
Experimental Research on the Production of Hydrogen-Rich Synthesis Gas via the Air-Gasification of Olive Pomace: A Comparison between an Updraft Bubbling Bed and a Downdraft Fixed Bed
 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
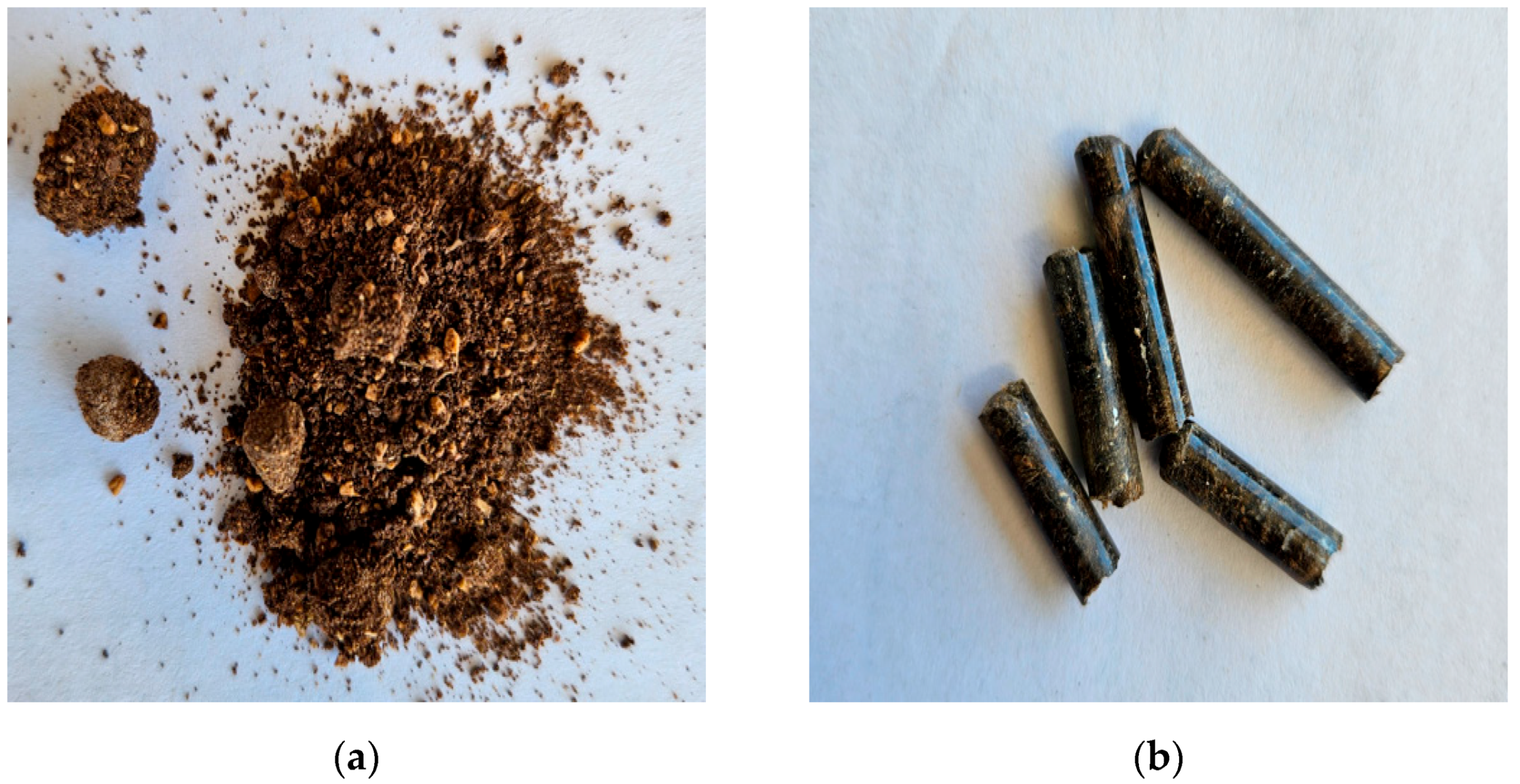
2.1. Raw Material Pretreatment
2.2. Pellets of Olive Pomace and Gasification Product Analysis
2.2.1. Ultimate or Elemental Analysis
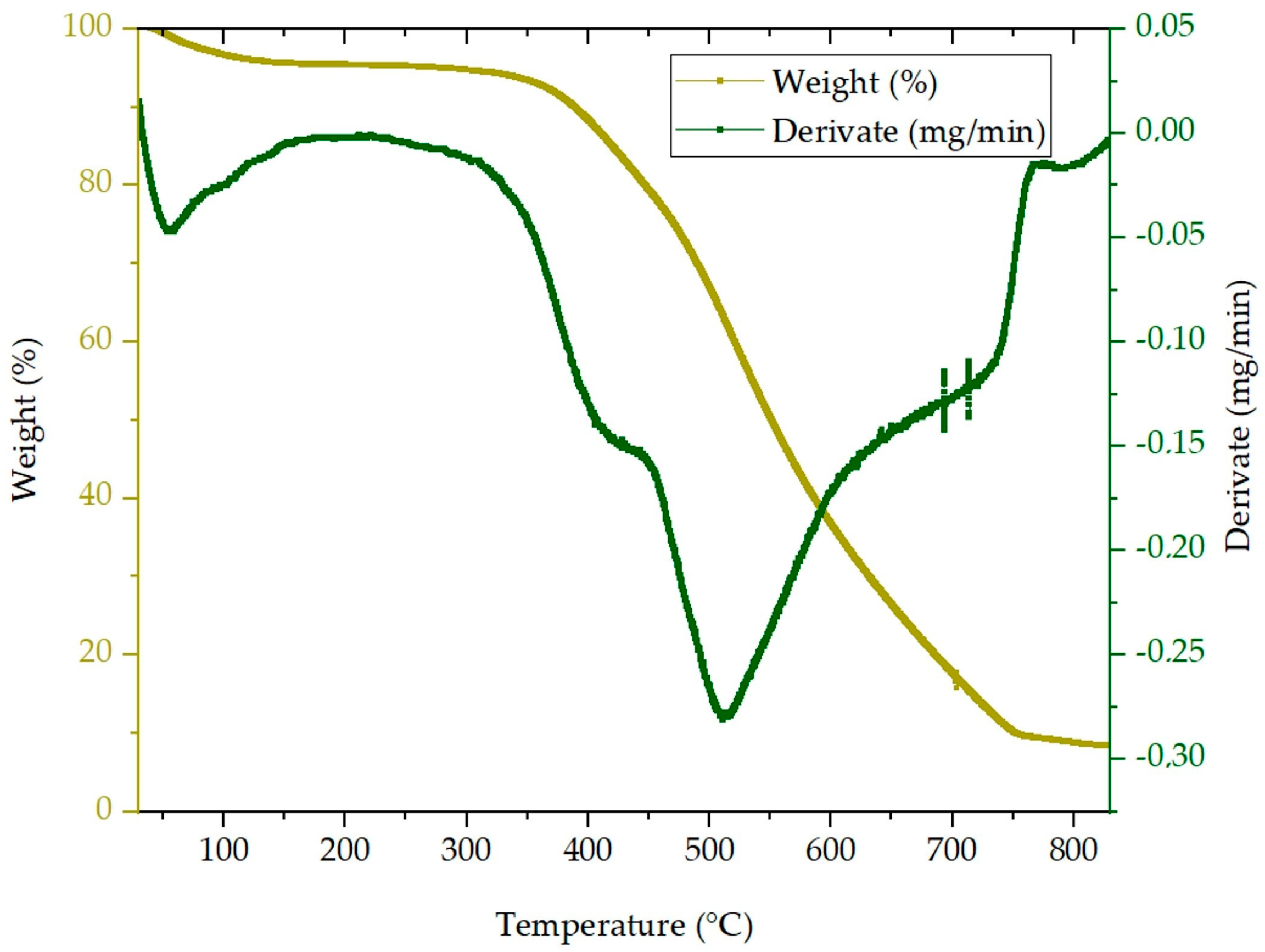
2.2.2. Proximate or Thermogravimetric Analysis
2.2.3. X-ray Fluorescence (XRF)
2.2.4. Higher Heating Value Analysis (HHV)
2.2.5. Gasification Performance
2.2.6. Syngas Analysis by Gas Chromatography
2.3. Predicted Performance Characteristics of the Syngas
2.3.1. Equivalence Ratio (ER)
2.3.2. Cold Gas Efficiency (CGE)
2.3.3. Syngas Yield
2.3.4. Carbon Conversion Efficiency (CCE)
3. Results
3.1. Olive Pomace Pellet Analysis
3.1.1. Ultimate Analysis
3.1.2. Proximate Analysis
3.1.3. X-ray Fluorescence (XRF)
3.2. Gasification Parameters
4. Discussion
5. Conclusions
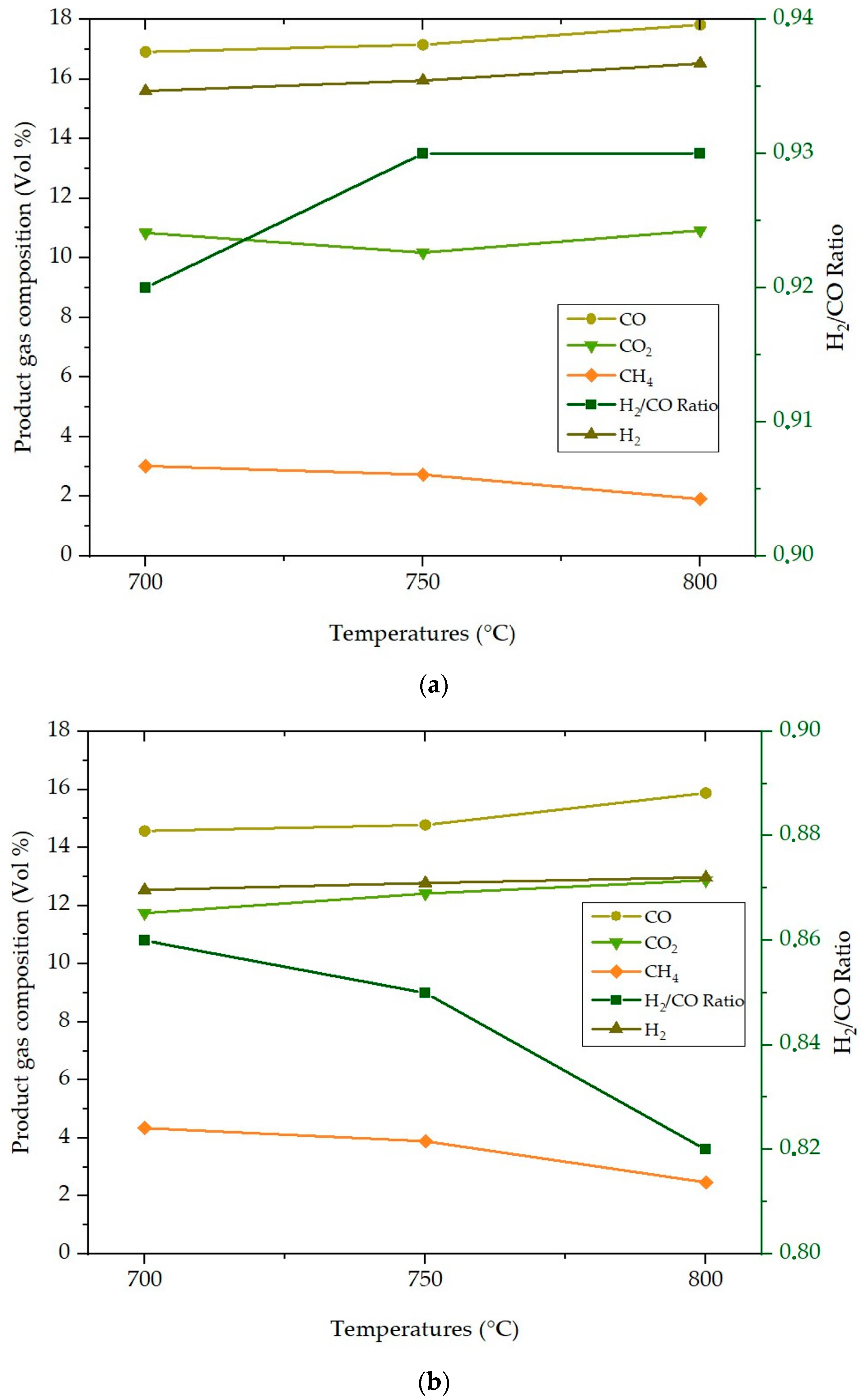
- Optimal conditions, in terms of hydrogen concentration, were manifest at an operating temperature of 800 °C, yielding concentrations of 12.97 vol.% within the bubbling fluidized-bed reactor and 16.52 vol.% within the fixed-bed reactor.
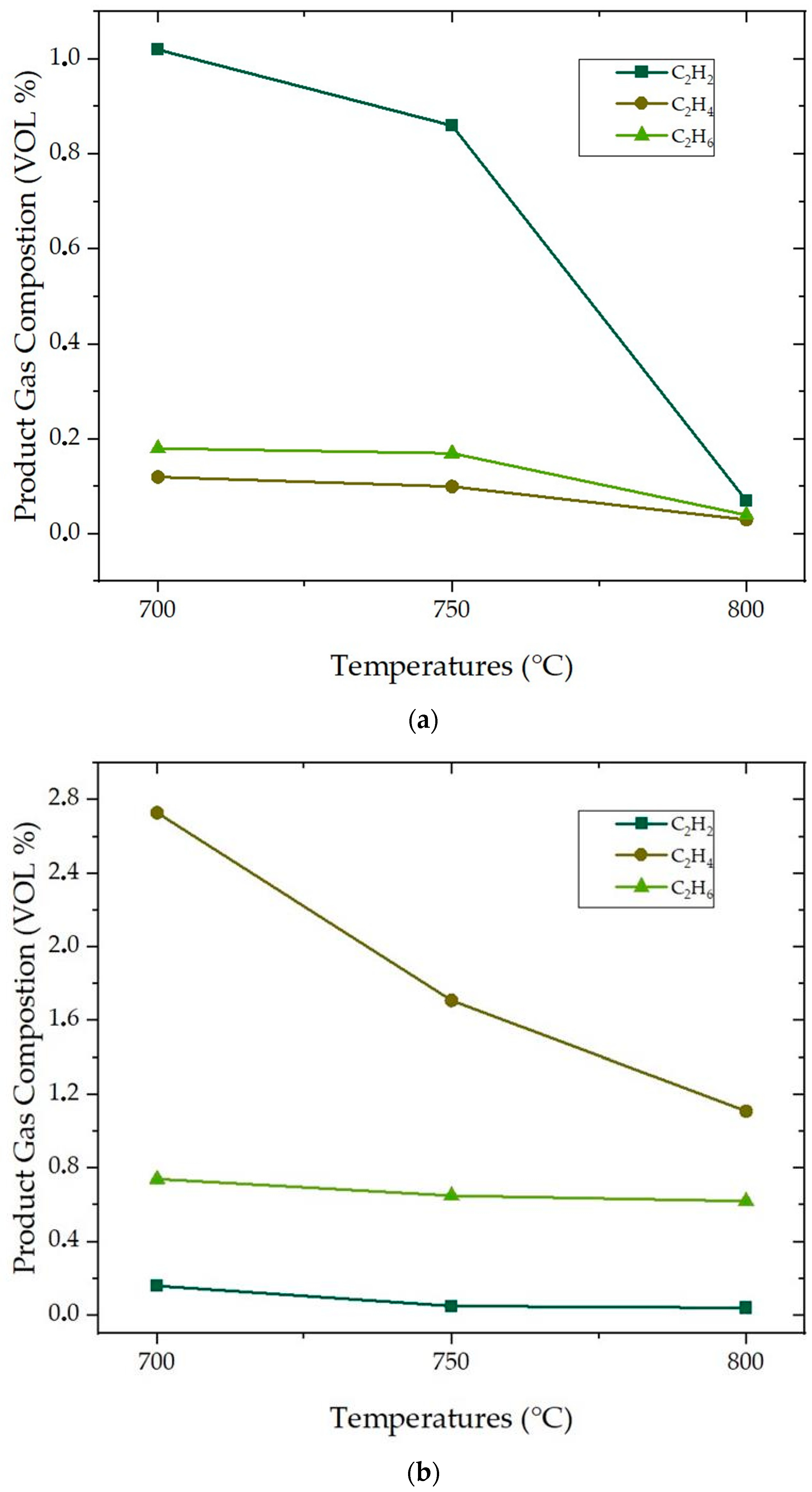
- A conspicuous trend emerged within both reactor configurations, wherein escalating operational temperatures precipitated a reduction in hydrocarbons and CH4, concomitant with an elevation in H2, CO, and CO2 concentrations.
- The diminishing trajectory of condensate content was observed in tandem with increasing temperature and Equivalence Ratio (ER). This phenomenon finds its etiology in the augmented thermal cracking of tar constituents. Notably, the char yield exhibited a decrement from 38 to 33 g/kg fuel within the bubbling fluidized bed and from 65 to 55 g/kg fuel within the fluidized-bed reactor, corresponding to heightened operating temperatures and ERs.
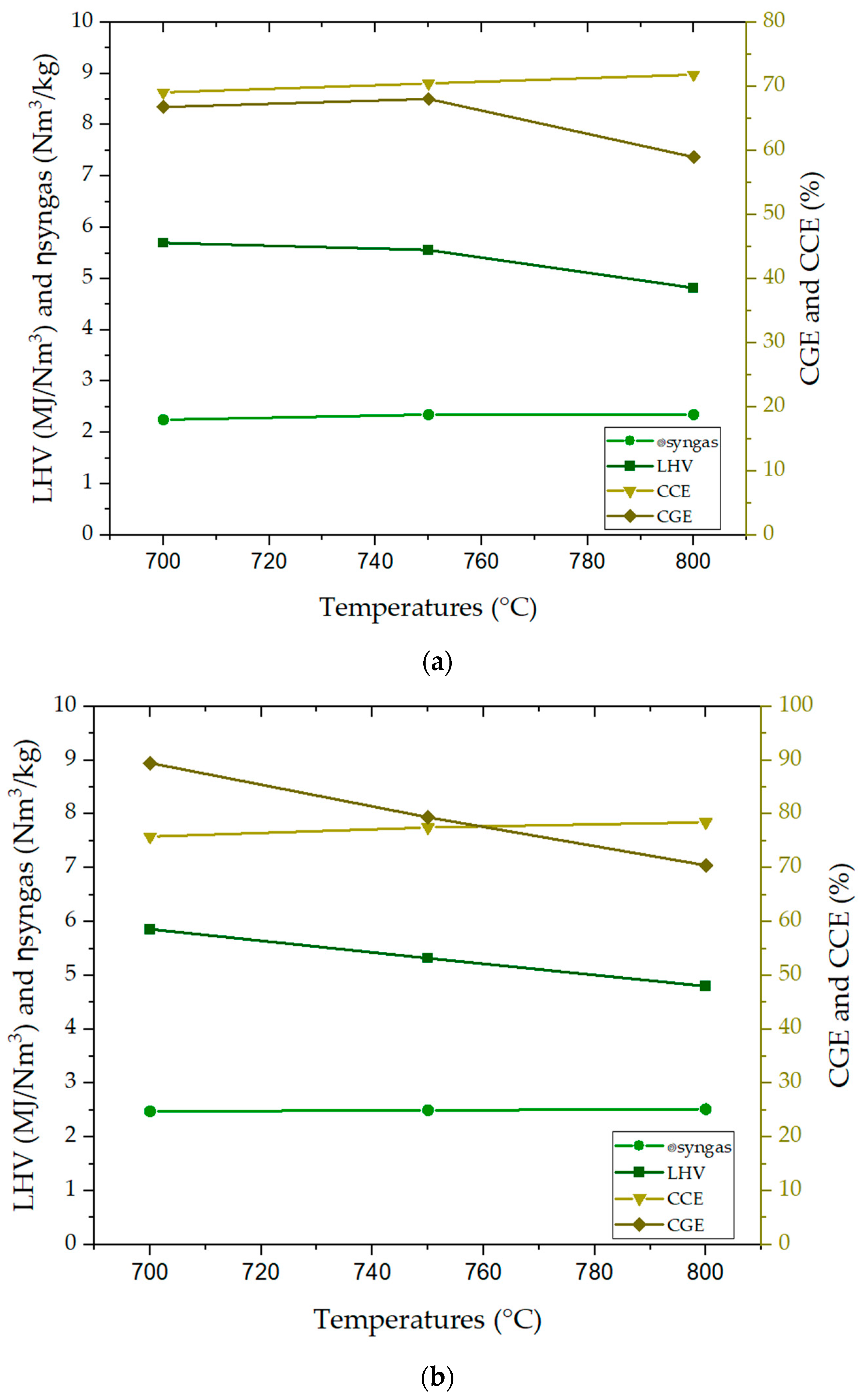
- Pertaining to the performance metrics of the distinct reactor paradigms, syngas yield demonstrated an escalating trend aligned with increasing temperature, a behavior mirrored in the Carbon Conversion Efficiency (CCE). Conversely, the Cold Gas Efficiency (CGE) displayed a diminishing trend, primarily attributed to the thermal cracking of hydrocarbons, exerting an adverse influence upon the Lower Heating Value (LHV).
Author Contributions
Funding
Conflicts of Interest
References
- Hu, B.; Liu, X.R.; Chen, H.Z.; Liu, J.; Wu, Y.W.; Zhao, L.; Zhang, B.; Lu, Q. The selective adsorption mechanism of CO2 from biomass pyrolysis gas on N-doped carbon materials with an electric field: A first-principles study. J. Energy Inst. 2023, 109, 101301. [Google Scholar] [CrossRef]
- Tezer, Ö.; Karabağ, N.; Öngen, A.; Çolpan, C.Ö.; Ayol, A. Biomass gasification for sustainable energy production: A review. Int. J. Hydrogen Energy 2022, 47, 15419–15433. [Google Scholar] [CrossRef]
- Tsakiridis, P.E.; Samouhos, M.; Perraki, M. Valorization of Dried Olive Pomace as an alternative fuel resource in cement clinkerization. Constr. Build. Mater. 2017, 153, 202–210. [Google Scholar] [CrossRef]
- Yi, W.; Wang, X.; Zeng, K.; Yang, H.; Shao, J.; Zhang, S.; Chen, H. Improving the staged gasification of crop straw by choosing a suitable devolatilization temperature. J. Energy Inst. 2023, 108, 101221. [Google Scholar] [CrossRef]
- Aguado, R.; Escámez, A.; Jurado, F.; Vera, D. Experimental assessment of a pilot-scale gasification plant fueled with olive pomace pellets for combined power, heat and biochar production. Fuel 2023, 344, 128127. [Google Scholar] [CrossRef]
- Tumuluru, J.S. Effect of pellet die diameter on density and durability of pellets made from high moisture woody and herbaceous biomass. Carbon Resour. Convers. 2018, 1, 44–54. [Google Scholar] [CrossRef]
- Martelo, N.; Antxustegi, M.; Corro, E.; Baloch, M.; Volpe, R.; Gagliano, A.; Fichera, A.; Alriols, M.G. Use of residual lignocellulosic biomass for energetic uses and environmental remediation through pyrolysis. Energy Storage Sav. 2022, 1, 129–135. [Google Scholar] [CrossRef]
- Greenhall, J.; Pantea, C.; Vakhlamov, P.; Davis, E.S.; Semelsberger, T. Data-driven acoustic measurement of moisture content in flowing biomass. Mach. Learn. Appl. 2023, 13, 100476. [Google Scholar] [CrossRef]
- Karaca, A.E.; Qureshy, A.M.M.I.; Dincer, I. An overview and critical assessment of thermochemical hydrogen production methods. J. Clean. Prod. 2023, 385, 135706. [Google Scholar] [CrossRef]
- Sołowski, G.; Shalaby, M.; Özdemir, F.A. Plastic and Waste Tire Pyrolysis Focused on Hydrogen Production—A Review. Hydrogen 2022, 3, 531–549. [Google Scholar] [CrossRef]
- Minami, E.; Miyamoto, T.; Kawamoto, H. Decomposition of Saccharides and Alcohols in Solution Plasma for Hydrogen Production. Hydrogen 2022, 3, 333–347. [Google Scholar] [CrossRef]
- Ram, N.K.; Raman, P.; Khan, A.; Kumar, A. Financial viability of hydrogen-enriched gas produced adopting air-steam gasification for power generation: A detailed comparative study and sensitivity analysis with air gasification systems. Bioresour. Technol. Rep. 2023, 22, 101387. [Google Scholar] [CrossRef]
- Hussein, M.S.; Burra, K.G.; Amano, R.S.; Gupta, A.K. Temperature and gasifying media effects on chicken manure pyrolysis and gasification. Fuel 2017, 202, 36–45. [Google Scholar] [CrossRef]
- Kruusement, K.; Luik, H.; Waldner, M.; Vogel, F.; Luik, L. Gasification and liquefaction of solid fuels by hydrothermal conversion methods. J. Anal. Appl. Pyrolysis 2014, 108, 265–273. [Google Scholar] [CrossRef]
- Chen, J.; Wang, C.; Shang, W.; Bai, Y.; Wu, X. Study on the mechanisms of hydrogen production from alkali lignin gasification in supercritical water by ReaxFF molecular dynamics simulation. Energy 2023, 278, 127900. [Google Scholar] [CrossRef]
- Bai, M.; Huo, E.; Sun, Y.; Wang, S.; Zhao, Y.; Zhang, Q.; Wang, C.; Zou, R.; Qian, M.; Lei, H. Supercritical water co-gasification mechanism of lignin and low density polyethylene into syngas: ReaxFF molecular dynamic simulation and density functional theory calculation study. Fuel Process. Technol. 2023, 250, 107877. [Google Scholar] [CrossRef]
- Tezer, Ö.; Karabağ, N.; Öngen, A.; Ayol, A. Gasification performance of olive pomace in updraft and downdraft fixed bed reactors. Int. J. Hydrogen Energy 2023, 48, 22909–22920. [Google Scholar] [CrossRef]
- Ducom, G.; Tagutchou, J.P.; Gautier, M.; Gaignaire, C.; Méhu, J.; Gourdon, R. Olive mill solid waste gasification in a pilot-scale downdraft gasifier with three-stage air supply: Performance, mass-energy balance and fate of inorganic elements. Fuel 2023, 340, 127469. [Google Scholar] [CrossRef]
- Gálvez-Pérez, A.; Martín-Lara, M.A.; Calero, M.; Pérez, A.; Canu, P.; Blázquez, G. Experimental investigation on the air gasification of olive cake at low temperatures. Fuel Process. Technol. 2021, 213, 106703. [Google Scholar] [CrossRef]
- Soares, J.; Oliveira, A.C. Experimental assessment of pine wood chips gasification at steady and part-load performance. Biomass Bioenergy 2020, 139, 105625. [Google Scholar] [CrossRef]
- Patel, V.R.; Upadhyay, D.S.; Patel, R.N. Gasification of lignite in a fixed bed reactor: Influence of particle size on performance of downdraft gasifier. Energy 2014, 78, 323–332. [Google Scholar] [CrossRef]
- Leung, D.Y.C.; Wang, C.L. Fluidized-bed gasification of waste tire powders. Fuel Process. Technol. 2003, 84, 175–196. [Google Scholar] [CrossRef]
- Warnecke, R. Gasification of biomass: Comparison of fixed bed and fluidized bed gasifier. Biomass Bioenergy 2000, 18, 489–497. [Google Scholar] [CrossRef]
- Rezaei, H.; Tajilrou, M.; Lee, J.S.; Singaraveloo, K.; Lau, A.; Sokhansanj, S. Evolution of biomass particles during pelletization process. Particuology 2024, 86, 182–187. [Google Scholar] [CrossRef]
- Khonde, R.; Chaurasia, A. Rice husk gasification in a two-stage fixed-bed gasifier: Production of hydrogen rich syngas and kinetics. Int. J. Hydrog. Energy 2016, 41, 8793–8802. [Google Scholar] [CrossRef]
- Priya, C. Sande and Saumi Ray Fine Mesh Computational Fluid Dynamics Study on Gas-Fluidization of Geldart A Particles: Homogeneous to Bubbling Bed. Ind. Eng. Chem. Res. 2016, 55, 2623–2633. [Google Scholar]
- Phuakpunk, K.; Chalermsinsuwan, B.; Putivisutisak, S.; Assabumrungrat, S. Simulations of sorbent regeneration in a circulating fluidized bed system for sorption enhanced steam reforming with dolomite. Particuology 2020, 50, 156–172. [Google Scholar] [CrossRef]
- Nguyen, N.M.; Alobaid, F.; May, J.; Peters, J.; Epple, B. Experimental study on steam gasification of torrefied woodchips in a bubbling fluidized bed reactor. Energy 2020, 202, 117744. [Google Scholar] [CrossRef]
- Agu, C.E.; Moldestad, B.M.E.; Pfeifer, C. Assessment of Combustion and Gasification Behavior in a Bubbling Fluidized Bed Reactor: A Comparison between Biomass with and without Chemical Additives. Energy Fuels 2020, 34, 9654–9663. [Google Scholar] [CrossRef]
- Kwon, S.; Im, S. kyun Feasibility of non-thermal plasma gasification for a waste-to-energy power plant. Energy Convers. Manag. 2022, 251, 114978. [Google Scholar] [CrossRef]
- Ayub, Y.; Hu, Y.; Ren, J. Estimation of syngas yield in hydrothermal gasification process by application of artificial intelligence models. Renew. Energy 2023, 215, 118953. [Google Scholar] [CrossRef]
- Mariyam, S.; Shahbaz, M.; Al-Ansari, T.; Mackey, H.R.; McKay, G. A critical review on co-gasification and co-pyrolysis for gas production. Renew. Sustain. Energy Rev. 2022, 161, 112349. [Google Scholar] [CrossRef]
- Ramakrishnan, P.; Singh, J.K.; Sahoo, A.; Mohapatra, S.S. Cfd Simulation for Coal Gasification in Fluidized Bed Gasifier. SSRN Electron. J. 2022, 281, 128272. [Google Scholar]
- Raj, R.; Tirkey, J.V.; Singh, D.K.; Jena, P. Co-gasification of waste triple feed-material blends using downdraft gasifier integrated with dual fuel diesel engine: An RSM-based comparative parametric optimization. J. Energy Inst. 2023, 109, 101271. [Google Scholar] [CrossRef]
- Felix, C.B.; Chen, W.H.; Ubando, A.T.; Park, Y.K.; Lin, K.Y.A.; Pugazhendhi, A.; Nguyen, T.B.; Dong, C. Di A comprehensive review of thermogravimetric analysis in lignocellulosic and algal biomass gasification. Chem. Eng. J. 2022, 445, 136730. [Google Scholar] [CrossRef]
- Burhenne, L.; Messmer, J.; Aicher, T.; Laborie, M.P. The effect of the biomass components lignin, cellulose and hemicellulose on TGA and fixed bed pyrolysis. J. Anal. Appl. Pyrolysis 2013, 101, 177–184. [Google Scholar] [CrossRef]
- Kuo, P.C.; Sun, Z.; Özdemir, F.; Aziz, M.; Wu, W. CO2 utilization in chemical looping gasification and co-gasification of lignocellulosic biomass components over iron-based oxygen carriers: Thermogravimetric behavior, synergistic effect, and reduction characteristics. J. Environ. Chem. Eng. 2023, 11, 109971. [Google Scholar] [CrossRef]
- Čepauskiene, D.; Pedišius, N.; Milčius, D. Chemical composition of agromass ash and its influence on ash melting characteristics. Agron. Res. 2018, 16, 357–364. [Google Scholar]
- Niu, Y.; Tan, H.; Wang, X.; Liu, Z.; Liu, H.; Liu, Y.; Xu, T. Study on fusion characteristics of biomass ash. Bioresour. Technol. 2010, 101, 9373–9381. [Google Scholar] [CrossRef]
- Horák, J.; Kuboňová, L.; Dej, M.; Laciok, V.; Tomšejová, Š.; Hopan, F.; Krpec, K.; Koloničný, J. Effects of the type of biomass and ashing temperature on the properties of solid fuel ashes. Pol. J. Chem. Technol. 2019, 21, 43–51. [Google Scholar] [CrossRef]
- Zeng, J.; Xiao, R.; Zeng, D.; Zhao, Y.; Zhang, H.; Shen, D. High H2/CO Ratio Syngas Production from Chemical Looping Gasification of Sawdust in a Dual Fluidized Bed Gasifier. Energy Fuels 2016, 30, 1764–1770. [Google Scholar] [CrossRef]
- Mazhar, A.; Khoja, A.; Azad, A.; Mushtaq, F.; Naqvi, S.; Shakir, S.; Hassan, M. Performance Analysis of TiO2-Modified Co/MgAl2O4 Catalyst for Dry Reforming of Methane in a Fixed Bed Reactor for Syngas (H2, CO) Production. Energies 2021, 14, 3347. [Google Scholar] [CrossRef]
- Moldoveanu, S.C. Chapter 2—Pyrolysis of Hydrocarbons. In Pyrolysis of Organic Molecules, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 35–161. ISBN 9780444640000. [Google Scholar]
- Esfahani, R.A.M.; Osmieri, L.; Specchia, S.; Yusup, S.; Tavasoli, A.; Zamaniyan, A. H2-rich syngas production through mixed residual biomass and HDPE waste via integrated catalytic gasification and tar cracking plus bio-char upgrading. Chem. Eng. J. 2017, 308, 578–587. [Google Scholar] [CrossRef]
- Wang, K.; Villano, S.M.; Dean, A.M. Fundamentally-based kinetic model for propene pyrolysis. Combust. Flame 2015, 162, 4456–4470. [Google Scholar] [CrossRef]
- Álvarez-Bermúdez, C.; Anca-Couce, A.; Chapela, S.; Scharler, R.; Buchmayr, M.; Gómez, M.Á.; Porteiro, J. Validation of a biomass conversion mechanism by Eulerian modelling of a fixed-bed system under low primary air conditions. Renew. Energy 2023, 215, 119003. [Google Scholar] [CrossRef]
- Singh, A.; Shivapuji, A.M.; Dasappa, S. Hydrogen production through agro-residue gasification and adsorptive separation. Appl. Therm. Eng. 2023, 234, 121247. [Google Scholar] [CrossRef]
- Njuguna, F.I.; Ndiritu, H.M.; Gathitu, B.B.; Hawi, M.; Munyalo, J.M. Experimental investigation and optimization of the gasification parameters of macadamia nutshells in a batch-fed bubbling fluidized bed gasifier with air preheating. Energy Storage Sav. 2023. [Google Scholar] [CrossRef]
- Qin, W.; Chen, S.; Ma, B.; Wang, J.; Li, J.; Liang, R.; Xu, Z.; Liu, L.; Dong, C.; Zhang, H. Methanol solution promoting cotton fiber chemical looping gasification for high H2/CO ratio syngas. Int. J. Hydrog. Energy 2019, 44, 7149–7157. [Google Scholar] [CrossRef]
- Lampropoulos, A.; Zubillaga, I.G.; Pérez-Vega, R.; Ntavos, N.; Fallas, Y.; Varvoutis, G. Preliminary Experimental Results and Modelling Study of Olive Kernel Gasification in a 2 MWth BFB Gasifier. Processes 2022, 10, 2020. [Google Scholar] [CrossRef]
- Cullen, J.; Kang, K.; Klinghoffer, N.B. Syngas Quality Enhancement by CO2 Injection during the Co-Gasification of Biomass and Plastic. Ind. Eng. Chem. Res. 2023, 62, 12085–12095. [Google Scholar] [CrossRef]
- Patuzzi, F.; Basso, D.; Vakalis, S.; Antolini, D.; Piazzi, S.; Benedetti, V.; Cordioli, E.; Baratieri, M. State-of-the-art of small-scale biomass gasification systems: An extensive and unique monitoring review. Energy 2021, 223, 120039. [Google Scholar] [CrossRef]
- Guardo, A.; Coussirat, M.; Recasens, F.; Larrayoz, M.A.; Escaler, X. CFD study on particle-to-fluid heat transfer in fixed bed reactors: Convective heat transfer at low and high pressure. Chem. Eng. Sci. 2006, 61, 4341–4353. [Google Scholar] [CrossRef]
- Gómez-Barea, A.; Arjona, R.; Ollero, P. Pilot-Plant Gasification of Olive Stone: A Technical Assessment. Energy Fuels 2005, 19, 598–605. [Google Scholar] [CrossRef]
- Oliveira, M.; Ramos, A.; Monteiro, E.; Rouboa, A. Modeling and simulation of a fixed bed gasification process for thermal treatment of municipal solid waste and agricultural residues. Energy Rep. 2021, 7, 256–269. [Google Scholar] [CrossRef]
- Zang, G.; Jia, J.; Shi, Y.; Sharma, T.; Ratner, A. Modeling and economic analysis of waste tire gasification in fluidized and fixed bed gasifiers. Waste Manag. 2019, 89, 201–211. [Google Scholar] [CrossRef]
- Udomsirichakorn, J.; Basu, P.; Salam, P.A.; Acharya, B. Effect of CaO on tar reforming to hydrogen-enriched gas with in-process CO2 capture in a bubbling fluidized bed biomass steam gasifier. Int. J. Hydrog. Energy 2013, 38, 14495–14504. [Google Scholar] [CrossRef]
- Pang, S. 9-Fuel flexible gas production: Biomass, coal and bio-solid wastes. In Fuel Flexible Energy Generation Solid, Liquid and Gaseous Fuels; Woodhead Publishing: Cambridgeshire, UK, 2016; pp. 241–269. [Google Scholar]
- Speight, J.G. 2-Types of gasifier for synthetic liquid fuel production: Design and technology. In Gasification for Synthetic Fuel Production; Fundamentals, Processes and Applications Woodhead Publishing Series in Energy; Woodhead Publishing: Cambridgeshire, UK, 2015; pp. 29–55. [Google Scholar]
- Gómez-Barea, A.; Ollero, P.; Leckner, B. Optimization of char and tar conversion in fluidized bed biomass gasifiers. Fuel 2013, 103, 42–52. [Google Scholar] [CrossRef]
- Van De Steene, L.; Tagutchou, J.P.; Mermoud, F.; Martin, E.; Salvador, S. A new experimental Continuous Fixed Bed Reactor to characterise wood char gasification. Fuel 2010, 89, 3320–3329. [Google Scholar] [CrossRef]
- Quintero-Coronel, D.A.; Lenis-Rodas, Y.A.; Corredor, L.; Perreault, P.; Bula, A.; Gonzalez-Quiroga, A. Co-gasification of biomass and coal in a top-lit updraft fixed bed gasifier: Syngas composition and its interchangeability with natural gas for combustion applications. Fuel 2022, 316, 123394. [Google Scholar] [CrossRef]
- Mallick, D.; Mahanta, P.; Moholkar, V.S. Co-gasification of biomass blends: Performance evaluation in circulating fluidized bed gasifier. Energy 2020, 192, 116682. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Units | OP | |
|---|---|---|---|
| Ultimate | C | % | 53.7 |
| H | 7.1 | ||
| N | 2.1 | ||
| S | 0.1 | ||
| O 1 | 28.6 | ||
| Proximate | Moisture | % | 4.5 |
| Volatile | 58.4 | ||
| Fixed Carbon | 28.7 | ||
| Ashes | 8.4 | ||
| HHV | MJ/kg | 20.1 | |
| XRF | Zr | % | 0.01 |
| Sr | 0.02 | ||
| Rb | 0.03 | ||
| Zn | 0.07 | ||
| Cu | 0.03 | ||
| Fe | 1.24 | ||
| Ti | 0.05 | ||
| Ca | 10.93 | ||
| K | 64.15 | ||
| S | 6.38 | ||
| Fixed-Bed Gasifier | ||||
|---|---|---|---|---|
| Parameters | Unit | Temperatures (°C) | ||
| 700 | 750 | 800 | ||
| CO2 | % | 10.84 | 10.18 | 10.92 |
| C2H4 | % | 1.02 | 0.86 | 0.07 |
| C2H6 | % | 0.18 | 0.17 | 0.04 |
| C2H2 | % | 0.12 | 0.1 | 0.03 |
| H2S | % | 0.07 | 0.08 | 0.08 |
| N2 | % | 52.24 | 52.78 | 52.61 |
| CH4 | % | 3.02 | 2.73 | 1.91 |
| CO | % | 16.91 | 17.15 | 17.82 |
| H2 | % | 15.6 | 15.95 | 16.52 |
| LHVsyngas | MJ/Nm³ | 5.7 | 5.56 | 4.82 |
| Preactor | KPa | −15 | −12 | −10 |
| Vair | Nm3/h | 28.12 | 30.14 | 29.84 |
| Condensates | g/Nm3syngas | 2.2 | 1.87 | 1.64 |
| CharYield | g/kgfuel | 65 | 60 | 55 |
| Vsyngas | Nm3/h | 45 | 47 | 47 |
| ER | - | 0.2 | 0.21 | 0.21 |
| ƞsyngas | Nm3/kg | 2.25 | 2.35 | 2.35 |
| CGE | % | 66.80 | 68.05 | 58.99 |
| CCE | % | 69.07 | 70.47 | 71.86 |
| Bubbling-Bed Gasifier | ||||
|---|---|---|---|---|
| Parameters | Unit | Temperatures (°C) | ||
| 700 | 750 | 800 | ||
| CO2 | % | 11.74 | 12.41 | 12.87 |
| C2H4 | % | 2.73 | 1.71 | 1.11 |
| C2H6 | % | 0.74 | 0.65 | 0.62 |
| C2H2 | % | 0.16 | 0.05 | 0.04 |
| H2S | % | 0.01 | 0.01 | 0.02 |
| N2 | % | 53.17 | 53.72 | 54.02 |
| CH4 | % | 4.34 | 3.89 | 2.47 |
| CO | % | 14.57 | 14.78 | 15.88 |
| H2 | % | 12.54 | 12.78 | 12.97 |
| LHVsyngas | MJ/Nm³ | 6.93 | 6.1 | 5.37 |
| Preactor | KPa | −22.6 | −32.1 | −30.9 |
| Vair | Nm3/h | 163.47 | 165.87 | 167.12 |
| Condensates | g/Nm3syngas | 5.86 | 5.32 | 4.80 |
| CharYield | g/kgfuel | 38 | 35 | 33 |
| Vsyngas | Nm3/h | 248 | 250 | 252 |
| ER | - | 0.23 | 0.23 | 0.23 |
| ƞsyngas | Nm3/kg | 2.48 | 2.5 | 2.52 |
| CGE | % | 89.51 | 79.43 | 70.48 |
| CCE | % | 75.83 | 77.51 | 78.49 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Carmo-Calado, L.; Hermoso-Orzáez, M.J.; Diaz-Perete, D.; Cal-Herrera, J.L.; Brito, P.; Terrados-Cepeda, J. Experimental Research on the Production of Hydrogen-Rich Synthesis Gas via the Air-Gasification of Olive Pomace: A Comparison between an Updraft Bubbling Bed and a Downdraft Fixed Bed. Hydrogen 2023, 4, 726-745. https://doi.org/10.3390/hydrogen4040046
Carmo-Calado L, Hermoso-Orzáez MJ, Diaz-Perete D, Cal-Herrera JL, Brito P, Terrados-Cepeda J. Experimental Research on the Production of Hydrogen-Rich Synthesis Gas via the Air-Gasification of Olive Pomace: A Comparison between an Updraft Bubbling Bed and a Downdraft Fixed Bed. Hydrogen. 2023; 4(4):726-745. https://doi.org/10.3390/hydrogen4040046
Chicago/Turabian StyleCarmo-Calado, Luís, Manuel Jesús Hermoso-Orzáez, Daniel Diaz-Perete, José La Cal-Herrera, Paulo Brito, and Julio Terrados-Cepeda. 2023. "Experimental Research on the Production of Hydrogen-Rich Synthesis Gas via the Air-Gasification of Olive Pomace: A Comparison between an Updraft Bubbling Bed and a Downdraft Fixed Bed" Hydrogen 4, no. 4: 726-745. https://doi.org/10.3390/hydrogen4040046