
Role of Ultrasonic Shot Peening in Environmental Hydrogen Embrittlement Behavior of 7075-T6 Alloy


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
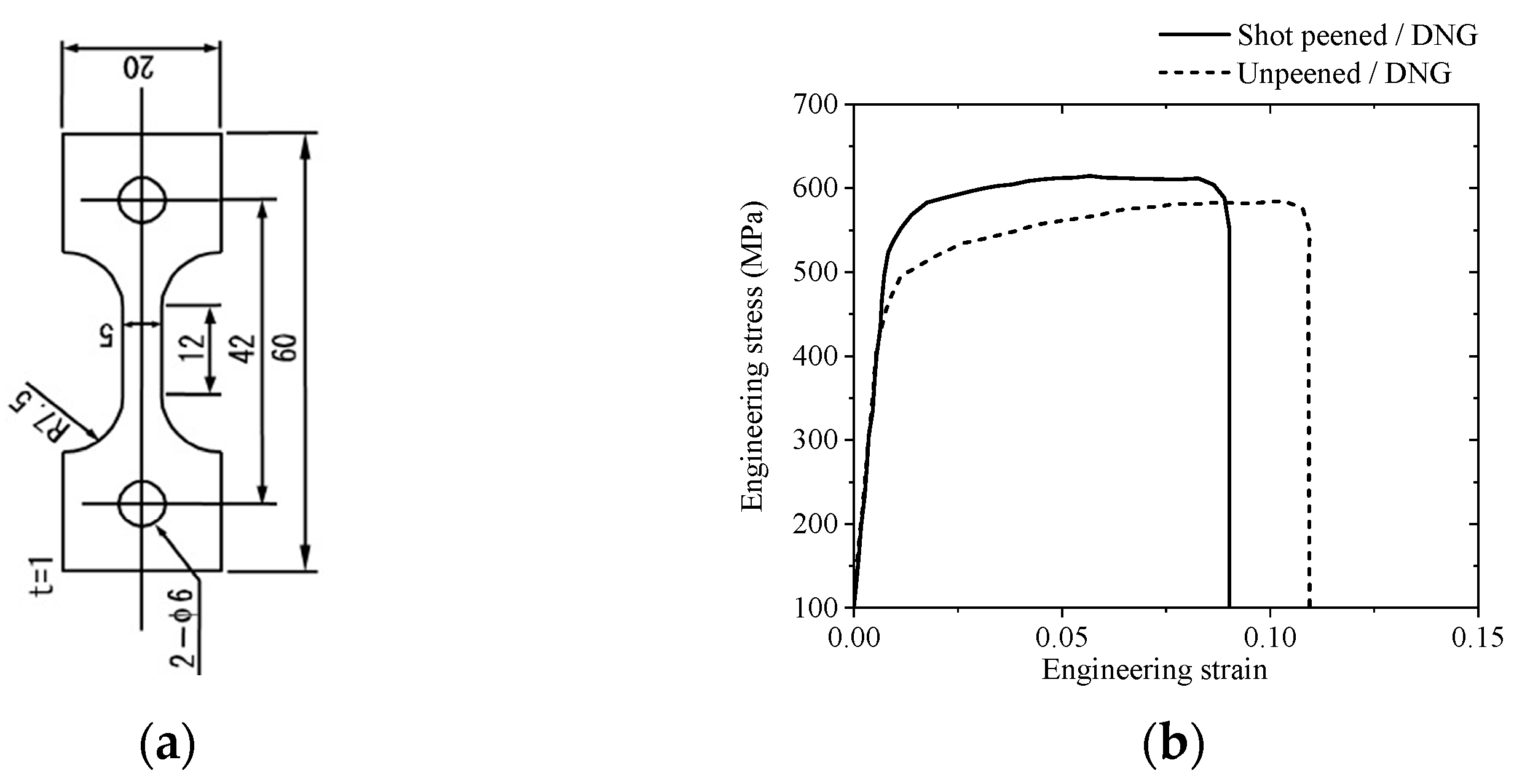
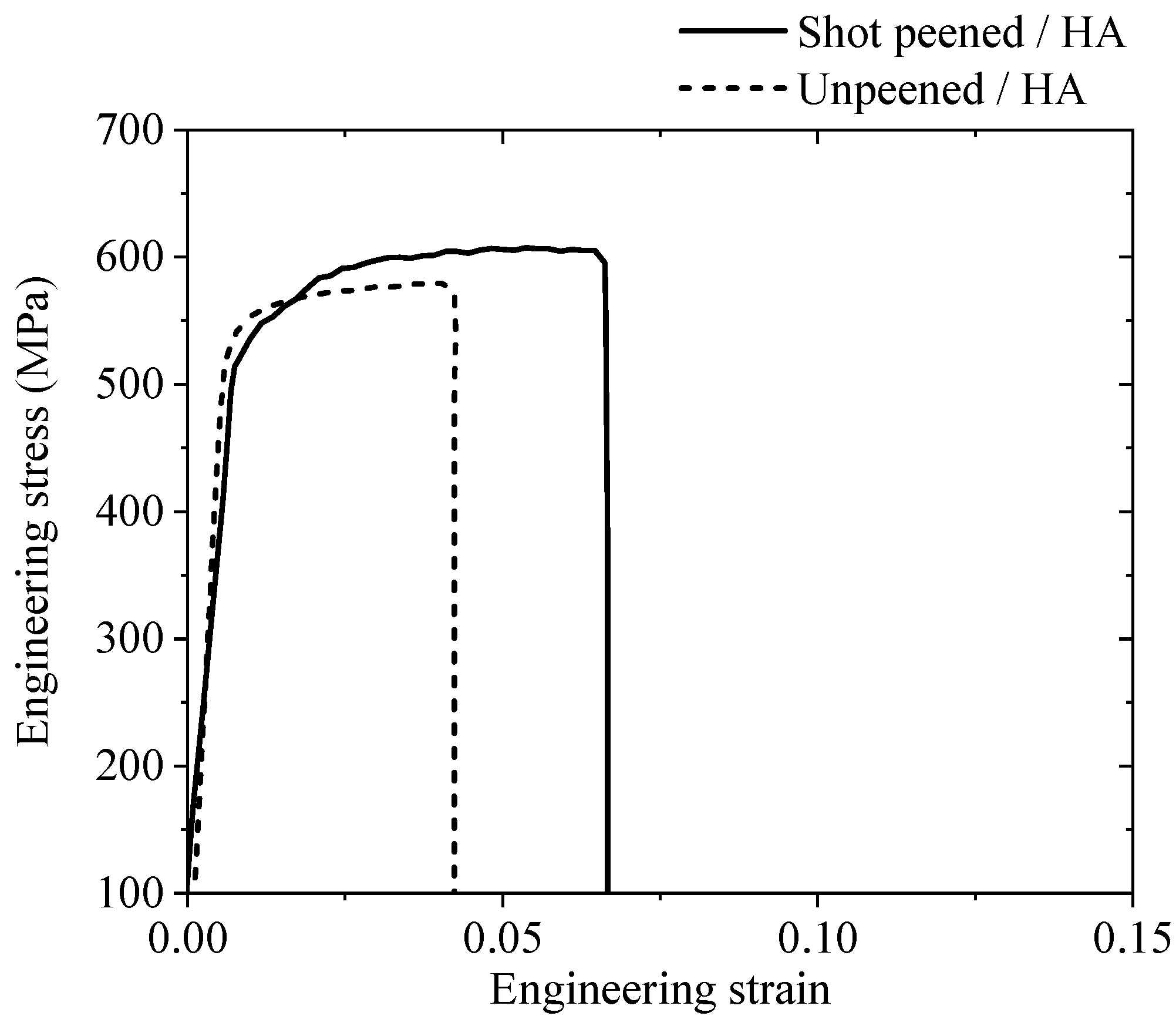
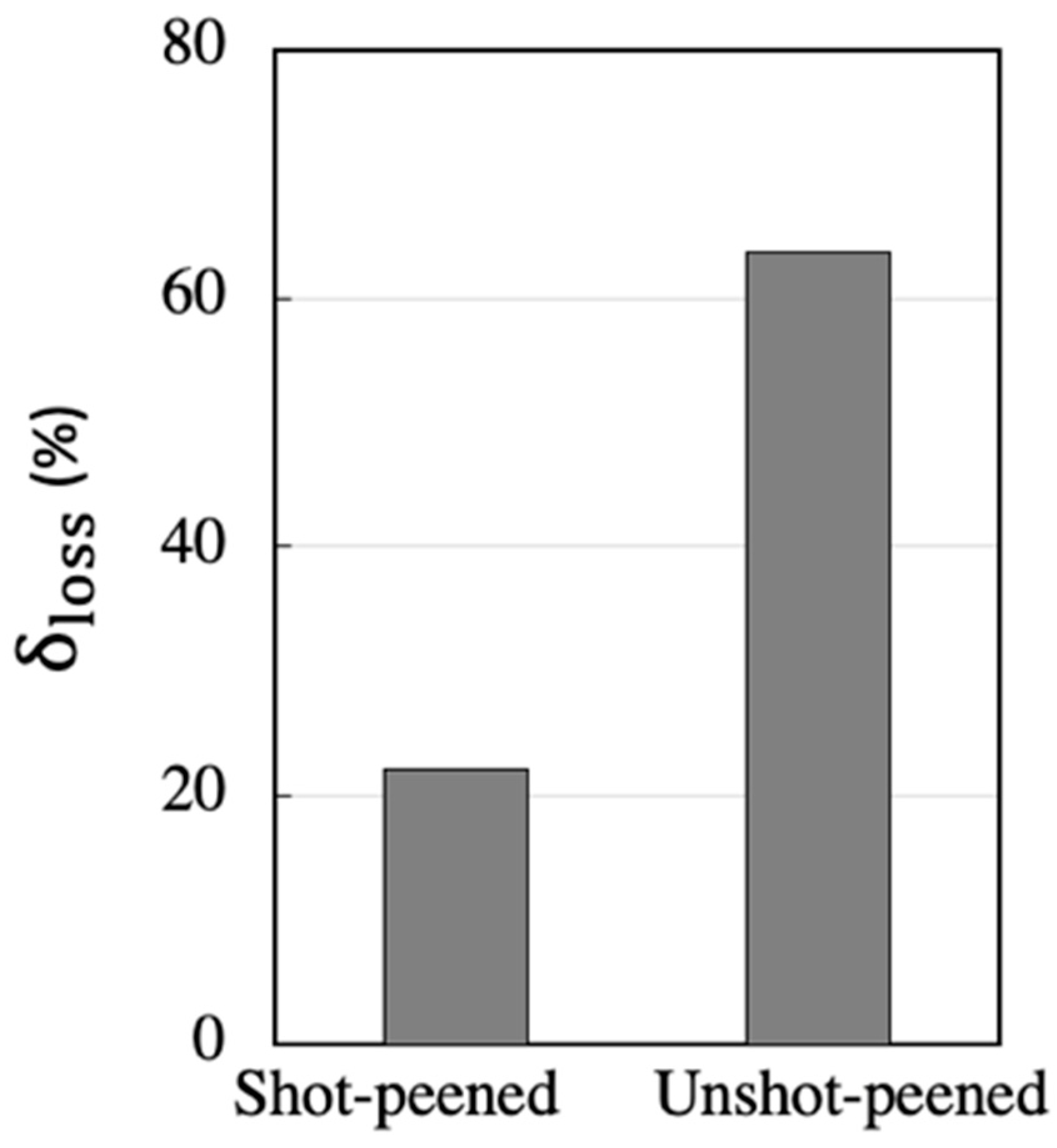
- The total elongation of the 7075-T6 alloy was drastically reduced in HA. However, when the specimen was shot-peen-treated, the total elongation was slightly reduced.
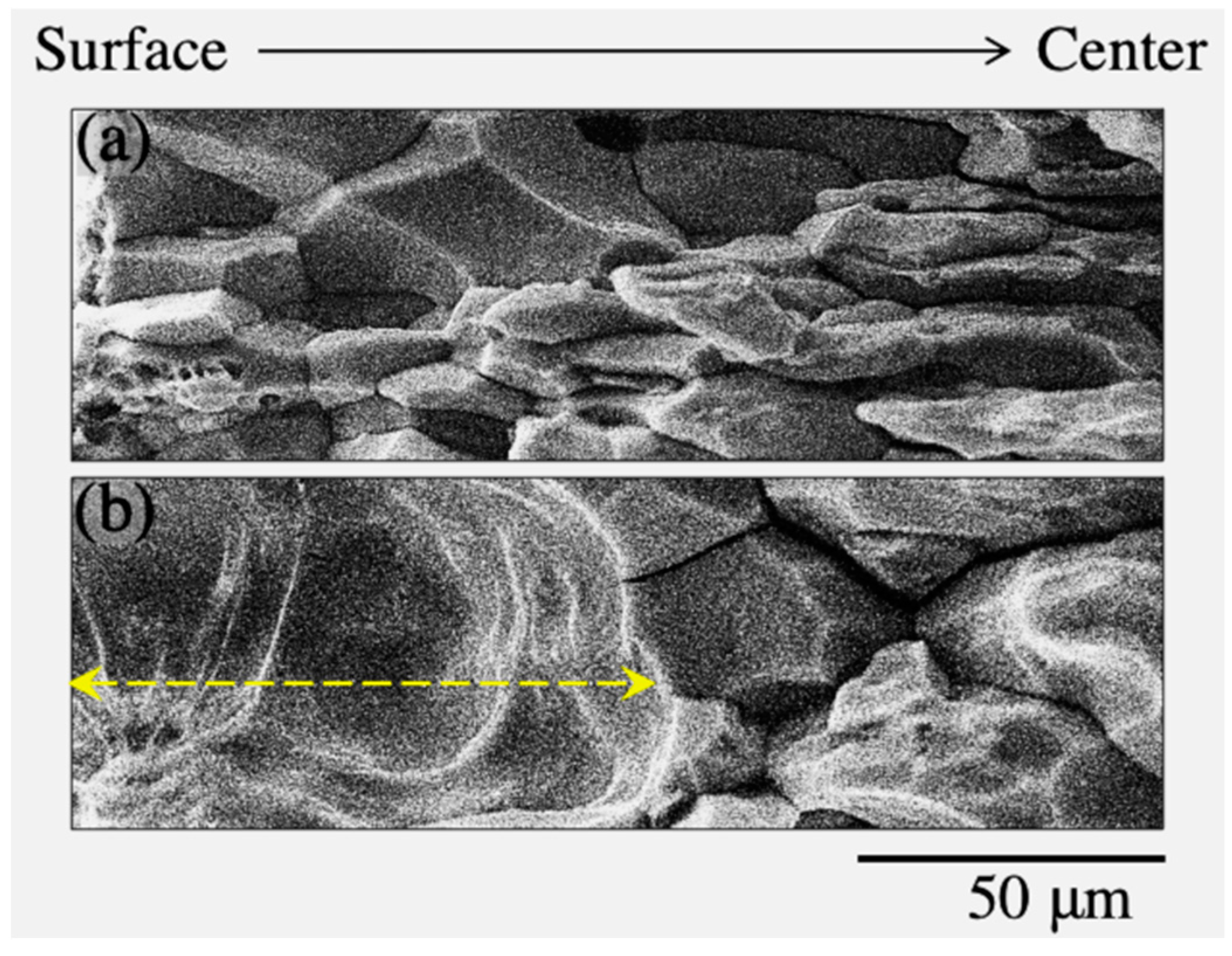
- The shot-peened surface layer changed the fracture mode from intergranular to transgranular, leading to the mitigation of hydrogen embrittlement by ultrasonic shot peening.
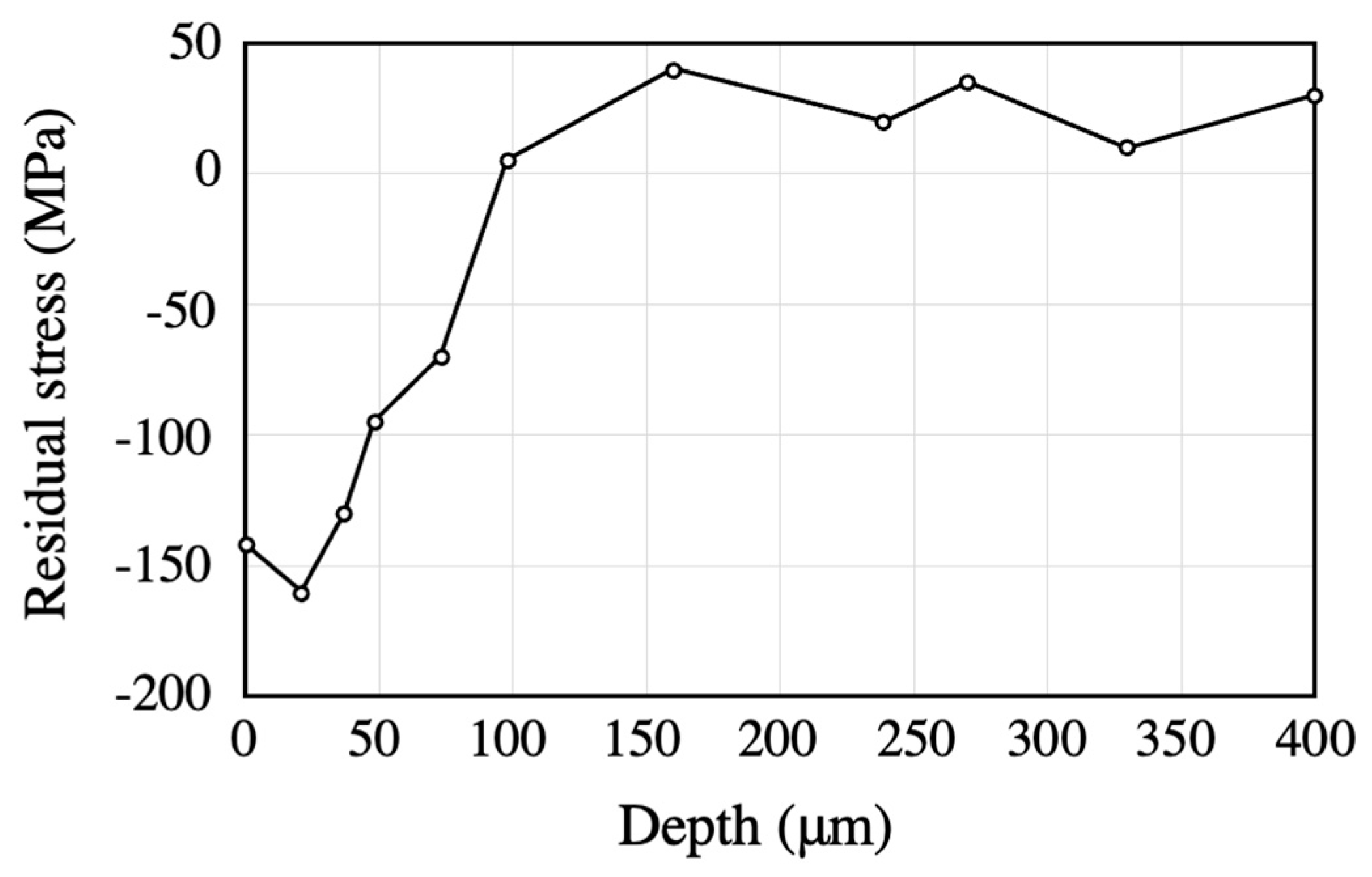
- The ultrasonic shot peening treatment decreased the grain size in the surface layer resulting in an increase in the grain boundary area and a decrease in the number of atomic hydrogen trapped per unit length of the grain boundary. Therefore, the fine-grained layer increased the hydrogen embrittlement resistance of the alloy.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Carle, D.; Blount, G. The suitability of aluminum as an alternative material for car bodies. Mater. Des. 1999, 20, 267–272. [Google Scholar] [CrossRef]
- Hirsch, J. Recent development in aluminum for automotive applications. Trans. Nonfer. Met. Soc. China 2014, 24, 1995–2002. [Google Scholar] [CrossRef]
- Ghassemi, M.H.; Abouei, V.; Moshtaghi, M.; Noghani, M.T. The effect of removing worn particles by ultrasonic cleaning on the wear characterization of LM13 alloy. Surf. Eng. Appl. Electrochem. 2015, 51, 382–388. [Google Scholar] [CrossRef]
- Miller, M.S.; Zhuang, L.; Bottema, J.; Wittebrood, A.J.; de Smet, P.; Haszler, A.; Vieregge, A. Recent development in aluminum alloys for the automotive industry. Mater. Sci. Eng. A 2000, 280, 37–49. [Google Scholar] [CrossRef]
- Kuramoto, S.; Okahana, J.; Kanno, M. Hydrogen assisted intergranular crack propagation during environmental embrittlement in an Al-Zn-Mg-Cu Alloy. Mater. Trans. 2001, 42, 2140–2143. [Google Scholar] [CrossRef] [Green Version]
- Safyari, M.; Moshtaghi, M.; Kuramoto, M. Environmental hydrogen embrittlement associated with decohesion and void formation at soluble coarse particles in a cold-rolled Al–Cu based alloy. Mater. Sci. Eng. 2021, 799, 139850. [Google Scholar] [CrossRef]
- Holroyd, N.J.H.; Hardie, D. Strain-rate effects in the environmentally assisted fracture of a commercial high-strength aluminum alloy (7049). Corros. Sci. 1981, 21, 129–144. [Google Scholar] [CrossRef]
- Moshtaghi, M.; Safyari, M.; Hojo, T. Effect of solution treatment temperature on grain boundary composition and environmental hydrogen embrittlement of an Al-Zn-Mg-Cu alloy. Vacuum 2021, 184, 109937. [Google Scholar] [CrossRef]
- Qiu, Y.; Yang, H.; Tong, L.; Wang, L. Research Progress of Cryogenic Materials for Storage and Transportation of Liquid Hydrogen. Metals 2021, 11, 1101. [Google Scholar] [CrossRef]
- Safyari, M.; Moshtaghi, M.; Kuramoto, S. On the role of traps in the microstructural control of environmental hydrogen embrittlement of a 7xxx series aluminum alloy. J. Alloy. Compd. 2020, 855, 157300. [Google Scholar] [CrossRef]
- Xu, C.; Horita, Z.; Langdon, T.G. The evolution of homogeneity in processing by high-pressure torsion. Acta Mater. 2007, 55, 203–212. [Google Scholar] [CrossRef]
- Xu, C.; Horita, Z.; Langdon, T.G. The evolution of homogeneity in an aluminum alloy processed using high-pressure torsion. Acta Mater. 2008, 56, 5168–5176. [Google Scholar] [CrossRef]
- Al-Qawabeha, U.F.; Al-Qawabah, S.M. Effect of roller burnishing on pure aluminum alloyed by copper. Ind. Lubr. Tribol. 2013, 65, 71–77. [Google Scholar] [CrossRef]
- Chang, H.W.; Kelly, P.M.; Shi, Y.N.; Zhang, M.X. Thermal stability of nanocrystallized surface produced by surface mechanical attrition treatment in aluminum alloys. Surf. Coat. Technol. 2012, 206, 3970–3980. [Google Scholar] [CrossRef]
- Sharp, P.K.; Clark, G. The Effect of Peening on the Fatigue Life of 7050 Aluminium Alloy; DSTO-RR-0208; Defense Science and Technology Organisation: Canberra, Australia, 2001.
- Ye, Z.; Liu, D.; Zhang, X.; Wu, Z.; Long, F. Influence of combined shot peening and PEO treatment on corrosion fatigue behavior of 7A85 aluminum alloy. App. Surf. Sci. 2019, 486, 72–79. [Google Scholar] [CrossRef]
- Chung, Y.-H.; Chen, T.-C.; Lee, H.-B.; Tsay, L.-W. Effect of Micro-Shot Peening on the Fatigue Performance of AISI 304 Stainless Steel. Metals 2021, 11, 1408. [Google Scholar] [CrossRef]
- Pandey, V.; Rao, G.S.; Chattopadhyay, K.; Santhi Srinivas, N.C.; Singh, V. Effect of surface nanostructuring on LCF behavior of aluminum alloy 2014. Mater. Sci. Eng. A 2015, 647, 201–211. [Google Scholar] [CrossRef]
- Liu, C.; Zheng, H.; Gu, X.; Jiang, B.; Liang, J. Effect of severe shot peening on corrosion behavior of AZ31 and AZ91 magnesium alloys. J. Alloys Compd. 2019, 770, 500–506. [Google Scholar] [CrossRef]
- Ortiz, A.; Tian, J.; Shaw, L.; Liaw, P. Experimental study of the microstructure and stress state of shot peened and surface mechanical attrition treated nickel alloys. Scripta Mater. 2010, 62, 129–132. [Google Scholar] [CrossRef]
- Benedetti, M.; Fontanari, V.; Bandini, M.; Savio, E. High- and very high-cycle plain fatigue resistance of shot peened high-strength aluminum alloys: The role of surface morphology. Int. J. Fatigue 2015, 70, 451–462. [Google Scholar] [CrossRef]
- Xiang, Y.; Liu, Y. Mechanism modelling of shot peening effect on fatigue life prediction. Fatigue Fract. Eng. Mater. Struct. 2009, 33, 116–125. [Google Scholar] [CrossRef]
- Wagner, L. Mechanical surface treatments on titanium, aluminum and magnesium alloy. Mater. Sci. Eng. A 1999, 263, 210–216. [Google Scholar] [CrossRef]
- Takahashi, K.; Osedo, H.; Suzuki, T.; Fukuda, S. Fatigue strength improvement of an aluminum alloy with a crack-like surface defect using shot peening and cavitation peening. Eng. Fract. Mech. 2018, 193, 151–161. [Google Scholar] [CrossRef]
- Cho, K.T.; Song, K.; Oh, S.H.; Lee, Y.K.; Lim, K.M.; Lee, W.B. Surface hardening of aluminum alloy by shot peening treatment with Zn based ball. Mater. Sci. Eng. A 2012, 543, 44–49. [Google Scholar] [CrossRef]
- Moshtaghi, M.; Sato, S. Characterization of dislocation evolution in cyclically loaded austenitic and ferritic stainless steels via XRD line-profile analysis. ISIJ Int. 2019, 59, 1591–1598. [Google Scholar] [CrossRef] [Green Version]
- Tanaka, K. The cosα method for X-ray residual stress measurement using two-dimensional detector. Mech. Eng. Rev. 2019, 6, 18–378. [Google Scholar] [CrossRef] [Green Version]
- Klug, H.P.; Alexander, L.E. X-Ray Diffraction Procedures for Polycrystalline and Amorphous Materials, 2nd ed.; Wiley: New York, NY, USA, 1974; p. 661. [Google Scholar]
- Liu, G.; Lu, J.; Lu, K. Surface nanocrystallization of 316L stainless steel induced by ultrasonic shot peening. Mater. Sci. Eng. A 2000, 286, 91–95. [Google Scholar] [CrossRef] [Green Version]
- Moshtaghi, M.; Safyari, M. Effect of work hardening mechanisms in asymmetrically cyclic loaded austenitic stainless steels on low-cycle and high-cycle fatigue behavior. Steel Res. Int. 2020, 92, 202000242. [Google Scholar] [CrossRef]
- Kim, S.J.; Kim, S.K.; Park, J.C. The corrosion and mechanical properties of Al alloy 5083-H116 in metal inert gas welding based on slow strain rate test. Surf. Coat. Technol. 2010, 205, 73–78. [Google Scholar] [CrossRef]
- Moshtaghi, M.; Safyari, M. Effect of dwelling time in VIM furnace on chemical composition and mechanical properties of a Ni–Fe–Cr alloy. Vacuum 2019, 169, 108890. [Google Scholar] [CrossRef]
- Graf, M.; Hornbogen, E. Observation of ductile intercrystalline fracture of an Al-Zn-Mg alloy. Acta Metall. 1977, 25, 883–889. [Google Scholar] [CrossRef]
- Moshtaghi, M.; Abbasi, S.M. Effect of vacuum degree in VIM furnace on mechanical properties of Ni−Fe−Cr based alloy. Trans. Nonferr. Metals Soc. China 2012, 22, 2124–2130. [Google Scholar] [CrossRef]
- Han, Y.; Xue, S.; Fu, R.; Zhang, P. Effect of hydrogen content in ER5183 welding wire on the tensile strength and fracture morphology of Al–Mg MIG weld. Vacuum 2019, 166, 218–225. [Google Scholar] [CrossRef]
- Safyari, M.; Moshtaghi, M.; Kuramoto, S. Effect of strain rate on environmental hydrogen embrittlement susceptibility of a severely cold-rolled Al–Cu alloy. Vacuum 2020, 172, 109057. [Google Scholar] [CrossRef]
- Tadenuma, H.; Kuramoto, S.; Kobayashi, J.; Itoh, G.; Aoi, I.; Shimizu, Y. Influence of cold rolling on strength and resistance to hydrogen embrittlement in Al–8%Zn–2%Mg–2%Cu–0.15%Zr alloy. J. Alloys Comp. 2019, 69, 69–312. [Google Scholar] [CrossRef] [Green Version]
- Safyari, M.; Hojo, T.; Moshtaghi, M. Effect of environmental relative humidity on hydrogen-induced mechanical degradation in an Al–Zn–Mg–Cu alloy. Vacuum 2021, 184, 109937. [Google Scholar] [CrossRef]
- John, M.; Kalvala, P.R.; Misra, M.; Menezes, P.L. Peening techniques for surface modification: Processes, properties, and applications. Materials 2021, 14, 3841. [Google Scholar] [CrossRef]
- Dai, S.; Zhu, Y.; Huang, Z. Microstructure and tensile behavior of pure titanium produced after high-energy shot peening. Mater. Sci. Technol. 2016, 32, 1323–1329. [Google Scholar] [CrossRef]
- Moshtaghi, M.; Safyari, M.; Kuramoto, S.; Hojo, T. Unraveling the effect of dislocations and deformation-induced boundaries on environmental hydrogen embrittlement behavior of a cold-rolled Al–Zn–Mg–Cu alloy. Int. J. Hydorg. Energy 2021, 46, 8285–8299. [Google Scholar] [CrossRef]
- Pressouyre, G.M. A classification of hydrogen traps in steel. Metall. Mater. Trans. A 1979, 10, 1571–1573. [Google Scholar] [CrossRef]
- Robertson, I.M.; Sofronis, P.; Nagao, A.; Martin, M.L.; Wang, S.; Gross, D.W. Hydrogen embrittlement understood. Metall. Mater. Trans. A 2015, 46, 2323–2341. [Google Scholar] [CrossRef] [Green Version]
- Ma, C.L.; Takasugi, T.; Hanada, S. Suppression of environmental embrittlement of Ni3(Si,Ti) alloys by shot peening. Scripta Mater. 1996, 34, 1131–1138. [Google Scholar] [CrossRef]
- Danielson, M.J. Use of the Devanathan-Stachurski cell to measure hydrogen permeation in aluminum alloys. Corrosion Sci. 2002, 44, 829–840. [Google Scholar] [CrossRef]
- Tao, N.; Sui, M.L.; Lu, J.; Lua, K. Surface nanocrystallization of iron induced by ultrasonic shot peening. Nanostruct. Mater. 1999, 11, 433–440. [Google Scholar] [CrossRef] [Green Version]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zn | Mg | Cu | Si | Fe | Cr | Al |
|---|---|---|---|---|---|---|
| 4.76 | 2.05 | 1.61 | 0.31 | 0.006 | 0.12 | Bal |
| Specimen | Environment | Ultimate Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|
| Shot-peened | DNG | 611.6 | 8.9 |
| HA | 607.25 | 6.6 | |
| Unpeened | DNG | 584.7 | 11.0 |
| HA | 578.4 | 4.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Safyari, M.; Moshtaghi, M. Role of Ultrasonic Shot Peening in Environmental Hydrogen Embrittlement Behavior of 7075-T6 Alloy. Hydrogen 2021, 2, 377-385. https://doi.org/10.3390/hydrogen2030020
Safyari M, Moshtaghi M. Role of Ultrasonic Shot Peening in Environmental Hydrogen Embrittlement Behavior of 7075-T6 Alloy. Hydrogen. 2021; 2(3):377-385. https://doi.org/10.3390/hydrogen2030020
Chicago/Turabian StyleSafyari, Mahdieh, and Masoud Moshtaghi. 2021. "Role of Ultrasonic Shot Peening in Environmental Hydrogen Embrittlement Behavior of 7075-T6 Alloy" Hydrogen 2, no. 3: 377-385. https://doi.org/10.3390/hydrogen2030020