
Microstructural Evolution of T91 in High Temperature Conditions and under Combined Effect of Stress and Temperature

 ,
,
Abstract
:1. Introduction
- increase in the size of the M23C6 carbides;
- martensite recovery;
- precipitation and coarsening of new phases (Laves and Z).
2. Materials and Methods
3. Results and Discussion
- To continue material aging until 1 × 105 h;
- To start new creep tests on P91;
- To increase the small punch testing on new specimens from both as cast and ex-service P91;
- To continue ex-service material testing until 1 × 105 h as well as start new testing from ex-service P91.
4. Conclusions
- The martensite recovery is a patent proof of microstructure evolution. This is more evident if the stress is applied on the steel, in addition to temperature;
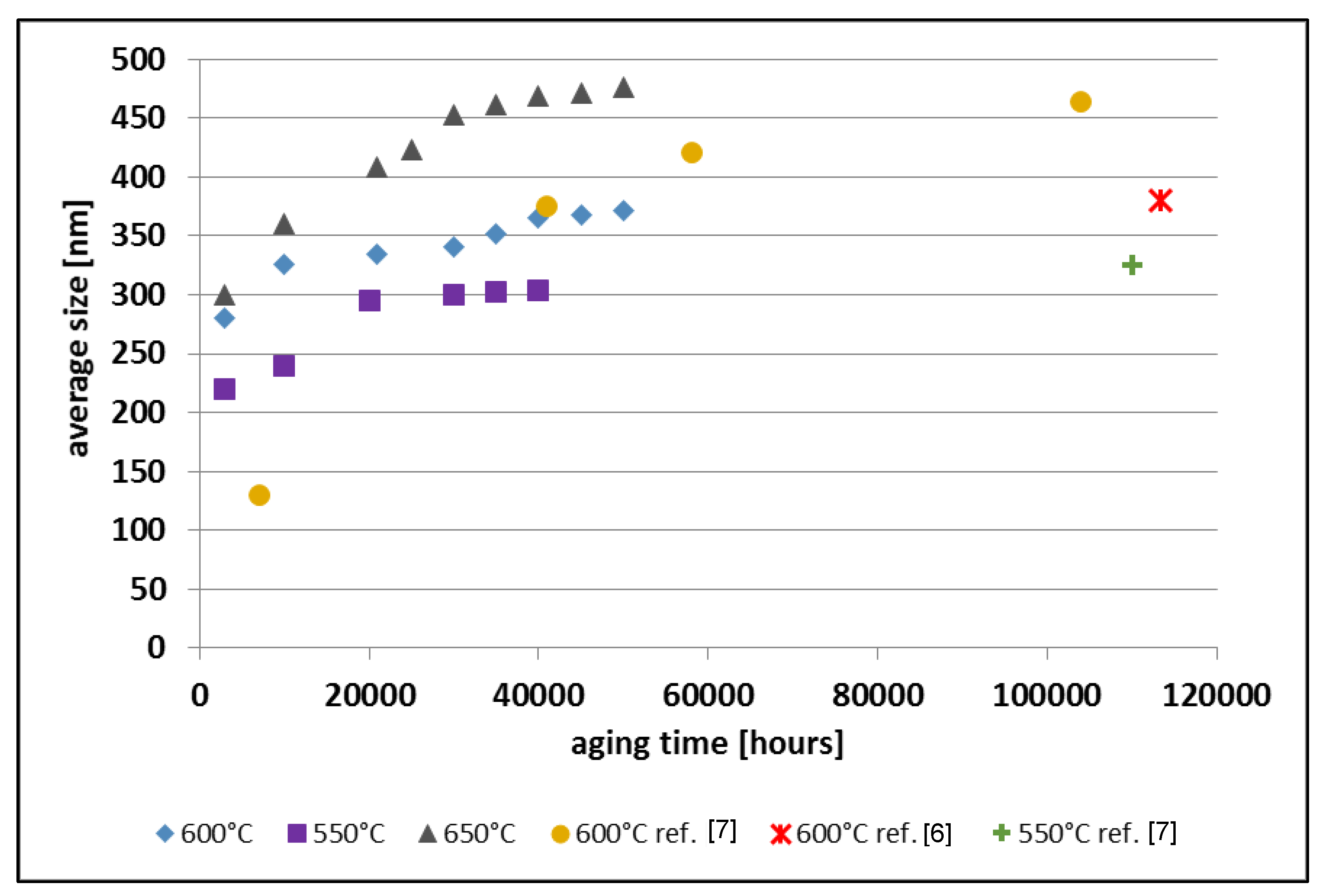
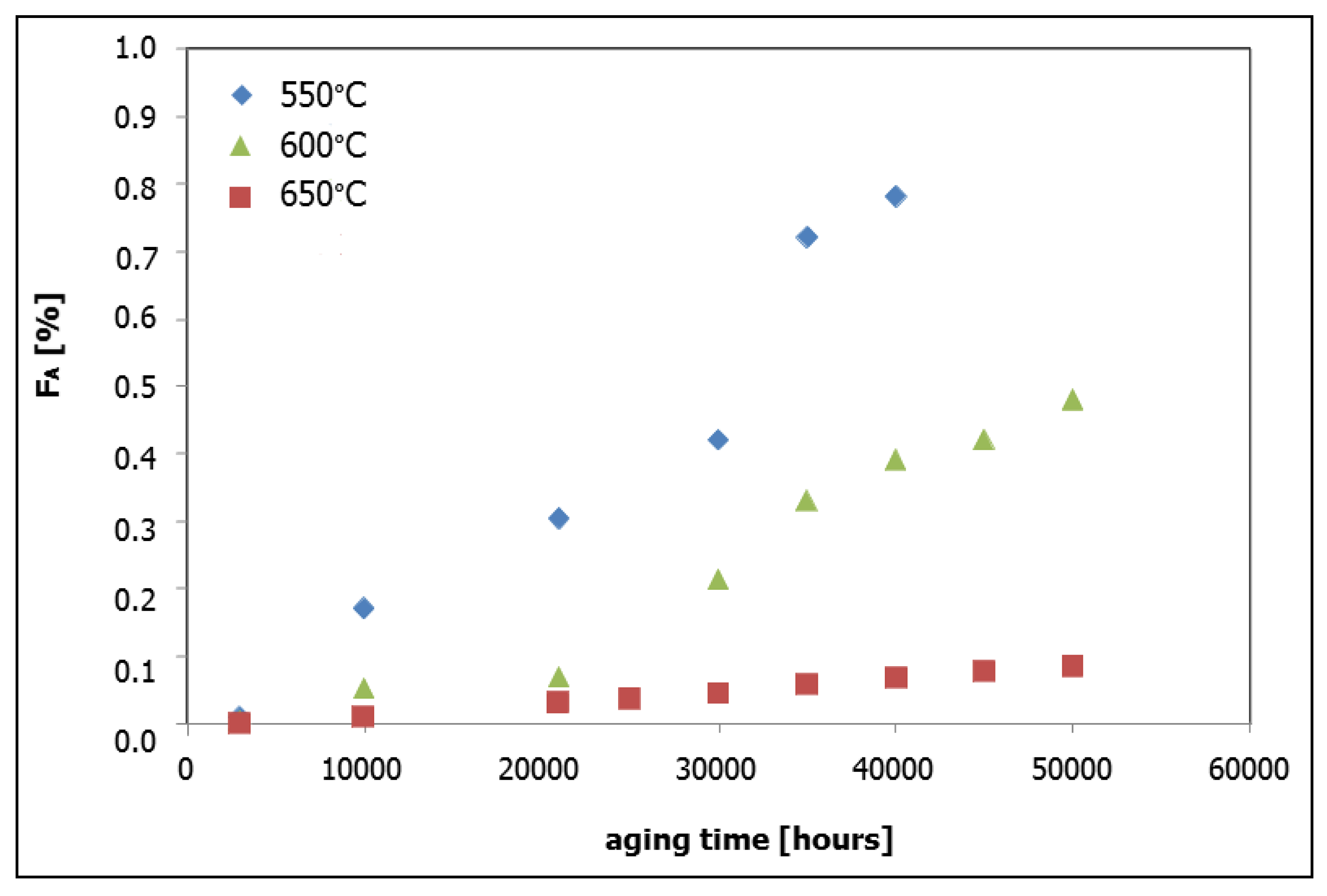
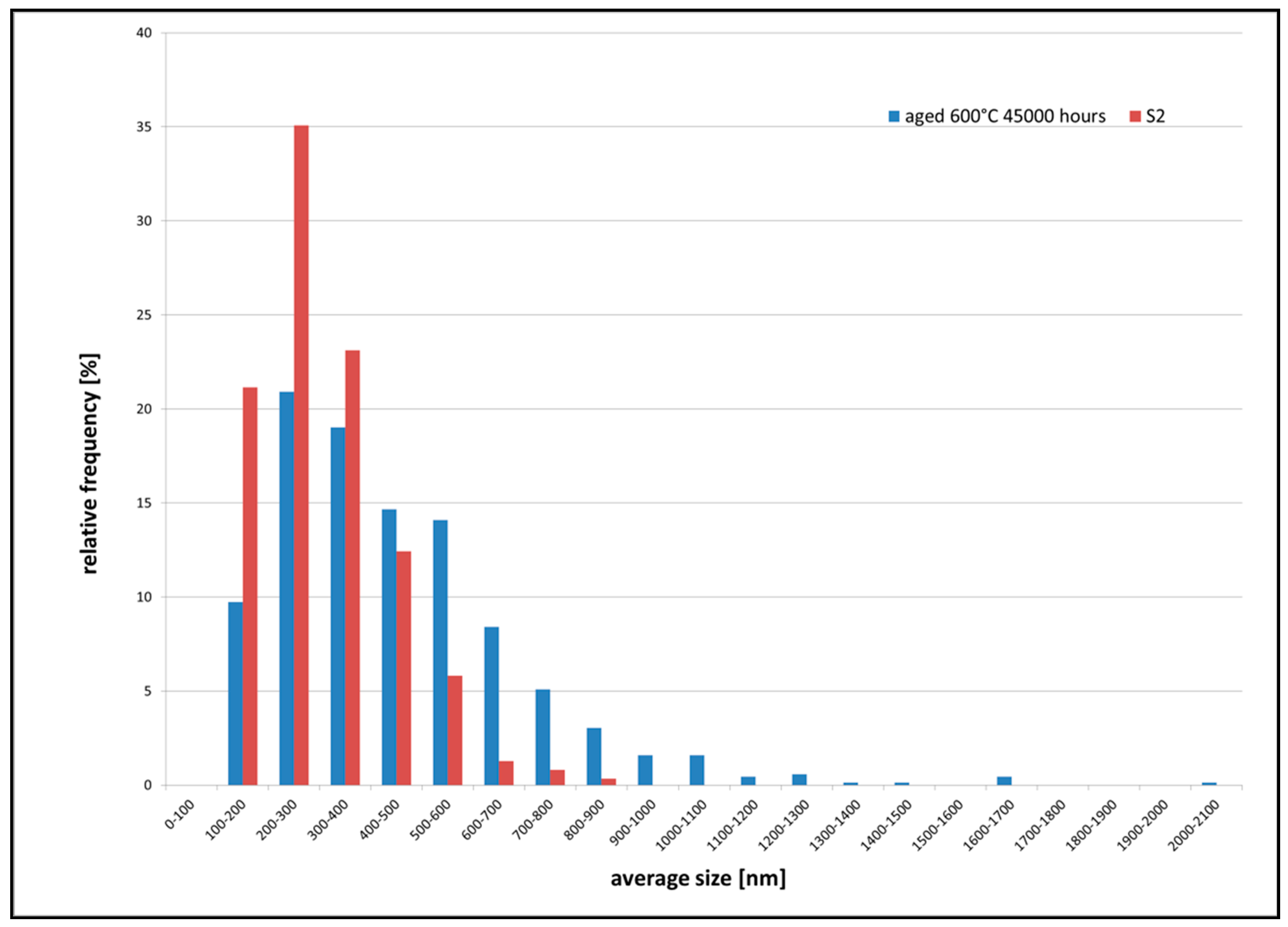
- The Laves phase precipitation and coarsening is the most evident indication of material aging. It starts to precipitate after 5000–10,000 h, generally at PAGBs. If temperature is the only applied factor, Laves particles show a monotonic increase in both size and number; temperature, however, must not exceed 600 °C, since over this threshold, Laves phase is more soluble into the matrix and particles become rare. If the stress is also applied, an increase is observed in both number and size during early stages of life, followed in the latter stages by a decrease in size and by an increase in the number of smaller particles. Laves phases can be considered preferential sites for stress concentration and are suspected to promote cavitation, especially if they nucleate at PAGBs;
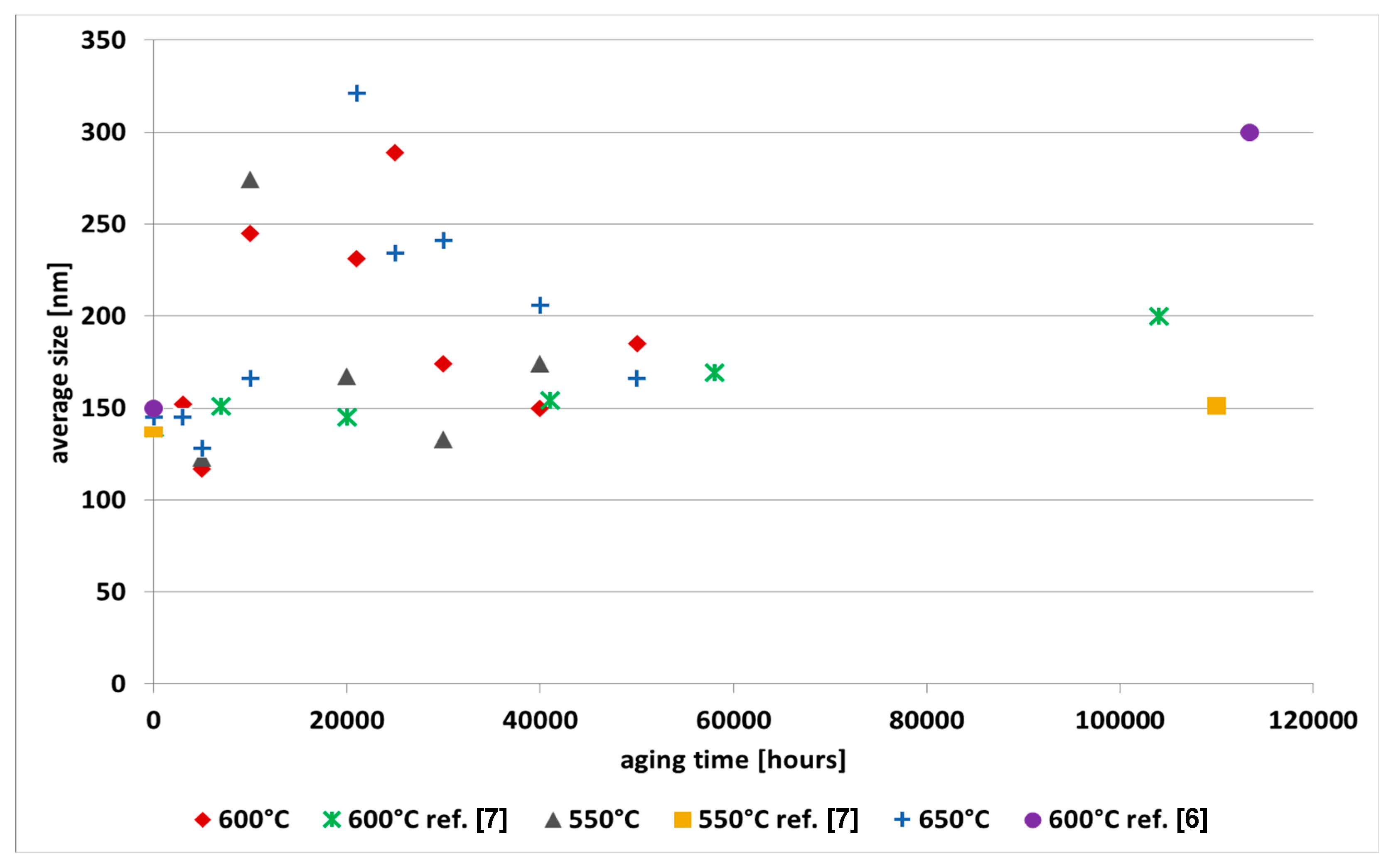
- M23C6 carbides coarsening is minimal since their average diameter does not exceed 200–300 nm. These particles, however, show a typical evolution pattern that starts with a moderate coarsening, followed by a reduction when Laves phase precipitation occurs;
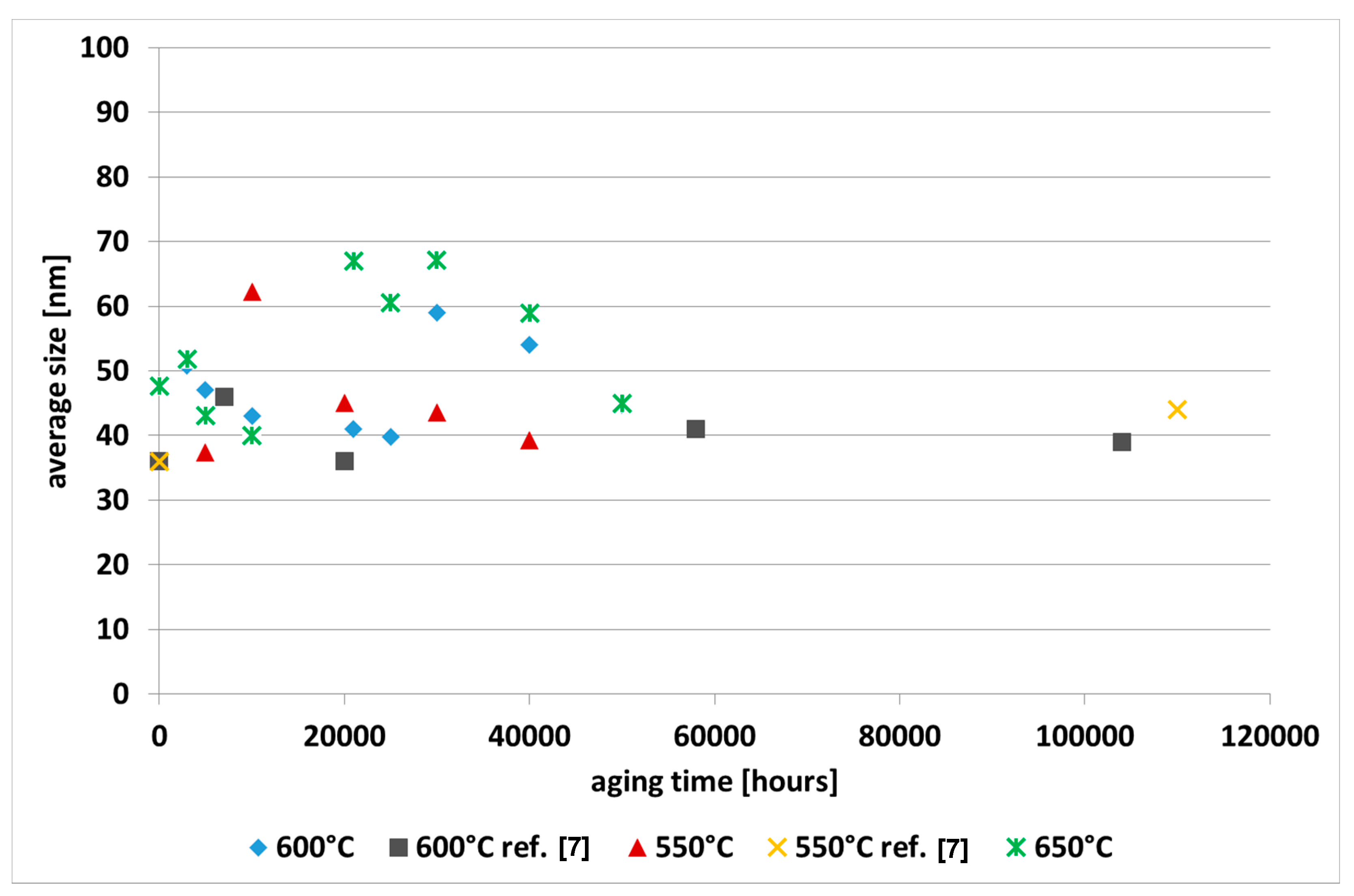
- The amount of MX carbonitrides remains almost unvaried during aging or service. These precipitates nucleate during the tempering and seem to be unaffected neither by aging nor by the applied stress;
- Z-phase was not found in either aged or ex-service materials, so that precipitation and coarsening of such particles cannot be considered a damage factor of grade 91 steels. Nevertheless, several hybrid particles, identified as Z-phase precursors, were spotted in some specimens.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Vander Voort, G.F. (Ed.) ASM Handbook Volume 9: Metallography and Microstructures; ASM International: Materials Park, OH, USA, 2004. [Google Scholar]
- Hald, J. Microstructure and long term properties of 9–12% Cr steels. Int. J. Press. Vessel. Pip. 2008, 85, 30–37. [Google Scholar] [CrossRef]
- Neubauer, B.; Wedel, U. Advances in Life Prediction Methods; Woodford, D.A., Whitehead, J.R., Eds.; American Society of Mechanical Engineers: New York, NY, USA, 1983; pp. 301–314. [Google Scholar]
- Neubauer, B. Proceedings of the Second International Conference on Creep and Fracture of Engineering Materials and Structures; Wilshire, B., Owen, D.R.J., Eds.; Pineridge Press: Swansea, UK, 1984; pp. 1217–1226. [Google Scholar]
- Wu, R.; Storesund, J.; Sandstrom, R. Influence of postweld heat treatment on creep properties of 1Cr-0. 5Mo welded joints. Mater. Sci. Technol. 1993, 9, 773–780. [Google Scholar]
- Panait, C.; Bendick, W.; Fuchsmann, A.; Gourgues-Lorenzon, A.F.; Besson, J. Study of the microstructure of grade 91 steel after more than 100,000 hours of creep exposure at 600 °C. Int. J. Press. Vessel. Pip. 2010, 87, 326–335. [Google Scholar] [CrossRef] [Green Version]
- Cipolla, L.; Caminada, S.; Venditti, D.; Danielsen, H.K. Microstructure evolution of ASTM P91 after 100,000 h exposure at 550 °C and 600 °C. In Proceedings of the 9th Conference on Materials for Advanced Power Engineering, Liege, Belgium, 27–29 September 2010. [Google Scholar]
- Di Gianfrancesco, A.; Cipolla, L.; Cirilli, F.; Caminada, S.; Cumino, G. Microstructural stability and creep data assessment of Tenaris grade 91 and 911. In Proceedings of the ASME PVP Conference 2007, San Antonio, TX, USA, 22–26 July 2007. [Google Scholar]
- ASM International. ASM Handbook, Volume 1: Properties and Selection: Irons, Steels, and High-Performance Alloys; ASM International: Materials Park, OH, USA, 1990. [Google Scholar]
- Shibli, A. Remaining life assessment issues in high Cr martensitic steels and development of new innovative tools for damage monitoring and life assessment. Trans. Indian Inst. Met. 2010, 63, 339–348. [Google Scholar] [CrossRef]
- Shibli, A.; Starr, F. Some aspect of plant and research experience in the use of new high strength martensitic steel P91. Int. J. Press. Vessel. Pip. 2007, 84, 114–122. [Google Scholar] [CrossRef]
- Swindeman, R.W.; Santella, M.L.; Maziasz, P.J.; Roberts, B.W.; Coleman, K. Issues in replacing Cr-Mo steels and stainless steel with 9% Cr-1Mo-V steel. Int. J. Press. Vessel. Pip. 2004, 81, 507–512. [Google Scholar] [CrossRef]
- Rojas Jara, D. 9–12% Cr Heat Resistant Steels: Alloy Design, TEM Characterization of the Microstructure Evolution and Creep Response at 650 °C. Ph.D. Thesis, Bochum University, Bochum, Germany, March 2011. [Google Scholar]
- Di Gianfrancesco, A.; Tiberi Vipraio, S.; Venditti, D. Long term microsctuctural evolution of 9–12% Cr steel grades for steam power generation plants. In Proceedings of the Metal 2012 21st International Conference on Metallurgy and Materials, Brno, Czech Republic, 23–25 May 2012. [Google Scholar]
- Dimmler, G.; Weinert, P.; Kozeschnik, E.; Cerjak, H. Quantification of the Laves phase in advanced 9–12% Cr steels using a standard SEM. Mater. Charact. 2003, 51, 341–352. [Google Scholar] [CrossRef]
- Sklenička, V.; Kucharova, K.; Svoboda, M.; Kloc, L.; Bursik, J.; Kroupa, A. Long term creep behavior of 9-12%Cr power plant steel. Mater. Charact. 2003, 51, 35–48. [Google Scholar] [CrossRef]
- Abe, F. Bainitic and martensitic creep resistant steels. Curr. Opin. Solid State Mater. Sci. 2004, 8, 305–311. [Google Scholar] [CrossRef]
- Orlová, A.; Buršík, J.; Kuchařová, K.; Sklenička, V. Microstructural development during high temperature creep of 9% Cr steel. Mater. Sci. Eng. A 1998, 245, 39–48. [Google Scholar] [CrossRef]
- Cipolla, L. Conversion of MX Nitrides to Modified Z Phases in 9–12% Cr Ferritic Steel. Ph.D. Thesis, Technical University of Denmark, Kgs. Lyngby, Denmark, June 2010. [Google Scholar]
- EN 10371:2021; Metallic Materials—Small Punch Test Method. CEN-CENELEC: Brussels, Belgium, 2021.
- ASTM A213/A213M-06a; Standard Specification for Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger Tubes. ASTM: West Conshohocken, PA, USA, 2017.
- Tonti, A.; Augugliaro, G.; Lega, D.; Ramires, D.; Alleva, L.; Di Gianfrancesco, A.; Tassa, O. P91, microstructure atlas and life assessment tools. In Proceedings of the ECCC 2014 International Conference, Rome, Italy, 5–7 June 2014. [Google Scholar]
- Lee, J.S.; Armaki, H.G.; Maruyama, K.; Muraki, T.; Asahi, H. Causes of breakdown of creep strength in 9Cr-1,8W-0,5Mo-VNb steel. Mater. Sci. Eng. A 2006, 428, 270–275. [Google Scholar] [CrossRef]
- Tonti, A.; Augugliaro, G.; Lega, D.; Ramires, D.; Alleva, L.; Di Gianfrancesco, A.; Matera, S.; Tassa, O. P91, microstructure atlas and life assessment tools. In Proceedings of the HIDA 6th International Conference, Nagasaki, Japan, 2–4 December 2013. [Google Scholar]
- Sawada, K.; Kushima, H.; Kimura, K. Z-phase formation during creep and aging in 9–12% Cr heat resistant steels. ISIJ Int. 2006, 46, 769–775. [Google Scholar] [CrossRef] [Green Version]
- Sawada, K.; Kushima, H.; Tabuchi, M.; Kimura, K. Microstructural degradation of gr.91 steel during creep under low stress. Mater. Sci. Eng. A 2011, 528, 5511–5518. [Google Scholar] [CrossRef]
- Tonti, A.; Lega, D.; Antonini, A.; Romitelli, M.; Alvino, A. Damage characterization of an ASTM A213 gr. 91 tube after 116.000 hr of service in a reforming plant. Int. J. Press. Vessel. Pip. 2015, 132–133, 87–96. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| T (°C) | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| 3000 | 5000 | 10,000 | 20,000 | 25,000 | 30,000 | 40,000 | 45,000 | 50,000 | |
| 550 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | ||||
| 600 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 |
| 650 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 |
| C | Si | Mn | P | S | ||
|---|---|---|---|---|---|---|
| ASTM A213 | 0.07–0.14 | 0.20–0.50 | 0.30–0.60 | ≤0.020 | ≤0.010 | |
| aged | 0.114 | 0.25 | 0.32 | <0.005 | <0.005 | |
| S1 | 0.115 | 0.37 | 0.35 | 0.012 | 0.006 | |
| S2 | 0.099 | 0.38 | 0.42 | 0.014 | 0.007 | |
| Cr | Mo | Nb | V | N | ||
| ASTM A213 | 8.0–9.5 | 0.85–1.05 | 0.06–0.10 | 0.18–0.25 | 0.03–0.07 | |
| aged | 8.4 | 0.87 | 0.07 | 0.21 | 0.04 | |
| S1 | 8.4 | 0.96 | 0.09 | 0.20 | 0.05 | |
| S2 | 8.9 | 0.96 | 0.08 | 0.25 | - |
| Precipitate | Aging Time (Hours) | ||||||
|---|---|---|---|---|---|---|---|
| 0 | 5000 | 10,000 | 20,000 | 30,000 | 40,000 | ||
| average diameter D (nm) | M23C6 | 145 | 123 | 274 | 167 | 133 | 174 |
| MX | 48 | 37 | 62 | 45 | 44 | 39 | |
| Laves | - | - | 327 | 333 | 203 | 347 | |
| Z-phase hybrid | - | - | 42 | - | 72 | - | |
| occurrence frequency FR (%) | M23C6 | 49 | 53 | 56 | 43 | 45 | 40 |
| MX | 51 | 47 | 21 | 45 | 49 | 49 | |
| Laves | - | - | 17 | 12 | 5 | 11 | |
| Z-phase hybrid | - | - | 6 | - | 1 | - | |
| Precipitate | Aging Time (Hours) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 0 | 3000 | 5000 | 10,000 | 20,000 | 25,000 | 30,000 | 40,000 | 50,000 | ||
| average diameter D (nm) | M23C6 | 145 | 152 | 117 | 245 | 231 | 289 | 174 | 150 | 185 |
| MX | 48 | 51 | 47 | 43 | 41 | 40 | 59 | 54 | 45 | |
| Laves | - | - | 126 | 517 | 535 | 528 | 485 | 383 | 448 | |
| Z-phase hybrid | - | - | - | 102 | 28 | 34 | 150 | - | - | |
| occurrence frequency FR (%) | M23C6 | 49 | 77 | 54 | 55 | 51 | 49 | 34 | 35 | 32 |
| MX | 51 | 23 | 34 | 23 | 38 | 31 | 58 | 62 | 57 | |
| Laves | - | - | 12 | 14 | 4 | 11 | 7 | 3 | 11 | |
| Z-phase hybrid | - | - | - | 8 | 7 | 9 | 1 | - | - | |
| Precipitate | Aging Time (Hours) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 0 | 3000 | 5000 | 10,000 | 20,000 | 25,000 | 30,000 | 40,000 | 50,000 | ||
| average diameter D (nm) | M23C6 | 145 | 145 | 128 | 166 | 321 | 234 | 241 | 206 | 166 |
| MX | 48 | 52 | 43 | 40 | 67 | 61 | 67 | 59 | 45 | |
| Laves | - | - | - | - | - | - | 48 | 850 | - | |
| Z-phase hybrid | - | - | - | 115 | 50 | - | 212 | 137 | - | |
| Z-phase | - | - | - | - | - | 414 | - | - | - | |
| occurrence frequency FR (%) | M23C6 | 49 | 64 | 50 | 53 | 56 | 50 | 39 | 45 | 34 |
| MX | 51 | 36 | 50 | 46 | 40 | 48 | 59 | 53 | 64 | |
| Laves | - | - | - | - | - | - | 0.5 | 1 | - | |
| Z-phase hybrid | - | - | - | 1 | 4 | - | 1.5 | 1 | - | |
| Z-phase | - | - | - | - | - | 2 | - | - | ||
| D (n) | FR (%) | D (n) | FR (%) | ||
|---|---|---|---|---|---|
| M23C6 | 167 | 52 | Laves | 241,6 | 13 |
| MX | 42 | 17 | Hybrid | 96,5 | 18 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tonti, A.; Lega, D.; Antonini, A.; Alvino, A.; Ricciardi, L.; Campanile, L. Microstructural Evolution of T91 in High Temperature Conditions and under Combined Effect of Stress and Temperature. Micro 2022, 2, 605-619. https://doi.org/10.3390/micro2040040
Tonti A, Lega D, Antonini A, Alvino A, Ricciardi L, Campanile L. Microstructural Evolution of T91 in High Temperature Conditions and under Combined Effect of Stress and Temperature. Micro. 2022; 2(4):605-619. https://doi.org/10.3390/micro2040040
Chicago/Turabian StyleTonti, Andrea, Daniela Lega, Alessandra Antonini, Antonello Alvino, Loriana Ricciardi, and Luana Campanile. 2022. "Microstructural Evolution of T91 in High Temperature Conditions and under Combined Effect of Stress and Temperature" Micro 2, no. 4: 605-619. https://doi.org/10.3390/micro2040040