
Dissimilar Joining of High-Strength Steel and Aluminum Alloy Using Resistance Spot Welding with Die- and Punch-Shaped Electrodes †


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
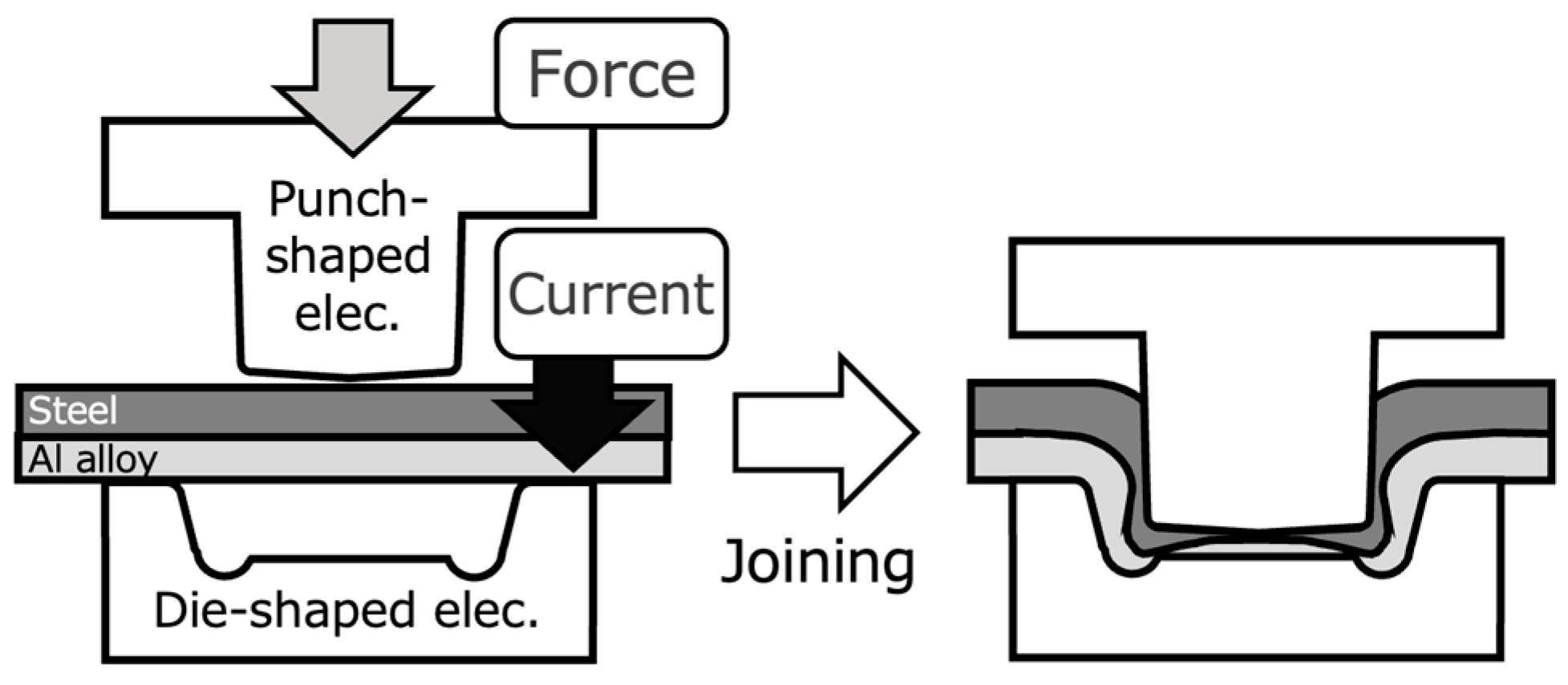
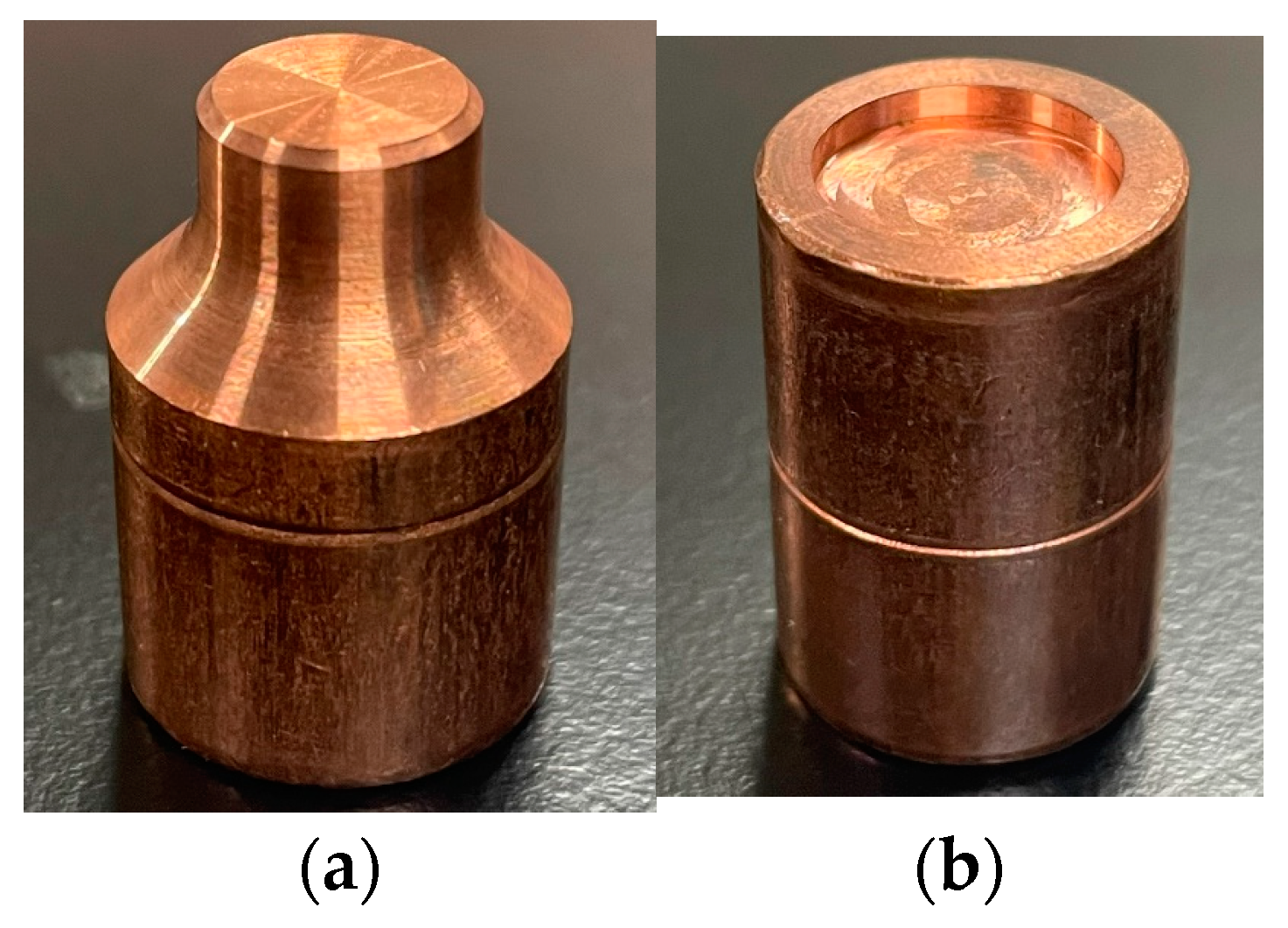
2.2. Joining Procedure
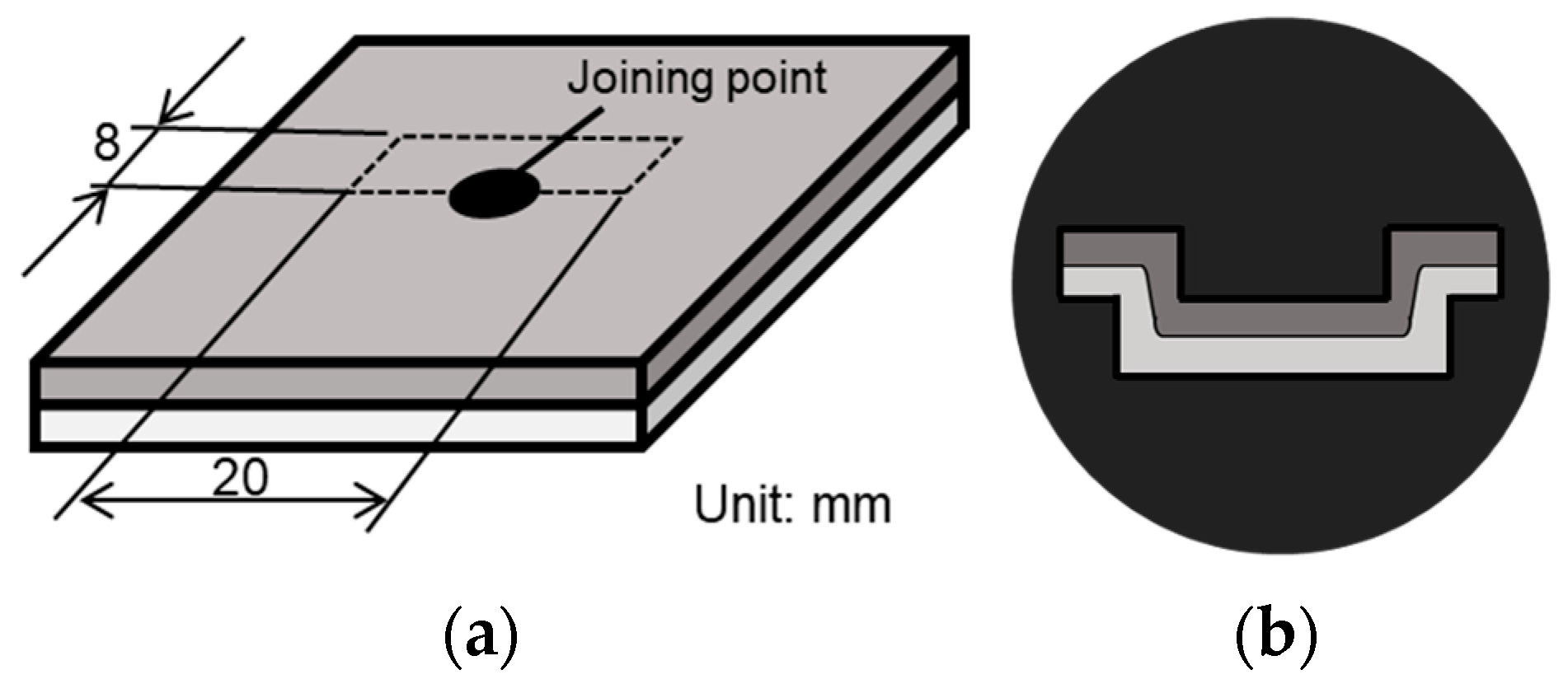
2.3. Method of Cross-Sectional Observation
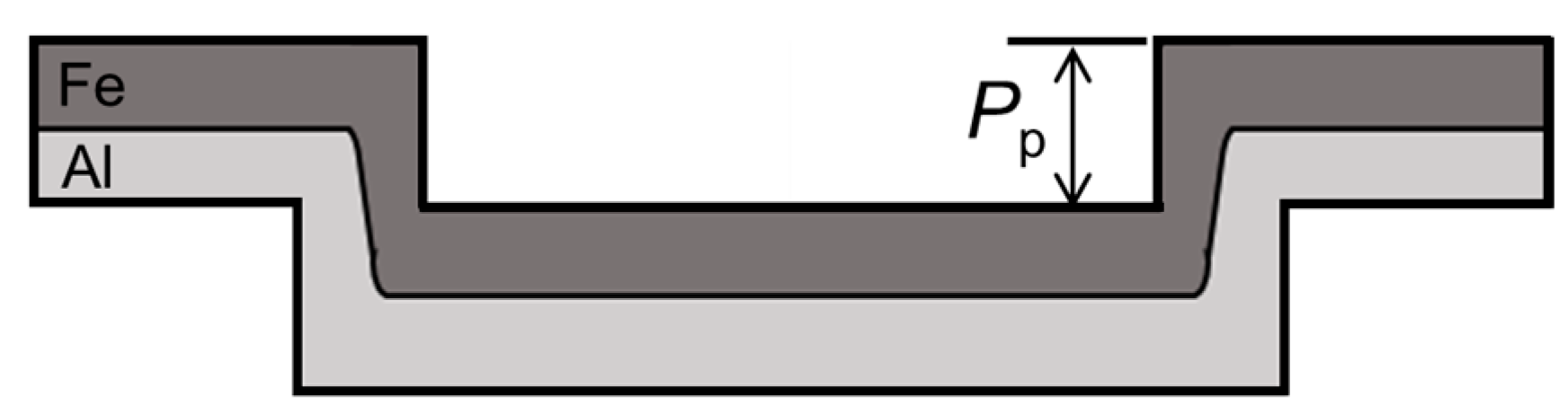
2.4. Method of Evaluation for Joint Deformation
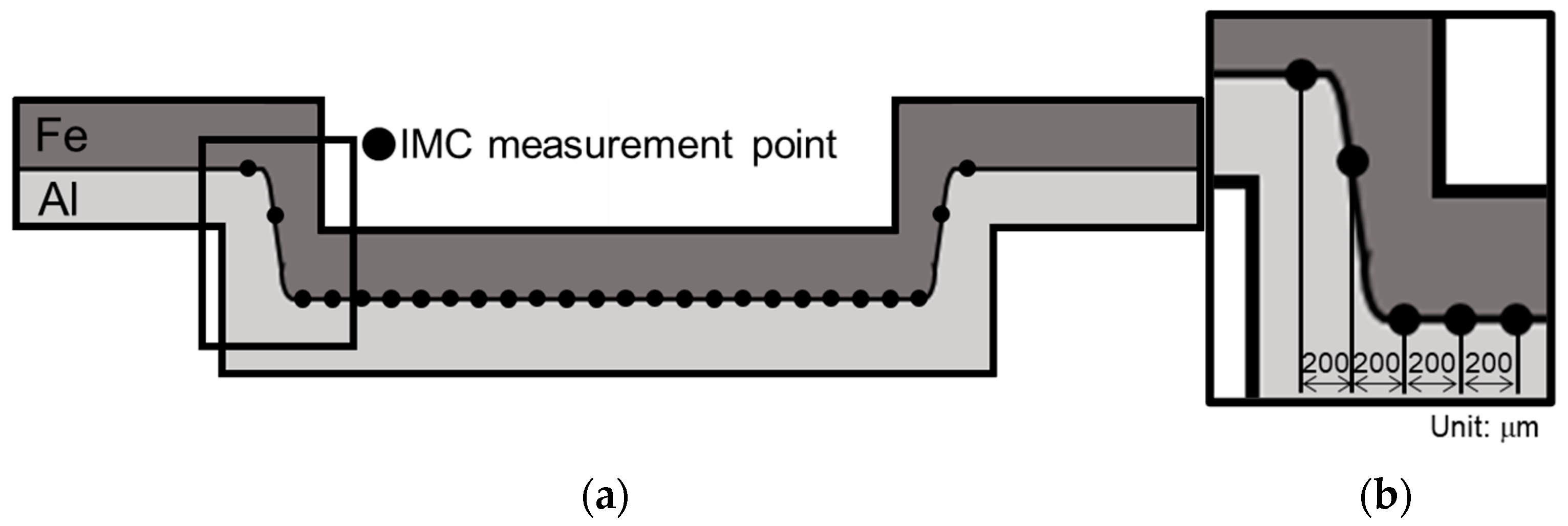
2.5. Method of Evaluation for IMC
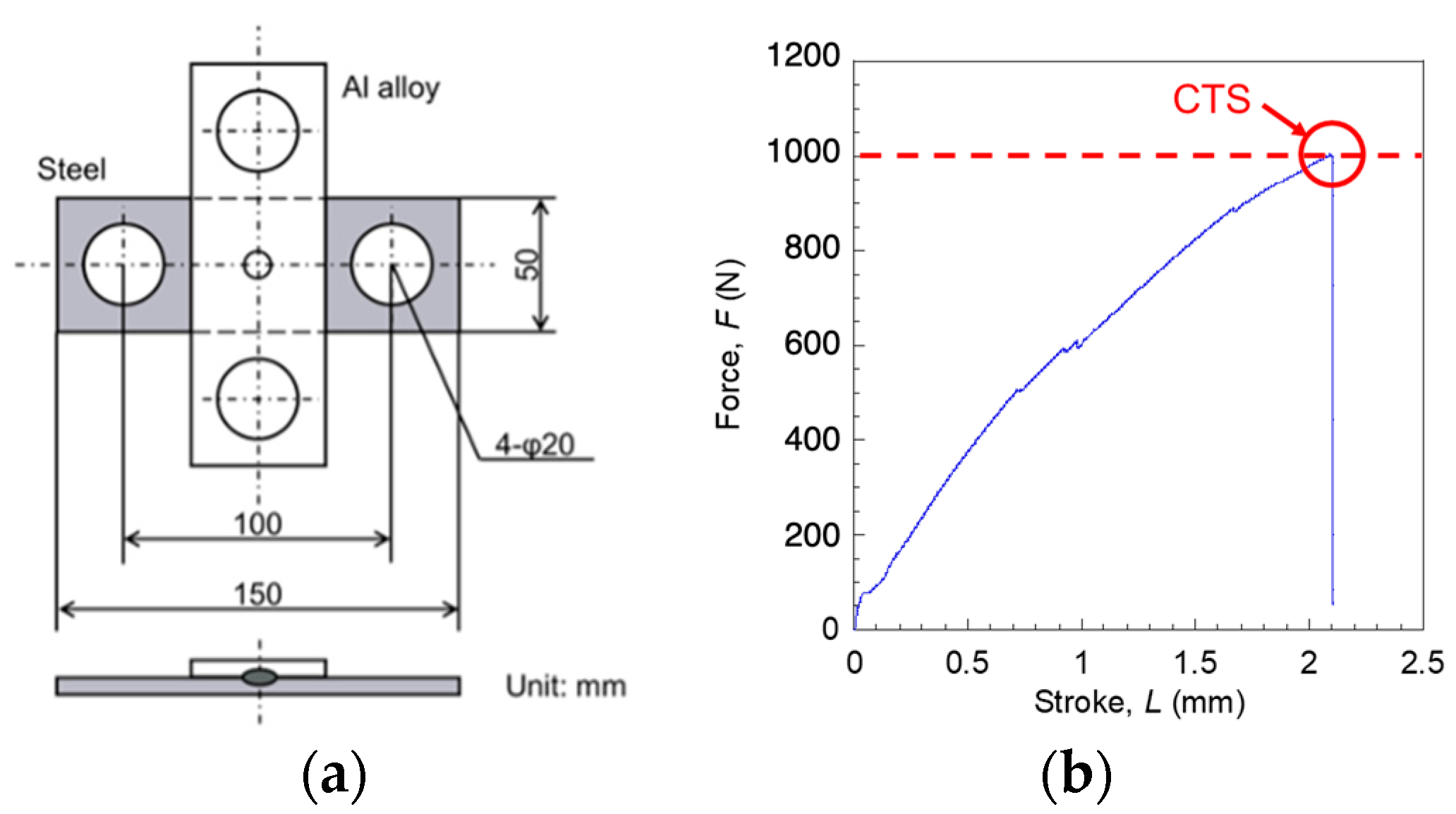
2.6. Method for Evaluation for Cross-Tension Strength
3. Results and Discussion
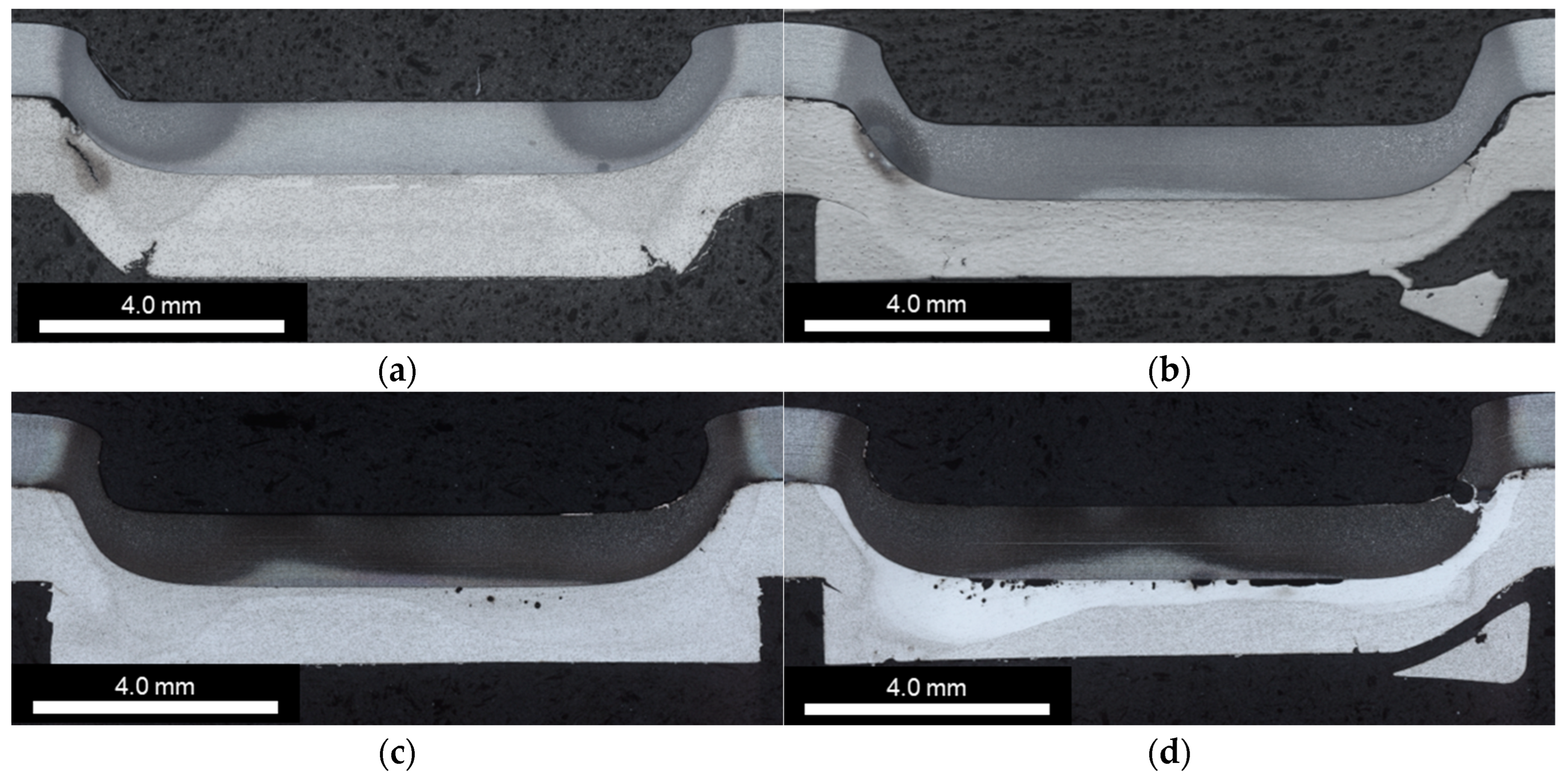
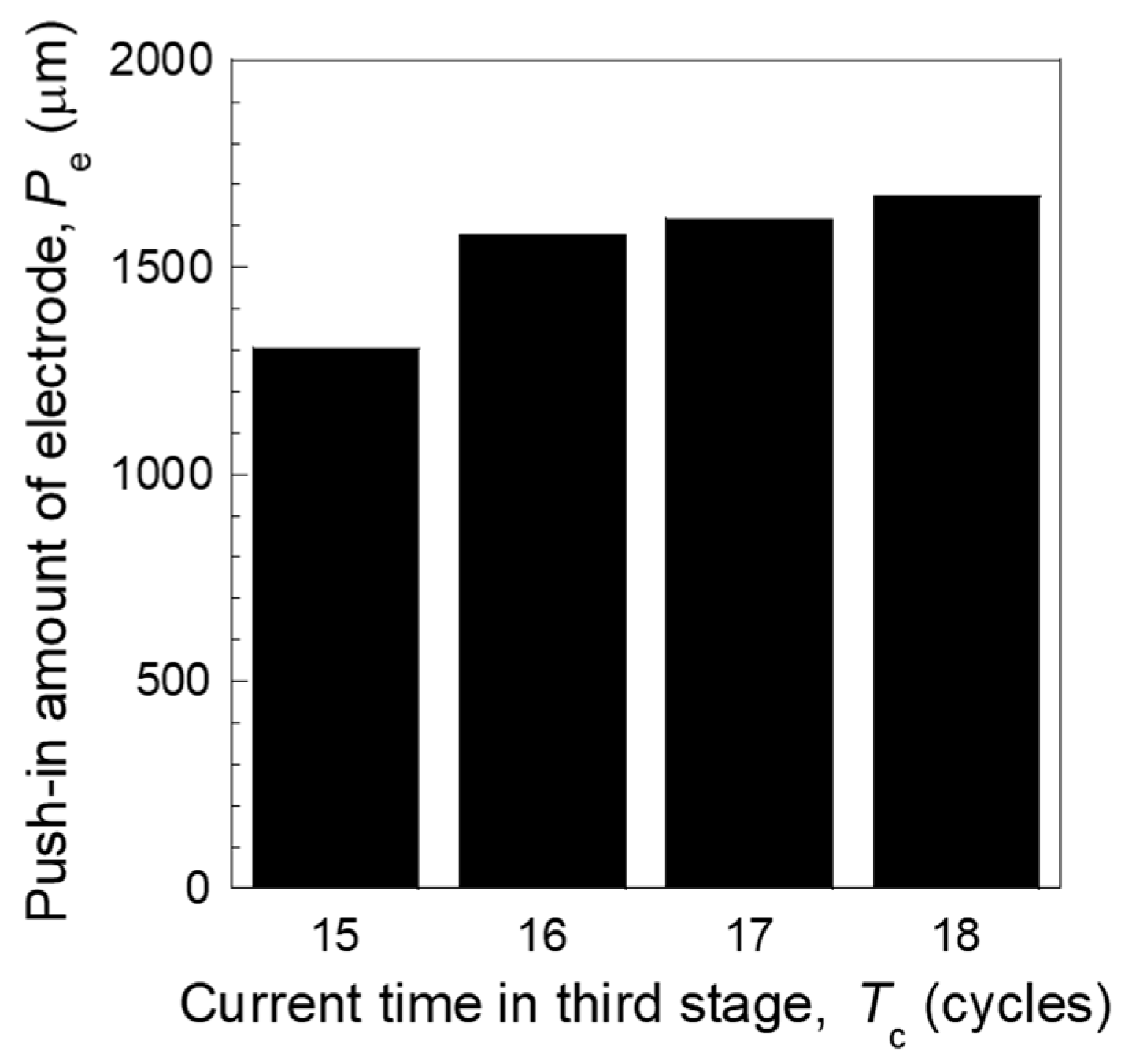
3.1. Effects of Electrode Shape and Third Current Cycle on Joint State and Joint Deformation
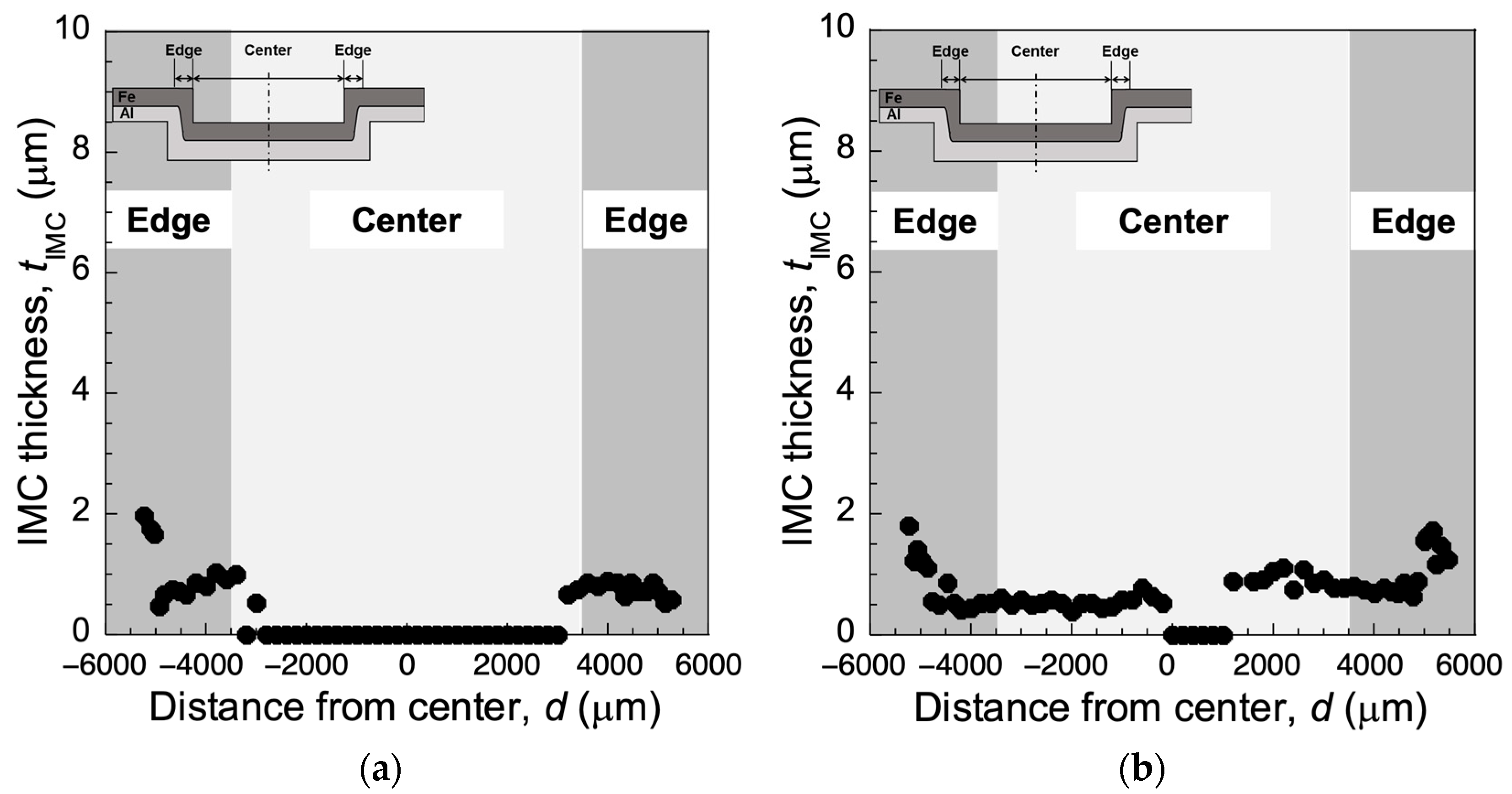
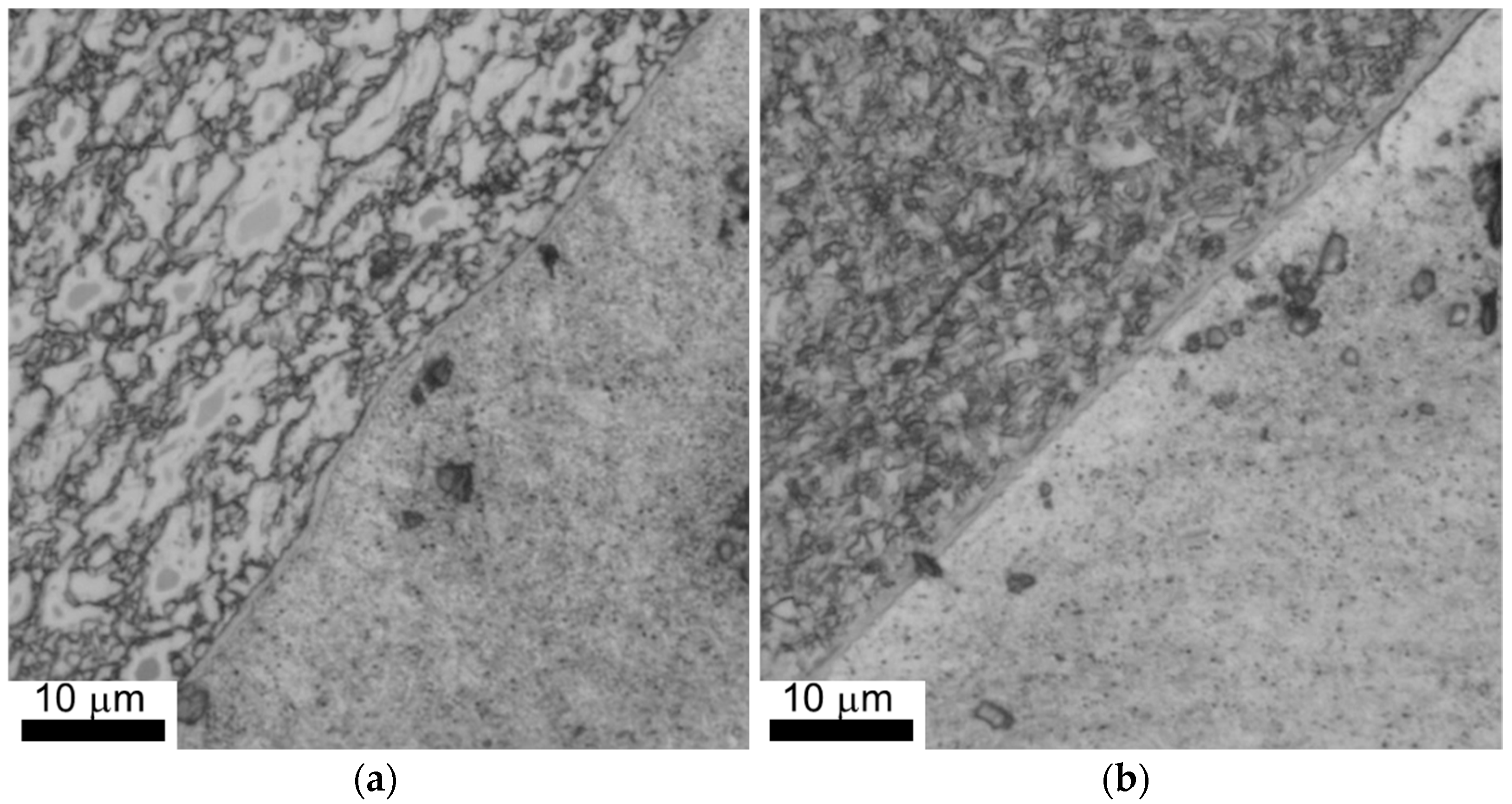
3.2. IMC Distribution
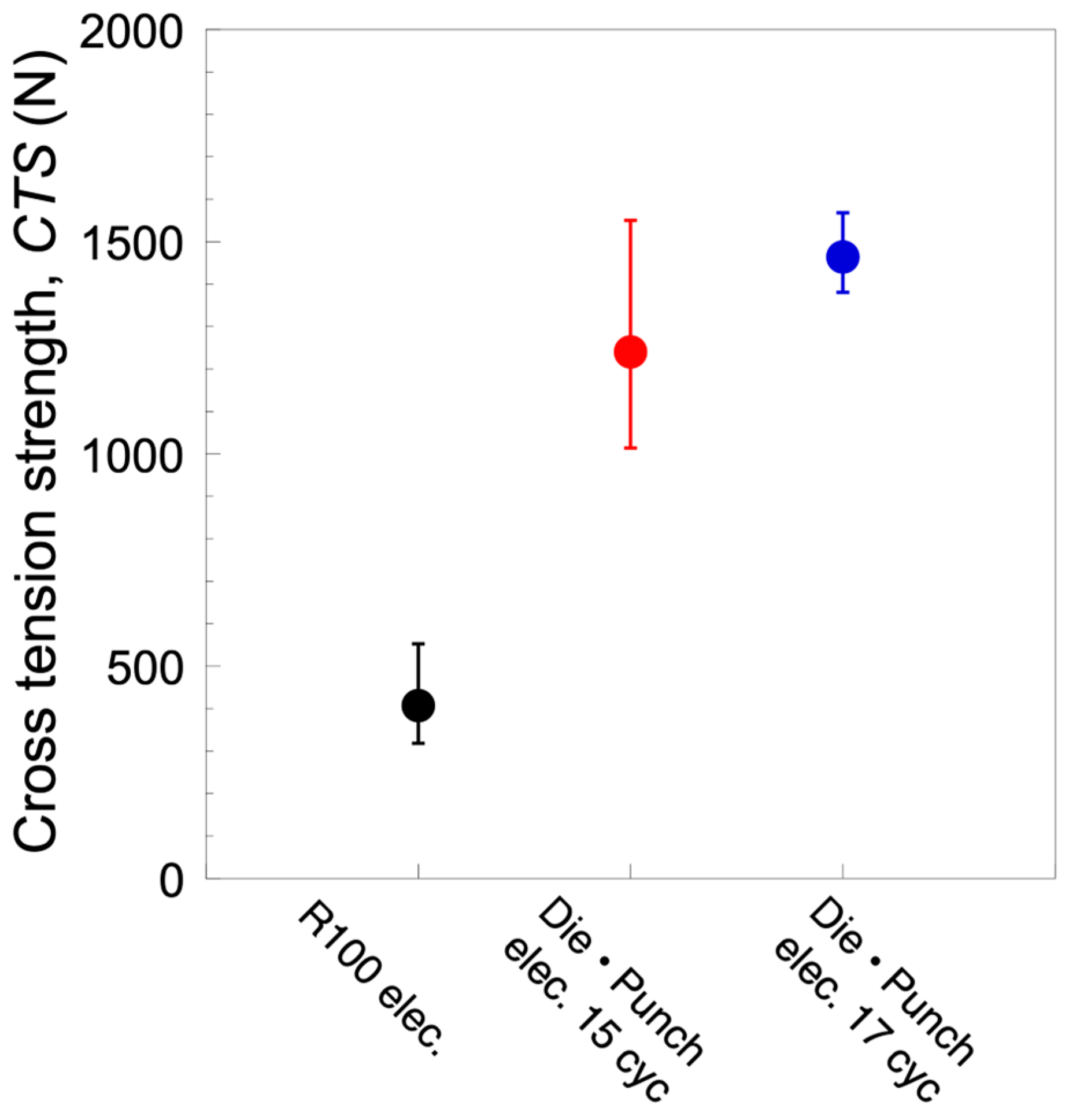
3.3. Cross-Tension Strength
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, W.; Sun, D.; Han, L.; Liu, D. Interfacial microstructure and mechanical property of resistance spot welded joint of high strength steel and aluminium alloy with 4047 AlSi12 interlayer. Mater. Des. 2014, 57, 186–194. [Google Scholar] [CrossRef]
- Arghavani, M.R.; Movahedi, M.; Kokabi, A.H. Role of zinc layer in resistance spot welding of aluminum to steel. Mater. Des. 2016, 102, 106–114. [Google Scholar] [CrossRef]
- Wan, Z.; Wang, H.P.; Chen, N.; Wang, M.; Carlson, B.E. Characterization of intermetallic compound at the interfaces of Al-steel resistance spot welds. J. Mater. Process. Technol. 2017, 242, 12–23. [Google Scholar] [CrossRef]
- Pan, B.; Shang, S.L.; Banu, M.; Wang, P.C.; Carlson, B.E.; Liu, Z.K.; Li, J. Understanding formation mechanisms of intermetallic compounds in dissimilar Al/steel joint processed by resistance spot welding. J. Manuf. Process. 2022, 83, 212–222. [Google Scholar] [CrossRef]
- Lara, B.; Giorjao, R.; Ghassemi-Armaki, H.; Ramirez, A. Fe-Al intermetallic suppression of dissimilar RSW joints using stainless-steel interlayers. Sci. Technol. Weld. Join. 2023, 28, 461–467. [Google Scholar] [CrossRef]
- Iyota, M.; Matsuda, T.; Sano, T.; Shigeta, M.; Shobu, T.; Yumoto, H.; Koyama, T.; Yamazaki, H.; Senba, Y.; Ohashi, H.; et al. A study on convection in molten zone of aluminum alloy during Fe/Al resistance spot welding. J. Manuf. Process. 2023, 94, 424–434. [Google Scholar] [CrossRef]
- Geng, P.; Morimura, M.; Ma, H.; Ma, Y.; Ma, N.; Liu, H.; Aoki, Y.; Fujii, H.; Qin, G. Elucidation of intermetallic compounds and mechanical properties of dissimilar friction stir lap welded 5052 Al alloy and DP590 steel. J. Alloys Compd. 2022, 906, 164381. [Google Scholar] [CrossRef]
- Zheng, M.; Yang, J.; Xu, J.; Jiang, J.; Zhang, H.; Oliveira, J.P.; Lv, X.; Xue, J.; Li, Z. Interfacial microstructure and strengthening mechanism of dissimilar laser al/steel via a porous high entropy alloy coating. J. Mater. Res. Technol. 2023, 23, 3997–4011. [Google Scholar] [CrossRef]
- Ma, Y.; Abe, Y.; Geng, P.; Akita, R.; Ma, N.; Mori, K. Adhesive dynamic behavior in the clinch-bonding process of aluminum alloy A5052-H34 and advanced high-strength steel JSC780. J. Mater. Process. Technol. 2022, 305, 117602. [Google Scholar] [CrossRef]
- Chen, C.; Kong, L.; Wang, M.; Haselhuhn, A.S.; Sigler, D.R.; Wang, H.P.; Carlson, B.E. The robustness of Al-steel resistance spot welding process. J. Manuf. Process 2019, 43, 300–310. [Google Scholar] [CrossRef]
- Zhang, Y.; Shan, H.; Li, Y.; Guo, J.; Luo, Z.; Ma, C.Y. Joining aluminum alloy 5052 sheets via novel hybrid resistance spot clinching process. Mater. Des. 2017, 118, 36–43. [Google Scholar] [CrossRef]
- Ren, D.; Zhao, D.; Liu, L.; Zhao, K. Clinch-resistance spot welding of galvanized mild steel to 5083 Al alloy. Int. J. Adv. Manuf. Technol. 2019, 101, 511–521. [Google Scholar] [CrossRef]
- Zhao, D.; Ren, D.; Song, G.; Zhao, K.; Zhang, Z. Nugget formation analysis of Al/Steel clinch-resistance hybrid spot welding. Sci. Technol. Weld. Join. 2021, 26, 439–447. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (Mass %) | Mechanical Properties | ||||||
|---|---|---|---|---|---|---|---|
| C 0.12 | Si 0.29 | Mn 1.41 | P 0.009 | S 0.005 | YS (MPa) 516 | TS (MPa) 522 | El (%) 23 |
| Chemical Composition (Mass %) | Mechanical Properties | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Si 0.40~0.8 | Fe 0.7 | Cu 0.15~0.40 | Mn 0.15 | Mg 0.8~1.2 | Cr 0.04~0.35 | Zn 0.25 | Ti 0.15 | YS (MPa) 245 | TS (MPa) 295 | El (%) 10 |
| Electrode Combination (Upper/Lower) | Electrical Current, I (kA) | Current Time, Tc (cycles) | Current Interval, Ti (cycles) | Electrode Force, F (kN) | Hold Time, TH (cycles) | ||||
|---|---|---|---|---|---|---|---|---|---|
| 1st | 2nd | 3rd | 1st | 2nd | 3rd | ||||
| Punch-shaped/ Die-shaped | 13 | 15 | 18 | 12 | 12 | 15 | 24 | 3.7 | 6 |
| 16 | |||||||||
| 17 | |||||||||
| 18 | |||||||||
| R100/R100 | 16 | 12 | - | 3.7 | 6 | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Iyota, M.; Hamaguchi, T.; Koga, Y. Dissimilar Joining of High-Strength Steel and Aluminum Alloy Using Resistance Spot Welding with Die- and Punch-Shaped Electrodes. Eng. Proc. 2023, 43, 45. https://doi.org/10.3390/engproc2023043045
Iyota M, Hamaguchi T, Koga Y. Dissimilar Joining of High-Strength Steel and Aluminum Alloy Using Resistance Spot Welding with Die- and Punch-Shaped Electrodes. Engineering Proceedings. 2023; 43(1):45. https://doi.org/10.3390/engproc2023043045
Chicago/Turabian StyleIyota, Muneyoshi, Takuya Hamaguchi, and Yuto Koga. 2023. "Dissimilar Joining of High-Strength Steel and Aluminum Alloy Using Resistance Spot Welding with Die- and Punch-Shaped Electrodes" Engineering Proceedings 43, no. 1: 45. https://doi.org/10.3390/engproc2023043045