Mechanical Properties of Rubberised Concrete Confined with Basalt-Fibre Textile-Reinforced Mortar Jackets



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Fresh and Physical Properties
3.2. Mechanical Properties
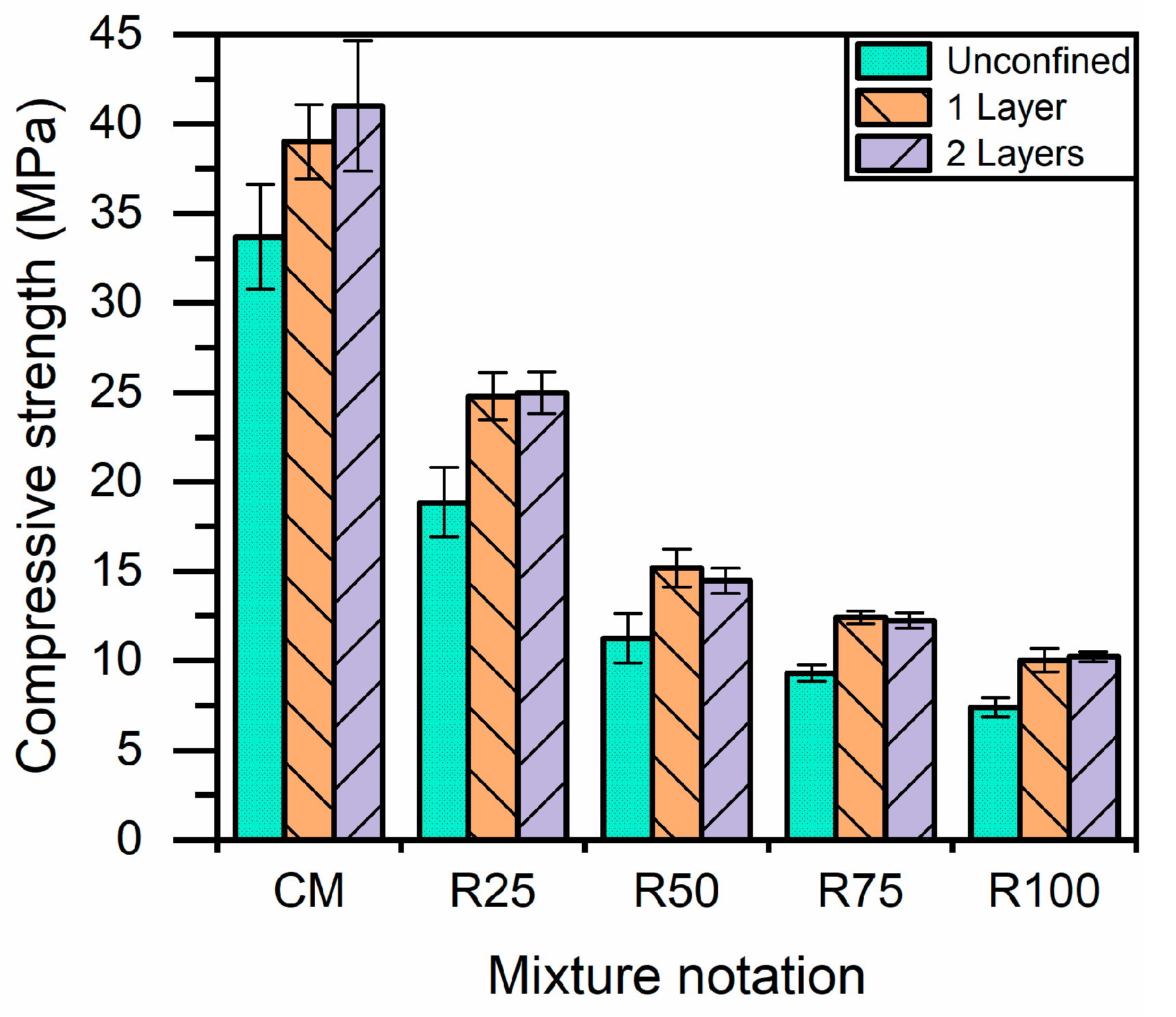
3.2.1. Compressive Strength
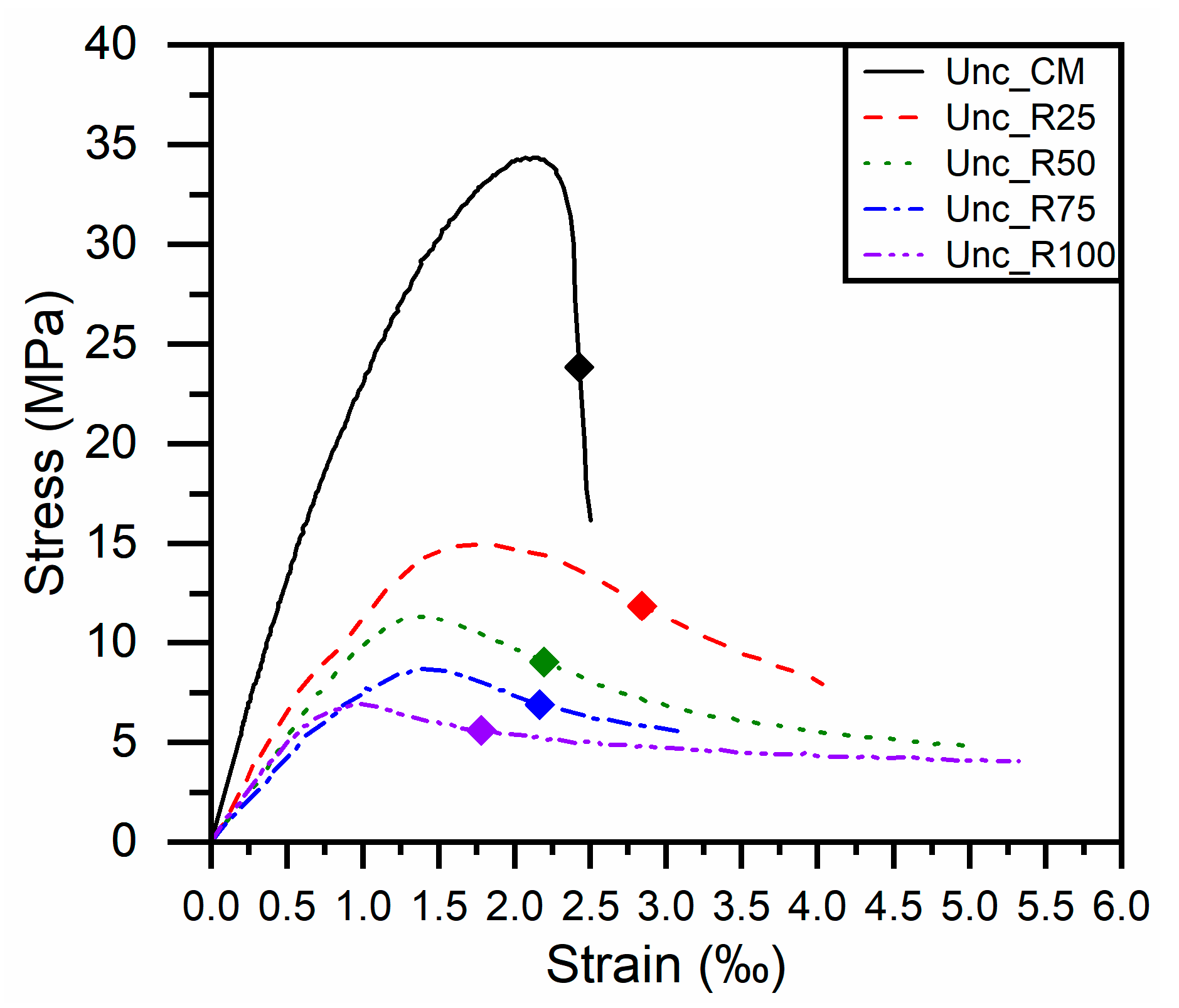
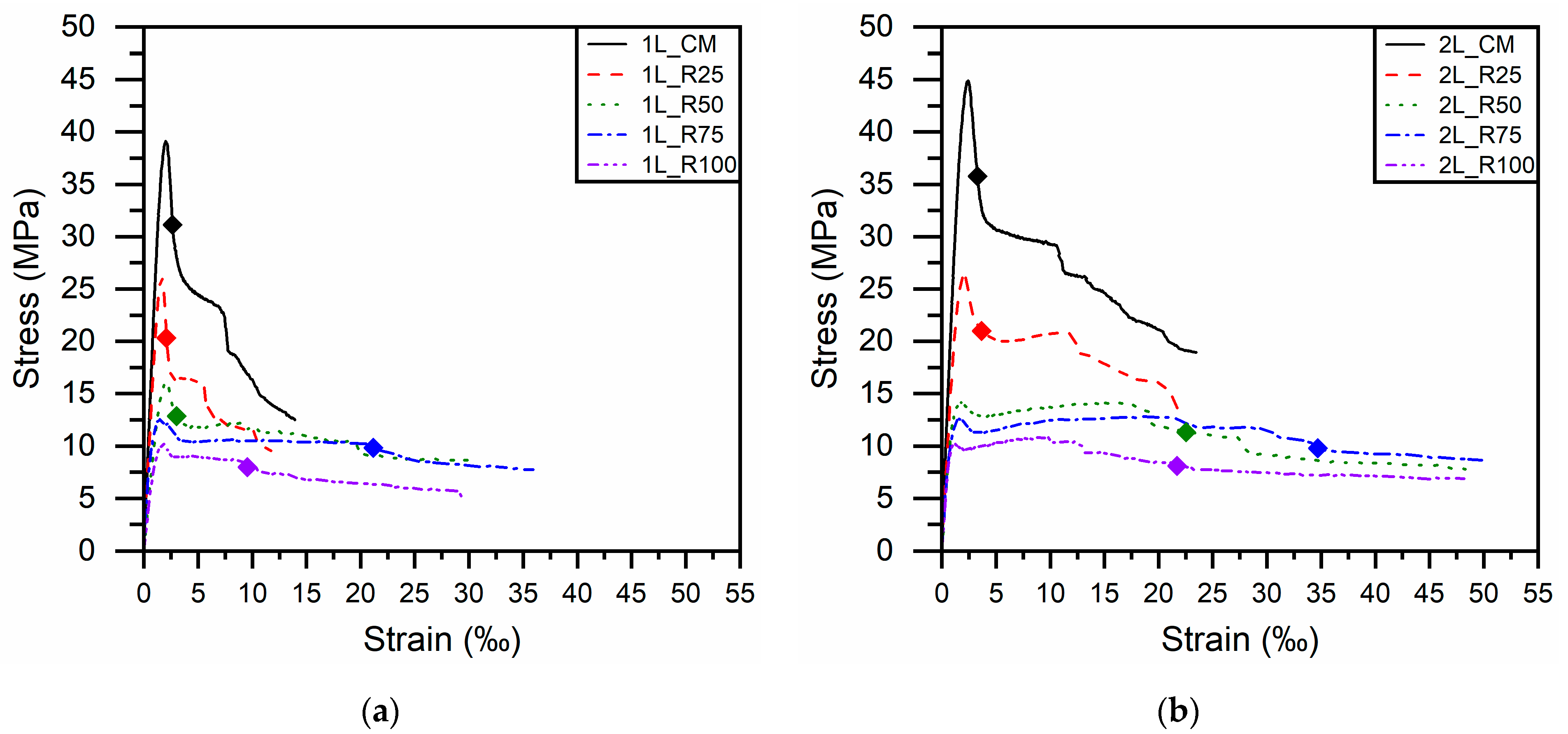
3.2.2. Stress–Strain Behaviour
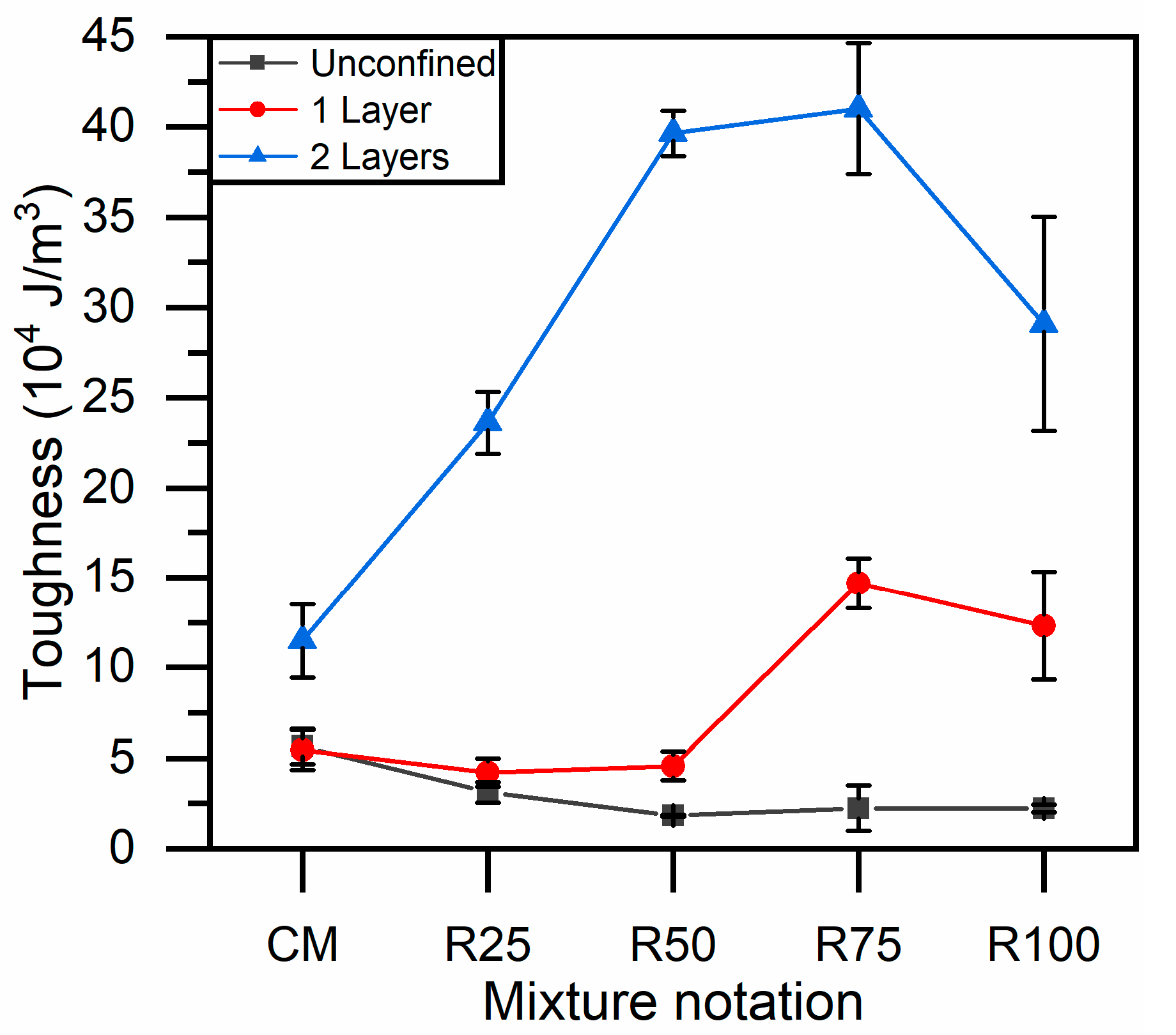
3.2.3. Toughness
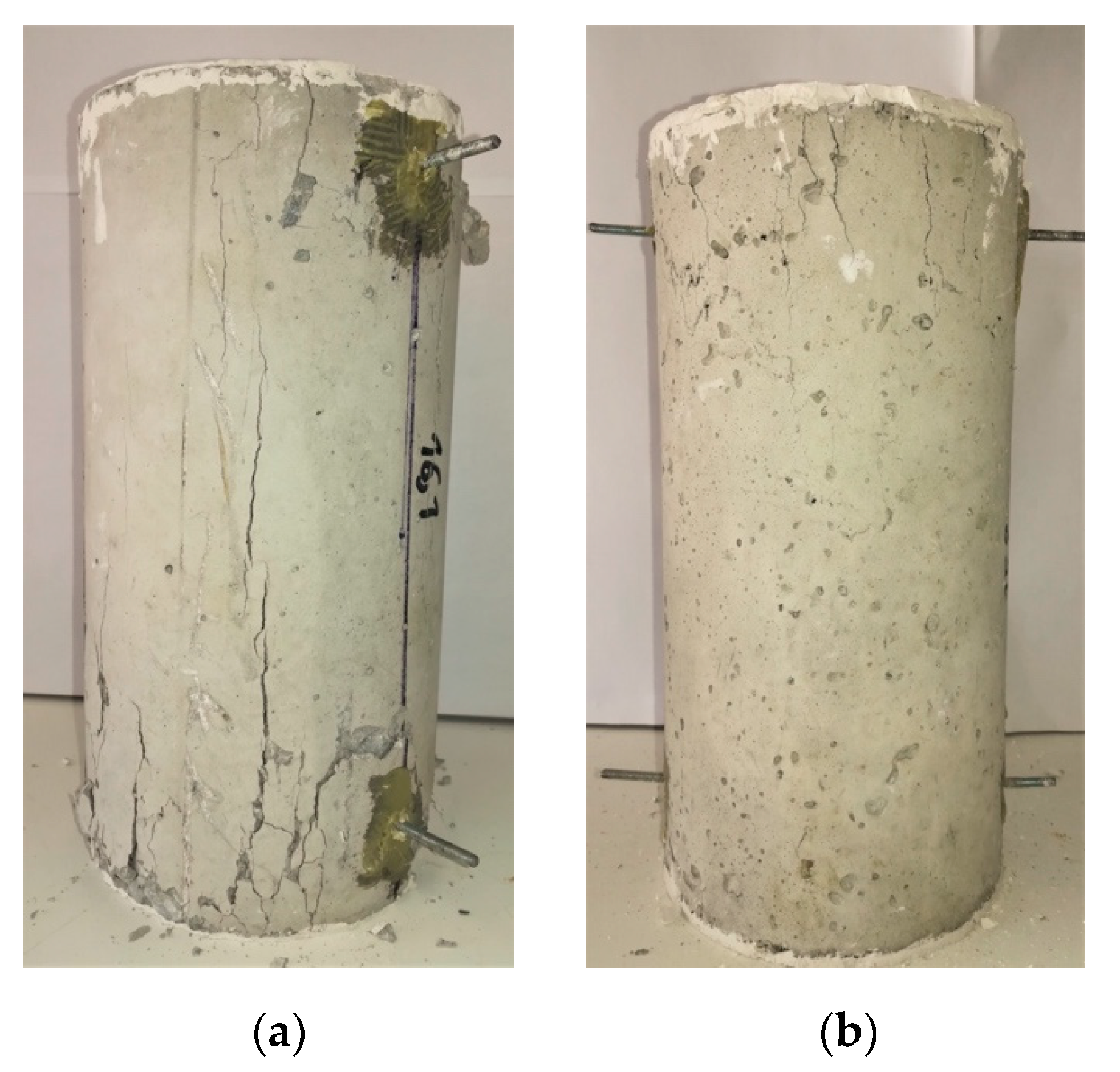
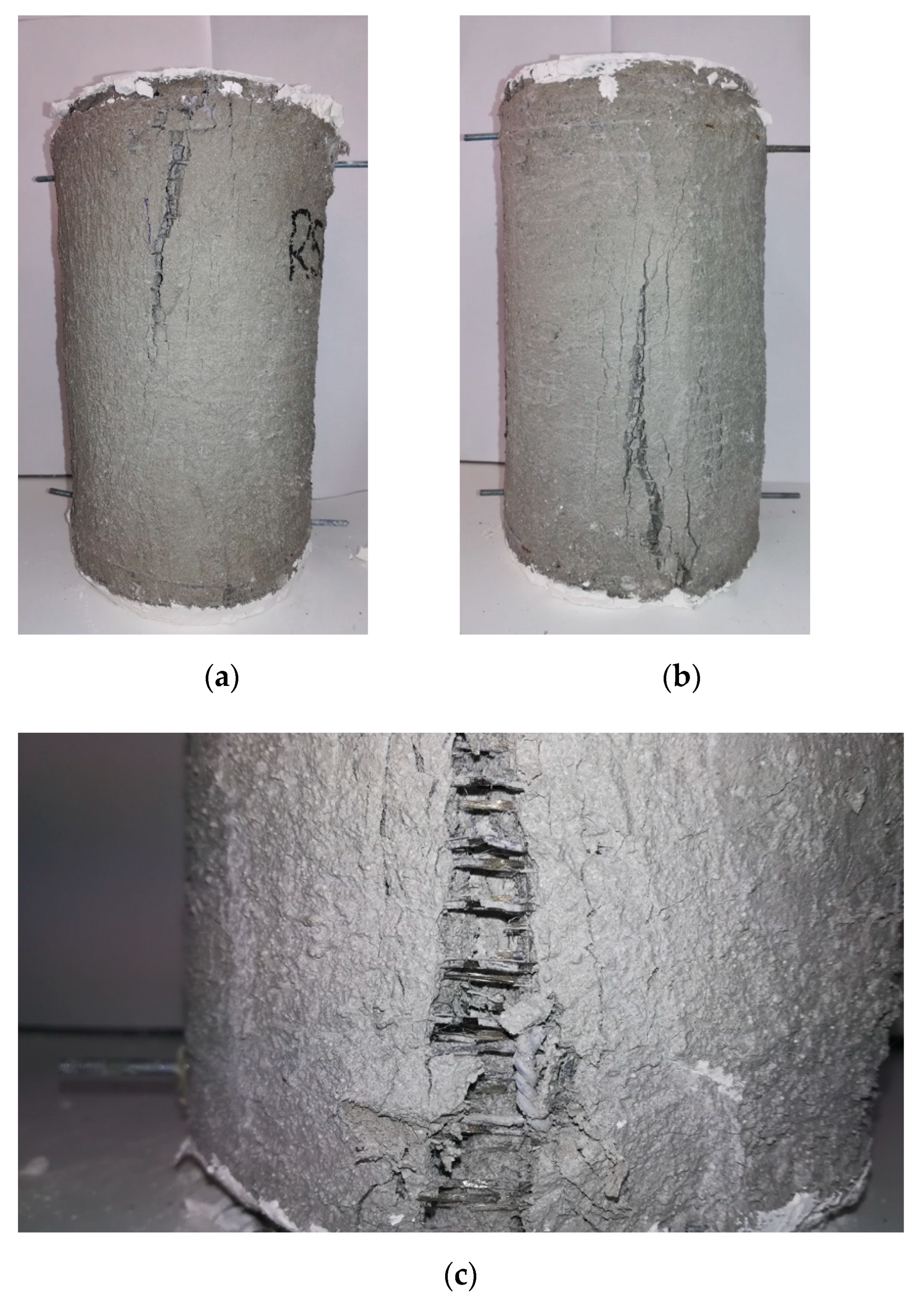
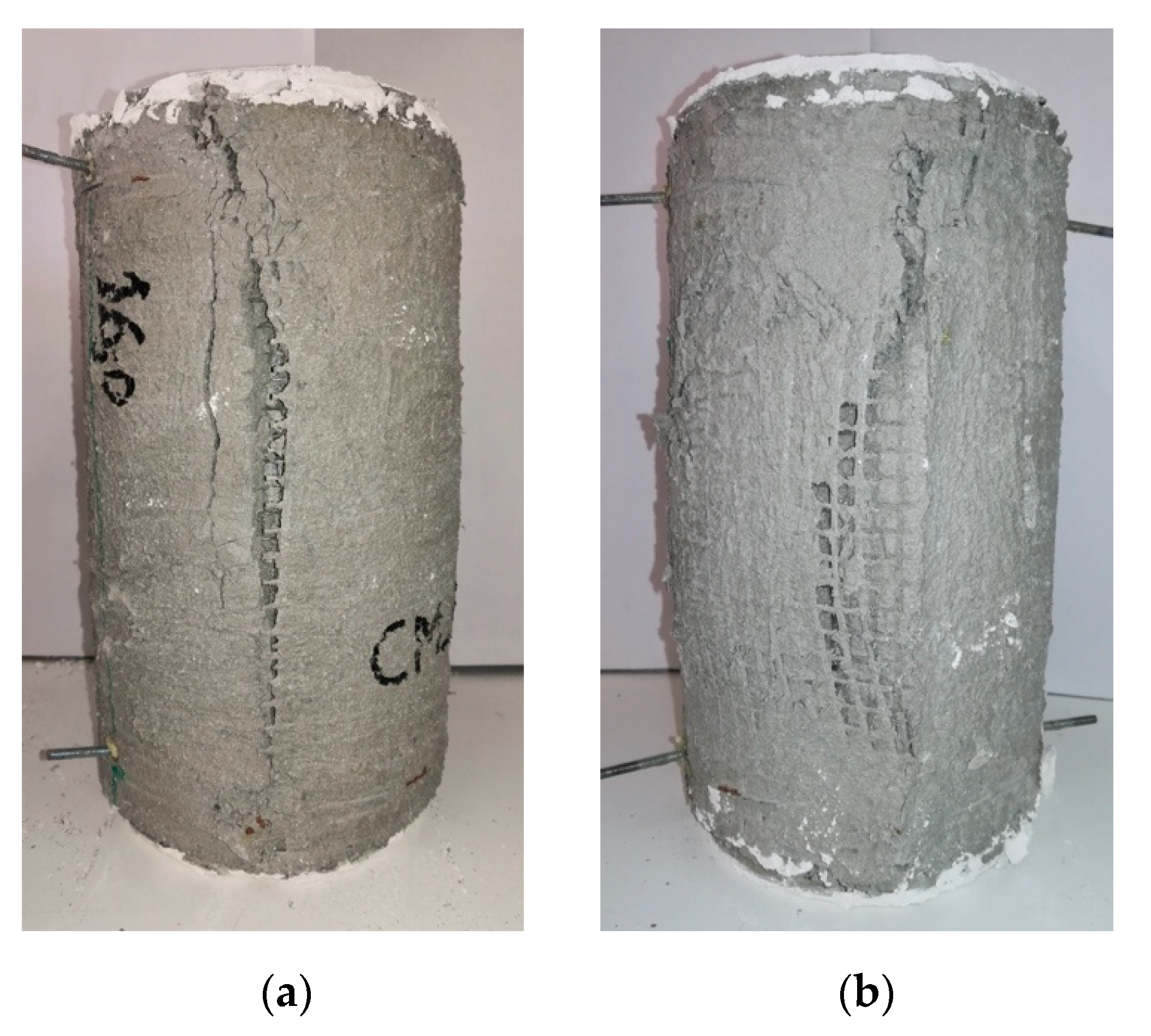
3.3. Failure Modes
4. Conclusions
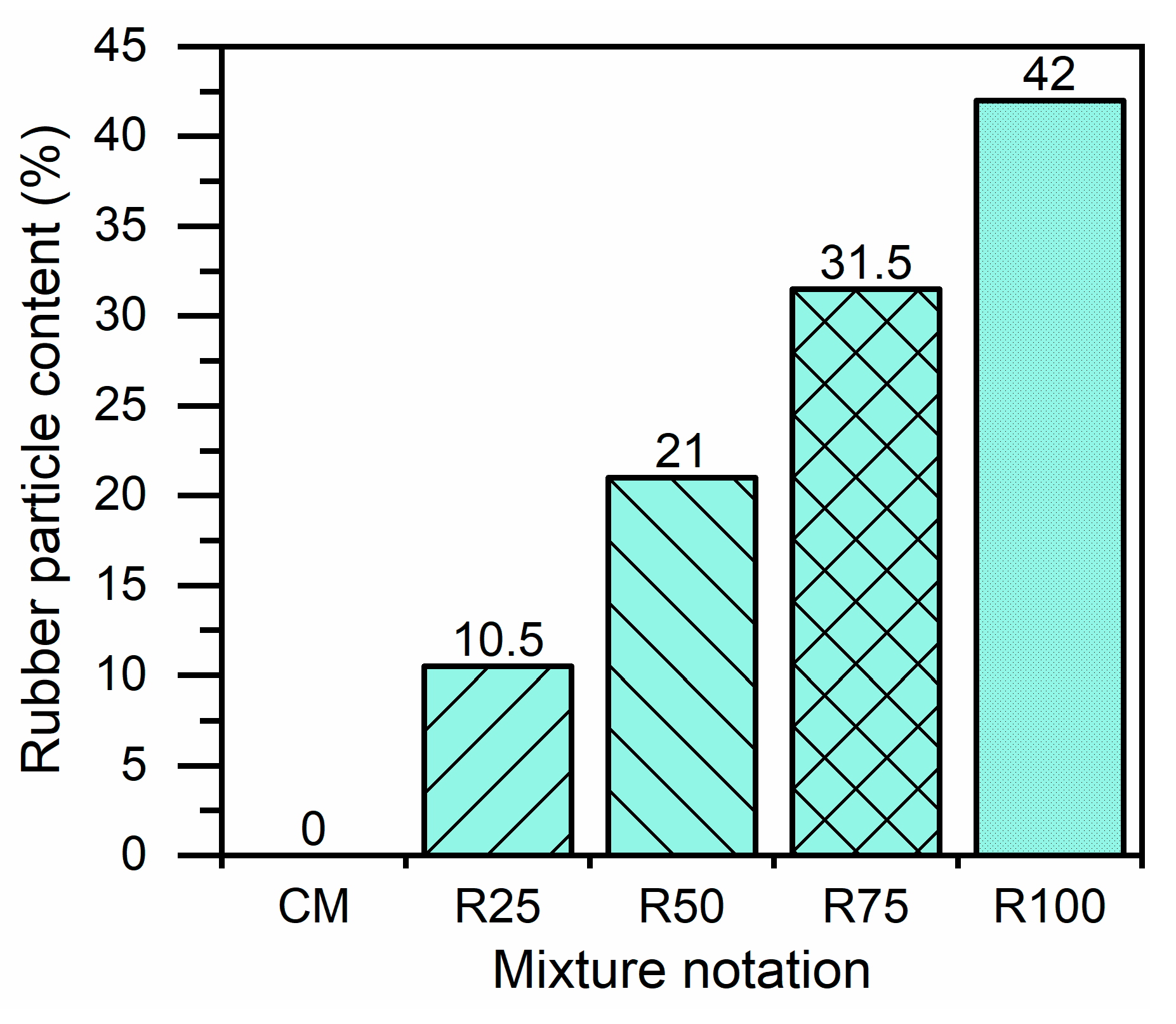
- Slump and entrained air increased up to 6.67% and 39%, respectively, when the rubber content increased to 31.5% of the total volume. Further increase in the rubber content reduced the workability. The density of hardened concrete was reduced up to 22%.
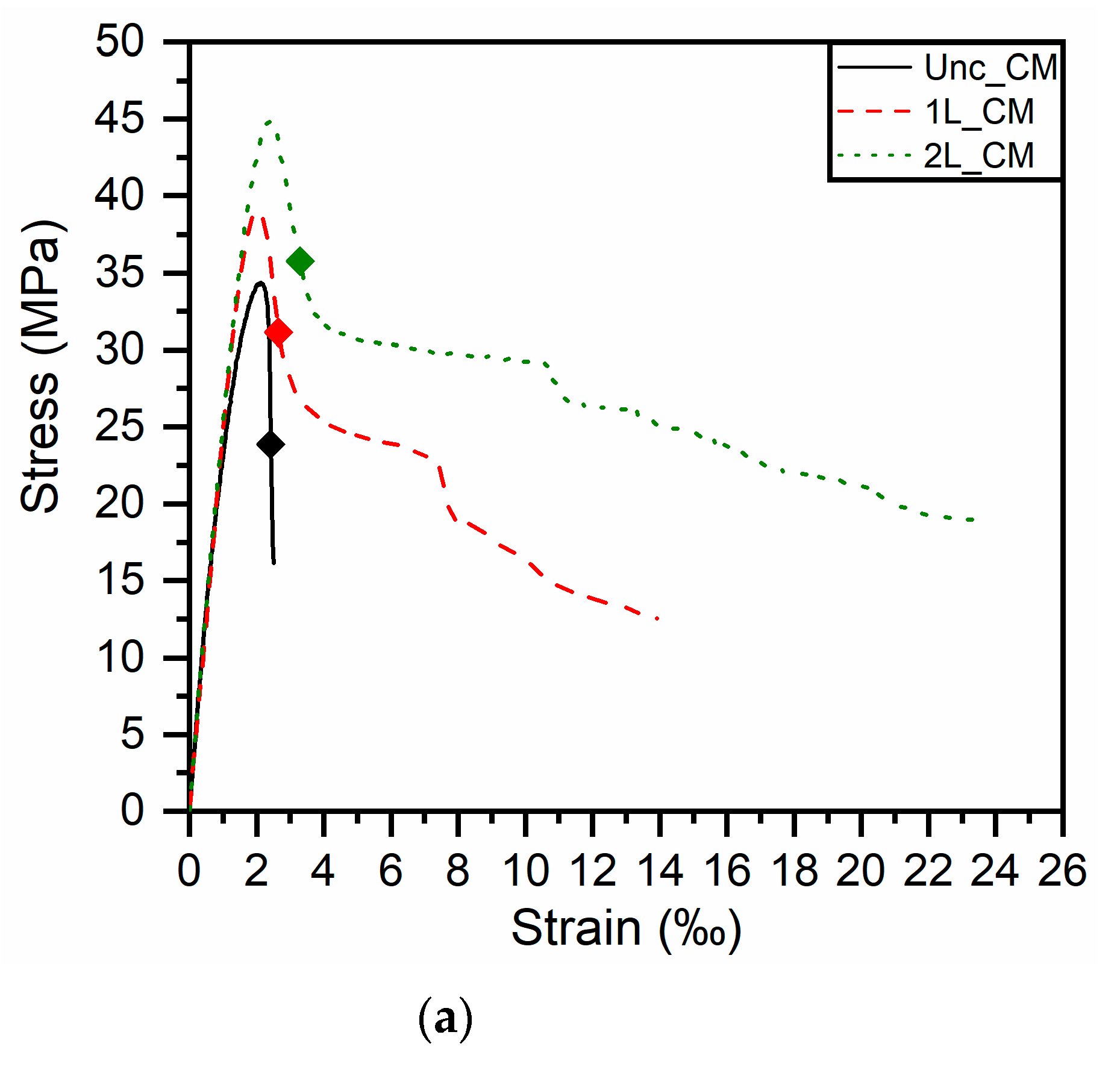
- Replacement of mineral aggregates with rubber particles in the concrete mixture resulted in a decrease in concrete compressive strength. The reduction was 44% for rubber content of 10.5% and reached up to 78% for rubber content 42% of the total aggregate volume. Confinement increased compressive strength up to 35.5% and 38.1% for one and two TRM layers, respectively.
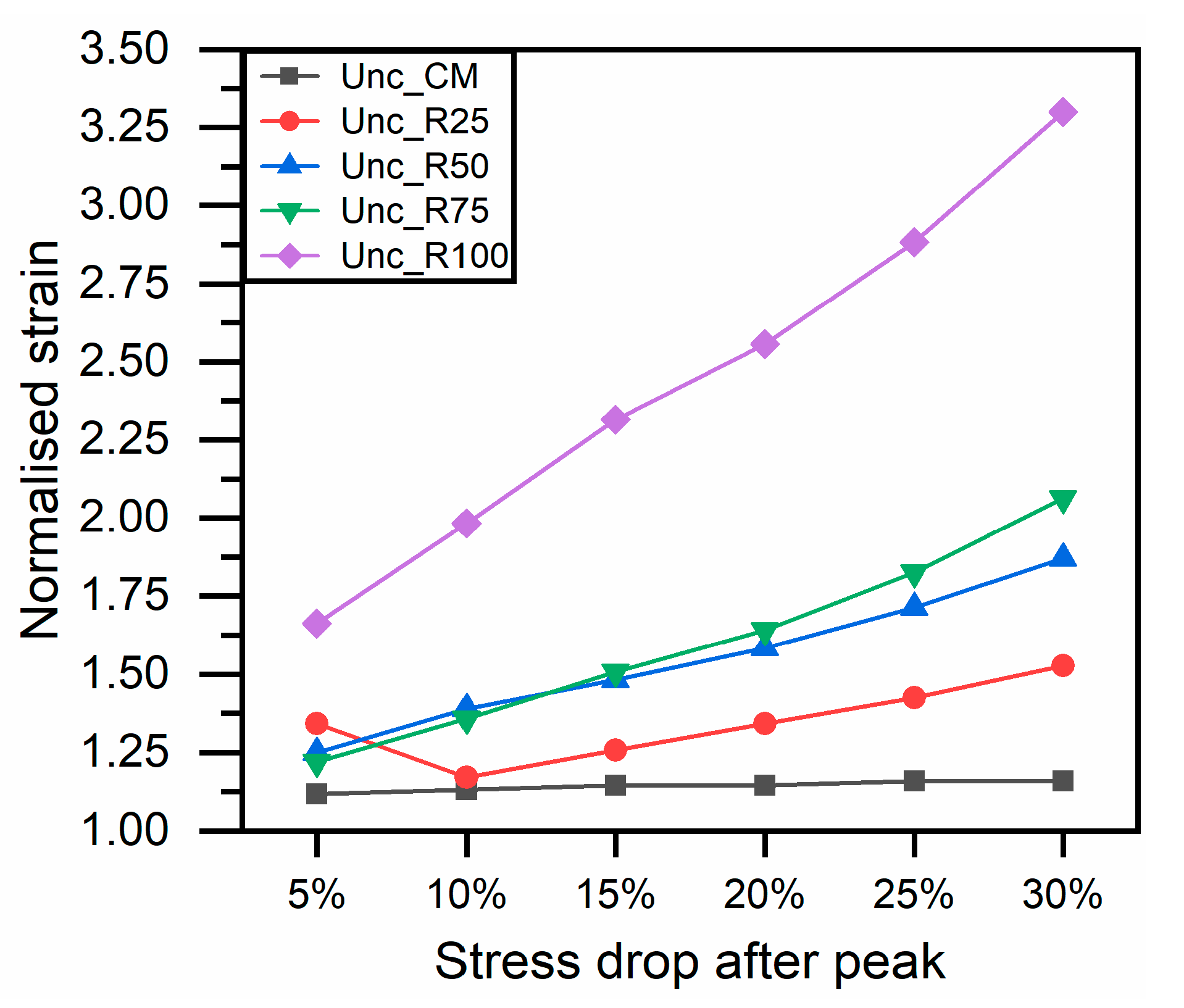
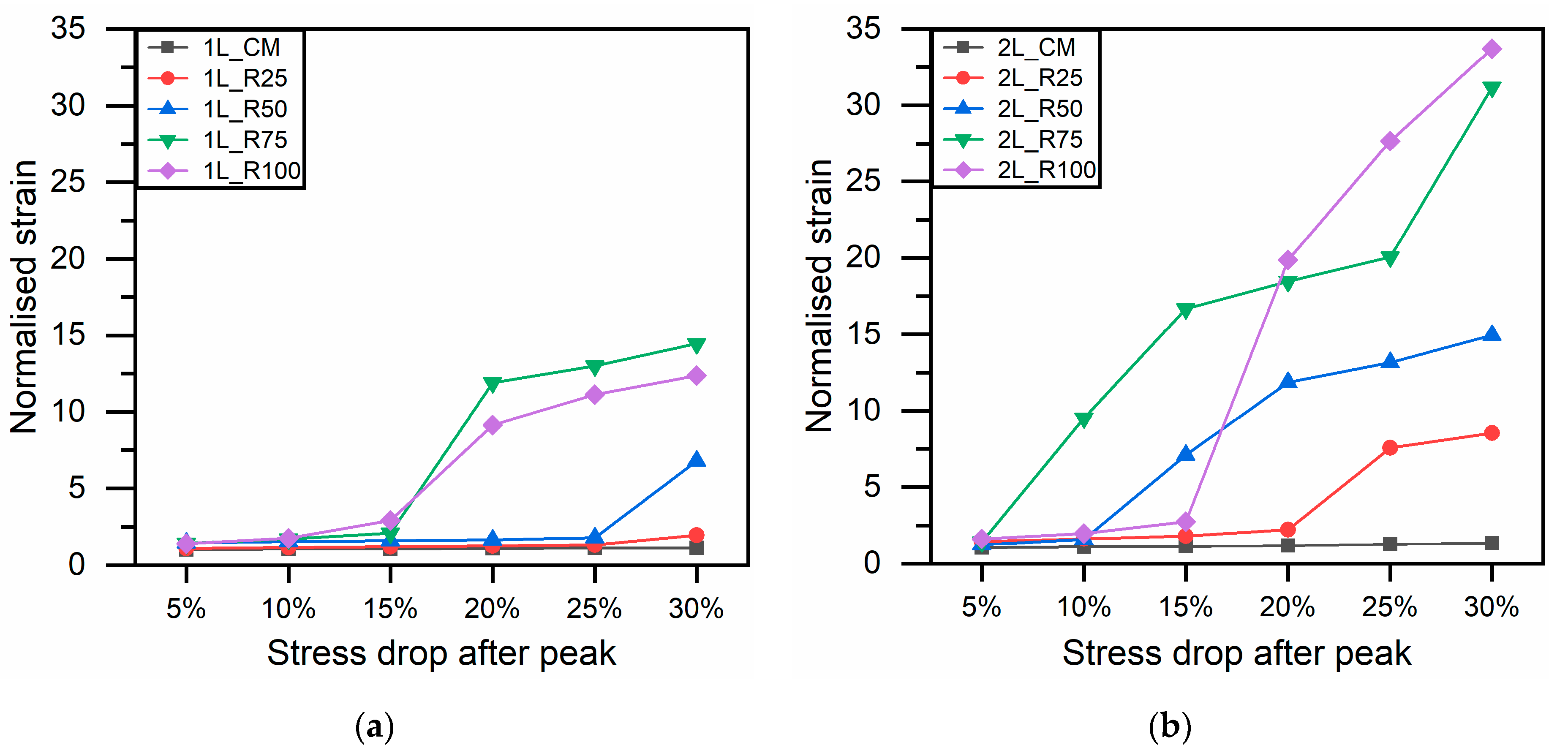
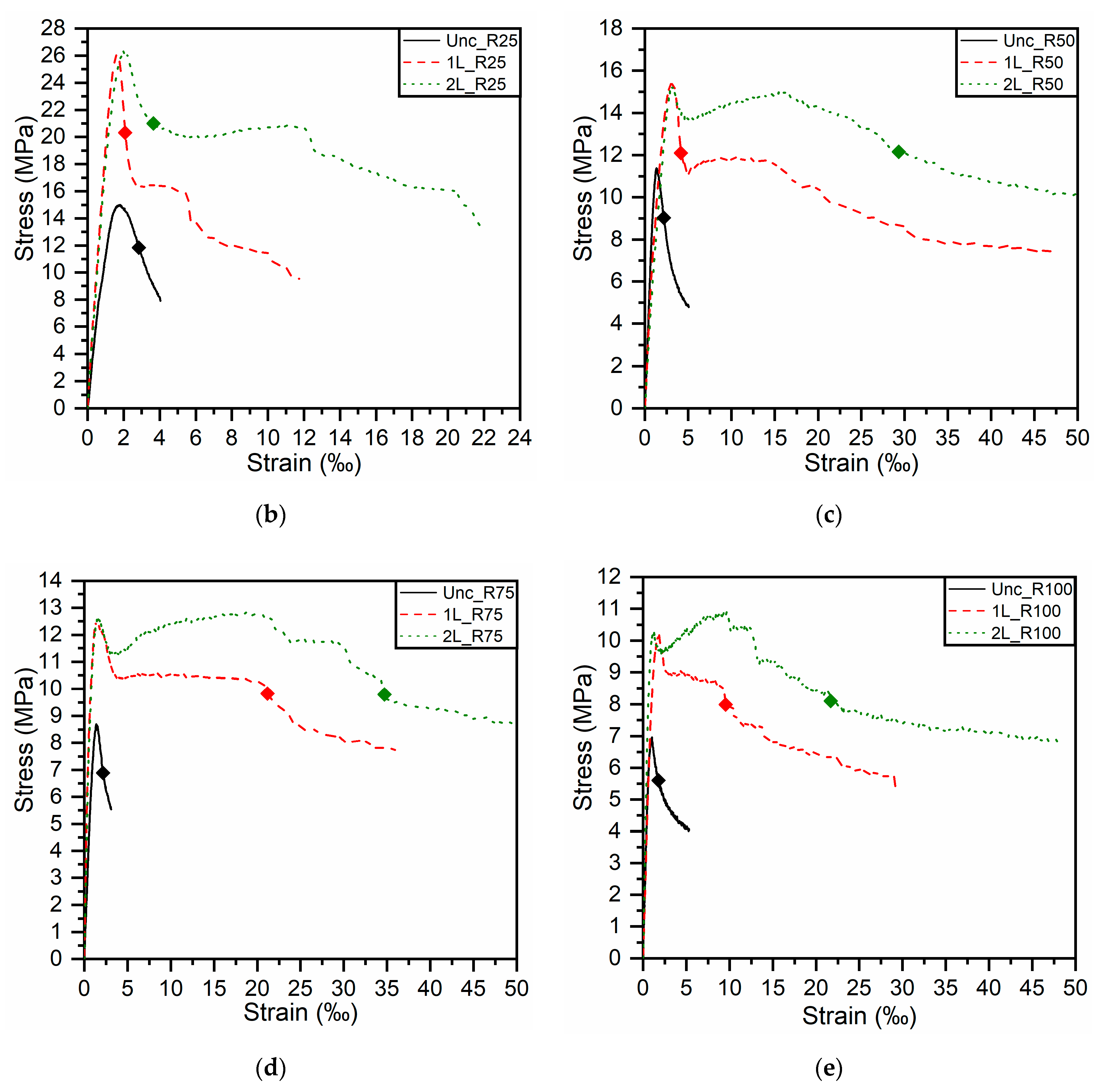
- Stress–strain curves became smoother at the peak, especially when the rubber content increased, while exhibiting increased axial strain capacity post-peak. The behaviour of confined rubberised concrete with one and two TRM layers was similar, but the latter seemed to further enhance the axial strain capacity.
- Ultimate axial strain of the mixture with the highest rubber content (42%) was less than that of the mixture with the second highest rubber content (31.5%) when confined. This could be attributed to the very high rubber content of the former, indicating the importance of the rubber content optimisation.
- For unconfined specimens, plain concrete mixtures exhibited the highest toughness, because the significant loss of strength prevented rubberised concrete from achieving a high energy absorption capacity. Confined rubberised concrete indicated increased toughness up to 169.1% and 256.9% for one and two TRM layers, respectively, while confinement with two TRM layers was more effective, and specimens exhibited a ductile-like behaviour.
- Rubberised concrete indicated a less brittle failure mode than plain concrete, accompanied by increased lateral dilation, which was even more pronounced as the rubber content increased.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- European Commission. Internal Market, Industry, Entrepreneurship and SMEs. Buildings and Construction. Available online: https://ec.europa.eu/growth/industry/sustainability/buildings-and-construction_en (accessed on 8 December 2021).
- Directive (EC) 98/2008 of the European Parliament and the Council of 19 November 2008 on Waste and Replacing Certain Directives. Available online: https://eur-lex.europa.eu/eli/dir/2008/98/oj (accessed on 8 December 2021).
- European Commission. Circular Economy—Principles for Building Design. Available online: https://ec.europa.eu/docsroom/documents/39984 (accessed on 8 December 2021).
- Mavroulidou, M.; Figueiredo, J. Discarded tyre rubber as concrete aggregate: A possible outlet for used tyres. Glob. NEST J. 2013, 12, 359–367. [Google Scholar]
- Lashari, A.R.; Ali, Y.; Buller, A.S.; Memon, N.A. Effects of partial replacement of fine aggregates with crumb rubber on skid resistance and mechanical properties of cement concrete pavements. Int. J. Pavement Eng. 2022, 1–11. [Google Scholar] [CrossRef]
- Sienkiewicz, M.; Kucinska-Lipka, J.; Janik, H.; Balas, A. Progress in used tyres management in the European Union: A review. Waste Manag. 2012, 32, 1742–1751. [Google Scholar] [CrossRef] [PubMed]
- European Tyre and Rubber Manufacturers’ Association (ETRMA). Europe—91% of all End of Life Tyres Collected and Treated in 2018. Available online: https://www.etrma.org/library/europe-91-of-all-end-of-life-tyres-collected-and-treated-in-2018/ (accessed on 8 December 2021).
- Korniejenko, K.; Kozub, B.; Bąk, A.; Balamurugan, P.; Uthayakumar, M.; Furtos, G. Tackling the circular economy challenges—Composites recycling: Used tyres, wind turbine blades, and solar panels. J. Compos. Sci. 2021, 5, 243. [Google Scholar] [CrossRef]
- Eldin, N.N.; Senouci, A.B. Rubber-Tire Particles as Concrete Aggregate. J. Mater. Civ. Eng. 1993, 5, 478–496. [Google Scholar] [CrossRef]
- Topçu, I.B. The properties of rubberized concretes. Cem. Concr. Res. 1995, 25, 304–310. [Google Scholar] [CrossRef]
- Toutanji, H.A. The use of rubber tire particles in concrete to replace mineral aggregates. Cem. Concr. Compos. 1996, 18, 135–139. [Google Scholar] [CrossRef]
- Siddika, A.; Mamun, M.A.A.; Alyousef, R.; Amran, Y.H.M.; Aslani, F.; Alabduljabbar, H. Properties and utilizations of waste tire rubber in concrete: A review. Constr. Build. Mater. 2019, 224, 711–731. [Google Scholar] [CrossRef]
- Ataria, R.B.; Wang, Y.C. Mechanical Properties and Durability Performance of Recycled Aggregate Concrete Containing Crumb Rubber. Materials 2022, 15, 1776. [Google Scholar] [CrossRef]
- Su, H.; Yang, J.; Ling, T.-C.; Ghataora, G.S.; Dirar, S. Properties of concrete prepared with waste tyre rubber particles of uniform and varying sizes. J. Clean. Prod. 2015, 91, 288–296. [Google Scholar] [CrossRef] [Green Version]
- Raffoul, S.; Garcia, R.; Pilakoutas, K.; Guadagnini, M.; Medina, N.F. Optimisation of rubberised concrete with high rubber content: An experimental investigation. Constr. Build. Mater. 2016, 124, 391–404. [Google Scholar] [CrossRef]
- Khaloo, A.R.; Dehestani, M.; Rahmatabadi, P. Mechanical properties of concrete containing a high volume of tire–rubber particles. Waste Manag. 2008, 28, 2472–2482. [Google Scholar] [CrossRef]
- Segre, N.; Joekes, I. Use of tire rubber particles as addition to cement paste. Cem. Concr. Res. 2000, 30, 1421–1425. [Google Scholar] [CrossRef]
- Youssf, O.; Mills, J.E.; Hassanli, R. Assessment of the mechanical performance of crumb rubber concrete. Constr. Build. Mater. 2016, 125, 175–183. [Google Scholar] [CrossRef]
- Papakonstantinou, C.G.; Tobolski, M.J. Use of waste tire steel beads in Portland cement concrete. Cem. Concr. Res. 2006, 36, 1686–1691. [Google Scholar] [CrossRef]
- Alsaif, A.; Koutas, L.; Bernal, S.A.; Guadagnini, M.; Pilakoutas, K. Mechanical performance of steel fibre reinforced rubberised concrete for flexible concrete pavements. Constr. Build. Mater. 2018, 172, 533–543. [Google Scholar] [CrossRef]
- Alsaif, A.; Alharbi, Y.R. Strength, durability and shrinkage behaviours of steel fiber reinforced rubberized concrete. Constr. Build. Mater. 2022, 345, 128295. [Google Scholar] [CrossRef]
- Noaman, A.T.; Abu Bakar, B.H.; Akil, H.M. Experimental investigation on compression toughness of rubberized steel fibre concrete. Constr. Build. Mater. 2016, 115, 163–170. [Google Scholar] [CrossRef]
- Raffoul, S.; Garcia, R.; Escolano-Margarit, D.; Guadagnini, M.; Hajirasouliha, I.; Pilakoutas, K. Behaviour of unconfined and FRP-confined rubberised concrete in axial compression. Constr. Build. Mater. 2017, 147, 388–397. [Google Scholar] [CrossRef]
- Youssf, O.; Hassanli, R.; Mills, J.E. Mechanical performance of FRP-confined and unconfined crumb rubber concrete containing high rubber content. J. Build. Eng. 2017, 11, 115–126. [Google Scholar] [CrossRef]
- Chan, C.W.; Yu, T.; Zhang, S.S.; Xu, Q.F. Compressive behaviour of FRP-confined rubber concrete. Constr. Build. Mater. 2019, 211, 416–426. [Google Scholar] [CrossRef]
- Bompa, D.V.; Elghazouli, A.Y. Stress–strain response and practical design expressions for FRP-confined recycled tyre rubber concrete. Constr. Build. Mater. 2020, 237, 117633. [Google Scholar] [CrossRef]
- Hassanli, R.; Youssf, O.; Vincent, T.; Mills, J.E.; Manalo, A.; Gravina, R. Experimental study on compressive behavior of FRP-confined expansive rubberized concrete. J. Compos. Constr. 2020, 24, 04020034. [Google Scholar] [CrossRef]
- Wang, Z.; Hajirasouliha, I.; Guadagnini, M.; Pilakoutas, K. Axial behaviour of FRP-confined rubberised concrete: An experimental investigation. Constr. Build. Mater. 2021, 267, 121023. [Google Scholar] [CrossRef]
- Youssf, O.; ElGawady, M.A.; Mills, J.E. Static cyclic behaviour of FRP-confined crumb rubber concrete columns. Eng. Struct. 2016, 113, 371–387. [Google Scholar] [CrossRef]
- Moustafa, A.; Gheni, A.; ElGawady, M.A. Shaking-Table Testing of High Energy–Dissipating Rubberized Concrete Columns. J. Bridge Eng. 2017, 22, 04017042. [Google Scholar] [CrossRef]
- Elghazouli, A.Y.; Bompa, D.V.; Xu, B.; Ruiz-Teran, A.M.; Stafford, P.J. Performance of rubberised reinforced concrete members under cyclic loading. Eng. Struct. 2018, 166, 526–545. [Google Scholar] [CrossRef]
- Cao, Y.; Li, L.; Liu, M.; Wu, Y. Mechanical behavior of FRP confined rubber concrete under monotonic and cyclic loading. Compos. Struct. 2021, 272, 114205. [Google Scholar] [CrossRef]
- Koutas, L.N.; Tetta, Z.; Bournas, D.A.; Triantafillou, T.C. Strengthening of Concrete Structures with Textile Reinforced Mortars: State-of-the-Art Review. J. Compos. Constr. 2019, 23, 03118001. [Google Scholar] [CrossRef]
- Triantafillou, T.C.; Papanicolaou, C.G.; Zissimopoulos, P.; Laouderkis, T. Concrete Confinement with Textile-Reinforced Mortar Jackets. ACI Struct. J. 2006, 103, 28–37. [Google Scholar]
- Ombres, L. Concrete confinement with a cement based high strength composite material. Compos. Struct. 2014, 109, 294–304. [Google Scholar] [CrossRef]
- Di Ludovico, M.; Prota, A.; Manfredi, G. Structural Upgrade Using Basalt Fibers for Concrete Confinement. J. Compos. Constr. 2010, 14, 541–552. [Google Scholar] [CrossRef]
- Bournas, D.A.; Lontou, P.V.; Papanicolaou, C.G.; Triantafillou, T.C. Textile-Reinforced Mortar versus Fiber-Reinforced Polymer Confinement in Reinforced Concrete Columns. ACI Struct. J. 2007, 104, 740. [Google Scholar]
- Greek Concrete Technology Code 2016. Ministerial Decision of the ECO. 3328, GG. 1561/b/02.06.2016. Available online: https://www.ggde.gr/index.php?option=com_k2&view=item&id=529:%CE%BA%CE%B1%CE%BD%CE%BF%CE%BD%CE%B9%CF%83%CE%BC%CF%8C%CF%82-%CF%84%CE%B5%CF%87%CE%BD%CE%BF%CE%BB%CE%BF%CE%B3%CE%AF%CE%B1%CF%82-%CF%83%CE%BA%CF%85%CF%81%CE%BF%CE%B4%CE%AD%CE%BC%CE%B1%CF%84%CE%BF%CF%82-%CE%BA%CF%84%CF%83-2016&Itemid=326 (accessed on 9 August 2022).
- EN 12390-2:2019; Testing Hardened Concrete—Part 2: Making and Curing Specimens for Strength Tests. CEN (European Committee for Standardization): Brussels, Belgium, 2019.
- EN 12350-2:2019; Testing Fresh Concrete—Part 2: Slump Test. CEN (European Committee for Standardization): Brussels, Belgium, 2019.
- EN 12350-7:2019; Testing Fresh Concrete—Part 7: Air Content—Pressure Methods. CEN (European Committee for Standardization): Brussels, Belgium, 2019.
- EN 12390-7:2019; Testing Hardened Concrete—Part 7: Density of Hardened Concrete. CEN (European Committee for Standardization): Brussels, Belgium, 2019.
- EN 1015-11:2019; Methods of Test for Mortar for Masonry—Part 11: Determination of Flexural and Compressive Strength of Hardened Mortar. CEN (European Committee for Standardization): Brussels, Belgium, 2019.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Mixture Notation | |||||
|---|---|---|---|---|---|---|
| CM | R25 | R50 | R75 | R100 | ||
| Cement | 365.8 | 365.8 | 365.8 | 365.8 | 365.8 | |
| Water | 145.2 | 145.2 | 145.2 | 145.2 | 145.2 | |
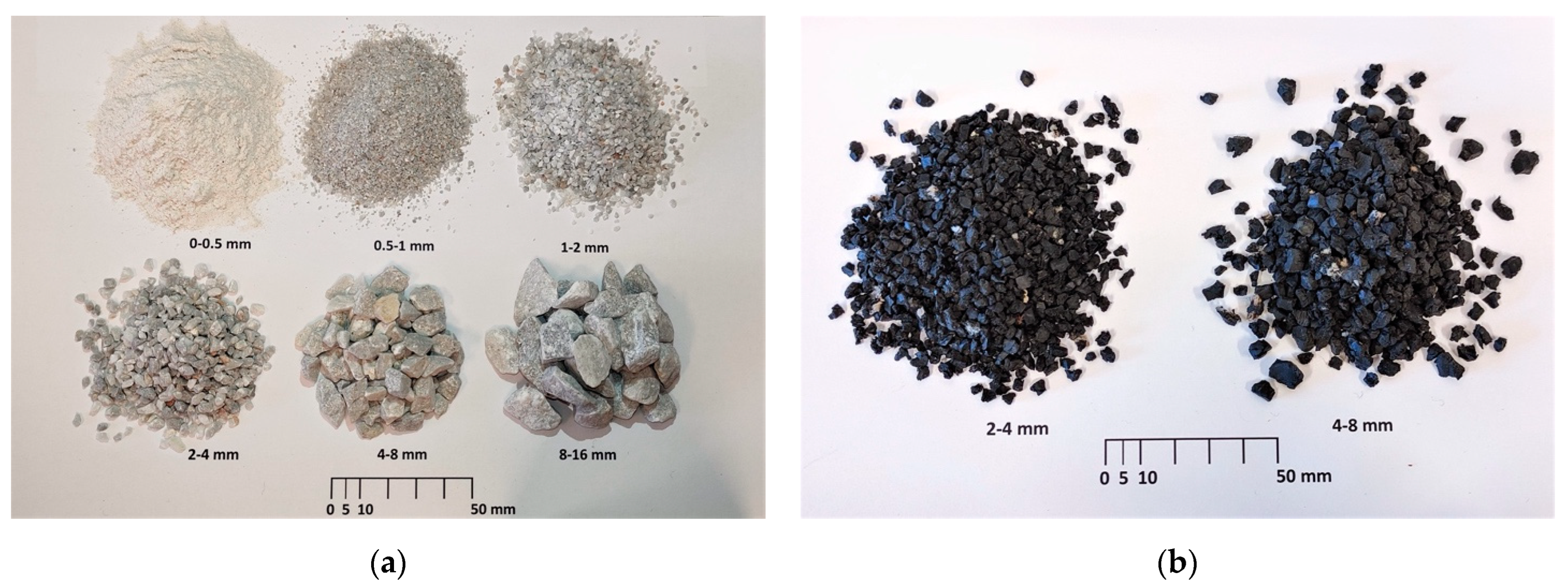
| Mineral aggregate | 8–16 mm | 507.9 | 507.9 | 507.9 | 507.9 | 507.9 |
| 4–8 mm | 432.7 | 324.5 | 216.3 | 108.2 | 0 | |
| 2–4 mm | 357.5 | 268.1 | 178.8 | 89.4 | 0 | |
| 1–2 mm | 169.3 | 169.3 | 169.3 | 169.3 | 169.3 | |
| 0.5–1 mm | 169.3 | 169.3 | 169.3 | 169.3 | 169.3 | |
| 0–0.5 mm | 244.6 | 244.6 | 244.6 | 244.6 | 244.6 | |
| Rubber particles | 4–8 mm | 0 | 36.1 | 72.1 | 108.2 | 144.2 |
| 2–4 mm | 0 | 29.8 | 59.6 | 89.4 | 119.2 | |
| Superplasticiser | 2 | 2 | 2 | 2 | 2 | |
| Mesh Size | Weight with Coating | Equivalent Thickness | Tensile Strength | Modulus of Elasticity | Failure Strain |
|---|---|---|---|---|---|
| 6 mm × 6 mm | 250 g/m2 | 0.039 mm | 1542 MPa | 89 GPa | 1.8% |
| Mixture Notation | Slump [mm] | Air Content [%] | Bulk Density [kg/m3] |
|---|---|---|---|
| CM | 150 | 2.8 | 2512.0 |
| R25 | 155 | 2.2 | 2383.6 |
| R50 | 165 | 2.4 | 2206.4 |
| R75 | 160 | 3.9 | 2133.7 |
| R100 | 65 | n/a 1 | 1956.8 |
| Mixture Notation | Compressive Strength [MPa] | Strain at Peak [‰] | Toughness [104 J/m3] |
|---|---|---|---|
| Unc_CM | 33.70 (2.91) | 2.120 (0.24) | 5.645 (0.98) |
| Unc_R25 | 18.86 (1.97) | 1.672 (0.30) | 3.121 (0.57) |
| Unc_R50 | 11.25 (1.38) | 1.285 (0.10) | 1.829 (0.05) |
| Unc_R75 | 9.30 (0.47) | 1.935 (0.78) | 2.235 (1.26) |
| Unc_R100 | 7.39 (0.52) | 1.591 (0.78) | 2.220 (0.22) |
| 1L_CM | 39.01 (2.07) | 1.811 (0.29) | 5.454 (1.09) |
| 1L_R25 | 24.79 (1.32) | 1.740 (0.54) | 4.217 (0.78) |
| 1L_R50 | 15.18 (1.06) | 2.543 (0.69) | 4.571 (0.80) |
| 1L_R75 | 12.41 (0.35) | 1.190 (0.39) | 14.677 (1.37) |
| 1L_R100 | 10.01 (0.66) | 1.736 (0.32) | 12.316 (2.99) |
| 2L_CM | 41.00 (3.63) | 2.314 (0.14) | 11.492 (2.04) |
| 2L_R25 | 24.99 (1.18) | 1.649 (0.29) | 23.622 (1.72) |
| 2L_R50 | 14.45 (0.71) | 2.325 (0.77) | 39.642 (1.25) |
| 2L_R75 | 12.23 (0.41) | 1.427 (0.38) | 41.020 (3.62) |
| 2L_R100 | 10.21 (0.29) | 1.672 (0.54) | 29.085 (5.93) |
| Specimen ID | Rubber Content [%] | Confinement | Compressive Strength [MPa] | Toughness [104 J/m3] |
|---|---|---|---|---|
| Unc_R50 | 21 | no | 11.25 | 1.829 |
| 1L_R100 | 42 | 1 layer | 10.01 | 12.316 |
| 2L_R100 | 42 | 2 layers | 10.21 | 29.085 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Skyrianou, I.; Koutas, L.N.; Papakonstantinou, C.G. Mechanical Properties of Rubberised Concrete Confined with Basalt-Fibre Textile-Reinforced Mortar Jackets. Constr. Mater. 2022, 2, 181-199. https://doi.org/10.3390/constrmater2030013
Skyrianou I, Koutas LN, Papakonstantinou CG. Mechanical Properties of Rubberised Concrete Confined with Basalt-Fibre Textile-Reinforced Mortar Jackets. Construction Materials. 2022; 2(3):181-199. https://doi.org/10.3390/constrmater2030013
Chicago/Turabian StyleSkyrianou, Ioanna, Lampros N. Koutas, and Christos G. Papakonstantinou. 2022. "Mechanical Properties of Rubberised Concrete Confined with Basalt-Fibre Textile-Reinforced Mortar Jackets" Construction Materials 2, no. 3: 181-199. https://doi.org/10.3390/constrmater2030013