
Damage Progress Classification in AlSi10Mg SLM Specimens by Convolutional Neural Network and k-Fold Cross Validation



Abstract
:1. Introduction
2. Materials and Methods
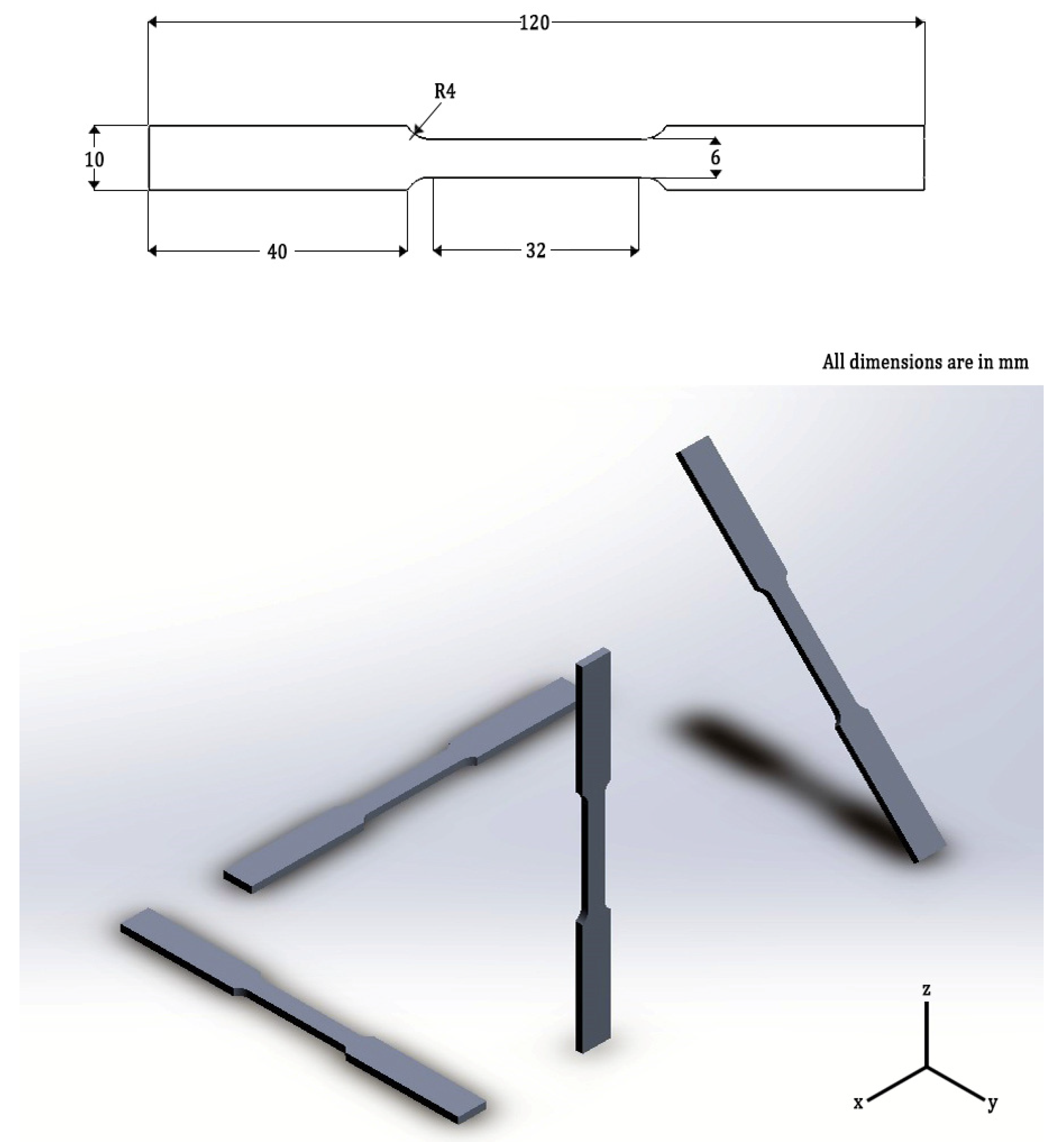
2.1. Materials
2.2. Test Methods
2.3. Time-Frequency Analysis of AE Signals
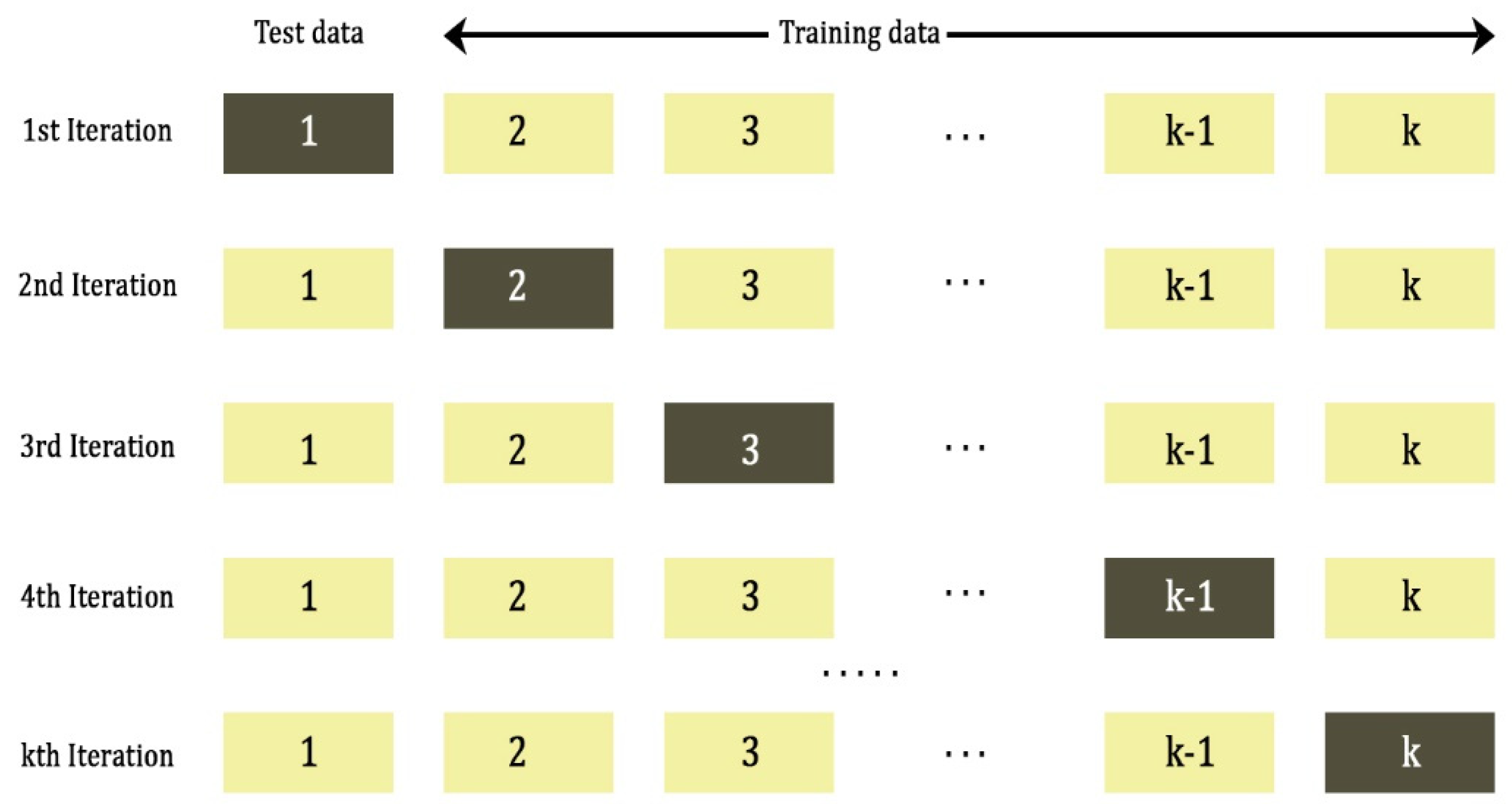
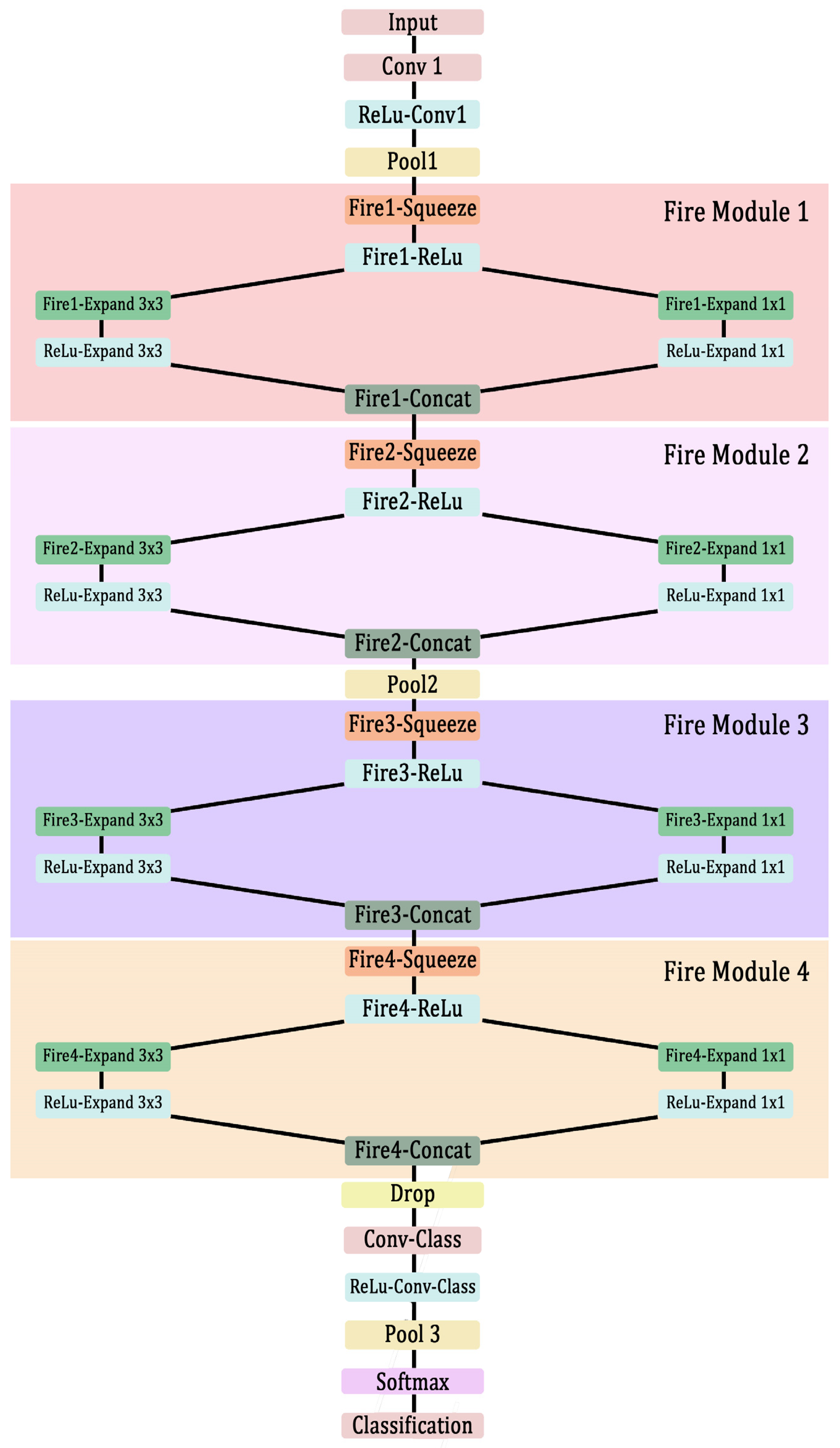
2.4. Convolutional Neural Network
3. Results and Discussions
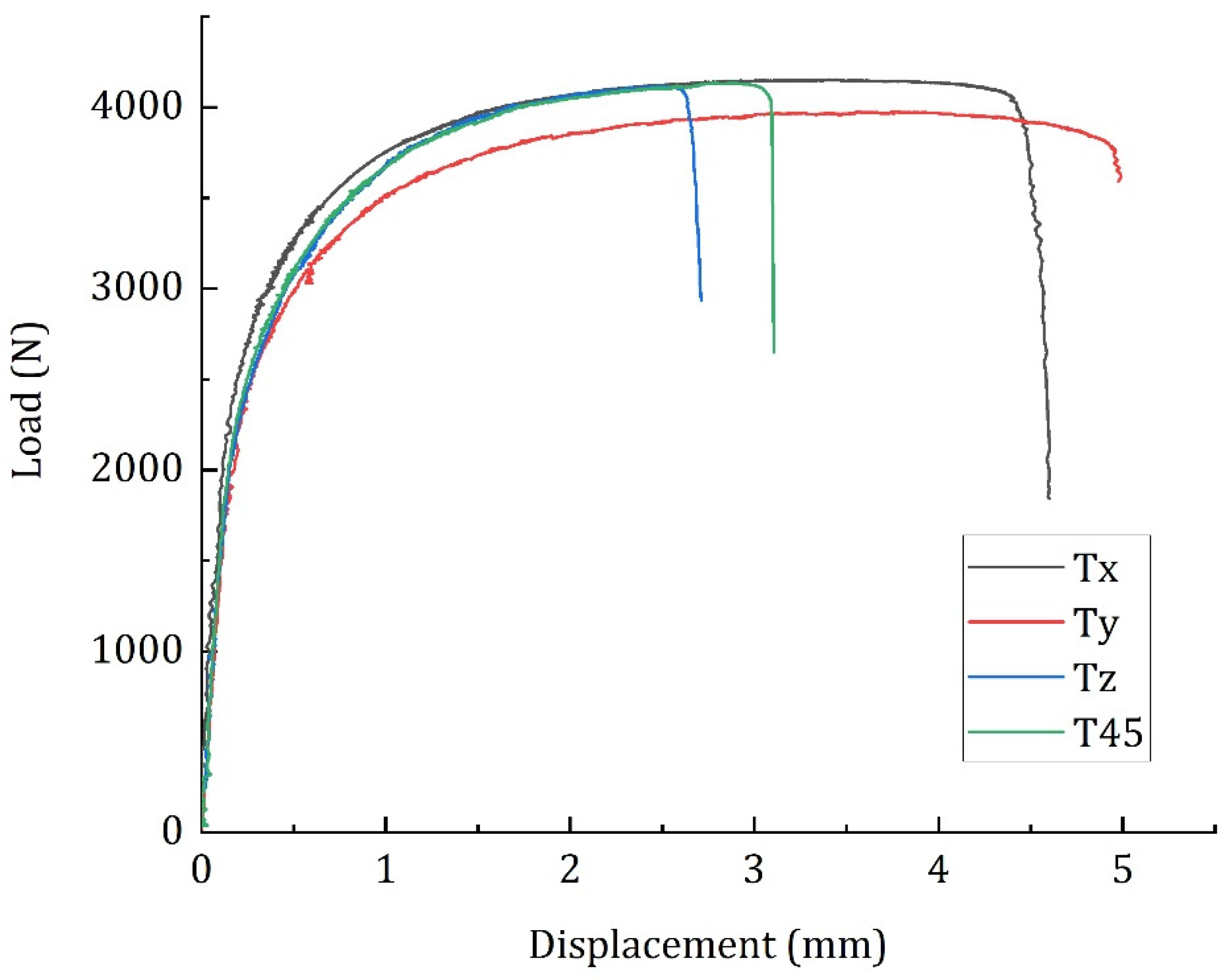
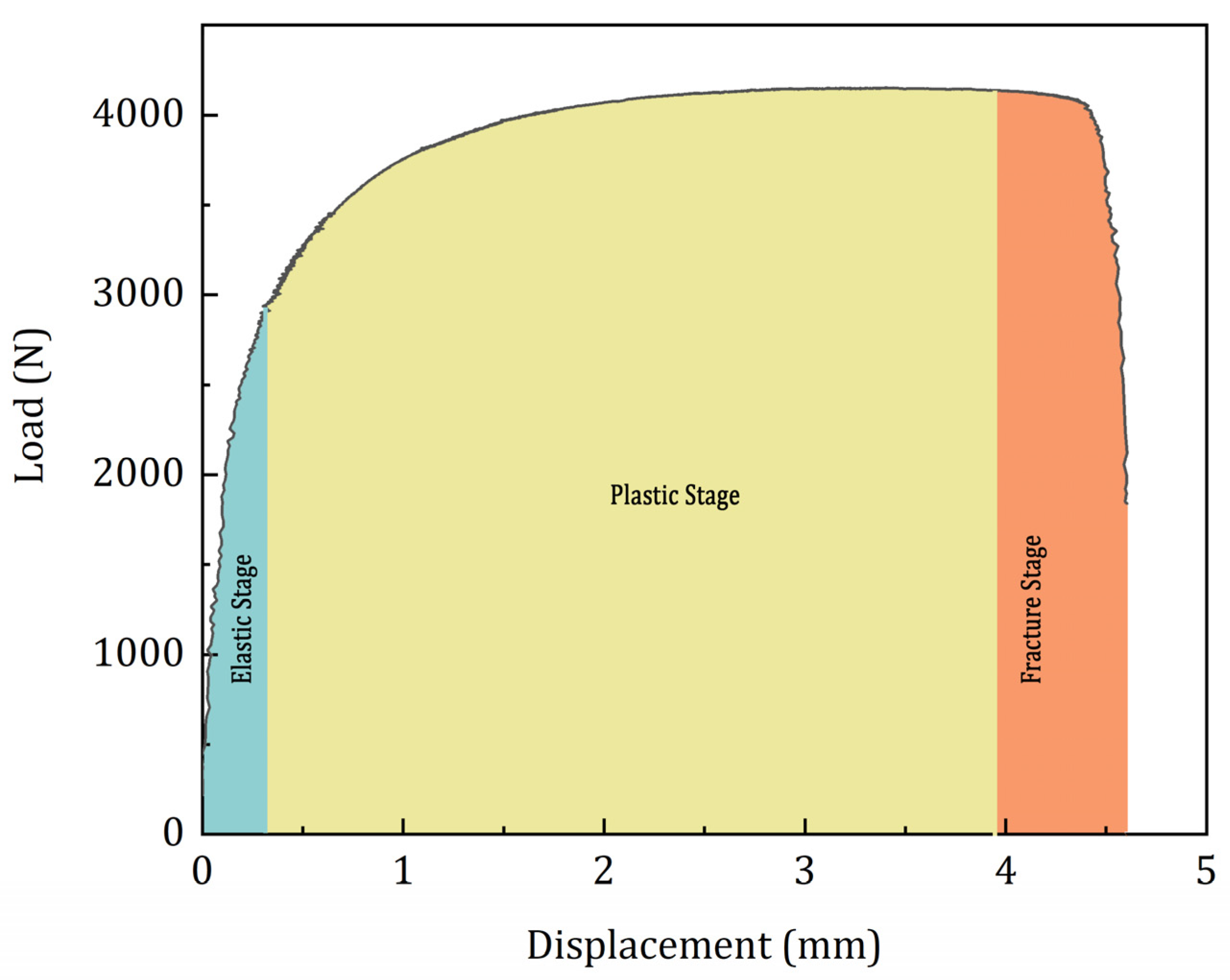
3.1. Tensile Test Results
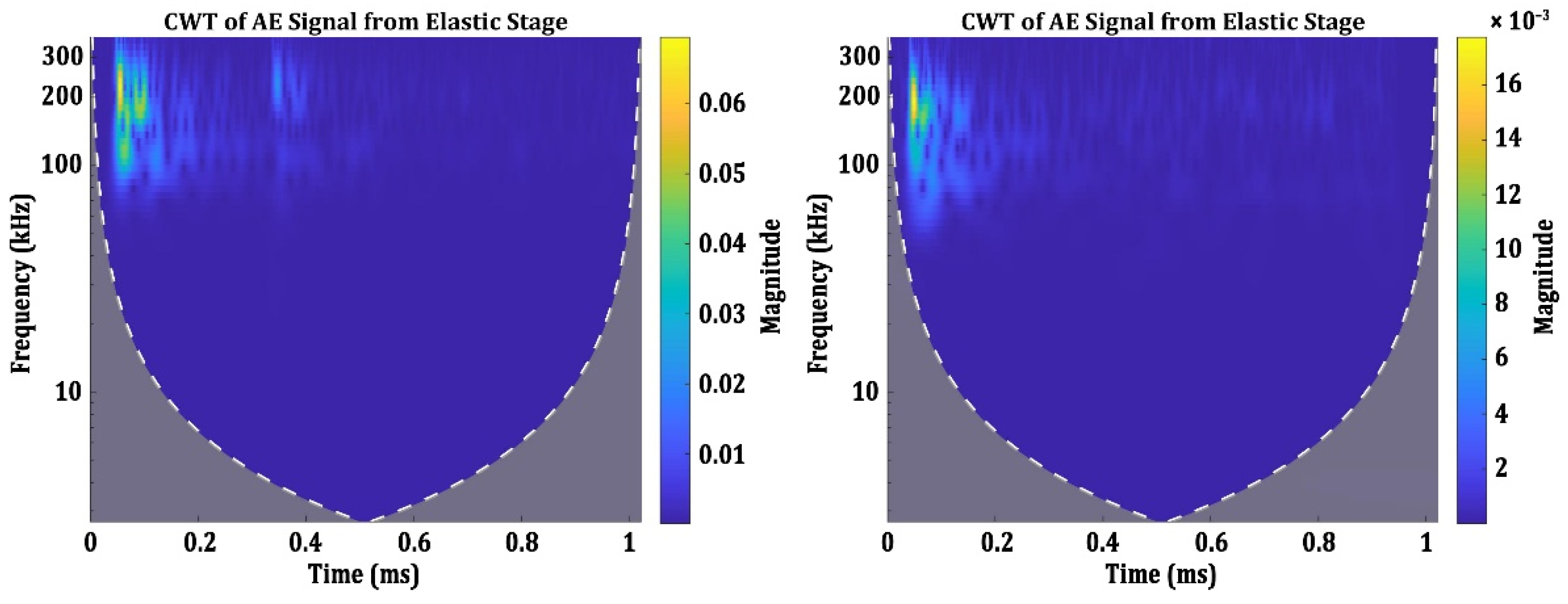
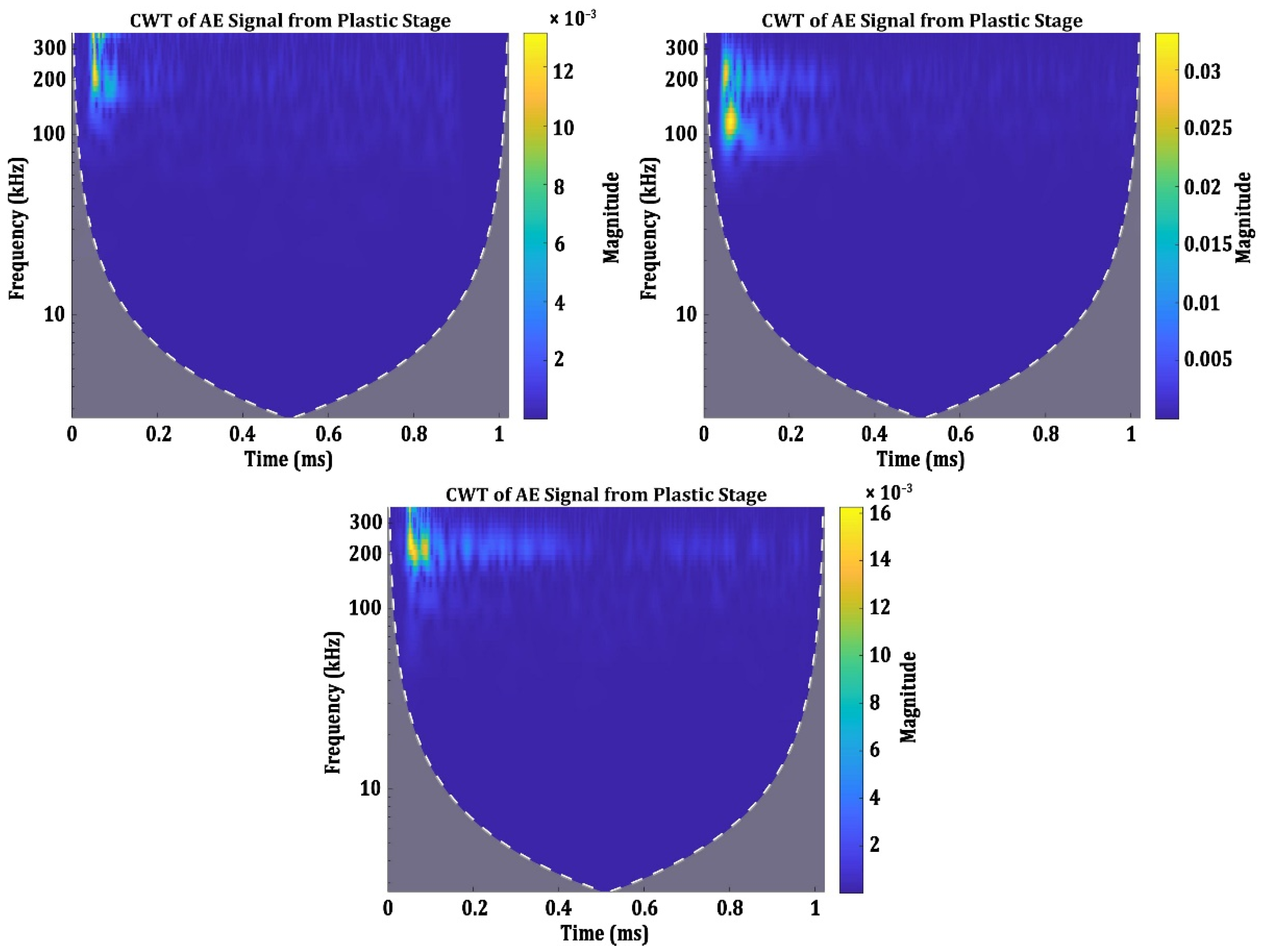
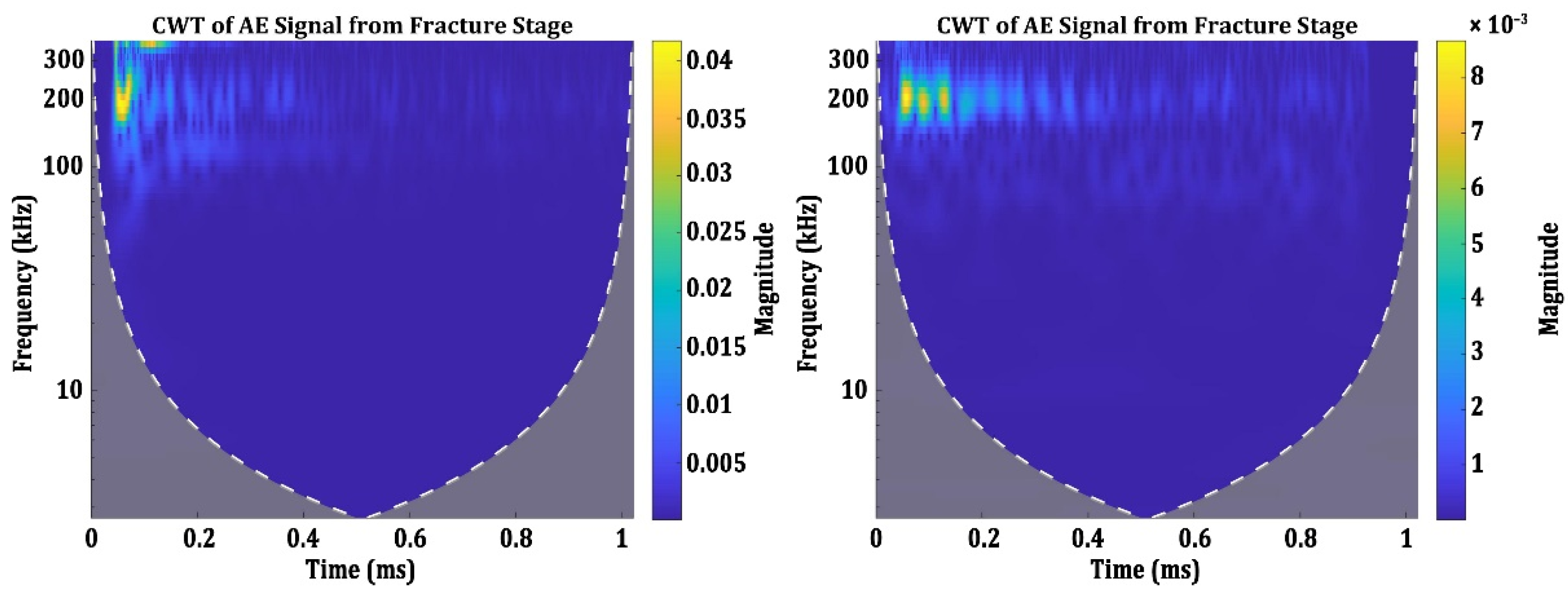
3.2. Time-Frequency Characteristics of AE Signals from Different Damage Modes
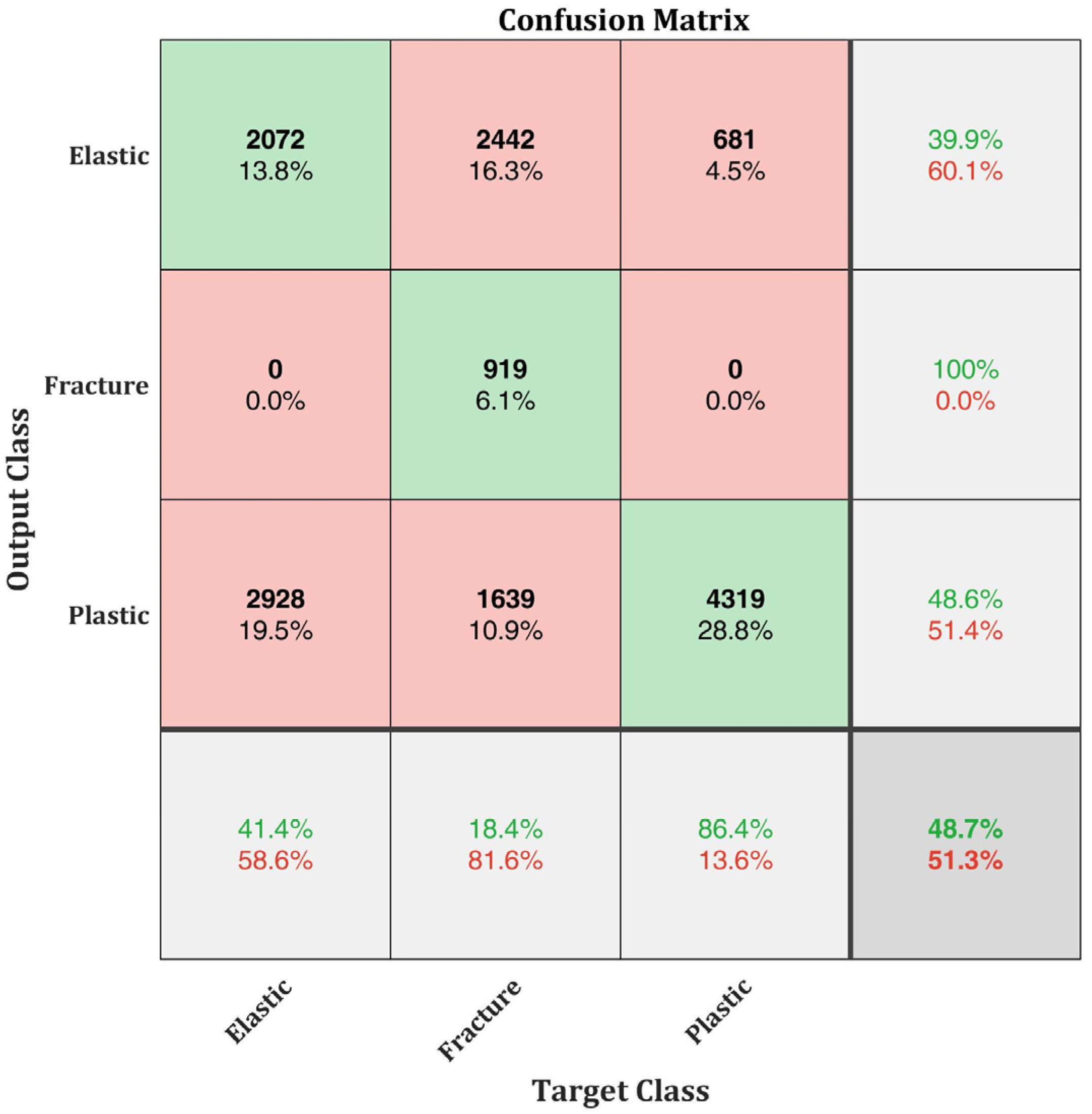
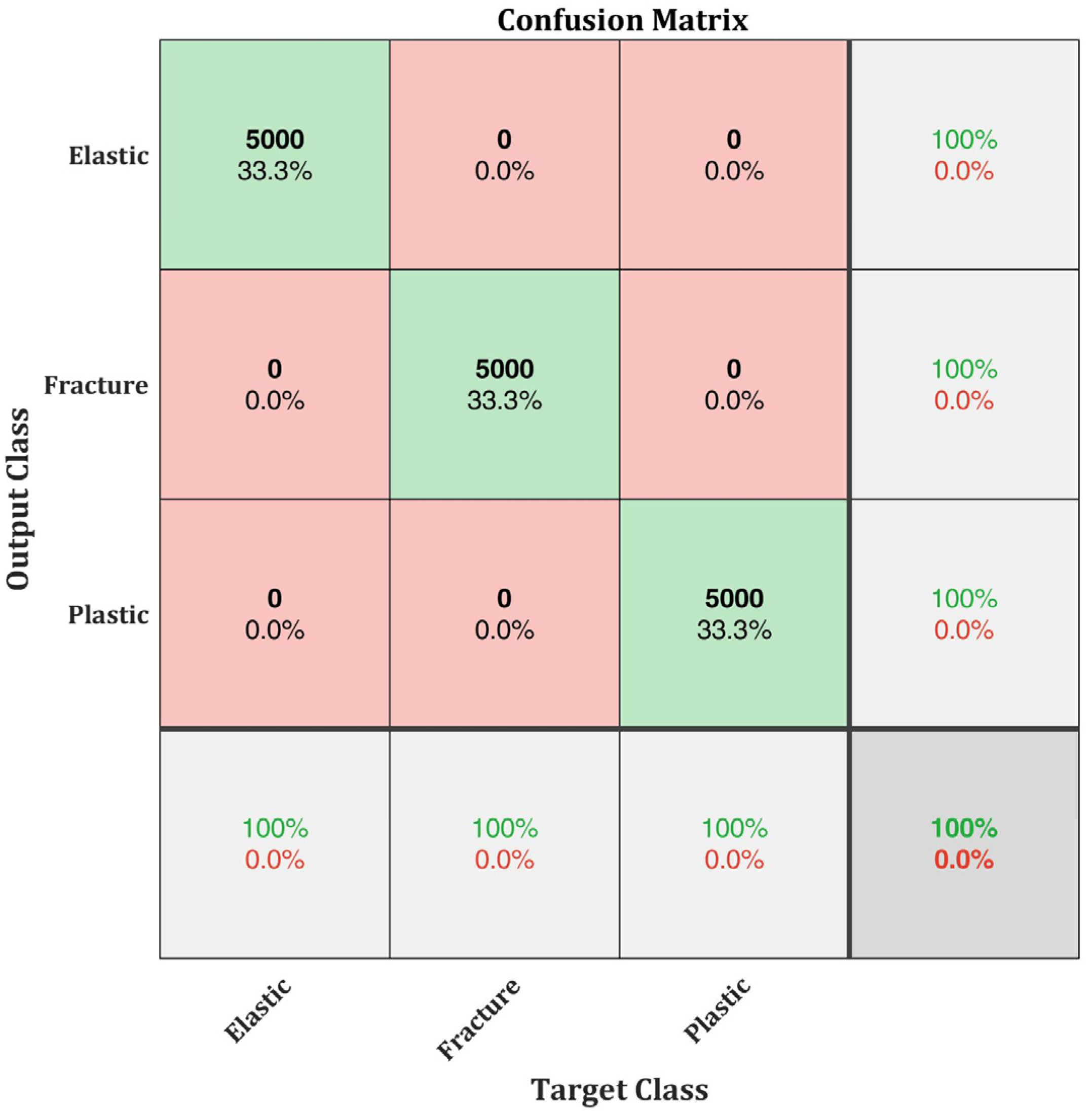
3.3. Convolutioanl Neural Network Training and Test Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.W.; Stucker, B.; Khorasani, M.; Rosen, D.; Stucker, B.; Khorasani, M. Additive Manufacturing Technologies; Springer: Berlin/Heidelberg, Germany, 2021; Volume 17. [Google Scholar]
- Gardan, J. Additive Manufacturing Technologies: State of the Art and Trends. Addit. Manuf. Handb. 2017, 54, 149–168. [Google Scholar] [CrossRef]
- Campbell, F.C., Jr. Manufacturing Technology for Aerospace Structural Materials; Elsevier: Amsterdam, The Netherlands, 2011; ISBN 0080462359. [Google Scholar]
- Yusuf, S.M.; Hoegden, M.; Gao, N. Effect of Sample Orientation on the Microstructure and Microhardness of Additively Manufactured AlSi10Mg Processed by High-Pressure Torsion. Int. J. Adv. Manuf. Technol. 2020, 106, 4321–4337. [Google Scholar] [CrossRef] [Green Version]
- Maamoun, A.H.; Elbestawi, M.; Dosbaeva, G.K.; Veldhuis, S.C. Thermal Post-Processing of AlSi10Mg Parts Produced by Selective Laser Melting Using Recycled Powder. Addit. Manuf. 2018, 21, 234–247. [Google Scholar] [CrossRef]
- Rafieazad, M.; Chatterjee, A.; Nasiri, A.M. Effects of Recycled Powder on Solidification Defects, Microstructure, and Corrosion Properties of DMLS Fabricated AlSi10Mg. JOM 2019, 71, 3241–3252. [Google Scholar] [CrossRef]
- Chen, H.; Gu, D.; Dai, D.; Ma, C.; Xia, M. Microstructure and Composition Homogeneity, Tensile Property, and Underlying Thermal Physical Mechanism of Selective Laser Melting Tool Steel Parts. Mater. Sci. Eng. A 2017, 682, 279–289. [Google Scholar] [CrossRef]
- Dong, Z.; Liu, Y.; Li, W.; Liang, J. Orientation Dependency for Microstructure, Geometric Accuracy and Mechanical Properties of Selective Laser Melting AlSi10Mg Lattices. J. Alloys Compd. 2019, 791, 490–500. [Google Scholar] [CrossRef]
- Yao, Y.; Wang, K.; Wang, X.; Li, L.; Cai, W.; Kelly, S.; Esparragoza, N.; Rosser, M.; Yan, F. Microstructural Heterogeneity and Mechanical Anisotropy of 18Ni-330 Maraging Steel Fabricated by Selective Laser Melting: The Effect of Build Orientation and Height. J. Mater. Res. 2020, 35, 2065–2076. [Google Scholar] [CrossRef]
- Dong, Z.; Liu, Y.; Zhang, Q.; Ge, J.; Ji, S.; Li, W.; Liang, J. Microstructural Heterogeneity of AlSi10Mg Alloy Lattice Structures Fabricated by Selective Laser Melting: Phenomena and Mechanism. J. Alloys Compd. 2020, 833, 155071. [Google Scholar] [CrossRef]
- Barile, C.; Casavola, C.; Pappalettera, G.; Kannan, V.P. Application of Different Acoustic Emission Descriptors in Damage Assessment of Fiber Reinforced Plastics: A Comprehensive Review. Eng. Fract. Mech. 2020, 235, 107083. [Google Scholar] [CrossRef]
- Tetelman, A.S.; Chow, R. Acoustic Emission Testing and Microcracking Processes. Acoust. Emiss. ASTM STP 1972, 505, 30–40. [Google Scholar]
- Harris, D.O.; Bell, R.L. The Measurement and Significance of Energy in Acoustic-Emission Testing. Exp. Mech. 1977, 17, 347–353. [Google Scholar] [CrossRef]
- Grosse, C.U.; Ohtsu, M.; Aggelis, D.G.; Shiotani, T. Acoustic Emission Testing: Basics for Research-Applications in Engineering; Springer Nature: Berlin/Heidelberg, Germany, 2021; ISBN 3030679365. [Google Scholar]
- Sause, M.G.R.; Müller, T.; Horoschenkoff, A.; Horn, S. Quantification of Failure Mechanisms in Mode-I Loading of Fiber Reinforced Plastics Utilizing Acoustic Emission Analysis. Compos Sci. Technol. 2012, 72, 167–174. [Google Scholar] [CrossRef]
- Barile, C.; Casavola, C.; Pappalettera, G.; Vimalathithan, P.K. Acoustic Emission Descriptors for the Mechanical Behavior of Selective Laser Melted Samples: An Innovative Approach. Mech. Mater. 2020, 148, 103448. [Google Scholar] [CrossRef]
- Venkatesan, R.; Li, B. Convolutional Neural Networks in Visual Computing: A Concise Guide; CRC Press: Boca Raton, FL, USA, 2017; ISBN 1315154285. [Google Scholar]
- Sikdar, S.; Liu, D.; Kundu, A. Acoustic Emission Data Based Deep Learning Approach for Classification and Detection of Damage-Sources in a Composite Panel. Compos. Part B Eng. 2022, 228, 109450. [Google Scholar] [CrossRef]
- McCrory, J.P.; Al-Jumaili, S.K.; Crivelli, D.; Pearson, M.R.; Eaton, M.J.; Featherston, C.A.; Guagliano, M.; Holford, K.M.; Pullin, R. Damage Classification in Carbon Fibre Composites Using Acoustic Emission: A Comparison of Three Techniques. Compos. Part B Eng. 2015, 68, 424–430. [Google Scholar] [CrossRef] [Green Version]
- Nasiri, A.; Bao, J.; Mccleeary, D.; Louis, S.-Y.M.; Huang, X.; Hu, J. Online Damage Monitoring of SiC F-SiC m Composite Materials Using Acoustic Emission and Deep Learning. IEEE Access 2019, 7, 140534–140541. [Google Scholar] [CrossRef]
- Lin, Y.; Nie, Z.; Ma, H. Structural Damage Detection with Automatic Feature-extraction through Deep Learning. Comput.-Aided Civ. Infrastruct. Eng. 2017, 32, 1025–1046. [Google Scholar] [CrossRef]
- Cha, Y.; Choi, W.; Büyüköztürk, O. Deep Learning-based Crack Damage Detection Using Convolutional Neural Networks. Comput.-Aided Civ. Infrastruct. Eng. 2017, 32, 361–378. [Google Scholar] [CrossRef]
- Sadowski, L. Non-Destructive Investigation of Corrosion Current Density in Steel Reinforced Concrete by Artificial Neural Networks. Arch. Civ. Mech. Eng. 2013, 13, 104–111. [Google Scholar] [CrossRef]
- Barile, C.; Casavola, C.; Pappalettera, G.; Kannan, V.P. Designing a Deep Neural Network for an Acousto-Ultrasonic Investigation on the Corrosion Behaviour of CORTEN Steel. Procedia Struct. Integr. 2022, 37, 307–313. [Google Scholar] [CrossRef]
- Elsheikh, A.H.; Abd Elaziz, M.; Vendan, A. Modeling Ultrasonic Welding of Polymers Using an Optimized Artificial Intelligence Model Using a Gradient-Based Optimizer. Weld. World 2022, 66, 27–44. [Google Scholar] [CrossRef]
- Elsheikh, A.H.; Katekar, V.P.; Muskens, O.L.; Deshmukh, S.S.; Abd Elaziz, M.; Dabour, S.M. Utilization of LSTM Neural Network for Water Prodauction Forecasting of a Stepped Solar Still with a Corrugated Absorber Plate. Process Saf. Environ. Prot. 2021, 148, 273–282. [Google Scholar] [CrossRef]
- Elsheikh, A.H.; Sharshir, S.W.; Abd Elaziz, M.; Kabeel, A.E.; Guilan, W.; Haiou, Z. Modeling of Solar Energy Systems Using Artificial Neural Network: A Comprehensive Review. Sol. Energy 2019, 180, 622–639. [Google Scholar] [CrossRef]
- Barile, C.; Casavola, C.; Pappalettera, G.; Kannan, V.P. Damage Monitoring of Carbon Fibre Reinforced Polymer Composites Using Acoustic Emission Technique and Deep Learning. Compos. Struct. 2022, 292, 115629. [Google Scholar] [CrossRef]
- Lilly, J.M.; Olhede, S.C. Higher-Order Properties of Analytic Wavelets. IEEE Trans. Signal Processing 2008, 57, 146–160. [Google Scholar] [CrossRef] [Green Version]
- Lilly, J.M.; Olhede, S.C. Generalized Morse Wavelets as a Superfamily of Analytic Wavelets. IEEE Trans. Signal Processing 2012, 60, 6036–6041. [Google Scholar] [CrossRef] [Green Version]
- Misiti, M.; Misiti, Y.; Oppenheim, G.; Poggi, J.-M. Wavelet Toolbox; MathWorks Inc.: Natick, MA, USA, 1996; Volume 15, p. 21. [Google Scholar]
- Krizhevsky, A.; Sutskever, I.; Hinton, G.E. Imagenet Classification with Deep Convolutional Neural Networks. Adv Neural Inf Process Syst. 2012, 25, 84–90. [Google Scholar] [CrossRef]
- Iandola, F.N.; Han, S.; Moskewicz, M.W.; Ashraf, K.; Dally, W.J.; Keutzer, K. SqueezeNet: AlexNet-Level Accuracy with 50x Fewer Parameters And <0.5 MB Model Size. arXiv 2016, arXiv:1602.07360. [Google Scholar]
- Tilekar, P.; Singh, P.; Aherwadi, N.; Pande, S.; Khamparia, A. Breast Cancer Detection Using Image Processing and CNN Algorithm with K-Fold Cross-Validation. In Proceedings of Data Analytics and Management; Springer: Berlin/Heidelberg, Germany, 2022; pp. 481–490. [Google Scholar]
- Xiong, Z.; Cui, Y.; Liu, Z.; Zhao, Y.; Hu, M.; Hu, J. Evaluating Explorative Prediction Power of Machine Learning Algorithms for Materials Discovery Using K-Fold Forward Cross-Validation. Comput. Mater. Sci. 2020, 171, 109203. [Google Scholar] [CrossRef]
- Barile, C.; Casavola, C.; Moramarco, V.; Vimalathithan, P.K. A Comprehensive Study of Mechanical and Acoustic Properties of Selective Laser Melting Material. Arch. Civ. Mech. Eng. 2020, 20, 3. [Google Scholar] [CrossRef]
- Barile, C.; Casavola, C.; Pappalettera, G.; Kannan, V.P. Novel Method of Utilizing Acoustic Emission Parameters for Damage Characterization in Innovative Materials. Procedia Struct. Integr. 2019, 24, 636–650. [Google Scholar] [CrossRef]
- Raj, B.; Jha, B.B.; Rodriguez, P. Frequency Spectrum Analysis of Acoustic Emission Signal Obtained during Tensile Deformation and Fracture of an AISI 316 Type Stainless Steel. Acta Metall. 1989, 37, 2211–2215. [Google Scholar] [CrossRef]
- Rouby, D.; Fleischmann, P. Spectral Analysis of Acoustic Emission from Aluminium Single Crystals Undergoing Plastic Deformation. Phys. Status Solidi 1978, 48, 439–445. [Google Scholar] [CrossRef]
- Kiesewetter, N.; Schiller, P. The Acoustic Emission from Moving Dislocations in Aluminium. Phys. Status Solidi 1976, 38, 569–576. [Google Scholar] [CrossRef]
- Akbari, M.; Ahmadi, M. The Application of Acoustic Emission Technique to Plastic Deformation of Low Carbon Steel. Phys. Procedia 2010, 3, 795–801. [Google Scholar] [CrossRef] [Green Version]
- Vinogradov, A.; Patlan, V.; Hashimoto, S. Spectral Analysis of Acoustic Emission during Cyclic Deformation of Copper Single Crystals. Philos. Mag. A 2001, 81, 1427–1446. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Si | Mg | Fe | N | O | Ti | Zn | Mn | Ni | Cu | Pb | Sn |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Mass (%) | Bal * | 11 | 0.45 | <0.25 | <0.2 | <0.2 | <0.15 | <0.1 | <0.1 | <0.05 | <0.05 | <0.02 | <0.02 |
| Fire Module n | Layer Name | Layer Description |
|---|---|---|
| Squeeze | Firen-Squeeze | Number of Filters: X Filter Size: 1 × 1 Stride: 2 × 2 ReLU activation |
| Expand | Firen-Expand 1 × 1 | Number of Filters: X Filter Size: 1 × 1 Stride: 2 × 2 ReLU activation |
| Firen-Expand 3 × 3 | Number of Filters: X Filter Size: 1 × 1 Stride: 2 × 2 ReLU activation | |
| Concatenation | Firen-Concat |
| Fire Module n | Layer Name | Layer Description |
|---|---|---|
| Input Layer | Input | 32 × 32 × 3 Spectrograms |
| Convolutional Layer | Conv1 | Number of Filters: 32 Filter Size: 3 × 3 Stride: 2 × 2 ReLU activation |
| Max Pooling Layer | Pool1 | Pool Size 3 × 3 Stride: 2 × 2 |
| Fire Module | Fire Module 1 | Number of Filters in Squeeze: 16 Number of Filters in Expand: 32 |
| Fire Module | Fire Module 2 | Number of Filters in Squeeze: 32 Number of Filters in Expand: 64 |
| Max Pooling Layer | Pool2 | Filter Size: 3 × 3 Padding: 0,0,0,0 Stride: 2 × 2 |
| Fire Module | Fire Module 3 | Number of Filters in Squeeze: 64 Number of Filters in Expand: 128 |
| Fire Module | Fire Module 4 | Number of Filters in Squeeze: 128 Number of Filters in Expand: 256 |
| Dropout Layer | Drop | Probability: 0.5 |
| Convolutional Layer | Conv-Class | Number of Filters: 6 Filter Size: 1 × 1 Stride: 2 × 2 ReLU activation |
| Global Average Pooling Layer | Pool3 | - |
| Softmax Layer | - | - |
| Classification Layer | - | - |
| Specimen Name | Ultimate Tensile Strength | Yield Strength | Young’s Modulus | Elongation at Break |
|---|---|---|---|---|
| MPa | MPa | GPa | % | |
| Tx | 217.2 ± 2.4 | 137.0 ± 1.5 | 70.7 ± 3.8 | 14.2 ± 0.5 |
| Ty | 213.6 ± 4.2 | 132.4 ± 2.4 | 65.2 ± 1.9 | 11.2 ± 4.9 |
| Tz | 214.4 ± 2.5 | 126.7 ± 2.8 | 65.8 ± 1.1 | 8.9 ± 1.1 |
| T45 | 218.7 ± 2.4 | 132.0 ± 2.5 | 67.4 ± 3.2 | 7.4 ± 18 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barile, C.; Casavola, C.; Pappalettera, G.; Kannan, V.P. Damage Progress Classification in AlSi10Mg SLM Specimens by Convolutional Neural Network and k-Fold Cross Validation. Materials 2022, 15, 4428. https://doi.org/10.3390/ma15134428
Barile C, Casavola C, Pappalettera G, Kannan VP. Damage Progress Classification in AlSi10Mg SLM Specimens by Convolutional Neural Network and k-Fold Cross Validation. Materials. 2022; 15(13):4428. https://doi.org/10.3390/ma15134428
Chicago/Turabian StyleBarile, Claudia, Caterina Casavola, Giovanni Pappalettera, and Vimalathithan Paramsamy Kannan. 2022. "Damage Progress Classification in AlSi10Mg SLM Specimens by Convolutional Neural Network and k-Fold Cross Validation" Materials 15, no. 13: 4428. https://doi.org/10.3390/ma15134428