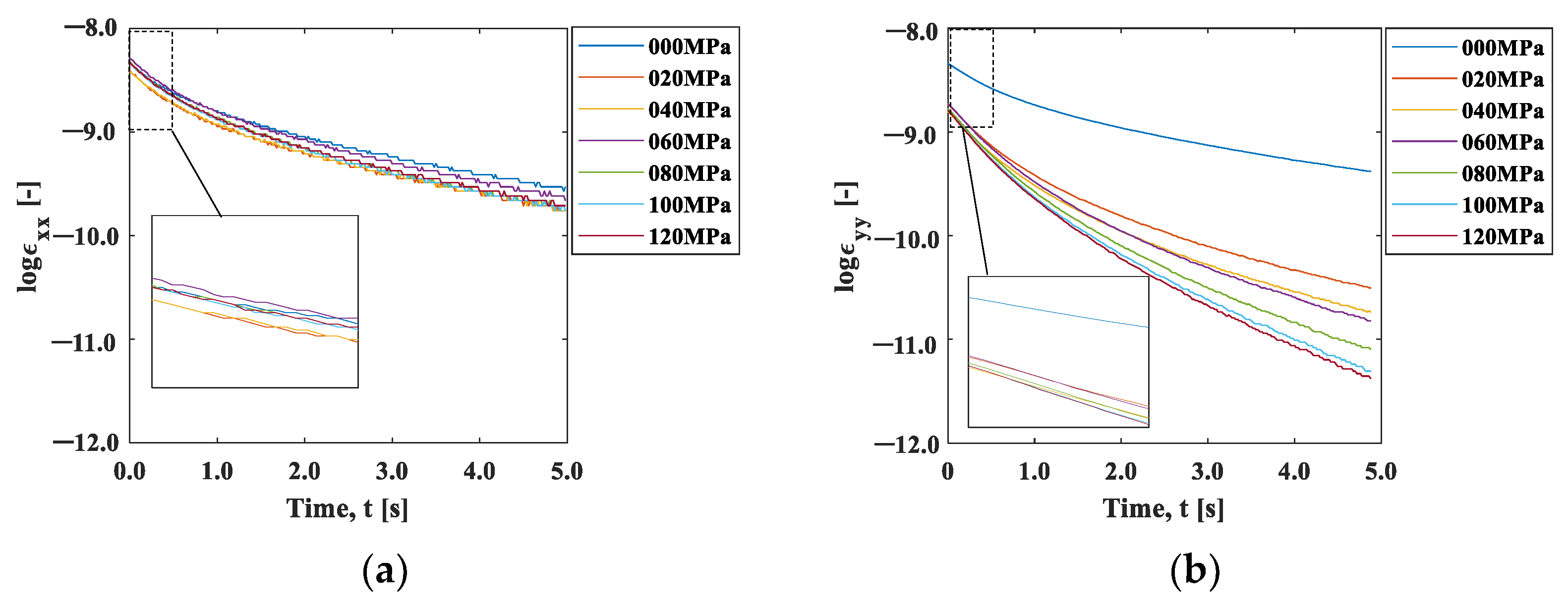
3.1. Relaxation Behavior of Strain and Temperature
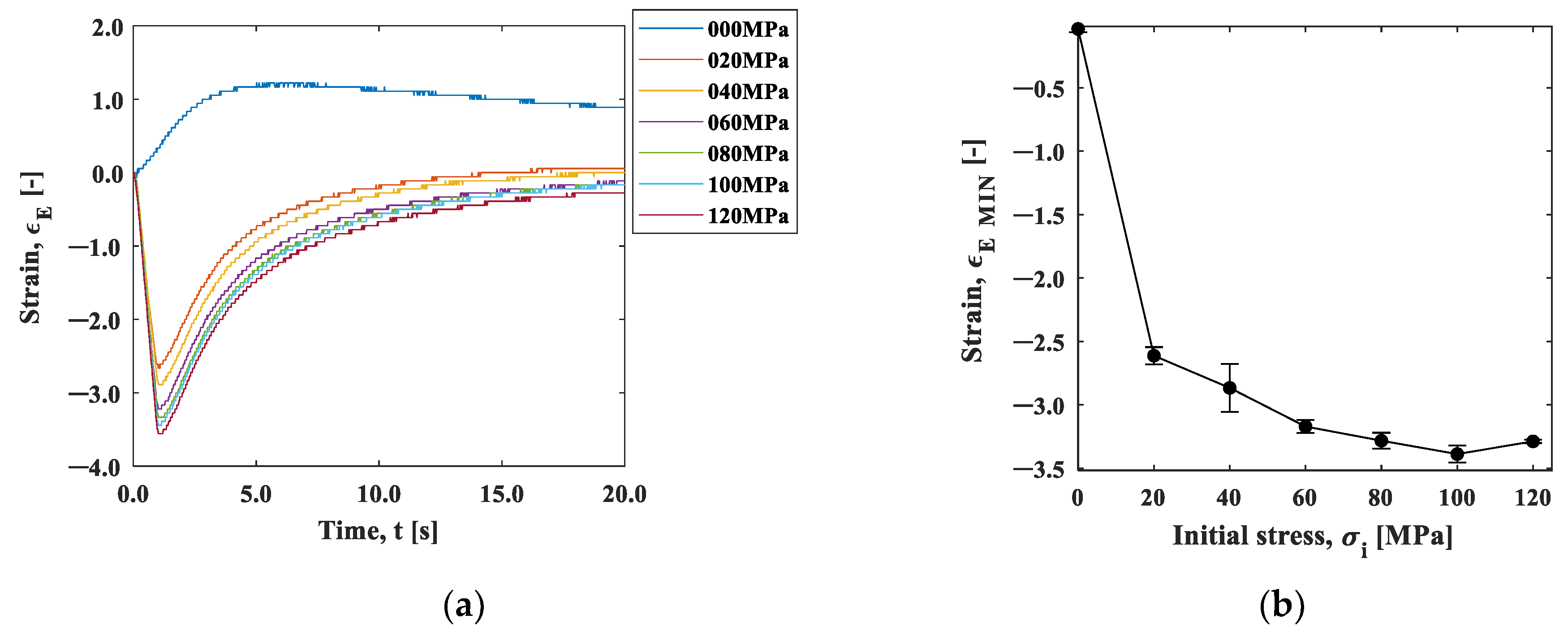
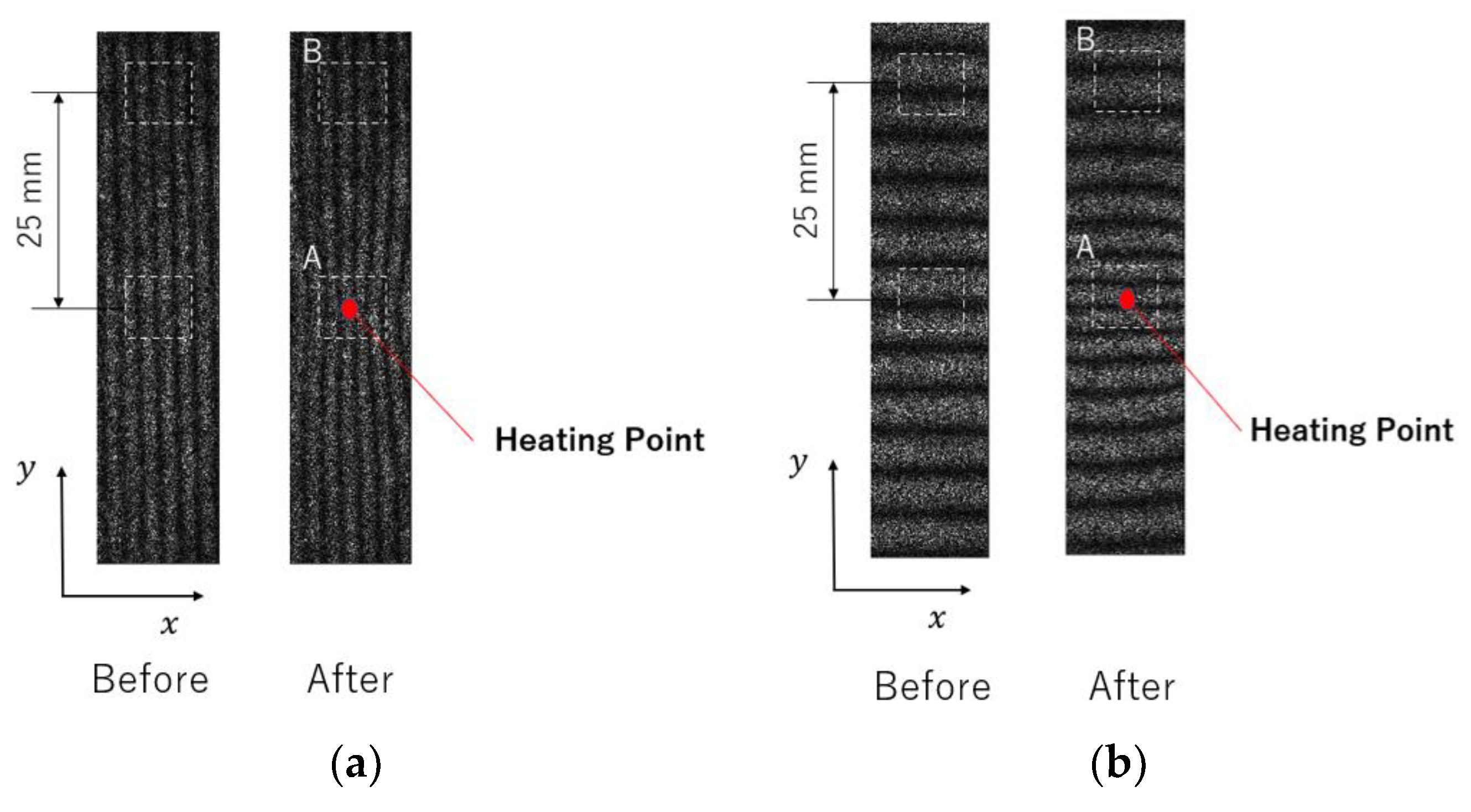
3.2. Strain Change Measured by ESPI
4. Conclusions
- (1)
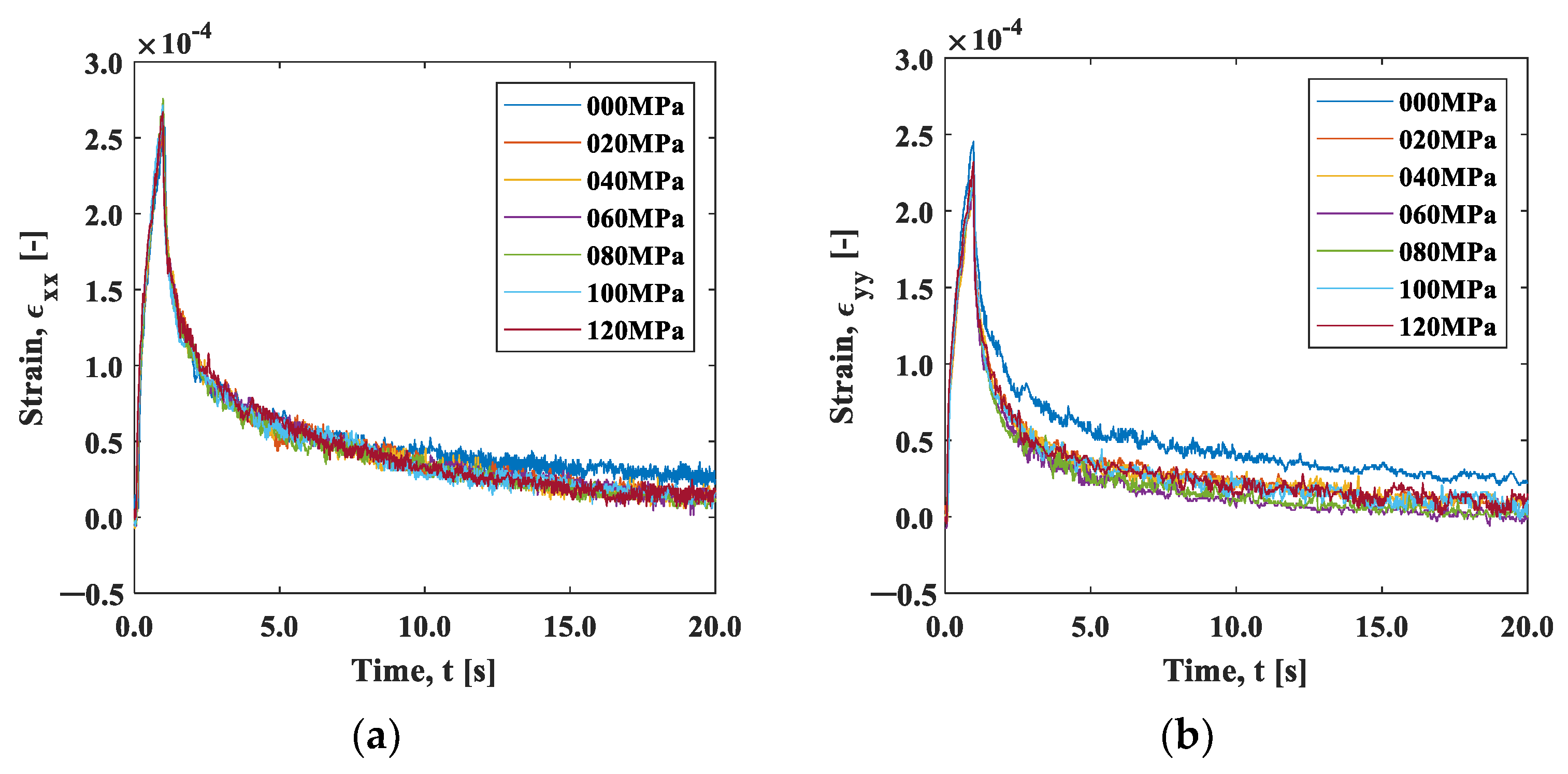
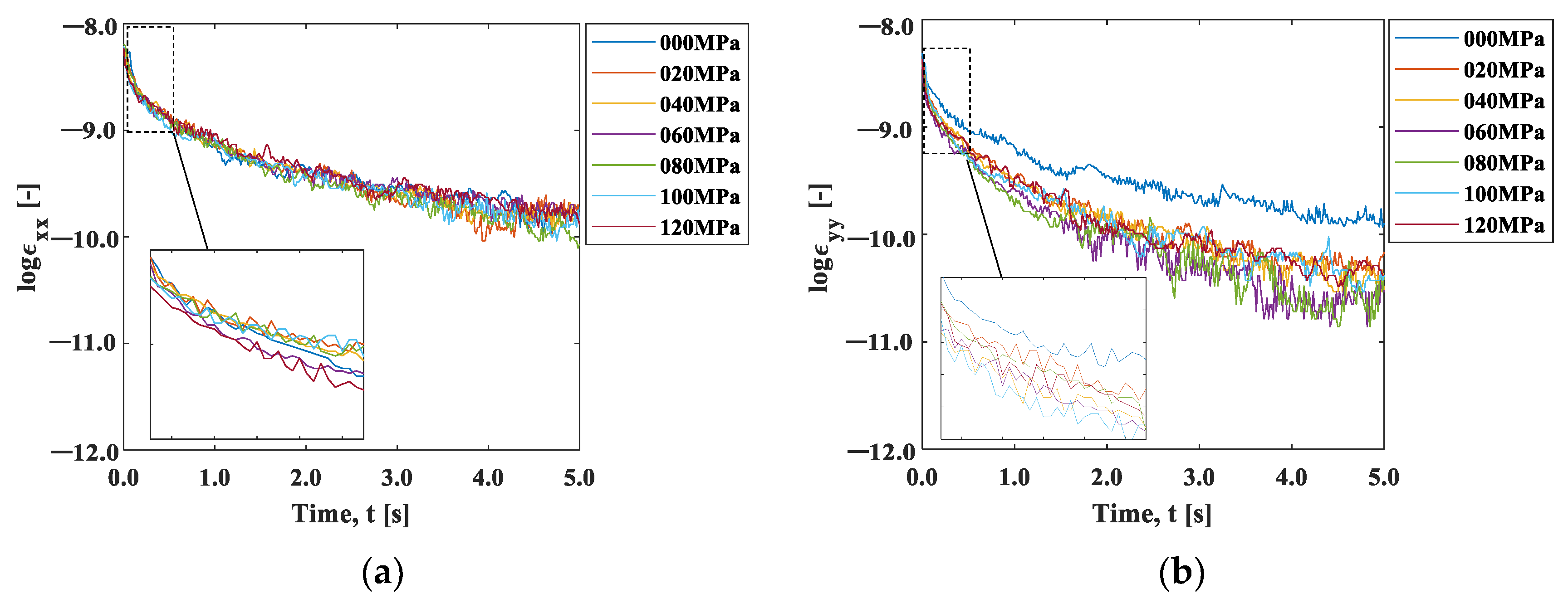
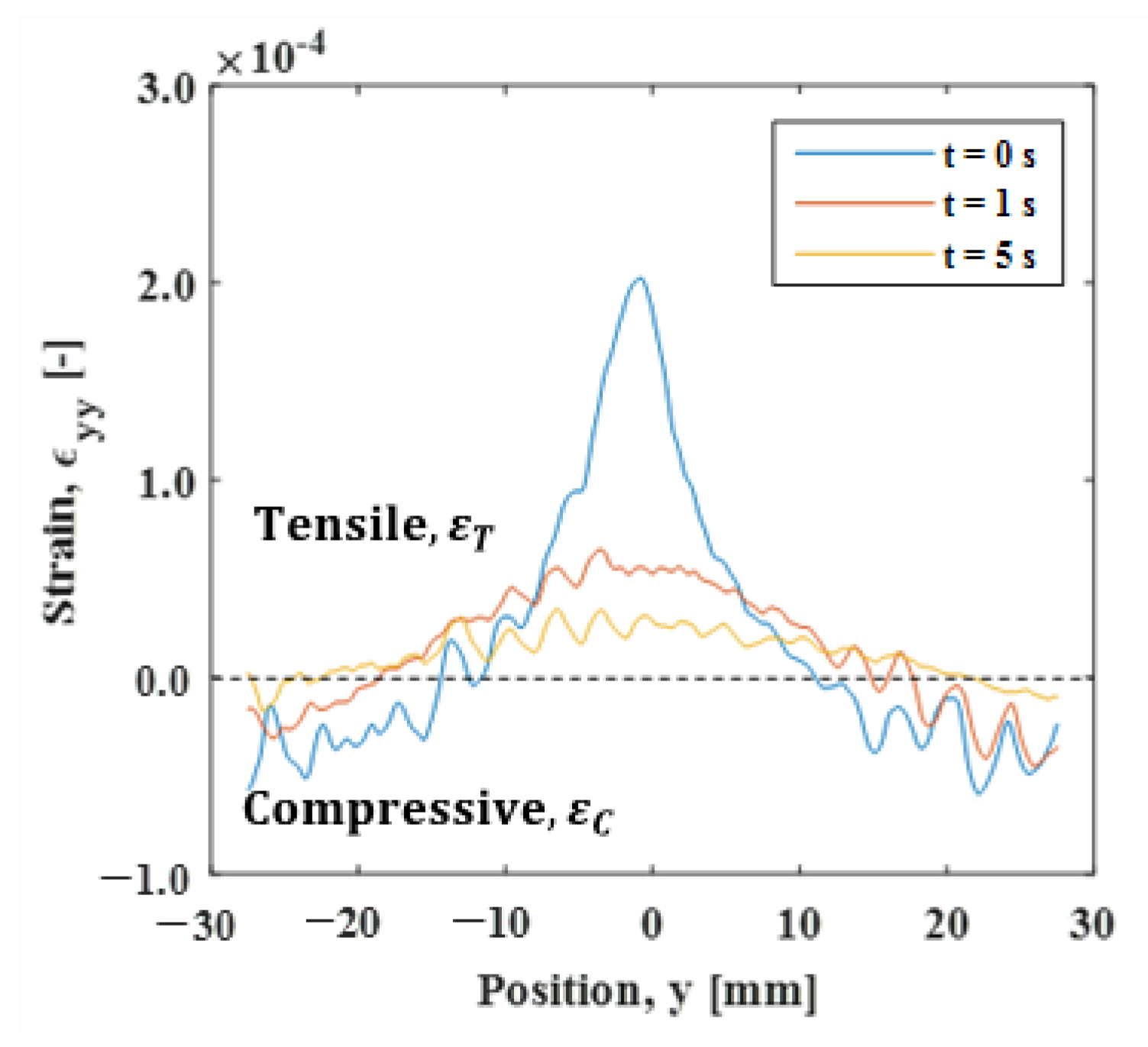
- Relaxation of the positive (tensile) strain in the local spot-heated area occurred more slowly than the thermal relaxation due to the heat diffusion, and it showed an exponential decay behavior.
- (2)
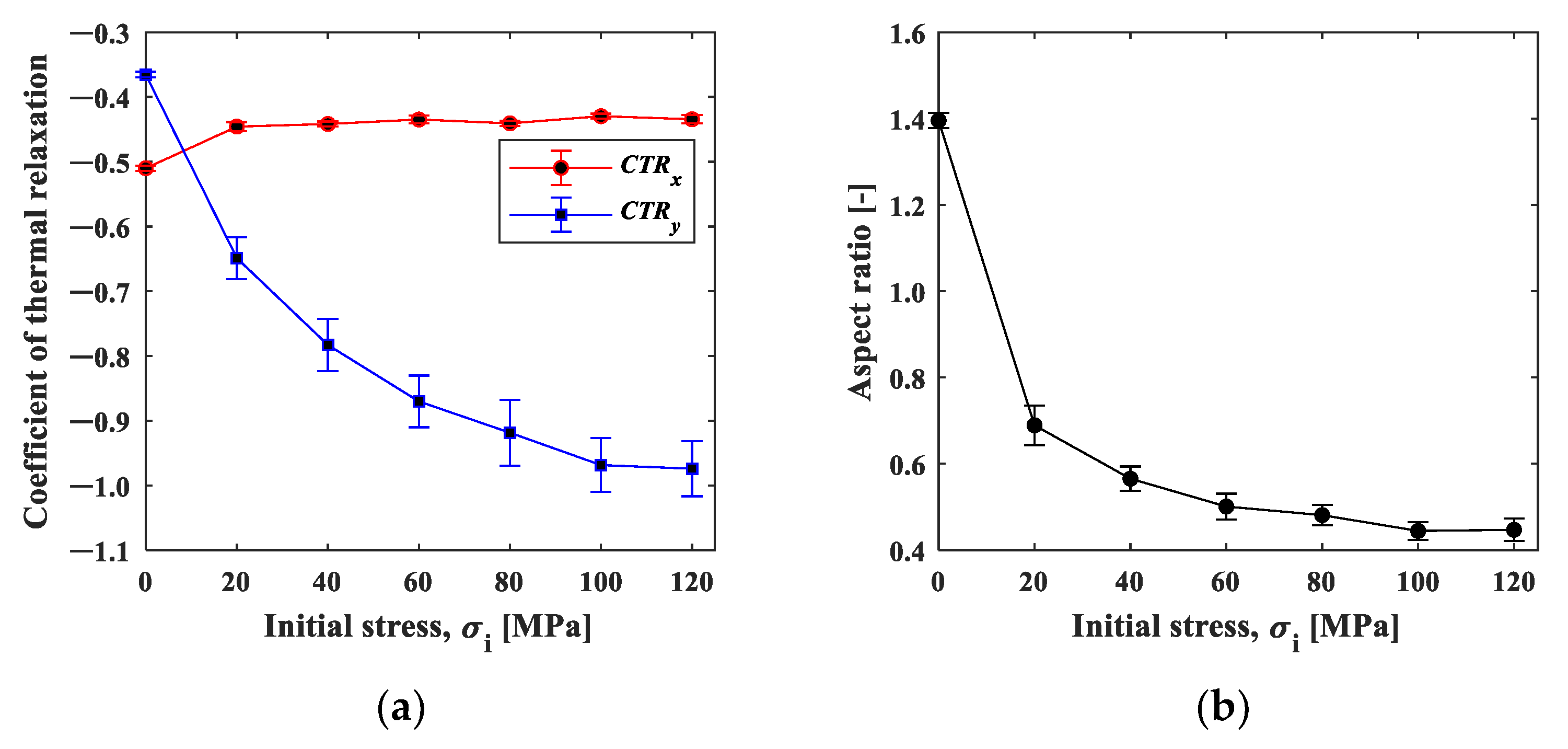
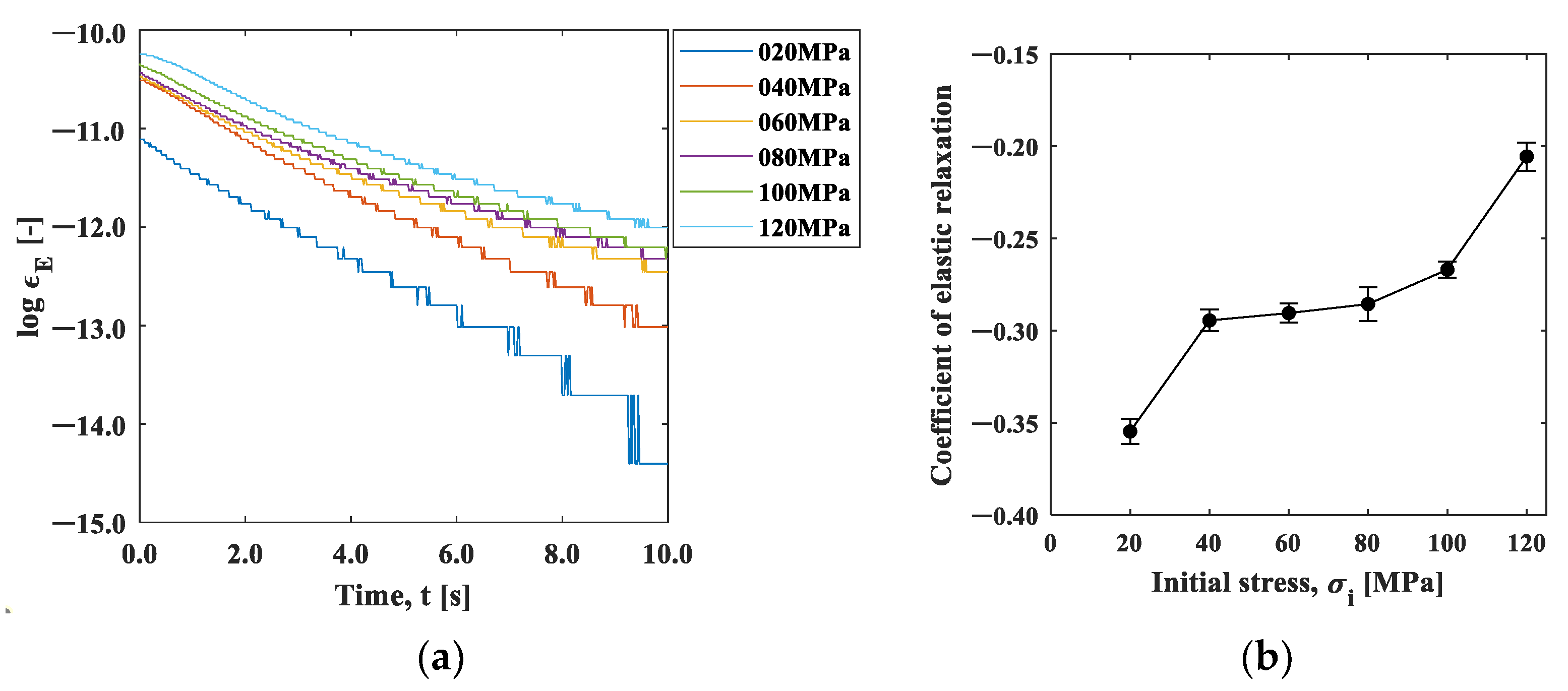
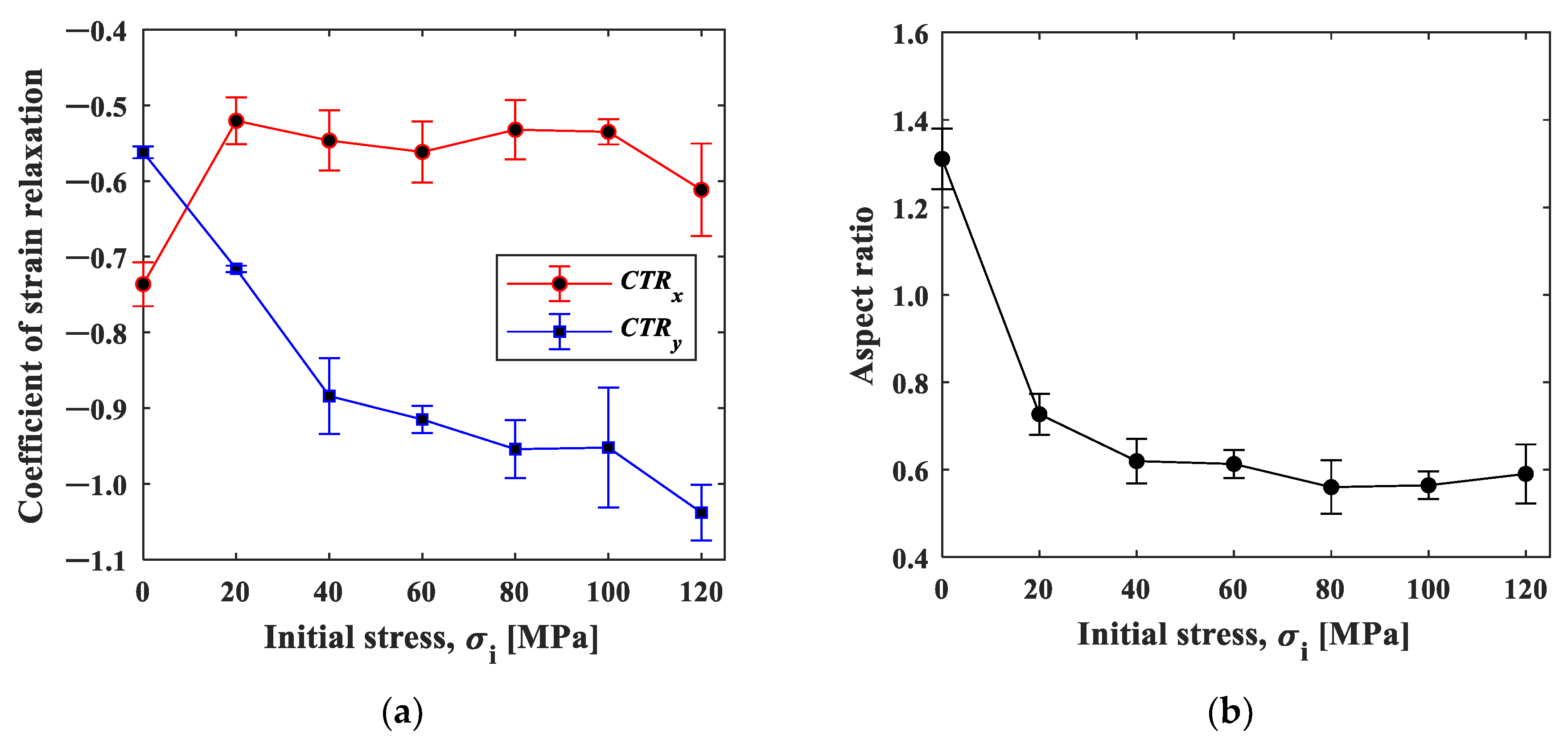
- The coefficient of strain relaxation obtained by the strain relaxation curve in the shorter time depended on the tensile stress initially applied, which was attributed to the stress dependency of elasticity.
- (3)
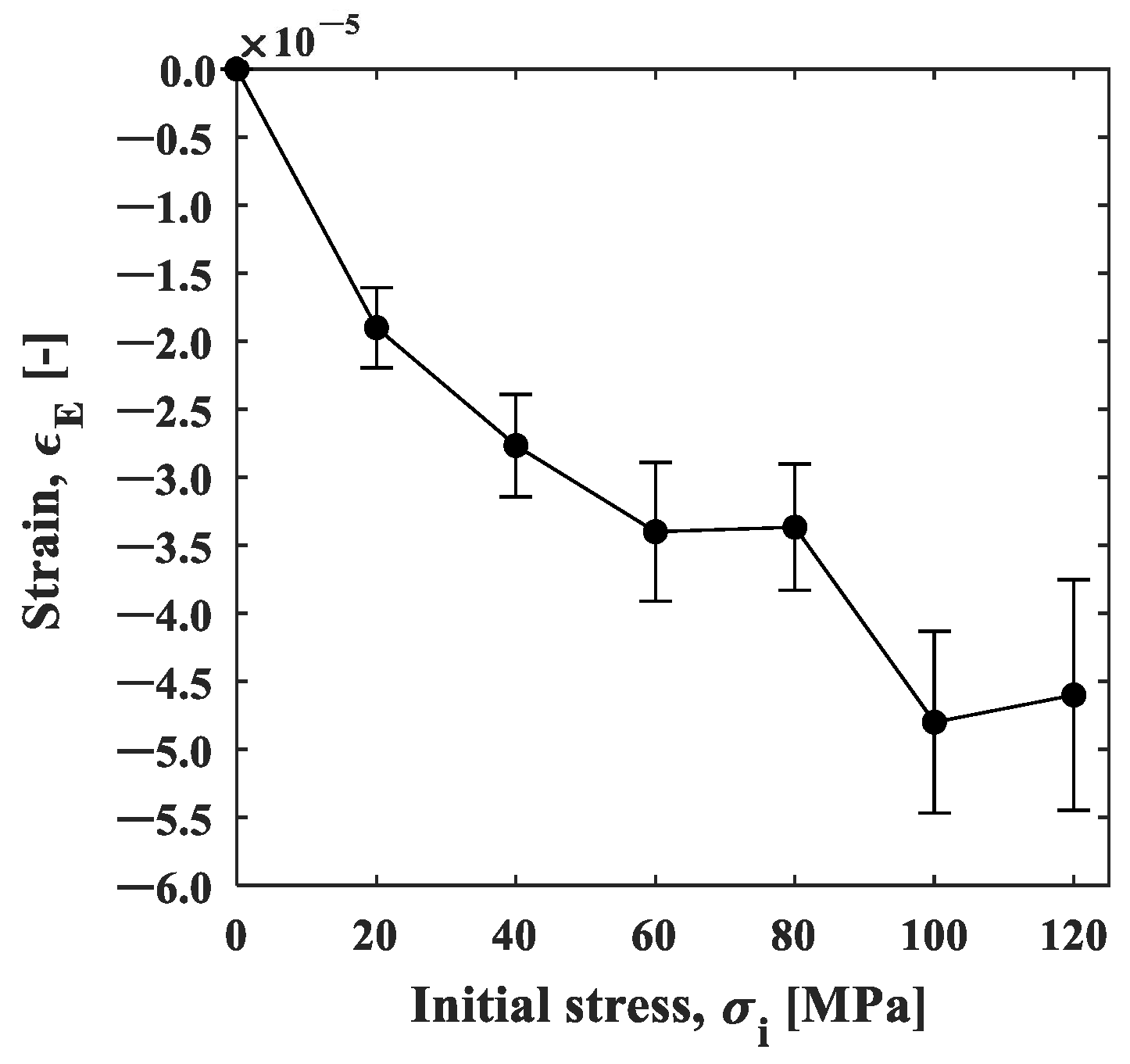
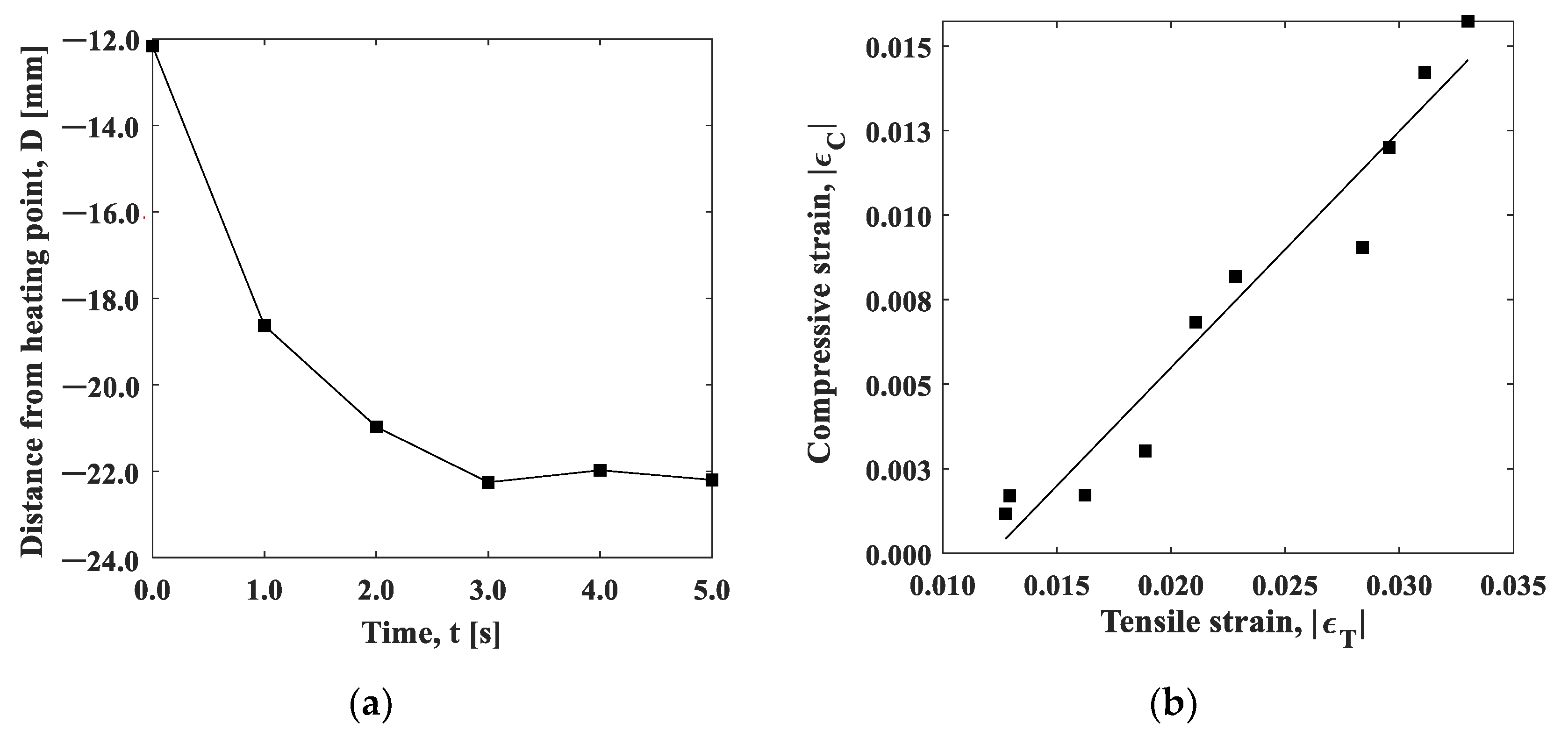
- In the less heat-affected area (the area far from the heated area), the compressive strain was induced by the thermal expansion of the heated area. The compressive strain in the cooling process also showed stress dependency.
- (4)
- The two-dimensional ESPI allowed the visualization of the above strain relaxation behavior in a non-contact way. These results indicate the feasibility of non-destructive and non-contact residual stress estimation through the evaluation of the above relaxation coefficients.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Barile, C.; Casavola, C.; Pappalettera, G.; Pappalettere, C. Analysis of the effects of process parameters in residual stress measurements on Titanium plates by HDM/ESPI. Measurement 2014, 48, 220–227. [Google Scholar] [CrossRef]
- Wu, S.Y.; Qin, Y.W. Determination of residual stresses using large shearing speckle interferometry and the hole drilling method. Opt. Lasers Eng. 1995, 23, 233–244. [Google Scholar] [CrossRef]
- Nelson, D.V.; Makino, A.; Fuchs, E.A. The holographic-hole drilling method for residual stress determination. Opt. Lasers Eng. 1997, 27, 3–23. [Google Scholar] [CrossRef]
- Pisarev, V.S.; Bondarenko, M.M.; Chernov, A.V.; Vinogradova, A.N. General approach to residual stresses determination in thin-walled structures by combining the hole drilling method and reflection hologram interferometry. Int. J. Mech. Sci. 2005, 47, 1350–1376. [Google Scholar] [CrossRef]
- Ya, M.; Miao, H.X.; Lu, J. Determination of residual stress by use of phase shifting moiré interferometry and hole-drilling method. Opt. Lasers Eng. 2006, 44, 68–79. [Google Scholar]
- Jiang, Y.; Xu, B.-s.; Wang, H.-d.; Liu, M.; Lu, Y.-h. Determination of residual stresses within plasma spray coating using Moiré interferometry method. Appl. Surf. Sci. 2011, 257, 2332–2336. [Google Scholar]
- Peng, Y.; Zhao, J.; Chen, L.S.; Dong, J. Residual stress measurement combining blind-hole drilling and digital image correlation approach. J. Constr. Steel Res. 2021, 176, 106346. [Google Scholar] [CrossRef]
- Xu, Y.; Bao, R. Residual stress determination in friction stir butt welded joints using a digital image correlation-aided slitting technique. Chin. J. Aeronaut. 2017, 30, 1258–1269. [Google Scholar]
- Martínez-García, V.; Pedrini, G.; Weidmann, P.; Killinger, A.; Gadow, R.; Osten, W.; Schmauder, S. Non-contact residual stress analysis method with displacement measurements in the nanometric range by laser made material removal and SLM based beam conditioning on ceramic coatings. Surf. Coat. Technol. 2019, 371, 14–19. [Google Scholar] [CrossRef]
- Pechersky, M.J.; Miller, R.F.; Vikram, C.S. Residual stress measurements with laser speckle correlation interferometry and local heat treating. Opt. Eng. 1995, 10, 34. [Google Scholar] [CrossRef]
- Jiang, W.; Wan, Y.; Tu, S.T.; Wang, H.; Huang, Y.; Xie, X.; Li, J.; Sun, G.; Woo, W. Determination of the through-thickness residual stress in thick duplex stainless steel welded plate by wavelength-dependent neutron diffraction method. Int. J. Press. Vessel. Pip. 2022, 196, 104603. [Google Scholar] [CrossRef]
- Ao, S.; Li, C.; Huang, Y.; Luo, Z. Determination of residual stress in resistance spot-welded joint by a novel X-ray diffraction. Measurement 2020, 161, 107892. [Google Scholar] [CrossRef]
- Yelbay, H.I.; Cam, I.; Gür, H.C. Non-destructive determination of residual stress state in steel weldments by Magnetic Barkhausen Noise technique. NDT E Int. 2010, 43, 29–33. [Google Scholar] [CrossRef]
- Kurashkin, K.; Mishakin, V.; Rudenko, A. Ultrasonic Evaluation of Residual Stresses in Welded Joints of Hydroelectric Unit Rotor Frame. Mater. Today Proc. 2019, 11, 163–168. [Google Scholar] [CrossRef]
- Yoshida, S.; Sasaki, T.; Craft, S.; Usui, M.; Haase, J.; Becker, T.; Park, I.K. Stress Analysis on Welded Specimen with Multiple Methods. Adv. Opt. Methods Exp. Mech. 2014, 3, 143–152. [Google Scholar]
- Yoshida, S.; Sasaki, T.; Usui, S.; Sakamoto, S.; Girney, D.; Park, I.K. Residual Stress Analysis Based on Acoustic and Optical Methods. Materials 2016, 9, 112. [Google Scholar] [CrossRef]
- Sasaki, T.; Yoshida, S.; Ogawa, T.; Shitaka, J.; McGibboney, C. Effect of Residual Stress on Thermal Deformation Behavior. Materials 2019, 12, 4141. [Google Scholar] [CrossRef]
- Hughes, D.S.; Kelly, J.L. Second-order elastic deformation of solids. Phys. Rev. 1953, 92, 1145–1149. [Google Scholar] [CrossRef]
- Rosenfield, A.R.; Averbach, B.L. Effect of stress on the thermal expansion coefficient. J. Appl. Phys. 1956, 27, 154–156. [Google Scholar] [CrossRef]
- Bert, C.W.; Fu, C. Implications of stress dependency of the thermal expansion coefficient on thermal buckling. J. Press. Vessel Technol. 1992, 114, 189–192. [Google Scholar] [CrossRef]
- Li, X.; Ye, Y.; Zhang, D. Simultaneous 3D ESPI using a 3CCD Camera. In Proceedings of the International Conference on Advanced Technology in Experimental Mechanics, Niigata, Japan, 7–11 October 2019; p. 10. [Google Scholar]
- Carslaw, H.S.; Jaeger, J.C. Conduction of Heat in Solids; Oxford University Press: London, UK, 1959. [Google Scholar]
- Takeuti, Y.; Nyuko, H.; Noda, N.; Zaima, S. A consideration on thermal stresses in a composite cylinder made of aluminum alloy and steel with temperature dependence of material constants. Light Met. 1978, 28, 247–252. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mg | Si | Fe | Cu | Mn | Cr | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|
| 4.0–4.9 | <0.4 | <0.4 | <0.1 | 0.4–4.0 | 0.05–0.25 | <0.25 | <0.15 | Bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Murata, Y.; Sasaki, T.; Yoshida, S. Stress Dependence on Relaxation of Deformation Induced by Laser Spot Heating. Materials 2022, 15, 6330. https://doi.org/10.3390/ma15186330
Murata Y, Sasaki T, Yoshida S. Stress Dependence on Relaxation of Deformation Induced by Laser Spot Heating. Materials. 2022; 15(18):6330. https://doi.org/10.3390/ma15186330
Chicago/Turabian StyleMurata, Yuma, Tomohiro Sasaki, and Sanichiro Yoshida. 2022. "Stress Dependence on Relaxation of Deformation Induced by Laser Spot Heating" Materials 15, no. 18: 6330. https://doi.org/10.3390/ma15186330