3.3. Adjustment of Gel Time of Resin Glue
From 52.0 to 60.0 °C, NH
4HCO
3 showed a decomposition rate of 14~20 mL·g
−1·min
−1 [
4]. Gel time of unsaturated polyester resin usually lasted 4 min [
16,
17]. Therefore, 56~80 mL·g
−1 of gas could be produced by NH
4HCO
3 decomposition in 4 min at different temperatures ranging from 52.0 to 60.0 °C. Different apparent densities of low-density unsaturated polyester resin samples were calculated and were in the range of 0.41~0.50 g·cm
−3 with the presence of 2.00 phr NH
4HCO
3 at temperature from 52.0 to 60.0 °C. These calculated values of apparent density matched those of low-density material in References of [
5,
18,
19], which were between 0.30 g·cm
−3 and 1.00 g·cm
−3. Therefore, 52.0~60.0 °C was set as the curing temperature for CCFR-LDUPR samples preparation.
In a commercial process, gel time of a resin glue was usually controlled between 23 and 35 min [
20,
21,
22]. As reported previously in the literature, gel time was adjusted utilizing initiator of tert-butylperoxy benzoate (TBPB, AkzoNobel, Shanghai, China) alone for low-density unsaturated polyester resin or low-density unsaturated polyester resin composite materials preparation to control the polymerization to be slow enough to maintain the homogeneous distribution of bubbles, and low-density unsaturated polyester resin or its composite was treated from 70 to 84 °C [
4,
5]. In the study, synergistic effects of initiator methyl ethyl ketone peroxide (MEKP-II) and accelerator cobalt naphthenate were put forward and explored. It included the adjustment of gel time and a lower curing temperature from 52.0 to 60.0 °C for CCFR-LDUPR sample preparation through the novel synergistic action. From the perspective of mechanical property and the microstructure of bubbles distribution, the facile curing and foaming process at a low temperature had achieved similar effects to that of curing and foaming process with an initiator alone.
In the presence of an initiator, methyl ethyl ketone peroxide (MEKP-II) of 2.00 phr, different gel time of resin glue in different ratios of accelerator to initiator at temperature of 52.0 °C is shown in
Table 1. At a temperature of 52.0 °C, the gel time of the resin glue is 5.2 ± 0.2 min or 16.4 ± 0.5 min in
Table 1 as for 1:5 or 1:10 ratio of accelerator to initiator, which represents 0.40 or 0.20 phr cobalt naphthenate. In the case, the gel time of the resin glue is out of the proper gel time of 23~35 min. However, as for 1:15 ratio of accelerator to initiator, a proper gel time of resin glue, which is 26.5 ± 0.3 min, was obtained and shown in
Table 2. Therefore, the ratio of accelerator to initiator was defined as 1:15.
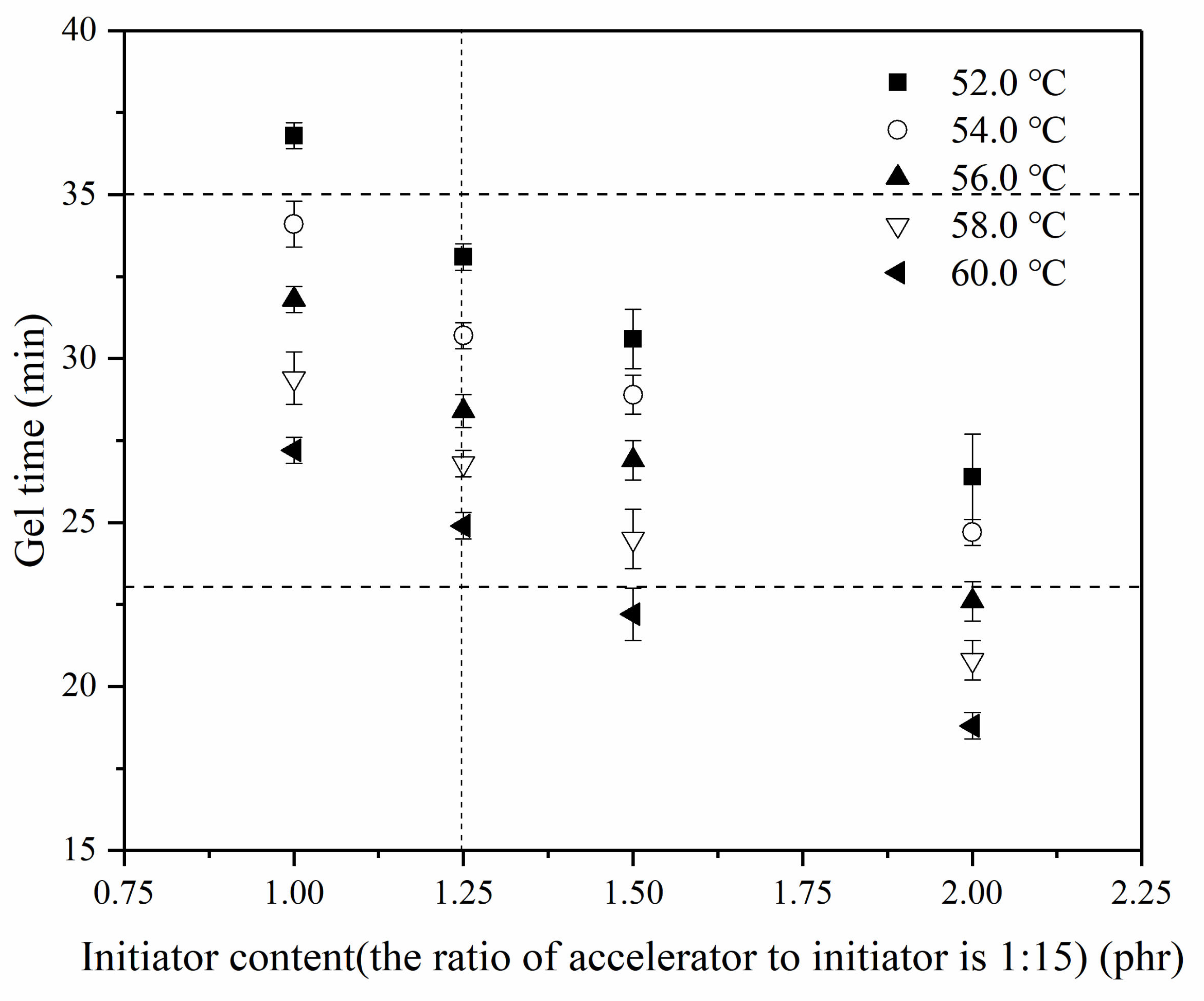
In accordance with the fixed ratio of accelerator to initiator, the gel time of resin glue was adjusted by changing the content of initiator and experimental results are listed in
Figure 4.
Figure 4 illustrates that from 52 to 60 °C, gel time of resin glue is between 33.1 ± 0.4 min and 24.9 ± 0.4 min for 0.08 phr accelerator together with 1.25 phr initiator, where the ratio of accelerator to initiator retains 1:15. Therefore, CCFR-LDUPR composite samples could be prepared under the condition of the proper gel time range.
3.5. Orthogonal Analysis of CCFR-LDUPR Composite Samples
Effects of the three factors on the density (
ρ), compressive strength (
P), and specific compressive strength (
Ps) of CCFR-LDUPR composite specimens were analyzed.
k1,
k2, and
k3 is the mean of
ρ,
P and
Ps under a level of a certain factor, respectively.
R1,
R2, and
R3 is the range corresponding to
k1,
k2, and to
k3, respectively. Calculated values of
k and
R are list in
Table 5.
CCFR-LDUPR is a lightweight reinforced composite material. In addition to apparent density
ρ and compressive strength
P, specific compressive strength
Ps is the comprehensive physical index for lightweight reinforced materials. It is revealed in
Table 5 that three factors in descending order of importance for the range of specific compressive strength (
R3) are the content of chopped carbon fibers (C), content of NH
4HCO
3 (B), and curing temperature (A). The major factor for
R3 is C with a maximum range of 12.76 MPa·g
−1·cm
3, while the minor factor for
R3 is A with a minimum range of 1.50 MPa·g
−1·cm
3. Therefore, the content of chopped carbon fiber (factor C) was the critical factor for properties of CCFR-LDUPR composite samples.
Effects of A, B, and C, three factors on properties of
ρ and
P and
Ps of the composite material, can also be discussed by the change of
k. As shown in
Table 5,
kC1, which is the effect of chopped carbon fibers content (C) on
ρ, shows an upward trend with the increase of chopped carbon fibers content. With the increase of chopped carbon fibers content, there was a more steric hindrance and even limited space for bubbles growth, diffusion and distribution. The fewer bubbles there are, the higher the apparent density for the CCFR-LDUPR sample is.
kC2, which is the effect of factor C on compressive strength
P, shows an upward trend with the increase of chopped carbon fibers content, indicating that the reinforcement of chopped carbon fibers to low-density unsaturated polyester resin increased with the increase of chopped carbon fiber content.
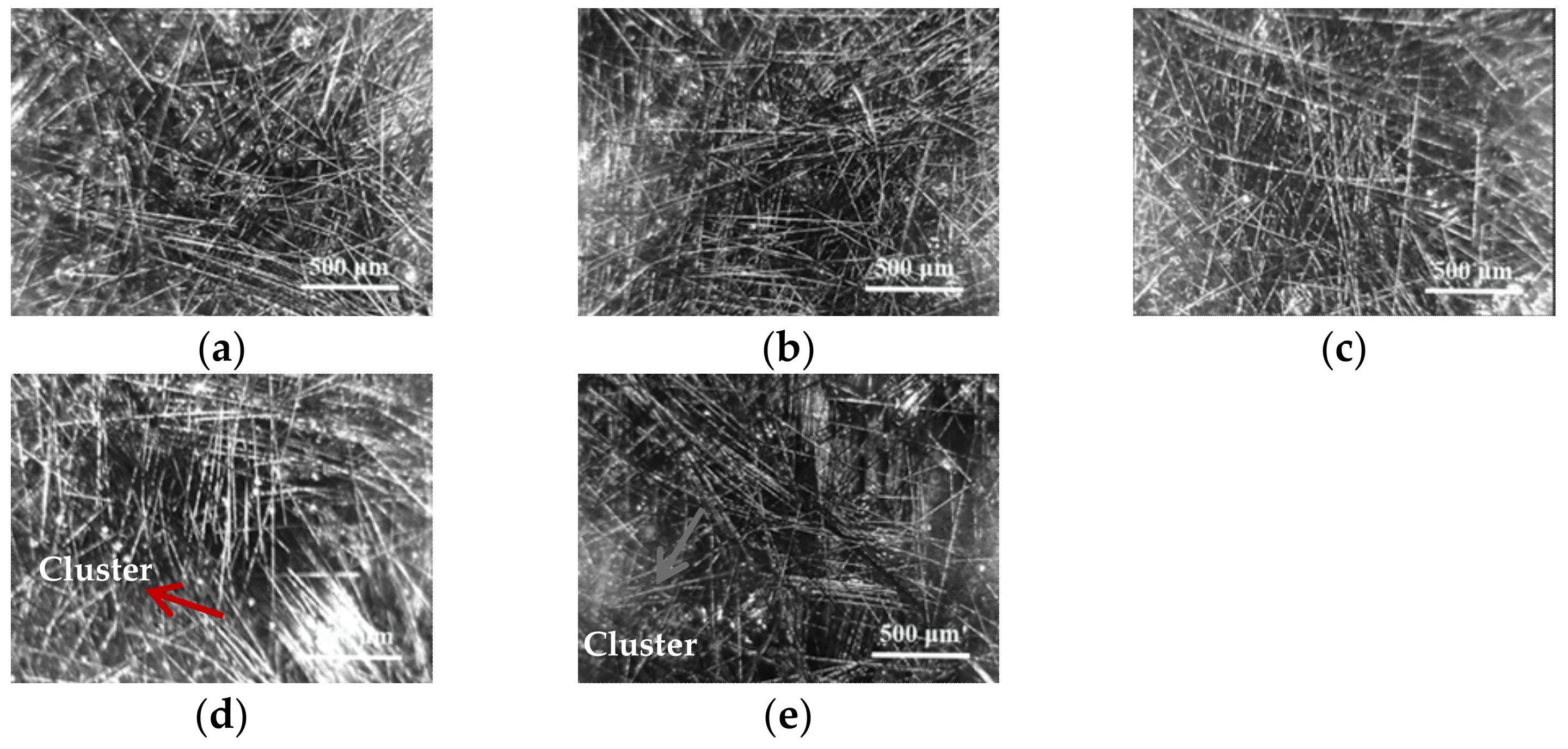
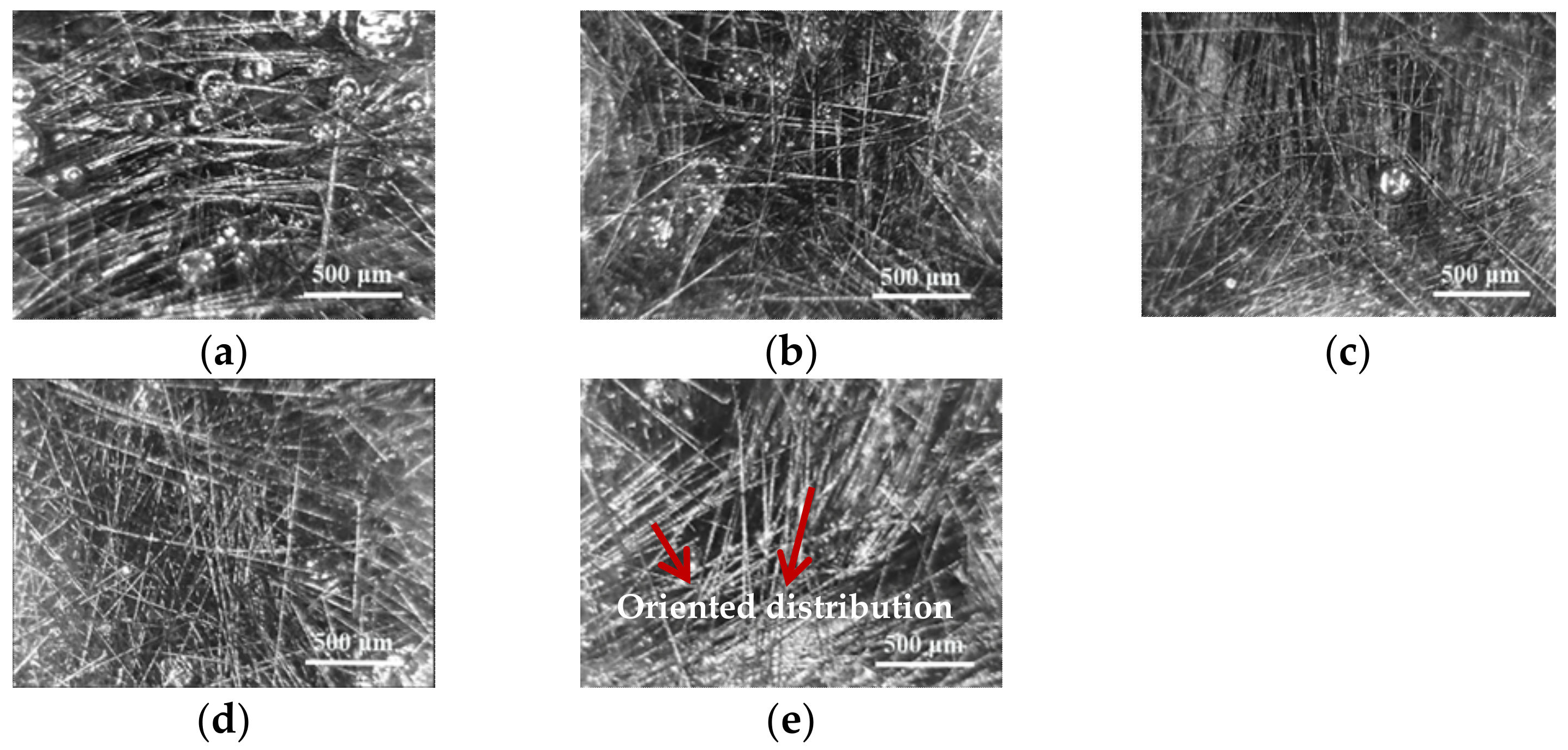
kC3, which is the effect of factor C on specific compressive strength Ps, reaches up to the highest value of 45.19 MPa·g−1·cm3 in the presence of 4.00 phr chopped carbon fibers. However, Ps decreases to 41.63 MPa·g−1·cm3 in the presence of 5.00 phr chopped carbon fibers. It is illustrated that with the change of chopped carbon fibers from 1.00 to 4.00 phr, chopped carbon fibers could homogenously distribute in resin glue and could later resolve the external force acted on solid composite samples. Nevertheless, there are obvious clusters and inhomogeneous distribution (including orientated distribution) of chopped carbon fibers in resin glue, which were adverse to resolve external force of the cured sample for the CCFR-LDUPR sample in the presence of 5.00 phr chopped carbon fibers. It is deduced that under the condition, growth, diffusion and distribution of bubbles were influenced by the amounts of chopped carbon fibers, resulting in the increase of density and the decrease of mechanical properties of cured CCFR-LDUPR sample in the presence of 5.00 phr chopped carbon fibers.
In
Table 5,
kB1 (which is the effect of foaming agent content (factor B) on apparent density
ρ), and
kB2 (which is the effect of foaming agent content (factor B) on compressive strength
P) decrease with the increase of foaming agent content (B). It is considered that with the increase of foaming agent content, more bubbles formed in the composite samples and volume expansion occurred, which resulted in the decrease in apparent density. Therefore, with the volume expansion of the sample, the amount of chopped carbon fibers in a cubic volume of sample were turned down, and the compressive strength of CCFR-LDUPR composite samples decreased.
It is shown that in the presence of 2.00 phr NH4HCO3, the value of kB3 (which is the effect of factor B on specific compressive strength Ps) reaches up to the highest one of 42.21 MPa·g−1·cm3. With the increase of NH4HCO3 from 1.00 to 2.00 phr, bubbles approached a saturated distribution in the resin glue. However, supersaturated bubbles squeezed in resin glue in the presence of 3.00 phr NH4HCO3. In the case, bubbles were compressed or destroyed, preventing normal formation and homogeneous distribution of bubbles, and reducing the compressive strength of the specimen.
In
Table 5,
kA1, which is the effect of curing temperature (factor A) on apparent density
ρ, decreases with the increase of curing temperature. It is deduced that as the curing temperature rises, the amount of gas released by NH
4HCO
3 per unit time increased, resulting in an increase of the bubbles per unit volume for the CCFR-LDUPR composite sample. Therefore, the apparent density of CCFR-LDUPR composite samples decreased. As the temperature rose from 52.0 to 60.0 °C,
kA2, which is the effect of curing temperature on the compressive strength, there were slight changes from 24.58 to 23.78 MPa. Meanwhile, the effect of factor A on specific compressive strength (
kA3) reaches its highest value of 39.58 MPa·g
−1·cm
3 at the curing temperature of 58.0 °C.
Based on the above analysis, a sample was obtained in accordance with A
4, B
3, and C
4 parameters, and was described as A
4B
3C
4 sample. Theoretically, A
4B
3C
4 sample performed optimal mechanical properties at the 4th level of factor A (at the preparation temperature of 58.0 °C), the 3rd level of factor B (in the presence of 2.00 phr NH
4HCO
3), and the 4th level of factor C (in the presence of 4.00 phr chopped carbon fibers). However, A
4B
3C
4 sample, which presented optimal mechanical properties, was not included in 25 orthogonal experimental samples listed in
Table 4. Therefore, it is necessary to verify the mechanical properties of A
4B
3C
4 sample and compare them with those of sample of 8, which exhibited the highest mechanical property in 25 orthogonal experimental samples in
Table 4. Corresponding results are shown in
Table 6.
Table 6 shows that the specific compressive strength of A
4B
3C
4 sample reaches 53.56 ± 0.83 MPa·g
−1·cm
3 and is higher than that of sample of 8 (the highest one in orthogonal experiment listed in
Table 4). It is verified that indexes of A
4B
3C
4 sample were the optimal parameters for CCFR-LDUPR composite sample preparation, which were at a curing temperature of 58.0 °C, the content of NH
4HCO
3 of 2.00 phr, and in the presence of 4.00 phr chopped carbon fiber.
3.6. The Synergistic Effects of the Initiator and the Accelerator
In order to explore the synergistic effects caused by methyl ethyl ketone peroxide (MEKP-II) and accelerator of cobalt naphthenate in a low temperature range from 52 to 60 °C, an accelerator-free sample was designed and was described as (A
4B
3C
4)
# sample. The curing temperature, the addition of a foaming agent, content of initiator, and the percent of chopped carbon fiber of (A
4B
3C
4)
# sample were the same as those of A
4B
3C
4 sample. Under the condition of similar gel time, apparent density and specific compressive strength of two samples are listed in
Table 7 and compared.
In
Table 7, the apparent density increases by 0.07 g·cm
−3, the specific compressive strength decreases by 4.29 MPa·g
−1·cm
3, and the curing time (the time from the gel to the complete curing of the resin) is prolonged by 7.6 min for the (A
4B
3C
4)
# sample. It is deduced that cobalt naphthenate accelerated the curing process of the A
4B
3C
4 sample, and that the curing time was shortened. During the curing process of (A
4B
3C
4)
#, bubbles caused by NH
4HCO
3 decomposition might escape easily due to a longer curing time. As a result, apparent density increased and specific compressive strength decreased for the (A
4B
3C
4)
# sample through the slower curing process.
In
Table 7, it is illustrated that under synergistic effects of the initiator and the accelerator, the curing process of the A
4B
3C
4 sample is accelerated. However, the compressive strength of A
4B
3C
4 sample is only 0.95 MPa lower than that of (A
4B
3C
4)
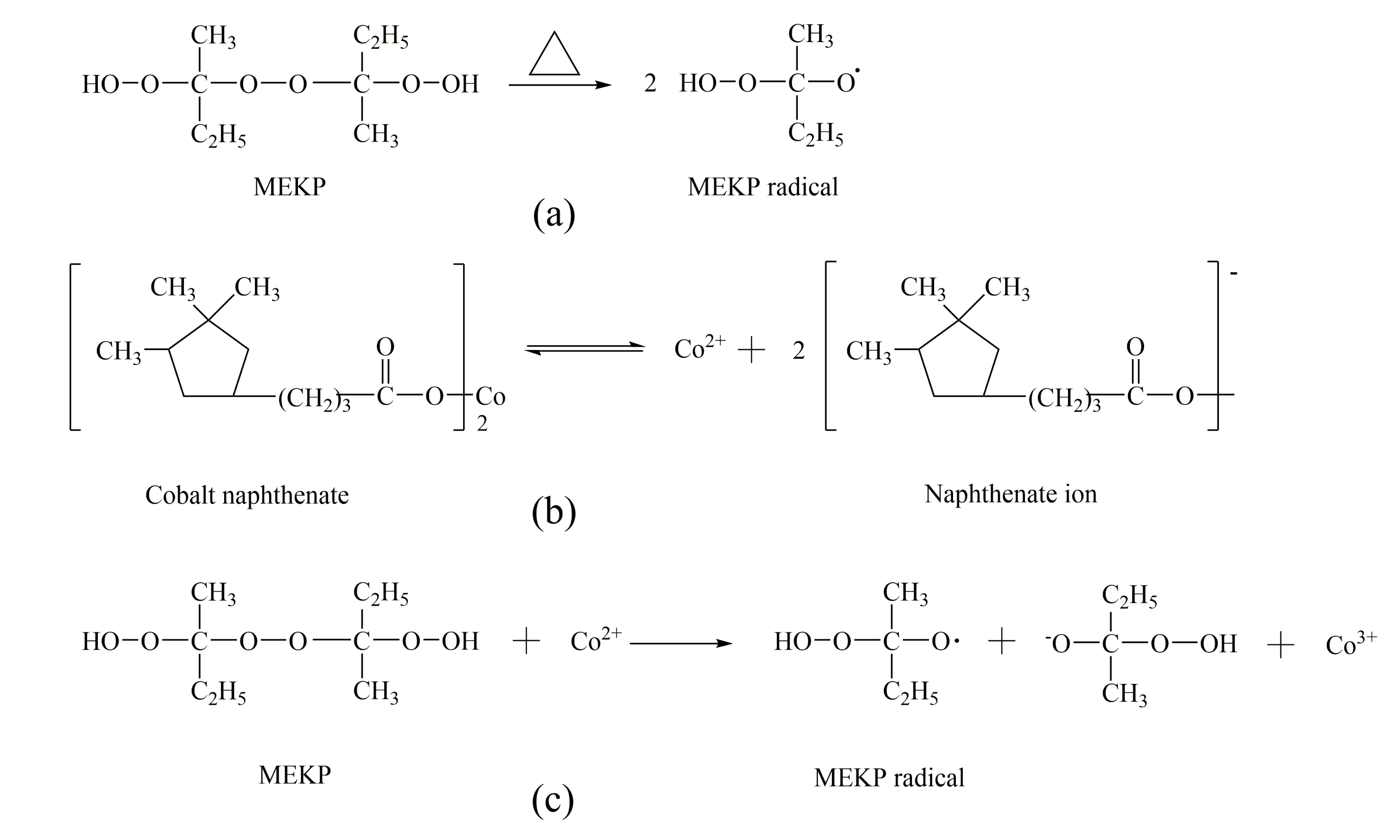
# sample, which was without an accelerator. It is deduced that besides free radicals caused by methyl ethyl ketone peroxide (MEKP-II) (shown in
Figure 5a), free radicals were also produced by the reaction between Co
2+ and methyl ethyl ketone peroxide (MEKP-II) (shown in
Figure 5b,c). Therefore, dominant free radical concentrations accelerated the curing process of the A
4B
3C
4 sample and was favorable to the formation of a three-dimensional network of cured resin.
The curing process of resin was accelerated by the synergistic action of initiator and accelerator for CCFR-LDUPR composite samples. However, the facile polymerization would impinge on the mechanic properties of CCFR-LDUPR composite samples. Chopped carbon fibers, as a reinforced material, changed the disadvantage and reassembled the microstructure of the CCFR-LDUPR composite sample, resulting in the maintenance of performances. Therefore, under the synergistic action of initiator and accelerator, the excellent reinforcement of chopped carbon fibers was exhibited in the facile manufacture of CCFR-LDUPR composite samples. In that case, the compressive strength of the A4B3C4 sample was similar to that of the (A4B3C4)# sample, which was without an accelerator and had a slower polymerization. It is unambiguous that the duel synergistic effects of an initiator and an accelerator had a significant effect on the facile and efficient polymerization of the unsaturated polyester resin.
3.7. Non-Isothermal Differential Scanning Calorimetry Test Analysis
In order to explore the effects of NH
4HCO
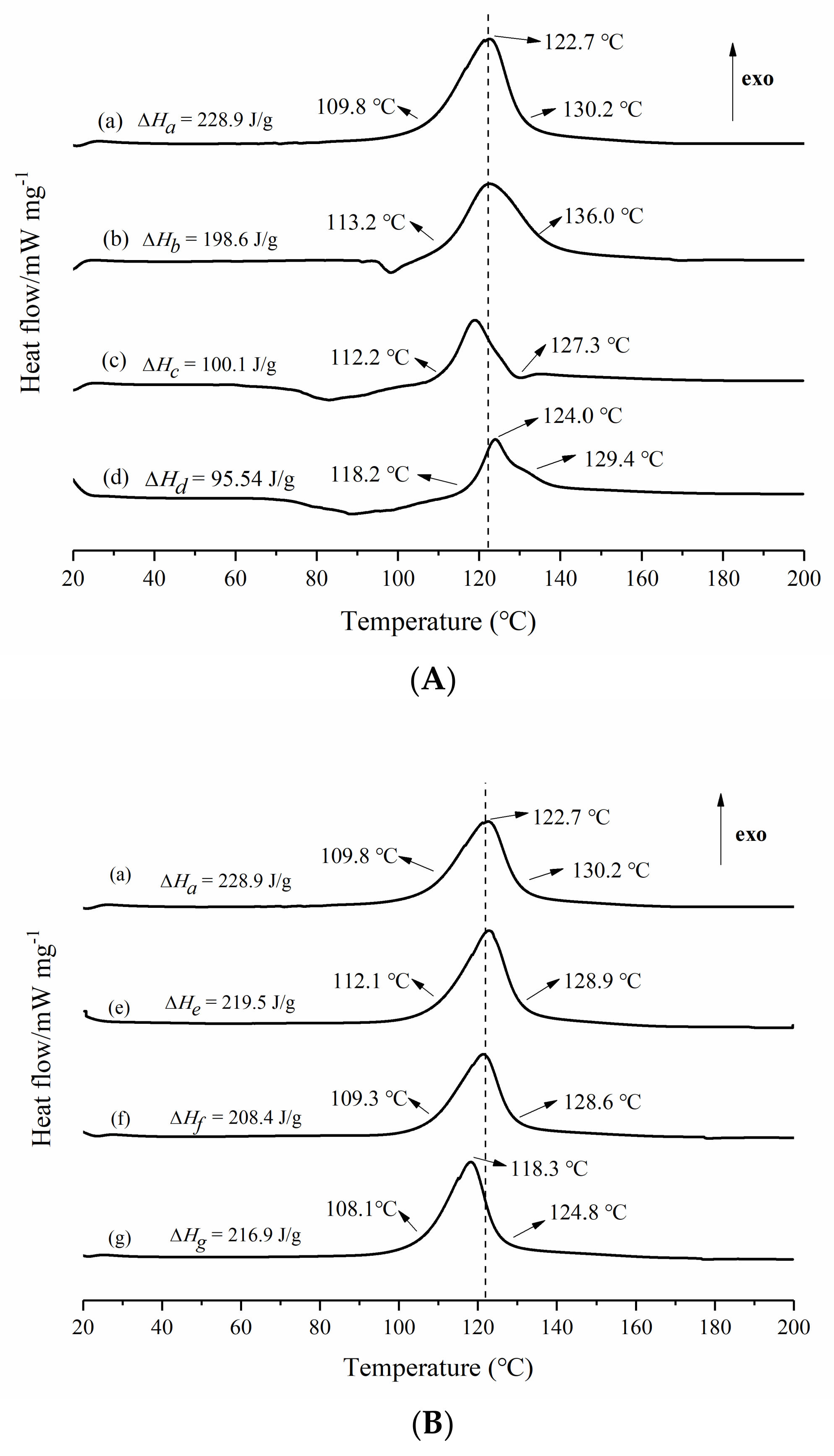
3, chopped carbon fibers, and the synergistic effects of an accelerator and initiator on the thermodynamic performances of unsaturated polyester resin during the low-temperature rapid curing process. Non-isothermal DSC experiments of resin glue in curing process were carried out and are shown in
Figure 6.
The effects of NH
4HCO
3 on the thermodynamic performances of unsaturated polyester resin in the curing process are illustrated in
Figure 6A.
Figure 6A indicates that the curing exothermic heat of unsaturated polyester resin gradually decreases from 228.9 J/g (Δ
Ha) to 95.54 J/g (Δ
Hd) for the sample without NH
4HCO
3 and for the sample in the presence of 3.00 phr NH
4HCO
3. It is attributed to the decomposition and heat absorption of NH
4HCO
3 in an unsaturated polyester resin curing process of the sample, which led to the decrease of Δ
H. In
Figure 6A, the exothermic peak temperatures of the (a) curve, (b) curve, (c) curve, and the (d) curve are all at about 122 °C. However, the initial exothermic temperature changes from 109.8 to 118.2 °C, which was caused by the retardance of aqua generating during the decomposition of NH
4HCO
3 in the unsaturated polyester resin curing process. Furthermore, the peak width changes from 20.4 to 11.2 °C for four curves. It is considered that NH
4HCO
3 neutralized the residual acid (which was a retarder for polyester cross-linking) in unsaturated polyester resin glue and accelerated the polymerization of unsaturated polyester resin. Additionally, endothermic decomposition of NH
4HCO
3 accelerated the curing process of unsaturated polyester resin, resulting in the peak width of exothermic curve narrowing.
The effects of chopped carbon fibers on the thermodynamic performances of the unsaturated polyester resin curing process are exhibited in
Figure 6B. As shown in
Figure 6B, all of the initial exothermic temperatures are about 110 °C for the (a) curve, (e) curve, (f) curve, and (g) curve, and their exothermic peaks are nearly 120 °C. With the increase of chopped carbon fibers from 0 to 5.00 phr, the curing exothermic heat of unsaturated polyester resin decreases from 228.9 J/g (Δ
Ha) to 216.9 J/g (Δ
Hg). This is because the percentage of unsaturated polyester resin reduced in contrast with the increase in chopped carbon fibers content, resulting in a decrease in Δ
H.
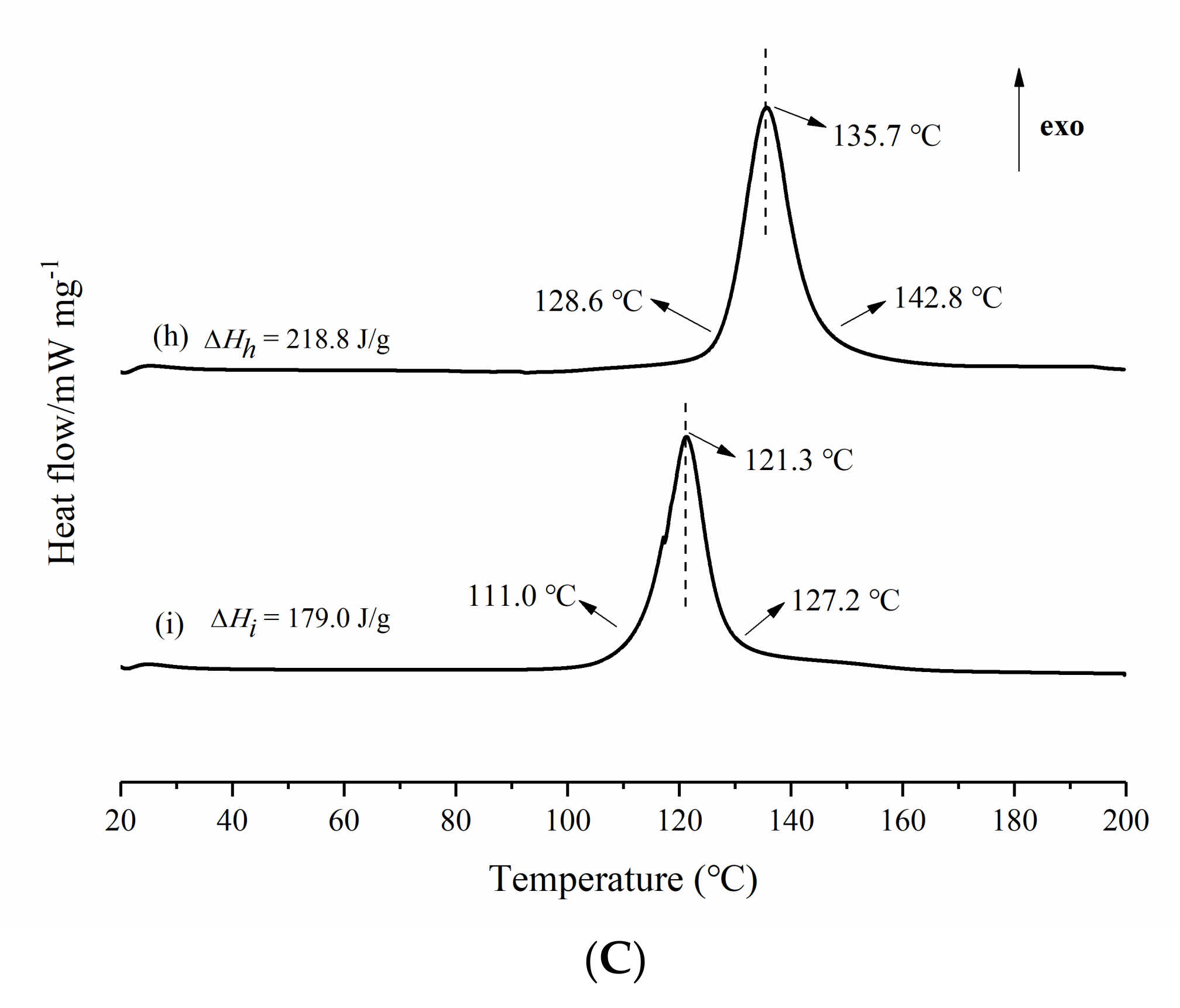
The synergistic effects of accelerator and initiator on thermodynamic performances of UPR in low-temperature facile preparation of CCFR-LDUPR is shown in
Figure 6C. In
Figure 6C, it is clear that the initial exothermic temperature of (i) the curve under synergistic effects of methyl ethyl ketone peroxide (MEKP-II) and cobalt naphthenate, is lower than 17.6 °C, compared with that of the (h) curve only in the presence of methyl ethyl ketone peroxide (MEKP-II). Furthermore, the exothermic peak temperature of the (i) curve is 121.3 °C, 17.6 °C lower than that of the (h) curve. Meanwhile, the curing exothermic heat of the (i) curve (Δ
Hi) is 39.8 J/g, lower than that of the (h) curve (Δ
Hh). It is concluded that the novel and critical synergistic effects of methyl ethyl ketone peroxide (MEKP-II) and cobalt naphthenate made a definitive contribution to the CCFR-LDUPR preparation.
3.8. Analysis of Scanning Electron Microscope (SEM) Test Results
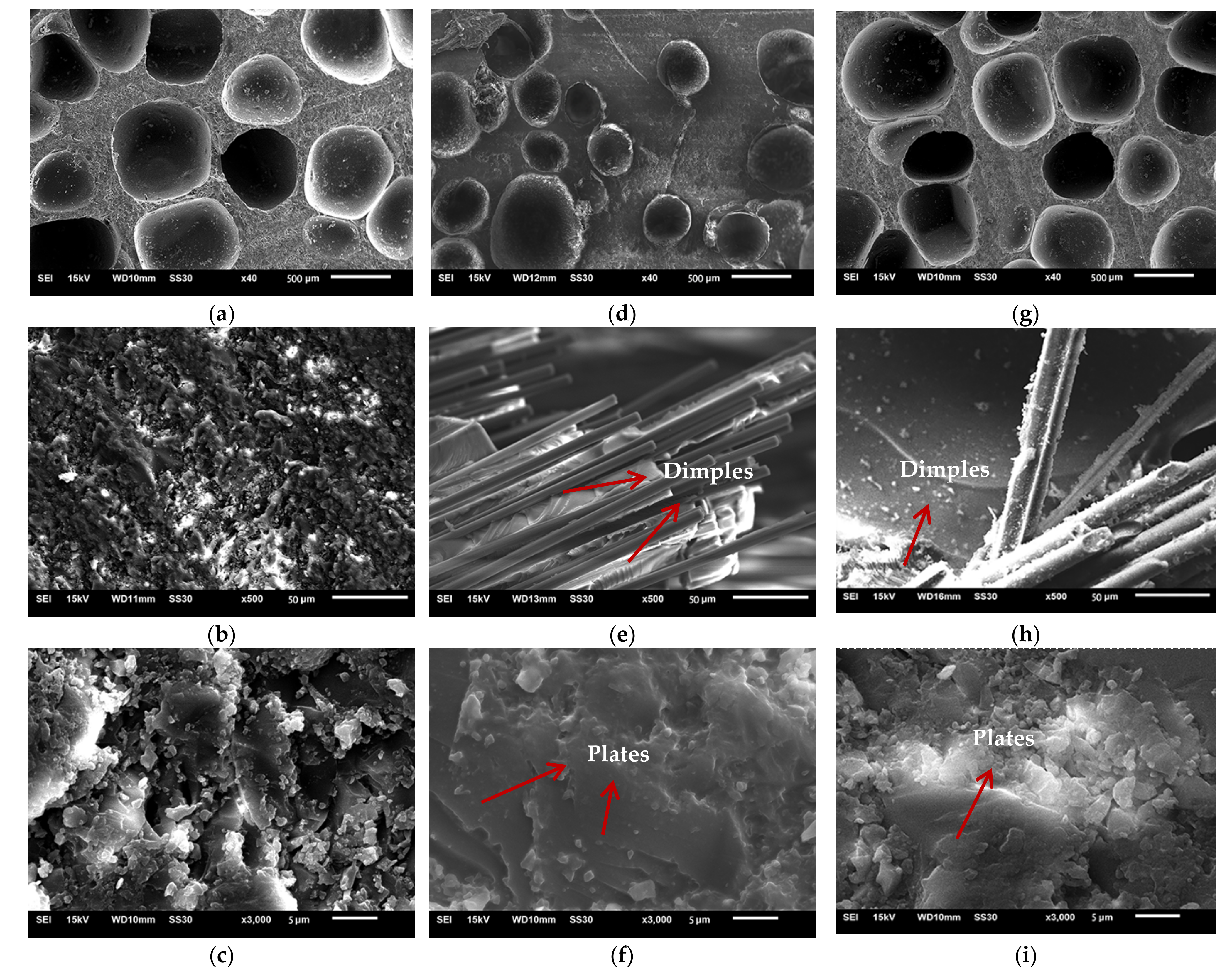
Micrographs of low-density unsaturated polyester resin, CCFR-LDUPR, and CGFR-LDUPR composite samples were observed by SEM and are shown in
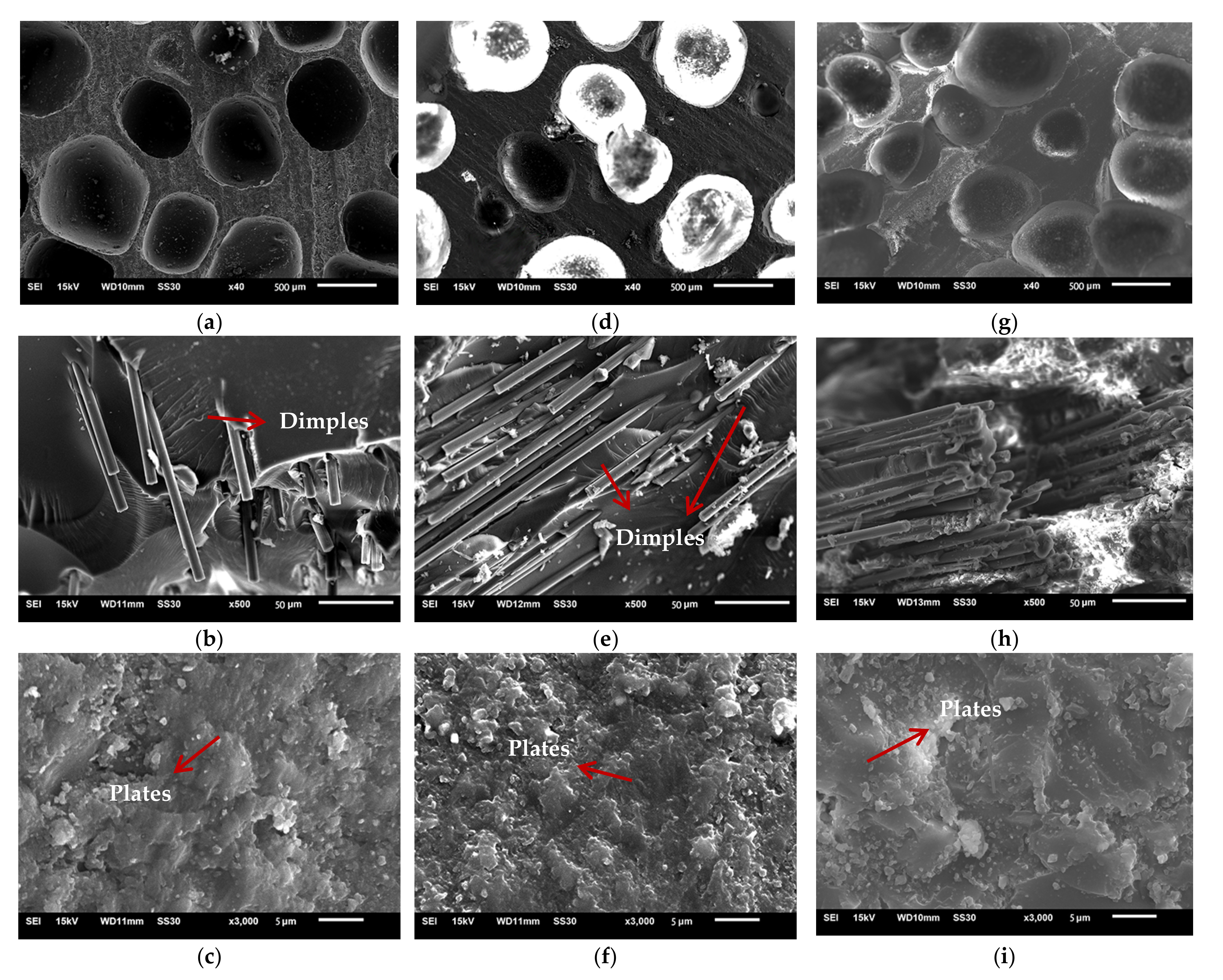
Figure 7.
Figure 7a shows that bubbles in the diameter of 600 μm distribute homogenously in the resin matrix of the low-density unsaturated polyester resin sample. As for the micrograph, the bubble area is 3.39 mm
2, the area of micrograph is 6.03 mm
2, and the bubble’s area ratio is calculated to be 56%. However, bubbles become smaller mainly in a diameter of 400 μm and in an inhomogeneous distribution in the presence of 4.00 phr chopped carbon fibers in
Figure 7d. In this case, the bubble’s area ratio is 37% for the 4.00 phr CCFR-LDUPR sample. As for the CGFR-LDUPR sample with the presence of 4.00 phr chopped glass fibers, bubbles in a diameter of 600 μm are homogeneously distributed in the sample (
Figure 7g), with a bubble’s area of 51%. It is obvious that both samples present a similar microstructure for low-density unsaturated polyester resin samples and for the CGFR-LDUPR sample with 4.00 phr chopped carbon fibers, while both samples exhibit similar
Ps values, which is 27.82 ± 1.13 MPa·g
−1·cm
3 and 28.56 ± 0.97 MPa·g
−1·cm
3, respectively. On the other hand, the apparent density of the CCFR-LDUPR sample in the presence of 4.00 phr chopped carbon fibers is 0.58 ± 0.02 g·cm
−3, and the specific compressive strength is 53.06 ± 2.46 MPa·g
−1·cm
3 due to its lower bubble’s area ratio of 37%.
Besides the bubble’s area ratio, as shown in
Figure 7b, e, h, at a magnification of up to 500×, chopped carbon fibers stack flatly layer by layer and distribute in bunches in the resin matrix of the CCFR-LDUPR sample. Chopped glass fibers distribute irregularly and coexist in some layers in the resin matrix of the CGFR-LDUPR sample. Besides, microcracks and microvoids appear in the rough matrix of the low-density unsaturated polyester resin sample. It is exactly the flat stack of chopped carbon fibers producing layers of the plateau microstructure for the CCFR-LDUPR sample, which prevented microcracks and microvoids. The flat stack of chopped glass fibers and its irregular distribution made layers of the plateau microstructure and microcracks and microvoids appear together in the resin matrix of the CGFR-LDUPR sample. It is considered that the flat stack of chopped fibers and layers of plateau microstructure were favorable to decompose external forces.
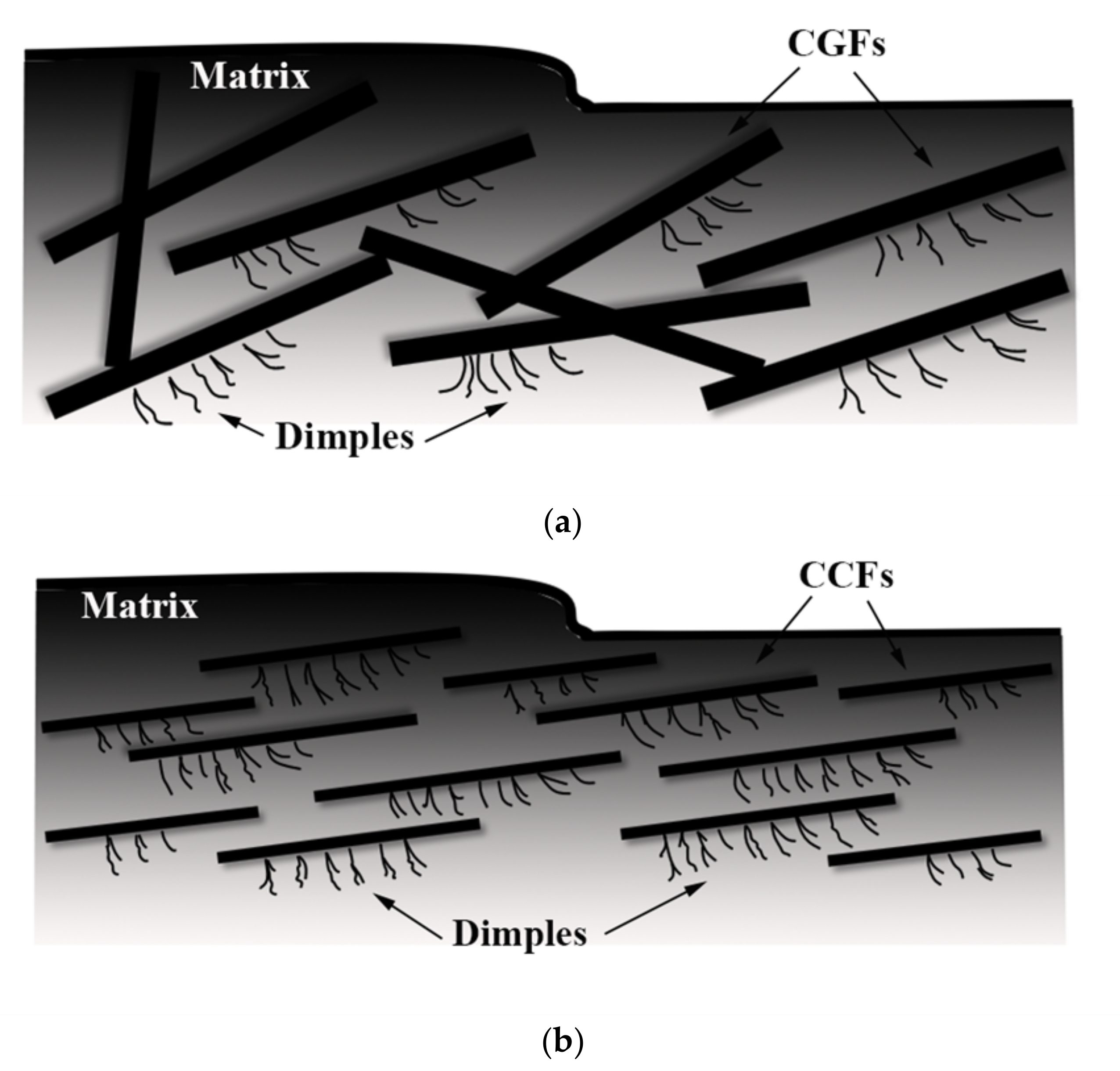
The microstructure of “dimples”, which adheres to chopped carbon fibers or chopped glass fibers, is obvious for both CCFR-LDUPR sample and the CGFR-LDUPR sample shown in
Figure 7e, h. Branches of “dimples” are regular and with fine lines, and the schematic diagrams are illustrated in
Figure 8a, b. However, there are no “dimples” in the resin matrix of the low-density unsaturated polyester resin sample. It is deduced that external forces were decomposed and transmitted along each branch of the “dimples” produced by chopped fibers, resulting in the improvement of mechanic performance of the matrix [
5].
Figure 7c indicates that there are microcracks and microvoids in the rugged matrix of the low-density unsaturated polyester resin sample. However, a feature of “plate microstructure” is obvious in the micrograph of the CCFR-LDUPR sample with the presence of 4.00 phr chopped carbon fibers, where the resin matrix is flat and few microcracks or microvoids exist (see
Figure 7f). This microstructure is different to that of th LDUPR sample. As for the CGFR-LDUPR sample with the presence of 4.00 phr chopped glass fibers, microstructural planeness of the resin matrix is better than that of the low-density unsaturated polyester resin sample, but rougher than that of the 4.00 phr CCFR-LDUPR sample (see
Figure 7i). The microstructure of the CGFR-LDUPR sample, which is in the presence of 4.00 phr chopped glass fibers, has a tendency toward the feature of “plate microstructure” owing to the existence of chopped fibers.
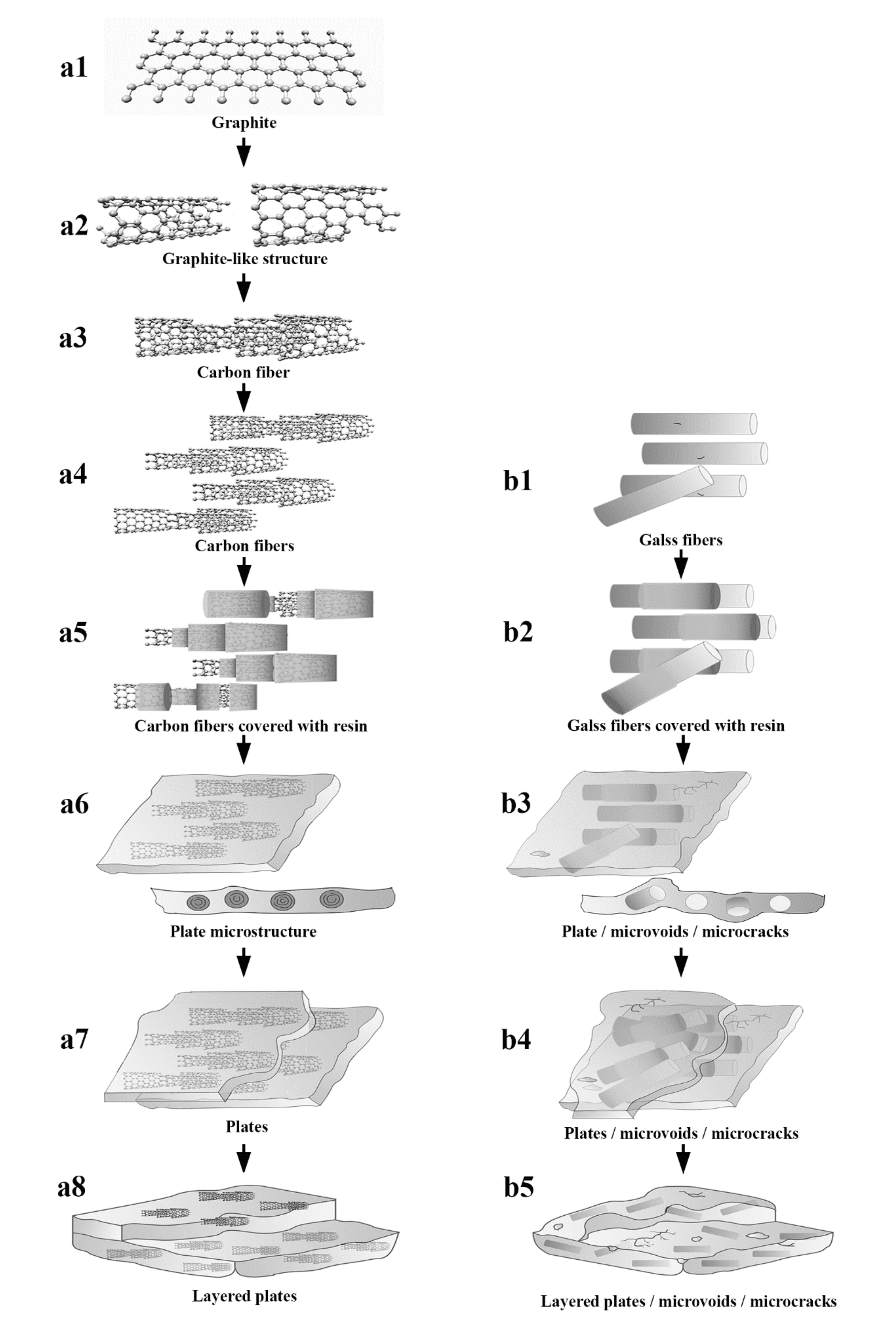
The microstructure of carbon fiber is irregular compared with that of graphite, which is shown in
Figure 9(a1). A graphite-like structure of carbon fiber is similar to that of artificial graphite with layered graphene crystals and is in a disordered pack, which is illustrated in
Figure 9(a2) [
24,
25]. Layers of carbon fiber are in a space of 3.40 ± 0.3 Å, and an irregularly layered graphite-like structure was connected by Van der Waals forces described as
Figure 9(a3,a4) [
26]. After the soaking of unsaturated polyester resin glue, an inner layer and an outer layer of the graphite-like structure of chopped carbon fibers were enwrapped by UPR glue (see
Figure 9(a5)). Meanwhile, chopped carbon fibers were adhered to each other by resin glue.
The surface of chopped glass fibers was smooth but with some flaws (see
Figure 9(b1)). After the soaking of UPR glue, resin glue covered the surface of chopped glass fibers illustrated in
Figure 9(b2).
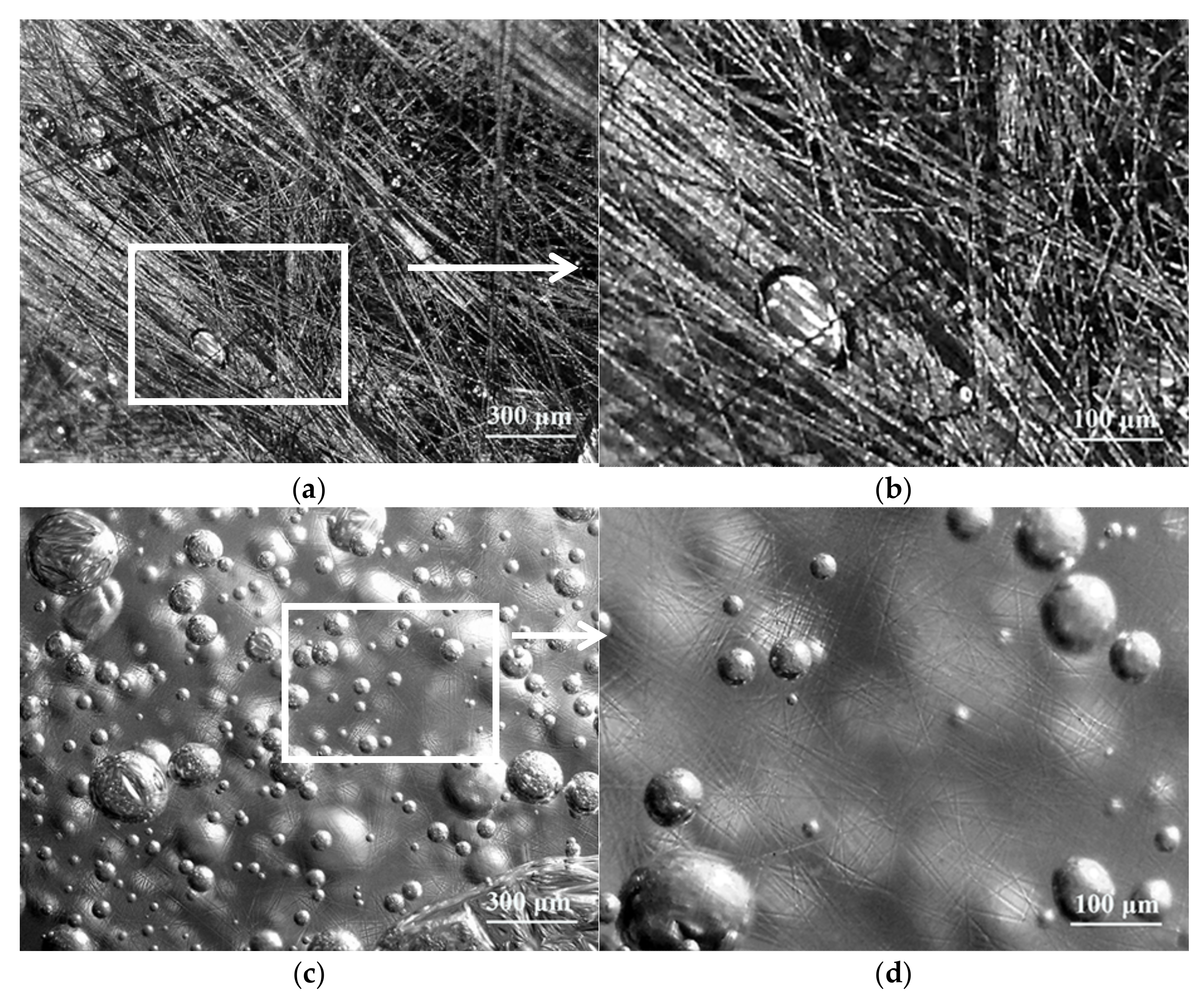
The soakage and encasing of resin for chopped carbon fibers was different to that for chopped glass fibers. In the microstructure, a layered graphite-like structure of carbon fiber was enwrapped in unsaturated polyester resin glue from the surface to the inner layer, until chopped carbon fibers were completely soaked. As a result, irregular graphite-like structure of carbon fiber was covered with a smooth layer of resin glue. The amounts of soaked chopped carbon fiber were adhered to each other by resin glue, which became embryonic in the form of plates shown in
Figure 10a, b. On the other hand, the surface of chopped glass fibers was covered with a smooth layer of resin glue and chopped glass fibers distributed in a random order in resin glue, as shown in
Figure 10c,d.
The density of carbon fiber was 1.8 g/cm
3 and the density of glass fiber was 2.6 g/cm
3, which meant that the density of carbon fiber was lower than that of glass fiber. Furthermore, the diameter of carbon fiber was 7 μm, which was smaller than that of glass fiber in a diameter of 13 μm. Considering the density and the diameter of carbon fiber and glass fiber, and in the case of the same length of 6.0 mm and the same addition of 4.00 phr for both chopped fibers, the filament number of chopped carbon fibers was much more than that of chopped glass fibers, as for unit mass of resin glue. It is proved by the distribution of chopped fibers in
Figure 10b, d, where the filament number of chopped carbon fibers in a length of 6.0 mm is shown in
Figure 11b is much more than that of chopped glass fibers shown in
Figure 10d. Moreover, the filaments of chopped carbon fibers, which was in parallel and in a micro-plate, distribute in the resin glue as
Figure 10b illustrated, while filaments of chopped glass fibers distribute in a random order in resin glue shown as
Figure 10d is illustrated. It is revealed that the obvious distribution difference between filaments of chopped carbon fibers and filaments of chopped glass fibers.
During the later curing process of the CCFR-LDUPR sample, cured resin and soaked chopped carbon fibers, which were in parallel and in a micro-plate, which was a fabricated micro-scale plate illustrated in
Figure 9(a7). Different to the CCFR-LDUPR sample, soaked chopped glass fibers were distributed in a random order in resin glue and it was difficult to form a large number of micro-scale plates. Besides, microcracks and microvoids were easy to form due to the irregular distribution of chopped glass fibers in resin glue. Meanwhile, a few of the micro-scale plates emerged for the CGFR-LDUPR sample. Microcracks and microvoids introduced internal forces in the resin matrix of the CGFR-LDUPR sample, which is shown in
Figure 9(b4). Finally, layered micro-scale plates joined together and formed a specific “plate microstructure” of the CCFR-LDUPR sample, which is indicated in
Figure 9(a8). On the other hand, the microstructure of the CGFR-LDUPR sample consisted of a small amount of “plate microstructure”, microcracks, and microvoids shown in
Figure 9(b5).
With the magnification of 3000×, there are microcracks and microvoids in the matrix of the low-density unsaturated polyester resin sample (
Figure 7c), which is regarded as a “body defect” for this kind of composite material microstructure. It is deduced that the “body defect” of a sample matrix was adverse to bear the external force because microcracks might diffuse and microvoids might break under the action of an external force, resulting in a decrease in mechanical properties.
However, a feature of the “plate microstructure” is the micrograph specialty of the CCFR-LDUPR sample with the presence of 4.00 phr chopped carbon fibers without microcracks and microvoids (
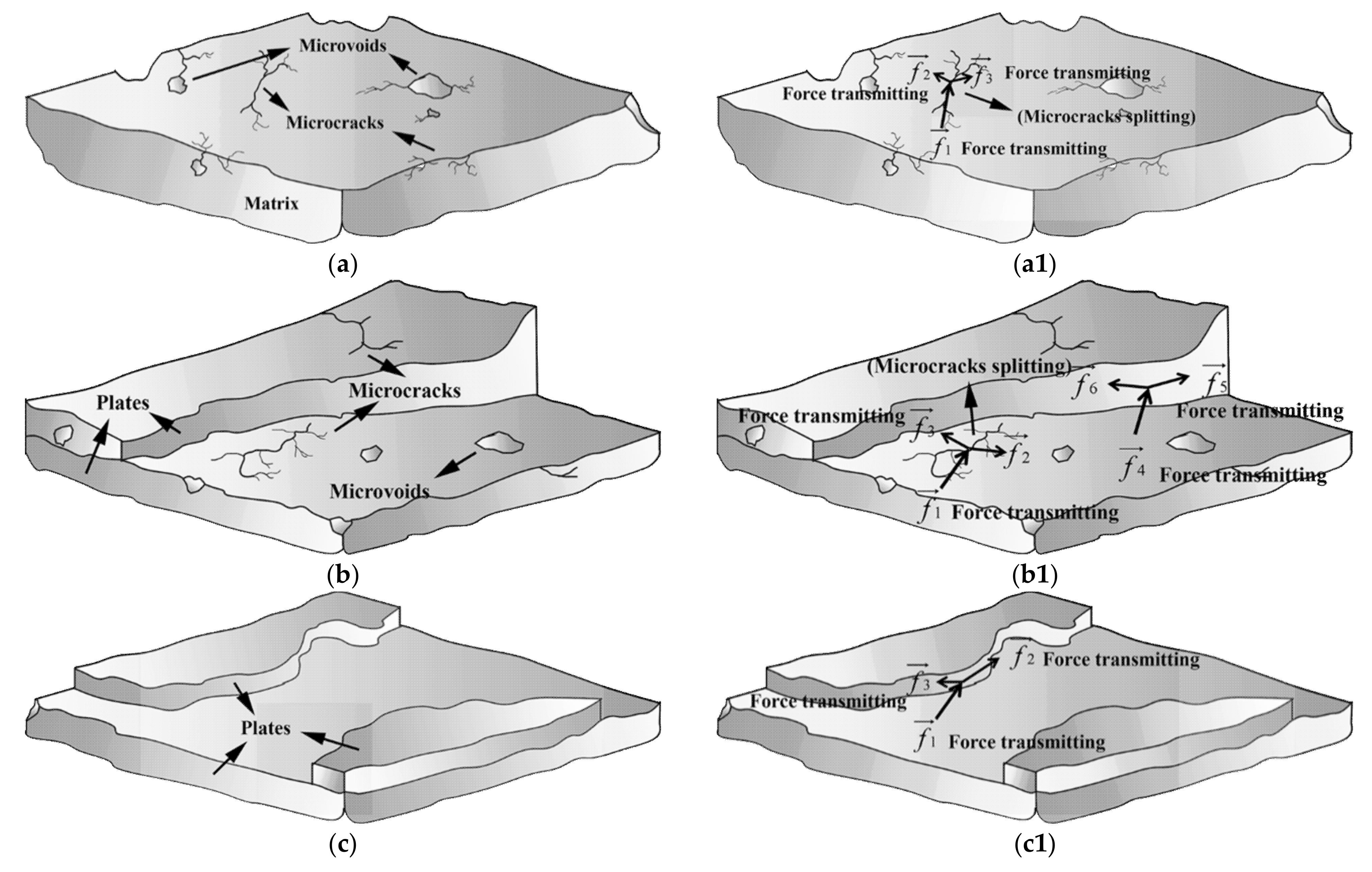
Figure 7f). “Plate microstructure” packs up layer by layer but not in one piece as for the microstructure of the matrix. This specific microstructure is regarded as a “surface defect” of composite material. The microstructure schematic diagrams of three kinds of matrix are illustrated in
Figure 11a–c, and the external force transmitting in three kinds of matrix are illustrated in
Figure 11(a1–c1). It is deduced that chopped carbon fibers combined firmly with the resin matrix and prevented the cracks of the resin matrix, resulting in the formation of “plate microstructure” for the resin matrix. Thin carbon fiber in a diameter of about 7 μm was further favorable to prevent the crack of resin matrix [
27,
28]. It is considered that the “surface defect” of the sample matrix was favorable to bear the external force because the “plate microstructure” could carry out an external force as a whole and resolve the external force one plate by one plate (see
Figure 11(c1)). Since there were no internal microcracks or microvoids, no microcracks diffuse and no microvoids break under the action of an external force. Therefore, the mechanical properties of the sample were improved in the case of “surface defect”.
“Surface defect” and “body defect” co-exist in the microstructure of the 4.00 phr CGFR-LDUPR sample, where “plate microstructure”, microcracks, and microvoids are visible in
Figure 7i. It is deduced that mechanical properties of the sample were better than those of the LDUPR sample but poorer than those of the 4.00 phr CCFR-LDUPR sample. Consequently, the “body defect” formed in the resin matrix of low-density unsaturated polyester resin with no chopped fibers, “surface defect” and “body defect” co-existed in the presence of chopped glass fiber, while chopped carbon fiber produced a particular “surface defect” microstructure of composite material. Different defects resulted in different composite materials performing different mechanical properties.
Chopped carbon fiber caused a particular “surface defect” microstructure in the resin matrix, and a different content of chopped carbon fibers had different effects on the microstructural change of the CCFR-LDUPR samples.
Micrographs of the CCFR-LDUPR samples in the presence of 1.00 phr chopped carbon fibers, 3.00 phr chopped carbon fibers, and of 5.00 phr chopped carbon fibers are represented in
Figure 12. With the addition of 1.00 phr chopped carbon fibers or 3.00 phr chopped carbon fibers, the diameter of the bubble is mainly about 600 mm. Combining
Figure 7 and
Figure 12, it can be found that as the content of chopped carbon fibers reaches up to 4.00 phr and 5.00 phr, the coexistence of bubbles in diameter ranges from 400 to 600 mm occurred in CCFR-LDUPR samples (see
Figure 12a,d,g). It is indicated that a low content of chopped carbon fibers had little effect on the formation of bubbles, while a higher content of chopped carbon fibers (more than 4.00 phr) restricted the space of bubbles foaming. Under this condition, bubbles became smaller, linked bubbles formed and larger bubbles, together with smaller bubbles, coexisted, which is visible in the 5.00 phr CCFR-LDUPR sample (see
Figure 12g).
At a magnification of 500×, it can be found that, as the content of chopped carbon fibers increases from 1.00 to 5.00 phr, chopped carbon fibers in the resin matrix gradually change from a sparse distribution to a flat stack. Moreover, with the increase of chopped carbon fibers content, the amounts of “dimples” attaching to chopped carbon fibers in the CCFR-LDUPR sample matrix increase and they are regular with fine lines (see
Figure 12b,e). As the chopped carbon fiber content reaches up to 5.00 phr, the amounts of “dimples” in the CCFR-LDUPR sample matrix decreases (see
Figure 12h). The flat stack of chopped carbon fibers with the addition of 4.00 and 5.00 phr promoted the formation of a “plate microstructure” for the CCFR-LDUPR sample. With the presence of 4.00 phr chopped carbon fibers, “plate microstructure” is the most obvious and this result coincides with the optimal flat stack of chopped carbon fibers distribution in
Figure 7e. However, with the presence of 5.00 phr, chopped carbon fibers were unevenly packed and resulted in the appearance of a rolling “plate microstructure”.
As the content of chopped carbon fibers increased from 1.00 to 5.00 phr, the feature of “plate microstructure” of the matrix gradually becomes obvious (see
Figure 12c,f,g), while the compressive strength of the corresponding CCFR-LDUPR sample is 19.71 ± 0.68 MPa and 25.82 ± 0.74 MPa, respectively. Combined with the micrograph of
Figure 7f, the feature of “plate microstructure” of the matrix is the most significant, as the chopped carbon fiber content reaches up to 4.00 phr. In this case, the CCFR-LDUPR sample with the presence of 4.00 phr chopped carbon fibers presented the highest value of
P, which was 31.24 ± 0.47 MPa, and the corresponding
Ps was 53.56 ± 0.83 MPa·g
−1·cm
3.
It is confirmed that the specific “dimples”, “plate microstructure” and “surface defect” is essential for chopped carbon fibers to reinforce the mechanical properties of CCFR-LDUPR composite samples in light of the above analysis, which is rather different from the low-density unsaturated polyester resin sample and the CGFR-LDUPR composite sample.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}