In Situ and Ex Situ Characterization of the Microstructure Formation in Ni-Cr-Si Alloys during Rapid Solidification—Toward Alloy Design for Laser Additive Manufacturing

 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
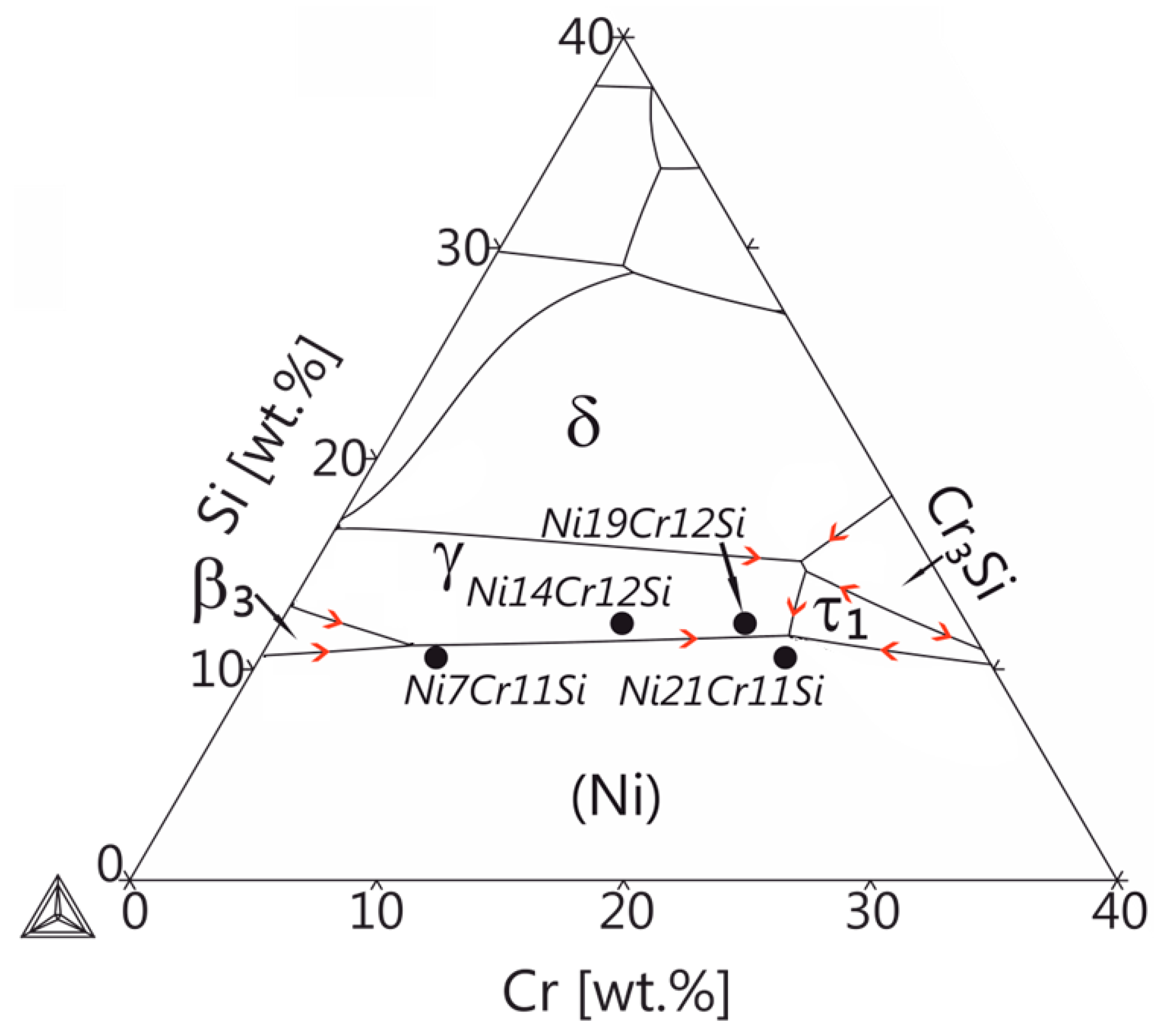
2.1. Alloy Selection
- The alloys need to solidify with a (near-)eutectic microstructure, preferably with a fine lamellar rather than large, blocky phases to enhance the mechanical properties
- A sufficiently high amount of Cr for improved corrosion resistance
- A sufficiently high amount of Si for the formation of hard and wear-resistant silicides
2.2. Sample Preparation
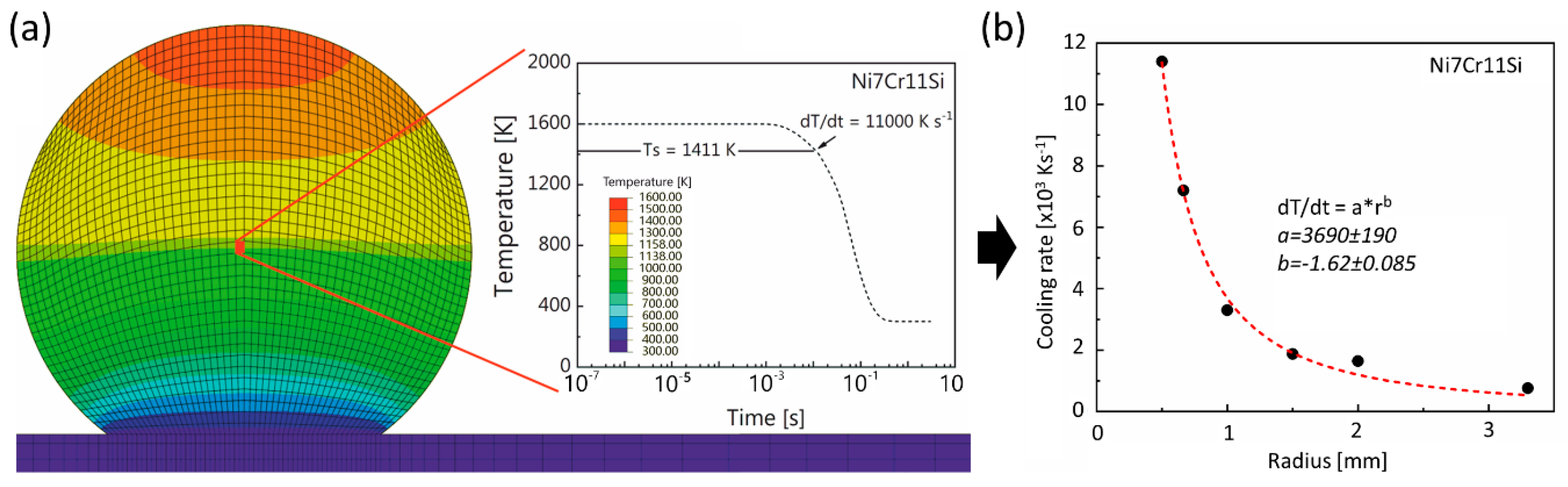
2.3. FE Simulations of Temperature Evolution during Rapid Cooling
2.4. In Situ Characterization of Rapid Phase Transformations by Synchrotron X-ray Micro-Diffraction
2.5. Ex Situ Rapid Solidification Experiments and Post Mortem Characterization
2.6. Laser Deposition Experiments
3. Results and Discussion
3.1. Microstructure Characterization
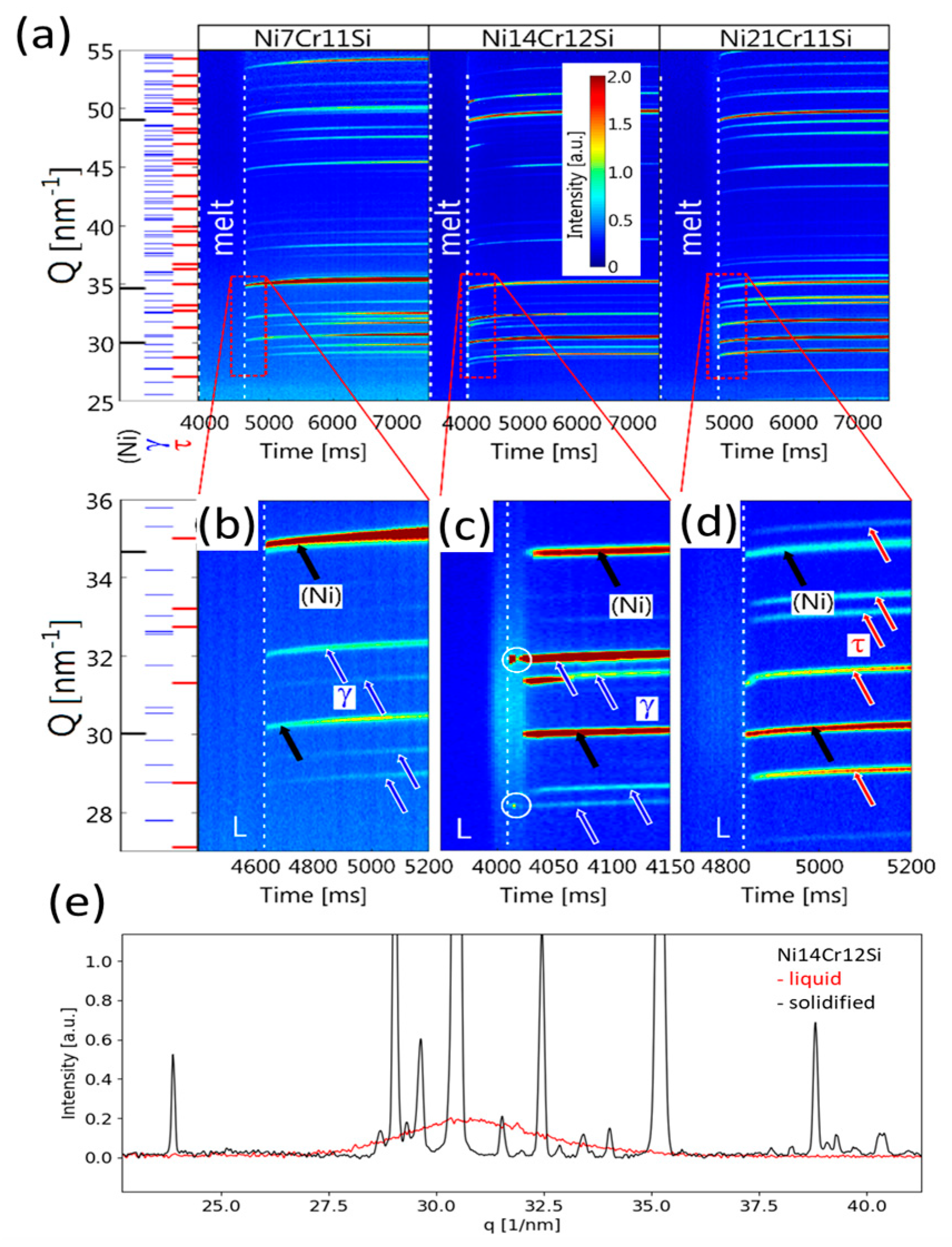
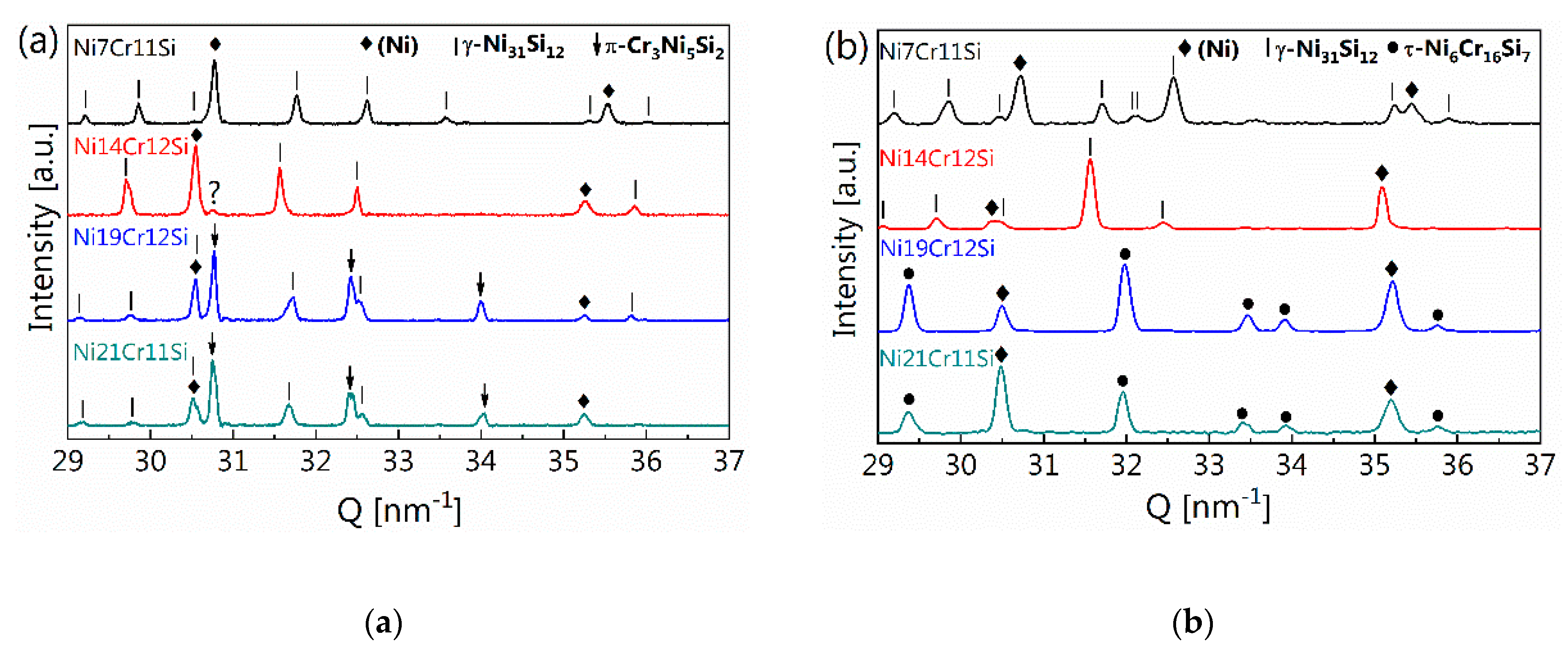
3.1.1. Phase Transformations during Rapid Cooling
3.1.2. Microstructure Formation during Rapid Heat Extraction from X-ray Analysis
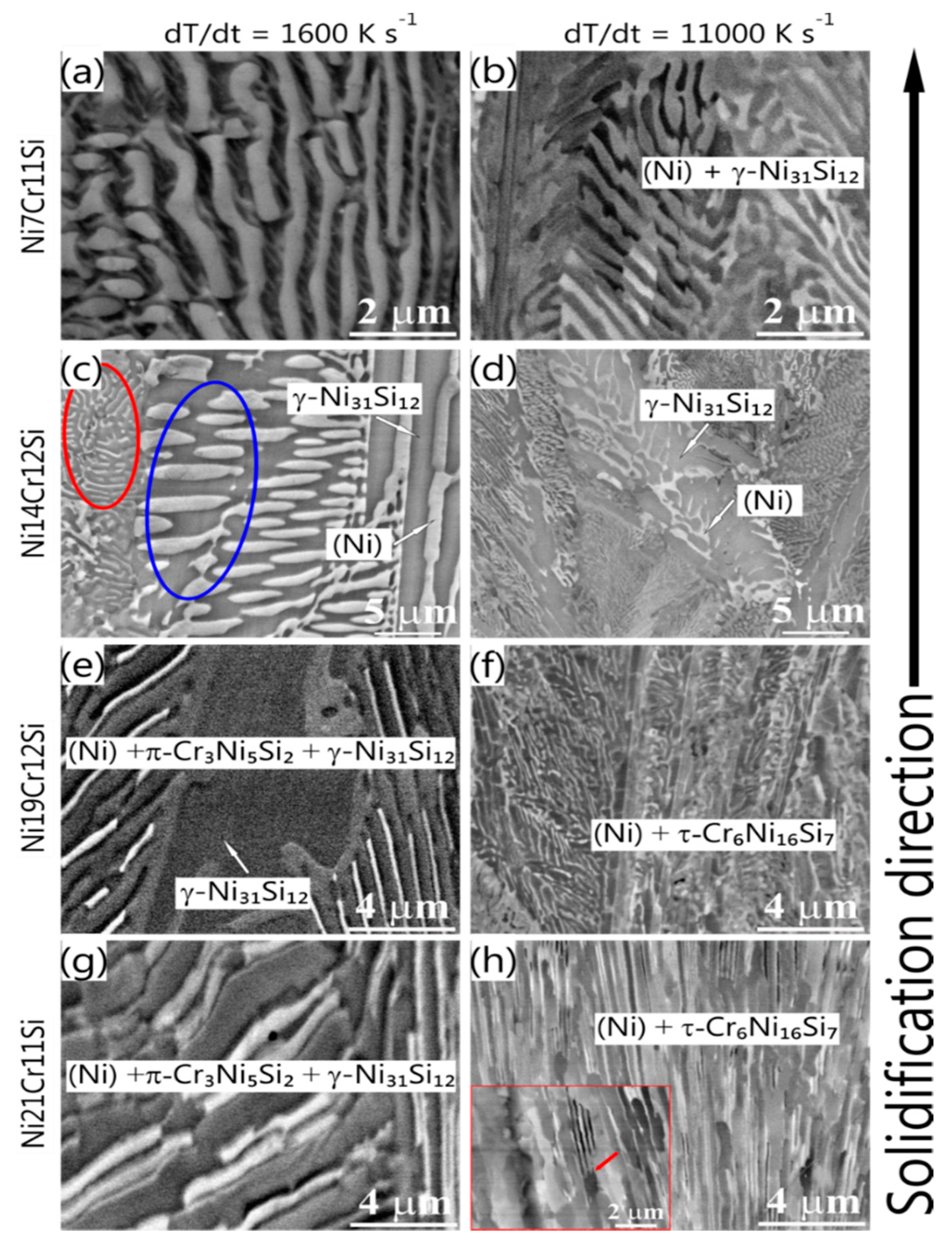
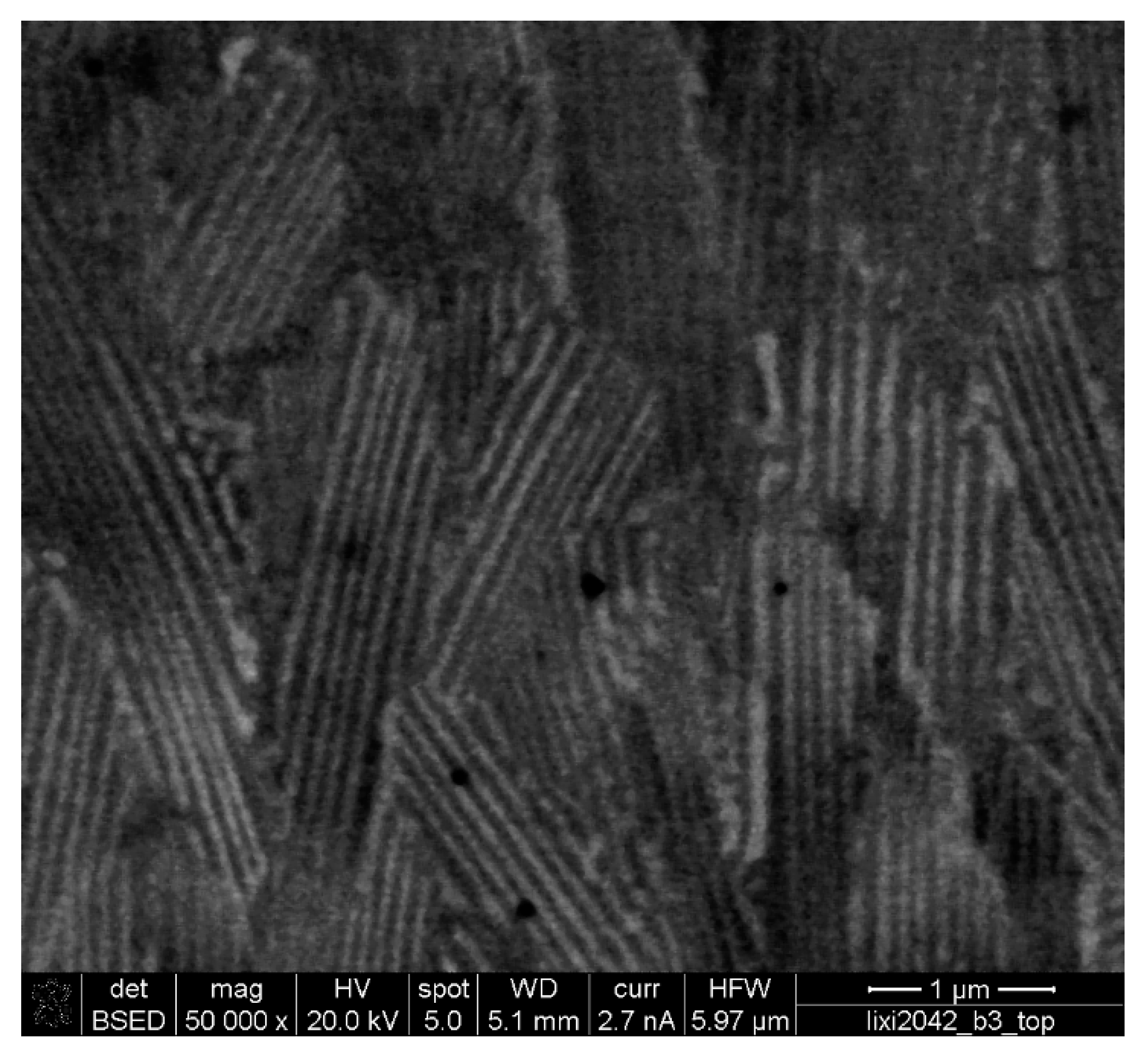
3.1.3. Microstructure Characterization Using SEM
3.2. Microstructural Comparison of Commercially Used Ni21Cr11Si after Laser Deposition
4. Discussion
5. Conclusions
- A small batch investigation using the liquid droplet technique shows a promising route to investigate new alloys for AM technologies.
- It has been successfully demonstrated that the microstructure of the laser coating can be estimated by the arc melted rapid solidification experiments. Therefore, it allows pre-selection of alloys suitable for various laser beam-based processes with differences in cooling rates. Here, a broad spectrum of cooling rates was presented e.g., between 1600 K s−1 to 111,000 K s−1.
- During rapid cooling, the microstructure mainly consists of anomalous eutectic structures. The cooperative growth mechanism is disrupted by decoupled growth of the present phases which leads to a change in lamellar width and growth of one phase into the melt.
- The phase transformation pathways occurring during rapid solidification were investigated for high cooling rates in the range of 103–104 K s−1 for Ni19Cr12Si and Ni21Cr11Si alloys. Here an increase in cooling rate results in the presence of the metastable τ-Cr6Ni16Si7 phase rather than π-Cr3Ni5Si2 + γ-Ni31Si12.
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Li, Q.; Zhang, D.; Lei, T.; Chen, C.; Chen, W. Comparison of Laser-clad and Furnace-melted Ni-based Alloy Microstructures. Surf. Coat. Technol. 2001, 137, 122–135. [Google Scholar] [CrossRef]
- Hofmeister, W.; Griffith, M. Solidification in Direct Metal Deposition by LENS Processing. JOM 2011, 53, 30–34. [Google Scholar] [CrossRef]
- Scipioni, B.U.; Guss, G.; Wu, S.; Matthews, M.J.; Schoenung, J.M. In-situ Characterization of Laser-powder Interaction and Cooling Rates through High-speed Imaging of Powder Bed Fusion Additive Manufacturing. Mater. Des. 2017, 135, 385–396. [Google Scholar] [CrossRef]
- Hooper, P.A. Melt Pool Temperature and Cooling Rates In Laser Powder Bed Fusion. Addit. Manuf. 2018, 22, 548–559. [Google Scholar] [CrossRef]
- Kurz, W. Solidification Microstructure-Processing Maps: Theory and Application. Adv. Eng. Mater. 2001, 3, 443–452. [Google Scholar] [CrossRef]
- Collins, L.E. Overview of Rapid Solidification Technology. Can. Metall. Q. 1986, 25, 59–72. [Google Scholar] [CrossRef]
- Sames, W.J.; List, F.A.; Pannala, S.; Dehoff, R.R.; Babu, S.S. The Metallurgy and Processing Science of Metal Additive Manufacturing. Int. Mater. Rev. 2016, 61, 315–360. [Google Scholar] [CrossRef]
- Zweiacker, K.W.; Liu, C.; Gordillo, M.A.; McKeown, J.T.; Campbell, G.H.; Wiezorek, J.M.K. Composition and Automated Crystal Orientation Mapping of Rapid Solidification Products in Hypoeutectic Al-4 At.%Cu Alloys. Acta Mater. 2018, 145, 71–83. [Google Scholar] [CrossRef]
- Kenel, C.; Leinenbach, C. Influence of Cooling Rate On Microstructure Formation during Rapid Solidification of Binary Tial Alloys. J. Alloys Compd. 2015, 637, 242–247. [Google Scholar] [CrossRef]
- Kenel, C.; Leinenbach, C. Influence of Nb And Mo on Microstructure Formation of Rapidly Solidified Ternary Ti–Al-(Nb, Mo) Alloys. Intermetallics 2016, 69, 82–89. [Google Scholar] [CrossRef]
- Li, X.; Ivas, T.; Spierings, A.B.; Wegener, K.; Leinenbach, C. Phase and Microstructure Formation in Rapidly Solidified Cu-Sn and Cu-Sn-Ti Alloys. J. Alloys Compd. 2018, 735, 1374–1382. [Google Scholar] [CrossRef]
- Kenel, C.; Grolimund, D.; Li, X.; Panepucci, E.; Samson, V.A.; Sanchez, D.F.; Marone, F.; Leinenbach, C. In Situ Investigation of Phase Transformations in Ti-6Al-4V under Additive Manufacturing Conditions Combining Laser Melting and High-Speed Micro-X-Ray Diffraction. Sci. Rep. 2017, 7, 16358. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, X.; Lin, M.; Yang, S.; Ruan, J.; Wang, C. Experimental Investigation of Phase Equilibria in the Ni-Cr-Si Ternary System. J. Phase Equilibria Diffus. 2014, 35, 334–342. [Google Scholar] [CrossRef]
- Tianxiang, Z.; Yundong, L.; Zhi, Z.; Yaoxiao, Z. Alloying Behavior of Ni3Si and the 900 °C Isotherms of Several Ni-Si-X Systems at Ni-Rich Corner. MRS Online Proc. Libr. Arch. 1990, 213, 137–142. [Google Scholar] [CrossRef]
- Gupta, K.P. The Cr-Ni-Si (Chromium-Nickel-Silicon) System. J. Phase Equilibria Diffus. 2006, 27, 523–528. [Google Scholar] [CrossRef]
- Ghosh, G. Cr-Ni-Si (Chromium-Nickel-Silicon). In Non-Ferrous Metal Systems; Part 3; Springer: Berlin, Germany. [CrossRef]
- Wang, P.-Z.; Qu, J.-X.; Shao, H.-S. Cemented Carbide Reinforced Nickel-based Alloy Coating by Laser Cladding and the Wear Characteristics. Mater. Des. 1996, 17, 289–296. [Google Scholar] [CrossRef]
- Yang, Z.; Zhang, M.; Zhang, Z.; Liu, A.; Yang, R.; Liu, S. A Study on Diamond Grinding Wheels with Regular Grain Distribution Using Additive Manufacturing (AM) Technology. Mater. Des. 2016, 104, 292–297. [Google Scholar] [CrossRef]
- Hemmati, I.; Ocelík, V.; De Hosson, J.T.M. Effects of the Alloy Composition on Phase Constitution and Properties of Laser Deposited Ni-Cr-B-Si Coatings. Phys. Procedia 2013, 41, 302–311. [Google Scholar] [CrossRef] [Green Version]
- Hemmati, I.; Huizenga, R.M.; Ocelík, V.; De Hosson, J.T.M. Microstructural Design of Hardfacing Ni–Cr–B–Si–C alloys. Acta Mater. 2013, 61, 6061–6070. [Google Scholar] [CrossRef] [Green Version]
- Hemmati, I.; Ocelík, V.; De Hosson, J.T.M. Dilution Effects in Laser Cladding of Ni–Cr–B–Si–C Hardfacing Alloys. Mater. Lett. 2012, 84, 69–72. [Google Scholar] [CrossRef]
- Kwok, C.T.; Man, H.C.; Cheng, F.T. Cavitation Erosion–Corrosion Behaviour of Laser Surface Alloyed AISI 1050 Mild Steel Using Nicrsib. Mater. Sci. Eng. A 2001, 303, 250–261. [Google Scholar] [CrossRef]
- Chattopadhyay, A.K.; Chollet, L.; Hintermann, H.E. Induction Brazing of Diamond with Ni-Cr Hardfacing Alloy under Argon Atmosphere. Surf. Coat. Technol. 1991, 45, 293–298. [Google Scholar] [CrossRef]
- Zhang, P.; Li, M.; Yu, Z. Microstructures Evolution and Micromechanics Features of Ni-Cr-Si Coatings Deposited on Copper by Laser Cladding. Materials 2018, 11, 875. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Knorovsky, G.A.; Cieslak, M.J.; Headley, T.J.; Romig, A.D.; Hammetter, W.F. INCONEL 718: A Solidification Diagram. Metall. Trans. A 1989, 20, 2149–2158. [Google Scholar] [CrossRef]
- Aucott, L.; Huang, D.; Dong, H.B.; Wen, S.W.; Marsden, J.; Rack, A.; Cocks, A.C.F. A Three-Stage Mechanistic Model for Solidification Cracking During Welding of Steel. Metall. Mater. Trans. A 2018, 49, 1674–1682. [Google Scholar] [CrossRef] [Green Version]
- Schaefers, K.; Rösner-Kuhn, M.; Frohberg, M.G. Concentration Dependence of the Spectral Emissivity of Liquid Binary Metallic Alloys. Int. J. Thermophys. 1995, 16, 997–1007. [Google Scholar] [CrossRef]
- Endo, R.; Shima, M.; Susa, M. Thermal-Conductivity Measurements and Predictions for Ni–Cr Solid Solution Alloys. Int. J. Thermophys. 2010, 31, 1991–2003. [Google Scholar] [CrossRef]
- Mukai, K.; Xiao, F. Density of Ni-Cr Alloy in Liquid and Solid-Liquid Coexistence States. Mater. Trans. 2002, 43, 1153–1160. [Google Scholar] [CrossRef] [Green Version]
- Jian, Z.; Kuribayashi, K.; Jie, W. Solid-liquid Interface Energy of Metals at Melting Point and Undercooled State. Mater. Trans. 2002, 43, 721–726. [Google Scholar] [CrossRef] [Green Version]
- Kenel, C.; Grolimund, D.; Fife, J.L.; Samson, V.A.; Van Petegem, S.; Van Swygenhoven, H.; Leinenbach, C. Combined In Situ Synchrotron Micro X-Ray Diffraction and High-Speed Imaging on Rapidly Heated and Solidified Ti–48Al under Additive Manufacturing Conditions. Scr. Mater. 2016, 114, 117–120. [Google Scholar] [CrossRef]
- Datye, V.; Langer, J.S. Stability of Thin Lamellar Eutectic Growth. Phys. Rev. B 1981, 24, 4155–4169. [Google Scholar] [CrossRef]
- Wei, B.; Herlach, D.M.; Feuerbacher, B.; Sommer, F. Dendritic and Eutectic Solidification of Undercooled CoSb Alloys. Acta Metall. Mater. 1993, 41, 1801–1809. [Google Scholar] [CrossRef]
- Goetzinger, R.; Barth, M.; Herlach, D.M. Mechanism of Formation of the Anomalous Eutectic Structure in Rapidly Solidified Ni–Si, Co–Sb And Ni–Al–Ti Alloys. Acta Mater. 1998, 46, 1647–1655. [Google Scholar] [CrossRef]
- Goetzinger, R.; Barth, M.; Herlach, D.M. Growth of Lamellar Eutectic Dendrites in Undercooled Melts. J. Appl. Phys. 1998, 84, 1643–1649. [Google Scholar] [CrossRef]
- Schuster, J.C.; Du, Y. Experimental Investigation and Thermodynamic Modeling of the Cr-Ni-Si System. Metall. Mater. Trans. A 2000, 31, 1795–1803. [Google Scholar] [CrossRef]
- Bingbo, W.; Gencang, Y.; Yaohe, Z. High Undercooling and Rapid Solidification of Ni32.5% Sn Eutectic Alloy. Acta Metall. Mater. 1991, 39, 1249–1258. [Google Scholar] [CrossRef]
- Boettinger, W.J.; Aziz, M.J. Theory for the Trapping of Disorder and Solute in Intermetallic Phases by Rapid Solidification. Acta Metall. 1989, 37, 3379–3391. [Google Scholar] [CrossRef]
- Li, M.; Kuribayashi, K. Nucleation-Controlled Microstructures and Anomalous Eutectic Formation in Undercooled Co-Sn and Ni-Si Eutectic Melts. Metall. Mater. Trans. A 2003, 34, 2999–3008. [Google Scholar] [CrossRef]
- Danilov, D.; Nestler, B. Dendritic to Globular Morphology Transition in Ternary Alloy Solidification. Phys. Rev. Lett. 2004, 93, 215501. [Google Scholar] [CrossRef] [Green Version]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | TS (K) | TL (K) | Heat of Fusion (J g−1) |
|---|---|---|---|
| Ni7Cr11Si | 1411 | 1431 | 156.8 |
| Ni14Cr12Si | 1364 | 1422 | 161.0 |
| Ni19Cr12Si | 1364 | 1394 | 176.9 |
| Ni21Cr11Si | 1365 | 1380 | 161.9 |
| Alloys | r = 2 mm (1600 K s−1) | r = 0.5 mm (11,000 K s−1) | Scheil Simulation |
|---|---|---|---|
| Ni7Cr11Si | (Ni) + γ-Ni31Si12 | (Ni) + γ-Ni31Si12 | |
| Ni14Cr12Si | (Ni) + γ-Ni31Si12 | (Ni) + γ-Ni31Si12 + τ1-Cr2Ni2Si1 | |
| Ni19Cr12Si | (Ni) + γ-Ni31Si12 + π-Cr3Ni5Si2 | (Ni) + τ-Cr6Ni16Si7 | |
| Ni21Cr11Si | |||
| Alloys | Observed Phase Sequence | Predicted Phase Sequence (Scheil) |
|---|---|---|
| Ni7Cr11Si | L → (Ni) + γ-Ni31Si12 | L → (Ni) → (Ni) + γ-Ni31Si12 |
| Ni14Cr12Si | L → γ-Ni31Si12 (P) → γ-Ni31Si12 (P) + (Ni) + γ-Ni31Si12 (U) | L → γ-Ni31Si12 → γ-Ni31Si12 + (Ni) → γ-Ni31Si12 (P) + (Ni) + τ1-Cr2Ni2Si1 |
| Ni19Cr12Si | L → (Ni) + τ-Cr6Ni16Si7 | L → γ-Ni31Si12 → γ-Ni31Si12 + (Ni) → γ-Ni31Si12 + (Ni) + τ1-Cr2Ni2Si1 |
| Ni21Cr11Si | L → (Ni) + τ-Cr6Ni16Si7 | L → (Ni) → (Ni) + γ-Ni31Si12 → γ-Ni31Si12 + (Ni) + τ1-Cr2Ni2Si1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Zweiacker, K.; Grolimund, D.; Ferreira Sanchez, D.; Spierings, A.B.; Leinenbach, C.; Wegener, K. In Situ and Ex Situ Characterization of the Microstructure Formation in Ni-Cr-Si Alloys during Rapid Solidification—Toward Alloy Design for Laser Additive Manufacturing. Materials 2020, 13, 2192. https://doi.org/10.3390/ma13092192
Li X, Zweiacker K, Grolimund D, Ferreira Sanchez D, Spierings AB, Leinenbach C, Wegener K. In Situ and Ex Situ Characterization of the Microstructure Formation in Ni-Cr-Si Alloys during Rapid Solidification—Toward Alloy Design for Laser Additive Manufacturing. Materials. 2020; 13(9):2192. https://doi.org/10.3390/ma13092192
Chicago/Turabian StyleLi, Xiaoshuang, Kai Zweiacker, Daniel Grolimund, Dario Ferreira Sanchez, Adriaan B. Spierings, Christian Leinenbach, and Konrad Wegener. 2020. "In Situ and Ex Situ Characterization of the Microstructure Formation in Ni-Cr-Si Alloys during Rapid Solidification—Toward Alloy Design for Laser Additive Manufacturing" Materials 13, no. 9: 2192. https://doi.org/10.3390/ma13092192