
Improved Biological Responses of Titanium Coating Using Laser-Aided Direct Metal Fabrication on SUS316L Stainless Steel

 , ,
, , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Manufacturing of the SUS-DMF Specimens
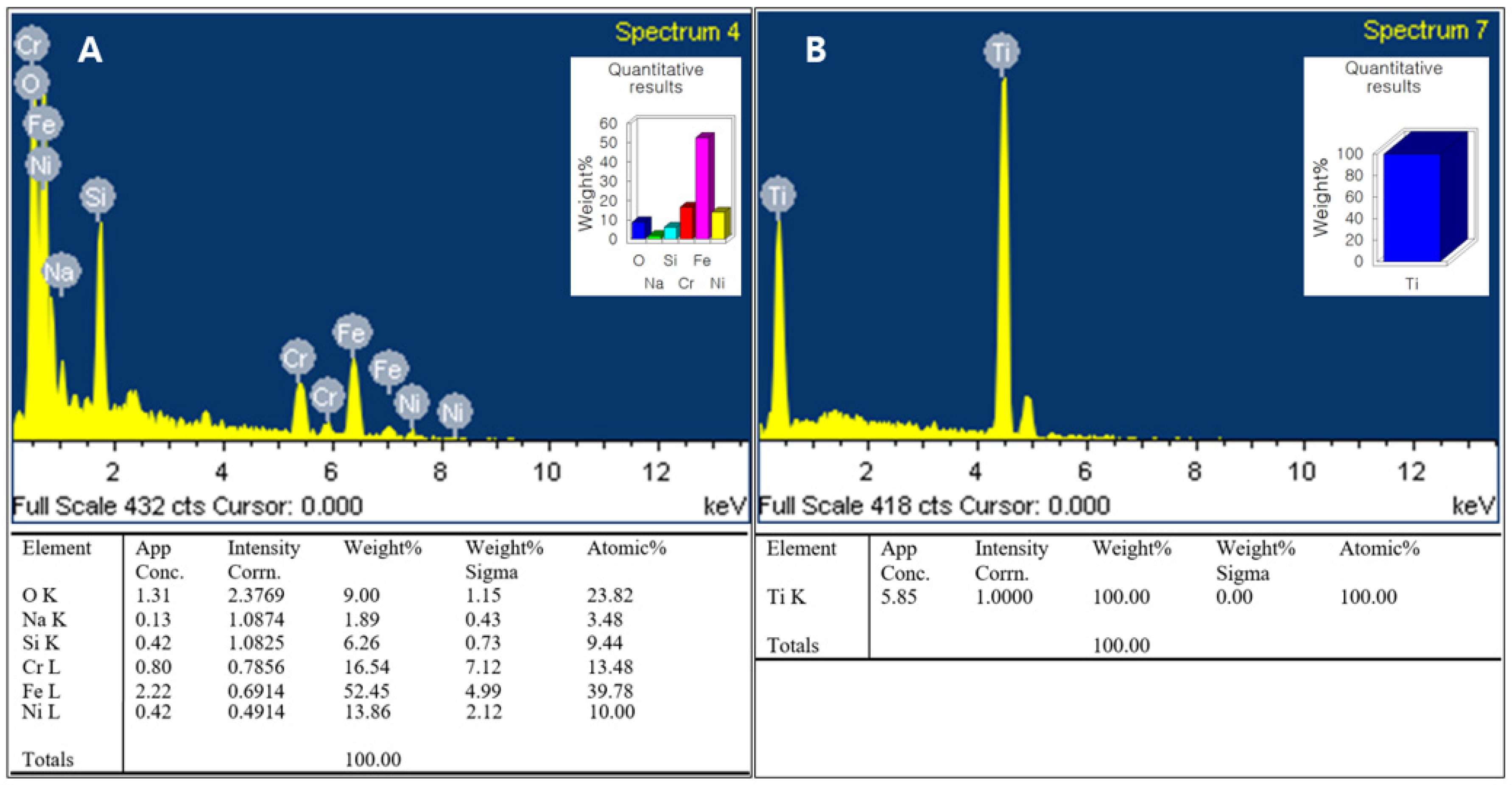
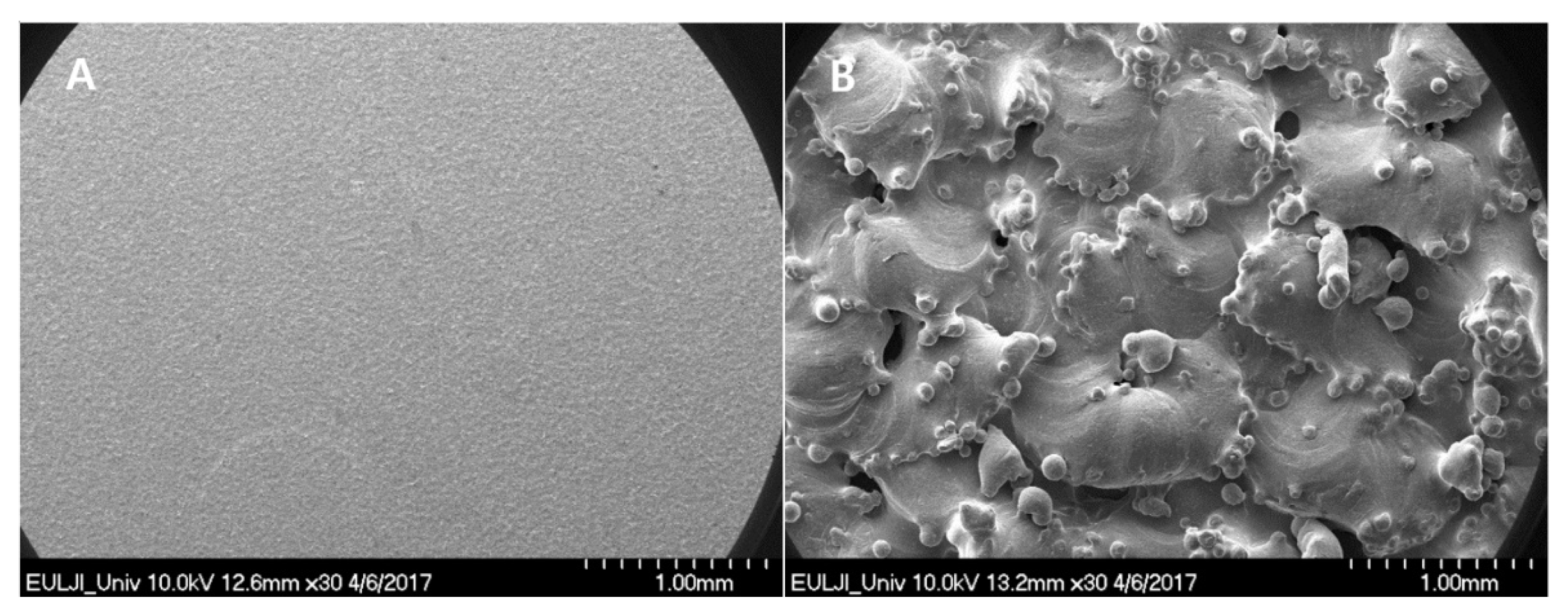
2.2. Surface Chemical Composition and Porosity
2.3. Culture and Osteogenic Differentiation process of Human Mesenchymal Stem Cells (hMSCs)
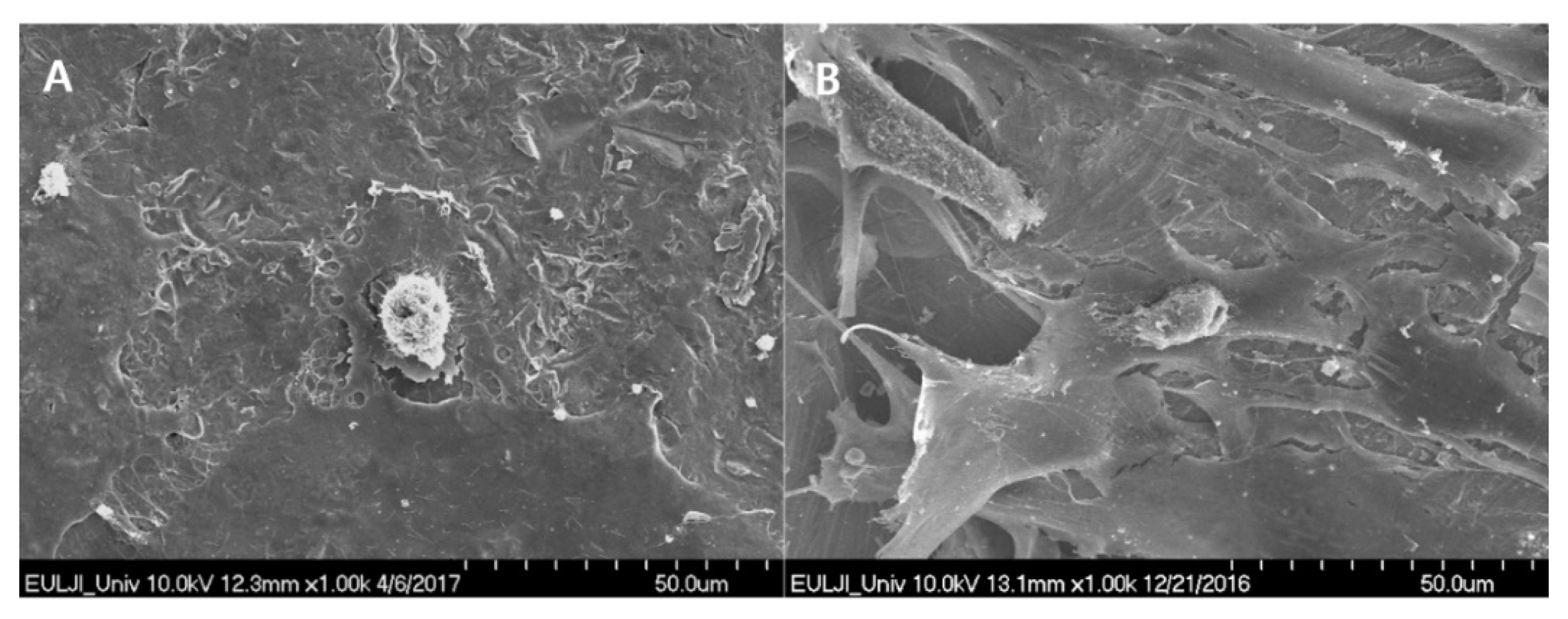
2.4. Preparation for Cell Morphology
2.5. Implantation of Coated Rods
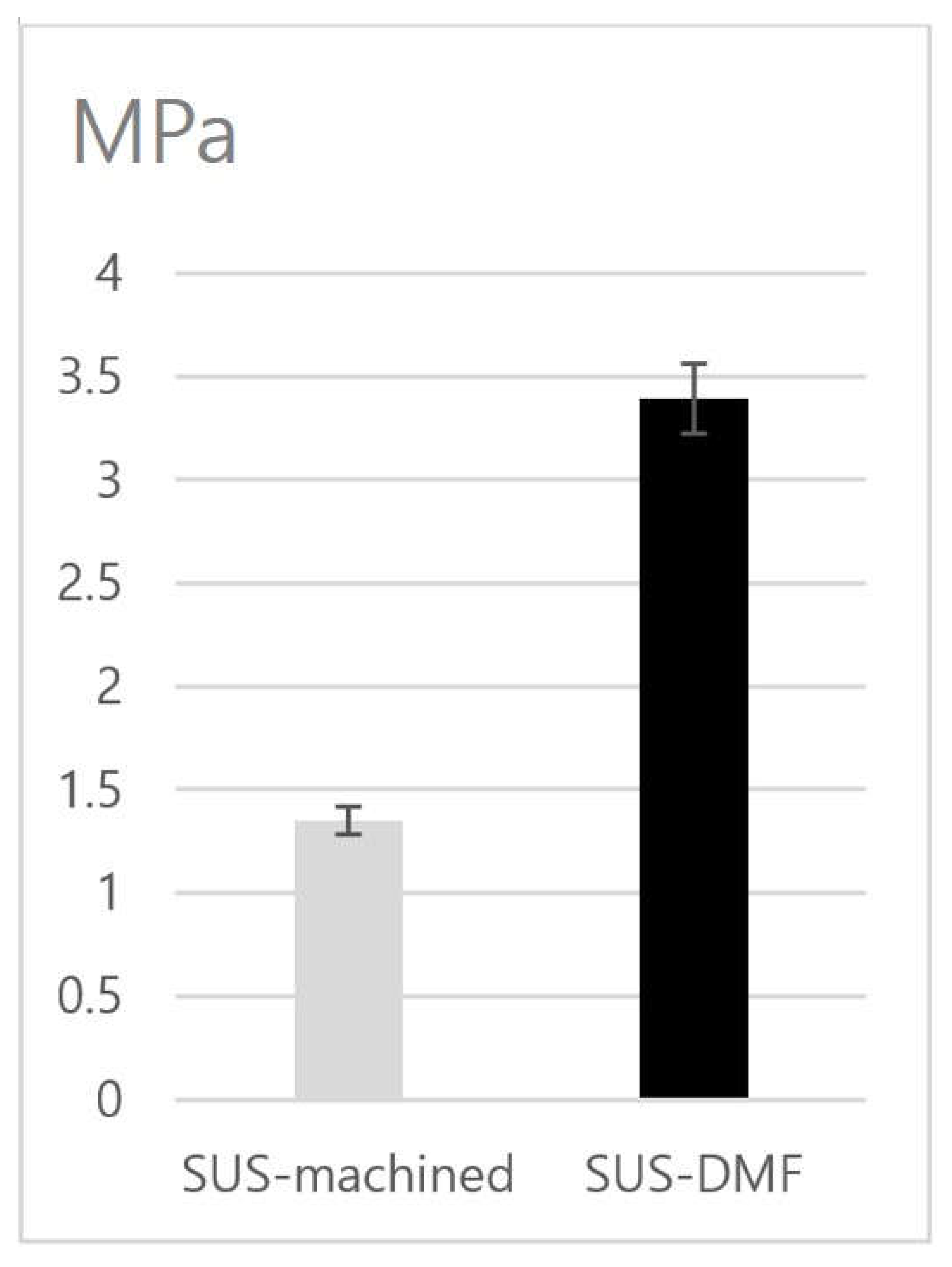
2.6. Interfacial Shear Strength Measurement; Push-Out Test
2.7. Bone Histomorphometry
2.8. Statistical Analysis
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Asri, R.I.M.; Harun, W.; Samykano, M.; Lah, N.A.C.; Ghani, S.A.C.; Tarlochan, F.; Raza, M. Corrosion and surface modification on biocompatible metals: A review. Mater. Sci. Eng. C 2017, 77, 1261–1274. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lim, Y.W.; Kwon, S.Y.; Sun, D.H.; Kim, Y.S. The Otto Aufranc Award: Enhanced Biocompatibility of Stainless Steel Implants by Titanium Coating and Microarc Oxidation. Clin. Orthop. Relat. Res. 2011, 469, 330–338. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bollero, P.; Di Fazio, V.; Pavoni, C.; Cordaro, M.; Cozza, P.; Lione, R. Titanium alloy vs. stainless steel miniscrews: An in vivo split-mouth study. Eur. Rev. Med. Pharmacol. Sci. 2018, 22, 2191–2198. [Google Scholar] [PubMed]
- Brown, R.N.; Sexton, B.E.; Chu, T.M.G.; Katona, T.R.; Stewart, K.T.; Kyung, H.M.; Liu, S.S.Y. Comparison of stainless steel and titanium alloy orthodontic miniscrew implants: A mechanical and his-tologic analysis. Am. J. Orthod. Dentofac. Orthop. 2014, 145, 496–504. [Google Scholar] [CrossRef]
- Head, W.C.; Bauk, D.J.; Emerson, R.H. Titanium as the material of choice for cementless femoral components in total hip arthroplasty. Clin. Orthop. Relat. Res. 1995, 1995, 85–90. [Google Scholar]
- Mohamed, A.; Rajeev, A.S. Clinical outcomes and complications of titanium versus stainless steel elastic nail in man-agement of paediatric femoral fractures—A systematic review. Eur. J. Orthop. Surg. Traumatol. 2017, 27, 157–167. [Google Scholar] [CrossRef]
- Unnanuntana, A.; Dimitroulias, A.; Bolognesi, M.P.; Hwang, K.L.; Goodman, S.B.; Marcus, R.E. Cementless Femoral Prostheses Cost More to Implant than Cemented Femoral Prostheses. Clin. Orthop. Relat. Res. 2008, 467, 1546–1551. [Google Scholar] [CrossRef] [Green Version]
- Qiu, Z.-Y.; Chen, C.; Wang, X.-M.; Lee, I.-S. Advances in the surface modification techniques of bone-related implants for last 10 years. Regen. Biomater. 2014, 1, 67–79. [Google Scholar] [CrossRef] [Green Version]
- Farias, M.C.M.; Souza, R.M. The influence of applied load, sliding velocity and martensitic transformation on the unlu-bricated sliding wear of austenitic stainless steels. Wear 2007, 263, 773–781. [Google Scholar] [CrossRef]
- Disegi, J.; Eschbach, L. Stainless steel in bone surgery. Injury 2000, 31 (Suppl. S4), 2–6. [Google Scholar] [CrossRef]
- Huang, S.; Ng, M.; Samandi, M.; Brandt, M. Tribological behaviour and microstructure of TiCxN(1−x) coatings deposited by filtered arc. Wear 2002, 252, 566–579. [Google Scholar] [CrossRef]
- Vasconcelos, D.C.L.; Nunes, E.H.M.; Sabioni, A.C.S.; Vasconcelos, P.M.P.; Vasconcelos, W.L. Optical characterization of 316L stainless steel coated with sol-gel titania. J. Non. Cryst. Solids 2012, 358, 3042–3047. [Google Scholar] [CrossRef] [Green Version]
- Aksakal, B.; Gavgali, M.; Dikici, B. The Effect of Coating Thickness on Corrosion Resistance of Hydroxyapatite Coated Ti6Al4V and 316L SS Implants. JMEPEG 2010, 19, 894–899. [Google Scholar] [CrossRef]
- Shaigan, N.; Qu, W.; Ivey, D.G.; Chen, W. A review of recent progress in coatings, surface modifications and alloy developments for solid oxide fuel cell ferritic stainless steel interconnects. J. Power Sources 2010, 195, 1529–1542. [Google Scholar] [CrossRef]
- Chicot, D.; Puchi-Cabrera, E.S.; Decoopman, X.; Roudet, F.; Lesage, J.; Staia, M.H. Diamond like carbon coatings deposited on nitrided 316L stainless steel substrate: A hard-ness depthhardening profile modeling. Diam. Relat. Mater. 2011, 20, 1344–1352. [Google Scholar] [CrossRef]
- Purushotham, K.; Ward, L.P.; Brack, N.; Pigram, P.; Evans, P.; Noorman, H.; Manory, R.R. Tribological studies of Zr-implanted PVD TiN coatings deposited on stainless steel substrates. Wear 2003, 254, 589–596. [Google Scholar] [CrossRef]
- Vite, M.; Moreno-Rios, M.; Hernández, E.G.; Laguna-Camacho, J. A study of the abrasive resistance of sputtered CrN coatings deposited on AISI 316 and AISI H13 steel substrates using steel particles. Wear 2011, 271, 1273–1279. [Google Scholar] [CrossRef]
- Saravanan, I.; Perumal, A.E.; Issac, F.; Vettivel, S.; Devaraju, A. Optimization of wear parameters and their relative effects on TiN coated surface against Ti6Al4V alloy. Mater. Des. 2016, 92, 23–35. [Google Scholar] [CrossRef]
- Devaraju, A.; Elayaperumal, A.; Alphonsa, J.; Kailas, S.V.; Venugopal, S. Microstructure and Dry Sliding Wear Resistance Evaluation of Plasma Nitride Treated Austenitic Stainless Steel Type AISI 316LN against Different Sliders. Surf. Coat. Technol. 2012, 207, 406–412. [Google Scholar] [CrossRef]
- Shin, T.; Park, S.J.; Kang, K.S.; Kim, J.S.; Kim, Y.; Lim, Y.; Lim, D. A laser-aided direct metal tooling technology for artificial joint surface coating. Int. J. Precis. Eng. Manuf. 2017, 18, 233–238. [Google Scholar] [CrossRef]
- Kim, S.C.; Jo, W.L.; Kim, Y.S.; Kwon, S.Y.; Cho, Y.S.; Lim, Y.W. Titanium Powder Coating Using Metal 3D Printing: A Novel Coating Technology for Cobalt–Chromium Alloy Implants. Tissue Eng. Regen. Med. 2019, 16, 11–18. [Google Scholar] [CrossRef]
- Sing, S.L.; An, J.; Yeong, W.Y.; Wiria, F.E. Laser and electron-beam powder-bed additive manufacturing of metallic implants: A review on processes, materials and designs. J. Orthop. Res. 2016, 34, 369–385. [Google Scholar] [CrossRef]
- Balla, V.K.; Banerjee, S.; Bose, S.; Bandyopadhyay, A. Direct laser processing of a tantalum coating on titanium for bone replacement structures. Acta Biomater. 2010, 6, 2329–2334. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Schuler, M.; Trentin, D.; Textor, M.; Tosatti, S.G.P. Biomedical interfaces: Titanium surface technology for implants and cell carriers. Nanomedicine 2006, 1, 449–463. [Google Scholar] [CrossRef] [PubMed]
- Keller, J.C.; Stanford, C.M.; Wightman, J.P.; Draughn, R.A.; Zaharias, R. Characterizations of titanium implant surfaces. III. J. Biomed. Mater. Res. 1994, 28, 939–946. [Google Scholar] [CrossRef]
- Zhu, X.; Chen, J.; Scheideler, L.; Altebaeumer, T.; Geis-Gerstorfer, J.; Kern, D. Cellular Reactions of Osteoblasts to Micron- and Submicron-Scale Porous Structures of Titanium Surfaces. Cells Tissues Organs 2004, 178, 13–22. [Google Scholar] [CrossRef] [PubMed]
- Mattila, P.; Lappalainen, P. Filopodia: Molecular architecture and cellular functions. Nat. Rev. Mol. Cell Biol. 2008, 9, 446–454. [Google Scholar] [CrossRef] [PubMed]
- Small, J.; Stradal, T.; Vignal, E.; Rottner, K. The lamellipodium: Where motility begins. Trends Cell Biol. 2002, 12, 112–120. [Google Scholar] [CrossRef]
- Raucher, D.; Sheetz, M.P. Cell spreading and lamellipodial extension rate is regulated by membrane tension. J. Cell Biol. 2000, 148, 127–136. [Google Scholar] [CrossRef]
- Lee, J.W.; Lee, K.S.; Cho, N.; Ju, B.K.; Lee, K.B.; Lee, S.H. Topographical guidance of mouse neuronal cell on SiO2 microtracks. Sens. Actuators B Chem. 2007, 128, 252–257. [Google Scholar] [CrossRef]
- Bertollo, N.; Matsubara, M.; Shinoda, T.; Chen, D.; Kumar, M.; Walsh, W.R. Effect of surgical fit on integration of cancellous bone and implant cortical bone shear strength for a porous titanium. J. Arthroplast. 2011, 26, 1000–1007. [Google Scholar] [CrossRef] [PubMed]
- Svehla, M.; Morberg, P.; Zicat, B.; Bruce, W.; Sonnabend, D.; Walsh, W. Morphometric and mechanical evaluation of titanium implant integration: Comparison of five surface structures. J. Biomed. Mater. Res. 2000, 51, 15–22. [Google Scholar] [CrossRef]
- Durual, S.; Rieder, P.; Garavaglia, G.; Filieri, A.-R.M.; Cattani-Lorente, M.A.; Scherrer, S.S.; Wiskott, H.A. TiNOx coatings on roughened titanium and CoCr alloy accelerate early osseointegration of dental implants in minipigs. Bone 2013, 52, 230–237. [Google Scholar] [CrossRef] [PubMed]





Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, T.-I.; Lee, S.-W.; Jo, W.-L.; Kim, Y.-S.; Kim, S.-C.; Kwon, S.-Y.; Lim, Y.-W. Improved Biological Responses of Titanium Coating Using Laser-Aided Direct Metal Fabrication on SUS316L Stainless Steel. Materials 2021, 14, 3947. https://doi.org/10.3390/ma14143947
Kim T-I, Lee S-W, Jo W-L, Kim Y-S, Kim S-C, Kwon S-Y, Lim Y-W. Improved Biological Responses of Titanium Coating Using Laser-Aided Direct Metal Fabrication on SUS316L Stainless Steel. Materials. 2021; 14(14):3947. https://doi.org/10.3390/ma14143947
Chicago/Turabian StyleKim, Tae-In, Se-Won Lee, Woo-Lam Jo, Yong-Sik Kim, Seung-Chan Kim, Soon-Yong Kwon, and Young-Wook Lim. 2021. "Improved Biological Responses of Titanium Coating Using Laser-Aided Direct Metal Fabrication on SUS316L Stainless Steel" Materials 14, no. 14: 3947. https://doi.org/10.3390/ma14143947