Investigation of Rheological Test Methods for the Suitability of Mortars for Manufacturing of Textile-Reinforced Concrete Using a Laboratory Mortar Extruder (LabMorTex)


Abstract
:1. Introduction
2. Materials
3. Methods
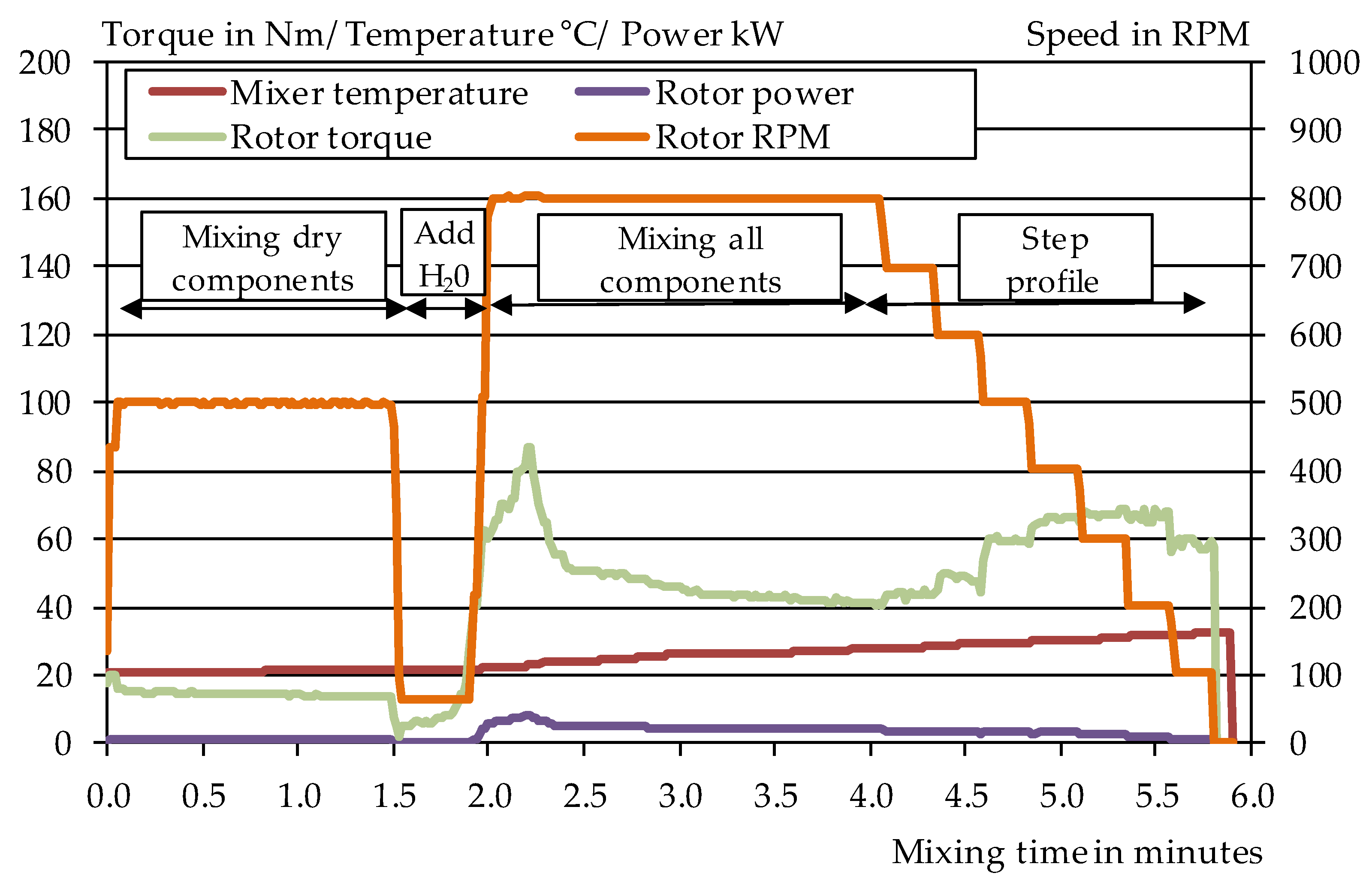
3.1. Mortar Production
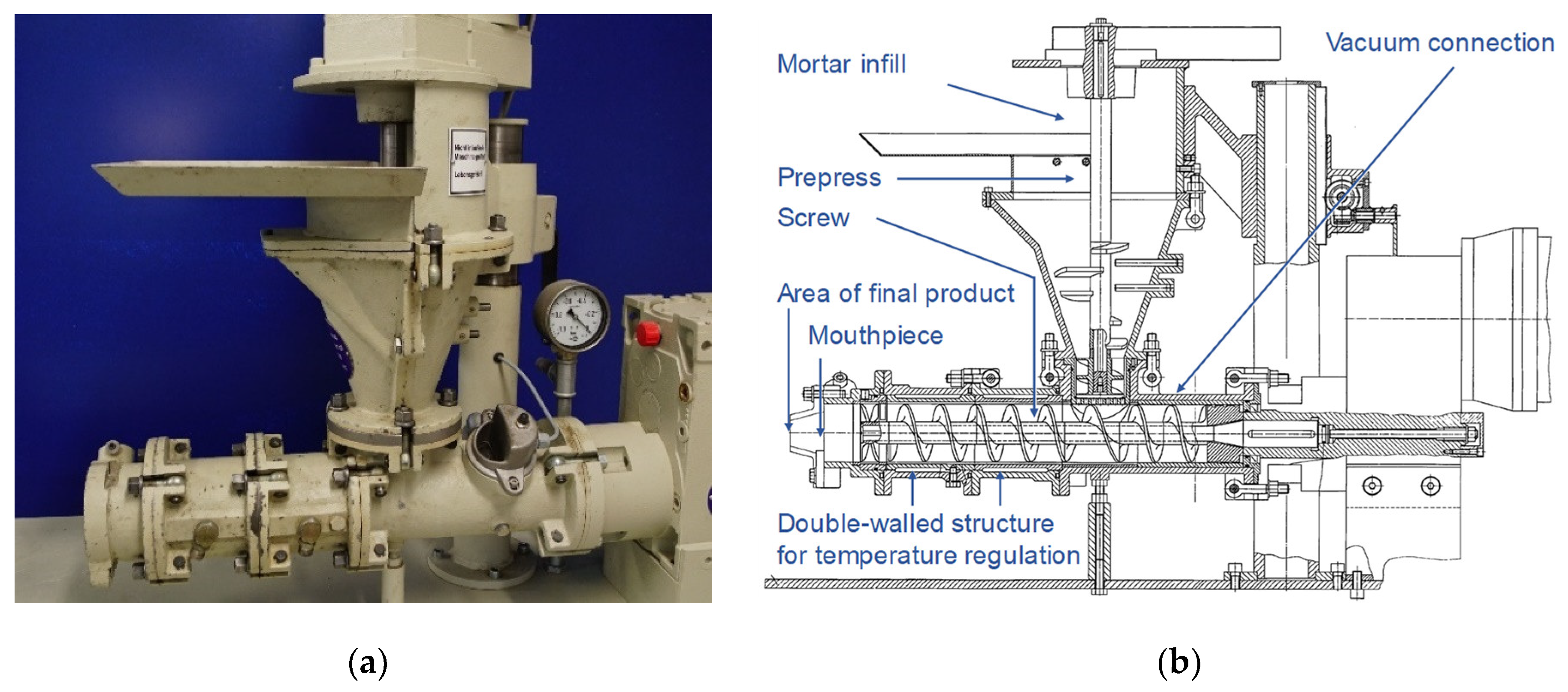
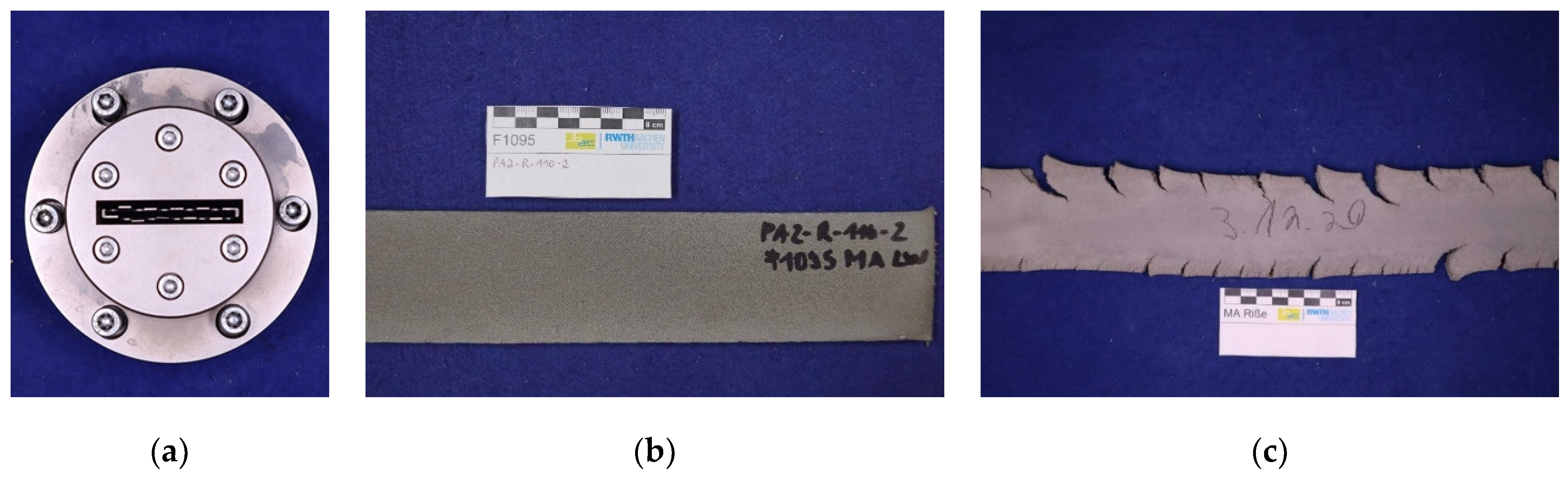
3.2. Mortar Extrusion Process
3.3. Material Characterisation
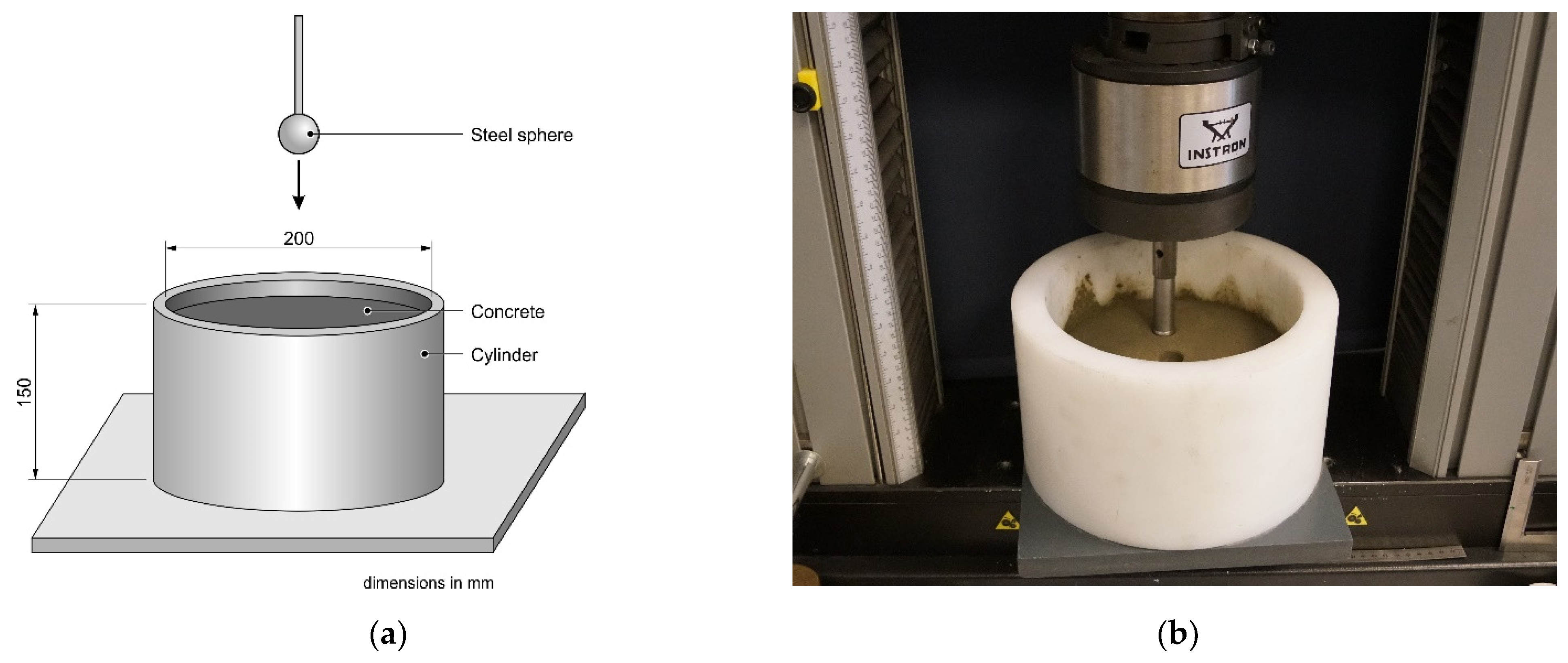
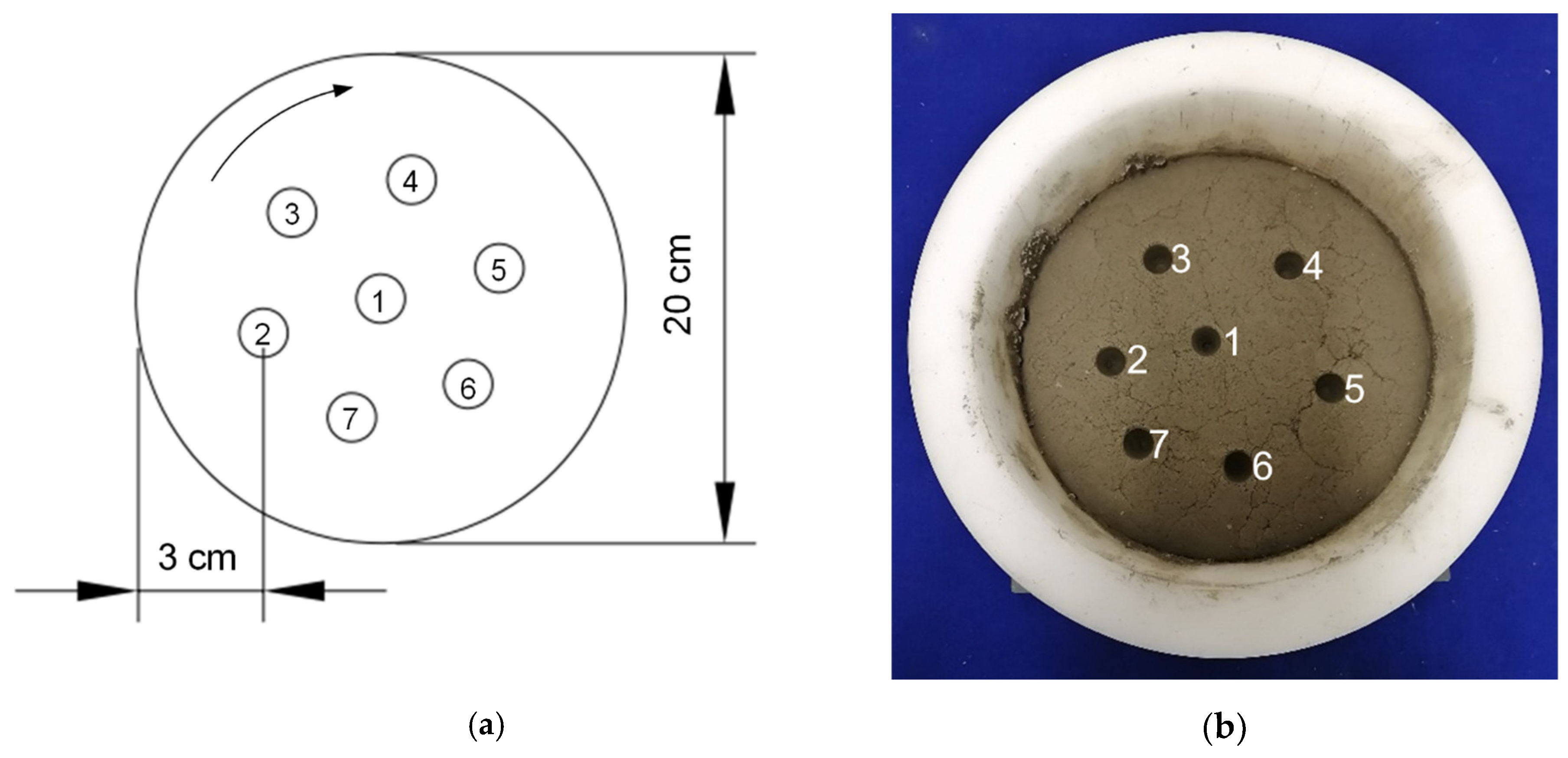
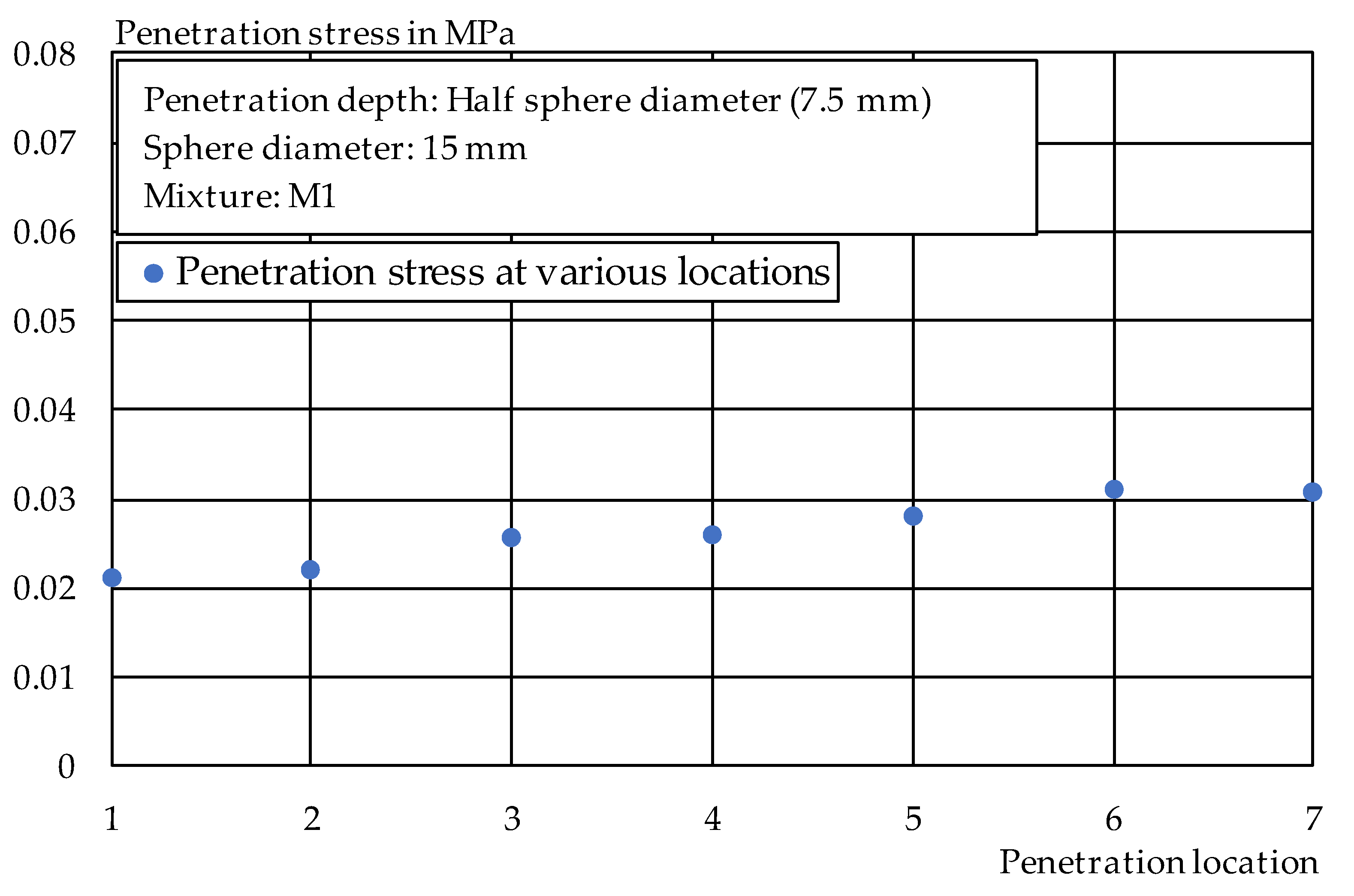
3.3.1. Penetration Tests
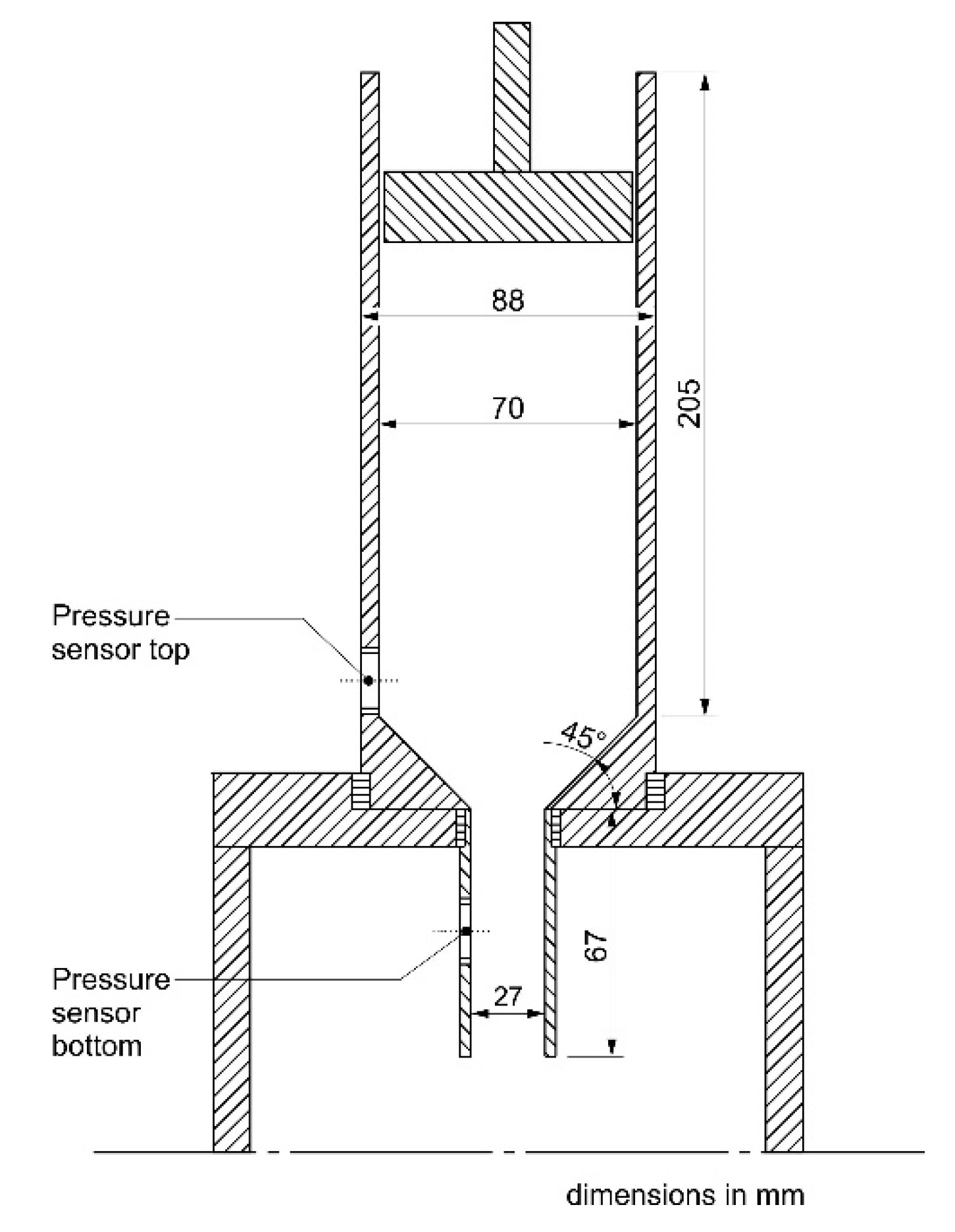
3.3.2. Capillary Rheometer
4. Results and Discussion
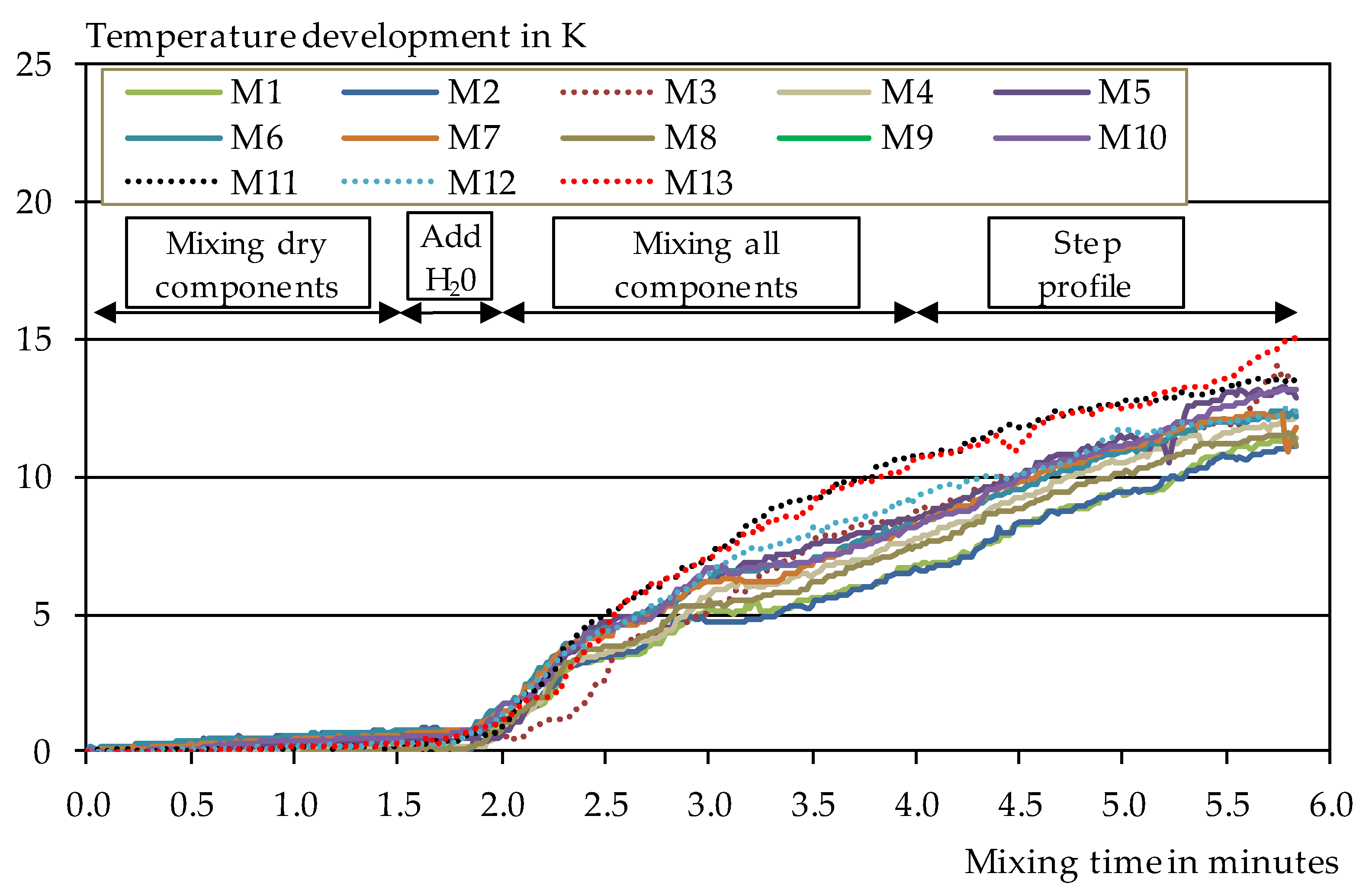
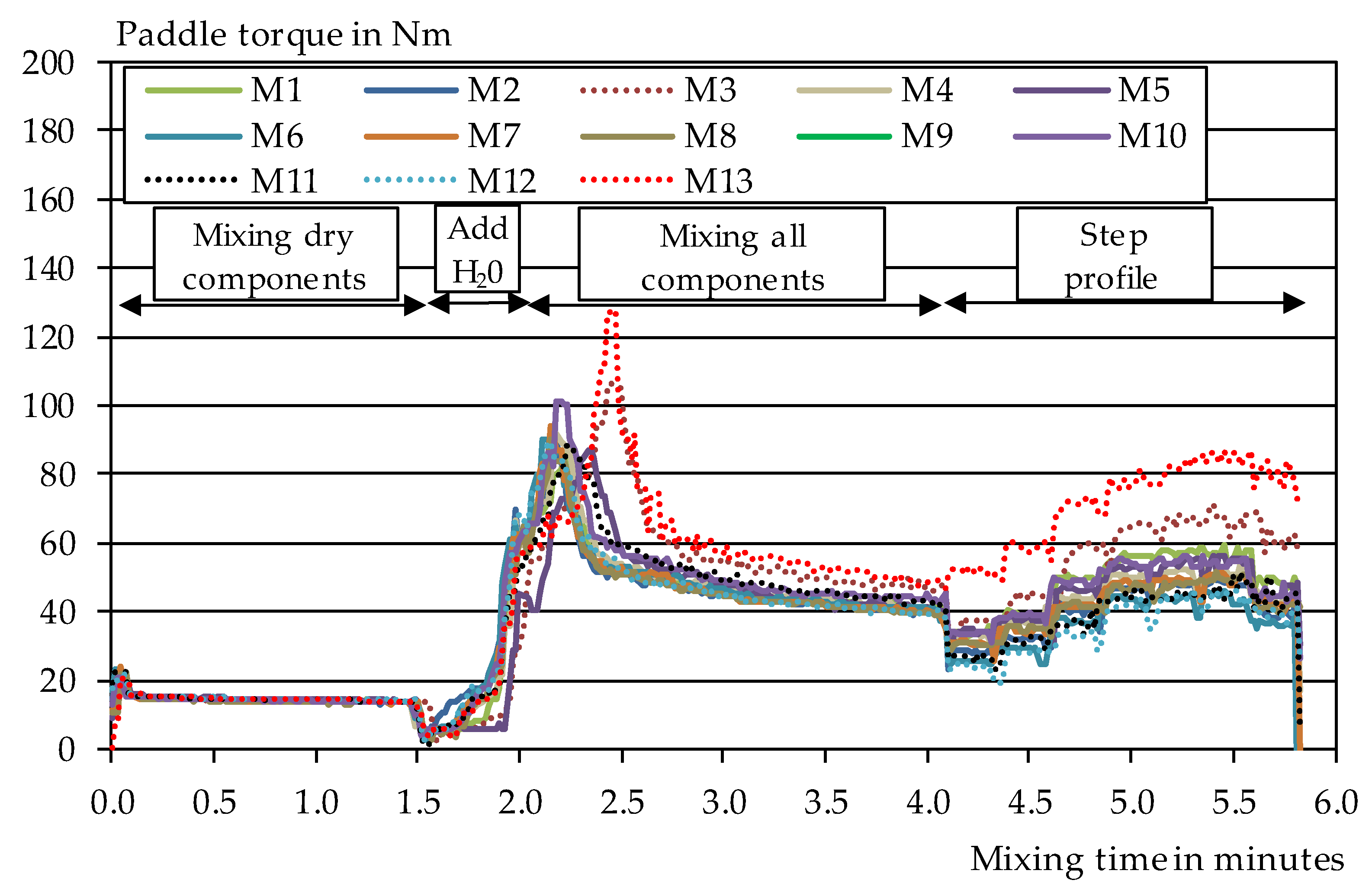
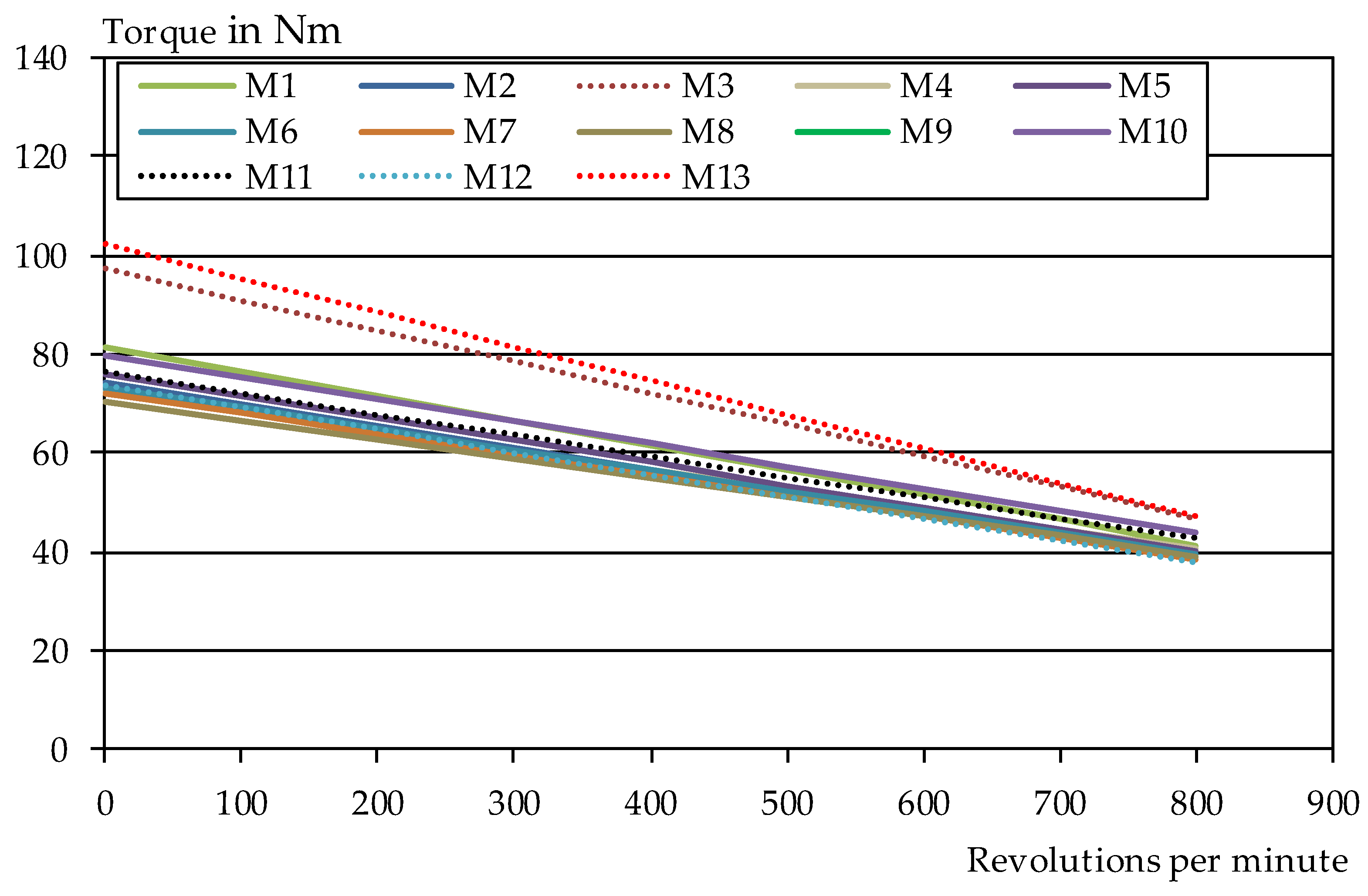
4.1. Mixing Energy and Rotor Torque
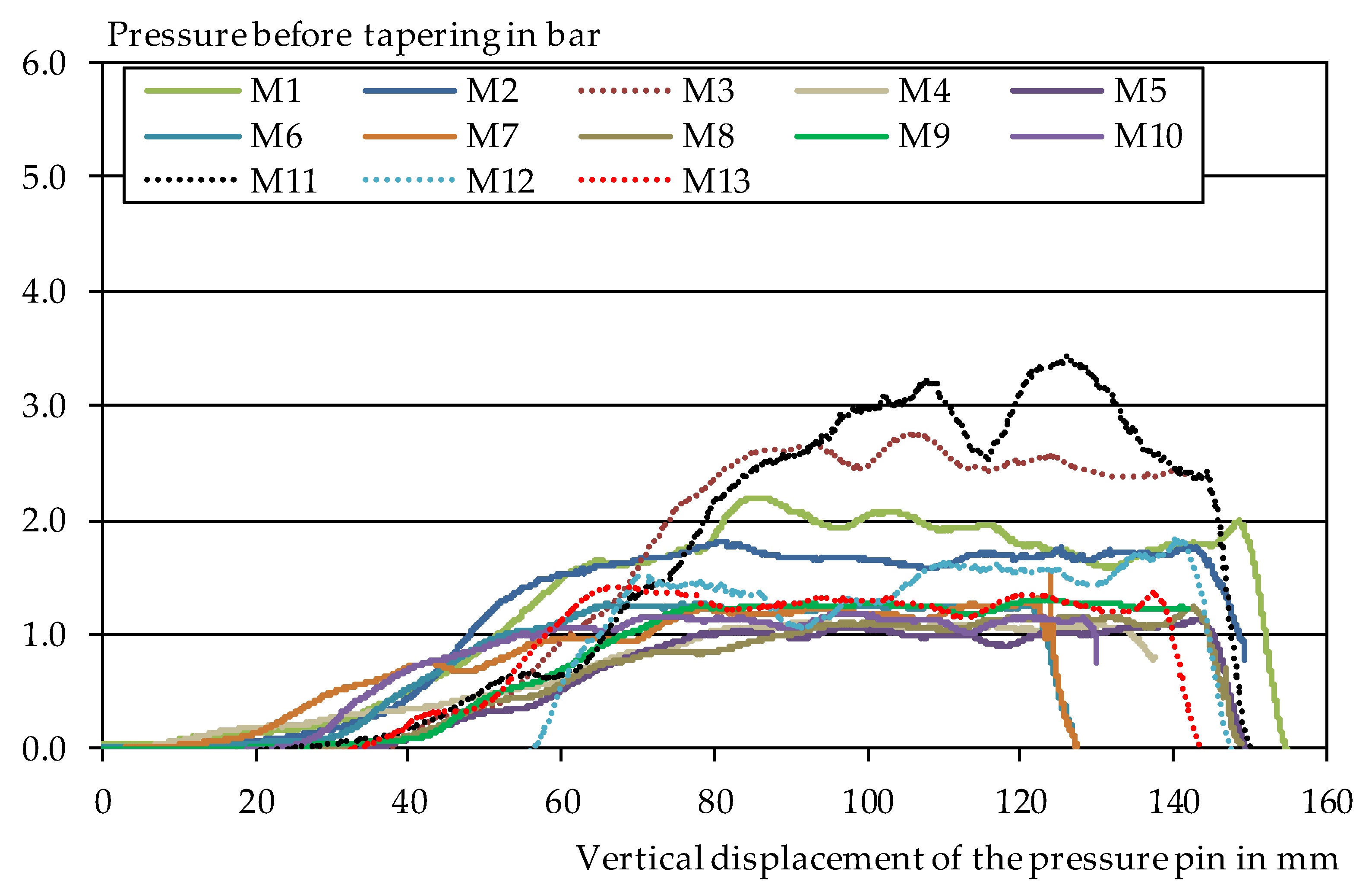
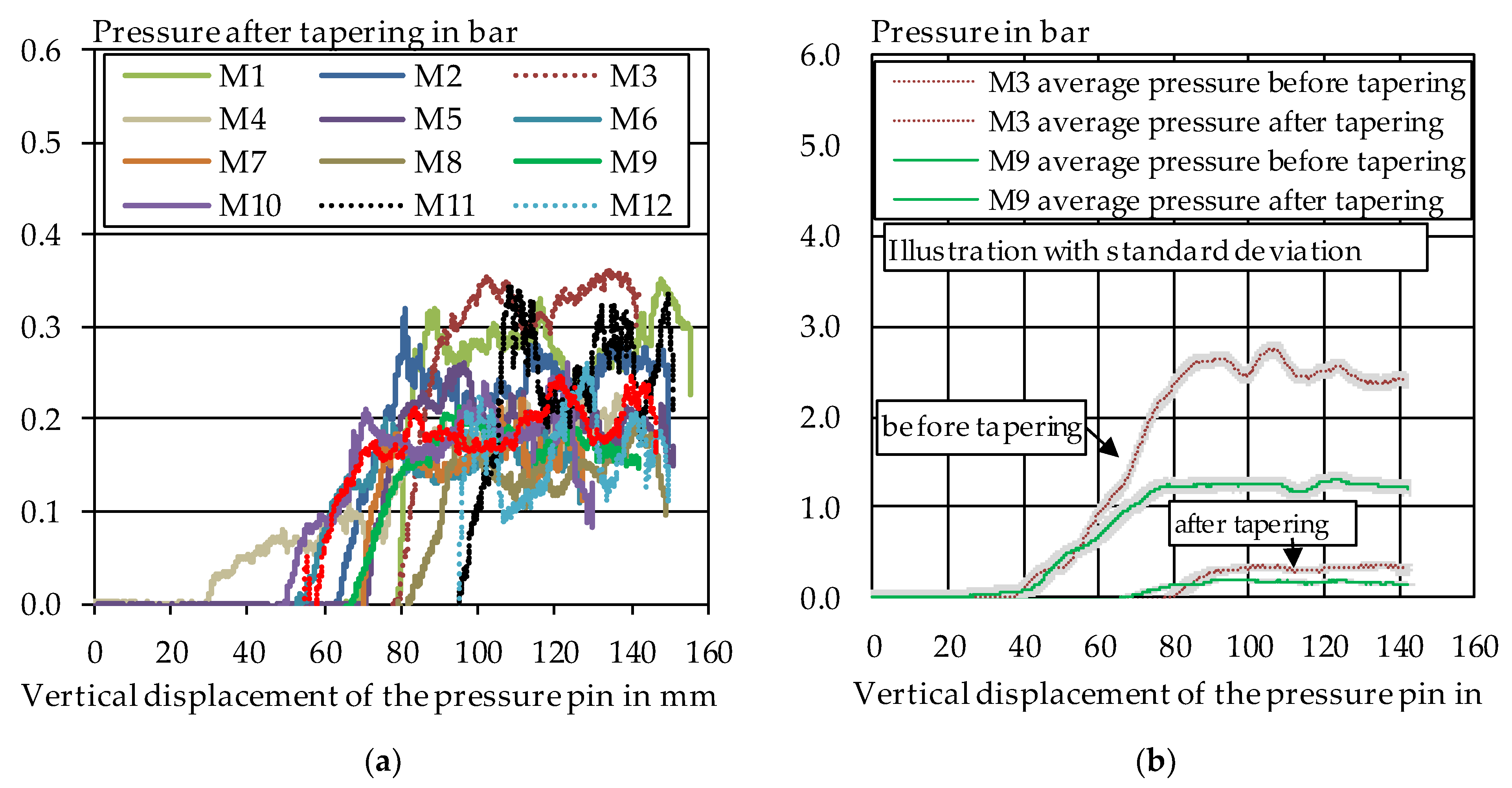
4.2. Capillary Rheometer
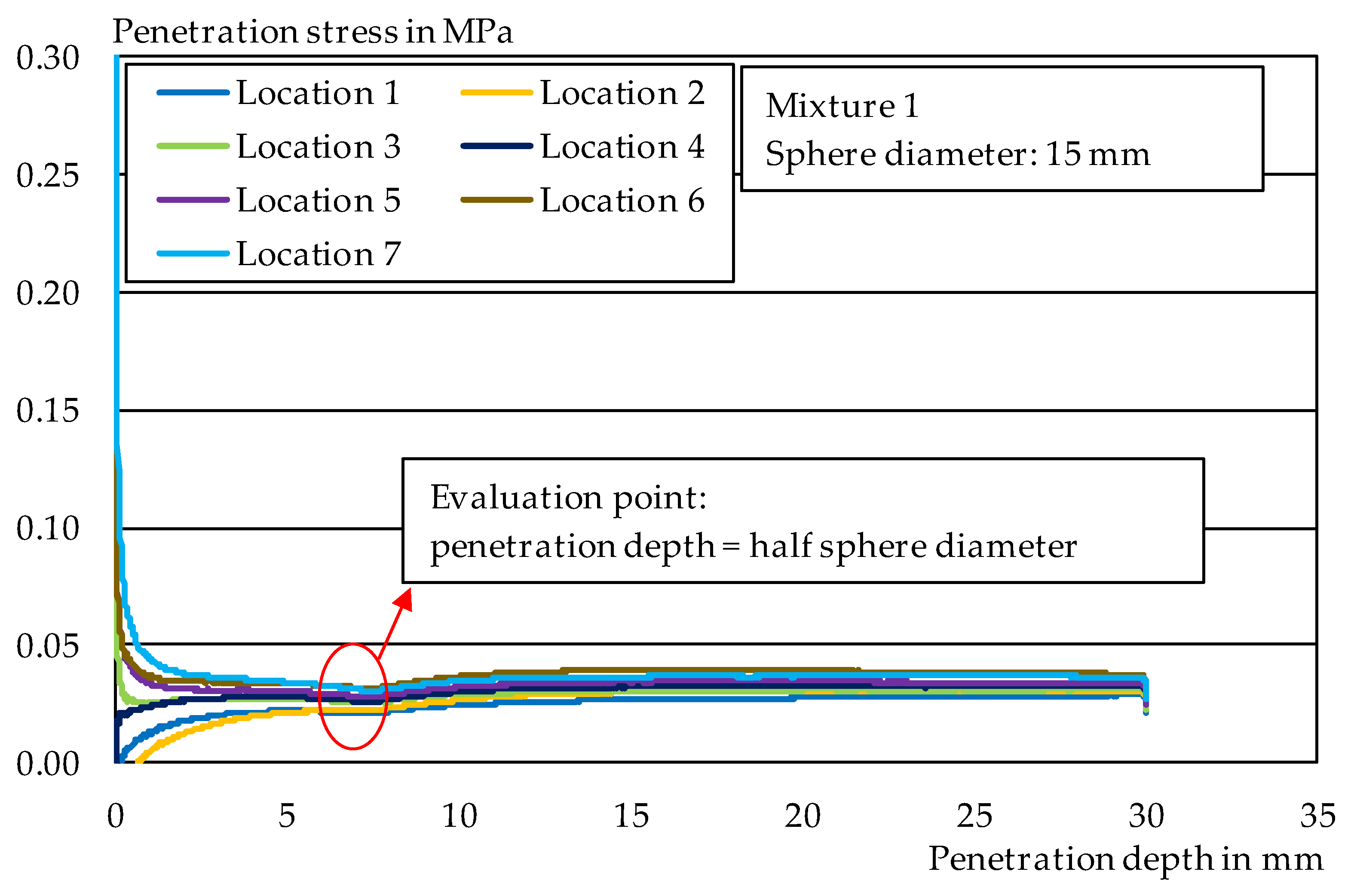
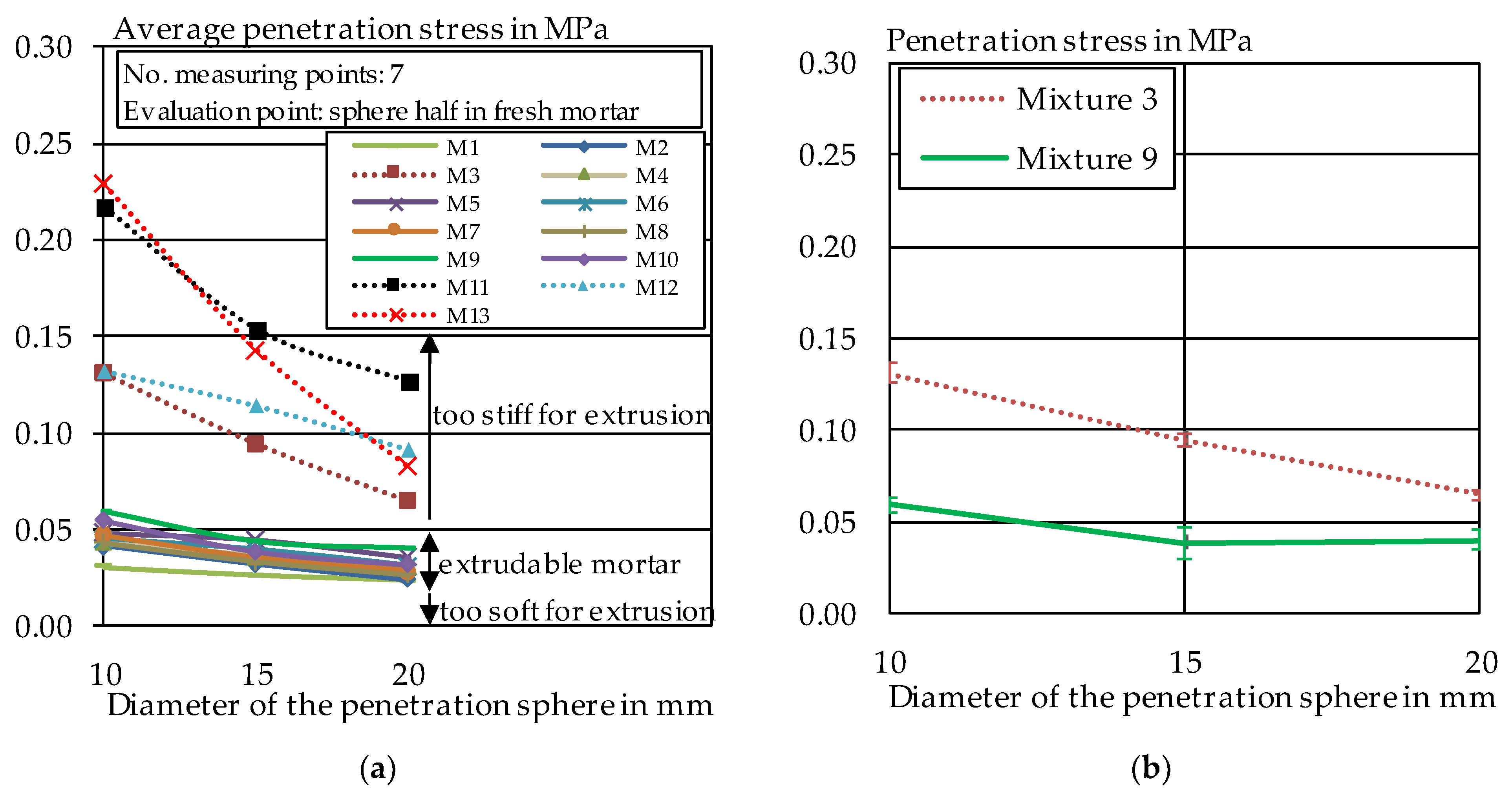
4.3. Penetration Tests
5. Conclusions
- The penetration test allows an accurate, fast and simple classification of the fresh mortar into the classes that are too stiff for extrusion or extrudable for extrusion with the LabMorTex, whereby the fresh mortar can already be characterised before the extrusion process.
- A reduction in the sphere diameter from 20 mm to 10 mm in the penetration test allows a more accurate differentiation of the fresh mortar for the extrusion process, but we are also influenced by the different measurement time.
- The fresh mortar test with a capillary rheometer and the evaluation of the mixer data only allow an initial characterisation of the fresh mortars for the extrusion process. No accurate assessment of extrudability could be obtained.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lowke, D.; Dini, E.; Perrot, A.; Weger, D.; Gehlen, C.; Dillenburger, B. Particle-bed 3D printing in concrete construction—Possibilities and challenges. Cem. Concr. Res. 2018, 112, 50–65. [Google Scholar] [CrossRef]
- Wangler, T.; Lloret, E.; Reiter, L.; Hack, N.; Gramazio, F.; Kohler, M.; Bernhard, M.; Dillenburger, B.; Buchli, J.; Roussel, N.; et al. Digital Concrete: Opportunities and Challenges. RILEM Tech. Lett. 2016, 1, 67. [Google Scholar] [CrossRef]
- Nicolas, R.; Richard, B.; Nicolas, D.; Irina, I.; Temitope, K.J.; Dirk, L.; Viktor, M.; Romain, M.; Arnaud, P.; Ursula, P.; et al. Assessing the fresh properties of printable cement-based materials: High potential tests for quality control. Cem. Concr. Res. 2022, 158, 106836. [Google Scholar] [CrossRef]
- Janissen, L.; Raupach, M.; Hartung-Mott, R. Extrusion faserverstärkter Textilbetone. Bautechnik 2019, 96, 723–730. [Google Scholar] [CrossRef]
- Kalthoff, M.; Raupach, M.; Matschei, T. Investigation into the Integration of Impregnated Glass and Carbon Textiles in a Laboratory Mortar Extruder (LabMorTex). Materials 2021, 14, 7406. [Google Scholar] [CrossRef]
- Kalthoff, M.; Raupach, M.; Matschei, T. Extrusion and Subsequent Transformation of Textile-Reinforced Mortar Components—Requirements on the Textile, Mortar and Process Parameters with a Laboratory Mortar Extruder (LabMorTex). Buildings 2022, 12, 726. [Google Scholar] [CrossRef]
- Derby, B.; Händle, F. (Eds.) Extrusion in Ceramics; Springer: Berlin/Heidelberg, Germany, 2007; ISBN 978-3-540-27100-0. [Google Scholar]
- Alfani, R.; Guerrini, G.L. Rheological test methods for the characterization of extrudable cement-based materials—A review. Mat. Struct. 2005, 38, 239–247. [Google Scholar] [CrossRef]
- Perrot, A.; Rangeard, D.; Nerella, V.N.; Mechtcherine, V. Extrusion of cement-based materials—An overview. RILEM Tech. Lett. 2018, 3, 91–97. [Google Scholar] [CrossRef]
- Demont, L.; Ducoulombier, N.; Mesnil, R.; Caron, J.-F. Flow-based pultrusion of continuous fibers for cement-based composite material and additive manufacturing: Rheological and technological requirements. Compos. Struct. 2021, 262, 113564. [Google Scholar] [CrossRef]
- Kuder, K.G.; Shah, S.P. Rheology of Extruded Cement-Based Materials. Mater. J. 2007, 104, 283–290. [Google Scholar] [CrossRef]
- Shao, Y.; Qiu, J.; Shah, S.P. Microstructure of extruded cement-bonded fiberboard. Cem. Concr. Res. 2001, 31, 1153–1161. [Google Scholar] [CrossRef]
- Shao, Y.; Qui, J. The Role of Polymer Additives in Extrusion of Fiber-Cement Composites. Mater. Spec. Conf. Can. Soc. Civ. Eng. 2002, 1–8. [Google Scholar]
- Albar, A.; Chougan, M.; Al-Kheetan, M.J.; Swash, M.R.; Ghaffar, S.H. Effective extrusion-based 3D printing system design for cementitious-based materials. Results Eng. 2020, 6, 100135. [Google Scholar] [CrossRef]
- Buswell, R.A.; Silva, W.R.L.d.; Jones, S.Z.; Dirrenberger, J. 3D printing using concrete extrusion: A roadmap for research. Cem. Concr. Res. 2018, 112, 37–49. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Bos, F.P.; Perrot, A.; Silva, W.R.L.d.; Nerella, V.N.; Fataei, S.; Wolfs, R.J.M.; Sonebi, M.; Roussel, N. Extrusion-based additive manufacturing with cement-based materials—Production steps, processes, and their underlying physics: A review. Cem. Concr. Res. 2020, 132, 106037. [Google Scholar] [CrossRef]
- Panda, B.; Unluer, C.; Tan, M.J. Extrusion and rheology characterization of geopolymer nanocomposites used in 3D printing. Compos. Part B Eng. 2019, 176, 107290. [Google Scholar] [CrossRef]
- Villacis, N.; Gualavisi, M.; Narvaez-Munoz, C.; Carrion, L.; Gualavisí, M. Additive Manufacturing of a Rheological Characterized Cement-Based Composite Material. In Proceedings of the 2017 European Conference on Electrical Engineering and Computer Science (EECS), Bern, Switzerland, 17–19 November 2017; IEEE Computer Society: Los Alamitos, CA, USA, 2017; pp. 326–331, ISBN 978-1-5386-2085-4. [Google Scholar]
- Lee, H.; Seo, E.-A.; Kim, W.-W.; Moon, J.-H. Experimental Study on Time-Dependent Changes in Rheological Properties and Flow Rate of 3D Concrete Printing Materials. Materials 2021, 14, 6278. [Google Scholar] [CrossRef]
- Roussel, N. Rheological requirements for printable concretes. Cem. Concr. Res. 2018, 112, 76–85. [Google Scholar] [CrossRef]
- Hack, N.; Bahar, M.; Hühne, C.; Lopez, W.; Gantner, S.; Khader, N.; Rothe, T. Development of a Robot-Based Multi-Directional Dynamic Fiber Winding Process for Additive Manufacturing Using Shotcrete 3D Printing. Fibers 2021, 9, 39. [Google Scholar] [CrossRef]
- Arunothayan, A.R.; Nematollahi, B.; Ranade, R.; Bong, S.H.; Sanjayan, J. Development of 3D-printable ultra-high performance fiber-reinforced concrete for digital construction. Constr. Build. Mater. 2020, 257, 119546. [Google Scholar] [CrossRef]
- Pham, L.; Tran, P.; Sanjayan, J. Steel fibres reinforced 3D printed concrete: Influence of fibre sizes on mechanical performance. Constr. Build. Mater. 2020, 250, 118785. [Google Scholar] [CrossRef]
- Suksiripattanapong, C.; Phetprapai, T.; Singsang, W.; Phetchuay, C.; Thumrongvut, J.; Tabyang, W. Utilization of Recycled Plastic Waste in Fiber Reinforced Concrete for Eco-Friendly Footpath and Pavement Applications. Sustainability 2022, 14, 6839. [Google Scholar] [CrossRef]
- Yoosuk, P.; Suksiripattanapong, C.; Sukontasukkul, P.; Chindaprasirt, P. Properties of polypropylene fiber reinforced cellular lightweight high calcium fly ash geopolymer mortar. Case Stud. Constr. Mater. 2021, 15, e00730. [Google Scholar] [CrossRef]
- Toutou, Z.; Roussel, N. Multi Scale Experimental Study of Concrete Rheology: From Water Scale to Gravel Scale. Mater. Struct. 2007, 39, 189–199. [Google Scholar] [CrossRef]
- Laenger, F. Rheology of Ceramic Bodies. In Extrusion in Ceramics; Derby, B., Händle, F., Eds.; Springer: Berlin/Heidelberg, Germany, 2007; pp. 141–159. ISBN 978-3-540-27100-0. [Google Scholar]
- Göhlert, K.; Uebel, M. Test Methods for Plasticity and Extrusion Behaviour. In Extrusion in Ceramics; Derby, B., Händle, F., Eds.; Springer: Berlin/Heidelberg, Germany, 2007; ISBN 978-3-540-27100-0. [Google Scholar]
- Andrade, F.A.; Al-Qureshi, H.A.; Hotza, D. Measuring the plasticity of clays: A review. Appl. Clay Sci. 2011, 51, 1–7. [Google Scholar] [CrossRef]
- Händle, F. Plasticity or the Great Unknown. In The Art of Ceramic Extrusion, 1st ed.; Händle, F., Ed.; Springer International Publishing; Imprint Springer: Cham, Switzerland, 2019; pp. 41–48. ISBN 978-3-030-05254-6. [Google Scholar]
- de Oliveira Modesto, C.; Bernardin, A.M. Determination of clay plasticity: Indentation method versus Pfefferkorn method. Appl. Clay Sci. 2008, 40, 15–19. [Google Scholar] [CrossRef]
- Zhou, X. Characterization of rheology of fresh fiber reinforced cementitious composites through ram extrusion. Mater. Struct. 2005, 38, 17–24. [Google Scholar] [CrossRef]
- Mazzeo, F.A. Extrusion and Rheology of Fine Particulate Ceramic Pastes. Ph.D. Thesis, Ruthers State University of New Jersey, New Brunswick, NJ, USA, 2001; Proquest Information and Learning: Ann Arbor, MI, USA, 2001; ISBN 0493094210. [Google Scholar]
- Perrot, A.; Rangeard, D.; Mélinge, Y. Prediction of the ram extrusion force of cement-based materials. Appl. Rheol. 2014, 24, 53320. [Google Scholar] [CrossRef]
- Perrot, A.; Mélinge, Y.; Rangeard, D.; Micaelli, F.; Estellé, P.; Lanos, C. Use of ram extruder as a combined rheo-tribometer to study the behaviour of high yield stress fluids at low strain rate. Rheol. Acta 2012, 51, 743–754. [Google Scholar] [CrossRef]
- Kuder, K.G.; Shah, S.P. Capillary Rheology of Extruded Cement-Based Materials. In Measuring, Monitoring and Modeling Concrete Properties; Konsta-Gdoutos, M.S., Ed.; Springer: Dordrecht, The Netherlands, 2006; pp. 479–484. [Google Scholar] [CrossRef]
- Reiter, L.; Wangler, T.; Anton, A.; Flatt, R.J. Setting on demand for digital concrete—Principles, measurements, chemistry, validation. Cem. Concr. Res. 2020, 132, 106047. [Google Scholar] [CrossRef]
- Pott, U.; Stephan, D. Penetration test as a fast method to determine yield stress and structural build-up for 3D printing of cementitious materials. Cem. Concr. Compos. 2021, 121, 104066. [Google Scholar] [CrossRef]
- Lootens, D.; Jousset, P.; Martinie, L.; Roussel, N.; Flatt, R.J. Yield stress during setting of cement pastes from penetration tests. Cem. Concr. Res. 2009, 39, 401–408. [Google Scholar] [CrossRef]
- Marchment, T. Penetration Reinforcing Method for 3D Concrete Printing. In Second RILEM International Conference on Concrete and Digital Fabrication: Digital Concrete 2020, 1st ed.; Bos, F.P., Lucas, S.S., Wolfs, R.J., Salet, T.A., Eds.; Springer International Publishing; Imprint Springer: Cham, Switzerland, 2020; ISBN 9783030499167. [Google Scholar]
- Reiter, L.; Wangler, T.; Roussel, N.; Flatt, R.J. Slow penetration for characterizing concrete for digital fabrication. Cem. Concr. Res. 2022, 157, 106802. [Google Scholar] [CrossRef]
- Alfani, R.; Grizzuti, N.; Guerrini, G.L.; Lezzi, G. The use of the capillary rheometer for the rheological evaluation of extrudable cement-based materials. Rheol. Acta 2007, 46, 703–709. [Google Scholar] [CrossRef]
- Rubio, M.; Sonebi, M.; Amziane, S. 3D printing of fibre cement-based materials: Fresh and rheological performances. Acad. J. Civ. Eng. 2017, 35, 480–488. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Qian, Y.; Tan, M.J. Printability region for 3D concrete printing using slump and slump flow test. Compos. Part B Eng. 2019, 174, 106968. [Google Scholar] [CrossRef]
- Jayathilakage, R.; Sanjayan, J.; Rajeev, P. Direct shear test for the assessment of rheological parameters of concrete for 3D printing applications. Mater. Struct. 2019, 52, 12. [Google Scholar] [CrossRef]
- Roussel, N.; Lanos, C.; Toutou, Z. Identification of Bingham fluid flow parameters using a simple squeeze test. J. Non-Newton. Fluid Mech. 2006, 135, 1–7. [Google Scholar] [CrossRef]
- Dressler, I.; Freund, N.; Lowke, D. The Effect of Accelerator Dosage on Fresh Concrete Properties and on Interlayer Strength in Shotcrete 3D Printing. Materials 2020, 13, 374. [Google Scholar] [CrossRef]
- Huang, J.; Duan, B.; Cai, P.; Manuka, M.; Hu, H.; Hong, Z.; Cao, R.; Jian, S.; Ma, B. On-demand setting of extrusion-based 3D printing gypsum using a heat-induced accelerator. Constr. Build. Mater. 2021, 304, 124624. [Google Scholar] [CrossRef]
- Claßen, M.; Ungermann, J.; Sharma, R. Additive Manufacturing of Reinforced Concrete—Development of a 3D Printing Technology for Cementitious Composites with Metallic Reinforcement. Appl. Sci. 2020, 10, 3791. [Google Scholar] [CrossRef]
- Boscaro, F.; Quadranti, E.; Wangler, T.; Mantellato, S.; Reiter, L.; Flatt, R.J. Eco-Friendly, Set-on-Demand Digital Concrete. 3D Print. Addit. Manuf. 2022, 9, 3–11. [Google Scholar] [CrossRef]
- Kalthoff, M.; Bosbach, S.; Matschei, T.; Raupach, M.; Claßen, M.; Hegger, J. Investigations on material-minimized slabs made of extruded carbon reinforced concrete. In Proceedings of the Fib International Congress 2022 Oslo, Oslo, Norway, 12–16 June 2022. [Google Scholar]
- Jayathilakage, R.; Rajeev, P.; Sanjayan, J. Extrusion rheometer for 3D concrete printing. Cem. Concr. Compos. 2021, 121, 104075. [Google Scholar] [CrossRef]
- Händle, F. Measuring the Plasticity of Ceramic Bodies—Part 1. In Ceramic Forum International (Cfi) 2/2; Göller Verlag GmbH: Baden-Baden, Germany, 2021. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components | Unit | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CEM I 42.5 R | kg/m3 | 400 | 550 | 700 | 700 | 700 | 700 | 700 | 700 | |||||
| CEM III/A 42.5 N | - | - | 700 | - | - | - | - | - | - | |||||
| Silica fume powder | 40 | 55 | 70 | 70 | 70 | 70 | 70 | 70 | 70 | |||||
| Fly ash | 120 | 165 | 210 | 210 | 210 | 210 | 210 | 210 | 210 | |||||
| Water | 278 | 278 | 278 | 278 | 278 | 278 | 278 | 278 | 278 | |||||
| Sand 0.1–0.5 mm | 658 | 658 | 670 | 670 | 633 | 670 | 675 | 679 | 670 | 675 | 850 | 850 | 585 | |
| Quartz powder 0–0.250 mm | 271 | 273 | 278 | 278 | 263 | 278 | 280 | 282 | 278 | 280 | 353 | 353 | 243 | |
| Quartz powder 0–0.063 mm | 404 | 208 | - | - | - | - | - | - | - | |||||
| PVA microfibres | 6.5 | 6.5 | - | - | - | - | - | - | 6.5 | 3.3 | - | - | - | |
| Basalt microfibres | - | - | 6.5 | 6.5 | 6.5 | 6.5 | 3.3 | - | - | - | 6.5 | 6.5 | 6.5 | |
| Methyl cellulose | 7.0 | 7.0 | 7.0 | 7.0 | 7.0 | 7.0 | 7.0 | 7.0 | 7.0 | 7.0 | 7.0 | 7.0 | 7.0 | |
| Extrudable | Yes | Yes | No | Yes | Yes | Yes | Yes | Yes | Yes | Yes | No | No | No | |
| Fibre | Tensile Strength | Youngs Modulus | Density | Diameter | Length |
|---|---|---|---|---|---|
| Unit | MPa | GPa | g/cm3 | µm | mm |
| PVA fibre | 1600 | 39 | 1.30 | 26 | 6 |
| Basalt fibre | 860 | 68 | 2.65 | 13–16 | 6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kalthoff, M.; Raupach, M.; Matschei, T. Investigation of Rheological Test Methods for the Suitability of Mortars for Manufacturing of Textile-Reinforced Concrete Using a Laboratory Mortar Extruder (LabMorTex). Constr. Mater. 2022, 2, 217-233. https://doi.org/10.3390/constrmater2040015
Kalthoff M, Raupach M, Matschei T. Investigation of Rheological Test Methods for the Suitability of Mortars for Manufacturing of Textile-Reinforced Concrete Using a Laboratory Mortar Extruder (LabMorTex). Construction Materials. 2022; 2(4):217-233. https://doi.org/10.3390/constrmater2040015
Chicago/Turabian StyleKalthoff, Matthias, Michael Raupach, and Thomas Matschei. 2022. "Investigation of Rheological Test Methods for the Suitability of Mortars for Manufacturing of Textile-Reinforced Concrete Using a Laboratory Mortar Extruder (LabMorTex)" Construction Materials 2, no. 4: 217-233. https://doi.org/10.3390/constrmater2040015