Mechanical Performance and Corrosion Behaviour of Diffusion-Bonded A5083 Aluminium and A36 Mild Steel with Gallium Interlayer

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
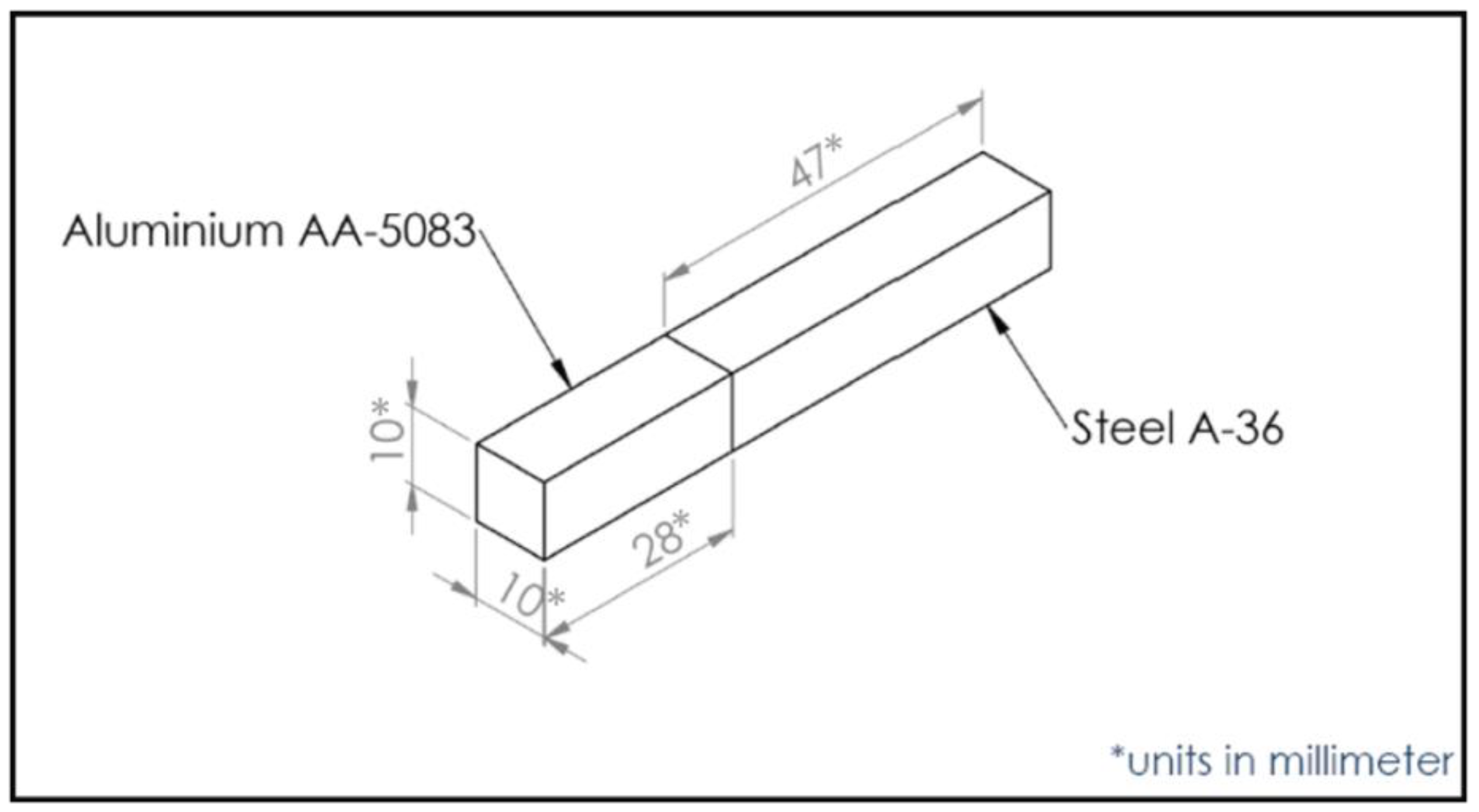
2.1. Materials
2.2. Diffusion Bonding of the BMs
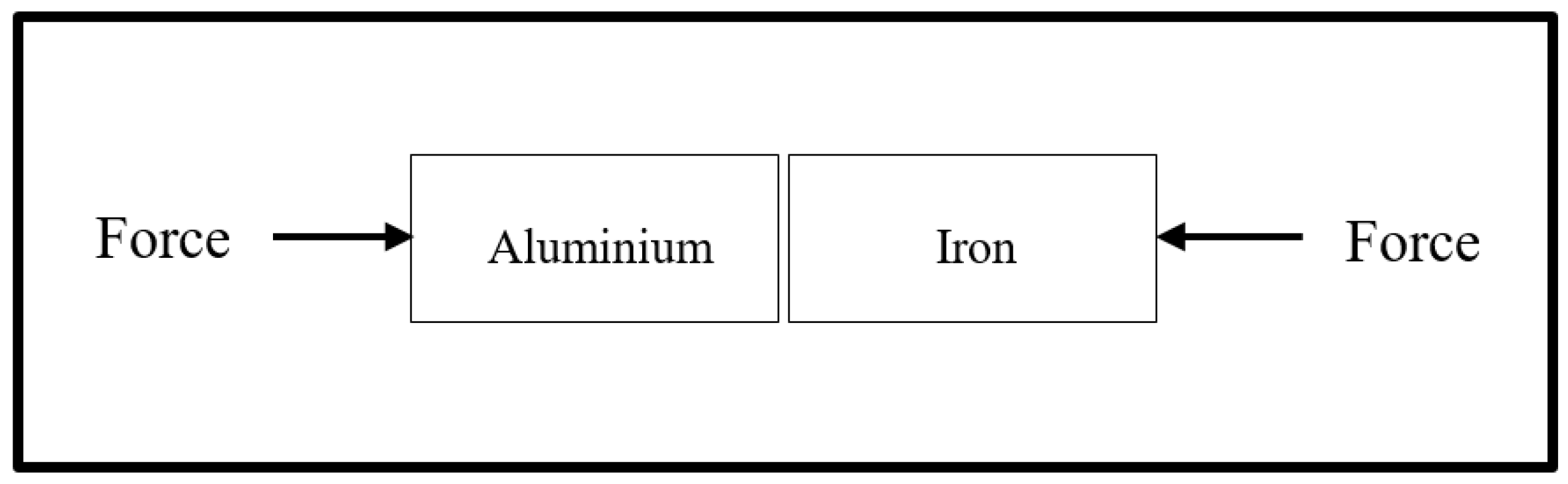
2.3. Microstructural and Mechanical Characterisation
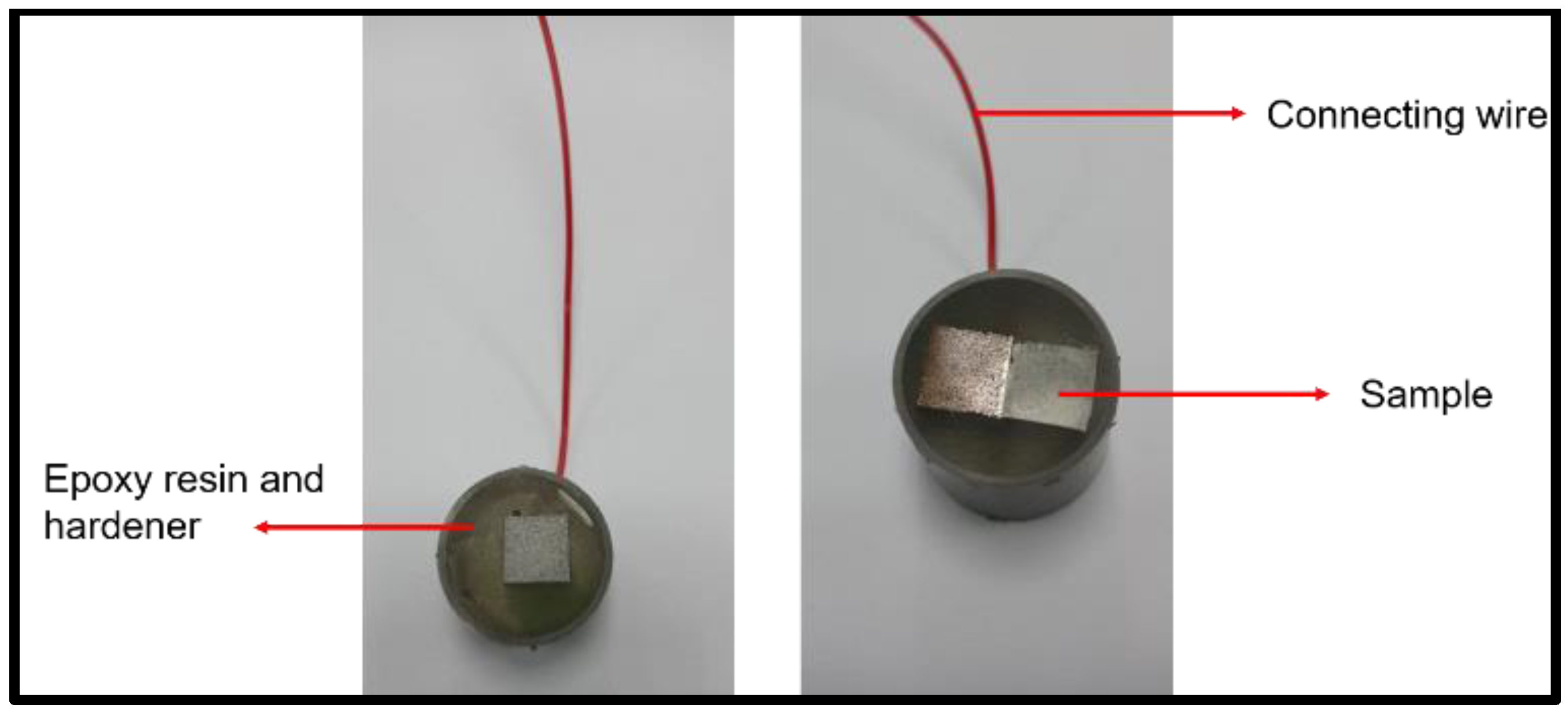
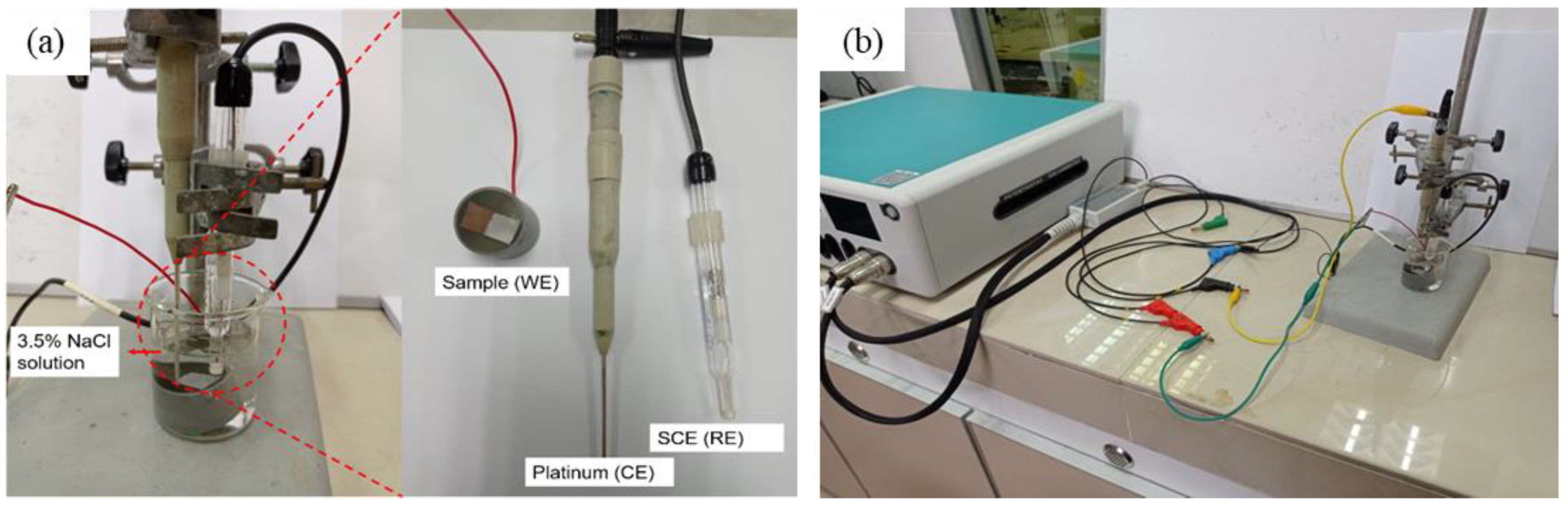
2.4. Potentiodynamic Polarisation Test
3. Results
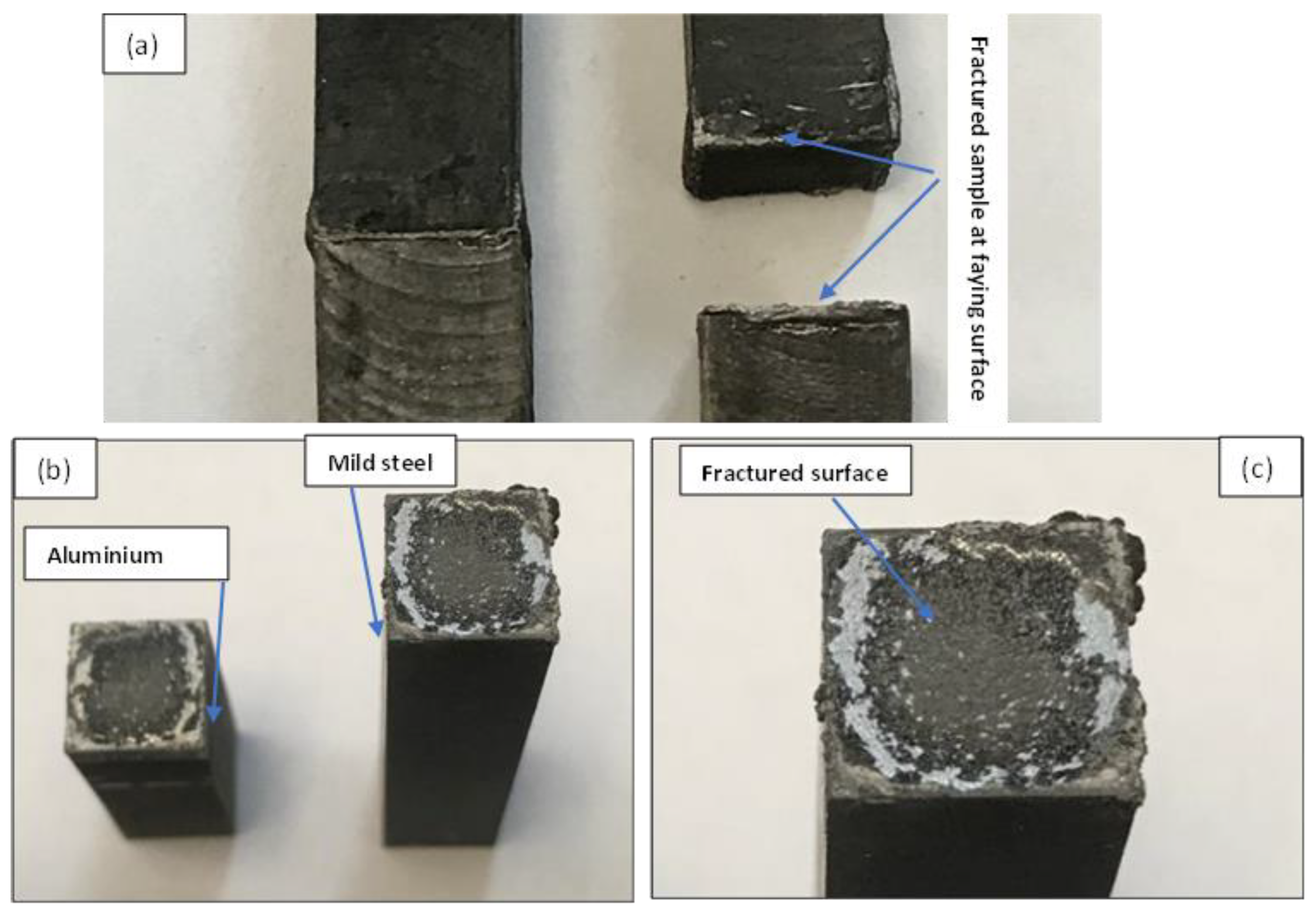
3.1. Effect of Bonding Parameters on the Joint Morphology
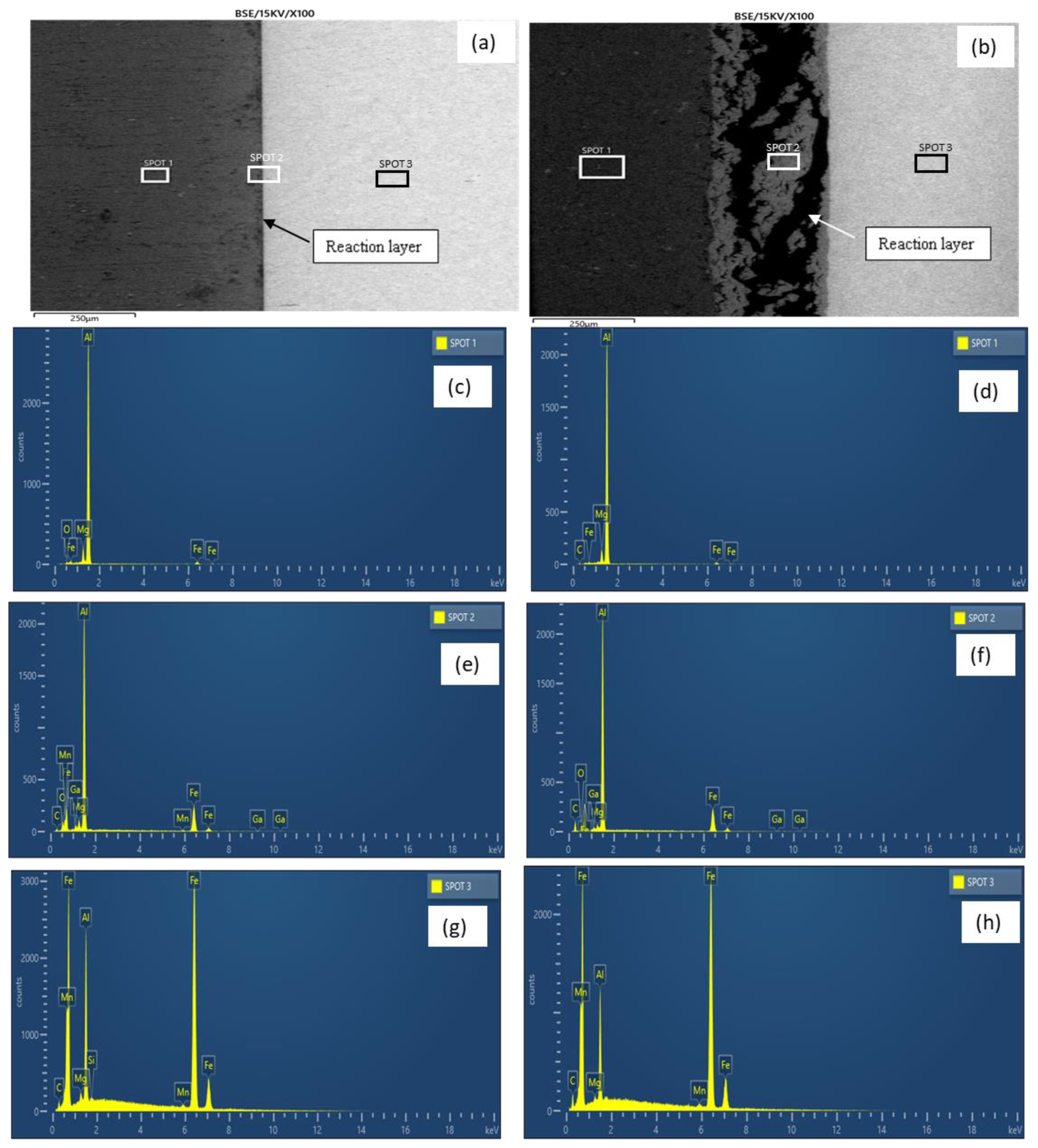
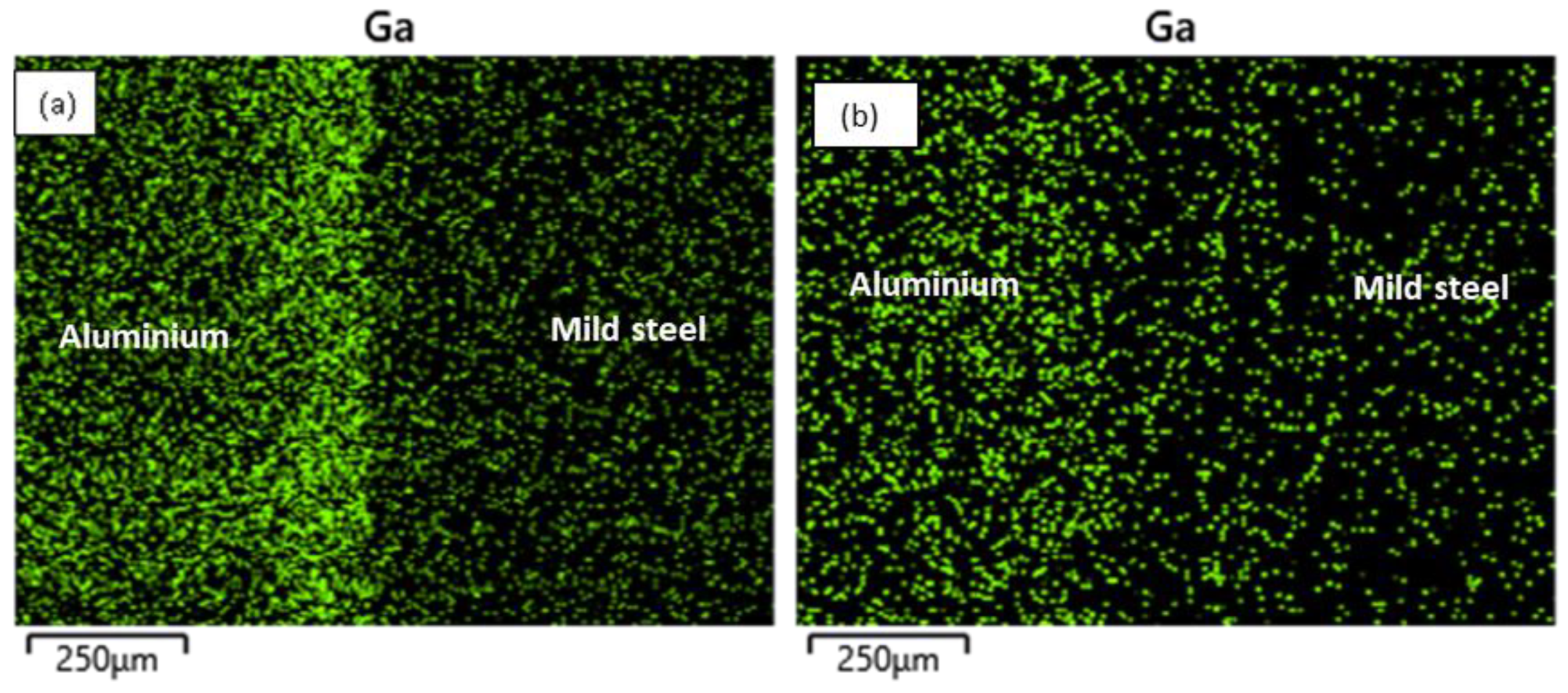
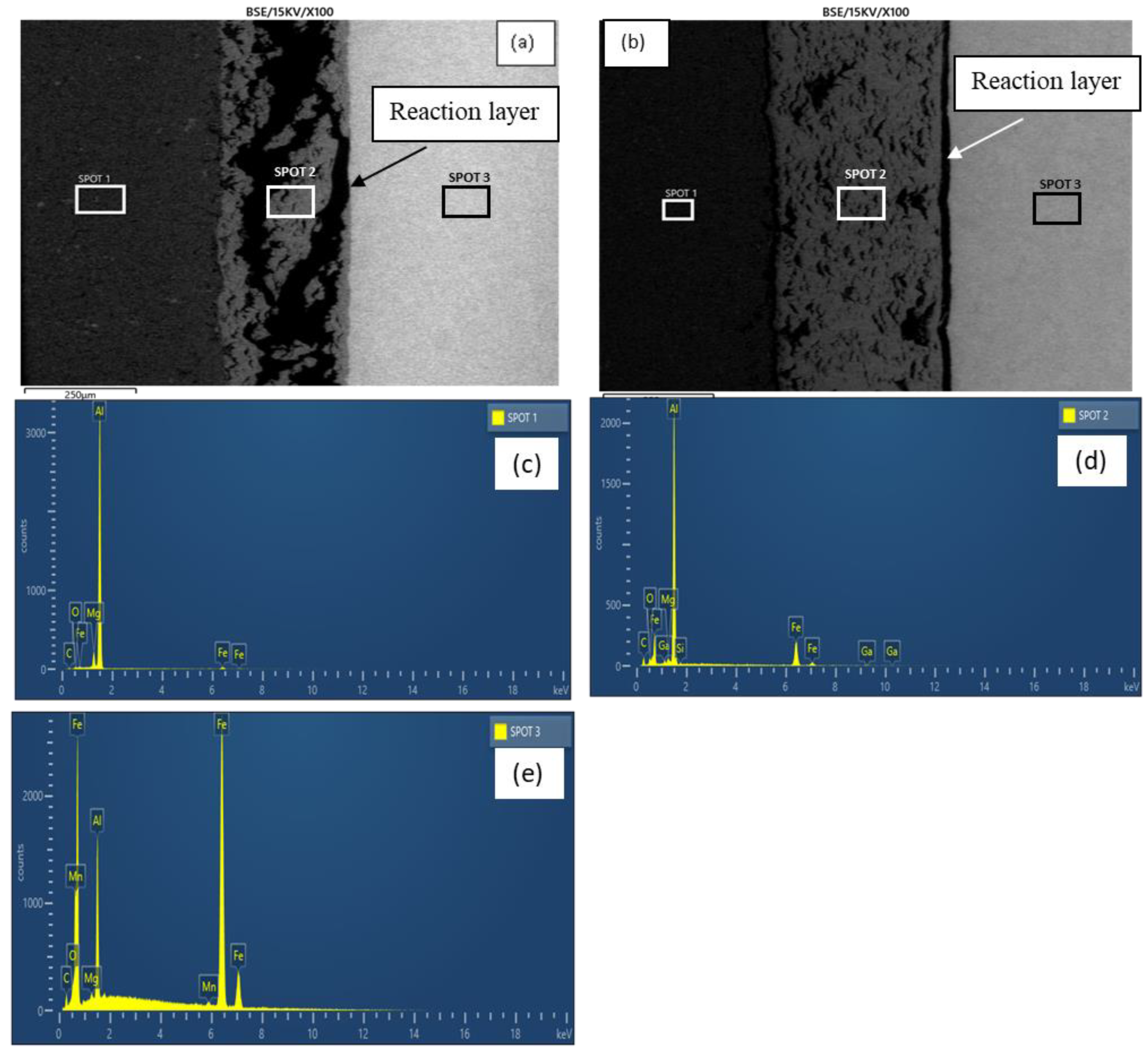
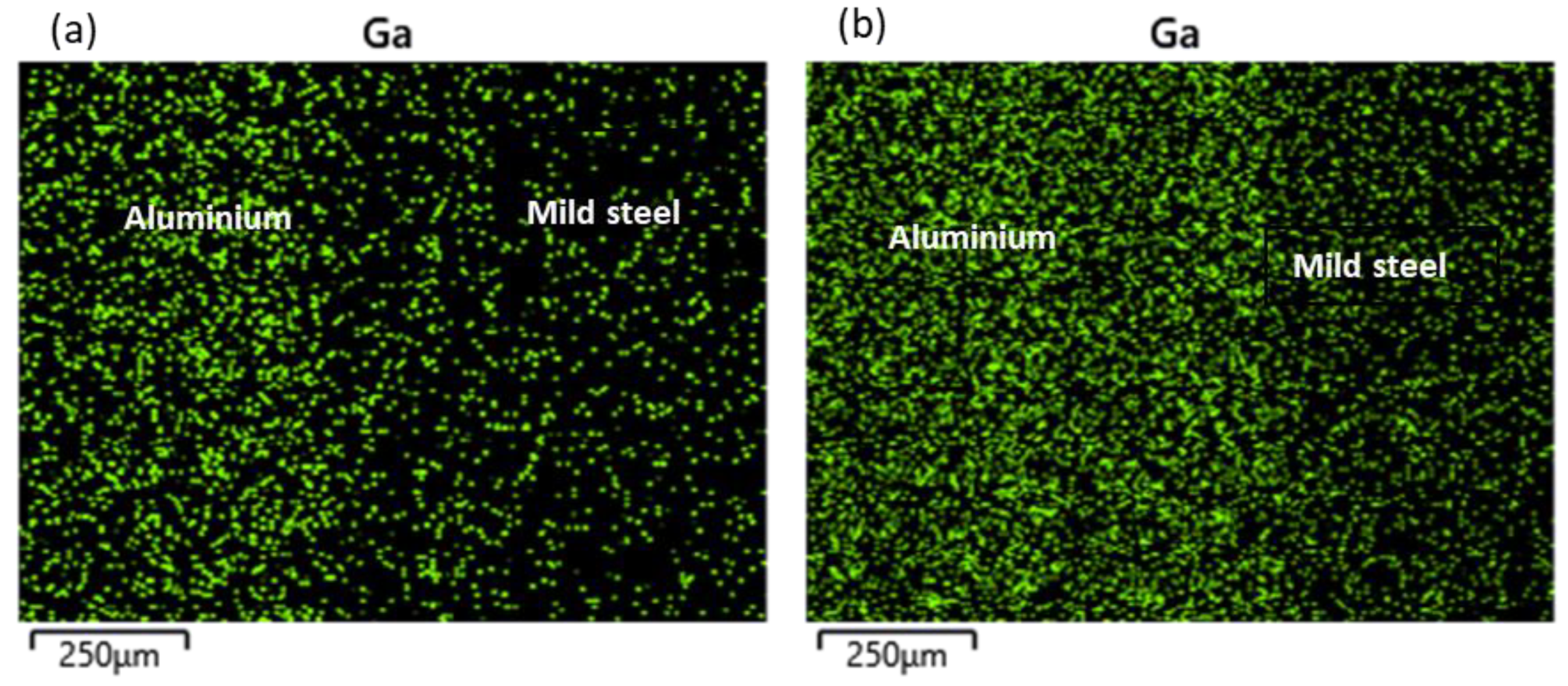
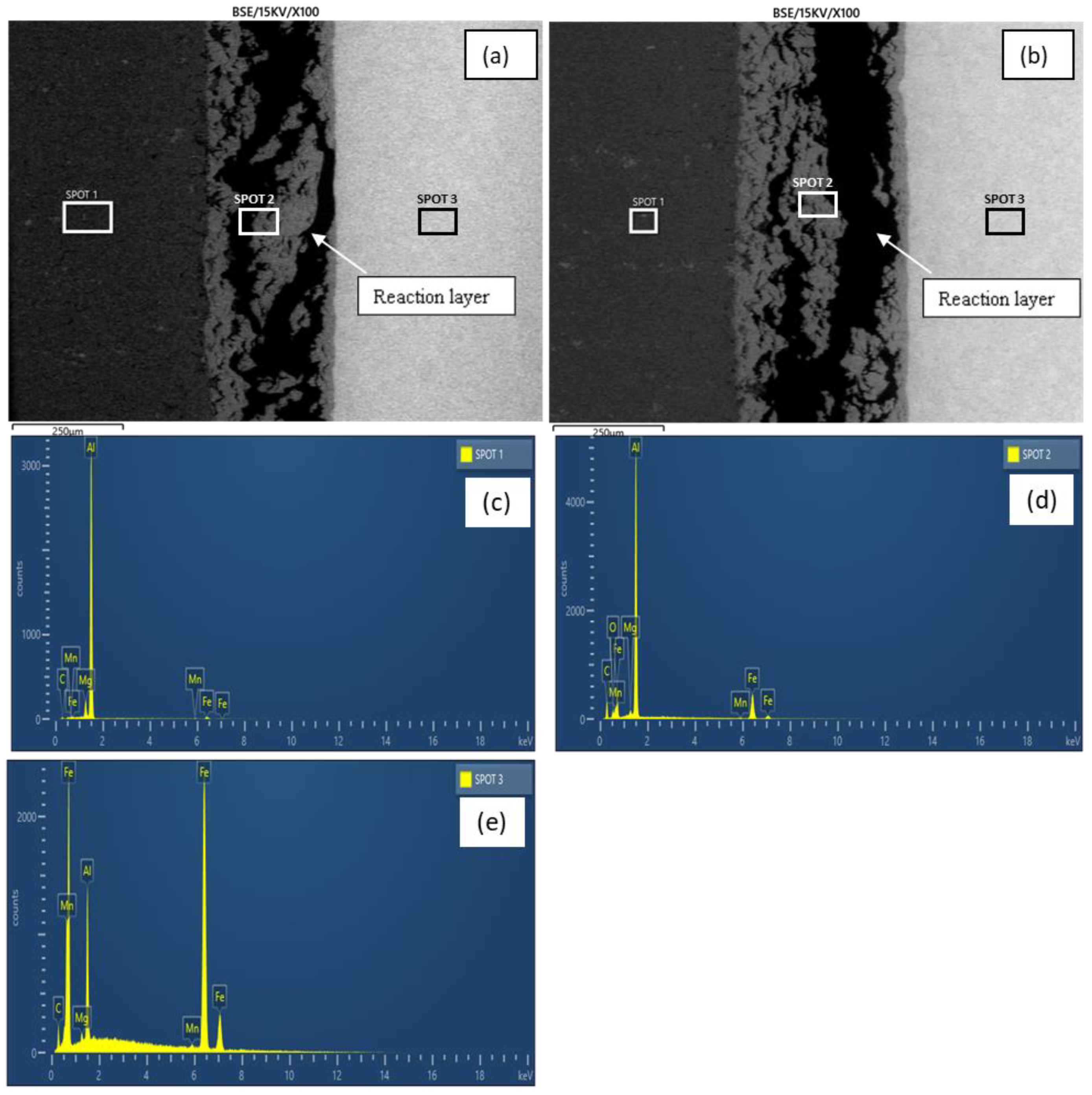
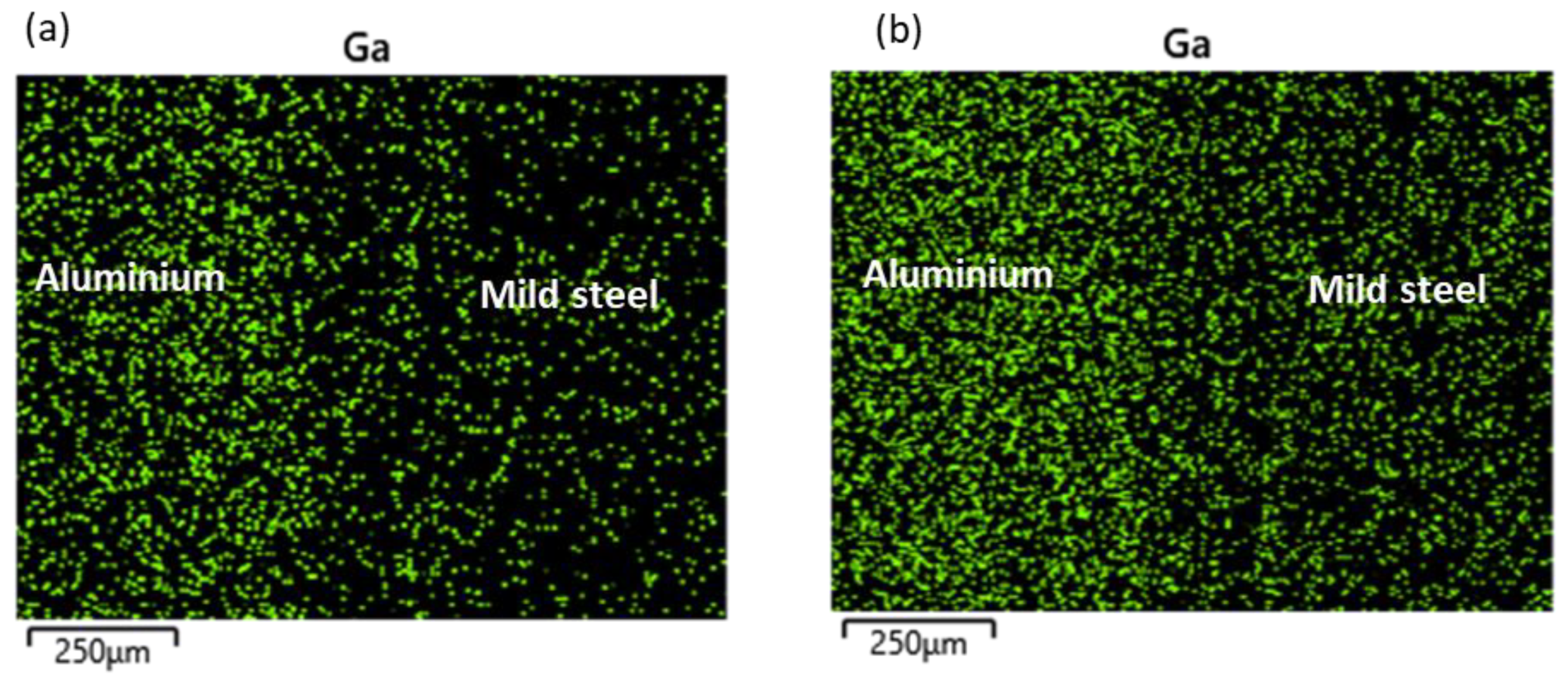
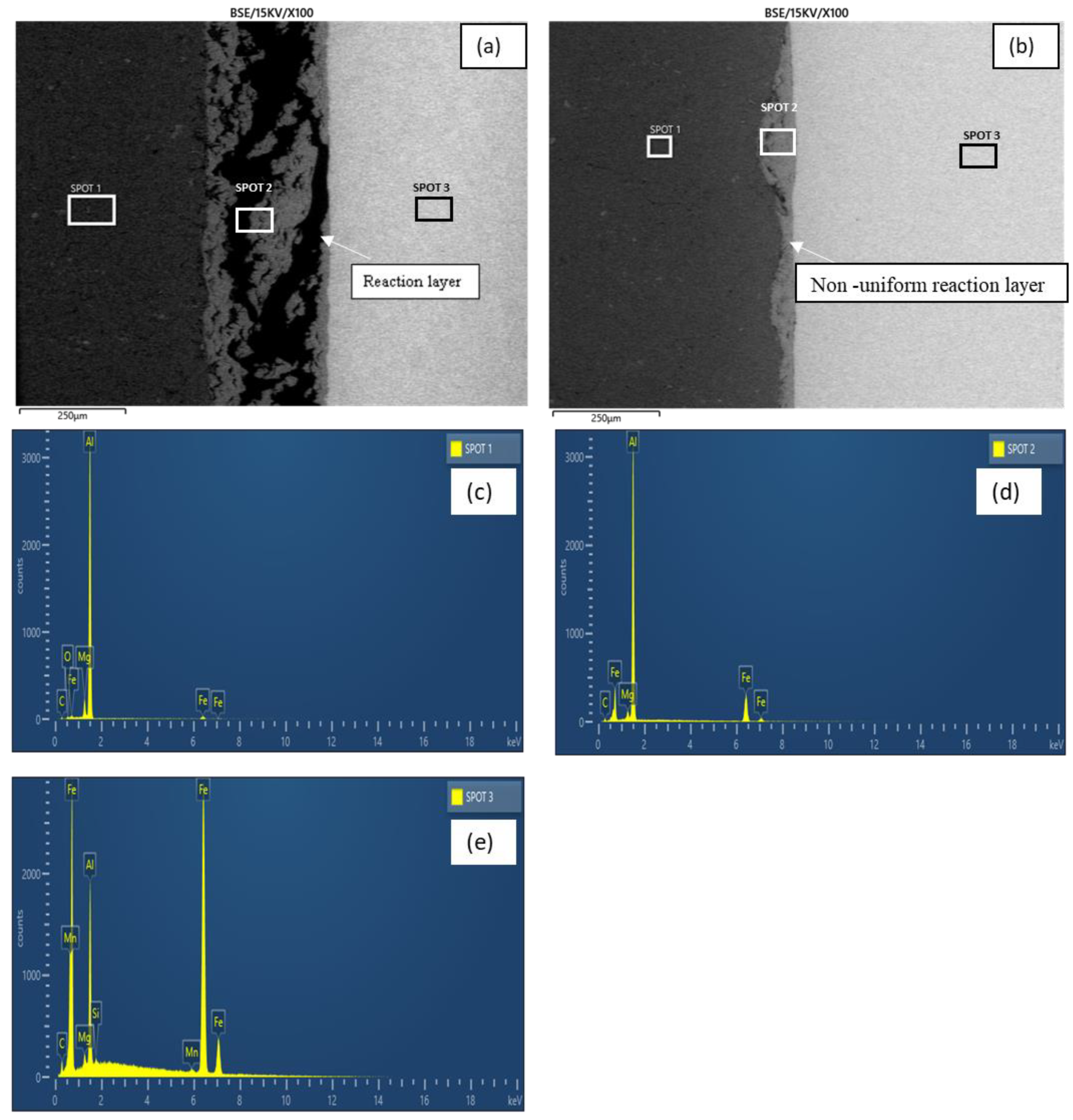
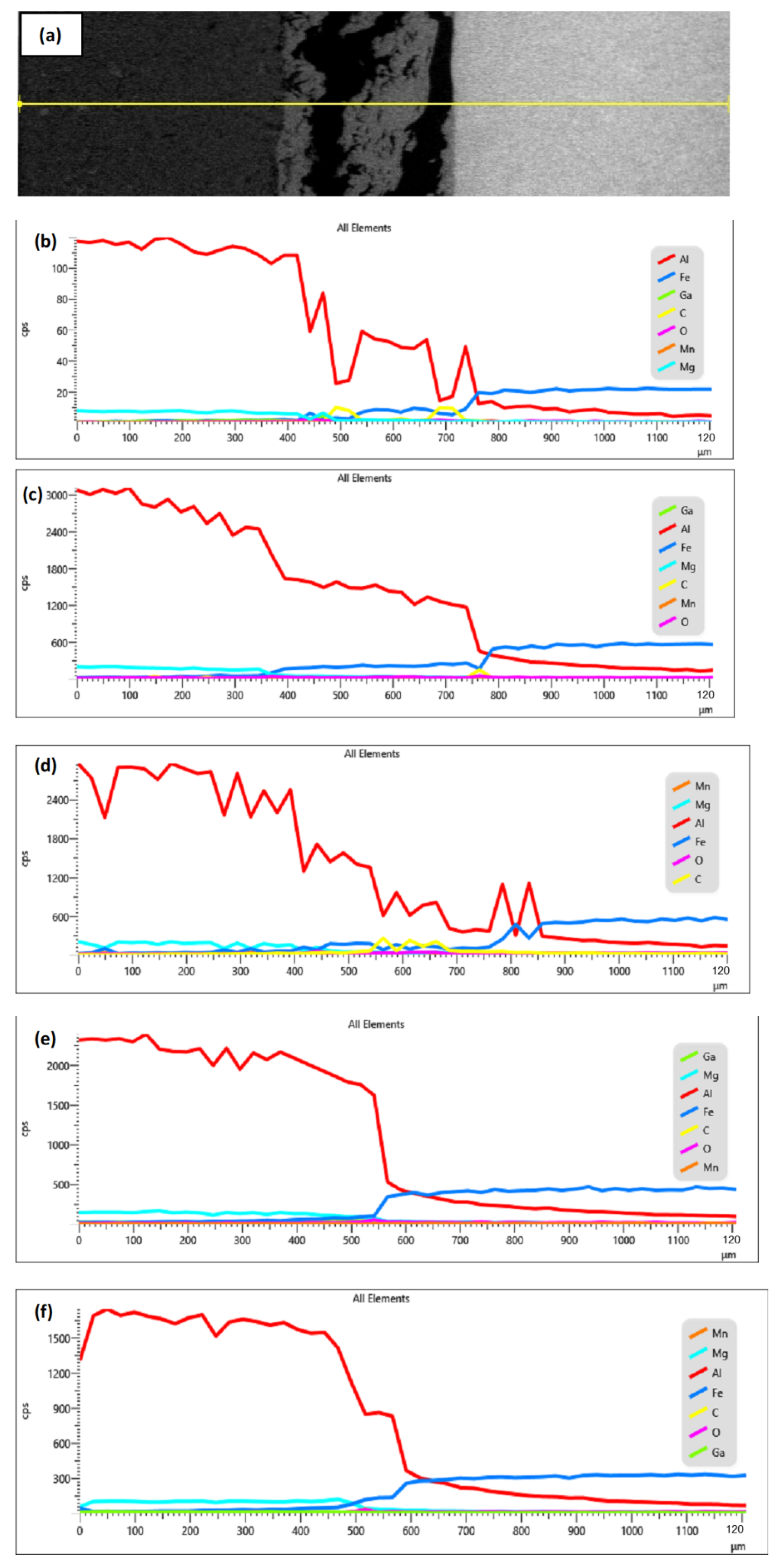
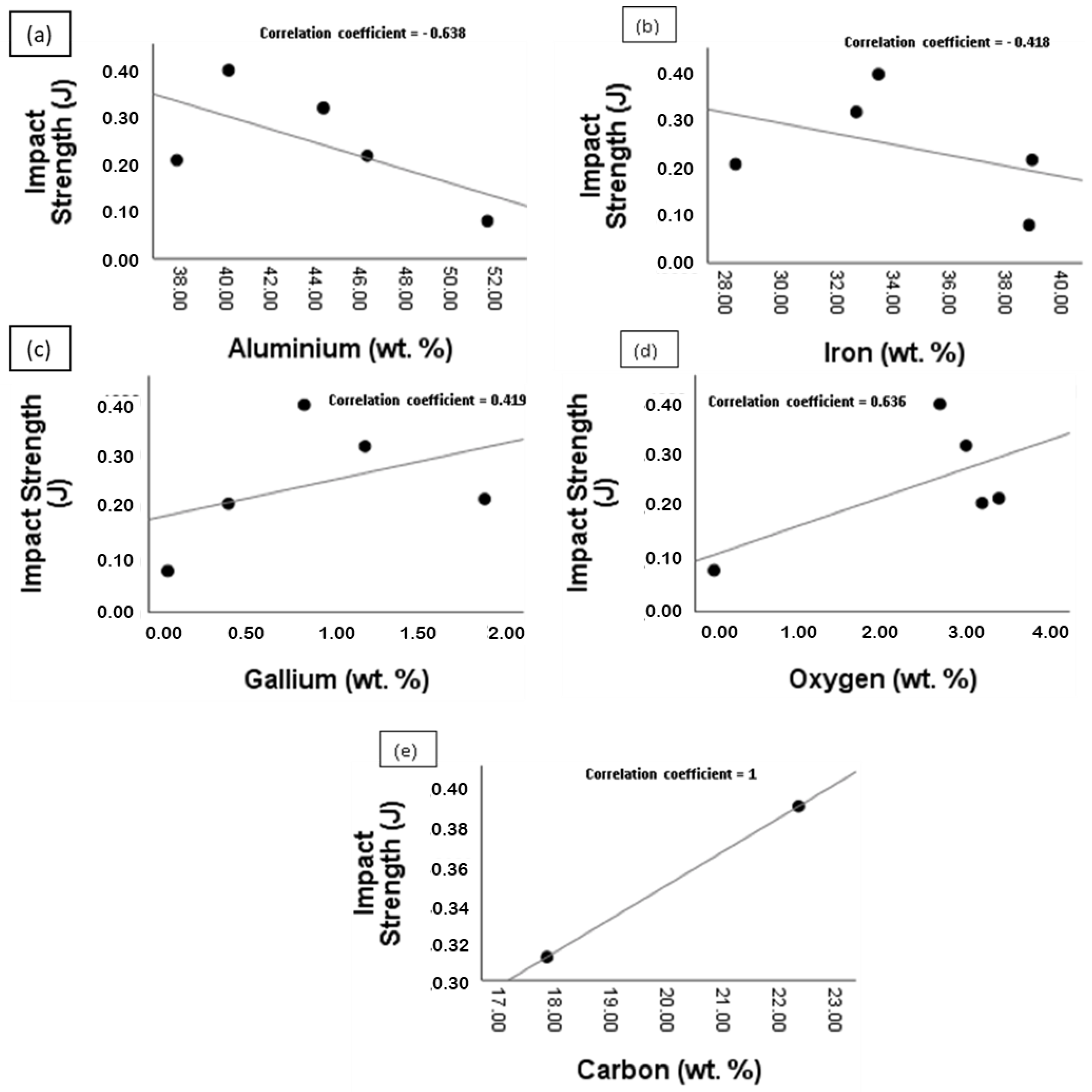
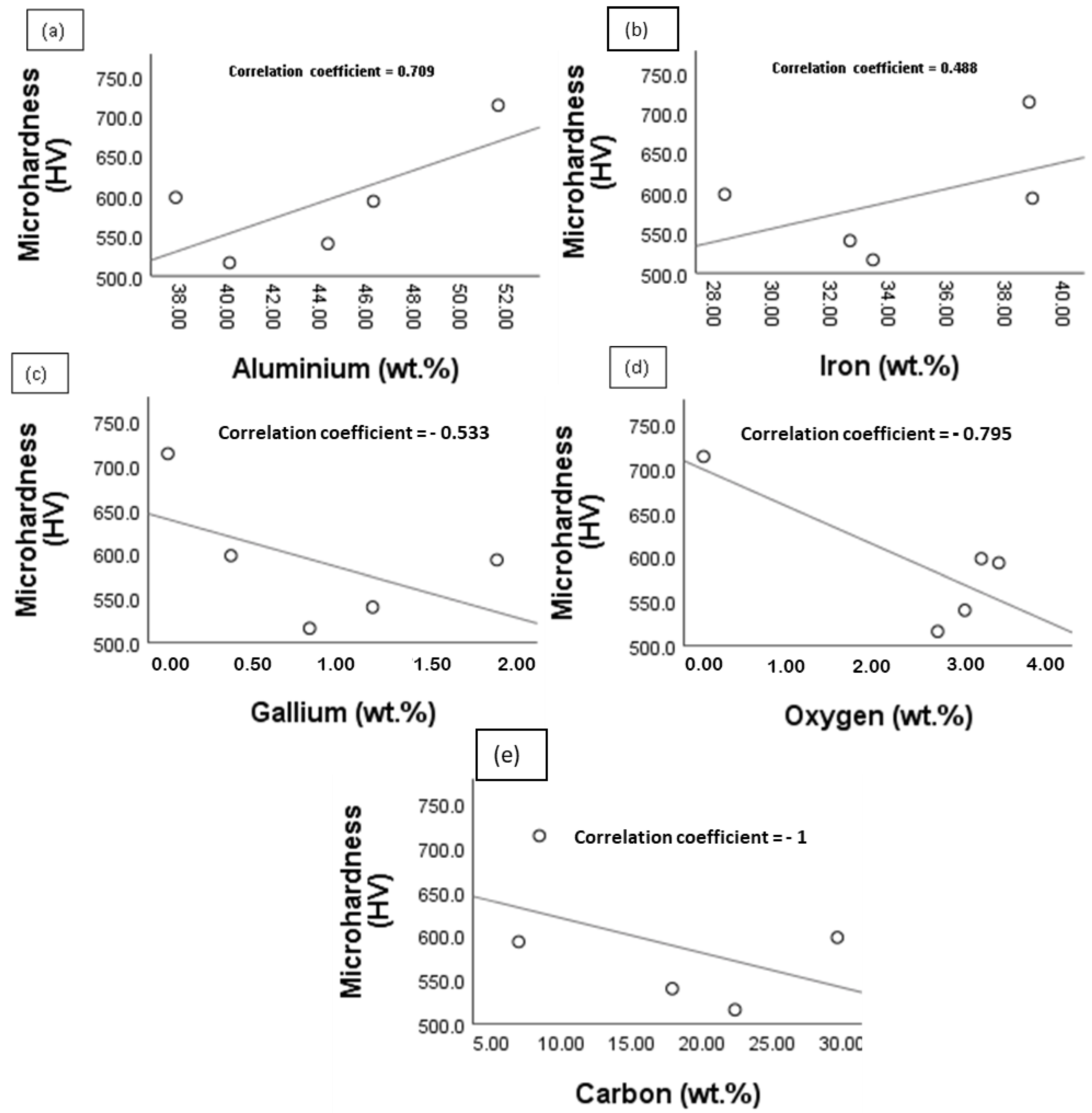
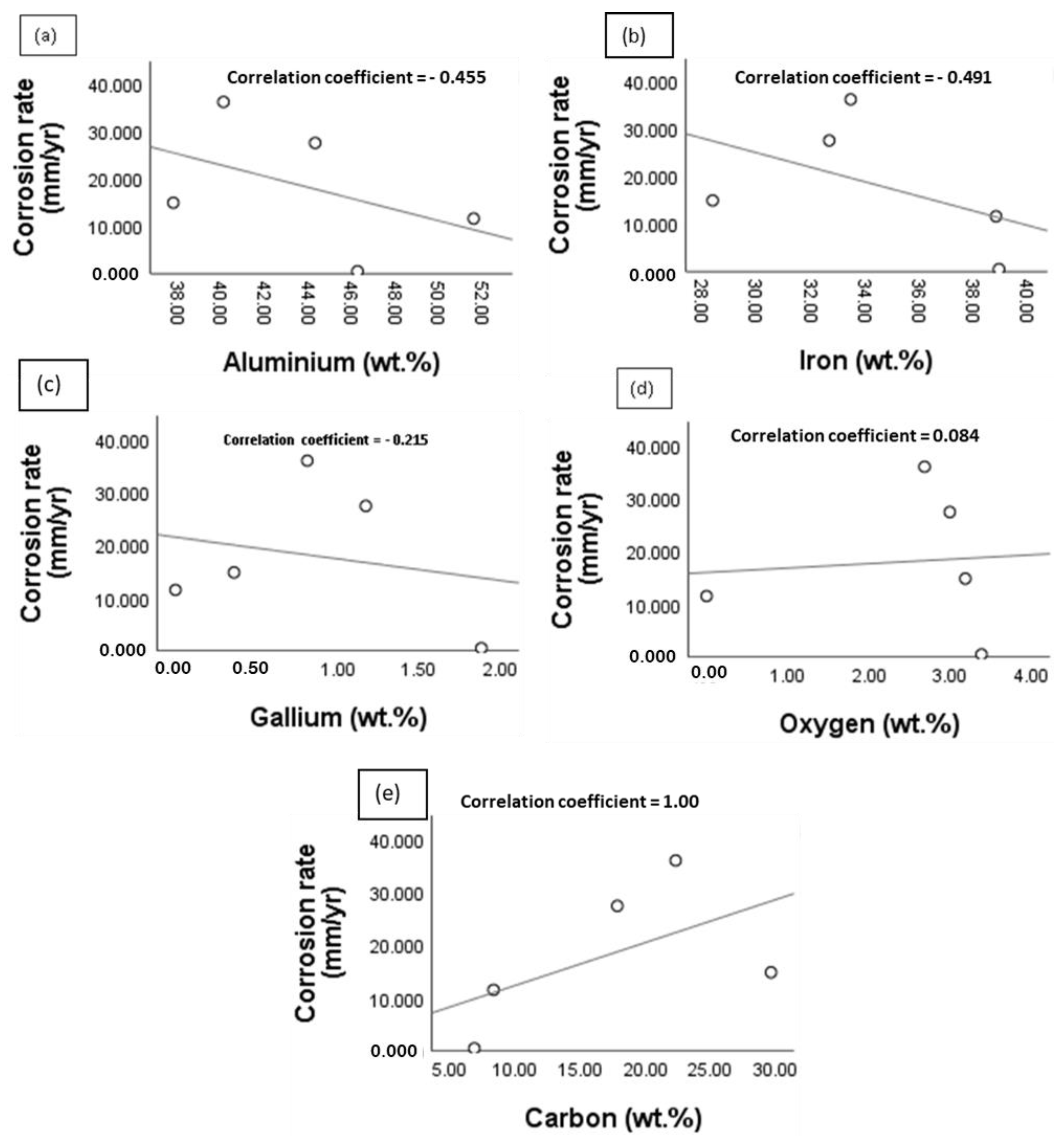
3.2. Relationship between Joint Properties and Elemental Composition of the Reaction Layer
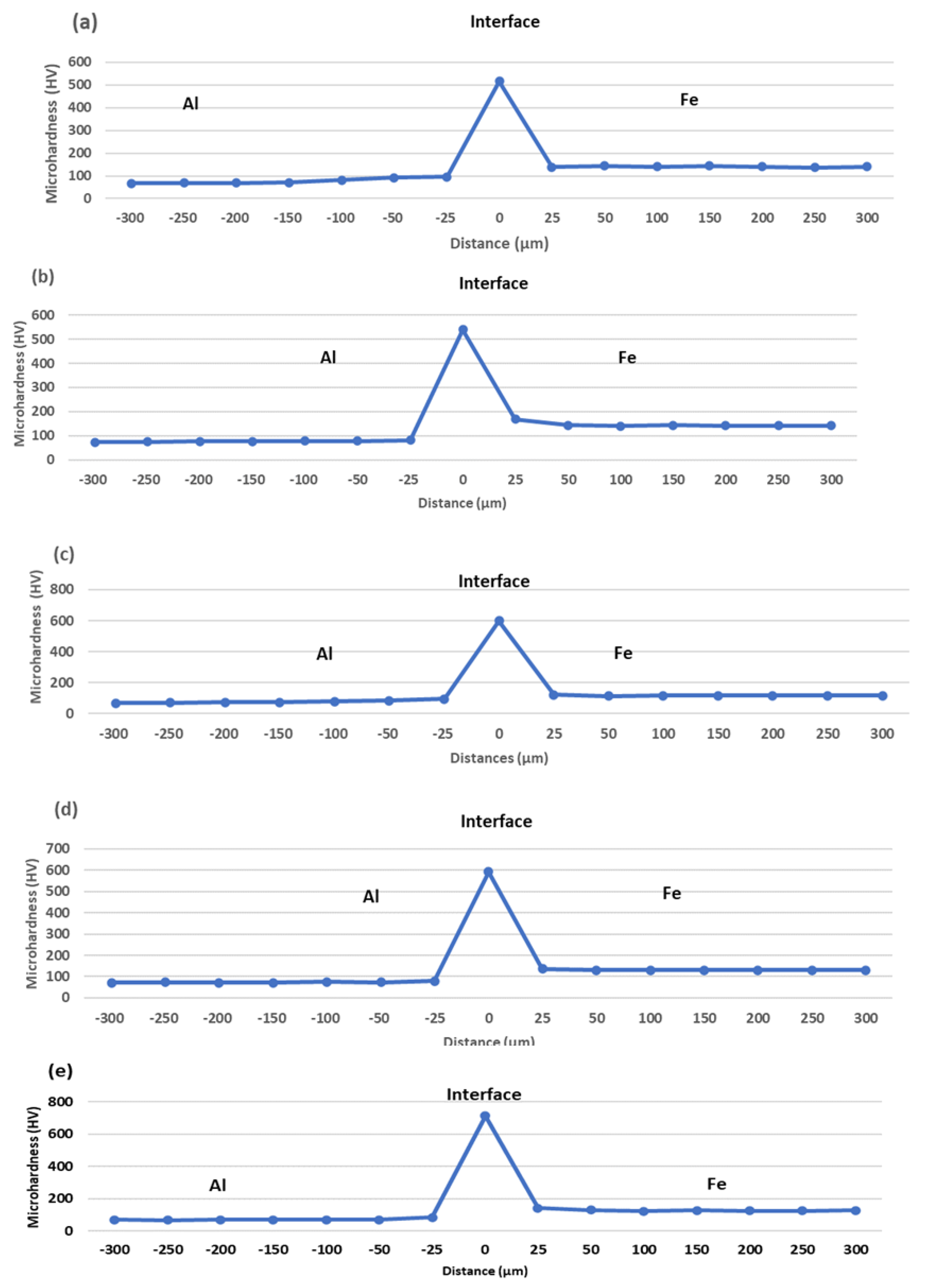
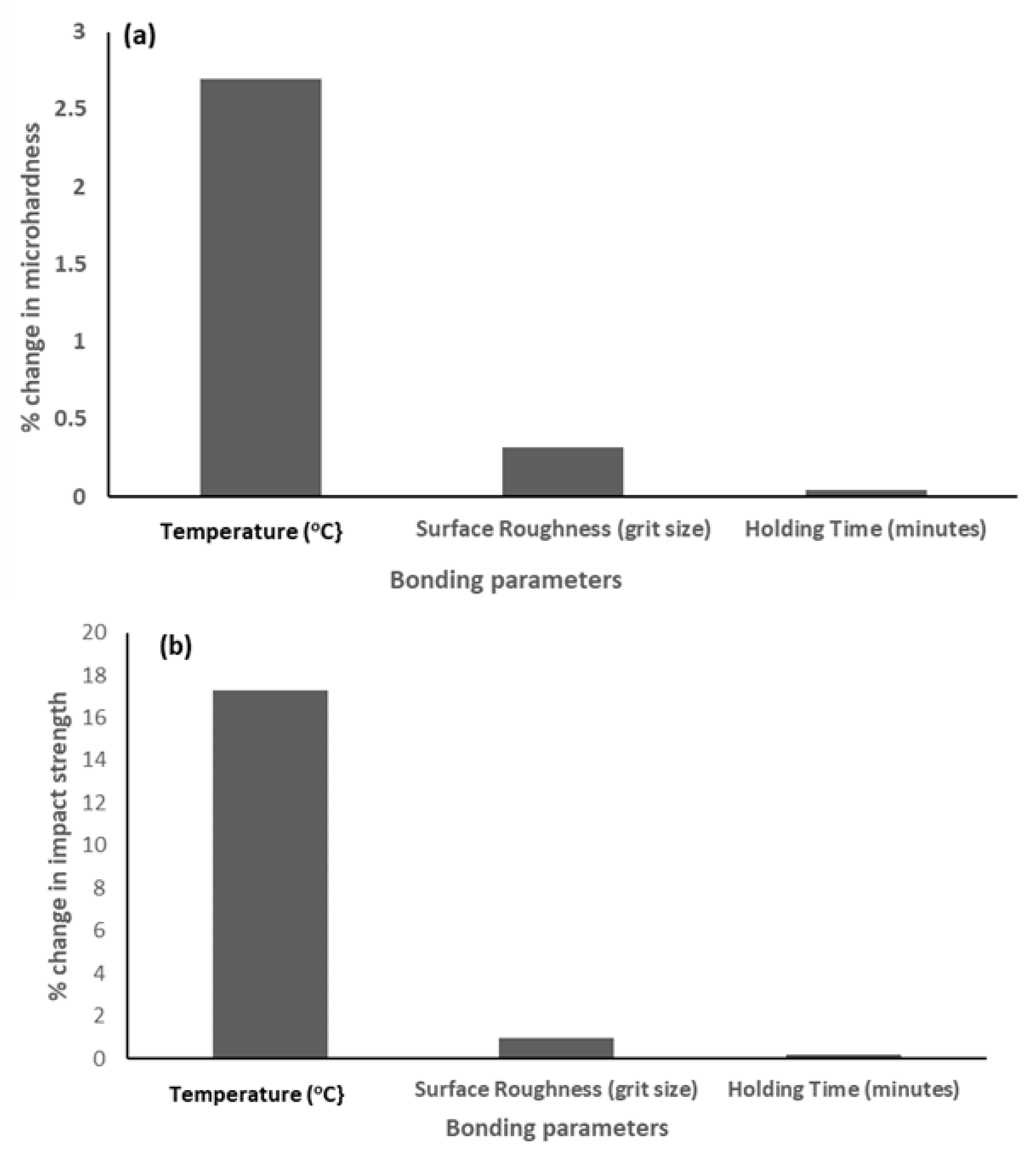
3.3. Effect of Bonding Parameters on the Mechanical Properties of the Joint
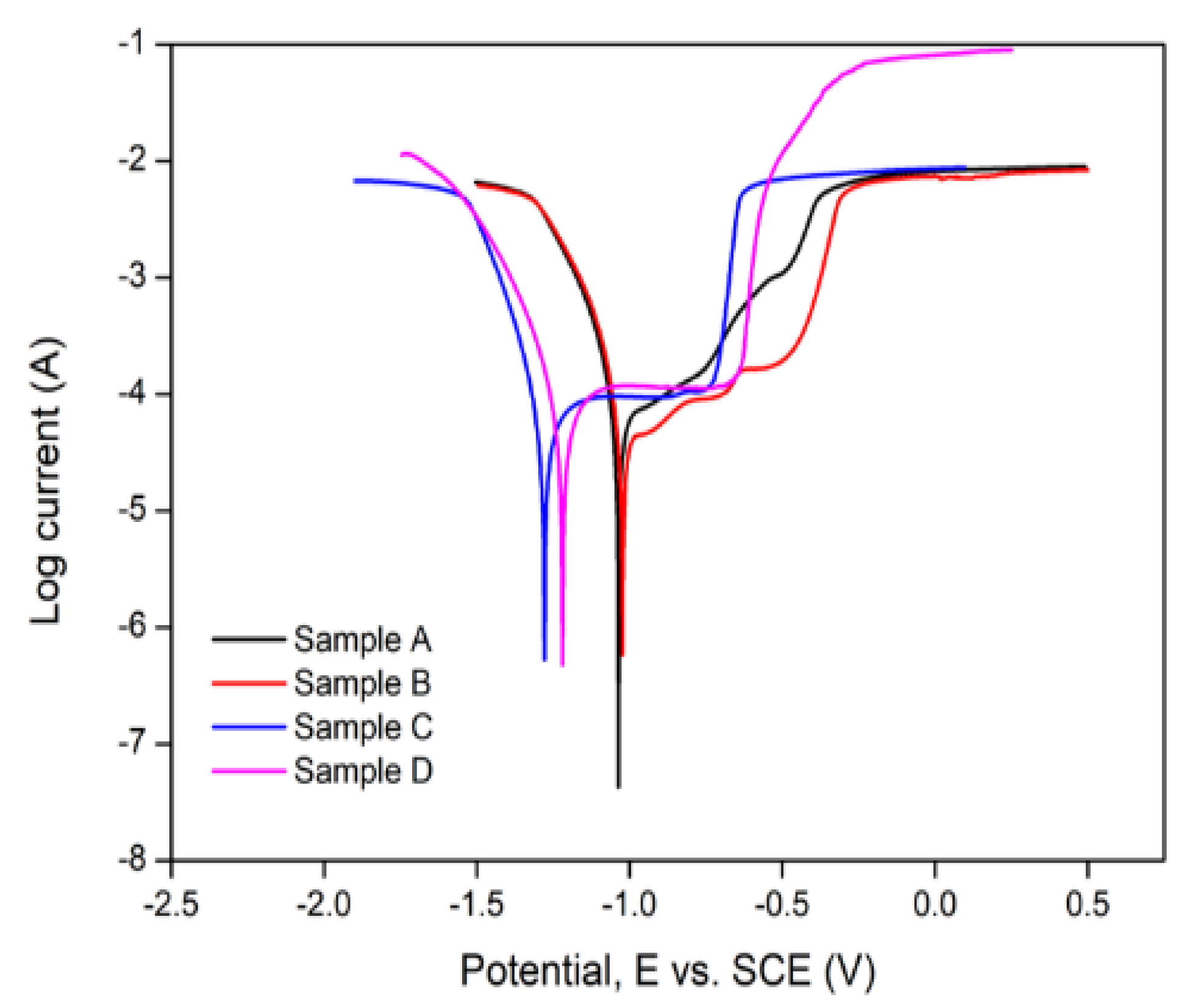
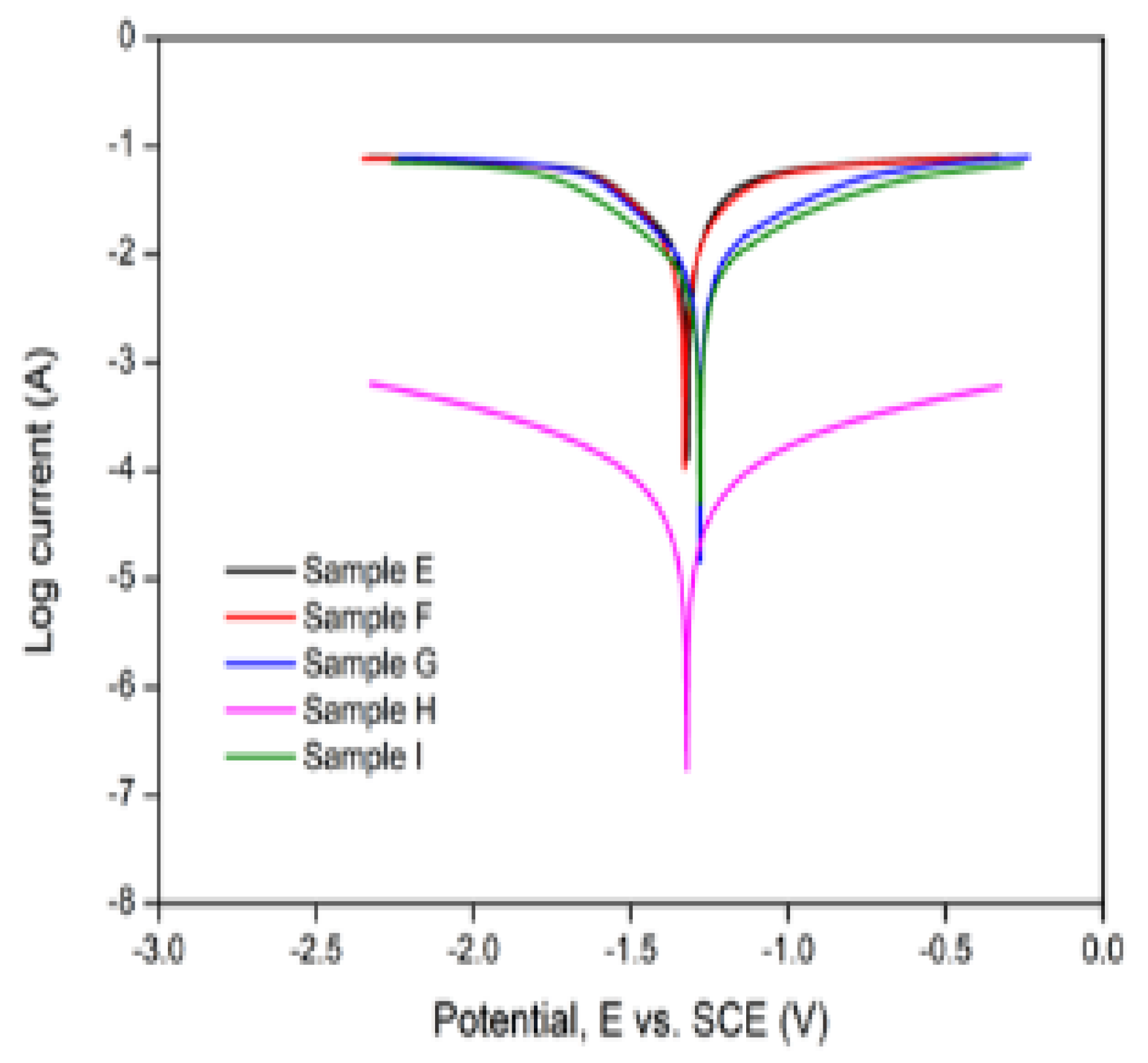
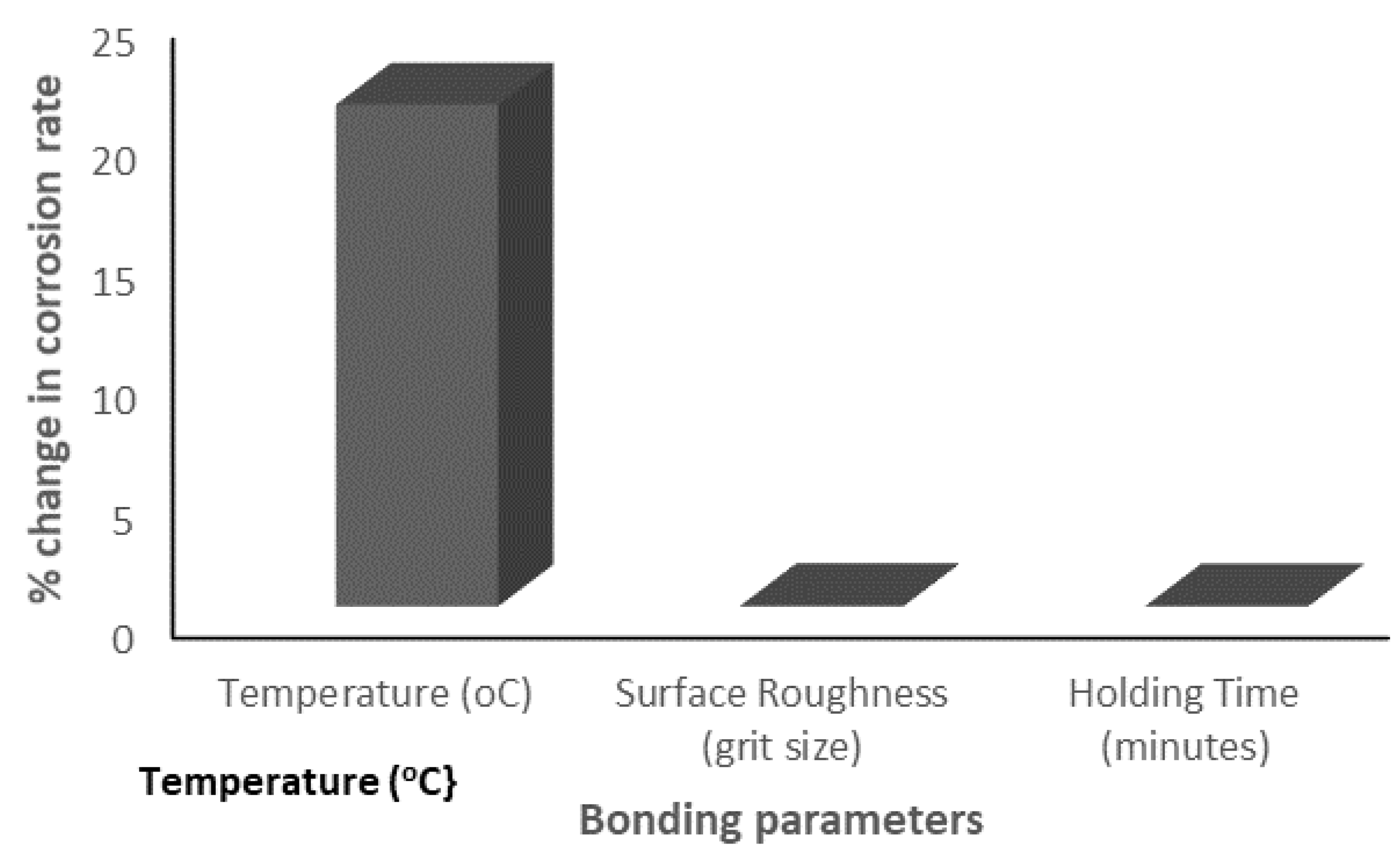
3.4. Corrosion Behaviour of the Diffusion-Bonded BMs
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wu, W.; Hu, S.; Shen, J. Microstructure, mechanical properties and corrosion behavior of laser welded dissimilar joints between ferritic stainless steel and carbon steel. Mater. Des. 2015, 65, 855–861. [Google Scholar] [CrossRef]
- Muhammed, M.; Mustapha, M.; Ginta, T.L.; Ali, A.M.; Mustapha, F.; Hampo, C.C. Statistical Review of Microstructure-Property Correlation of Stainless Steel: Implication for Pre- and Post-Weld Treatment. Process. 2020, 8, 811. [Google Scholar] [CrossRef]
- Bhanu, V.; Gupta, A.; Pandey, C. Investigation on joining P91 steel and Incoloy 800HT through gas tungsten arc welding for Advanced Ultra Super Critical (AUSC) power plants. J. Manuf. Process. 2022, 80, 558–580. [Google Scholar] [CrossRef]
- Sirohi, S.; Taraphdar, P.K.; Dak, G.; Pandey, C.; Sharma, S.K.; Goyal, A. Study on evaluation of through-thickness residual stresses and microstructure-mechanical property relation for dissimilar welded joint of modified 9Cr–1Mo and SS304H steel. Int. J. Press. Vessel. Pip. 2021, 194, 04557. [Google Scholar] [CrossRef]
- Kazazi, A.; Ekrami, A. Corrosion behavior of TLP bonded stainless steel 304 with Ni-based interlayer. J. Manuf. Process. 2019, 42, 131–138. [Google Scholar] [CrossRef]
- Kazakov, N.F. Diffusion Bonding of Materials; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Alhazaa, A.; Haneklaus, N. Diffusion Bonding and Transient Liquid Phase (TLP) Bonding of Type 304 and 316 Austenitic Stainless Steel—A Review of Similar and Dissimilar Material Joints. Metals 2020, 10, 613. [Google Scholar] [CrossRef]
- Messler, R.W. Joining of Materials and Structures: From Pragmatic Process to Enabling Technology; Butterworth-Heinemann: Oxford, UK, 2004. [Google Scholar]
- Campbell, F.C. Joining: Understanding the Basics; ASM International: Almere, The Netherlands, 2011. [Google Scholar]
- Martinsen, K.; Hu, S.J.; Carlson, B.E. Joining of dissimilar materials. CIRP Ann.—Manuf. Technol. 2015, 64, 679–699. [Google Scholar] [CrossRef]
- Lagdani, O.; Tarfaoui, M.; Rouway, M.; Laaouidi, H.; Sbai, S.J.; Dabachi, M.A.; Aamir, A.; Nachtane, M. Influence of Moisture Diffusion on the Dynamic Compressive Behavior of Glass/Polyester Composite Joints for Marine Engineering Applications. J. Compos. Sci. 2022, 6, 94. [Google Scholar] [CrossRef]
- Ismail, A.; Bahanan, W.; Hussain, P.B.; Saat, A.M.; Shaik, N.B. Diffusion Bonding of Al–Fe Enhanced by Gallium. Processes 2020, 8, 824. [Google Scholar] [CrossRef]
- Pan, H.; Liu, B.; Guo, Y.; Liu, Y.; Quan, G. An investigation on diffusion bonding of Zircaloy-4 and 304L stainless steel with Ti and Ag multiple interlayers. Mater. Lett. 2019, 240, 185–188. [Google Scholar] [CrossRef]
- Hirabayashi, T.; Sato, T.; Sagawa, C.; Masaki, N.M.; Saeki, M.; Adachi, T. Distributions of radionuclides on and in spent nuclear fuel claddings of pressurized water reactors. J. Nucl. Mater. 1990, 174, 45–52. [Google Scholar] [CrossRef]
- Atabaki, M.M.; Nikodinovski, M.; Chenier, P.; Ma, J.; Harooni, M.; Kovacevic, R. Welding of aluminum alloys to steels: An overview. J. Manuf. Sci. Prod. 2014, 14, 59–78. [Google Scholar] [CrossRef]
- Okamoto, H.; Massalski, T.B. ASM Handbook: Binary Alloy Phase Diagrams, 2nd ed.; ASM International: Materials Park, OH, USA, 1990. [Google Scholar]
- Agudo, L.; Eyidi, D.; Schmaranzer, C.H.; Arenholz, E.; Jank, N.; Bruckner, J.; Pyzalla, A.R. Intermetallic FexAly-phases in a steel/Al-alloy fusion weld. J. Mater. Sci. 2007, 42, 4205–4214. [Google Scholar] [CrossRef]
- Nasir, T.; Kalaf, O.; Asmael, M.; Zeeshan, Q.; Safaei, B.; Hussain, G.; Motallebzadeh, A. The experimental study of CFRP interlayer of dissimilar joint AA7075-T651/Ti-6Al-4V alloys by friction stir spot welding on mechanical and microstructural properties. Nanotechnol. Rev. 2021, 10, 401–413. [Google Scholar] [CrossRef]
- Verma, J.; Taiwade, R.V. Effect of welding processes and conditions on the microstructure, mechanical properties and corrosion resistance of duplex stainless steel weldments—A review. J. Manuf. Process. 2017, 25, 134–152. [Google Scholar] [CrossRef]
- Nicholas, M.G.; Crispin, R.M. Diffusion bonding stainless steel to alumina using aluminium interlayers. J. Mater. Sci. 1982, 17, 3347–3360. [Google Scholar] [CrossRef]
- Travessa, D.; Ferrante, M.; den Ouden, G. Diffusion bonding of aluminium oxide to stainless steel using stress relief interlayers. Mater. Sci. Eng. A 2002, 337, 287–296. [Google Scholar] [CrossRef]
- Shirzadi, A.A.; Saindrenan, G. New method for flux free diffusion brazing of aluminium alloys using liquid gallium (UK patent application 0128623.6). Sci. Technol. Weld. Join. 2003, 8, 149–153. [Google Scholar] [CrossRef]
- Shirzadi, A.A.; Saindrenan, G.; Wallach, E.R. Flux-Free Diffusion Brazing of Aluminium-Based Materials Using Gallium. Mater. Sci. Forum 2002, 396–402, 1579–1584. [Google Scholar] [CrossRef]
- Shirzadi, A.A.; Laik, A.; Tewari, R.; Orsborn, J.; Dey, G.K. Gallium-assisted diffusion bonding of stainless steel to titanium; microstructural evolution and bond strength. Materialia 2018, 4, 115–126. [Google Scholar] [CrossRef]
- Rahim, A.A.; Abdullah, A.; Ayub, F.; Ismail, A.; Yaakub, S.; Abdrakman, M. Effect of vacuum condition on shear test result for diffusion bonding specimen of marine grade structural 5083 aluminum and ASTM A36 steel. Mimet Tech. J. 2017, 8, 1–6. [Google Scholar]
- Qin, B.; Sheng, G.M.; Huang, J.W.; Zhou, B.; Qiu, S.Y.; Li, C. Phase transformation diffusion bonding of titanium alloy with stainless steel. Mater. Charact. 2006, 56, 32–38. [Google Scholar] [CrossRef]
- Choy, L.; Kang, M.; Jung, D. Effect of Microstructure and Tensile Shear Load Characteristics Evaluated by Process Parameters in Friction Stir Lap Welding of Aluminum-Steel with Pipe Shapes. Materials 2022, 15, 2602. [Google Scholar] [CrossRef] [PubMed]
- Mouritz, A.P.; Gellert, E.; Burchill, P.; Challis, K. Review of advanced composite structures for naval ships and submarines. Compos. Struct. 2001, 53, 21–42. [Google Scholar] [CrossRef]
- Schneider, J.; Radzilowski, R. Welding of Very Dissimilar Materials (Fe-Al). Jom 2014, 66, 2123–2129. [Google Scholar] [CrossRef]
- Yuri, T.; Ogata, T.; Saito, M.; Hirayama, Y. Effect of welding structure on high-cycle and low-cycle fatigue properties for MIG welded A5083 aluminum alloys at cryogenic temperatures. Cryogenics 2001, 41, 475–483. [Google Scholar] [CrossRef]
- Won, S.; Seo, B.; Park, J.M.; Kim, H.K.; Song, K.H.; Min, S.H.; Ha, T.K.; Park, K. Corrosion behaviors of friction welded dissimilar aluminum alloys. Mater. Charact. 2018, 144, 652–660. [Google Scholar] [CrossRef]
- Degiorgi, L. Fluctuation effects in the electrodynamic response of charge density wave condensates. Le J. Phys. 1993, 4, 103–108. [Google Scholar] [CrossRef]
- Telegdi, J.; Shaban, A.; Vastag, G. Biocorrosion—Steel. In Encyclopedia of Interfacial Chemistry; Wandelt, K., Ed.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 28–42. [Google Scholar]
- ASTM E3-95; Standard Practice for Preparation of Metallographic Specimens. ASTM International: West Conshohocken, PA, USA, 2011.
- ASTM E23-12c; Standard Test Methods for Notched Bar Impact Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2012.
- Al Saadi, S.; Yi, Y.; Cho, P.; Jang, C.; Beeley, P. Passivity breakdown of 316L stainless steel during potentiodynamic polarization in NaCl solution. Corros. Sci. 2016, 111, 720–727. [Google Scholar] [CrossRef]
- Ismail, A.; Mahari, S.; Shamsuddin, F.; Hasan, N.; Ramli, N. Evaluation of corrosion product formed on carbon steel in recycled sour water of overhead system. Int. J. Integr. Eng. 2019, 11, 95–101. [Google Scholar] [CrossRef]
- Yasir, A.H.; Khalaf, A.S.; Khalaf, M.N. Preparation and Characterization of Oligomer from Recycled PET and Evaluated as a Corrosion Inhibitor for C-Steel Material in 0.1 M HCl. Open J. Org. Polym. Mater. 2017, 7, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Raghavendra, N.; Bhat, J.I. Protection of Aluminium Metal in 0.5 M HCl Environment by Mature Arecanut Seed Extracts: A Comparative Study by Chemical, Electrochemical and Surface Probe Screening Techniques. J. Phys. Sci. 2018, 29, 77–99. [Google Scholar] [CrossRef]
- Ismail, A.; Hussain, P.; Mustapha, M.; Chevalier, S. Fe-Al Diffusion Bonding: Effect of reaction time on the interlayer thickness. J. Mech. Eng. 2018, 5, 80–91. [Google Scholar]
- Umeda, J.; Nakanishi, N.; Kondoh, K.; Imai, H. Surface potential analysis on initial galvanic corrosion of Ti/Mg-Al dissimilar material. Mater. Chem. Phys. 2016, 179, 5–9. [Google Scholar] [CrossRef]
- Campos, M.D.S.; Blawert, C.; Mendis, C.L.; Mohedano, M.; Zimmermann, T.; Proefrock, D.; Zheludkevich, M.L.; Kainer, K.U. Effect of Heat Treatment on the Corrosion Behavior of Mg-10Gd Alloy in 0.5% NaCl Solution. Front. Mater. 2020, 7, 1–16. [Google Scholar]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Al | Mg | Mn | O | Cr | Si | Fe | C |
|---|---|---|---|---|---|---|---|---|
| AA5083 | 88.60 | 4.54 | 0.70 | 0.84 | - | - | 0.84 | 4.48 |
| A36 | - | - | 0.86 | - | - | 0.24 | 93.87 | 5.03 |
| Sample Id | Material | Condition Description | Presence of Ga |
|---|---|---|---|
| A | Mild Steel | Heat treated at 550 °C for 60 min | - |
| B | Mild Steel | No heat treatment | - |
| C | Aluminium | Heat treated at 550 °C for 60 min | - |
| D | Aluminium | No heat treatment | |
| E | Fused mild steel and aluminium | Bonded at 550 °C, 60 min with surface roughness R800 | Yes |
| F | Fused mild steel and aluminium | Bonded at 550 °C, 120 min with surface roughness R800 | Yes |
| G | Fused mild steel and aluminium | Bonded at 550 °C, 60 min with surface roughness R1200 | Yes |
| H | Fused mild steel and aluminium | Bonded at 525 °C, 60 min with surface roughness R800 | Yes |
| I | Fused mild steel and aluminium | Bonded at 550 °C, 60 min with surface roughness R800 | No |
| Sample Id | Spot No. | Elemental Composition (wt%) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Al | Mg | O | C | Mn | Si | Ga | Fe | ||
| E | 1 | 78.27 | 4.07 | - | 12.02 | - | - | - | 5.64 |
| 2 | 40.03 | 0.76 | 2.68 | 22.31 | - | - | 0.81 | 33.41 | |
| 3 | 7.26 | 0.37 | - | 6.11 | 0.78 | - | - | 85.48 | |
| F | 1 | 80.01 | 4.07 | 1.68 | 8.49 | - | - | - | 5.68 |
| 2 | 44.25 | 0.72 | 2.99 | 17.83 | - | 0.42 | 1.17 | 32.62 | |
| 3 | 8.56 | 0.37 | 0.48 | 4.85 | 0.75 | - | - | 85.00 | |
| G | 1 | 80.01 | 4.07 | 1.68 | 8.49 | - | - | - | 5.68 |
| 2 | 44.25 | 0.72 | 2.99 | 17.83 | - | 0.42 | 0.36 | 32.62 | |
| 3 | 8.56 | 0.37 | 0.48 | 4.85 | 0.75 | - | - | 85.00 | |
| H | 1 | 84.24 | 4.89 | 2.14 | - | - | - | - | 8.73 |
| 2 | 46.2 | 1.79 | 3.38 | 6.86 | 1.00 | - | 1.88 | 36.88 | |
| 3 | 10.76 | 0.63 | - | 3.55 | 0.80 | 0.20 | - | 84.06 | |
| I | 1 | 75.74 | 4.34 | 1.94 | 10.62 | - | - | - | 7.37 |
| 2 | 51.55 | 1.34 | - | 8.34 | - | - | - | 38.77 | |
| 3 | 9.50 | 0.70 | - | 4.84 | 0.69 | 0.22 | - | 84.06 | |
| Sample Id | Impact Strength (J) | Maximum Interfacial Microhardness (HV) |
|---|---|---|
| A | - | - |
| B | - | 152.6 |
| C | - | - |
| D | - | 72.7 |
| E | 0.390 | 516.4 |
| F | 0.312 | 540.3 |
| G | 0.204 | 598.2 |
| H | 0.213 | 593.4 |
| 1 | 0.078 | 713.5 |
| Sample Id | Ba (V/dec) | Bc (V/dec) | Ecorr (V) | Icorr (A) | Jcorr (A/cm2) | Corrosion Rate (mm/year) | Polarisation Resistance (Ω) |
|---|---|---|---|---|---|---|---|
| A | 0.193970 | −0.271010 | −1.033900 | 0.000699 | 0.000699 | 8.120500 | 424.070000 |
| B | 0.164900 | −0.229010 | −1.022400 | 0.000512 | 0.000512 | 5.947300 | 499.770000 |
| C | 0.147450 | −1.304600 | −1.280800 | 0.000123 | 0.000123 | 1.430200 | 586.560000 |
| D | 0.201790 | 0.112390 | −1.318400 | 0.000041 | 0.000041 | 0.477150 | 763.450000 |
| E | 0.183520 | 0.138270 | −1.320400 | 0.006187 | 0.003094 | 35.948000 | 5.535100 |
| F | 0.148450 | 0.149890 | −1.331200 | 0.004713 | 0.002356 | 27.380000 | 6.873400 |
| G | 0.104380 | 0.151140 | −1.282000 | 0.002557 | 0.001278 | 14.853000 | 10.488000 |
| H | 1.058200 | 1.075900 | −1.319300 | 0.000089 | 0.000045 | 0.516550 | 2606.000000 |
| I | 0.120160 | 0.139270 | −1.281900 | 0.001987 | 0.000994 | 11.545000 | 14.098000 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ismail, A.; Othman, N.H.; Mustapha, M.; Mohamed Saheed, M.S.; Abdullah, Z.; Muhammed, M.; Mohamed Saat, A.; Mustapha, F. Mechanical Performance and Corrosion Behaviour of Diffusion-Bonded A5083 Aluminium and A36 Mild Steel with Gallium Interlayer. Materials 2022, 15, 6331. https://doi.org/10.3390/ma15186331
Ismail A, Othman NH, Mustapha M, Mohamed Saheed MS, Abdullah Z, Muhammed M, Mohamed Saat A, Mustapha F. Mechanical Performance and Corrosion Behaviour of Diffusion-Bonded A5083 Aluminium and A36 Mild Steel with Gallium Interlayer. Materials. 2022; 15(18):6331. https://doi.org/10.3390/ma15186331
Chicago/Turabian StyleIsmail, Asmawi, Nurul Husna Othman, Mazli Mustapha, Mohamed Shuaib Mohamed Saheed, Zaki Abdullah, Musa Muhammed, Asmalina Mohamed Saat, and Faizal Mustapha. 2022. "Mechanical Performance and Corrosion Behaviour of Diffusion-Bonded A5083 Aluminium and A36 Mild Steel with Gallium Interlayer" Materials 15, no. 18: 6331. https://doi.org/10.3390/ma15186331