
Wet Ball Milling Applied to Production of Composites and Coatings Based on Ti, W, and Nb Carbides

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
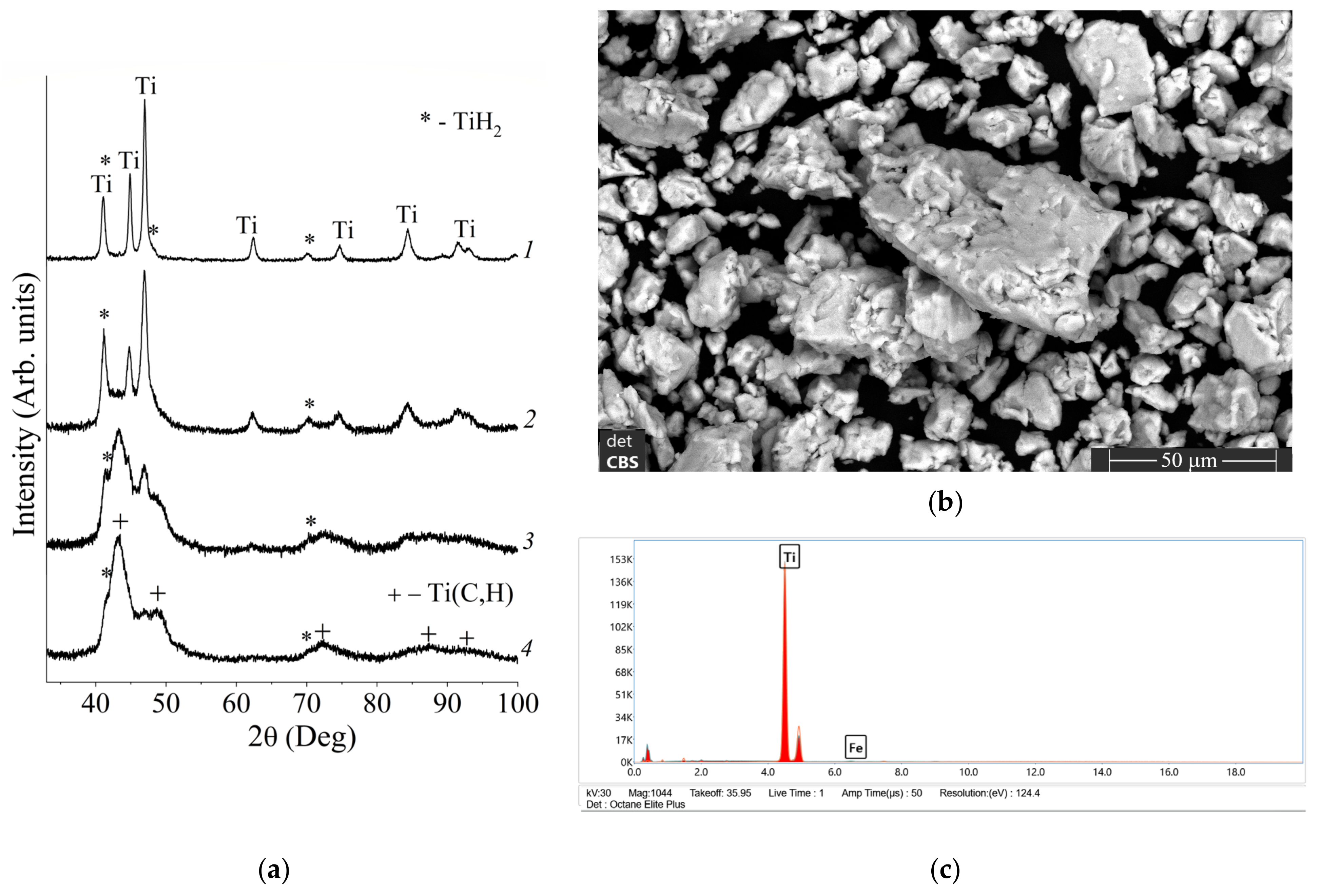
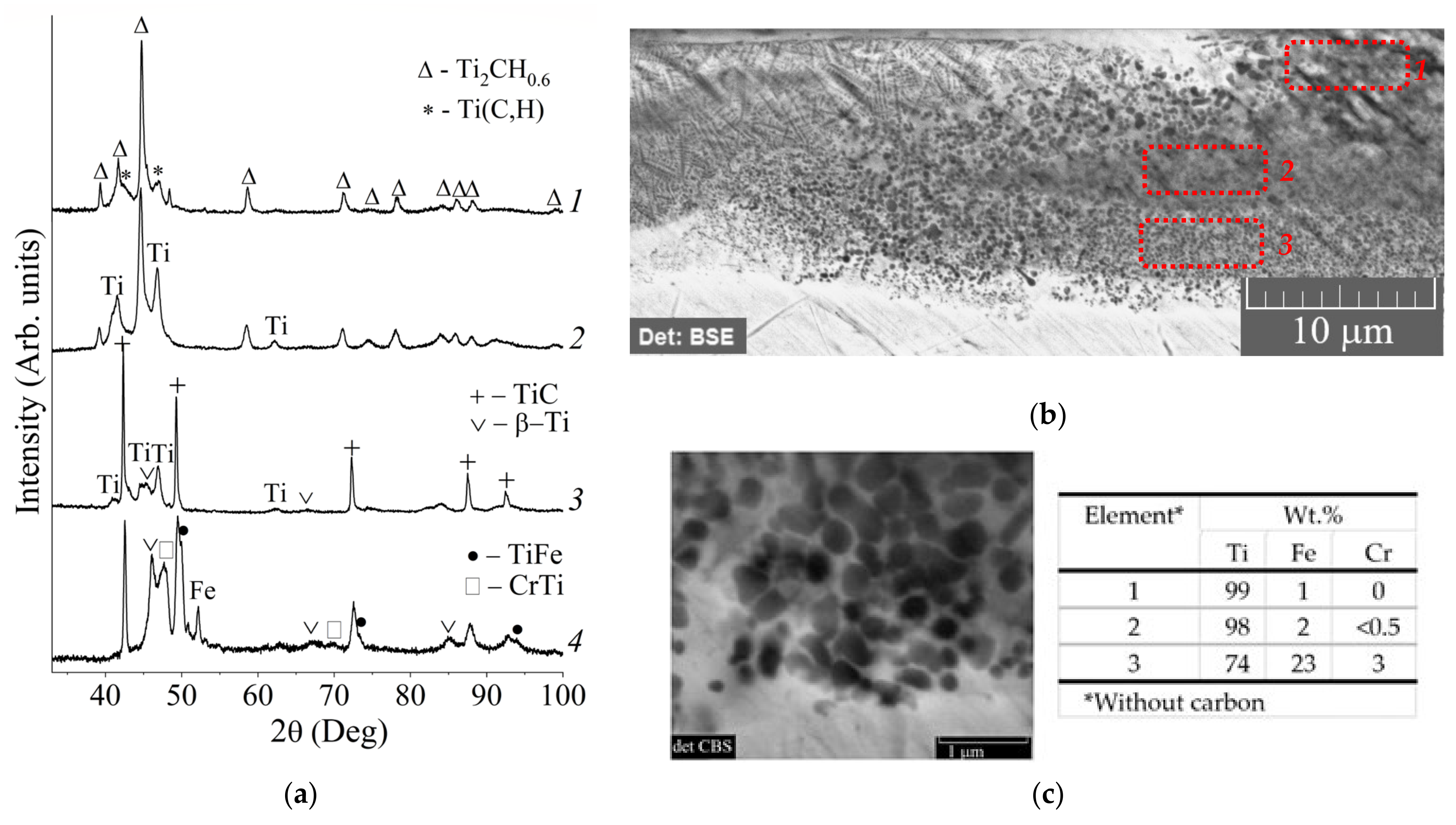
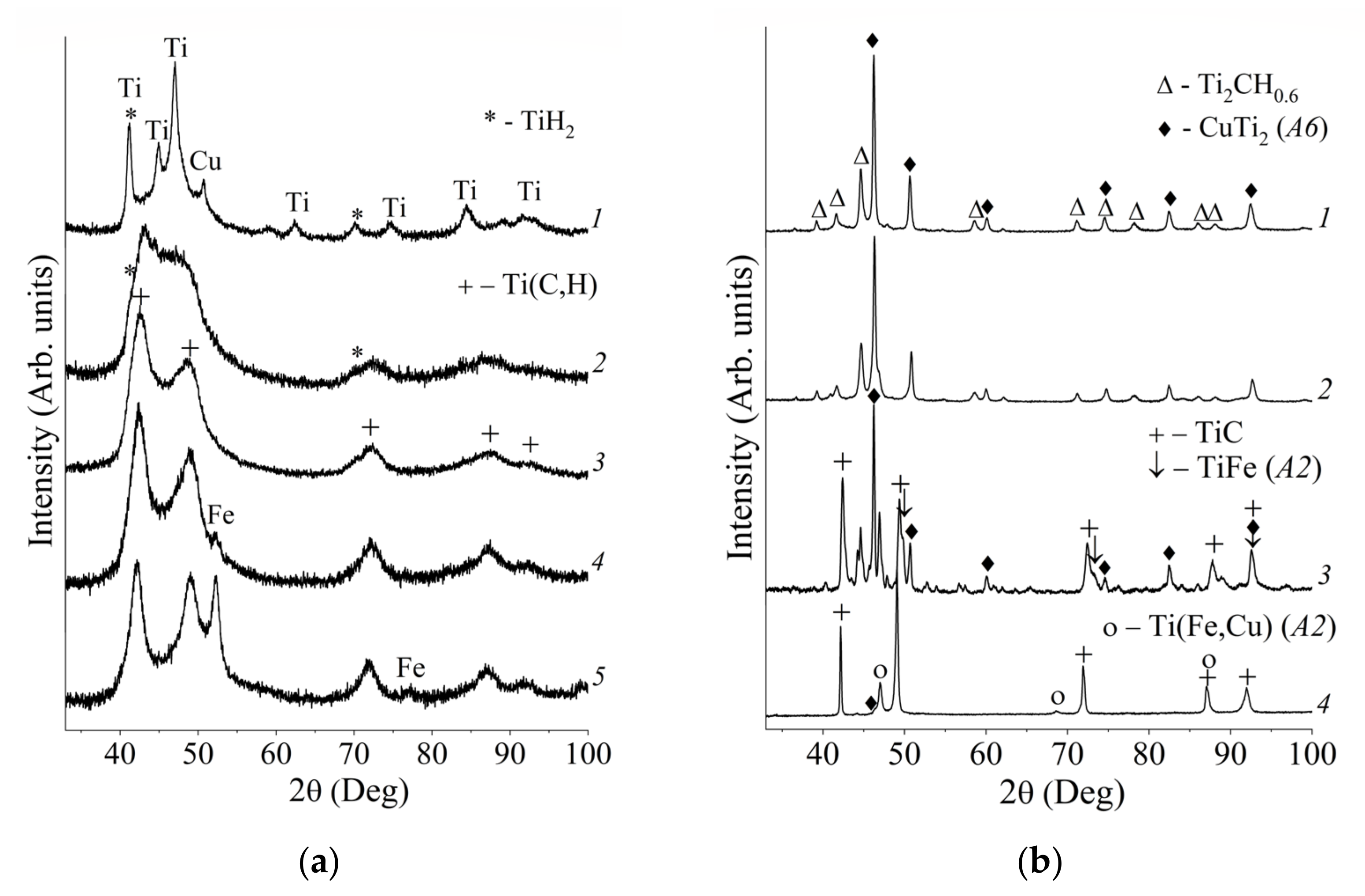
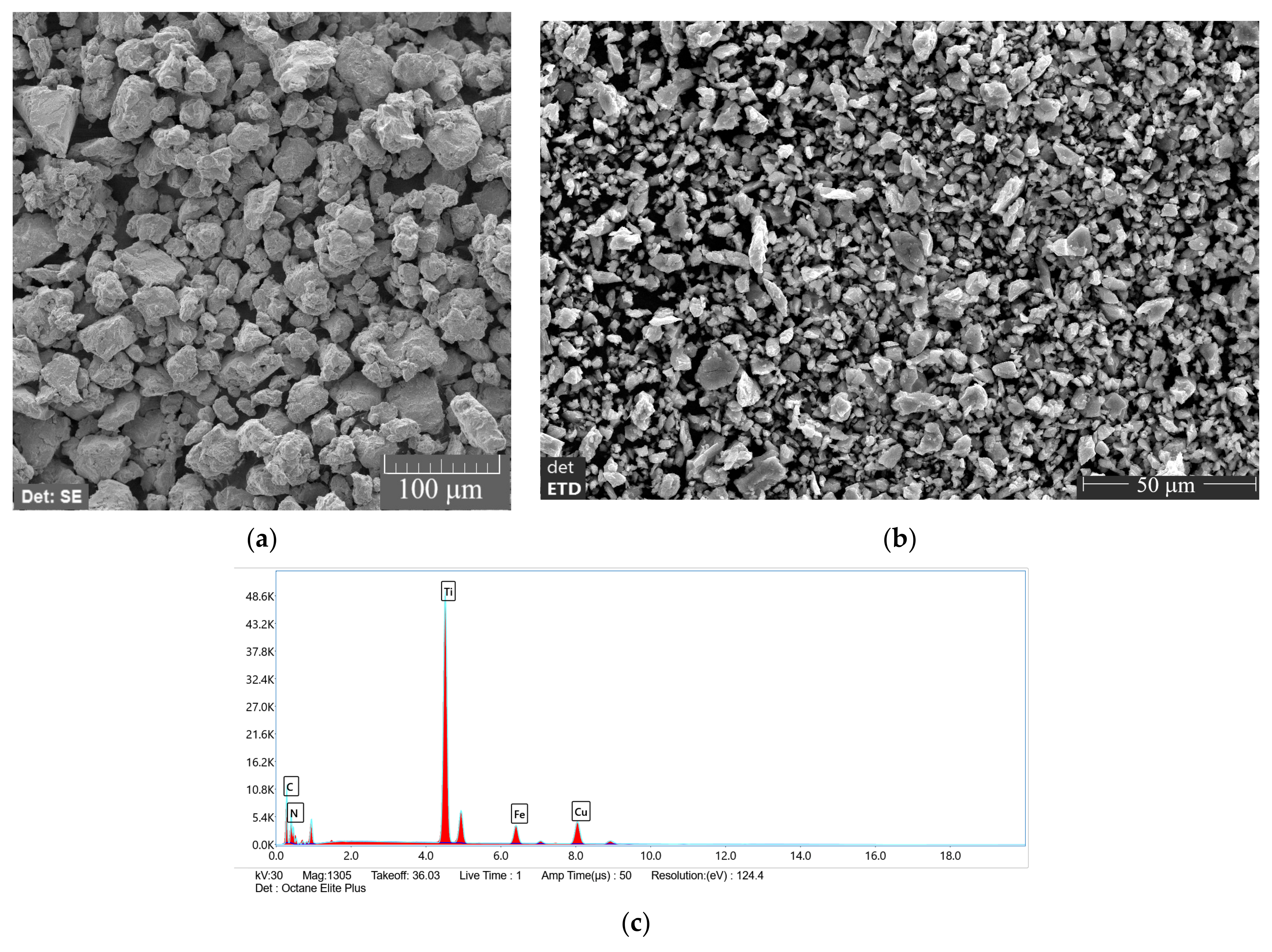
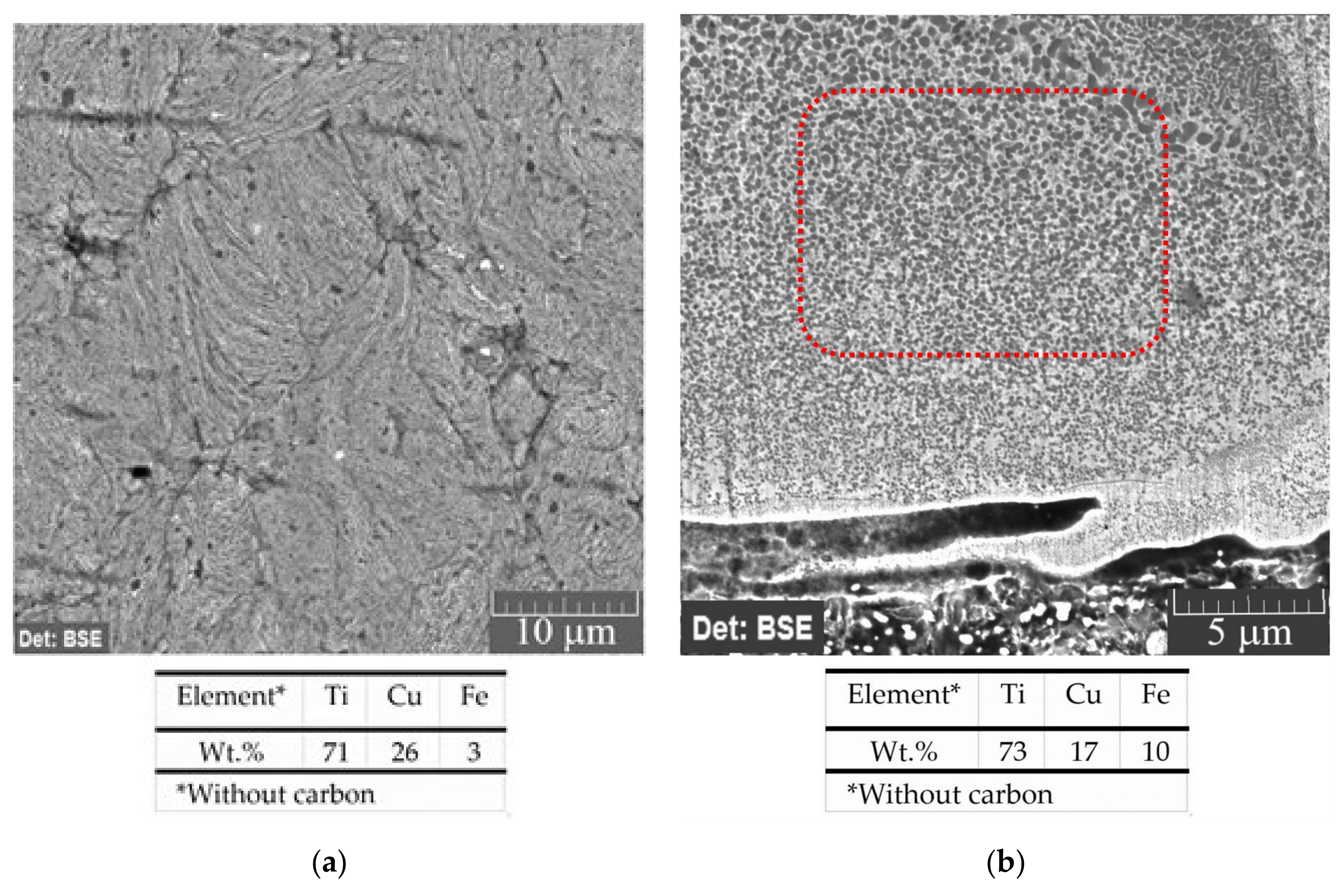
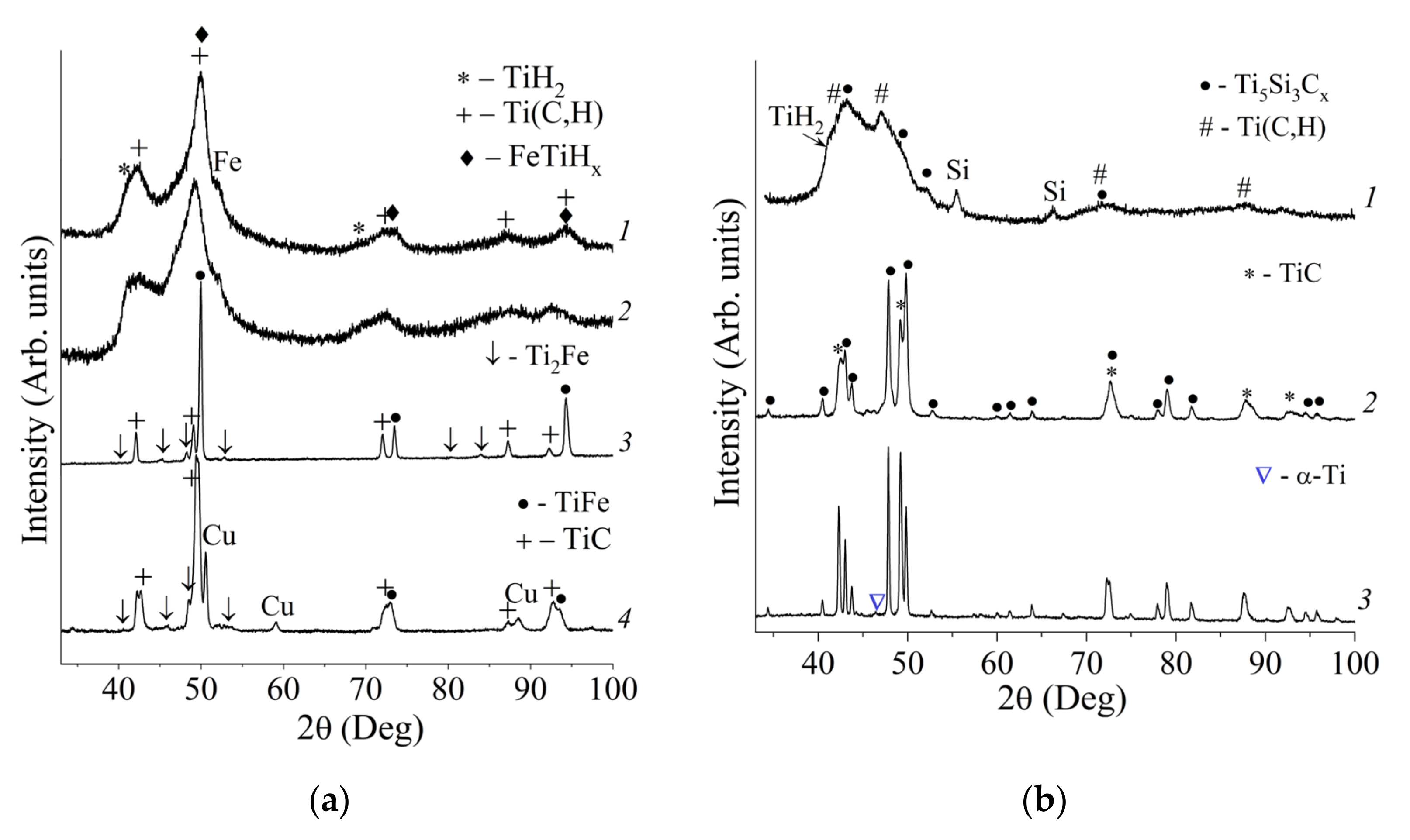
3.1. Titanium-Based Systems
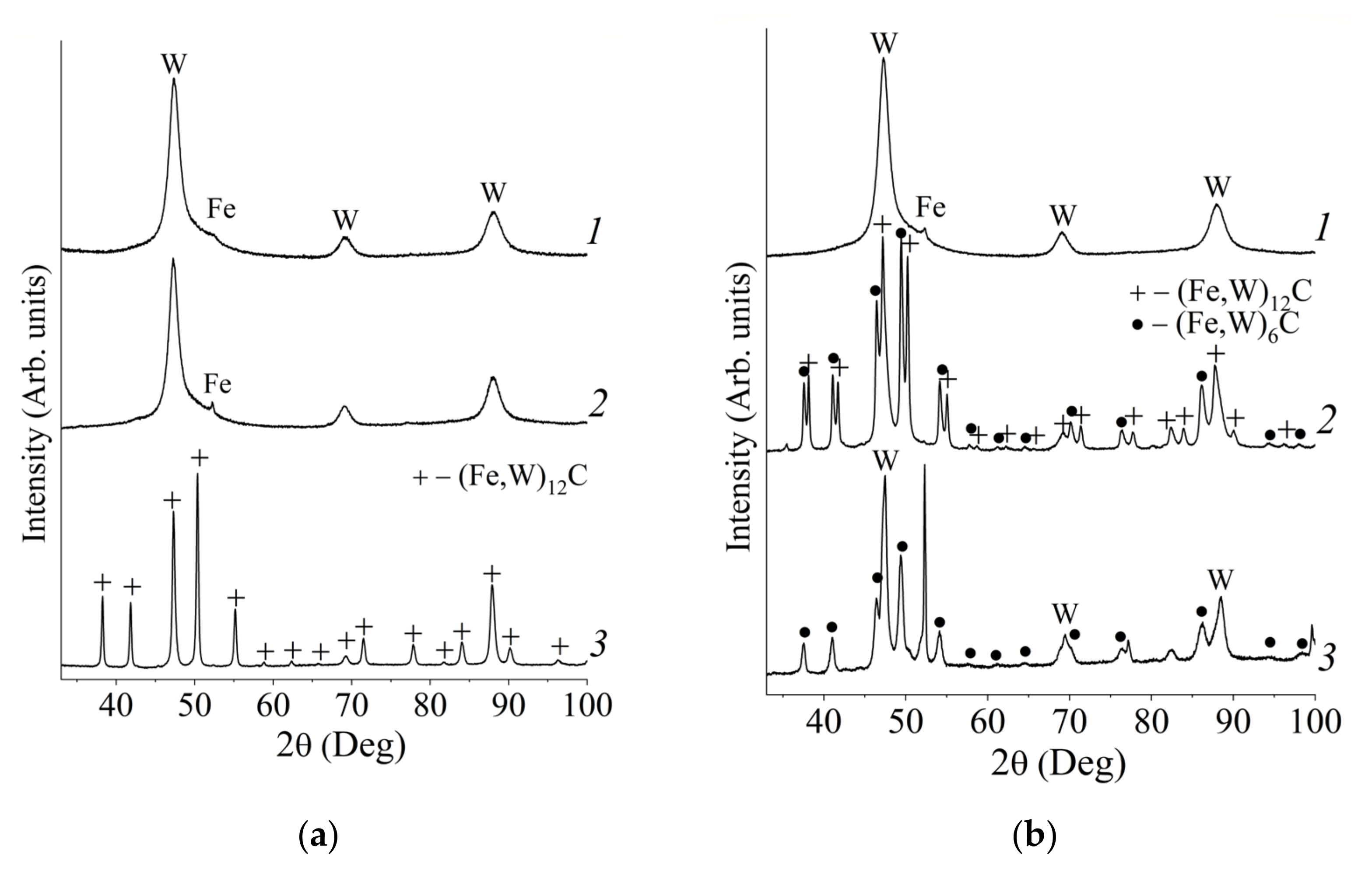
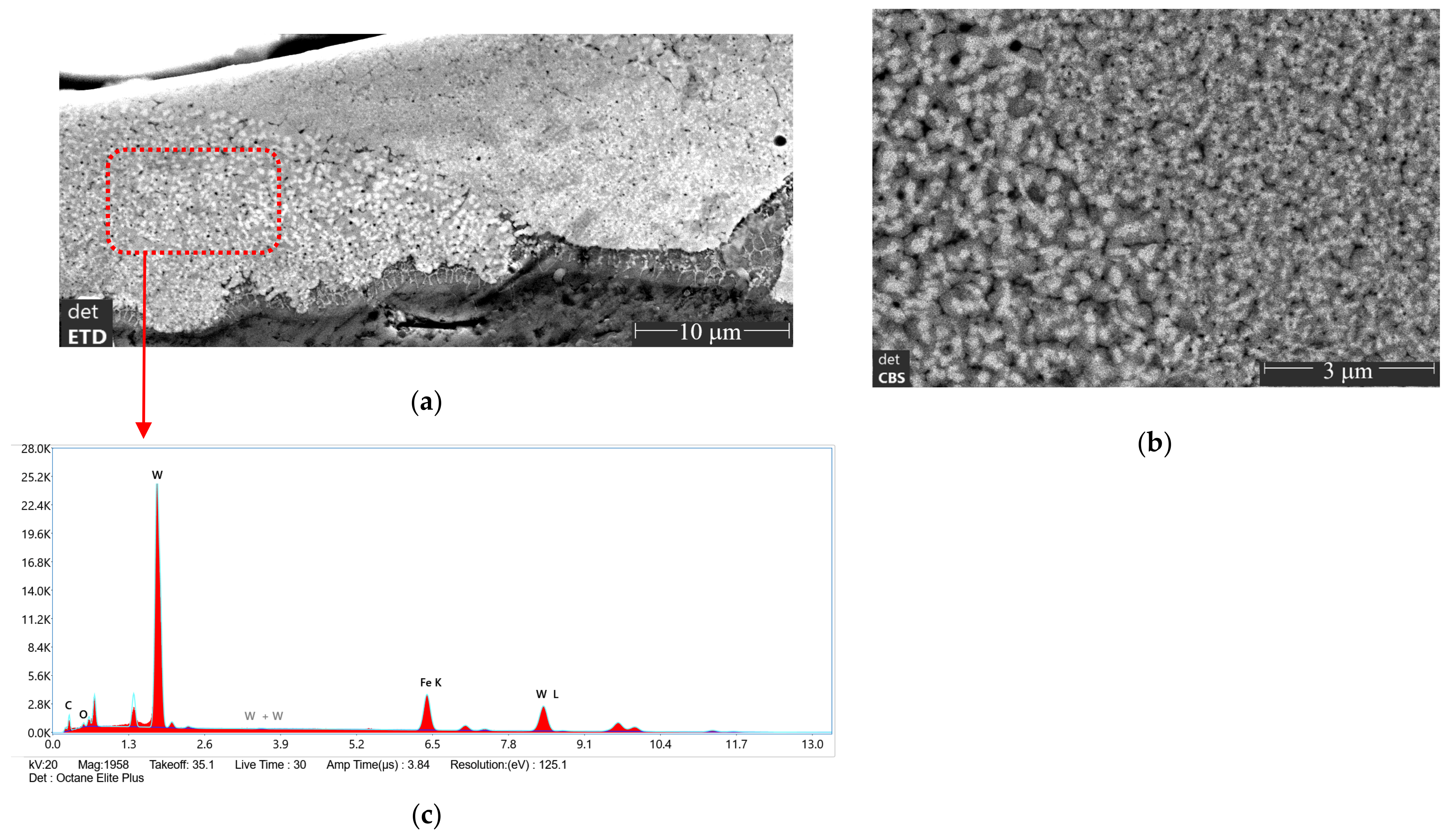
3.2. Tungsten-Based Systems
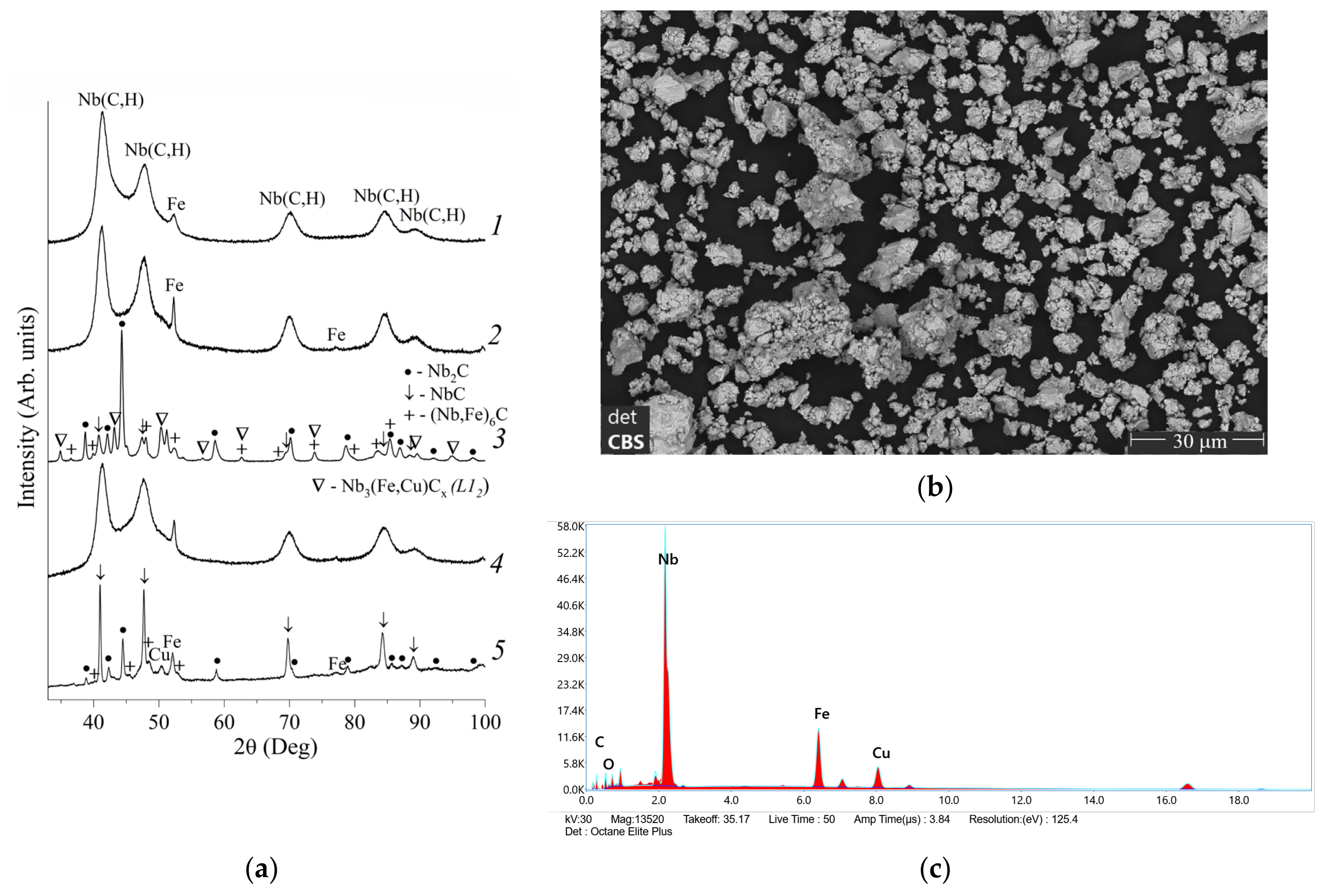
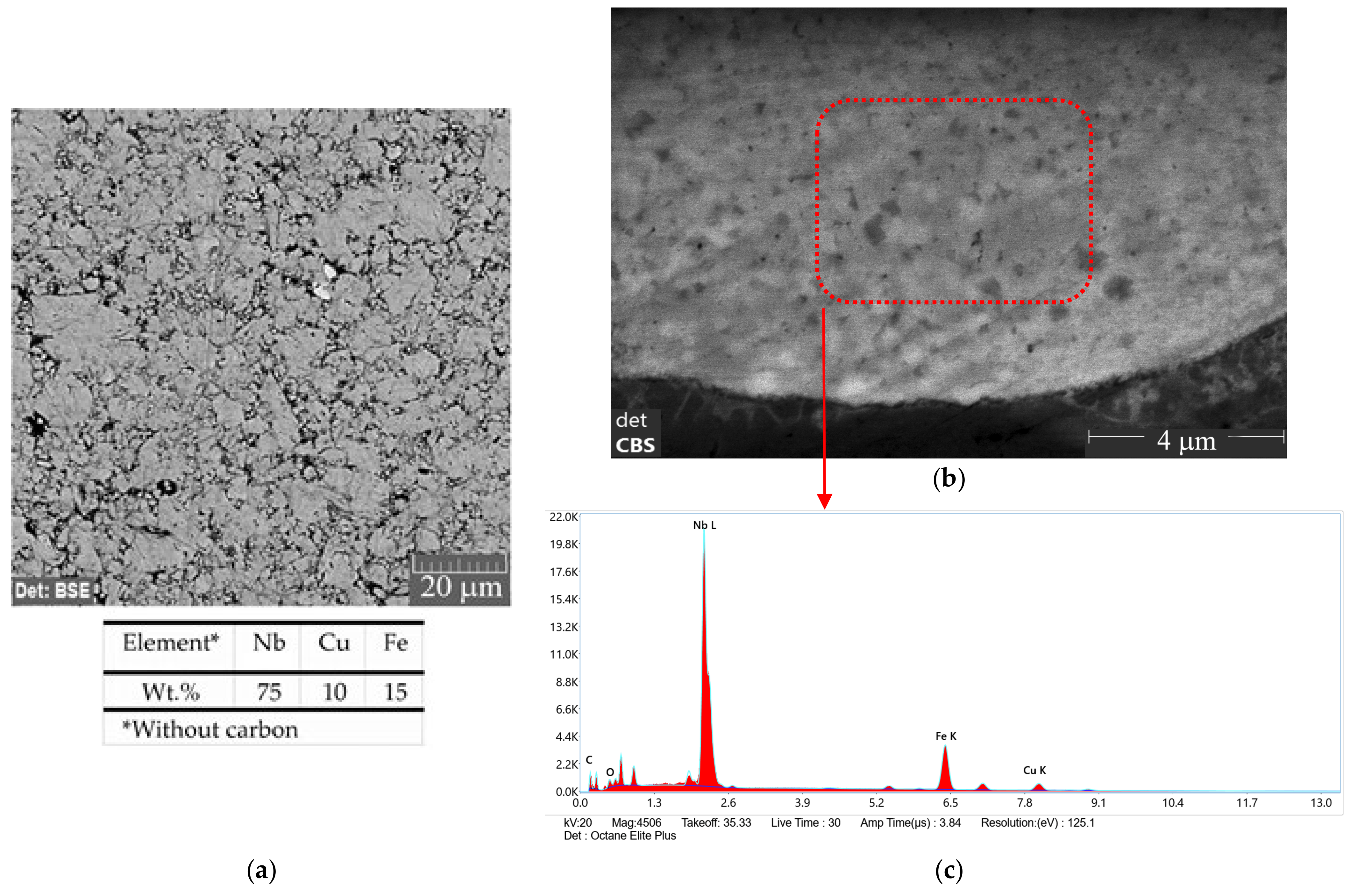
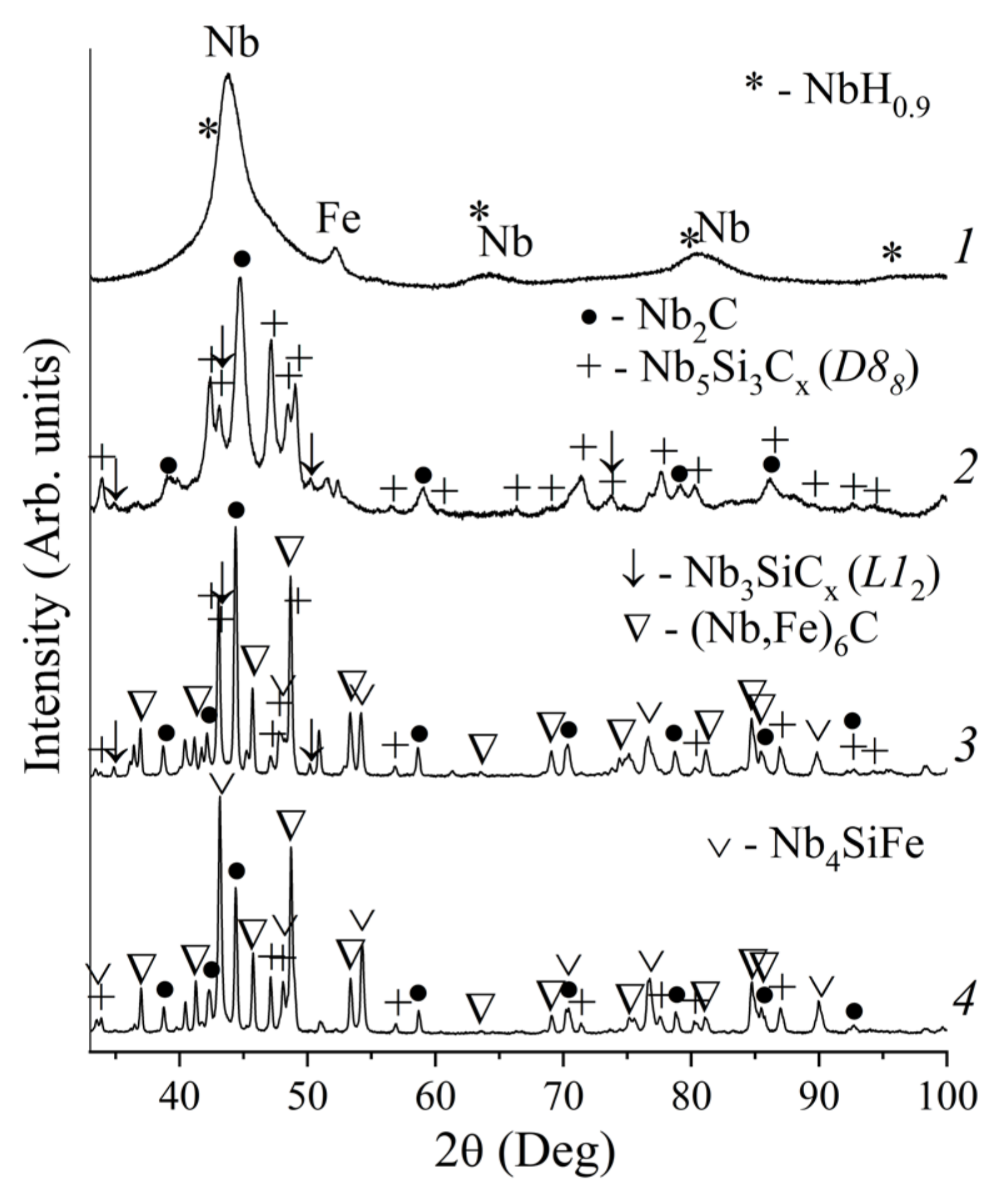
3.3. Niobium-Based Systems
4. Conclusions
- The paper presents opportunities and advantages of wet ball milling for the mechanochemical synthesis of titanium-, niobium-, and tungsten-based carbohydrides and carbides, including those with added d-metals (Fe, Cu) or p-elements (Si, Al). The technique allows one to prepare multicomponent carbides, as well as metastable and high-temperature carbon-stabilized intermetallics as practically single phases, owing to the high-efficiency mixing of the elements, rapid nanostructuring of the powders milled, and homogeneous distribution of carbon accumulated by the powders from liquid hydrocarbon. The carbon concentration needed for the phase formation is easily governed by milling time.
- The paper reports the results on the formation of the structural phase composition of the powders under mechanochemical synthesis, subsequent annealing, compaction, and application as coatings. The density, hardness, and wear resistance of compacts and coatings have been measured and analyzed.
- It has been revealed that wet ball milling is accompanied by the following phase transformations: In the first stage, thermocatalytic decomposition of hydrocarbon in titanium- and niobium-based systems has been found to result in a supersaturated solid solution of carbon and hydrogen in the metal followed by the formation of hydride. Accumulation of carbon in powders under further milling facilitates the formation of metal carbohydride with a lattice close to that of carbide. In the tungsten-based system, only a supersaturated solid solution is formed because of the easy decomposability of hydride, and carbohydride is not formed or is easily decomposed.
- The phase decomposition of the supersaturated solid solution and carbohydride under subsequent thermal treatment gives one- and/or multicomponent carbides (TiC, NbC, Nb2C, (Nb,Fe)6C, (Nb,Al,Fe)6C, (W,Fe)6C, (W,Fe)12C). It has been shown that milling in steel equipment enables obtaining multicomponent η-carbides because of iron contamination.
- In Ti–Si, Nb–Cu, Nb–Si, and Nb–Al systems, further thermal treatment has been shown to give metastable or high-temperature interstitial carbon-stabilized intermetallics with D88 and L12 structures (Ti5Si3Cx, Nb5Si3Cx, Nb5Al3Cx, Nb3SiCx, Nb3(Fe,Cu)Cx). It should be noted that bulk carbon-stabilized Nb3(Fe,Cu)Cx and Nb5Al3Cx intermetallics with L12 and D88 structures, respectively, have been obtained for the first time.
- The wet-milled powders have been used to prepare compacts and coatings that exhibit high wear resistance. Coatings based on titanium, niobium, or bimetallic tungsten carbides are similar to industrial sintered WC-6Co alloy in their dry wear resistance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Shabalin, I.L. Ultra-High Temperature Materials II. Refractory Carbides I (Ta, Hf, Nb and Zr Carbides). A Comprehensive Guide and Reference Book; Springer: Singapore, 2019. [Google Scholar] [CrossRef]
- Anasori, B.; Gogotsi, Y. 2D Metal Carbides and Nitrides (MXenes). Structure, Properties and Applications; Springer Nature: Cham, Switzerland, 2019. [Google Scholar] [CrossRef]
- Lomayeva, S.F.; Maratkanova, A.N. Structure, phase composition and magnetic properties of Fe-Si-C system due to mechanical activation of Fe-Si alloy in organic liquids. Intermetallics 2009, 17, 714–721. [Google Scholar] [CrossRef]
- Yazovskikh, K.A.; Lomayeva, S.F. Mechanosynthesis of Fe-NbC nanocomposite. J. Alloys Compd. 2014, 586 (Suppl. 1), S65–S67. [Google Scholar] [CrossRef]
- Shcherbakov, V.A.; Gryadunov, A.N.; Semenchuk, I.E.; Kovalev, D.Y.; Sychev, A.E.; Alymov, M.I. Synthesis of Ta4HfC5 ceramics with a submicron structure by electro-thermal explosion under pressure. Dokl. Chem. 2021, 501, 259–263. [Google Scholar] [CrossRef]
- Qian, C.; Liu, Y.; Cheng, H.; Li, K.; Liu, B. Effect of the carbon content on the morphology evolution of the η phase in cemented carbides with the CoNiFeCr high entropy alloy binder. Int. J. Refract. Met. Hard Mater. 2022, 102, 105731. [Google Scholar] [CrossRef]
- Boltachev, G.S.; Nagayev, K.A.; Paranin, S.N.; Spirin, A.V.; Volkov, N.B. Theory of the magnetic pulsed compaction of nanosized powders. In Nanomaterials: Properties, Preparation and Processes; Nova Science Publishers, Inc.: New York, NY, USA, 2011; pp. 1–58. [Google Scholar]
- Kharanzhevskiy, E.; Ipatov, A.; Nikolaeva, I.; Zakirova, R. Short-pulse laser sintering of multilayer hard metal coatings: Structure and wear behavior. Lasers Manuf. Mater. Proc. 2015, 2, 91–102. [Google Scholar] [CrossRef] [Green Version]
- Shelekhov, E.V.; Sviridova, T.A. Programs for X-ray analysis of polycrystals. Met. Sci. Heat Treat. 2000, 42, 309–313. [Google Scholar] [CrossRef]
- Khidirov, I. Neutron Diffraction Study of Hydrogen Thermoemission Phenomenon from Powder Crystals, Neutron Diffraction; InTech: Rijeka, Croatia, 2012; ISBN 978-953-51-0307-3. Available online: http://www.intechopen.com/books/neutron-diffraction/neutron-diffraction-study-of-hydrogen-thermoemissionphenomenon-from-powder-crystals (accessed on 15 December 2019).
- Dolukhanyan, S.K.; Aghajanyan, N.N.; Hakobyan, H.G.; Shekhtman, V.S.; Ter-Galstyan, O.P. The structural peculiarities of the transition metals carbohydrides produced by combustion synthesis. J. Alloys Compd. 1999, 293–295, 452–457. [Google Scholar] [CrossRef]
- Renaudin, G.; Yvon, K.; Dolukhanyan, S.K.; Aghajanyan, N.N.; Shekhtman, V.S. Crystal structures and thermal properties of titanium carbo-deuterides as prepared by combustion synthesis. J. Alloys Compd. 2003, 356–357, 120–127. [Google Scholar] [CrossRef]
- Dorofeev, G.A.; Lad’yanov, V.I.; Lubnin, A.N.; Mukhgalin, V.V.; Kanunnikova, O.M.; Mikhailova, S.S.; Aksenova, V.V. Mechanochemical interaction of titanium powder with organic liquids. Int. J. Hydrogen Energy 2014, 39, 9690–9699. [Google Scholar] [CrossRef]
- Ti2CH0.6 Crystal Structure. Available online: https://materials.springer.com/isp/crystallographic/docs/sd_1705239 (accessed on 15 October 2019).
- Eremina, M.A.; Lomaeva, S.F.; Burnyshev, I.N.; Kalyuzhnyi, D.G. Mechanosynthesis of precursors for TiC-Cu cermets. Russ. Phys. J. 2018, 60, 2155–2163. [Google Scholar] [CrossRef]
- Eremina, M.A.; Lomaeva, S.F.; Paranin, S.N.; Tarasov, V.V. Influence of mechanoactivation conditions and surfactant addition on phase composition and properties of titanium carbohydride—Copper composites. Phys. Met. Metallogr. 2020, 121, 180–187. [Google Scholar] [CrossRef]
- Rocha, S.S.; Adabo, G.L.; Henriques, G.E.P.; Nobilo, M.A.A. Vickers hardness of cast commercially pure titanium and Ti-6Al-4V alloy submitted to heat treatments. Braz. Dent. J. 2006, 17, 126–129. [Google Scholar] [CrossRef]
- Eryomina, M.A.; Lomayeva, S.F.; Kharanzhevskiy, E.V.; Burnyshev, I.N. Peculiarities of phase formation in the mechanosynthesized titanium carbohydride powders under short pulse selective laser alloying. Eur. Phys. J. Special Top. 2019, 228, 2429. [Google Scholar] [CrossRef]
- Eryomina, M.A.; Lomayeva, S.F.; Kharanzhevskiy, E.V. Structure and wear resistance of coatings produced by the short-pulse laser alloying of titanium carbohydride-based mechanocomposites. Powder Metall. Funct. Coat. 2021, 4, 46–56. [Google Scholar] [CrossRef]
- Eryomina, M.A.; Lomayeva, S.F. Mechanosynthesis of TiC(NbC)–Cu composites using liquid hydrocarbons. Mater. Today Proc. 2019, 12, 151–154. [Google Scholar] [CrossRef]
- Eryomina, M.A.; Lomayeva, S.F.; Demakov, S.L.; Yurovskikh, A.S. SPS of “Titanium carbide/carbohydride–copper” Composites. In Proceedings of the XIX International Scientific-Technical Conference “The Ural School-Seminar of Metal Scientists-Young Researchers”, Yekaterinburg, Russia, 19–23 November 2018; pp. 246–252. [Google Scholar] [CrossRef] [Green Version]
- Liu, H.; Zhang, J.; Sun, P.; Zhou, C.; Liu, Y.; Fang, Z.Z. Effect of oxygen addition on phase composition and activation properties of TiFe alloy. Int. J. Hydrogen Energy 2023, 48, 8563–8572. [Google Scholar] [CrossRef]
- Holleck, H. Binäre und Ternäre Carbide und Nitride der Übergangsmetalle und ihre Phasenbeziehungen; Kernforschungszentrum Karlsruhe GmbH: Karlsruhe, Germany, 1981. [Google Scholar]
- Eryomina, M.A.; Lomayeva, S.F.; Demakov, S.L. Synthesis of titanium carbosilicides in Ti-Si and Ti-Si-Cu systems under mechanical alloying of elemental powders in liquid hydrocarbon. J. Sol. St. Chem. 2020, 290, 121575. [Google Scholar] [CrossRef]
- Eryomina, M.A.; Lomayeva, S.F.; Lyalina, N.V.; Syugaev, A.V.; Paranin, S.N.; Tarasov, V.V. Structure and properties of mechanosynthesized W-Fe-C carbides. Mater. Today Proc. 2020, 25, 356–359. [Google Scholar] [CrossRef]
- Eryomina, M.A.; Lomayeva, S.F.; Kharanzhevsky, E.V.; Tarasov, V.V.; Dementyev, V.B. Phase composition and wear resistance of compacts and coatings based on carbides fabricated in W-Fe-C system by wet mechanical alloying. Proc. Struct. Integr. 2021, 32, 284. [Google Scholar] [CrossRef]
- Eryomina, M.A.; Lomayeva, S.F.; Kharanzhevsky, E.V.; Bel’tyukov, A.N. Wear-resistant coatings produced by high-speed selective laser sintering of wet-milled W-Fe powders: Phase composition, microstructure, and properties. Int. J. Refract. Met. Hard Mater. 2022, 108, 105915. [Google Scholar] [CrossRef]
- Dash, T.; Nayak, B.B. Preparation of WC-W2C composites by arc plasma melting and their characterizations. Ceram. Int. 2013, 39, 3279–3292. [Google Scholar] [CrossRef]
- Dvornik, M.; Mikhailenko, E.; Nikolenko, S.; Vlasova, N.; Skiruta, A. Production of ultrafine-grained spherical β-WC-W2C-Co microparticles by electro discharge erosion of WC-15Co alloy in glycerol and their solutions. Mater. Res. Express 2020, 7, 096504. [Google Scholar] [CrossRef]
- Eryomina, M.A.; Lomayeva, S.F.; Kharanzhevsky, E.V.; Tarasov, V.V.; Burnyshev, I.N. Wet ball milling and subsequent high-speed selective laser sintering of Nb-Cu powders for applying wear-resistant coatings. Int. J. Refract. Met. Hard Mater. 2022, 105, 105837. [Google Scholar] [CrossRef]
- Timokhina, I.B.; Enomoto, M.; Miller, M.K.; Pereloma, E.V. Microstructure-property relationship in the thermomechanically processed C-Mn-Si-Nb-Al-(Mo) transformation-induced plasticity steels before and after prestraining and bake hardening treatment. Met. Mater. Trans. A 2012, 43, 2473–2483. [Google Scholar] [CrossRef] [Green Version]
- Materials Explorer. Nb3Fe: mp-999440. Available online: https://materialsproject.org/materials/mp-999440 (accessed on 3 February 2023).
- Neu, V.; Crespo, P.; Schäfer, R.; Eckert, J.; Schultz, L. High remanence Nd-Fe-B-X (X = Cu, Si, Nb3Cu, Zr) powders by mechanical alloying. J. Magn. Magn. Mater. 1996, 157–158, 61–62. [Google Scholar] [CrossRef]
- Dai, Y.; Kong, Y.; Li, J.H.; Liu, B.X. Structural stability of high-pressure phase in the immiscible Cu-Nb system studied by lattice dynamics calculation. J. Alloys Compd. 2009, 468, 299–302. [Google Scholar] [CrossRef]
- Opahle, I.; Singh, H.K.; Zemen, J.; Gutfleisch, O.; Zhang, H. Effect of N, C, and B interstitials on the structural and magnetic properties of alloys with Cu3Au structure. Phys. Rev. Res. 2020, 2, 023134. [Google Scholar] [CrossRef]
- Pan, Y. Prediction of new structure, phase transition, mechanical, and thermodynamic properties of Nb3Si. Adv. Eng. Mater. 2017, 19, 1700099. [Google Scholar] [CrossRef]
- Fahmy, Y.; Benfield, C.T.; Koch, C.C. The effects of interstitial elements on the phase stability and mechanical behavior of selected intermetallics. Mater. Sci. Eng. A 1993, 170, 19–27. [Google Scholar] [CrossRef]
- Scabarozi, T.H.; Roche, J.; Rosenfeld, A.; Lim, S.H.; Salamanca-Riba, L.; Yong, G.; Takeuchi, I.; Barsoum, M.W.; Hettinger, J.D.; Lofland, S.E. Synthesis and characterization of Nb2AlC thin films. Thin Solid Films 2009, 517, 2920–2923. [Google Scholar] [CrossRef]
- Kohmoto, H.; Shyue, J.; Aindow, M.; Fraser, H.L. Observation of a metastable B2 phase in rapidly solidified ribbons of Nb-Al alloys. Scr. Metall. Mater. 1993, 29, 1271–1274. [Google Scholar] [CrossRef]
- Wang, X.; Yang, J.; Zhang, K.; Hu, R.; Song, L.; Fu, H. Atomic-scale observations of B2→ω-related phases transition in high-Nb containing TiAl alloy. Mater. Charact. 2017, 130, 135–138. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Initial Powder Composition (wt.%) | Purity and Particle Size | Milling Duration (h) 1 |
|---|---|---|---|
| Ti | Ti–100 | Ti—99.02 wt.%, ~40 μm W—99.9 wt.%, 6–20 μm Nb—99.9 wt.%, 6–20 μm Cu—99.7 wt.%, ~18 μm Fe—98.0 wt.%, 3–20 μm Si—98.8 wt.%, ~1000 μm Al—99.0 wt.%, ~60 μm | 1–6 |
| TiCu | Ti–80, Cu–20 | 1–12 | |
| TiFe | Ti–63, Fe–37 | 3–4 | |
| TiFeCu | Ti–60, Fe–20, Cu–20 | 3–4 | |
| TiSi | Ti–83, Si–17 | 3–4 | |
| WFe | W–74, Fe–26 | 6 | |
| NbCu | Nb–87, Cu–13 | 1–7 | |
| NbSi | Nb–91, Si–9 | 4 | |
| NbAl | Nb–85, Al–15 | 1–5 | |
| NbAlFe | Nb–72, Al–14, Fe–14 | 1–5 |
| Sample Designation | Ti | TiCu | WFe | NbCu | |||||
|---|---|---|---|---|---|---|---|---|---|
| Compact | Coating | Compact | Coating | Compact | Coating | Compact | Coating | ||
| Density (±0.01 g∙cm−3) | 4.00 | - | 4.60 | - | 11.93 (as prepared) 10.70 (annealed) | - | 7.1 | - | |
| HV (GPa) | 4.1 ± 0.5 | 10.0 ± 1.7 | 5.1 ± 0.8 | 8.3 ± 0.3 | 6.2 (as prepared) 7.9 (annealed) | 16.0 ± 2.0 | 3.8 ± 0.4 | 10.8 ± 1.9 | |
| Friction coefficient (±0.01) with steel ball | Initial | 0.2 | 0.15 | 0.6 | 0.15 | - | 0.20 | - | 0.25 |
| Max | 1.5–2 | 0.20 | 1.24 | 0.40 | - | 0.28 | - | 0.90 | |
| Wear of sample/steel ball (±1 μm) | 125/0 | 0/17 | 6/38 | 0/47 | - | 0/1 | - | 0/7 | |
| Friction coefficient (±0.01) with WC-6Co ball | Initial | - | 0.15 | - | 0.17 | 0.05 (annealed) | 0.06 | - | 0.29 |
| Max | - | 0.16 | - | 0.30 | 0.45 (annealed) | 0.22 | - | 0.70 | |
| Wear of sample/WC-6Co ball (±1 μm) | - | 0/3 | - | 3/16 | 0/1 (annealed) | 0/0 | - | 0/4 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Eryomina, M.; Lomayeva, S. Wet Ball Milling Applied to Production of Composites and Coatings Based on Ti, W, and Nb Carbides. Powders 2023, 2, 499-514. https://doi.org/10.3390/powders2020031
Eryomina M, Lomayeva S. Wet Ball Milling Applied to Production of Composites and Coatings Based on Ti, W, and Nb Carbides. Powders. 2023; 2(2):499-514. https://doi.org/10.3390/powders2020031
Chicago/Turabian StyleEryomina, Marina, and Svetlana Lomayeva. 2023. "Wet Ball Milling Applied to Production of Composites and Coatings Based on Ti, W, and Nb Carbides" Powders 2, no. 2: 499-514. https://doi.org/10.3390/powders2020031