
Rheological and Aesthetical Properties of Polyolefin Composites for Flame Retardant Cables with High Loading of Mineral Fillers
 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
- Poly(ethylene-co-vinyl acetate) EVA28, ELVAX 265A, Dow (Dow Europe GmbH, Horgen, Switzerland), containing 28 wt.% of vinyl acetate, Melt Flow Index 190 °C = 3 g/10 min, Density = 0.955 g/cm3.
- ULDPE-g-MAH, Fusabond N525, Dow (Dow Europe GmbH, Horgen, Switzerland), Ultra Low Density Polyethylene C2-C8 Copolymer, grafted with Maleic Anhydride (0.7–1.1 wt.%), Melt Flow Index 190° C = 3.7 g/10 min, Density = 0.88 g/cm3.
- Masterbatch of PDMS, Silmaprocess AL1142A by Silma Srl (Prato, Italy), composed by 50 wt.% of high viscosity PMDS and 50 wt.% LLDPE, Silicon MB.
- Fillers used are described in Table 2:
- Grades of poly(ethylene-co-α-olefin) used are described in Table 3:
- Grades of C3-C2 copolymers (propylene-rich) in Table 4:
3. Results
3.1. Capillary Rheometer Analysis
- ▪
- Q is the flow rate, which is proportional to the speed of the piston pushing the material
- ▪
- R is the die radius
- ▪
- P is the pressure difference and depends on the pressure measured inside the capillary rheometer’s die
- ▪
- R is the die radius
- ▪
- L is the die length
- ▪
- τ is the shear stress
- ▪
- γapp is the shear rate
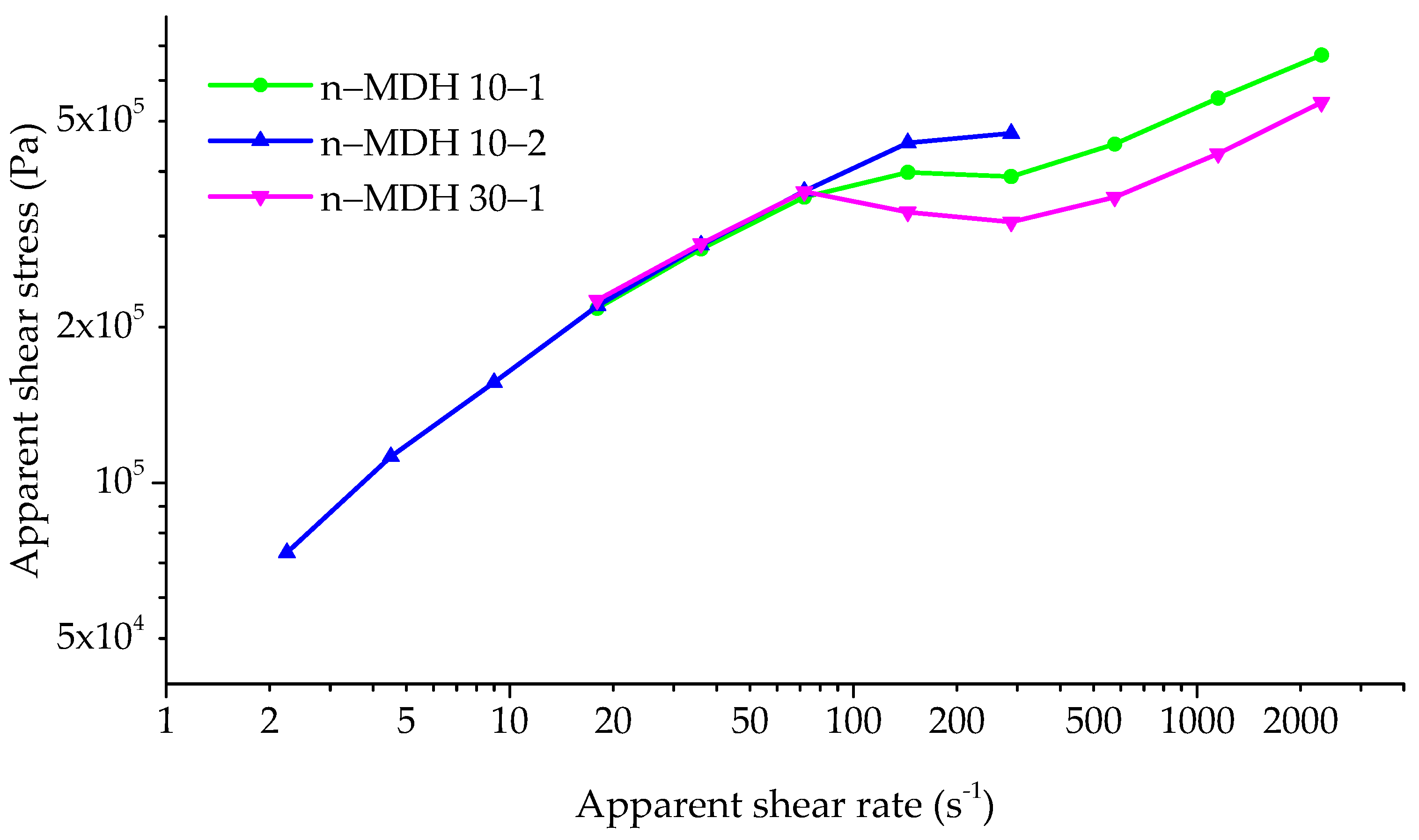
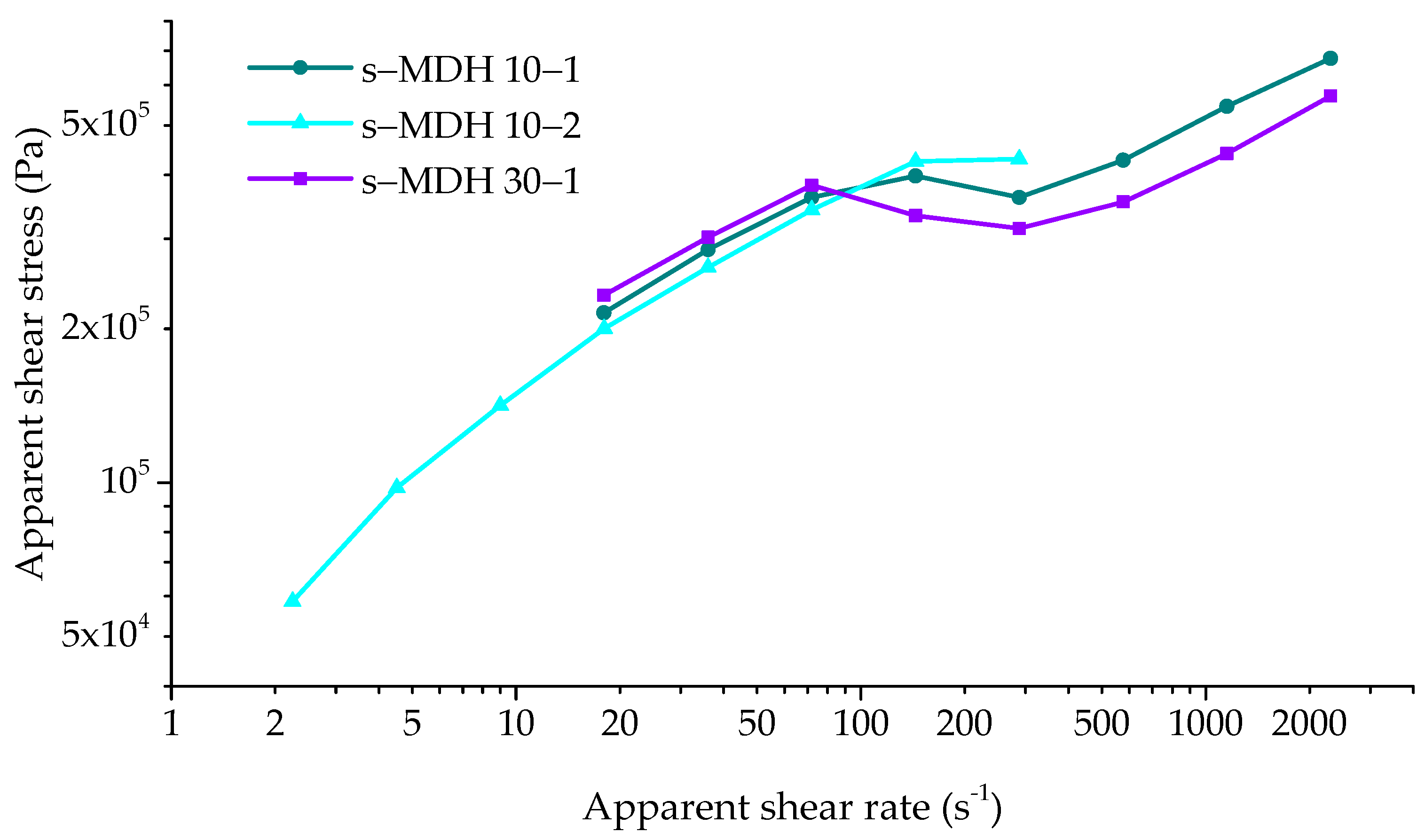
- In the right part of the rheogram (around 280–2300 s−1), the higher apparent shear rates correspond to the higher apparent shear stress. In this condition Bingham [18] assumed that, during the flow of concentrated suspensions, a “plug flow” system is established and an apparent slip layer is formed. This fact is ascribed to a lack of adhesion between the material and the shearing surface with a thickness that is independent of the flow rate and the nature of the flow mechanism [19]. In this region, the material always comes out smooth thanks to the high pressure that is applied to the surface before the exit from the capillary die. The formation of the apparent slip layer is pivotal for the determination of the rheological parameters, and affects the processing conditions also in terms of the process/product quality control relation. Notably, wall slip reduces the pressurization rate of the single and twin-screw extruders and their mixing capabilities, and the pressure drop in die flows [19].
- Transition zone (around 150–300 s−1 of apparent shear rate): the phenomenon of sliding overhang (the so-called “slip-stick”) is observed. In particular, during piston lowering there is an increase in pressure until reaching a maximum value. Subsequently, a leakage of the material from the capillary is observed at high speed, thus resulting in a sudden drop of the measured pressure. At this point, the cycle starts again with the decrease of the velocity of exit from the capillary and a new increase of the pressure. Note that under these conditions the measured value of pressure is not accurate, as it follows an oscillatory trend, so the relative value of measured apparent shear stress is to be considered with a greater uncertainty. In this region, the shark-skinned rough extrudate (stick) topology alternates with the smooth glossy extrudate (slip) one. The apparent shear rate increases the intensity of the distortion, which is made less evident by increasing the capillary length [6].
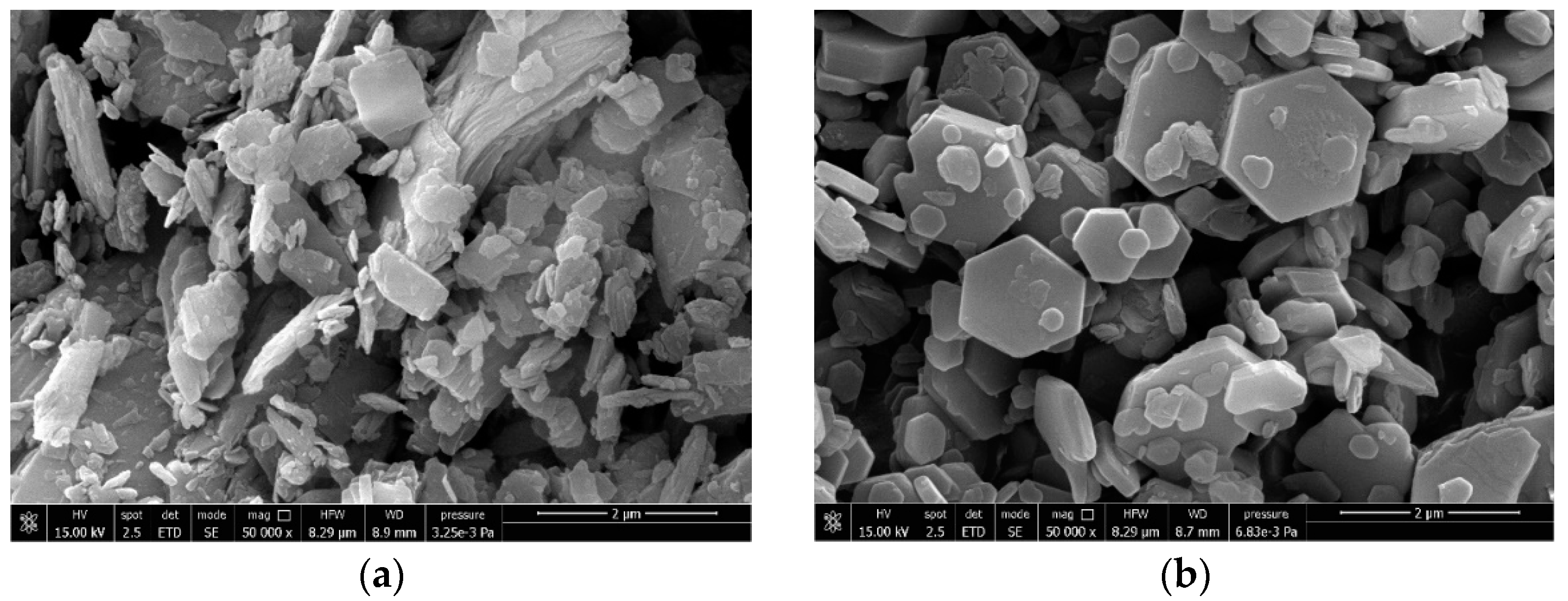
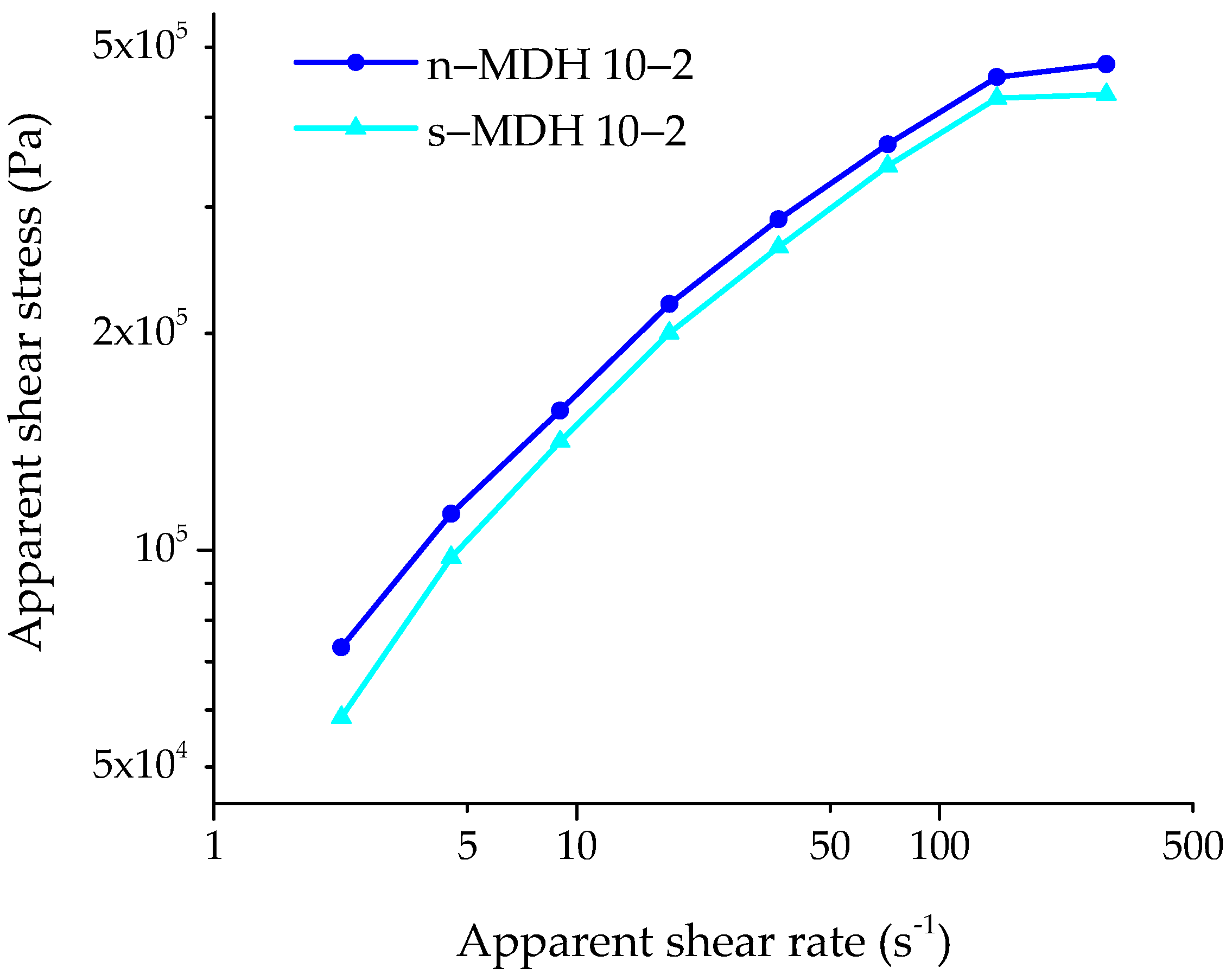
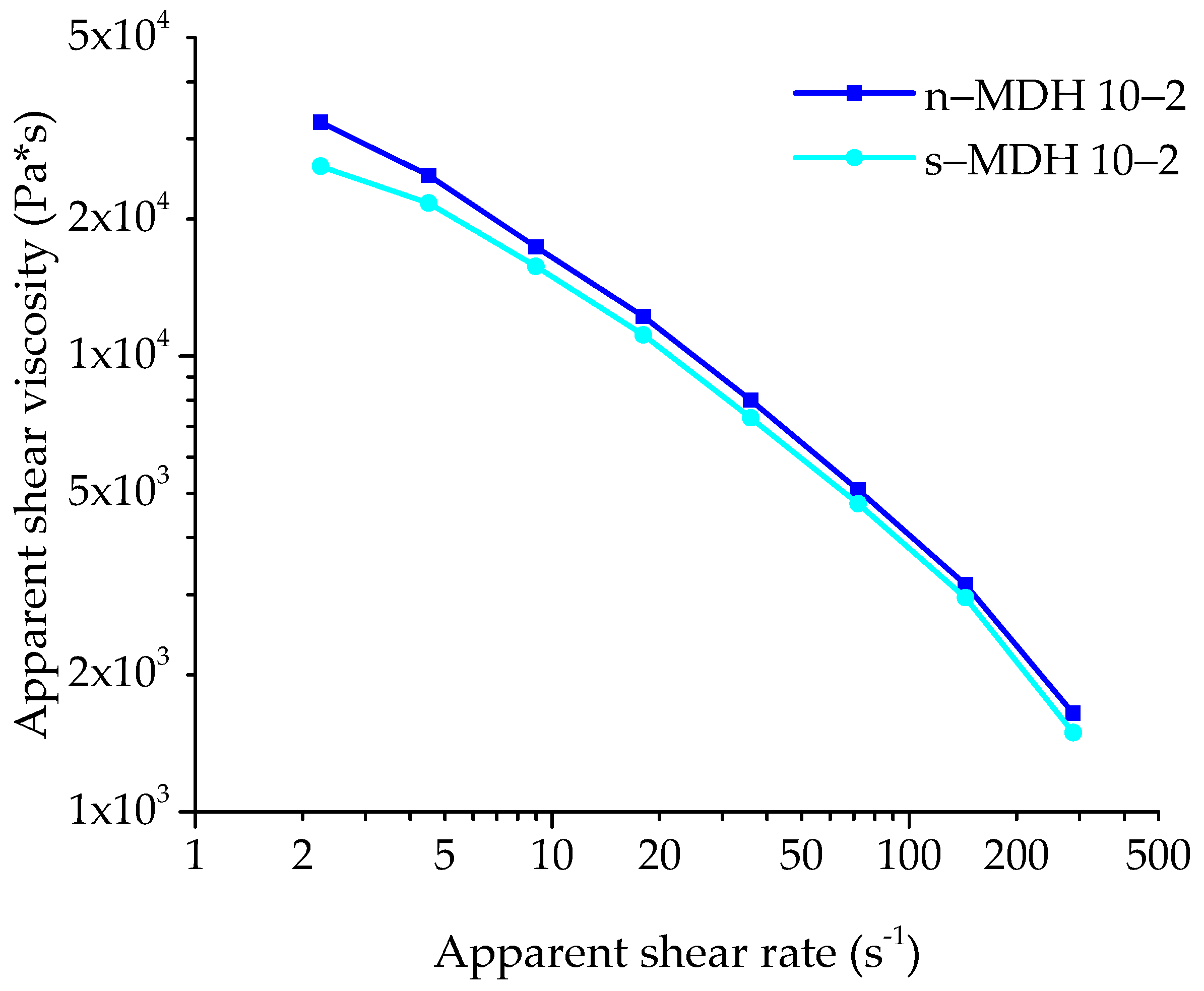
- In the rheogram of Figure 4, a magnification of the left part of the overlay of the rheograms of n–MDH and s–MDH (2–500 s−1) is reported. Notably, it is possible to notice that there are some differences between the curves obtained using the 10–2 die. This difference could be ascribed to the particle shape as described before: i.e., n–MDH is characterised by an irregular shape (needle-like) that allows the formation of more interactions between the polymer matrix and the filler, thus resulting in a more viscous system (the blue curve is higher than the other one), as also demonstrated by a lower value of MFI observed in literature (9.2 ± 0.5 g/10 min for n–MDH vs. 12.8 ± 0.6 g/10 min for s–MDH) [2].
3.2. Surface Analysis
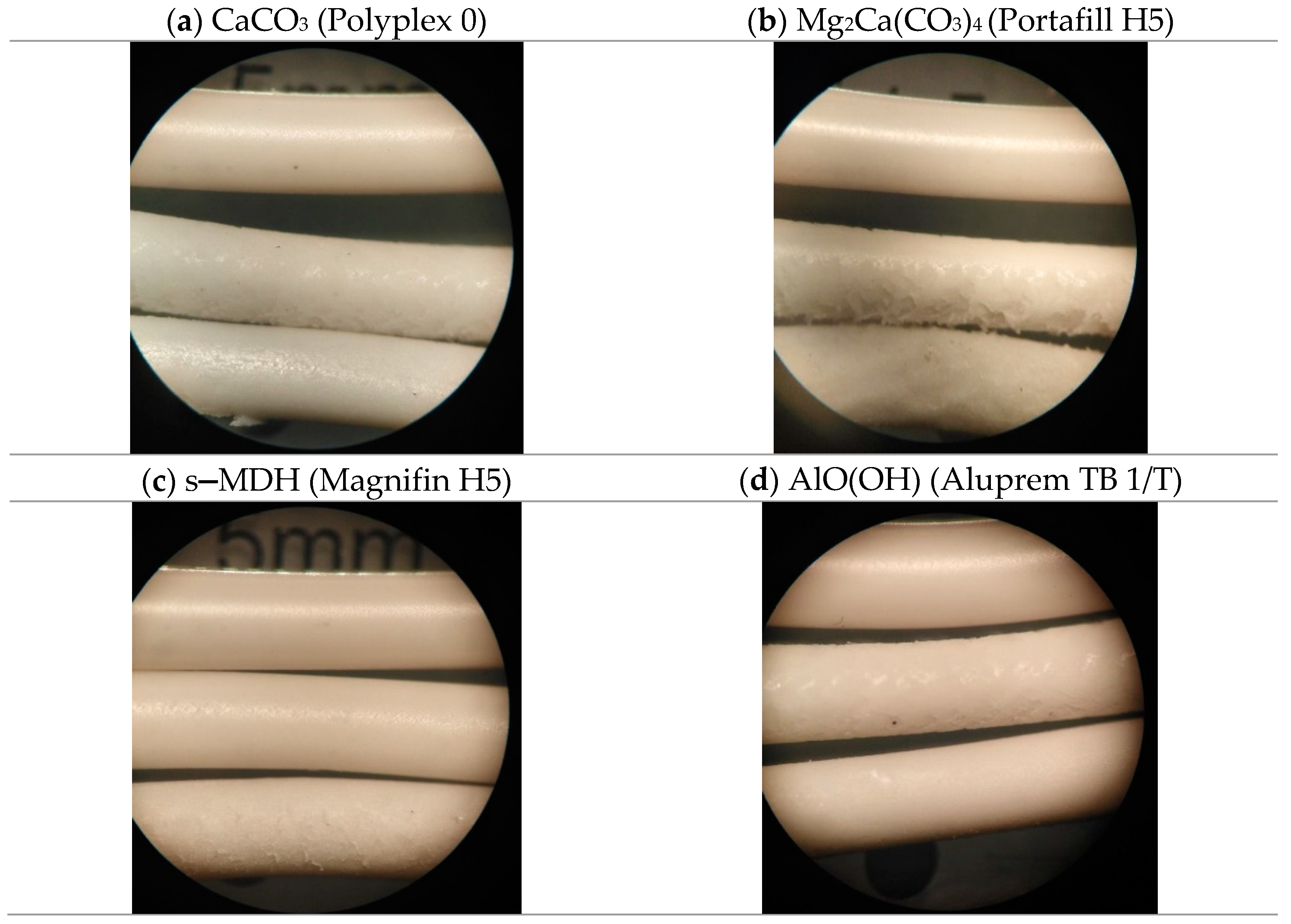
3.3. Variation of Type of Mineral Filler Used in Combination with n–MDH
3.3.1. Analysis at Capillary Rheometer
3.3.2. Surface Analysis
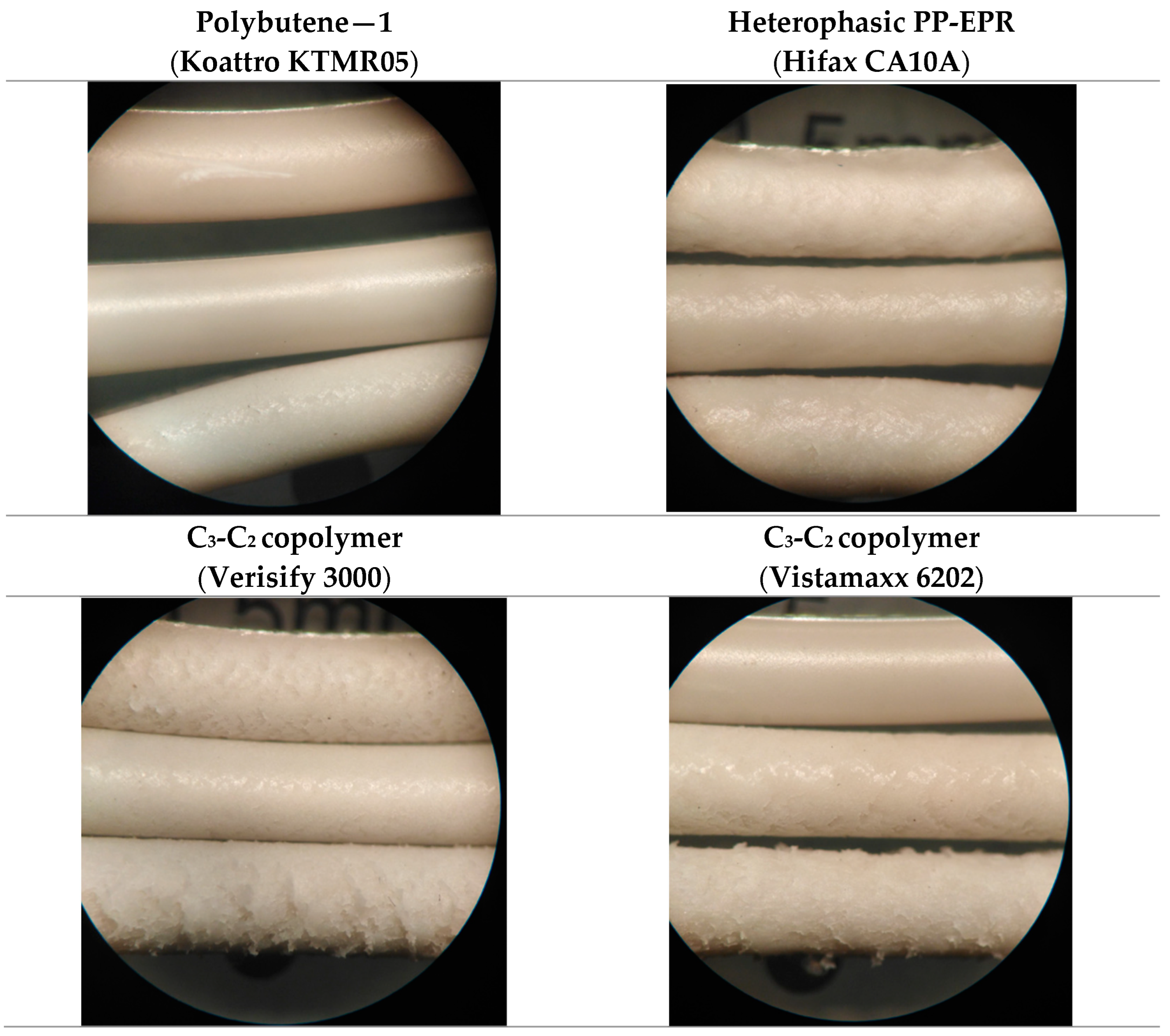
3.4. Variation of Type of Polyoefin Used in Combination with EVA
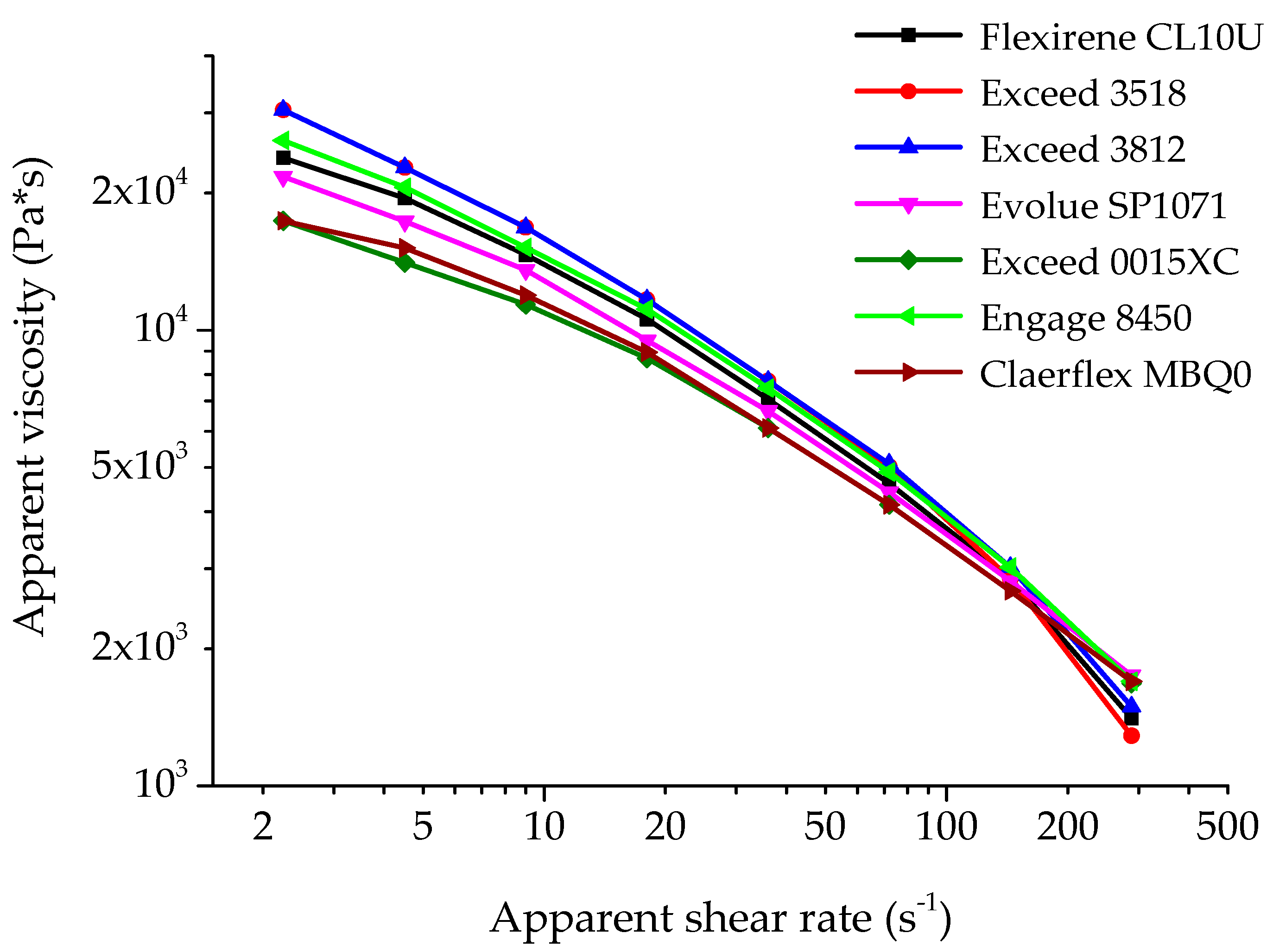
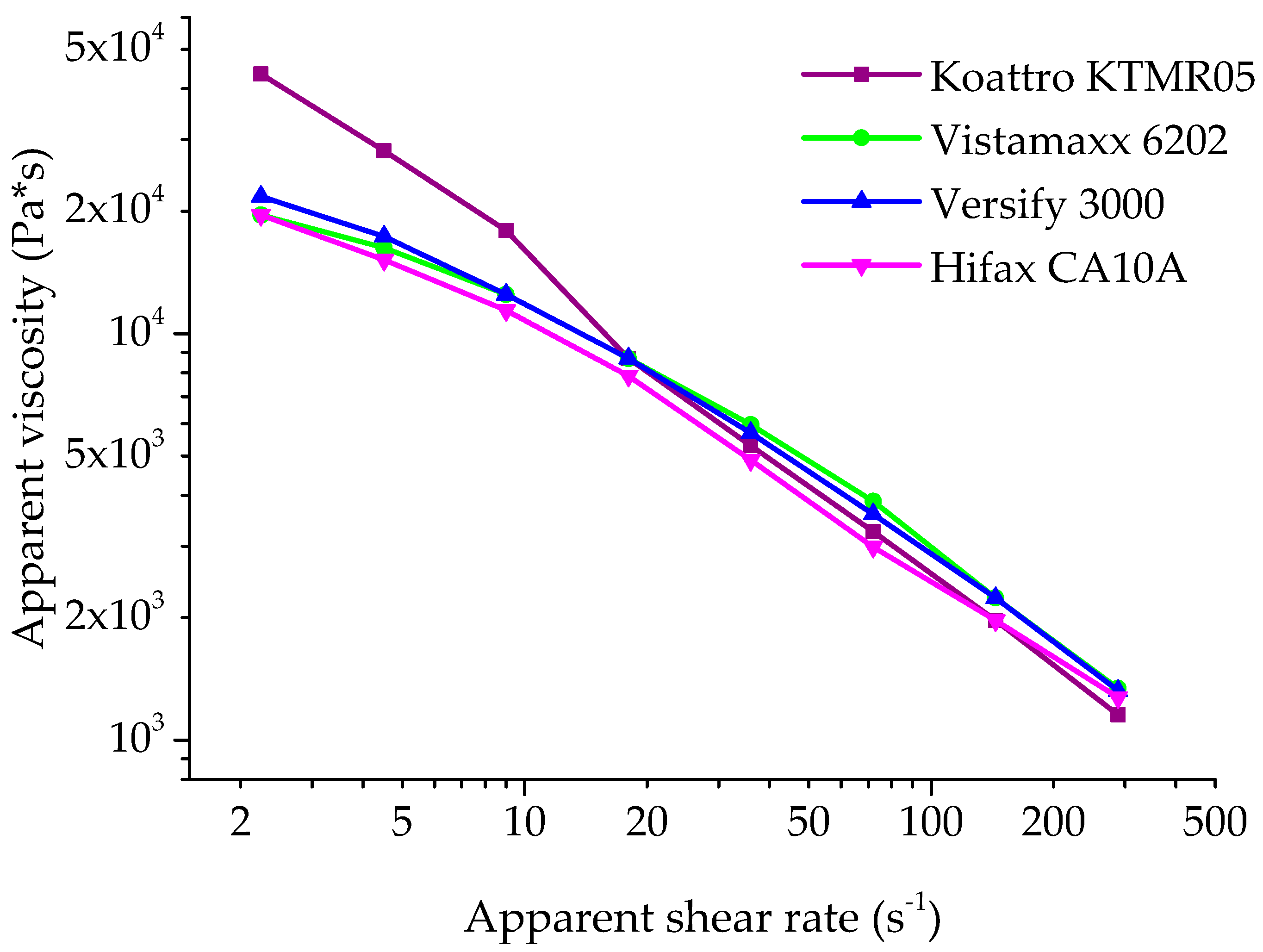
3.4.1. Analysis at Capillary Rheometer
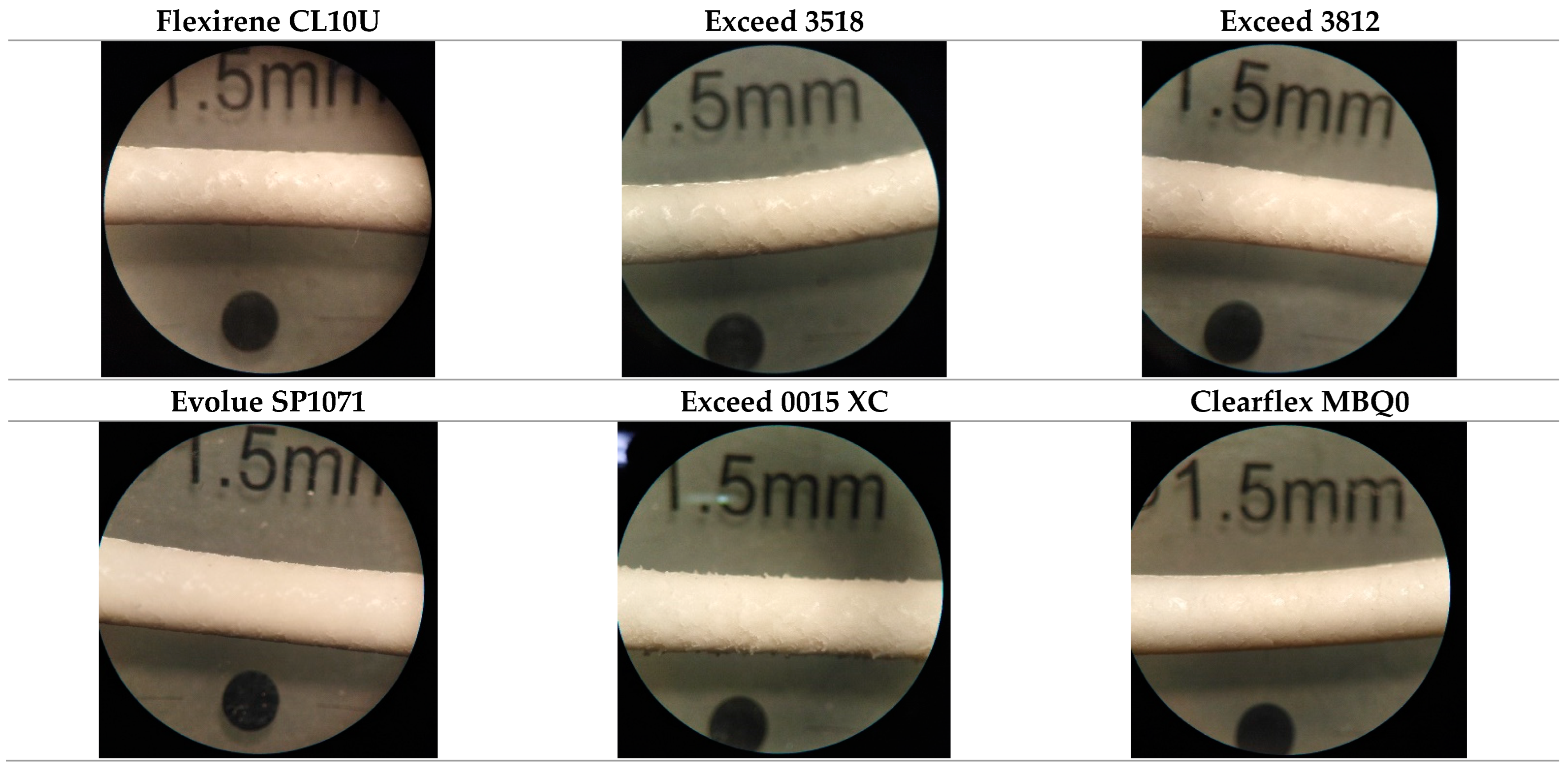
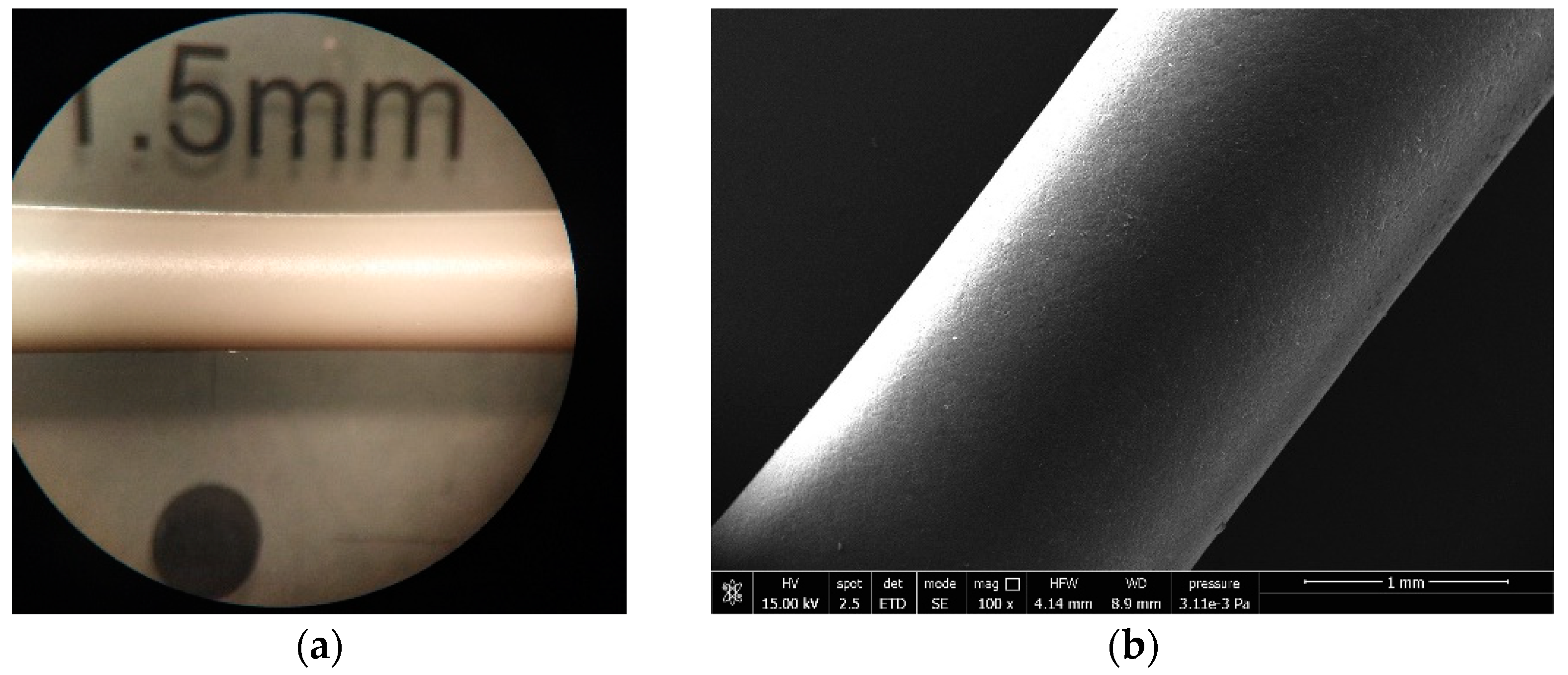
3.4.2. Surface Analysis
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Meucci, M.; Haveriku, S.; Badalassi, M.; Cardelli, C.; Ruggeri, G.; Pucci, A. Effect of Polyolefin Elastomers’ Characteristics and Natural Magnesium Hydroxide Content on the Properties of Halogen-Free Flame-Retardant Polyolefin Composites. Micro 2022, 2, 164–182. [Google Scholar] [CrossRef]
- Haveriku, S.; Meucci, M.; Badalassi, M.; Cardelli, C.; Ruggeri, G.; Pucci, A. Optimization of the Mechanical Properties of Polyolefin Composites Loaded with Mineral Fillers for Flame Retardant Cables. Micro 2021, 1, 102–119. [Google Scholar] [CrossRef]
- Sun, T.; Zhuo, Q.; Chen, Y.; Wu, Z. Synthesis of boehmite and its effect on flame retardancy of epoxy resin. High Perform. Polym. 2015, 27, 100–104. [Google Scholar] [CrossRef]
- Li, G.; Liu, Y.; Liu, D.; Liu, L.; Liu, C. Synthesis of flower-like Boehmite (AlOOH) via a simple solvothermal process without surfactant. Mater. Res. Bull. 2010, 45, 1487–1491. [Google Scholar] [CrossRef]
- Cardelli, A. Rheological, Mechanical, Thermal and Flame Retardant Properties of EVA Composites Highly Filled with Natural Inorganic Fillers. Ph.D. Thesis, University of Pisa, Pisa, Italy, 2012. [Google Scholar]
- Costache, M.C.; Jiang, D.D.; Wilkie, C.A. Thermal degradation of ethylene-vinyl acetate coplymer nanocomposites. Polymer 2005, 46, 6947–6958. [Google Scholar] [CrossRef]
- Polansky, R.; Pinkerová, M.; Bartůňková, M.; Prosr, P. Mechanical Behavior and Thermal Stability of EVA Encapsulant Material Used in Photovoltaic Modules. J. Electr. Eng. 2013, 64, 361–365. [Google Scholar] [CrossRef]
- Dando, N.R.; Kolek, P.L.; Pearson, A.; Martin, E.S.; Clever, T.R. Aluminum trihydroxide (ATH) as a filler for polymer composites: Comparative evaluation of precipitation and grinding on thermal stability and dehydration kinetics. In Proceedings of the Marketing Technical Sessions of Composites Institutes Annual Conference Composites Institute Society of the Plastic Industry, New York, NY, USA, 5–7 February 1996. [Google Scholar]
- Hull, T.; Stec, A. Polymers and Fire. In Fire Retardancy of Polymers: New Strategies and Mechanisms, Proceedings of the 11th Meeting, FRPM’07, Bolton, UK, July 2007; Hull, T.R., Kandola, B.K., Eds.; Royal Society of Chemistry: Cambridge, UK, 2009; p. 433. [Google Scholar]
- Malkin, A.Y. Rheology of filled polymers. In Filled Polymers I Science and Technology; Advances in Polymer Science; Enikolopyan, N.S., Ed.; Springer: Berlin/Heidelberg, Germany, 1990; Volume 96. [Google Scholar] [CrossRef]
- Bek, M.; Gonzalez-Gutierrez, J.; Kukla, C.; Črešnar, K.P.; Maroh, B.; Perše, L.S. Rheological behaviour of highly filled materials for injection moulding and additive manufacturing: Effect of particle material and loading. Appl. Sci. 2020, 10, 7993. [Google Scholar] [CrossRef]
- Mityukov, A.V.; Govorov, V.A.; Malkin, A.Y.; Kulichikhin, V.G. Rheology of highly concentrated suspensions with a bimodal size distribution of solid particles for powder injection molding. Polymers 2021, 13, 2709. [Google Scholar] [CrossRef] [PubMed]
- Rueda, M.M.; Auscher, M.C.; Fulchiron, R.; Périé, T.; Martin, G.; Sonntag, P.; Cassagnau, P. Rheology and applications of highly filled polymers: A review of current understanding. Prog. Polym. Sci. 2017, 66, 22–53. [Google Scholar] [CrossRef]
- IPOOL. Combination of mineral fillers 3rd phase evolution: Opportunities and drawbacks for the CPR complying cables. In Fire Resistance in Plastic; IPOOL: Cologne, Germany, 2018. [Google Scholar]
- Alexander, K. Evolution of natural magnesium hydroxide flame retardants on power and automotive cables. In Past, Present and Future Challenges; Europiren, B.V., Ed.; Cables: Dusseldorf, Germany, 2019. [Google Scholar]
- Rahim, N.A.A.; Xian, L.Y.; Munusamy, Y.; Zakaria, Z.; Ramarad, S. Melt behavior of polypropylene-co-ethylene composites filled with dual component of sago and kenaf natural filler. J. Appl. Polym. Sci. 2022, 139, 51621. [Google Scholar] [CrossRef]
- Wu, W.; Zeng, K.; Zhao, B.; Duan, F.; Jiang, F. New Considerations on the Determination of the Apparent Shear Viscosity of Polymer Melt with Micro Capillary Dies. Polymers 2021, 13, 4451. [Google Scholar] [CrossRef] [PubMed]
- Bingham, E.C. Fluidity and Plasticity; McGraw-Hill: New York, NY, USA, 1922; Volume 2. [Google Scholar]
- Kalyon, D.M. Apparent slip and viscoplasticity of concentrated suspensions. J. Rheol. 2005, 49, 621–640. [Google Scholar] [CrossRef]
- Gahleitner, M. Melt rheology of polyole®ns. Prog. Polym. Sci. 2001, 26, 895–944. [Google Scholar] [CrossRef]
- Samsudin, M.S.F.; Ishak, Z.A.M.; Jikan, S.S.; Ariff, Z.M.; Ariffin, A. Effect of filler treatments on rheological behavior of calcium carbonate and talc-filled polypropylene hybrid composites. J. Appl. Polym. Sci. 2006, 102, 5421–5426. [Google Scholar] [CrossRef]
- Osman, M.A.; Atallah, A. Interparticle and particle–matrix interactions in polyethylene reinforcement and viscoelasticity. Polymer 2005, 46, 9476–9488. [Google Scholar] [CrossRef]
- Kaully, T.; Siegmann, A.; Shacham, D. Rheology of highly filled natural CaCO3 composites: IV. Effect of surface treatment. Polym. Adv. Technol. 2007, 18, 696–704. [Google Scholar] [CrossRef]
- Hornsby, P.R.; Mthupha, A. Rheological characterization of polypropylene filled with magnesium hydroxide. J. Mater. Sci. 1994, 29, 5293–5301. [Google Scholar] [CrossRef]
- Polymers For Use in Wire and Cable Compounds. 2019. Available online: https://www.entecpolymers.com/resources/news/polymers-for-use-in-wire-and-cable-compounds#:~:text=THESEPOLYMERSINCLUDE%3A&text=EthyleneAcrylateCopolymers(Methyl%2CEthyl,-1(PB-1) (accessed on 12 July 2021).
- Lapasin, R. Reologia Dei Polimeri Fusi; University of Trieste: Trieste, Italy, 2008; pp. 1–16. [Google Scholar]
- Available online: http://plasticnotes.blogspot.com/2009/11/pb-1.html (accessed on 10 July 2020).















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ingredients | % in Weight | Function |
|---|---|---|
| EVA 28-3 | 27 | Flexibility, polarity, good behaviour in fire tests (char forming) |
| Ethylene α-olefin copolymer | 9 | Modifier of rheology and surface quality |
| Mineral filler | 60 | Flame retardant |
| ULDPE-g-MAH | 3 | Coupling agent |
| Silicon MB | 1 | Processing aid |
| Ingredient | Chemical Formula | Origin | Trade name | Supplier | D50 *1 (μm) | BET *2 (m2/g) |
|---|---|---|---|---|---|---|
| n–MDH | Mg(OH)2 | Natural | Ecopiren 3,5 | Europiren (Rotterdam, Netherlands) | 3.43 | 11–13 |
| CaCO3 stearic coated | CaCO3 | Natural | Polyplex 0 | Calcit (Stahovica, Slovenia) | 2.10 | 9.5 |
| Böhmite | AlO(OH) | Synthetic | Aluprem TB 1/T | Tor Minerals (Hattem, Netherlands) | 1.21 | 12 |
| s–MDH | Mg(OH)2 | Synthetic | Magnifin H5 | Huber (Bergheim, Germany) | 1.50 | 4–6 |
| Huntite | CaMg3(CO3)4 | Natural | Portafill H5 | Sibelco (Maastricht, Netherlands) | 3.27 | 18 |
| Ingredient *3 | Trade Name | Supplier | Density *1 | MFI *2 | Catalysis |
|---|---|---|---|---|---|
| C4-LLDPE | Flexirene CL10U | Versalis (Mantova, Italy) | 0.918 | 2.5 | Z-N |
| C6-mLLDPE | Exceed 3518 | ExxonMobil (Machelen, Belgium) | 0.918 | 3.5 | metallocene |
| C6-mLLDPE | Exceed 3812 | ExxonMobil (Machelen, Belgium) | 0.912 | 3.8 | metallocene |
| C6-mLLDPE | Evolue SP1071C | Prime Polymer (Tembusu, Singapore) | 0.910 | 10 | metallocene |
| C6-mLLDPE | Exceed 0015XC | ExxonMobil (Machelen, Belgium) | 0.918 | 15 | metallocene |
| C8-ULDPE | Engage 8450 | Dow (Horgen, Switzerland) | 0.902 | 3 | metallocene |
| C4-VLDPE | Clearflex MBQ0 | Versalis (Mantova, Italy) | 0.911 | 13 | Z-N |
| Ingredient | Trade Name | Supplier | Density *1 | MFI *2 | Catalysis |
|---|---|---|---|---|---|
| Heterophasic PP-EPR | Hifax CA10A | Lyndell-Basell (Ferrara, Italy) | 0.880 | 0.6 | Z-N |
| C3-C2 copolymer | Vistamaxx 6202 | Exxon-Mobil (Machelen, Belgium) | 0.862 | 9.1 | metallocene |
| C3-C2 copolymer | Versify 3000 | Dow (Horgen, Switzerland) | 0.891 | 8 | metallocene |
| n–MDH (Ecopiren 3,5) | ||
|---|---|---|
| Capillary Die | High Shear (2 mm/s) | Low Shear (0.0156 mm/s) |
| 10–1 L = 10 mm ∅ = 1 mm |  |  |
| 10–2 L = 10 mm ∅ = 2 mm |  |  |
| 30–1 L = 30 mm ∅ = 1 mm |  |  |
| s–MDH (Magnifin H5) | ||
|---|---|---|
| Capillary Die | High Shear (2 mm/s) | Low Shear (0.0156 mm/s) |
| 10–1 L = 10 mm ∅ = 1 mm |  |  |
| 10–2 L = 10 mm ∅ = 2 mm |  |  |
| 30–1 L = 30 mm ∅ = 1 mm |  |  |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Haveriku, S.; Meucci, M.; Badalassi, M.; Cardelli, C.; Pucci, A. Rheological and Aesthetical Properties of Polyolefin Composites for Flame Retardant Cables with High Loading of Mineral Fillers. Micro 2022, 2, 524-540. https://doi.org/10.3390/micro2030034
Haveriku S, Meucci M, Badalassi M, Cardelli C, Pucci A. Rheological and Aesthetical Properties of Polyolefin Composites for Flame Retardant Cables with High Loading of Mineral Fillers. Micro. 2022; 2(3):524-540. https://doi.org/10.3390/micro2030034
Chicago/Turabian StyleHaveriku, Sara, Michela Meucci, Marco Badalassi, Camillo Cardelli, and Andrea Pucci. 2022. "Rheological and Aesthetical Properties of Polyolefin Composites for Flame Retardant Cables with High Loading of Mineral Fillers" Micro 2, no. 3: 524-540. https://doi.org/10.3390/micro2030034