
Preparation of Co-Processed Excipients for Controlled-Release of Drugs Assembled with Solid Lipid Nanoparticles and Direct Compression Materials

 , , ,
, , , 
Abstract
:1. Introduction
2. Results and Discussion
2.1. Particle Size of the SLN
2.2. Particle Size Analysis of the Co-Processed Excipients
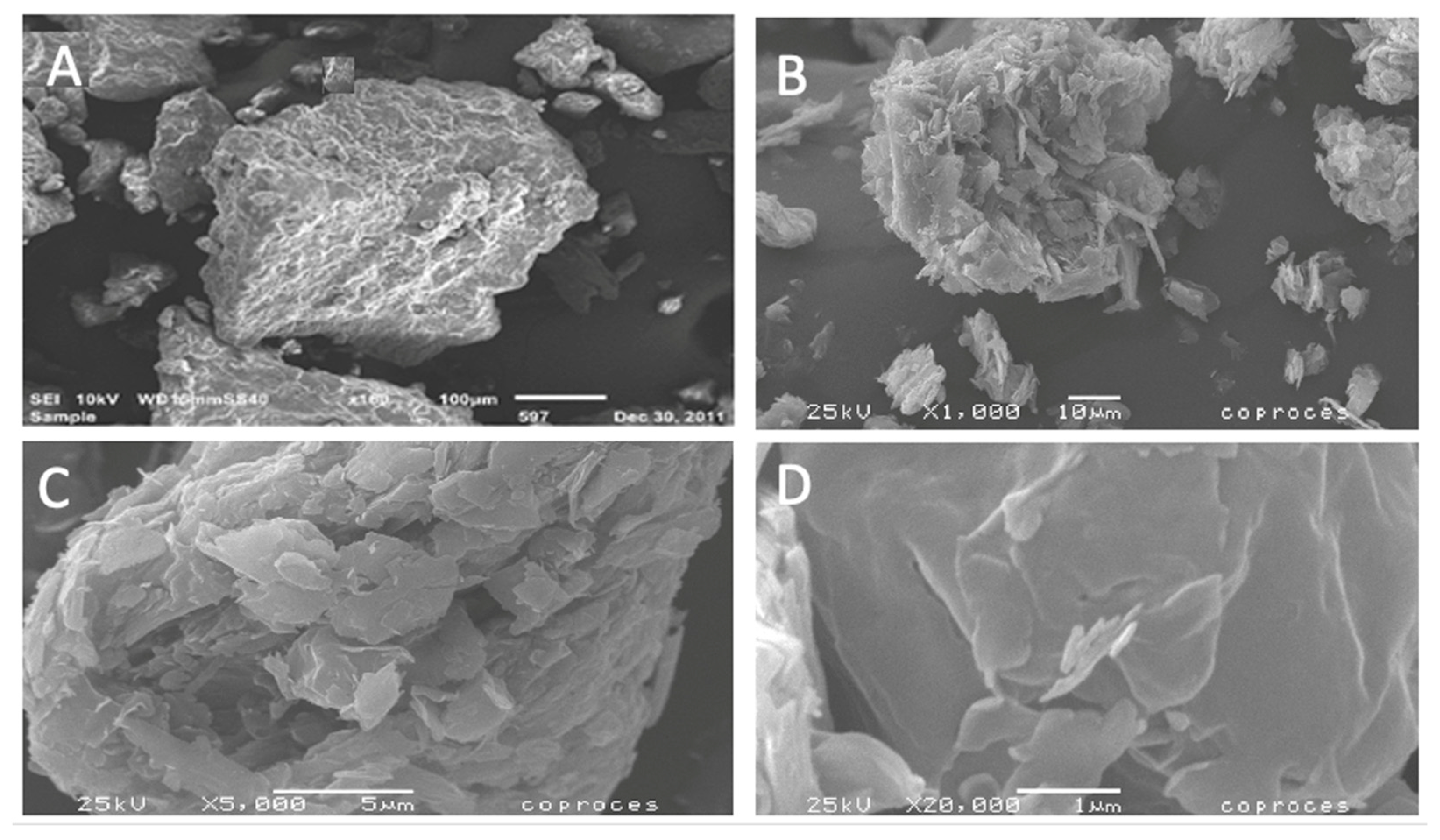
2.3. Microscopy Electron Scanning
2.4. Rheology Powders of the Co-Processed Excipients
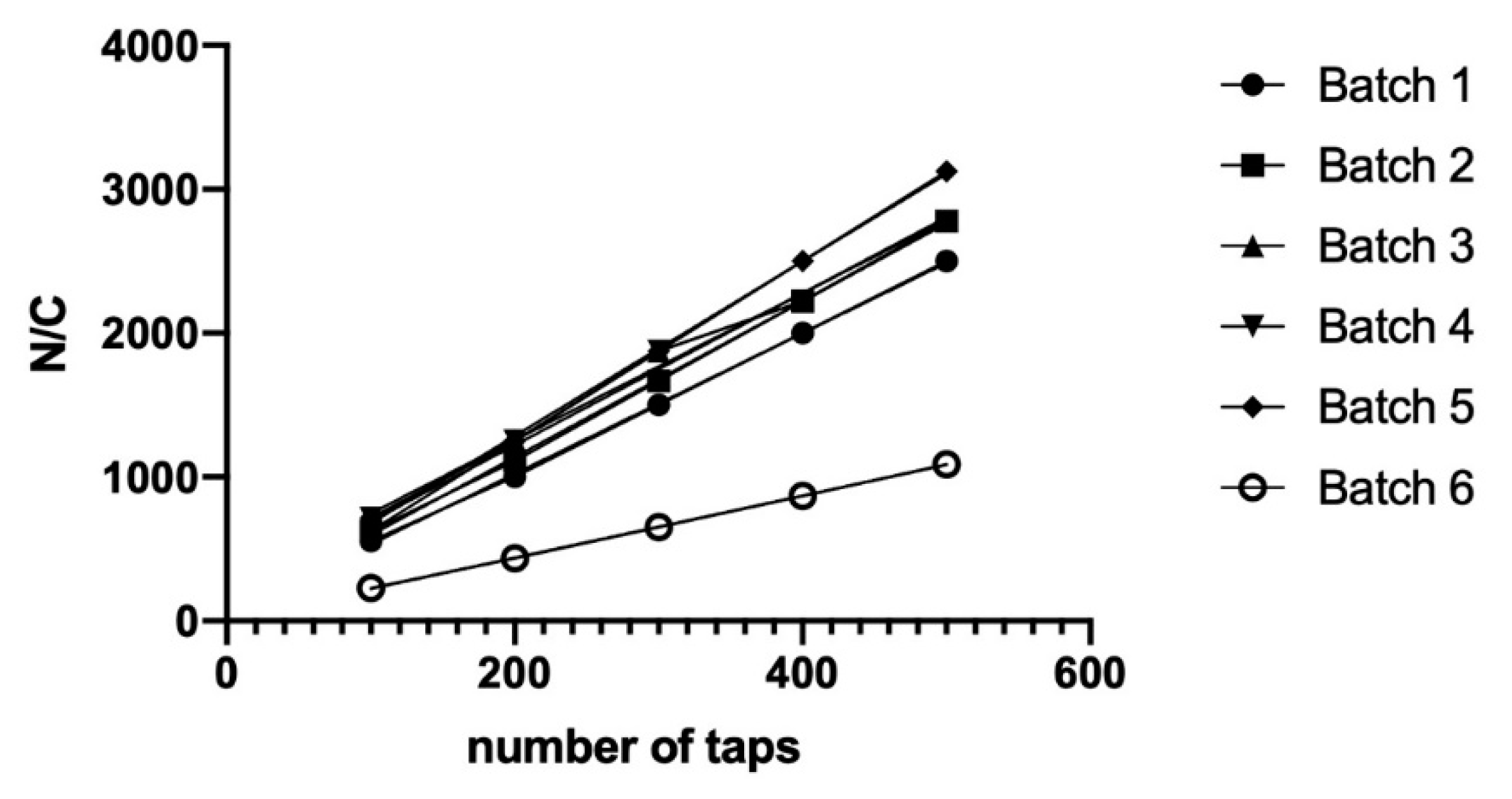
2.5. Packing and Cohesive Properties
2.6. Evaluation of the Compressibility Behavior of the Co-Processed Excipients
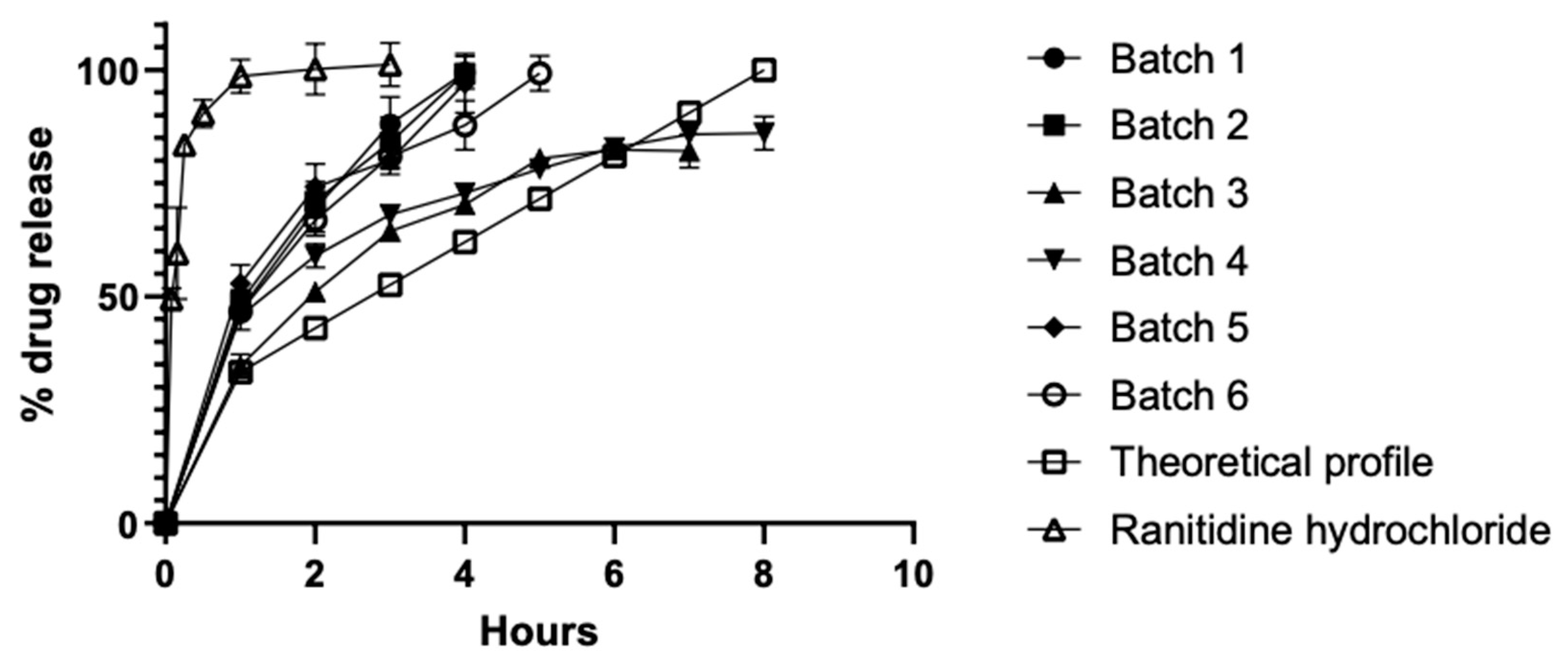
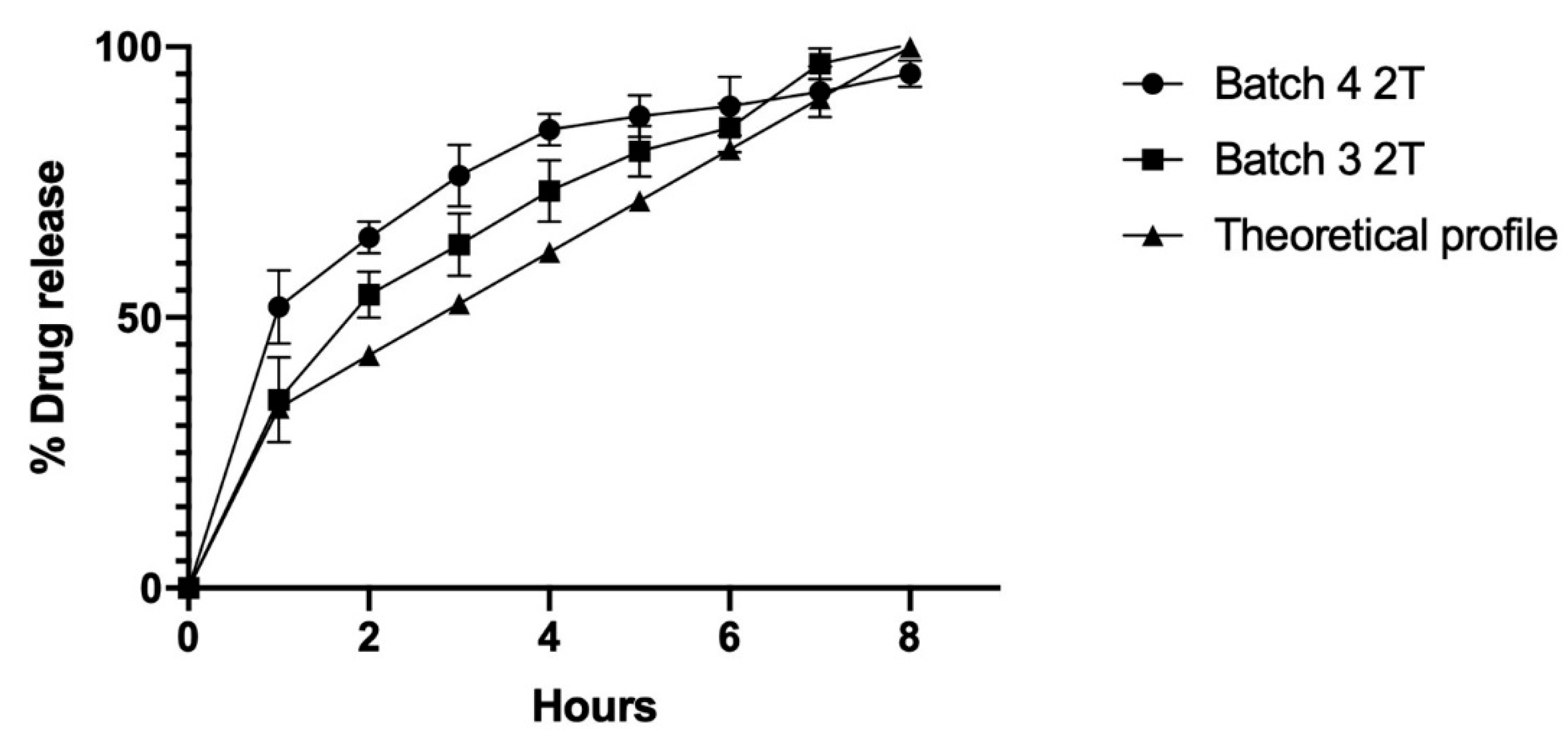
2.7. Dissolution Studies
3. Materials and Methods
3.1. Materials
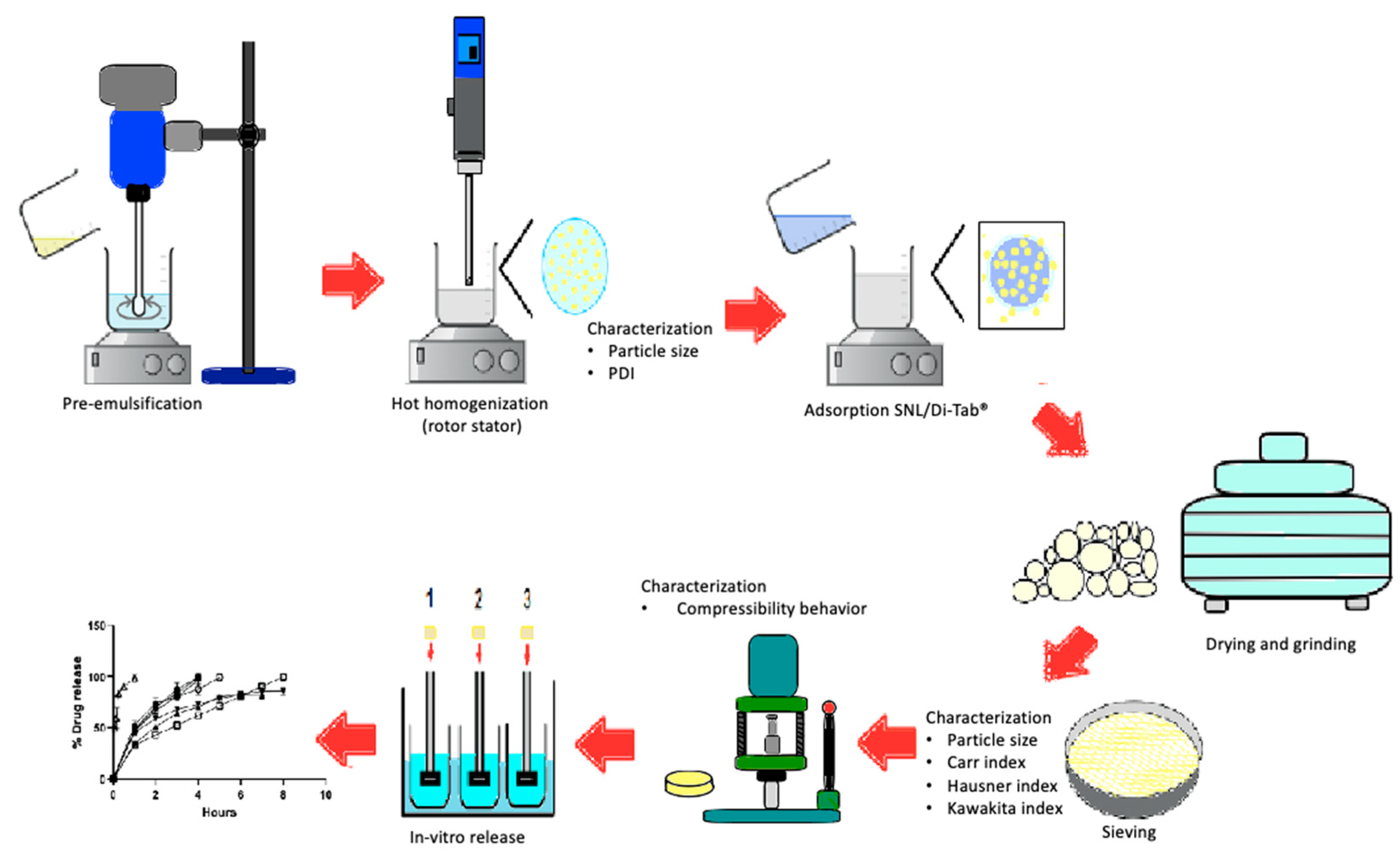
3.2. General Description
3.3. Preparation of Solid Nanoparticles of Compritol® 888 ATO
3.4. Particle Size Analysis
3.5. Preparation of the Co-Processed Excipients Based on SLN Compritol® 888 ATO/Di-Tab®
3.6. Particle Size Analysis of the Co-Processed Excipients
3.7. Microscopy Electron Scanning
3.8. Rheology of the Powders
3.8.1. Angle of Repose
3.8.2. Density, Carr, and Hausner Indexes
3.8.3. Determination of Packing and Cohesive Properties
3.9. Evaluation of the Compressibility Behavior of the Co-Processed Excipients
3.10. Dissolution Studies
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Sample Availability
References
- Nachaegari, S.K.; Bansal, A.K. Coprocessed Excipients for Solid Dosage Forms. Pharm. Technol. 2004, 28, 52–64. [Google Scholar]
- Choudhari, P.; Jain, H.K.; Sharma, P.; Srivastava, B. A Novel Directly Compressible Co-Processed Excipient for Sustained Release Formulation. J. Appl. Pharm. Sci. 2013, 3, 89–97. [Google Scholar] [CrossRef] [Green Version]
- Patel, R.P.; Bhavsar, M.M. Directly compressible materials via co-processing. Int. J. Pharm. Tech. Res. 2009, 1, 745–753. [Google Scholar]
- Dai, S.; Xu, B.; Zhang, Z.; Yu, J.; Wang, F.; Shi, X.; Qiao, Y. A compression behavior classification system of pharmaceutical powders for accelerating direct compression tablet formulation design. Int. J. Pharm. 2019, 572, 118742. [Google Scholar] [CrossRef]
- Garg, N.; Dureja, H.; Kaushik, D. Co-Processed Excipients: A Patent Review. Recent Patents Drug Deliv. Formul. 2012, 7, 73–83. [Google Scholar] [CrossRef]
- York, P. Crystal Engineering and Particle Design for the Powder Compaction Process. Drug Dev. Ind. Pharm. 1992, 18, 677–721. [Google Scholar] [CrossRef]
- Moreton, R.C. Tablet Excipients to the Year 2001: A Look into the Crystal Ball. Drug Dev. Ind. Pharm. 1996, 22, 11–23. [Google Scholar] [CrossRef]
- Gad, S.C. Pharmaceutical Manufacturing Handbook: Production and Processes; John Wiley & Sons, Inc: Hoboken, NJ, USA, 2007; ISBN 9780470259580. [Google Scholar]
- Gohel, M.C.; Jogani, P.D. A review of co-processed directly compressible excipients. J. Pharm. Pharm. Sci. 2005, 8, 76–93, PMID: 15946601. [Google Scholar]
- Eraga, S.O.; Arhewoh, M.I.; Uhumwangho, M.U.; Iwuagwu, M.A. Characterisation of a novel, multifunctional, co-processed excipient and its effect on release profile of paracetamol from tablets prepared by direct compression. Asian Pac. J. Trop. Biomed. 2015, 5, 768–772. [Google Scholar] [CrossRef] [Green Version]
- Gohel, M.; Patel, T.; Parikh, R.; Parejiya, P.; Ramkishan, A.; Barot, B. Exploration of novel co-processed multifunctional diluent for the development of tablet dosage form. Indian J. Pharm. Sci. 2012, 74, 381–386. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Patel, H.; Gohel, M. A review on development of multifunctional co-processed excipient. J. Crit. Rev. 2016, 3, 48–54. [Google Scholar]
- Kanojia, N.; Kaur, L.; Nagpal, M.; Bala, R. Modified Excipients in Novel Drug Delivery: Need of the Day. J. Pharm. Technol. Res. Manag. 2013, 1, 81–107. [Google Scholar] [CrossRef]
- Stoyanov, E. Imagination Over Experience|chemanager-online (Frankfurt, Germany). Available online: https://www.chemanager-online.com/en/topics/chemicals-distribution/imagination-over-experience (accessed on 31 March 2021).
- Bin, L.K.; Gaurav, A.; Mandal, U.K. A Review on Co-Processed Excipients: Current and Future Trend of Excipient Technology. Int. J. Pharm. Pharm. Sci. 2019, 11, 1–9. [Google Scholar] [CrossRef]
- Manjunath, K.; Reddy, J.; Venkateswarlu, V. Solid lipid nanoparticles as drug delivery systems. Methods Find. Exp. Clin. Pharmacol. 2005, 27, 127–144. [Google Scholar] [CrossRef]
- Souto, E.; Wissing, S.; Barbosa, C.; Müller, R. Development of a controlled release formulation based on SLN and NLC for topical clotrimazole delivery. Int. J. Pharm. 2004, 278, 71–77. [Google Scholar] [CrossRef]
- Müller, R.H.; Rühl, D.; Runge, S.; Schulze-Forster, K.; Mehnert, W. Cytotoxicity of Solid Lipid Nanoparticles as a Function of the Lipid Matrix and the Surfactant. Pharm. Res. 1997, 14, 458–462. [Google Scholar] [CrossRef] [PubMed]
- Keen, J.M.; Hughey, J.R.; Bennett, R.C.; Jannin, V.; Rosiaux, Y.; Marchaud, D.; McGINITY, J.W. Effect of Tablet Structure on Controlled Release from Supersaturating Solid Dispersions Containing Glyceryl Behenate. Mol. Pharm. 2014, 12, 120–126. [Google Scholar] [CrossRef] [PubMed]
- Ayyappan, J.; Umapathi, P.; Quine, D. Development and evaluation of a directly compressible co-processed multifunction sustained release agent for tablets. Int. J. Pharm. Pharm. Sci. 2010, 2, 394–400. [Google Scholar]
- Li, F.-Q.; Hu, J.-H.; Deng, J.-X.; Su, H.; Xu, S.; Liu, J.-Y. In vitro controlled release of sodium ferulate from Compritol 888 ATO-based matrix tablets. Int. J. Pharm. 2006, 324, 152–157. [Google Scholar] [CrossRef]
- Golomb, G.; Shaked, I.; Hoffman, A. Intrauterine administration of peptide drugs for systemic effect. Adv. Drug Deliv. Rev. 1995, 17, 179–190. [Google Scholar] [CrossRef]
- Obaidat, A.; A Obaidat, A.; Obaidat, R.M. Controlled release of tramadol hydrochloride from matrices prepared using glyceryl behenate. Eur. J. Pharm. Biopharm. 2001, 52, 231–235. [Google Scholar] [CrossRef]
- Martínez-Acevedo, L.; Zambrano-Zaragoza, M.D.L.L.; Vidal-Romero, G.; Mendoza-Elvira, S.; Quintanar-Guerrero, D. Evaluation of the lubricating effect of magnesium stearate and glyceryl behenate solid lipid nanoparticles in a direct compression process. Int. J. Pharm. 2018, 545, 170–175. [Google Scholar] [CrossRef] [PubMed]
- Kumar, S.; Narayan, R.; Ahammed, V.; Nayak, Y.; Naha, A.; Nayak, U.Y. Development of ritonavir solid lipid nanoparticles by Box Behnken design for intestinal lymphatic targeting. J. Drug Deliv. Sci. Technol. 2018, 44, 181–189. [Google Scholar] [CrossRef]
- Muñoz-Ruiz, A.; Villar, T.P.; Muõz, N.M.; Perales, M.M.; Jiménez-Castellanos, M. Analysis of the physical characterization and the tabletability of calcium phosphate-based materials. Int. J. Pharm. 1994, 110, 37–45. [Google Scholar] [CrossRef]
- Ogunjimi, A.T.; Alebiowu, G. Flow and consolidation properties of neem gum coprocessed with two pharmaceutical excipients. Powder Technol. 2013, 246, 187–192. [Google Scholar] [CrossRef]
- Barman, R.K.; Iwao, Y.; Noguchi, S.; Wahed, M.I.I.; Itai, S. Improving Flow Property of Nifedipine Loaded Solid-Lipid Nanoparticles by Means of Silica for Oral Solid Dosage Form. Pharmacol. Pharm. 2014, 5, 1119–1129. [Google Scholar] [CrossRef] [Green Version]
- Shah, R.B.; Tawakkul, M.A.; Khan, M.A. Comparative Evaluation of Flow for Pharmaceutical Powders and Granules. AAPS PharmSciTech 2008, 9, 250–258. [Google Scholar] [CrossRef] [Green Version]
- Caliskan, G.; Dirim, S.N. The effect of different drying processes and the amounts of maltodextrin addition on the powder properties of sumac extract powders. Powder Technol. 2016, 287, 308–314. [Google Scholar] [CrossRef]
- United States Pharmacopeia and National Formulary (USP 41-NF 36). Powder Flow in: United States Pharmacopeial Convention. 2016. Available online: https://online.uspnf.com/uspnf/document/GUID-AC788D41-90A2-4F36-A6E7-769954A9ED09_1_en-US (accessed on 18 January 2021).
- Al-Hashemi, H.M.B.; Al-Amoudi, O.S.B. A review on the angle of repose of granular materials. Powder Technol. 2018, 330, 397–417. [Google Scholar] [CrossRef]
- Vig, B.; Morgen, M. Formulation, Process Development, and Scale-Up. In Developing Solid Oral Dosage Forms; Elsevier: Amsterdam, The Netherlands, 2017; pp. 793–820. ISBN 978-0-12-802447-8. [Google Scholar]
- Lumay, G.; Boschini, F.; Traina, K.; Bontempi, S.; Remy, J.-C.; Cloots, R.; Vandewalle, N. Measuring the flowing properties of powders and grains. Powder Technol. 2012, 224, 19–27. [Google Scholar] [CrossRef]
- Šklubalová, Z.; Zatloukal, Z. Flow rate and flow equation of pharmaceutical free-flowable powder excipients. Pharm. Dev. Technol. 2011, 18, 106–111. [Google Scholar] [CrossRef] [PubMed]
- Adeoye, O.; Alebiowu, G. Flow, packing and compaction properties of novel coprocessed multifunctional directly compressible excipients prepared from tapioca starch and mannitol. Pharm. Dev. Technol. 2013, 19, 901–910. [Google Scholar] [CrossRef] [PubMed]
- Almaya, A.; Aburub, A. Effect of Particle Size on Compaction of Materials with Different Deformation Mechanisms with and without Lubricants. AAPS PharmSciTech 2008, 9, 414–418. [Google Scholar] [CrossRef]
- Conceicao, J.; Estanqueiro, M.; Amaral, M.H.; Silva, J.P.; Lobo, J.S. Technological Excipients of Tablets: Study of Flow Properties and Compaction Behavior. Am. J. Med Sci. Med. 2014, 2, 71–76. [Google Scholar] [CrossRef] [Green Version]
- Trivedi, N.; Trivedi, U.; Patel, M.; Patel, J.; Bhandari, A. Preparation and Evaluation of Floating Matrix Tablet of Ranitidine. Am. J. Drug Discov. Dev. 2010, 1, 8–23. [Google Scholar] [CrossRef]
- Van Veen, B.; Maarschalk, K.V.D.V.; Bolhuis, G.; Zuurman, K.; Frijlink, H. Tensile strength of tablets containing two materials with a different compaction behaviour. Int. J. Pharm. 2000, 203, 71–79. [Google Scholar] [CrossRef]
- Bruschi, M.L. Mathematical models of drug release. In Strategies to Modify the Drug Release from Pharmaceutical Systems; Brusch, M.L., Ed.; Woodhead Publishing: Cambridge, UK, 2015; pp. 63–86. [Google Scholar] [CrossRef]
- Patel, H.; Ghayal, A.; Mishra, A.; Shah, S. Formulation development of directly compressible co-processed excipient for sustained release of tramadol hydrochloride. J. Pharm. Investig. 2015, 45, 51–63. [Google Scholar] [CrossRef]
- Opota, D.O.; Kaloustian, J.; Senga, P.K.; Tamba Vemba, A.; Cimanga, R.K. The efficiency of glyceryl behenate as sustained-release agent compared with hydroxypropylcellulose in tablets. Int. J. PharmTech Res. 2013, 5, 622–628. [Google Scholar]
- Bashaiwoldu, A.B.; Podczeck, F.; Newton, J.M. Compaction of and drug release from coated pellets of different mechanical properties. Adv. Powder Technol. 2011, 22, 340–353. [Google Scholar] [CrossRef]
- Korsmeyer, R.W.; Gurny, R.; Doelker, E.; Buri, P.; Peppas, N.A. Mechanisms of solute release from porous hydrophilic polymers. Int. J. Pharm. 1983, 15, 25–35. [Google Scholar] [CrossRef]
- United States Pharmacopeia and National Formulary (USP 41-NF 36). Angle of repose in: United States Pharmacopeial Convention. 2016. Available online: https://online.uspnf.com/uspnf/document/GUID-AC788D41-90A2-4F36-A6E7-769954A9ED09_1_en-US (accessed on 18 January 2021).
- Wells, J.I. Pharmaceutical Preformulation: The Physicochemical Properties of Drug Substances; Horwood., Ellis Horwood: Chichester, UK, 1988; ISBN 0745802761. [Google Scholar]
- Garg, D.C.; Eshelman, F.N.; Weidler, D.J. Pharmacokinetics of Ranitidine Following Oral Administration with Ascending Doses and with Multiple-Fixed Doses. J. Clin. Pharmacol. 1985, 25, 437–443. [Google Scholar] [CrossRef] [PubMed]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| System | Particle Size (µm) | Bulk Density | Tap Density | Carr Index | Hausner Index | Angle of Repose | Flow Rate (g/s) |
|---|---|---|---|---|---|---|---|
| Di-Tab® | 128.5 | 0.83 ± 0.20 | 0.97 ± 0.23 | 14 ± 1 | 1.13 ± 0.06 | 30.0° ± 1.8 | 10.82 ± 0.60 |
| Compritol® 888 ATO | nd * | 0.36 ± 0.11 | 0.49 ± 0.09 | 26 ± 2 | 1.34 ± 0.08 | 62.0° ± 3.3 | 1.26 ± 0.40 |
| Batch 1 | 92.7 ± 4.9 | 0.53 ± 0.12 | 0.73 ± 0.11 | 16 ± 1 | 1.19 ± 0.04 | 24.0° ± 2.5 | 2.34 ± 0.21 |
| Batch 2 | 96.9 ± 1.5 | 0.64 ± 0.15 | 0.73 ± 0.12 | 16 ± 1 | 1.19 ± 0.05 | 24.0° ± 1.8 | 3.00 ± 0.34 |
| Batch 3 | 114.7 ± 3.5 | 0.61 ± 0.15 | 0.73 ± 0.11 | 16 ± 1 | 1.19 ± 0.04 | 21.0° ± 2.7 | 3.67 ± 0.56 |
| Batch 4 | 105.8 ± 4.8 | 0.65 ± 0.10 | 0.77 ± 0.11 | 16 ± 1 | 1.19 ± 0.03 | 26.0° ± 2.3 | 3.80 ± 0.62 |
| Batch 5 | 208.0 ± 2.5 | 0.72 ± 0.18 | 0.88 ± 0.13 | 18 ± 1 | 1.22 ± 0.05 | 28.0° ± 2.1 | 3.05 ± 0.30 |
| Batch 6 | 205 ± 2.3 | 0.71 ± 0.12 | 0.87 ± 0.13 | 20 ± 1 | 1.22 ± 0.03 | 32.0° ± 4.2 | 3.33 ± 0.72 |
| Batch Number | a | 1/b |
|---|---|---|
| Batch 1 | 0.205 | 9.09 |
| Batch 2 | 0.185 | 10.26 |
| Batch 3 | 0.189 | 31.58 |
| Batch 4 | 0.196 | 46.69 |
| Batch 5 | 0.165 | 11.76 |
| Batch 6 | 0.464 | 3.67 |
| Batch | A = B | A = C | ||||||
|---|---|---|---|---|---|---|---|---|
| Mean | t-Statistic | t-Critical | Mean | t-Statistic | t-Critical | |||
| A | B | A | C | |||||
| 1 | 10.27 | 13.27 | −3.19 | 2.78 | 10.27 | 11.80 | −2.64 | 2.78 |
| 2 | 12.20 | 12.43 | −0.22 | 2.78 | 12.20 | 11.80 | 0.64 | 2.78 |
| 3 | 12.10 | 13.27 | −1.10 | 2.78 | 12.10 | 11.90 | 0.39 | 2.78 |
| 4 | 10.63 | 11.07 | −0.98 | 2.78 | 10.63 | 10.87 | −0.48 | 2.78 |
| 5 | 7.17 | 7.33 | −0.61 | 2.78 | 7.17 | 7.33 | −0.61 | 2.78 |
| 6 | 13.13 | 12.70 | 1.07 | 2.78 | 13.13 | 13.00 | 0.39 | 2.78 |
| Batch | Similarity Factor |
|---|---|
| 1 | 9.48 |
| 2 | 9.53 |
| 3 | 22.13 |
| 4 | 21.71 |
| 5 | 9.55 |
| 6 | 11.51 |
| 4 * | 38.83 |
| 3 * | 54.64 |
| Batch Number | Zero-Order | First-Order | Higuchi Model | Korsmeyer–Peppas Model | |
|---|---|---|---|---|---|
| r2 | n | ||||
| 1 | 0.9288 | 0.9458 | 0.9973 | nd * | nd * |
| 2 | 0.9164 | 0.9529 | 0.9969 | nd * | nd * |
| 3 | 0.8407 | 0.8250 | 0.9931 | 0.9945 | 0.5177 |
| 4 | 0.7488 | 0.8571 | 0.9876 | 0.9951 | 0.3327 |
| 5 | 0.8711 | 0.9363 | 0.9694 | nd * | nd * |
| 6 | 0.8827 | 0.9168 | 0.9917 | nd * | nd * |
| 4 2T | 0.7180 | 0.8243 | 0.9916 | 0.9974 | 0.3535 |
| 3 2T | 0.9051 | 0.8901 | 0.9892 | 0.9899 | 0.5176 |
| Batch | Di-Tab® (g) | SLN 8% (w/v) of Compritol® 888 ATO (mL) | Distillate H2O (mL) | Ratio Di-Tab®:SLN |
|---|---|---|---|---|
| 1 | 400 | 750 | 250 | 4:0.6 |
| 2 | 300 | 750 | 250 | 3:0.6 |
| 3 | 200 | 750 | 250 | 2:0.6 |
| 4 | 100 | 750 | 250 | 1:0.6 |
| 5 | 50 | 750 | 250 | 0.5:0.6 |
| 6 | 25 | 750 | 250 | 0.25:0.6 |
| Average Tensile Strength | |
|---|---|
| Plastic | Brittle |
| A<B | A=B |
| A>C | A=C |
| C<A<B | A=B=C |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Serrano-Mora, L.E.; Zambrano-Zaragoza, M.L.; Mendoza-Muñoz, N.; Leyva-Gómez, G.; Urbán-Morlán, Z.; Quintanar-Guerrero, D. Preparation of Co-Processed Excipients for Controlled-Release of Drugs Assembled with Solid Lipid Nanoparticles and Direct Compression Materials. Molecules 2021, 26, 2093. https://doi.org/10.3390/molecules26072093
Serrano-Mora LE, Zambrano-Zaragoza ML, Mendoza-Muñoz N, Leyva-Gómez G, Urbán-Morlán Z, Quintanar-Guerrero D. Preparation of Co-Processed Excipients for Controlled-Release of Drugs Assembled with Solid Lipid Nanoparticles and Direct Compression Materials. Molecules. 2021; 26(7):2093. https://doi.org/10.3390/molecules26072093
Chicago/Turabian StyleSerrano-Mora, Luis Eduardo, María L. Zambrano-Zaragoza, Néstor Mendoza-Muñoz, Gerardo Leyva-Gómez, Zaida Urbán-Morlán, and David Quintanar-Guerrero. 2021. "Preparation of Co-Processed Excipients for Controlled-Release of Drugs Assembled with Solid Lipid Nanoparticles and Direct Compression Materials" Molecules 26, no. 7: 2093. https://doi.org/10.3390/molecules26072093